Изобретение относится к области цветной металлургии, а именно к переработке отвальных алюминиевых шлаков, и может быть использовано на предприятиях вторичной цветной металлургии.
Известен аналог - способ переработки металлургических шлаков и технологическая линия (варианты) для его осуществления (источник информации патент RU №2377324) содержащий, как и в заявленной поточной лини для переработки алюминиевых шлаков бункер, ленточный питатель, щековую дробилку, конвейер с барабанным железоотделителем.
Недостатки заключаются в том, что: - в способе переработки металлургических шлаков и технологической линии (варианты) для его осуществления нет системы пылегагоочистки;
- в способе переработки металлургических шлаков и технологической линии (варианты) для его осуществления много технологического оборудования, система громоздкая, сложная в обслуживании и управлении, поэтому имеет низкую надежность.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - поточная линия для переработки шлаков от плавки алюминиевых сплавов (источник информации авторское свидетельство СССР №287303), содержащая, как и заявленной поточной лини для переработки алюминиевых шлаков, бункер, транспортеры, грохот, щековую дробилку.
Недостатки заключаются в том, что:
- в поточной линии для переработки шлаков от плавки алюминиевых сплавов нет системы пылегагоочистки;
- в поточной линии для переработки шлаков от плавки алюминиевых сплавов много технологического оборудования, система сложная в обслуживании и управлении, поэтому имеет низкую надежность.
Ввиду указанных выше недостатков невозможно получить технической результат.
Ближайшим аналогом (прототипом) является поточная линия для переработки алюминиевых шлаков (источник информации патент SU 1167224), содержащая, как и в заявленной поточной линии для переработки алюминиевых шлаков бункер с питателем, ленточный конвейер с электромагнитным шкивом, классификатор, а также систему пылеулавливания.
Недостатки заключаются в том, что:
- в поточной линии для переработки алюминиевого шлака много технологического оборудования, система громоздкая, сложная в обслуживании и управлении, поэтому имеет низкую надежность.
- в поточной линии для переработки алюминиевого шлака имеется система пылеулавливания, но нет системы газоочистки;
Из-за перечисленных выше недостатков невозможно получить технический результат.
Задачей изобретения является создание надежной, с высокой степенью механизации, оснащенной эффективной установкой пылегазоочистки поточной линии для переработки алюминиевых шлаков, имеющей: общий загрузочный бункер с питателем и классификатором и две ветви по переработки шлака-правую и левую, при этом в правой имеется два ленточных конвейера, валковая дробилка, установка для загрузки шлака в передвижной грохот- вибропитатель, передвижной грохот-вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором (электромагнитным шкивом), грохот, а в левой ветви ленточный конвейер, щековая дробилка, ленточный конвейер передвижной грохот- вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором грохот и валковую дробилку.
Технический результат - разработанная поточная линия для переработки алюминиевых шлаков, является надежной, с высокой степенью механизации, оснащенной эффективной установкой пылегазоочистки и имеющей: общий загрузочный бункер с питателем и классификатором и две ветви по переработки шлака - правую и левую, при этом в правой имеется два ленточных конвейера, валковая дробилка, установка для загрузки шлака в передвижной грохот-вибропитатель, передвижной грохот-вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором, грохот, а в левой ветви ленточный конвейер, передвижная щековая дробилка, ленточный транспортер, передвижной грохот-вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором, грохот и валковая дробилка.
Указанный технический результат достигается за счет того, что в поточной линии для переработки алюминиевого шлака содержащей бункер с питателем, ленточный конвейер с электромагнитным шкивом, классификатор, а также систему пылеулавливания, классификатор выполнен в виде грохота, который установлен за бункером с питателем и имеющий три полотна с ячейками: верхнее - 30 мм, среднее - 15 мм, нижнее - 7 мм, причем с нижнего полотна шлак попадает в ниже расположенный под полотном бункер, из которого высыпается на ленточный конвейер правой ветви, а с верхнего и среднего на ленточный конвейер левой ветви. Классификатор позволяет направлять на правую ветвь поточной линии для переработки алюминиевого шлака шлак с размерами частиц 0-7 мм, а в левую с размерами частиц более 15 мм.
При этом, передвижной грохот-вибропитатель устанавливаемый в левую и правую ветви поточной линии для переработки алюминиевых шлаков имеет загрузочный бункер, находящийся над загрузочным лотком, привод перемещения передвижного грохота-вибропитателя по рельсам, вибрационный механизм, устройство удаления мелкого шлака во время загрузки, а также устройство для загрузки шлака в передвижной грохот-вибропитатель.
Вместе с тем, в состав поточной линии для переработки алюминиевых шлаков, вводится устройство для загрузки шлака в передвижной грохот-вибропитатель, расположенный в правой ветви, оно состоит из ленточного конвейера, склиза, приваренного к обслуживающей площадке, опирающейся на металлические сварные опоры и снабженной лестницей, при этом обслуживающая площадка имеет ограждение.
Кроме того, загрузочный бункер, находящийся над загрузочным лотком передвижного грохота-вибропитателя, сварен из листовой стали толщиной 5 мм, на передней части загрузочного бункера установлена вращающаяся в двух подшипниках ось, с приваренной к ней заслонкой, причем заслонка подпружинена двумя пружинами и позволяет разравнивать слой шлака, скользящего по загрузочному лотку.
Следует отметить, что вибрационный механизм передвижного грохота-вибропитателя состоит из четырех дебалансных центробежных вибраторов, которые закреплены на четырех пластинах - кронштейнах, приваренных к боковым стенкам загрузочного лотка, при этом каждый дебалансный центробежный вибратор представляет собой электродвигатель с установленными на концах вала ротора дебалансами, которые вращаясь с валом ротора, создают центробежную силу, вынуждающую вибрировать загрузочный лоток и, при этом, перемещать сортируемый шлак по загрузочному лотку в ленточный конвейер.
Существенно отметить, что привод перемещения передвижного грохота-вибропитателя по рельсам состоит: из реверсивного электродвигателя, муфты, редуктора, клиноременной передачи, двух валов, на концах которых закреплены четыре колеса, при этом реверсивный электродвигатель и редуктор крепятся к стальной плите, которая приварена сверху рамы, подвод электроэнергии к приводу передвижной виброзагрузочной машины осуществляется с помощью гибкого кабеля, который при движении передвижной виброзагрузочной машины влево сматывается с барабана, который закреплен на задней опоре, а и при движении вправо наматывается на него, причем гибкий кабель при движении передвижной виброзагрузочной машины укладывается через промежуточный барабан в траншею.
Более того, в состав поточной линии для переработки алюминиевых шлаков, вводится передвижная щековая дробилка с высокими эксплуатационными характеристиками и надежностью в работе, так как конструкция простая, оснащена мощным двигателем 90 кВт, имеет высокий коэффициент дробления позволяет получать на заключительном этапе минимальный размер частиц.
Наконец, в состав поточной линии для переработки алюминиевых шлаков введена надежная в работе установка пылегазоочистки, при этом очистка от пыли происходит в 10 вращающихся рукавных фильтрах, а газов от вредных веществ на нижней и верхней поворотных решетках происходит в «кипящем слое, причем в качестве адсорбента на решетки загружается активированный уголь, березовый уголь, селикагель, а основные технические характеристики установки пылегазоочистки следующие:
Предложенная конструкция поточной линии для переработки алюминиевых шлаков отличается надежностью, высокой степенью механизации и эффективной установкой пылегазоочистки.
На представленных семи фигурах изображена поточная линия для переработки алюминиевых шлаков, а также ее отдельные устройства.
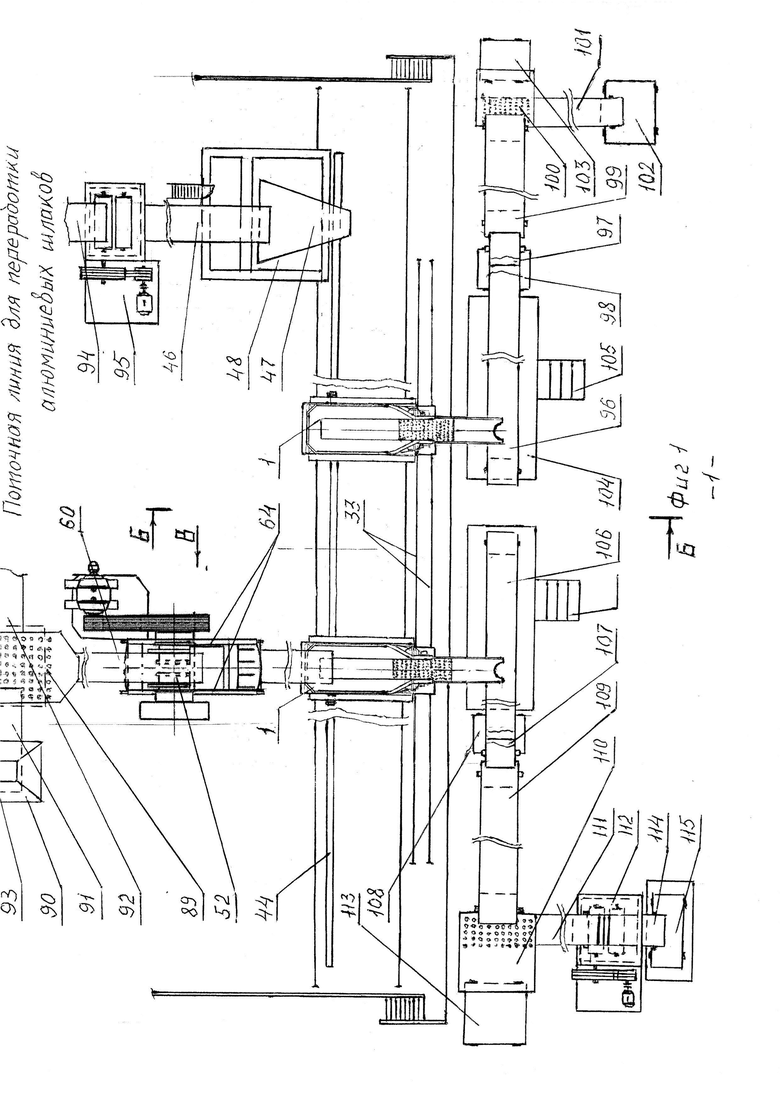
На фиг. 1. Вид в плане поточной линии для переработки алюминиевых шлаков.
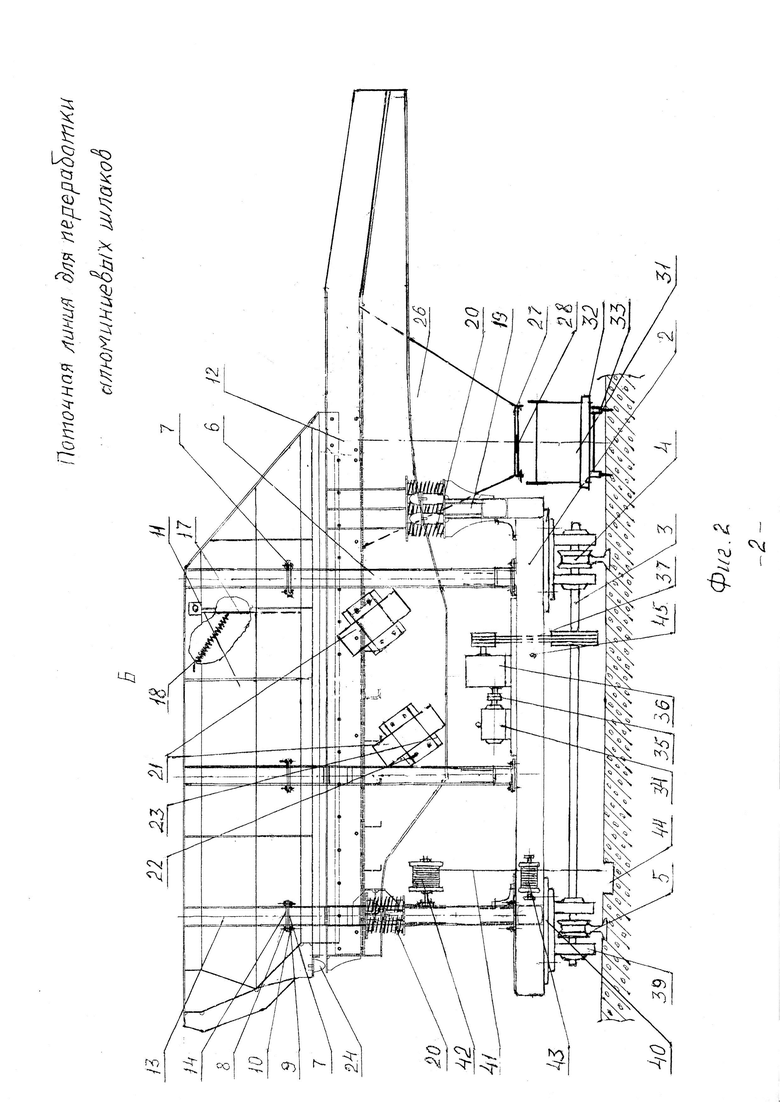
На фиг. 2. Фронтальный вид передвижного грохота-вибропитателя.
На фиг. 3. Вид в плане в передвижного грохота-вибропитателя.
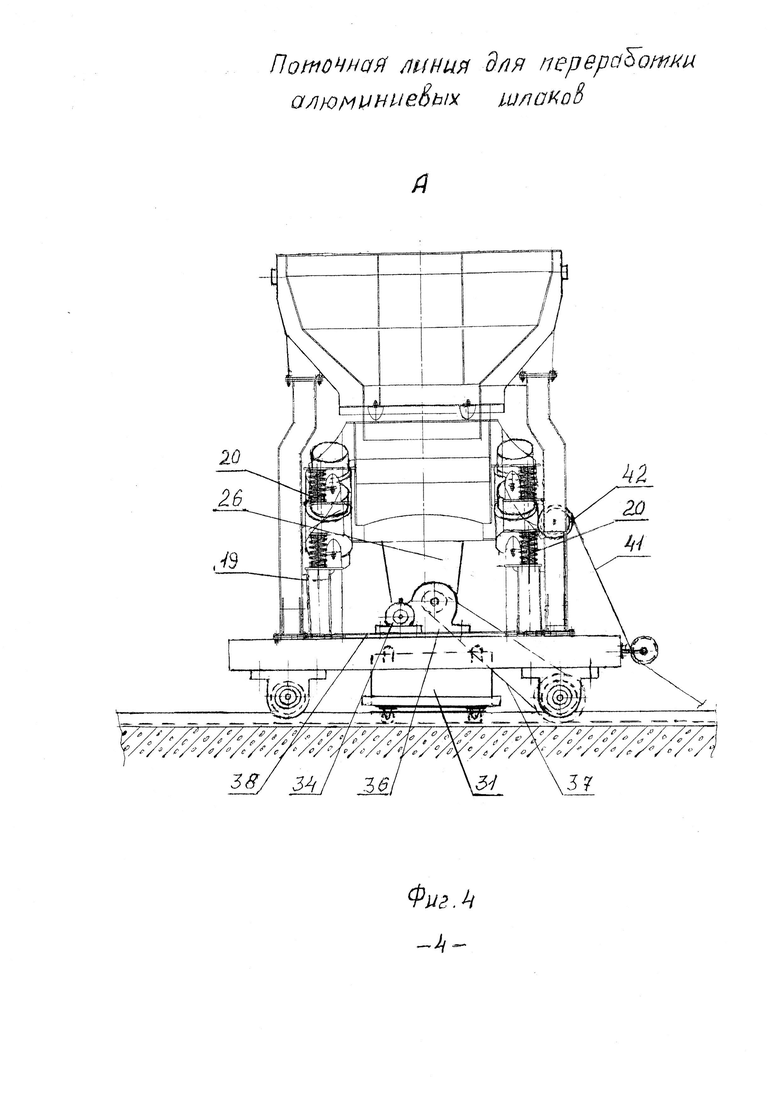
На фиг. 4. Вид А передвижного грохота-вибропитателя.
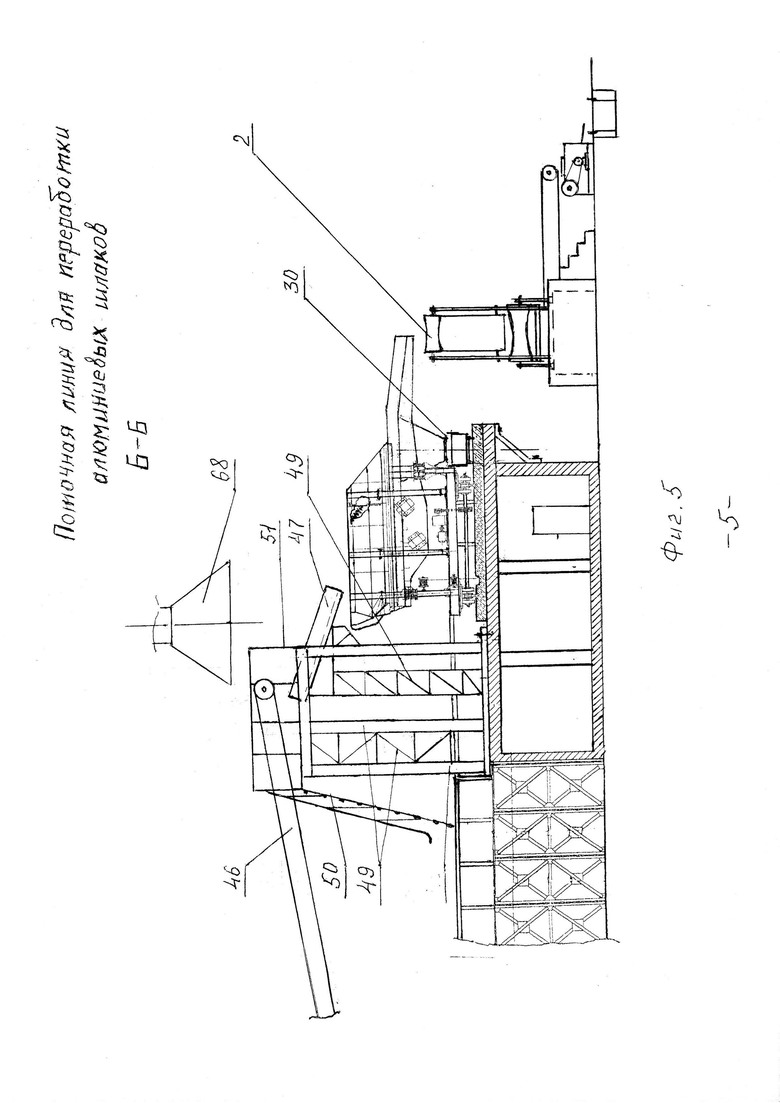
На фиг. 5. Разрез Б-Б поточной линии для переработки алюминиевых шлаков.
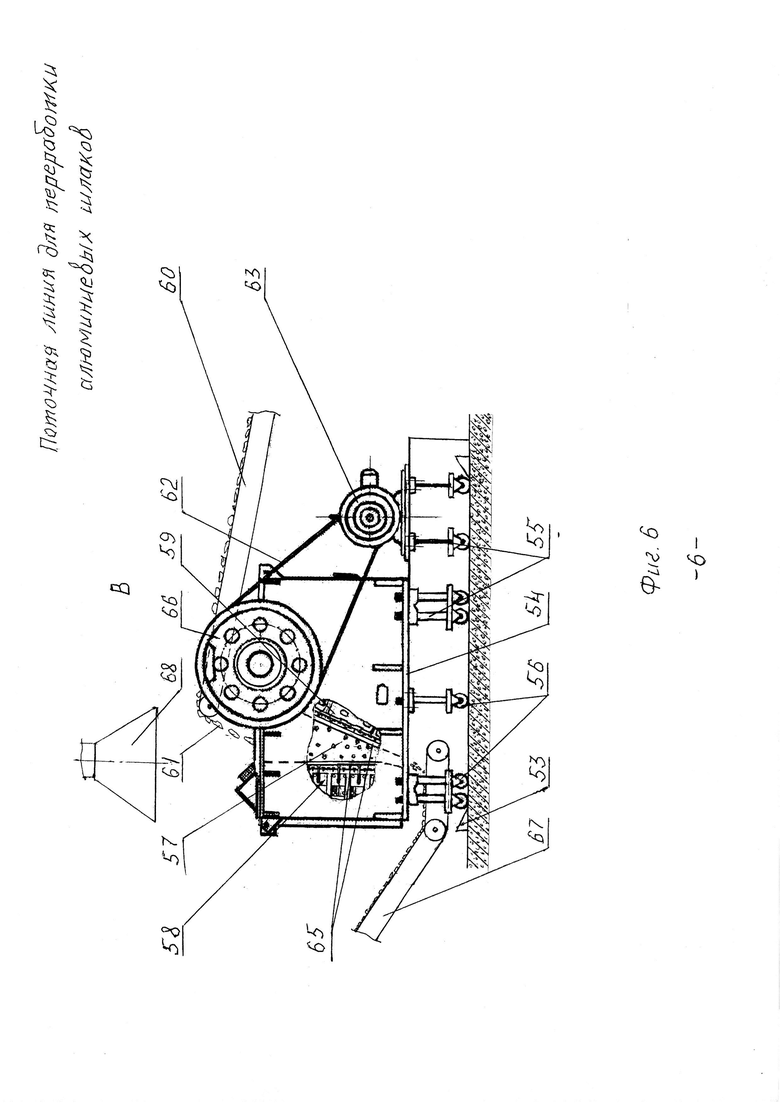
На фиг. 6. Вид В щековой дробилки.
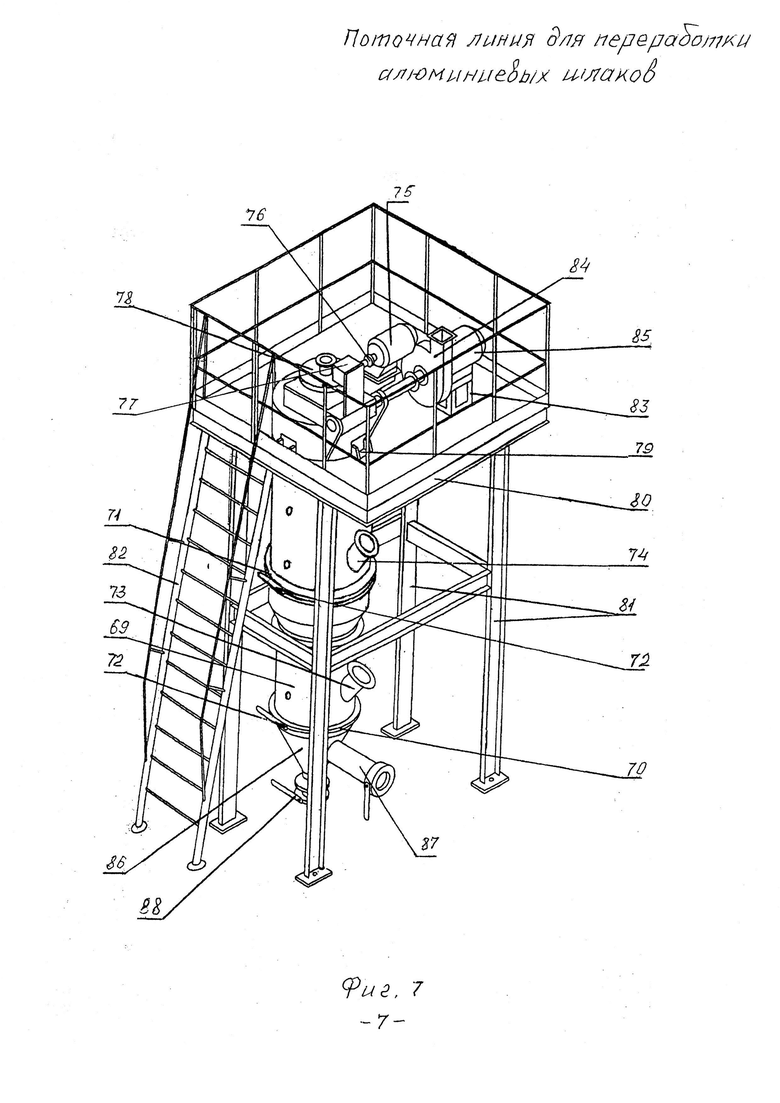
На фиг. 7. Установка пылегазоочистки.
Актуальность работы.
Одним из методов получения алюминия из вторичного сырья является плавка лома и отходов под слоем флюса и без использования флюса. При этом образуются шлаки, содержащие алюминий и другие ценные компоненты, которые направляются в отвал. Такие шлаки относятся к 4 классу опасности. Под действием осадков содержащиеся в шлаках хлориды выщелачиваются, засоляют почву, отравляют водоемы и грунтовые воды. В процессе разложения шлаков выделяются также такие вредные газы, как аммиак, сероводород и ряд других, которые загрязняют атмосферу. Наибольшую опасность представляют мелкодисперсные пылевидные частицы, которые легко поднимаются ветром и переносятся на значительные расстояния, загрязняя атмосферу, почву и водоемы. Это наносит экологический вред окружающей среде и экономический ущерб народному хозяйству. Актуальность проблемы переработки шлаков обусловлена возможностью вернуть в хозяйственный оборот тысячи тонн металла, теряемых в настоящее время с отвалами, а так же решить важнейшую экологическую проблему. Разработано множество механических, гидрометаллургических, пирометаллургических способов переработки отвальных алюмосодержащих шлаков, однако они до сих пор не реализованы в промышленном объеме, так как не предусматривают комплексную переработку всех составляющих шлака. Согласно стратегии развития цветной металлургии на 2014-2020 годы и на перспективу до 2030 года, принятой приказом Министерства промышленности и торговли РФ от 5 мая 2014 г. №839, предполагается разработка и внедрение комплексных технологий переработки техногенных отходов горнообогатительных и металлургических производств, вторичного металлического сырья, обеспечивающих высокий уровень извлечения ценных компонентов.
Предлагаемая конструкция поточной линии для переработки алюминиевых шлаков состоит из общего классификатора, изготовленного в виде грохота, который установлен за бункером с питателем и двух ветвей левой и правой. Классификатор имеет три полотна с ячейками: верхнее - 30 мм, среднее - 15 мм, нижнее - 7 мм, причем с нижнего полотна шлак попадает в ниже расположенный под полотном бункер, из которого высыпается на ленточный конвейер правой ветви, а с верхнего и среднего на ленточный конвейер левой ветви. Классификатор позволяет направлять на правую ветвь поточной линии для переработки алюминиевых шлаков шлак с размерами частиц 0-7 мм, а в левую с размерами частиц более 15 мм. Вначале разберем конструкции основных видов технологического оборудования, входящего в состав поточной линии для переработки алюминиевых шлаков.
Одним из главных видов оборудования поточной линии для переработки алюминиевых шлаков (далее поточной линии) является передвижной грохот-вибропитатель, который имеется в правой и левой ветвях поточной лини. Передвижной грохот-вибропитатель 1 имеет сварную раму 2, выполненную в виде передвижной платформы, которая имеет две оси 3, на концах которых имеются четыре колеса 4, перемещающуюся по рельсовому пути 5 (фиг. 1, 2). На сварной раме 2 закреплены шесть опор 6, имеющие наверху приваренные фланцы 7 с отверстиями, на которых крепится 24 -мя болтами 8, 24-мя гайками 9 и 24 - мя пружинными шайбами 10 загрузочный бункер 11. Загрузочный бункер 11 находится над загрузочным лотком 12 (фиг. 2). Загрузочный бункер 11 сварен из листовой стали толщиной 5 мм и имеет в боковых стенках шесть приваренных кронштейнов 13 с фланцами 14, в каждом из которых имеется четыре отверстия для крепления загрузочного бункера 11 на опорах 6. На передней части загрузочного бункера 11 установлена ось 15, вращающаяся в двух подшипниках 16, причем, к оси приварена заслонка 17, которая ограничивает объем загружаемой в загрузочный бункер 11 шихты, а также слой шихты скользящей по загрузочному лотку 12 (фиг. 2, 3). Чтобы слой шлака при работе передвижного грохота-вибропитателя 1 был равномерным по высоте, по краям заслонки 17 приварены две пружины 18, каждая из которых приварена одним концом к боковой стенки загрузочного бункера 11, а другим концом к заслонке 17. Заслонка 17 подпружиненная двумя пружинами 18 позволяет разравнивать слой шлака. Размеры загрузочного бункера 11: длина - 4600 мм; ширина- 1700 мм; высота-1000 мм. Шесть опор 6 стальные имеют коробчатую форму и внешние размеры в сечении 100×120 мм.
Следует отметить, что введенный в состав передвижного грохота -вибропитателя 1 загрузочный лоток 12, имеющий заднюю и две боковые стенки, сварен из листовой стали толщиной 5 мм, установлен на четырех опорах 19 с 10 - ю пружинами 20 на сварной раме 2 передвижного грохота-вибропитателя 1 (фиг. 2, 3). С обеих сторон загрузочного лотка 12 на его боковых наружных стенках закреплен надежный вибрационный механизм состоящий: из четырех дебалансных центробежных вибратора 21, которые крепятся 16-ю болтами поз. 22, 16-ю гайками и 16-ю пружинными шайбами (не показаны) на четырех пластинах-кронштейнах 23, приваренных к стенкам загрузочного лотка 12. Дебалансный центробежный вибратор 21 представляет собой электродвигатель с установленными на концах вала ротора дебалансами, которые вращаясь с валом ротора, создают центробежную силу, вынуждающую вибрировать загрузочный лоток 12 и, при этом, перемещать загруженный шлак по загрузочному лотку 12 в ленточный конвейер желобчатый формы (фиг. 2, 5). В качестве дебалансного центробежного вибратора используется вибратор, имеющий следующие характеристики:
На четырех опорах 19 загрузочного лотка 12 закреплены шесть резиновых упоров-амортизаторов 24, а также два резиновых упора-амортизатора 24 закреплены в задней части загрузочного бункера 11 (фиг .2, 3).
Кроме того, в передвижной грохот-вибропитатель 1 вводится устройство для удаления мелкого шлака в процессе загрузки шлака, смонтированное на загрузочном лотке 12 и состоящее: из решетки 25 с отверстиями диаметром 2 мм, бункера 26, шибера 27 с ручкой 28, двух направляющих 29 и двух фиксаторов 30, крепящих шибер 27 к направляющим 29 (фиг. 2, 3, 5). Устройство для частичного удаления мелкого шлака в процессе загрузки размещено ближе к концу загрузочного лотка 12 и позволяет накапливать его в бункере 26, так как шихта скользит по загрузочному лотку 12, а мелкий шлак диаметром до 2 мм проваливается через отверстия решетки 25 и падает в бункер 26, а по мере накопления его оператор ссыпает его в технологическую емкость 31, подает ее на тележке 32, которая перемещается по рельсам 33 в зону действия крана и краном (не показан) транспортирует на склад. Существенно отметить, что в состав передвижного грохота-вибропитателя 1 вводится привод его перемещения по рельсам 5 состоящий: из реверсивного электродвигателя 34, муфты 35, редуктора 36, клиноременной передачи 37, двух валов 3, на концах которых закреплены четыре колеса 4 (фиг. 2, 4). Реверсивный электродвигатель 34 и редуктор 36 крепятся к стальной плите 38, которая приварена сверху рамы 2. Колеса 4 диаметром 350 мм опираются на рельсы 5. В кронштейнах 39 находятся два подшипника качения, поэтому передвижной грохот-вибропитатель 1 катится по рельсам 5 легко. Кронштейны 39 крепятся болтами с пружинными шайбами (не показано) к стальным пластинам 40, которые приварены к раме 2. В приводе передвижного грохота-вибропитателя используется реверсивный двигатель 34 мощностью 1,6 кВт тип МТ-4, а также двухступенчатый цилиндрический редуктор 36 с передаточным числом 40. Подвод электроэнергии к приводу передвижного грохота-вибропитателя 1 осуществляется с помощью гибкого кабеля 41, который при движении передвижного грохота-вибропитателя 1 влево сматывается с барабана 42, который закреплен на задней опоре 6 и при движении вправо наматывается на него. Гибкий кабель 41 при движении передвижного грохота-вибропитателя 1 укладывается через промежуточный барабан 43 в траншею 44. Сконструированный автором и изготовленный передвижной грохот-вибропитатель показал надежную, стабильную работу. Можно сказать, что привод перемещения передвижного грохота-вибропитателя 1 делает его универсальным. С боков рамы 2 передвижного грохота-вибропитателя установлены концевые выключатели 45 (фиг. 2).
Вместе с тем, в состав поточной линии для переработки алюминиевых шлаков, вводится устройство для загрузки шлака в передвижной грохот-вибропитатель 1, которое состоит из ленточного конвейера 46 желобчатой формы, склиза 47, приваренного к обслуживающей площадке 48, опирающейся на металлические сварные опоры 49 и снабженной лестницей 50, при этом обслуживающая площадка 48 имеет ограждение 51.. На обслуживающую площадку 48 оператор поднимается по лестнице 50 (фиг. 1, 5).
В состав поточной линии введена сконструированная автором передвижная щековая дробилка 52, которая устанавливается в любом месте цеха, склада, открытой площадке, только перед работой необходимо под четыре колеса подложить металлические клинья 53, чтобы исключить ее передвижение в процессе работы фиг. 1, 6. Передвижная щековая дробилка имеет массивное стальное основание 54, отлитое из стали 35 Л, на котором крепится привод и основные механизмы и узлы. На стальном основании 54 крепятся болтами, гайками и пружинными шайбами (не показаны), стойки 55, в нижней части которых крепятся колеса 56. Камера дробления 57 устроена в форме клина, она образована двумя дробящими поверхностями, так называемыми "щеками". Одна из щек дробилки неподвижная 58, а вторая подвижная 59 щека крепится на шатуне (не показан), обеспечивающем перемещение верхнего края подвижной 59 щеки так, что последняя совершает качающееся движение. Основной принцип работы щековой дробилки достаточно прост. Шлак, подлежащий дроблению подается в камеру дробления 57 сверху конвейером 60 желобчатой формы. Благодаря клинообразной форме камеры дробления 57 куски шлака 61 изначально располагаются по высоте камеры дробления 57 в зависимости от их крупности сверху вниз.
Вал шатуна (не показан) приводится во вращение через клиноременную передачу 62 от электрического двигателя 63 мощностью 90 кВт. В процессе сближения щек, на ходе сжатия, куски шлака 61 дробятся, при отходе подвижной щеки 59 (холостой ход) раздробленные куски шлака 61 продвигаются вниз под действием силы тяжести. Как только размеры кусков шлака 61 достигают заданного значения (уменьшаются до размера выходной щели), они покидают камеру дробления 57, а на их место опускаются более крупные куски шлака 61. Затем цикл повторяется.
Конструкция подвижной щеки 59 предусматривает возможность регулировки положения нижнего края по горизонтали. Таким образом, осуществляется фиксация размера щели выходного отверстия, определяющая максимальную крупность дробимого материала на выходе из щековой дробилки. Боковые стенки 64 камеры дробления 57 щековой дробилки в процессе дробления не участвуют фиг. 1. Существенно отметить, что наиболее изнашиваемыми частями дробилки являются щеки их изготавливают из стали 35Л, причем рабочая поверхность щек футеруется плитами 65 из высокомарганцевой стали 110Г13Л. Плиты 65 имеют рифления, что облегчает дробление кусков шлака 61. Эксцентриковый вал и ось (не показаны) подвижной щеки 59 делают из стали 40Х. Маховик 66 подвижной дробилки 52 отливают из чугуна марок СЧ 21. Дробленый шлак 61 высыпается из подвижной дробилки 52 и попадает на конвейер 67 желобчатой формы. Выделяющаяся в процессе работы подвижной дробилки 52 пыль и газы попадают в зонт 68 и удаляются дымососом ДН - 12 (не показан) в установку пылегазоочистки (на виде в плане поточной линии для переработки алюминиевых шлаков установка пылегазоочистки не показана, поскольку размещена с дымососом ДН-12 в соседнем помещении).. Отличительными особенностями разработанной подвижной щековой дробилки 52 служат ее высокие эксплуатационные характеристики и надежность в работе:
• дробилка оснащена мощным и надежным двигателем;
• простота конструкции обеспечивает простое и эффективное использование и обслуживание;
• большой срок эксплуатации, причем обеспечивается стабильная работа агрегата в течении всего срока эксплуатации;
• высокий коэффициент дробления позволяет получать на заключительном этапе минимальный размер частиц.
Передвижная щековая дробилка 52 оснащена мощным двигателем 63, который обеспечивает эффективную работу на всем протяжении эксплуатационного периода. Мощный двигатель 63 дает большую силу сжатия, что позволяет получать достаточно мелкие фракции в результате дробления.
Технические характеристики:
Очистка дымовых газов от пыли и вредных происходит в установке пылегазоочистки, разработанной автором и изображенной на фиг. 7, которая имеет широкий спектр очищаемых вредных веществ, находящихся в перерабатываемом шлаке и отличается надежностью в работе. Пылегазоочистка представляет собой сборный стальной цилиндрической формы корпус 69, в нижней части которого имеется нижняя поворотная загрузочная решетка 70 с отверстиями. В средней части цилиндрического корпуса 69 имеется верхняя поворотная загрузочная решетка 71 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток 72, закрепленных на осях. Выше нижней поворотной загрузочной решетки 70 расположен нижний загрузочный патрубок 73. Выше верхней поворотной загрузочной решетки 71 расположен верхний загрузочный патрубок 74. В верхней части стального цилиндрического корпуса 69 размещены вращающиеся рукавные фильтры в количестве 10 штук, которые улавливают пылевидные частицы из дымовых газов. Вверху установки пылегазоочистки размещен привод вращения рукавных фильтров, состоящий из электродвигателя 75, муфты 76, червячного редуктора 77 и зубчатой тарелки 78.
В верхней части цилиндрического корпуса 69 закреплена на четырех кронштейнах 79 обслуживающая площадка 80, которая опирается на четыре опоры 81 и имеет слева лестницу 82. На обслуживающей площадке 80 закреплена рама 83, на которой смонтирована воздуходувка 84 с электродвигателем 85. Отработанный адсорбент и пыль собираются в конусной части 86 цилиндрического корпуса 69. Очищаемые газы и пыль из зонтов 68 и боковых отсосов подаются в установку пылегазоочистки через патрубок 87. Отработанный адсорбент выгружается через нижнюю горловину 88 цилиндрического корпуса 69. После очистки газов от вредных веществ на поворотных решетках они очищаются от пыли во вращающихся рукавных фильтрах, находящихся в верхней части цилиндрического корпуса 69. Очистка газов от вредных веществ на нижней 70 и верхней 71 поворотных решетках происходит в «кипящем слое». В качестве адсорбента на решетки загружается активированный уголь, березовый уголь, силикагель. Основные технические характеристики установки пылегазоочистки:
Экспериментальная установка была изготовлена 6 июня 2017 года и установлена на ООО «ПензВторСырье», причем работает стабильно, надежно. Итак, выше разобраны конструкции основных видов технологического оборудования, входящего в состав поточной линии. Выше было сказано, что предлагаемая конструкция поточной линии состоит из классификатора 89, изготовленного в виде грохота, который установлен за бункером 90 с питателем 91 и имеющий три полотна с ячейками: с нижнего полотна шлак попадает в ниже расположенный под полотном бункер, из которого высыпается на ленточный конвейер 92 правой ветви, а с верхнего и среднего на ленточный конвейер 60 левой ветви.
Работа поточной линии происходит следующим образом. Со склада шлак подается в технологической емкости краном (не показан) в бункер 90, из которого питателем 91 доставляется в классификатор 89. Классификатор 89 позволяет направлять на ленточный конвейер 92 желобчатой формы правой ветви поточной линии шлак с размерами частиц 0-7 мм. При работе классификатора 89 выделяются пыль и газы, которые попадают в зонт 93 (показан пунктиром над классификатором 89) и боковые отсосы, далее по вентиляционным трубам с помощью дымососа ДН-12 (не показано) подаются в установку пылегазоочистки, очищаются от пыли и газов и по дымовой трубе (не показана) удаляются в атмосферу.
С ленточного конвейера 92 желобчатой формы шлак ссыпается на ленточный конвейер 94 желобчатой формы, которым подается в валковую дробилку 95. Валковая дробилка отрегулирована на размер дробимого шлака 2 мм. Измельченный в валковой дробилке 95 шлак ленточным конвейером 46 желобчатой формы подается на склиз 47, а затем ссыпается до заполнения загрузочного бункера 11 в поданный передвижной грохот-вибропитатель 1. Передвижной грохот-вибропитатель 1 при подаче его оператором поточной линии под склиз 47 останавливается напротив его из-за срабатывания концевого выключателя 45. При пересылках шлака с ленточного конвейера 46 на склиз 47 и со склиза 47 в загрузочный бункер 11 выделяются пыль и газы, которые попадают в зонт 68 далее по вентиляционным трубам с помощью дымососа ДН-12 (не показано) подаются в установку пылегазоочистки, очищаются от пыли и газов и по дымовой трубе (не показана) удаляются в атмосферу фиг. 5 (зонт на фиг. 1 не показан). Затем оператор перемещает передвижной грохот-вибропитатель 1 по рельсам 5 к месту разгрузки шлака на ленточный конвейер 96. В конце ленточного конвейера 96 установлен магнитный сепаратор 97, поэтому магнитные детали: гайки, шайбы, болты, клапаны, шпильки и т.п., находящиеся в шлаке притягиваются магнитным полем магнитного сепаратора 97 и на нижней ветви ленточного конвейера, когда магнитное поле ослабевает, отрываются и падают в технологическую емкость 98. После заполнения емкости 98 она транспортируется краном на склад и металл по мере накопления сдается во вторчермет. Немагнитный шлак по инерции падает на ленточный конвейер 99, которым транспортируется на грохот 100. Шлак имеет меньший удельный вес, поэтому он падает близко от шкива ленточного конвейера, попадает на полотно грохота с отверстиями, просыпается, попадает на ленточный транспортер 101, далее с него ссыпается в технологическую емкость 102. Технологическая емкость 102 со шлаком транспортируется краном на склад. Тем временем немагнитный металл нержавеющая сталь, кусочки титана и т.д., имеющие больший удельный вес, чем шлак, летят с ленточного конвейера 99 на гладкую поверхность полотна грохота 100 и с нее ссыпаются в технологическую емкость 103, которую краном подают на склад, а со склада немагнитный металл сдается во вторчермет. Следует отметить, что ленточный конвейер 96 установлен на постаменте 104, который имеет ступеньки 105, кроме того, чтобы не захломлять эскизы не показаны зонты в местах пересылок шлака как на правой, так и на левой ветви поточной линии не показаны. Описаны процессы, происходящие в правой ветви поточной линии. Одновременно с процессами, происходящими в правой ветви поточной линии происходят следующие процессы в левой ветви поточной линии.
Ленточный конвейер 60 подает шлак, подлежащий дроблению в камеру дробления 57 передвижной щековой дробилки 52 сверху. Благодаря клинообразной форме камеры дробления 57 куски шлака 61 изначально располагаются по высоте камеры дробления 57 в зависимости от их крупности сверху вниз и дробится. При работе, в процессе сближения щек, на ходе сжатия, куски шлака 61 дробятся, при отходе подвижной щеки 59 (холостой ход) раздробленные куски шлака 61 продвигаются вниз под действием силы тяжести. Как только размеры кусков шлака 61 достигают заданного значения (уменьшаются до размера выходной щели 3 мм), они покидают камеру дробления 57, а на их место опускаются более крупные куски шлака 61. Затем цикл повторяется. Следует отметить, что крупные куски шлака «коржи» (размером более 100 мм) удаляются оператором с конвейерной линии 60 с помощью крана, укладываются в технологическую тару и, далее, «коржи» отправляются в печь на переплавку. В процессе сближения щек, на ходе сжатия, куски шлака 61 дробятся, при отходе подвижной щеки 59 (холостой ход) раздробленные куски шлака 61 продвигаются вниз под действием силы тяжести. Как только размеры кусков шлака 61 достигают заданного значения (уменьшаются до размера выходной щели 3 мм), они покидают камеру дробления 57, а на их место опускаются более крупные куски шлака 61. Затем цикл повторяется.
Дробленый шлак 61 высыпается из подвижной дробилки 52 и попадает на конвейер 67 желобчатой формы, которым подается в передвижной грохот-вибропитатель 1. Выделяющаяся в процессе работы подвижной дробилки 52 пыль и газы попадают в зонт 68 и удаляются дымососом ДН - 12 (не показан) в установку пылегазоочистки. При работе установленного в левой ветви передвижного грохота- вибропитателя 1 шлак, имеющий размеры до 2 мм через отверстия в решетке 25 просыпается и заполняет технологическую емкость 31, находящуюся на тележке 32, которая перемещается по рельсам 33 в зону действия крана и краном (не показан) транспортирует на склад. Автором взята нумерация технологической емкости и тележки такой же, как их нумерация в правой ветви.
Шлак с размерами более 2 мм ссыпается на ленточный конвейер 106. В конце ленточного конвейера 106 установлен магнитный сепаратор 107, поэтому магнитные детали: гайки, шайбы, болты, клапаны, шпильки и т.п., находящиеся в шлаке притягиваются магнитным полем магнитного сепаратора 107 и на нижней ветви ленточного конвейера, когда магнитное поле ослабевает, отрываются и падают в технологическую емкость 108. После заполнения емкости 108 она транспортируется краном на склад и металл по мере накопления сдается во вторчермет. Немагнитный шлак по инерции падает на ленточный конвейер 109, которым транспортируется на грохот 110. Шлак имеет меньший удельный вес, поэтому он падает близко от шкива ленточного конвейера, попадает на полотно грохота 110 с отверстиями, просыпается, попадает на ленточный транспортер 111, далее с него ссыпается в валковую дробилку 112. Тем временем немагнитный металл нержавеющая сталь, кусочки титана и т.д., имеющие больший удельный вес, чем шлак, летят с ленточного конвейера 109 на гладкую поверхность полотна грохота 110 и с нее ссыпаются в технологическую емкость 113, которую краном подают на склад, а со склада немагнитный металл сдается во вторчермет. В валковой дробилке 112 шлак измельчается до размера менее 1,5 мм и высыпается на ленточный транспортер 114 и доставляется им в технологическую емкость 115. Наполненная технологическая емкость 115 краном увозится на склад. Шлак со склада отгружается строительным организациям, которые используют его как наполнитель при изготовлении панелей, тротуарной плитки и т.п., а также дорожным организациям для строительства дорог. Попав в установку пылегазоочистки пыль и газы проходят очистку: газы от вредных веществ на поворотных решетках в «кипящем слое», причем адсорбент на решетки загружается два раза в неделю, пыль оседает на внешней поверхности вращающихся рукавных фильтров и стряхивается импульсом сжатого воздуха. Пыль и отработанный адсорбент: активированный уголь, березовый уголь, силикагель в дальнейшем увозятся в отвал.
Разработанная поточная линии является надежной, отличается высокой степенью механизации, оснащена установкой пылегазоочистки, которая имеет широкий спектр очищаемых вредных веществ и улучшает экологическую обстановку предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2821798C1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2805087C1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКОВ ЛИТЕЙНОГО ПРОИЗВОДСТВА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2065781C1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ МИНЕРАЛЬНЫХ КОРМОВЫХ ДОБАВОК | 1992 |
|
RU2035233C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2458302C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| ПИРОЛИЗНАЯ УСТАНОВКА | 2010 |
|
RU2427760C1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| ВРАЩАЮЩАЯСЯ БАРАБАННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2013 |
|
RU2542033C2 |

Изобретение относится к поточной линии для переработки алюминиевых шлаков. Линия содержит бункер с питателем, классификатор, а также имеет две ветви по переработке шлака-правую и левую, при этом в правой имеется два ленточных конвейера, валковая дробилка, установка для загрузки шлака в передвижной грохот-вибропитатель, передвижной грохот-вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором, грохот, а в левой ветви ленточный конвейер, передвижная щековая дробилка, ленточный транспортер, передвижной грохот-вибропитатель, два ленточных конвейера, причем один с барабанным магнитным сепаратором, грохот и валковая дробилка. Классификатор выполнен в виде грохота, который установлен за бункером с питателем и имеет три полотна с ячейками, при этом передвижной грохот-вибропитатель, устанавливаемый в левую и правую ветви поточной линии для переработки алюминиевого шлака, имеет загрузочный бункер, находящийся над загрузочным лотком, привод перемещения передвижного грохота-вибропитателя по рельсам, вибрационный механизм, устройство удаления мелкого шлака во время загрузки. Очистка от пыли в установке пылегазоочистки происходит в 10 вращающихся рукавных фильтрах, а газов от вредных веществ происходит на нижней и верхней поворотных решетках в кипящем слое, причем в качестве адсорбента на решетки загружается активированный уголь, березовый уголь, силикагель, при этом установка пылегазоочистки имеет широкий спектр очищаемых вредных веществ. Обеспечивается надежность в работе поточной линии, высокая степень механизации и улучшается экологическая обстановка предприятия. 7 з.п. ф-лы, 5 ил.
1. Поточная линия для переработки алюминиевых шлаков, содержащая загрузочный бункер с питателем, ленточный конвейер с электромагнитным шкивом, классификатор, систему пылеулавливания, отличающаяся тем, что она выполнена в виде двух ветвей по переработке шлака - правой и левой, при этом правая ветвь поточной линии содержит два ленточных конвейера, причем один из них содержит барабанный магнитный сепаратор, валковую дробилку, передвижной грохот-вибропитатель, установку для загрузки шлака в передвижной грохот-вибропитатель и грохот, а левая ветвь поточной линии содержит ленточный конвейер для левой ветви, передвижную щековую дробилку, ленточный транспортер, два дополнительных ленточных конвейера для левой ветви, причем один из них с барабанным магнитным сепаратором, передвижной грохот-вибропитатель, грохот и валковую дробилку, при этом упомянутый классификатор выполнен общим для обеих ветвей поточной линии в виде грохота, который установлен за бункером с питателем и имеет три полотна с ячейками, при этом передвижной грохот-вибропитатель каждой из ветвей имеет загрузочный бункер, расположенный над загрузочным лотком, привод перемещения передвижного грохота-вибропитателя по рельсам, вибрационный механизм и устройство удаления мелкого шлака во время загрузки.
2. Линия по п. 1, отличающаяся тем, что полотна классификатора выполнены с размерами ячеек: верхнее - 30 мм, среднее - 15 мм, нижнее - 7 мм, с возможностью подпадания шлака с нижнего полотна в нижерасположенный бункер, из которого он затем попадает на ленточный конвейер правой ветви, а с верхнего и среднего - на ленточный конвейер левой ветви.
3. Линия по п. 1, отличающаяся тем, что загрузочный бункер расположен над загрузочным лотком каждого передвижного грохота-вибропитателя для каждой из ветвей поточной линии, сварен из листовой стали толщиной 5 мм, при этом на передней части загрузочного бункера установлена вращающаяся в двух подшипниках ось с приваренной к ней заслонкой, подпружиненной двумя пружинами, для разравнивания слоя шлака, скользящего по загрузочному лотку.
4. Линия по п.1, отличающаяся тем, что вибрационный механизм каждого передвижного грохота-вибропитателя состоит из четырех дебалансных центробежных вибраторов, которые закреплены на четырех пластинах-кронштейнах, приваренных к боковым стенкам загрузочного лотка, при этом каждый дебалансный центробежный вибратор выполнен в виде электродвигателя с установленными на концах вала ротора дебалансами для обеспечения вибрации загрузочного лотка и перемещения сортируемого шлака по загрузочному лотку в ленточный конвейер за счет создания центробежной силы при вращении дебалансов с валом ротора.
5. Линия по п. 1, отличающаяся тем, что привод перемещения каждого передвижного грохота-вибропитателя по рельсам содержит реверсивный электродвигатель, муфту, редуктор, клиноременную передачу, два вала, на концах которых закреплены четыре колеса, и гибкий кабель для подвода электроэнергии к приводу передвижного грохота-вибропитателя, размещенный с возможностью укладывания в траншею посредством промежуточного барабана, закрепленного на задней опоре передвижного грохота-вибропитателя, при движении передвижного грохота-вибропитателя с обеспечением сматывания с барабана при движении передвижного грохота-вибропитателя влево и наматывании на барабан при движении передвижного грохота-вибропитателя вправо.
6. Линия по п. 1, отличающаяся тем, что устройство для загрузки шлака в передвижной грохот - вибропитатель правой ветви состоит из ленточного конвейера, склиза, приваренного к обслуживающей площадке, опирающейся на металлические сварные опоры и выполненной с лестницей и с ограждением.
7. Линия по п. 1, отличающаяся тем, что передвижная щековая дробилка оснащена двигателем мощностью 90 кВт с обеспечением высокого коэффициента дробления для получения на заключительном этапе минимального размера частиц.
8. Линия по п. 1, отличающаяся тем, что она снабжена установкой пылегазоочистки, содержащей 10 вращающихся рукавных фильтров для очистки от пыли с обеспечением площади поверхности фильтрования 16,8 м2, нижнюю и верхнюю поворотные решетки с кипящим слоем для очистки газов от вредных веществ и загруженный на решетки адсорбент с толщиной слоя адсорбента 0,3-0,35м в виде активированного угля, березового угля, силикагеля, при этом упомянутая установка выполнена с возможностью обеспечения производительности по очищаемому газу 15600 м3/час, степени очистки по фтористому водороду 70%, очистки по окиси меди 86%, степени очистки по окиси углерода 87%, степени очистки по окиси азота 86%, степени очистки по окиси алюминия 81%, степени очистки по пыли 92%, температуры очищаемого газа от 20 до 100°С, температуры наружной поверхности установки от 40 до 55°С и уровня звука не более 82 ДБА.
| Поточная линия для переработки алюминиевых шлаков | 1981 |
|
SU1167224A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗ ВТОРИЧНОГО АЛЮМИНИЕВОГО СЫРЬЯ ГЛИНОЗЕМСОДЕРЖАЩИХ ГРАНУЛ ДЛЯ РАФИНИРОВАНИЯ И ФОРМИРОВАНИЯ ШЛАКООБРАЗУЮЩЕГО МАТЕРИАЛА ПРИ ВЫПЛАВКЕ СТАЛИ И ГЛИНОЗЕМСОДЕРЖАЩИЕ ГРАНУЛЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2015 |
|
RU2584623C1 |
| UA, 74113 C2, 15.10.2005 | |||
| ПОЛУЧЕНИЕ И СОСТАВЛЕНИЕ КОМПОЗИЦИИ, СОДЕРЖАЩЕЙ ИНГИБИТОР МЕК | 2013 |
|
RU2669391C2 |

