Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переработки (переплава) отходов цветных металлов, в частности для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известно устройство вращающейся металлургической плавильной печи для переплавки металла (патент РФ №2009423 С1) являющееся аналогом изобретения.
Так же, как и предлагаемое изобретение, аналог содержит цилиндрический корпус, загрузочное отверстие, горелку, летку для выпуска расплава металла и летку для слива шлака.
Недостатками этой печи являются:
1. Сложность загрузки, которая вызвана необходимостью использования специального разливочного крана, и сложность осуществления процесса разлива металла из печи на разливочную машину, который требует наличия промежуточного разливочного ковша.
2. Отсутствие пылегазоочистки, которая бы уменьшала вредное влияние на внешнюю среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Известно также устройство вращающейся металлургической плавильной печи для переработки отходов цветных металлов (патент РФ №2058623), являющийся аналогом предлагаемой.
Описанная в патенте печь содержит, как и предлагаемая, цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака.
Недостатками этой печи являются:
1. Расположение летки для выпуска расплава металла и летки для слива шлака с торца печи усложняют процесс подачи металла на разливочную машину, так как при этом необходимо наличие промежуточного разливочного ковша.
2. Расположение загрузочного отверстия на цилиндрической части печи усложняет ее конструкцию, так как необходимо предусмотреть специальное уплотнительное устройство в крышке загрузочного отверстия, потому что печь вращается.
3. Отсутствие пылегазоочистки, которая бы уменьшала вредное влияние на окружающую среду.
4. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Наиболее близким аналогом (прототипом) по отношению к заявляемой плавильной печи является вращающаяся плавильная печь для переработки отходов цветных металлов (патент РФ №2171437), содержащая, как и заявляемая печь, цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака. Прототип заявляемой печи имеет следующие недостатки:
1. Печь не имеет быстросменных леточных кирпичей, которые позволяют производить быстрый ремонт в случае их износа.
2. Отсутствие пылегазоочистки, которая бы которая бы уменьшала вредное влияние на окружающую среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Задачей изобретения является создание вращающейся плавильной печи простой конструкции для переработки (переплава) отходов цветных металлов, в частности для переработки алюминиевых ломов, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная печь является простой по конструкции, имеющей большой срок эксплуатации, позволяющей:
использовать алюминиевую стружку, алюминиевый лом, алюминиевый шлак, снизить потери тепла в окружающею среду за счет специальной теплоизоляции, вести процесс переплава на искусственной тяге с системой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что во вращающуюся плавильную печь для переработки отходов цветных металлов, содержащую цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака согласно предлагаемому изобретению, введен теплоизоляционный слой, состоящий из четырех слоев листового асбокартона и слоя шамотного легковеса, на который набивается слой футеровки из муллитокорундовой набивной массы, в качестве горелочного устройства используется газовая 13 смесительная инжекционная цилиндрическая горелка, в которой по центру размещены пять смесителей с насадками, дающие пламя длиной 2,6 метра, а по периферии находятся 8 смесителей, которые при горении газовоздушной смеси имеют пламя длиной 1,5 метра, кроме того, печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса, в которую входят: камера смешения, дымосос, агрегат газоочистки, циклон и каркасный рукавный фильтр.
Введенный теплоизоляционный слой, состоящий из четырех слоев листового асбокартона и слоя шамотного легковеса, позволяет снизить потери тепла в окружающую среду, а также позволяет дополнительно сохранять температуру металла во вращающейся плавильной печи для переработки отходов цветных металлов (в дальнейшем печи).
Срок службы печи увеличивается из-за использования муллитокорундовой набивной массы, которая имеет высокую огнеупорность и стойкость.
Более того, предлагаемая газовая 13 смесительная инжекционная цилиндрическая горелка хорошо прогревает стены печи и плавит шихту, находящуюся ближе к завалочному отверстию пламенем восьми периферийных смесителей, а также хорошо плавит шихту в середине печи и ближе к газоходу пламенем пяти смесителей с насадками, размещенными в центре горелки. Смесители, насадки к смесителям и литой стабилизирующий пламя туннель изготавливают из жаростойкого чугуна ЧЮХШ ГОСТ 7769-82. Жаростойкий чугун, используемый в качестве материала для изготовления смесителей, насадок к смесителям и литого стабилизирующего пламя туннеля, позволяет увеличить срок службы горелки и, естественно, печи. Насадки к смесителям, в случае их обгорания (оплавления при длительной эксплуатации), заменяются на новые, что, в конечном итоге, увеличивает срок службы горелки и печи. Номинальная тепловая мощность предлагаемой горелки 1,4 МВт.
Вместе с тем вращающаяся плавильная печь для переработки отходов цветных металлов имеет две летки, выполненные в быстросменных леточных кирпичах в коробе для обеспечения возможности их замены без остановки печи. Замена быстросменного легочного кирпича в коробе производится без разрушения футеровки печи. Леточный кирпич изготовлен механической обработкой из блоков ШСУ 40 ГОСТ 7151-74.
При этом вращающаяся плавильная печь для переработки отходов цветных металлов выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки, причем агрегат газоочистки имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, в циклоне производится очистка от грубой пыли, в рукавном каркасном фильтре от средней и мелкой пыли. Работа на естественной тяге производится в случае ремонта отдельных агрегатов установки пылегазоочистки.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п. обеспечивает решение поставленной задачи.
Следует отметить, что загружать лом (допустим алюминиевый) в печь для плавки необходимо измельченным на измельчителе (шредере) и прошедшим магнитную сепарацию (для отделения чугуна и стали в виде втулок, вкладышей, толкателей, шпилек, пальцев и т.д., которые находятся в моторном ломе). В конструкторской части заявки на изобретение изображено:
на фиг.1 - вид печи в плане;
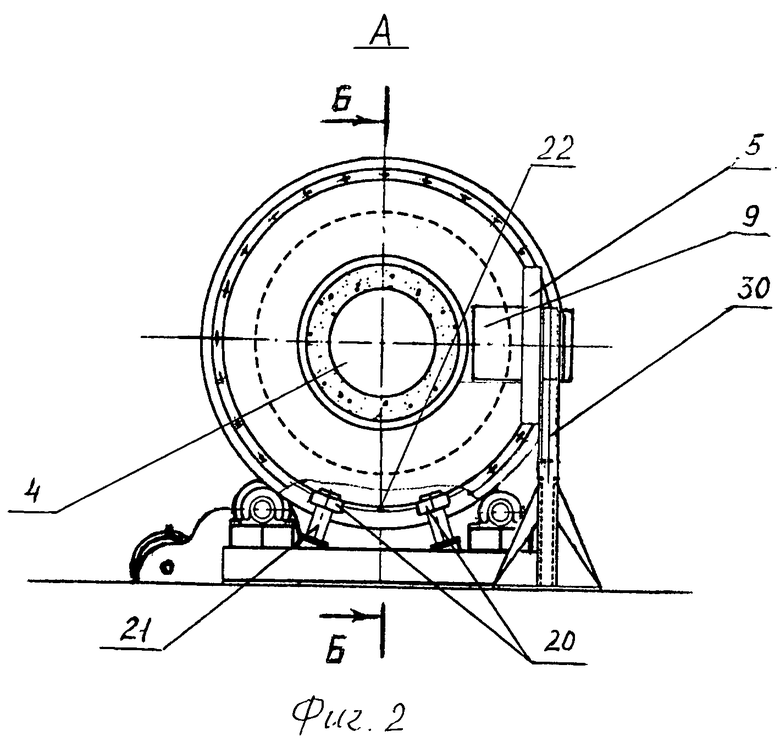
на фиг.2 - вид А печи (спереди со стороны загрузочного отверстия);
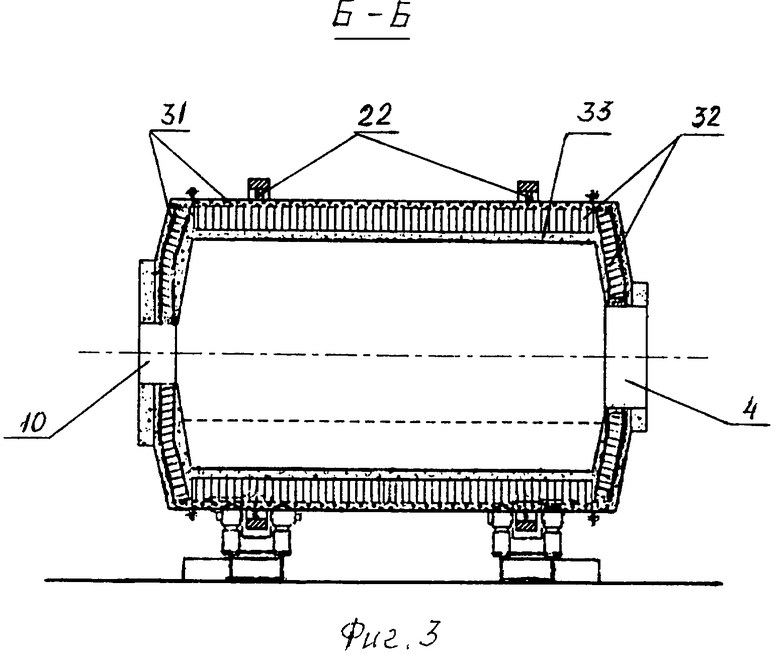
на фиг.3 - разрез Б-Б печи;
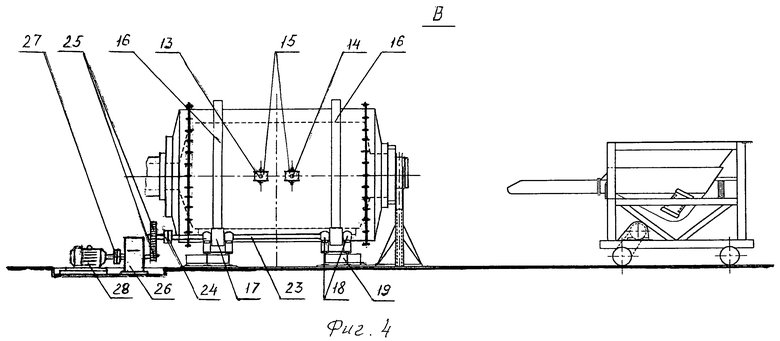
на фиг.4 - вид В печи (сбоку);
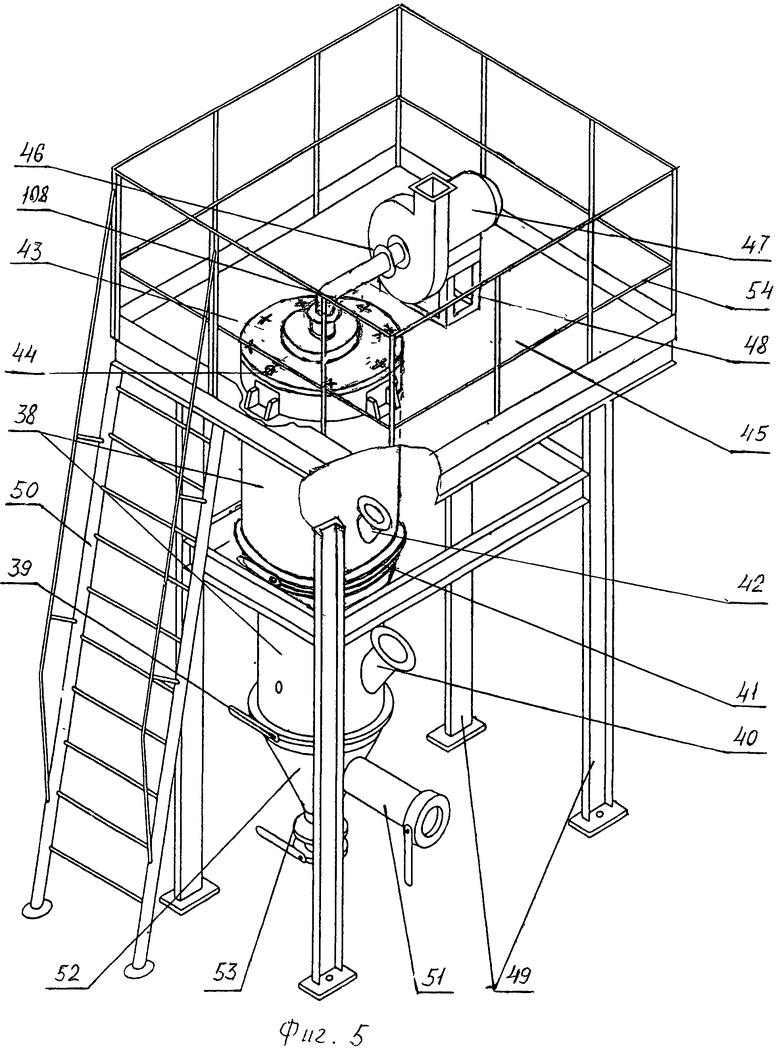
на фиг.5 - агрегат газоочистки;
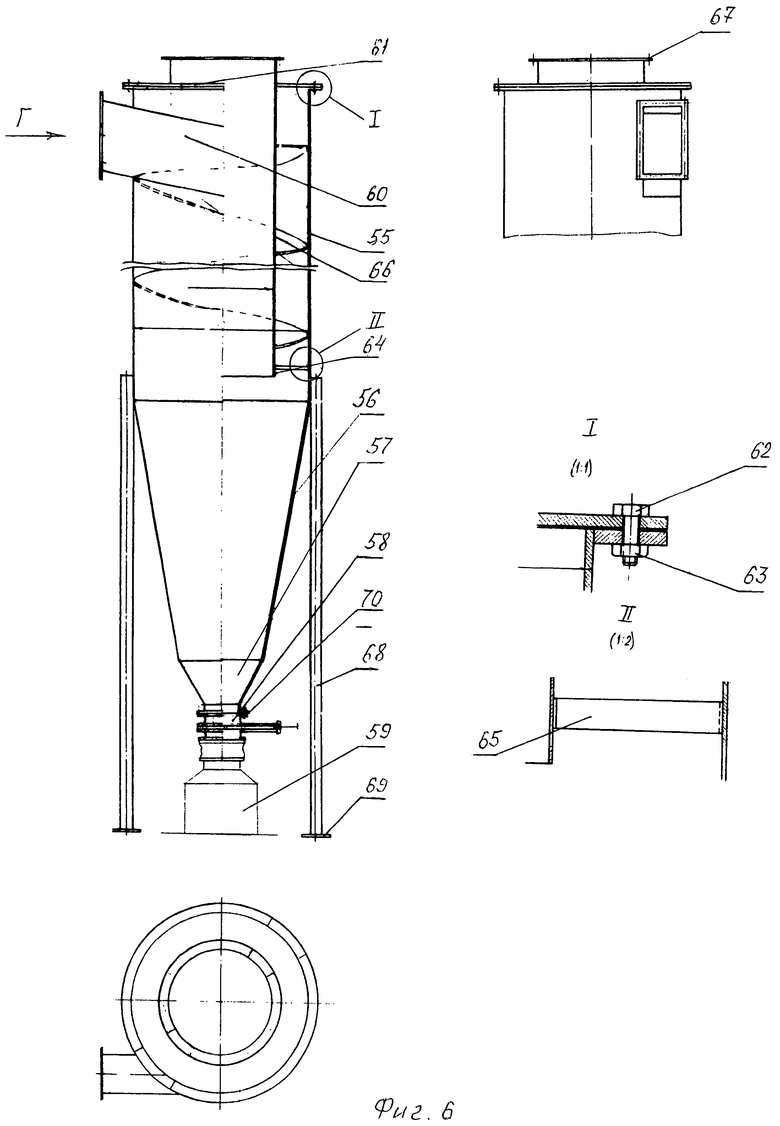
на фиг.6 - циклон;
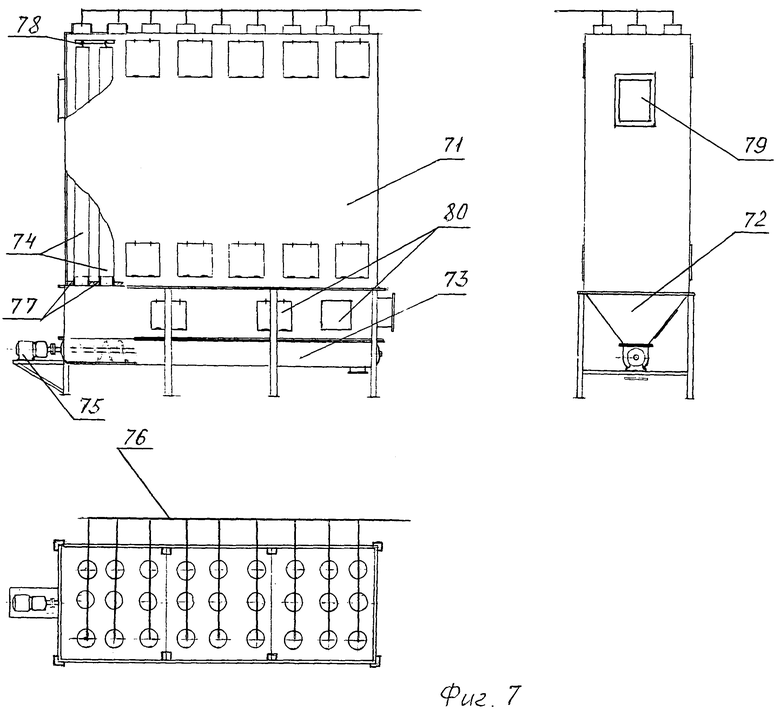
на фиг.7 - рукавный фильтр;
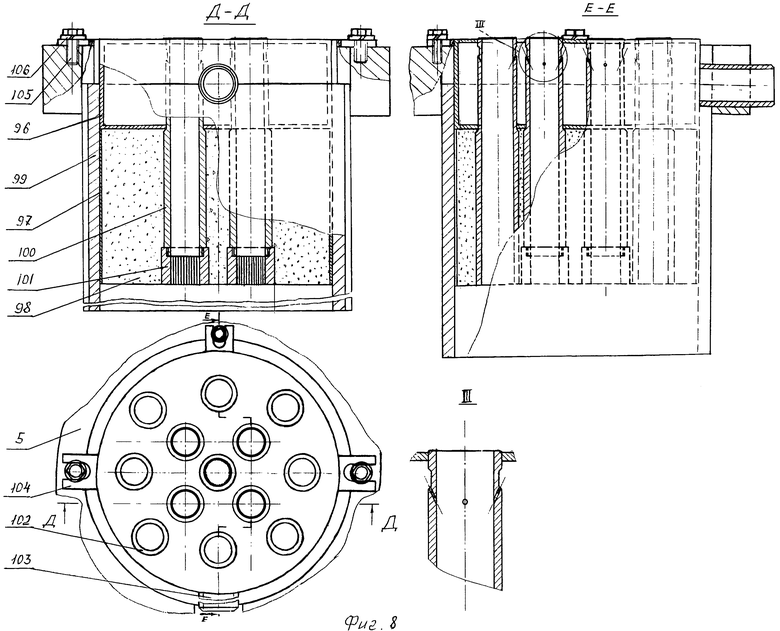
на фиг.8 - газовая инжекционная горелка.
Предлагаемая вращающаяся плавильная печь для переработки отходов цветных металлов, в основном алюминиевых ломов, содержит цилиндрический корпус 1, толщиной 8 мм, изготовленный из стали, имеет с торцов приваренные стальные фланцы с отверстиями. Передняя торцовая стенка 2 и задняя торцевая стенка 3 печи отъемные, имеют приваренные стальные фланцы с отверстиями (отверстия соосны с отверстиями фланцев цилиндрического корпуса 1, имеют одинаковый диаметр 20 мм) и крепятся болтами, гайками и пружинными шайбами к цилиндрическому корпусу 1. В центре передней торцевой стенки 2 печи имеется загрузочное отверстие 4, которое снабжено шарнирно закрепленной крышкой 5. В загрузочное отверстие 4 производится загрузка с помощью виброзагрузочной машины 6 шихты, которая предварительно измельчается на измельчителе (не показано) и проходит магнитную сепарацию для отделения чугуна и стали в виде втулок, вкладышей, толкателей, шпилек, пальцев и т.д., которые находятся в моторном ломе (фиг.1). Виброзагрузочная машина 6 перемещается по рельсовому пути 7, подача шихты в нее производится ленточным транспортером 8. В крышке 5 размещается инжекционная газовая горелка 9 (фиг.2). В задней торцевой стенке 3 имеется отверстие 10, через которое отводятся дымовые газы в систему пылегазоочистки по дымоходной трубе 11, которая имеет взрывной клапан 12. Выпуск расплавленного металла производится через летку 13, расположенную на цилиндрическом корпусе 1 печи справа от центра, а выпуск шлака производится через шлаковую летку 14, расположенную также на цилиндрическом корпусе 1 печи слева от центра (фиг.4). Обе летки выполнены в быстросменном леточном кирпиче 15. Леточный кирпич 15 размещается в металлическом коробе.
При замене износившегося леточного кирпича короб вынимают из ниши, извлекают старый леточный кирпич, ставят в короб новый и короб с установленным новым кирпичом ставят в нишу. Леточный кирпич изготовлен механической обработкой из блоков ШСУ 40 ГОСТ 7151-74. К цилиндрическому корпусу 1 печи приварены два литых опорных кольца 16. Каждое опорное кольцо 16 имеет гладкую опорную часть, которая опирается на два опорных ролика 17. Цилиндрический корпус 1 печи в горизонтальном положении свободно лежит на четырех опорных роликах 17. Опорные ролики 17 имеют ось и укреплены в литых кронштейнах 18, крепящихся к железобетонным тумбам 19. Железобетонные тумбы 19 являются опорой печи, они фиксируются в полу цеха. Во избежании горизонтального смещения цилиндрического корпуса 1 имеются два направляющих ролика 20 с каждой стороны печи, которые вращаются на валах 21, приваренных к железобетонным тумбам 19. Следует отметить, что каждое опорное кольцо 16 приваривается вначале к двадцати четырем секторам 22, а последние - к цилиндрическому корпусу 1 печи. Для осуществления вращения печи два опорных ролика 17 имеют общую ось 23, которая через муфту 24 соединена с приводом вращения печи. Привод вращающейся плавильной печи электрический и включает в себя: пару зубчатых колес 25, редуктор 26, втулочно-пальцевую муфту 27 и электродвигатель 28. Печь при помощи привода может совершать вращательные движения вокруг оси для улучшения теплоотдачи от футеровки к шихте, а также для перемешивания металла в печи. В качестве горелочного устройства используется газовая 13 смесительная инжекционная цилиндрическая горелка 9, в которой по центру размещены пять смесителей с насадками, дающие пламя длиной 2,6 метра, а по периферии находятся 8 смесителей, которые при горении газовоздушной смеси имеют пламя длиной 1,5 метра. Горелка 9 работает на среднем давлении и крепится в крышке 5. Крышка 5 закреплена в кронштейне 29, который осуществляет поворот вокруг колонны 30 на угол 90° перед загрузкой шихты и фиксируется в этом положении. После завершения загрузки печи шихтой, кронштейн 29 с закрепленной крышкой 5 и находящейся в ней горелкой 9 поворачивается обратно на угол 90° и закрывает загрузочное отверстие 4. В печь введен теплоизоляционный слой, состоящий из четырех слоев листового асбокартона 31 слоя шамотного легковеса 32, на который набивается слой футеровки из муллитокорундовой набивной массы 33. Листы первого слоя асбокартона 31 толщиной 5 мм клеются жидким стеклом на цилиндрический корпус 1, на переднюю торцевую 2 и заднюю торцевую 3 стенки. Сушка естественная до высыхания жидкого стекла. Второй, третий, четвертый слой асбокартона толщиной 3 мм каждый клеются жидким стеклом с добавкой 0,2% фоскона. После просушки всех четырех слоев асбокартона, футеруется по шаблону слой легковесного кирпича марки ШЛ-1,0 ГОСТ 5040-78. В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (20%), шамотного порошка (76%), жидкого стекла (2%), и фоскона (АХФС 2%). Толщина швов 1-2 мм, термокомпенсационные швы не выкладываются. Введенный теплоизоляционный слой, состоящий из четырех слоев асбокартона и слоя шамотного легковеса позволяют снизить потери тепла в окружающую среду. Теплоизоляция, состоящая из четырех слоев асбокартона и слоя огнеупорного легковесного кирпича позволяет дополнительно сохранять температуру металла в печи. Далее по шаблону набивается слой футеровки, состоящей из муллитокорундовой набивной массы 33, выпускающейся по ТУ 14-8-269-78 с добавкой 0,2% фоскона. Первоначальная подсушка и прокалка производится переносными горелками, а затем печь прокаливается по графику прокалки. Срок службы печи увеличивается из-за использования муллитокорундовой набивной массы, которая имеет высокую огнеупорность и стойкость. Стойкость кирпичной кладки и набивной массы сравнительно велика - 300-400 плавок.
При этом вращающаяся плавильная печь для переработки отходов цветных металлов выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса, в которую входят: камера смешения, дымосос, агрегат газоочистки, циклон, каркасный рукавный фильтр. Работа на естественной тяге производится в случае ремонта отдельных агрегатов установки пылегазоочистки. Для разбавления дымовых газов воздухом цеха с целью снижения температуры перед подачей их в дымосос устанавливается камера смешения 34, которая имеет два шибера: шибер 35 регулирует тягу (разряжение в печи), шибер 36 регулирует подачу цехового воздуха. В системе пылегазоочистки установлен дымосос ДН-10у поз.37, который подает разбавленные воздухом дымовые газы в агрегат газоочистки. Агрегат газоочистки представляет собой сборный стальной цилиндрической формы корпус 38, в нижней части которого имеется поворотная загрузочная решетка 39 с отверстиями (фиг.5). Выше загрузочной решетки 39 расположен загрузочный патрубок 40. В верхней части цилиндрического корпуса 38 размещена вторая поворотная загрузочная решетка 41 с отверстиями, выше нее расположен второй загрузочный патрубок 42. Вверху цилиндрического корпуса 38 имеется крышка 43, которая крепится восемью болтами 44 и восемью пружинными шайбами к внутреннему фланцу корпуса 38 агрегата газоочистки. На обслуживающей площадке 45 агрегата газоочистки размещена воздуходувка 46 с электродвигателем 47, причем, размещаются они на раме 48. Обслуживающая площадка 45 опирается на четыре опоры 49. На обслуживающую площадку слесарь - ремонтник поднимается по лестнице 50, которая может быть приварена к любой из четырех сторон обслуживающей площадки. Отработанный адсорбент и пыль собираются в конусной части цилиндрического корпуса 38. Очищаемые газы из печи подаются в агрегат газоочистки через входной патрубок 51. Принцип работы агрегата газоочистки заключается в следующем: из печи дымовые газы нагнетаются дымососом 37 во входной патрубок 51 и под давлением проходят слой адсорбента, образуется "кипящий слой", в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются адсорбентом: гашеной известью и активированным углем. Отработанный адсорбент собирается в конусной части 52 корпуса и выгружается через нижнюю горловину и патрубок выгрузки 53 в металлическую емкость (не показана) и увозится в отвал. Загрузку адсорбента в загрузочные патрубки 40, 42 оператор агрегата газоочистки производит с приставной лестницы. По правилам техники безопасности обслуживающая площадка имеет ограждение 54. Степень очистки дымовых газов в двух агрегатах газоочистки пяти тонной печи составляет: по фтористому водороду 75%, по окиси меди 87%, по окиси углерода 90%, по окиси азота 89%, по окиси алюминия 91% (замеры производились специализированной лабораторией на ООО «Промышленное литье», г. Пенза).
После очистки дымовых газов от вредных веществ они очищаются от крупных частиц пыли в циклоне, а от средних и малых частиц - в рукавном каркасном фильтре.
Итак, в качестве первой ступени очистки дымовых газов от грубой пыли используется циклон. Циклон представляет собой сварной цилиндрический корпус 55 ⌀ 1350 мм, изготовленный из углеродистой стали толщиной 5 мм (фиг.6). В нижней части цилиндрического корпуса 55 приварен стальной конус 56, а к нему - малый стальной конус 57, который заканчивается пылевыпускным отверстием 58. Для сбора улавливаемой пыли имеется бункер 59. Пыльный газовый поток подается в циклон через входной патрубок 60. Входной патрубок 60 наклонен к горизонтальной оси циклона на угол α=15°. В верхней части цилиндрического корпуса 55 имеется крышка 61, которая крепится к фланцу цилиндрического корпуса 55 восемью болтами 62 с гайками 63. Очищенный от пыли газ удаляется из циклона через выхлопную трубу 64, которая крепится к цилиндрическому корпусу 55 с помощью кольца 65 (кольцо приварено). Между выхлопной трубой 64 и цилиндрическим корпусом 55 циклона имеется завихритель «винт» 66. В верхней части выхлопной трубы 64 циклона имеется фланец 67, к которому крепится дымоход. Циклон опирается на четыре опоры 68, которые имеют внизу «пятки» 69. С помощью шибера 70 накопившаяся в стальном конусе пыль сбрасывается в бункер 59.
Работа циклона основана на использовании центробежных сил, возникающих при вращении газопылевидного потока внутри цилиндрического корпуса 55. Вращение достигается путем тангенциального ввода потока в циклон. В результате действия центробежных сил, частицы пыли, взвешенные в потоке, отбрасываются на стенки цилиндрического корпуса 55, выпадают из потока. Чистый газовый поток продолжая вращаться совершает поворот на 180° и выходит из циклона через расположенную по оси выхлопную трубу 64. Частицы пыли, достигшие стенок цилиндрического корпуса 55, под действием перемещающегося в осевом направлении потока и сил тяжести движутся по направлению к выходному пылевыпускному отверстию 58 цилиндрического корпуса 55 и накапливаются в стальных конусах 56 и 57. Производительность циклона 16000 м3/час. Степень очистки 90%. Масса 2,54 тонны. Внутренний диаметр выхлопной трубы 700 мм. Высота циклона 5 400 мм.
Вторая ступень очистки от пыли включает в себя рукавный каркасный фильтр, состоящий из следующих основных сборочных единиц (фиг.7):
1. корпуса фильтра 71;
2. бункера 72;
3. шнека 73;
4. фильтрующих рукавов 74;
5. привода шнека 75;
6. устройства регенерации рукавного каркасного фильтра 76 (на фиг.7 показано, а на фиг.1 нет).
Корпус фильтра 71 служит для размещения фильтрующих рукавов и представляет собой камеру прямоугольной формы. В нижней части корпуса фильтра 71 размещена рукавная плита 77, разделяющая фильтр на камеры «чистого» и «запыленного» воздуха. К плите крепятся фильтрующие рукава 74.
Над плитой в корпусе расположены фильтрующие элементы (рукава) 74 в количестве 144 штук. Рукава крючками 78 подвешиваются в каждой секции к раме прямоугольной формы. В верхней части корпуса фильтра 71 имеется патрубок 79 для выхода чистого воздуха.
Бункер 72 пирамидальной формы предназначен для сбора пыли. В бункере имеются три люка 80, предназначенные для очистки шнека и проведения ремонтно-профилактических работ.
Шнек 73 служит для удаления пыли из бункера 72.
Фильтрующие рукава 74 являются основным рабочим узлом фильтра, они выполнены из фильтровальной ткани и надеты на проволочные каркасы. Диаметр фильтрующих рукавов 210 мм и длина 3000 мм. Регенерация рукавов осуществляется устройством для регенерации, который подает импульс сжатого воздуха давлением 6 атм (показаны только точки ввода сжатого воздуха).
Принцип работы фильтра основан на улавливании пыли фильтрующей тканью при прохождении через нее запыленного воздуха. При осаждении пыли поры в ткани постепенно уменьшаются. Основная масса пыли не проникает в ткань, а оседает на внутренней поверхности рукавного каркасного фильтра.
По мере увеличения толщины слоя пыли на поверхности рукавов возрастает сопротивление движению воздуха и снижается пропускная способность фильтра, во избежание чего предусмотрена регенерация запыленных рукавов импульсом сжатого воздуха.
Очищенные газы после прохождения рукавного каркасного фильтра подаются воздуходувкой (не показана) в дымовую трубу 81 и удаляются в атмосферу. Длина рукавного каркасного фильтра 5200 мм, ширина 1600 мм, высота 5100 мм.
Производительность рукавного каркасного фильтра 16000 м3/час. Степень очистки 95%. Масса 3,160 тонны. Существенно отметить, что печь может работать как на искусственной тяге, так и на естественной тяге. За взрывным клапаном 12 печи газоход 36 раздваивается: одна ветвь 82 (работа на естественной тяге) имеет два шибера 83, 84 и идет на дымовую трубу 81, другая - на камеру смешения 34, дымосос 37, пылегазоочистку и, далее, на дымовую трубу (фиг.1). Ветвь боровка, идущая к дымососу, имеет перед дымовой трубой 81 шибер 85. Для обслуживания шиберов 83, 85 смонтирована обслуживающая площадка 86, оснащенная лестницей. Выплавленный металл разливается из печи по желобу 87 в изложницы 88, закрепленные на разливочном конвейере. Разливочный конвейер имеет привод 89, пульт управления 90, металлоконструкция разливочного конвейера частично размещена в бетонированной яме - траншее 91. Шлак разливается из печи по желобам 92, 93 в шлаковни 94, которые находятся на тележках 95, перемещающихся по рельсовому пути.
Как было упомянуто выше, в качестве горелочного устройства вводится 13-смесительная инжекционная горелка, которая изображена на фиг.8. Номинальная тепловая мощность предлагаемой горелки 1,4 МВт. Горелка имеет 13 смесителей, объединенных общей сварной цилиндрической газораспределительной камерой 96, в каждом смесителе просверлено четыре сопла под углом 25° к их осям. Кожух 97, в который набивается огнеупорная набивная масса 98, приварен к цилиндрической газораспределительной камере 96. Литой стабилизирующий пламя туннель 99, который надевается на цилиндрическую газораспределительную камеру 96 и кожух 97 приваривается по периметру к цилиндрической газораспределительной камере 96. Смесители 100 в количестве пяти штук, размещенные в центре горелки, имеют насадки 101, имеющие на внутренней поверхности ребра, которые позволяют получить длинный факел. Смесители, насадки к смесителям и литой стабилизирующий пламя туннель изготавливают из жаростойкого чугуна ЧЮХШ ГОСТ 7769-82. При этом жаростойкий чугун, используемый в качестве материала для изготовления смесителей, насадок к смесителям и литого стабилизирующего пламя туннеля, позволяет увеличить срок службы горелки и, естественно, печи. Насадки к смесителям, в случае их обгорания (оплавления при длительной эксплуатации), заменяются на новые, что в конечном итоге увеличивает срок службы горелки.
Кроме того, цилиндрическая конструкция горелки позволяет установить на периферии смесители без насадок 102, дающие средний по длине факел, равный 1,5 метрам.
Кожух позволяет набивать огнеупорную набивную массу в пространство между смесителями до установки горелки в тепловой или плавильный агрегат, а также дает возможность просушивать и прокаливать горелку вне теплового или плавильного агрегата. Кожух предотвращает процесс осыпания огнеупорной набивной массы в процессе ее набивки. Газ подается в газораспределительную камеру 96 по входному патрубку 103. Для крепления горелки 9 к крышке 5 приварены три кронштейна 104 к газораспределительной камере 96. Крепление производится тремя болтами 105 и тремя пружинными шайбами 106. Печь работает следующим образом.
Измельченная на шредере шихта проходит магнитную сепарацию и подается в виброзагрузочную машину 6 ленточным транспортером 8, отводится крышка 5 загрузочного отверстия 4 с закрепленной на ней газовой инжекционной горелкой 9. Виброзагрузочная машина 6 перемещается по рельсовому пути 7 к печи, и ее лоток 107 входит в загрузочное отверстие 4. Включается механизм вибрации виброзагрузочной машины, и шихта по лотку 107 падает в предварительно прокаленную печь. Пламя газовой инжекционной горелки 9 нагревает лом в печи до температуры плавления. Металл плавится и накапливается в печи. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла и подтверждения лабораторией спектрального анализа марки получаемого сплава открывают летку 13, и жидкий металл течет по желобу 87, заполняя изложницы 88. После чего шлак скачивают по желобам 92 и 93 в шлаковни 94.
Существенно отметить, что при работе печи на искусственной тяге, когда шиберы 83, 84 закрыты, а шиберы 35 и 36 открыты, продукты горения, пройдя камеру смешения 34, разбавляются в ней воздухом цеха, далее дымососом 37 подаются в два агрегата газоочистки. Дымовые газы проходят в них очистку от вредных соединений и поступают по металлическим коробам 108 в воздуходувку 46, которая подает их в цилиндрический корпус циклона 55, где происходит очистка продуктов горения от крупных частиц пыли. Далее дымовые газы по металлическому коробу 109 поступают в корпус 71 рукавного каркасного фильтра, в котором очищаются от средней и мелкой пыли и подаются воздуходувкой (не показана) в дымовую трубу 81. Очистка дымовых газов делает процесс экологически чистым.
Работа печи на естественной тяге осуществляется в случае, если позволяют размеры санитарно-защитной зоны, а также при проведении ремонтно-профилактических работ на установке пылегазоочистки.
Шиберные заслонки 35, 36, 85 при этом закрыты, а 83, 84 открыты.
Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переработки отходов цветных металлов. Печь содержит цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака. Печь также имеет теплоизоляционный слой, состоящий из четырех слоев листового асбокартона и слоя шамотного легковеса, на который набивается слой футеровки из муллитокорундовой набивной массы. В качестве горелочного устройства использована газовая инжекционная горелка, закрепленная в крышке, закрывающей загрузочное отверстие, расположенное в передней торцевой стенке печи. Горелка имеет тринадцать смесителей, пять из которых снабжены насадками и размещены по центру с обеспечением пламени длиной 2,6 метра, а восемь - расположены по периферии с обеспечением при горении газовоздушной смеси пламени длиной 1,5 метра. При этом печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса, в которую входят камера смешения, дымосос, агрегат газоочистки, циклон и каркасный рукавный фильтр. Изобретение позволяет снизить вредные выбросы в атмосферу, уменьшить потери тепла и увеличить срок эксплуатации печи. 2 з.п. ф-лы, 8 ил.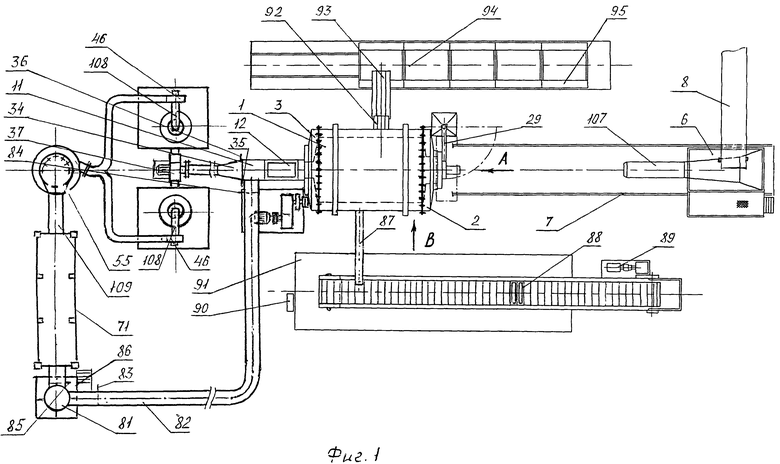
1. Вращающаяся плавильная печь для переработки отходов цветных металлов, содержащая цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака, отличающаяся тем, что имеет теплоизоляционный слой, состоящий из четырех слоев листового асбокартона и слоя шамотного легковеса, на который набивается слой футеровки из муллитокорундовой набивной массы, в качестве горелочного' устройства используют газовую инжекционную горелку, закрепленную в крышке, закрывающей загрузочное отверстие, расположенное в передней торцевой стенке печи, и имеющую тринадцать смесителей, пять из которых снабжены насадками и размещены по центру с обеспечением пламени длиной 2,6 м, а восемь расположены по периферии с обеспечением при горении газовоздушной смеси пламени длиной 1,5 м, при этом печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса, в которую входят камера смешения, дымосос, агрегат газоочистки, циклон и каркасный рукавный фильтр.
2. Печь по п.1, отличающаяся тем, что она имеет две летки, выполненные в быстросменных леточных кирпичах в коробе, для обеспечения возможности их замены без остановки печи, причем материалом легочного кирпича служит блок ШСУ 40.
3. Печь по п.1, отличающаяся тем, что смесители, насадки к смесителям и литой стабилизирующий пламя туннель, надетый на объединяющую смесители газораспределительную камеру и на кожух горелки, изготовлены из жаростойкого чугуна ЧЮХШ.
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2000 |
|
RU2171437C1 |
| RU 2056023 C1, 10.03.1996 | |||
| Способ нагрева и плавки железосодержащего материала | 1990 |
|
SU1721094A1 |
| 1971 |
|
SU411282A1 | |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| Трал для лова рыбы | 1985 |
|
SU1243663A1 |

