ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к способу изготовления штампованного изделия (пример: нижний рычаг автомобиля) из металлической пластины-заготовки путем штамповки. Дополнительно, настоящее изобретение относится к нижнему рычагу автомобиля (ниже просто называемому «нижний рычаг»), изготовленному указанным способом изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002]
В автомобиле колеса транспортного средства установлены на кузове транспортного средства с помощью системы подвески (подвески). Одним из элементов, который образует систему подвески, является нижний рычаг. Часть одного конца нижнего рычага крепится к кузову транспортного средства с помощью рамы (конкретнее, элемента подвески) системы подвески. Колесо транспортного средства (конкретнее, колесо) крепится к части другого конца нижнего рычага. С точки зрения уменьшения веса желательно принимать штампованное изделие для нижнего рычага.
[0003]
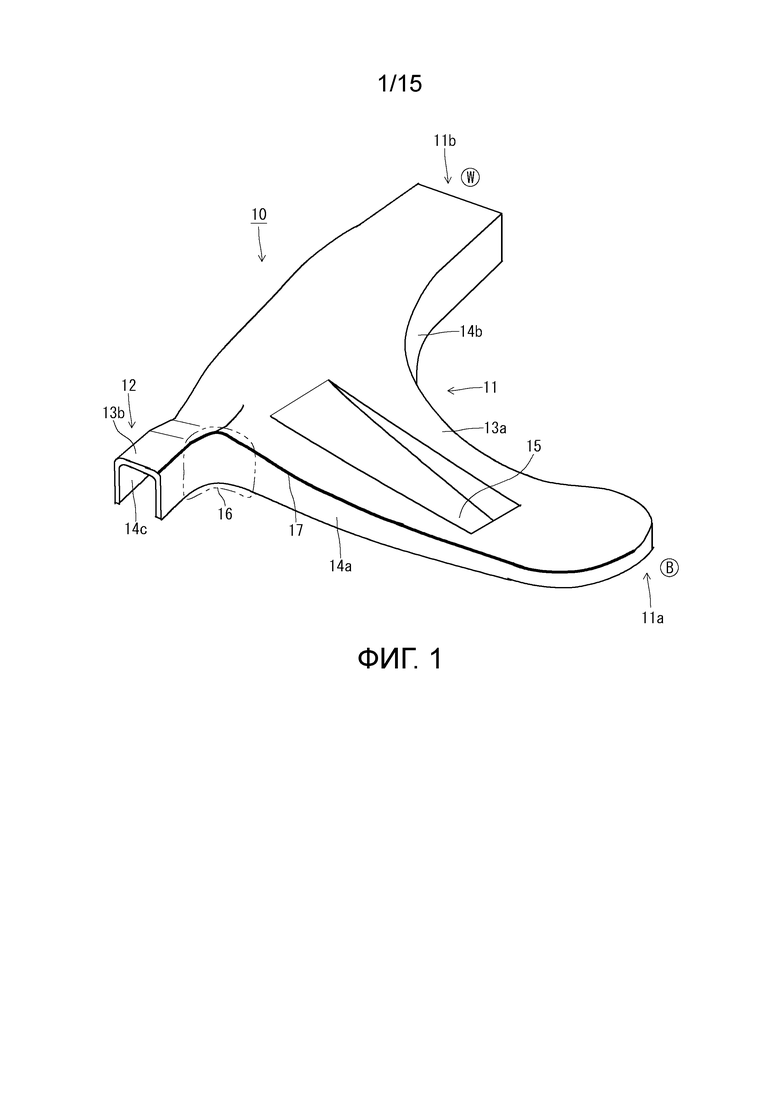
Фиг.1 и Фиг.2 представляют собой виды в перспективе, схематически показывающие примеры формы штампованных изделий, которые могут использоваться в качестве нижних рычагов. Среди этих фигур, Фиг.1 показывает штампованное изделие первого примера, а Фиг.2 показывает штампованное изделие второго примера. Каждое из штампованных изделий 10, показанных на Фиг.1 и Фиг.2, включает в себя основную корпусную часть 11 и выступающую часть 12. Основная корпусная часть 11 продолжается в L-образной форме или форме дуги в продольном направлении на виде в плане. Из обоих концов основной корпусной части 11 она концевая часть 11а (ниже также называемая «первая концевая часть») представляет собой концевую часть, которая крепится к кузову автомобильного транспортного средства. Ниже первая концевая часть 11а будет также называться «концевая часть, крепящаяся к кузову транспортного средства». Другая концевая часть 11b (ниже также называемая «вторая концевая часть») представляет собой концевую часть, которая крепится к колесу автомобильного транспортного средства. Ниже вторая концевая часть 11b будет также называться «концевая часть, крепящаяся к колесу транспортного средства». На каждой из Фиг.1 и Фиг.2 сторона, подлежащая соединению с колесом транспортного средства, будет обозначена ссылочной позицией «W», при этом сторона, подлежащая соединению с кузовом транспортного средства, будет обозначена ссылочной позицией «B».
[0004]
Выступающая часть 12 выступает наружу изгиба от изогнутой части основной корпусной части 11. Каждая из Фиг.1 и Фиг.2 показывает вариант выполнения, в котором выступающая часть 12 обеспечена по существу в середине в продольном направлении основной корпусной части 11. Как и часть 11а первого конца основной корпусной части 11, выступающая часть 12 представляет собой часть, которая крепится к кузову автомобильного транспортного средства.
[0005]
Обе формы поперечного сечения основной корпусной части 11 и выступающей части 12 имеют форму канавки. То есть каждая из основной корпусной части 11 и выступающей части 12 включает в себя верхние пластинчатые части 13а и 13b и вертикальные стеночные части 14a, 14b и 14c. Каждая из вертикальных стеночных частей 14a-14c продолжается от противоположных сторон верхних пластинчатых частей 13а и 13b. На поверхности верхней пластинчатой части 13a основной корпусной части 11 обеспечена пазовая часть 15 в продольном направлении основной корпусной части 11.
[0006]
В случае штампованного изделия 10 первого примера, показанного на Фиг.1, пазовая часть 15 обеспечена в области на стороне первой концевой части 11a (концевой части, крепящейся к кузову транспортного средства) от основания выступающей части 12 в поверхности верхней пластинчатой части 13a. То есть пазовая часть 15 обеспечена до положения вблизи первой концевой части 11a от положения вблизи основания выступающей части 12. Пазовая часть 15 становится глубже по направлению к первой концевой части 11a. Следовательно, нижняя поверхность части 15 канавки представляет собой наклонную поверхность. Отметим, что в некоторых случаях глубина пазовой части выполняется постоянной без наклона нижней поверхности пазовой части.
[0007]
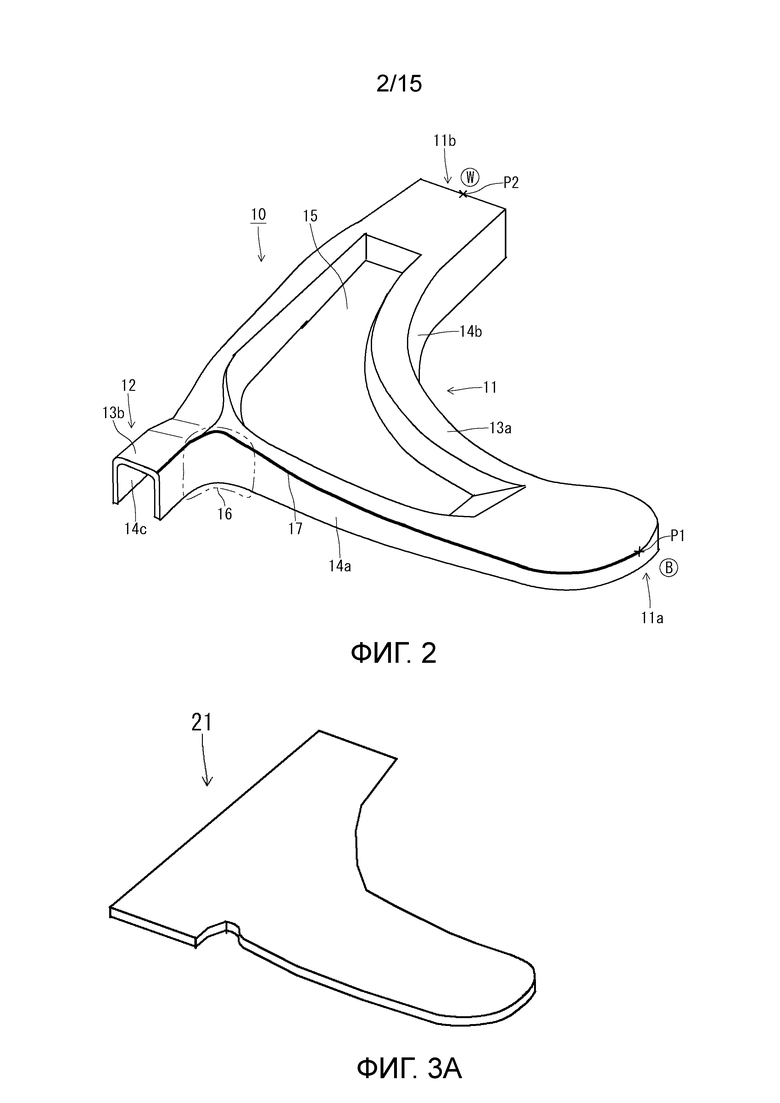
В случае штампованного изделия 10 второго примера, показанного на Фиг.2, пазовая часть 15 обеспечена в области от первой концевой части 11a (крепящейся к кузову транспортного средства части конца) до второй концевой части 11b (крепящейся к колесу транспортного средства части конца) так, чтобы проходить через основание выступающей части 12, в поверхности верхней пластинчатой части 13a основной корпусной части 11.
[0008]
Среди вертикальных стеночных частей 14a-14c, вертикальную стеночную часть 14а, которая продолжается от первой концевой части 11a (концевой части, крепящейся к кузову транспортного средства) основной корпусной части 11 до выступающей части 12, имеет угловую часть 16 в форме залива, которая соединяет основную корпусную часть 11 и выступающую часть 12. Ниже вертикальная стеночная часть 14а будет также называться «первая вертикальная стеночная часть первой вертикальной стенки». Реберная часть 17 образована первой вертикальной стеночной частью 14a и верхними пластинчатыми частями 13а, 13b (см. участки жирной линии на Фиг.1 и Фиг.2). В реберной части 17 участок, лежащий на угловой части 16, имеет форму дуги круга. В реберной части 17 угол, который образован участком, который находится на стороне основной корпусной части 11 от угловой части 16, и участком, который находится на стороне выступающей части 12 от угловой части 16, представляет собой острый угол.
[0009]
Ниже вертикальная стеночная часть 14b, которая продолжается от первой концевой части 11a (концевой части, крепящейся к кузову транспортного средства) основной корпусной части 11 до второй концевой части 11b (концевой части, крепящейся к колесу транспортного средства части конца) основной корпусной части 11 будет также называться «второй вертикальной стеночной частью». Вертикальная стеночная часть 14с, которая продолжается от второй концевой части 11b (концевой части, крепящейся к колесу транспортного средства) основной корпусной части 11 до выступающей части 12 будет также называться «третьей вертикальной стеночной частью».
[0010]
Штампованные изделия 10 в формах, которые описаны выше, формуются путем применения штамповки к металлическим пластинам-заготовкам. В соответствии с необходимостью, правка применяется к области, которая не может быть сформована путем штамповки, такой как очень маленькая R часть, и тем самым выполняются отделочная обработка формы или фиксация формы. Дополнительно, с целью отделочной обработки до окончательной формы применяются обрезка, сверление, сварка и т.п. в соответствии с необходимостью.
[0011]
Когда производится нижний рычаг в виде штампованного изделия, тип формования, который применяется к металлической пластине-заготовке, в основном представляет собой растягивающее загибание кромок. Известные уровни техники, касающиеся растягивающего загибания кромок, включают в себя следующее.
[0012]
Публикация патентной заявки Японии № 2011-230189 (патентная литература 1) раскрывает технологию выполнения штамповки в нагретом состоянии путем нагрева стальной пластины. В технологии патентной литературы 1 в качестве стальной пластины используют высокопрочную стальную пластину типа дисперсионного твердения и выполняют штамповку стальной пластины, которую нагревают до заранее определенной температуры T со средней скоростью формования 200 мм/с или более. В это время температура T нагрева стальной пластины и температура TL размягчения стальной пластины удовлетворяют отношению -100≤T≤TL. Патентная литература 1 указывает на то, что тем самым, даже когда в качестве исходного материала используют высокопрочную стальную пластину, которую затруднительно подвергать штамповке, штампованное изделие могут производить без уменьшения эффективности изготовления.
[0013]
Публикация патентной заявки Японии № 2009-160655 (патентная литература 2) раскрывает технологию изготовления штампованного изделия с кромкой (частью вертикальной стенки). В технологии патентной литературы 2 в качестве металлической пластины-заготовки используют заготовку, которая состоит из части заготовки для основы, соответствующей основе плоской формы, и части заготовки для кромки вогнутой формы, которую формуют с помощью гибки во внешний периферийный край вогнутой формы части заготовки для основы. Часть заготовки вогнутой формы состоит из части заготовки для кромки выпуклой формы, где возникает деформация растягивающего загибания кромок, и части заготовки для смежной кромки, которая смежна с частью заготовки для кромки выпуклой формы. Внешний периферийный край части заготовки для кромки выпуклой формы формуют в заранее определенном диапазоне. Патентная литература 2 указывает на то, что тем самым концентрацию напряжения растяжения, которая возникает в части кромки выпуклой формы штампованного изделия, могут распределять по участкам обоих концов, и могут подавлять растрескивание кромки при растяжении.
[0014]
Публикация патентной заявки Японии № 06-87039 (патентная литература 3) раскрывает технологию отбортовки, которая формует цилиндрическую часть на периферийном крае отверстия. В технологии патентной литературы 3 вытяжку выполняют путем установки радиуса вытяжки большим на первом этапе. На последующем втором этапе применяют правку к вытянутой части, сформованной на первом этапе, и во всей нижней части вытянутой части в дальнейшем пробивают отверстия на последней стадии работы. Тем самым вертикальную стеночную часть остальной вытянутой части с помощью пробивания отверстий в нижней части непосредственно становится цилиндрической частью отбортовки, и растягивающее загибание кромок не требуется. Патентная литература 3 указывает на то, что, следовательно, даже если радиус вытяжки устанавливают большим и высоту вытяжки увеличивают до рабочего предела, проблема при формовании, такая как растрескивание, не возникает.
Перечень ссылок
Патентная литература
[0015]
Патентная литература 1: Публикация патентной заявки Японии № 2011-230189
Патентная литература 2: Публикация патентной заявки Японии № 2009-160655
Патентная литература 3: Публикация патентной заявки Японии № 06-87039
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0016]
Традиционно, нижний рычаг из штампованного изделия производят путем последовательного прохождения первого этапа и второго этапа, которые приведены ниже. На первом этапе формование вытяжкой применяют к металлической пластине-заготовке путем штамповки. На втором этапе гибку применяют к металлической пластине, которую формуют вытяжкой на первом этапе, путем штамповки.
[0017]
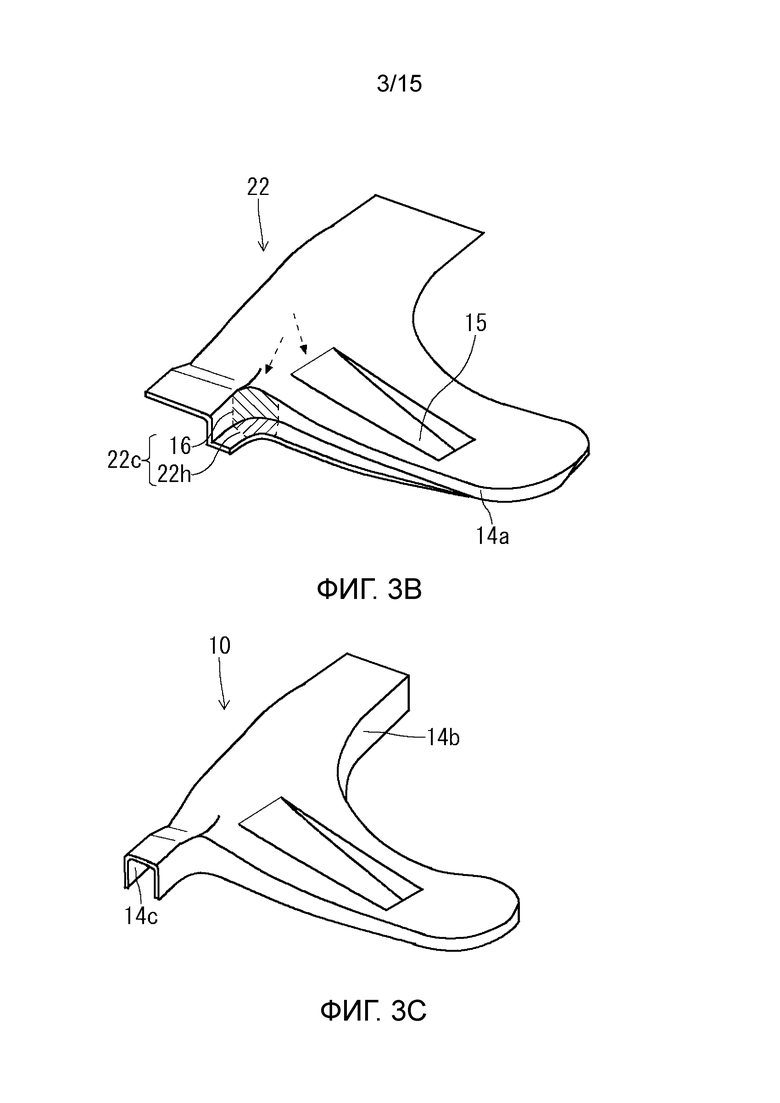
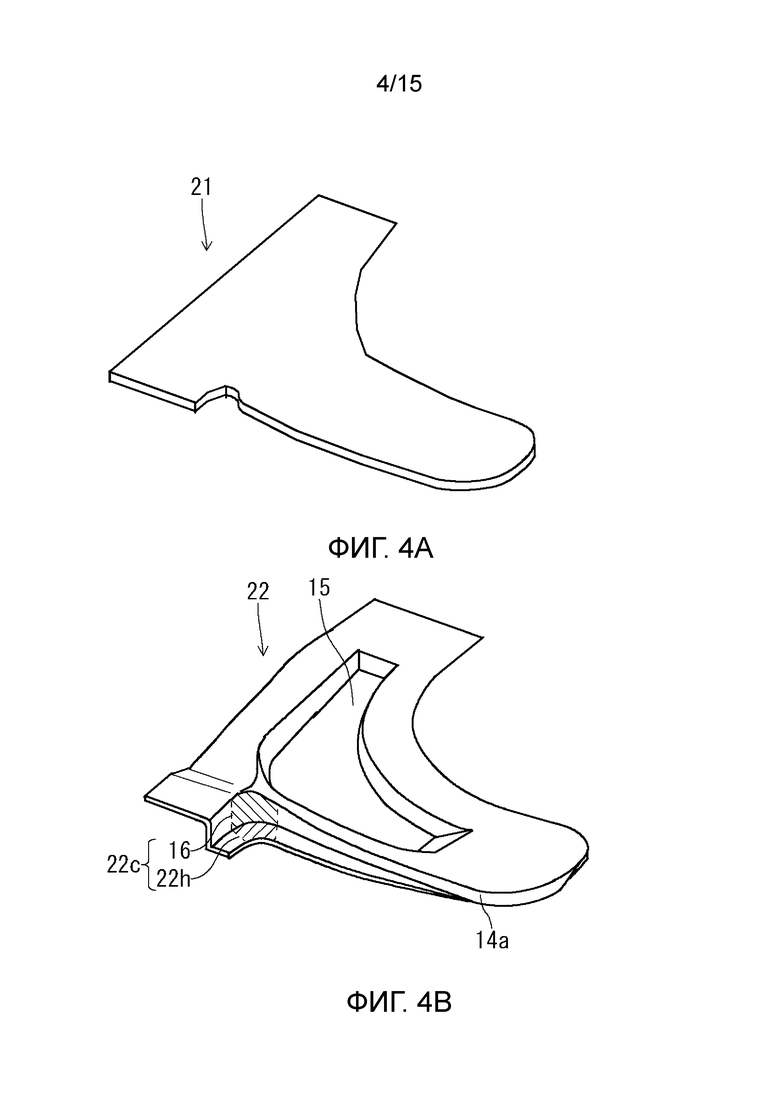
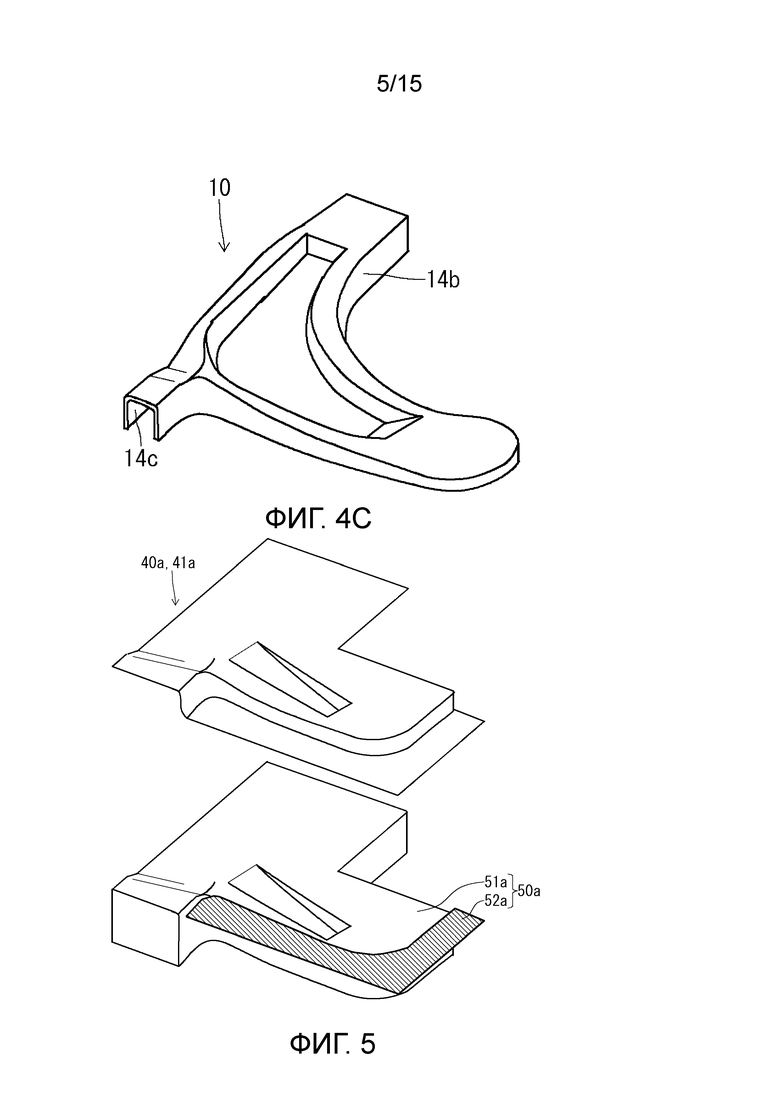
Каждая из Фиг.3А-Фиг.3С и Фиг.4А-Фиг.4С относится к штампованному изделию, используемому в качестве нижнего рычага, и каждая из них представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа. Среди этих фигур, Фиг.3А-Фиг.3С показывают случай изготовления штампованного изделия 10 первого примера, показанного на Фиг.1, а Фиг.4А-Фиг.4С показывают случай изготовления штампованного изделия 10 второго примера, показанного на Фиг.2. Дополнительно, Фиг.3А и Фиг.4А показывают формы соответственных металлических пластин-заготовок. Фиг.3B и Фиг.4B показывают формы металлических пластин после соответственных первых этапов. Фиг.3С и Фиг.4С показывают формы штампованных изделий, полученных путем прохождения соответственных вторых этапов. Для того чтобы получать штампованные изделия 10 в формах, показанных на Фиг.3С и Фиг.4С, иногда выполняют обрезку на этапе перед или на этапе после второго этапа.
[0018]
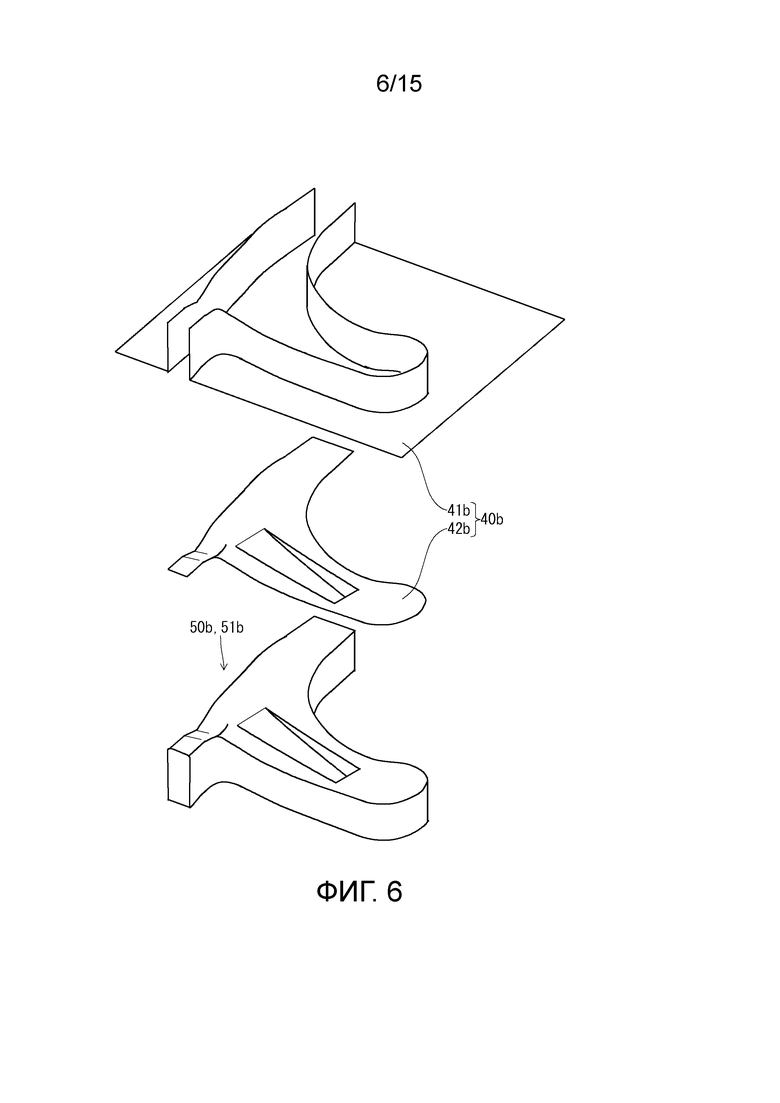
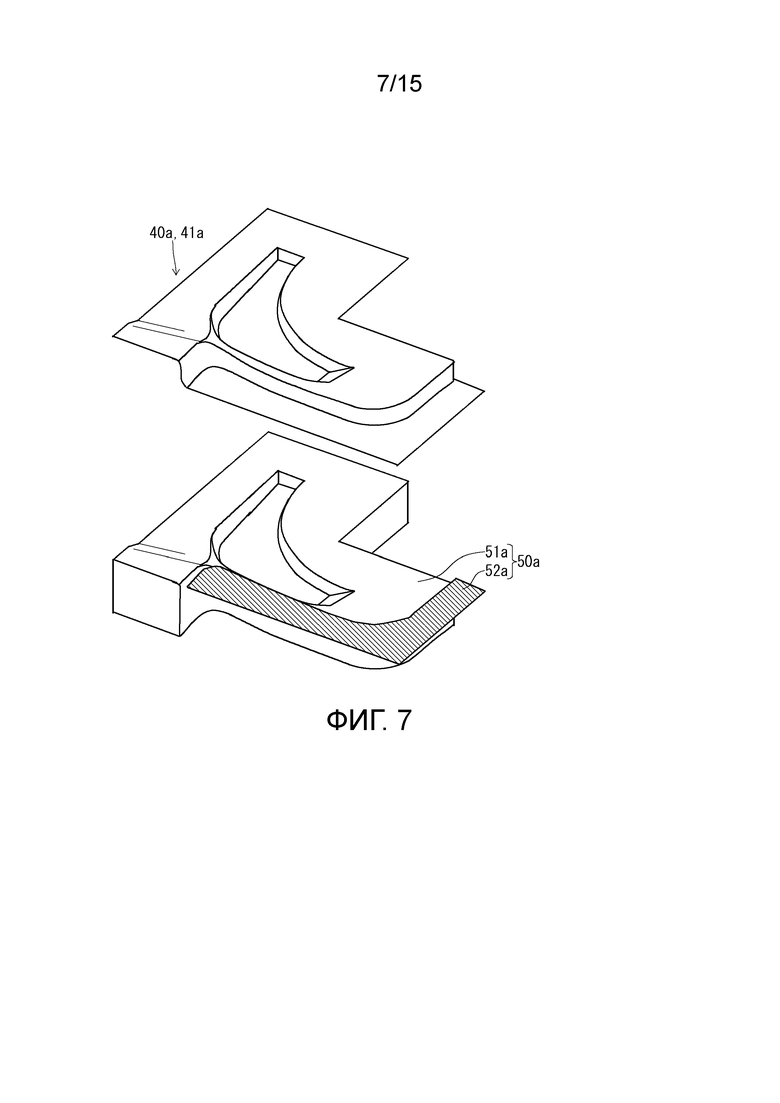
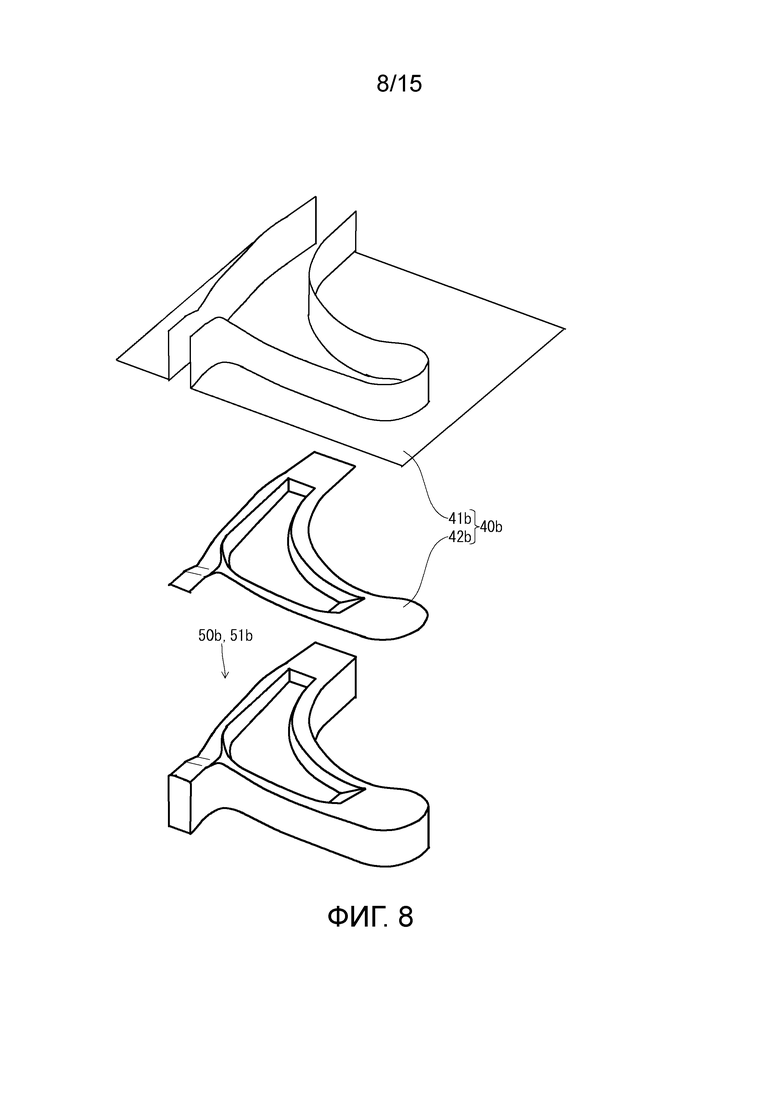
Фиг.5 и Фиг.7 представляют собой виды в перспективе, схематически показывающие примеры формы штампа пресса, который используют на первом этапе традиционного способа. Фиг.6 и Фиг.8 представляют собой виды в перспективе, схематически показывающие примеры формы штампа пресса, который используют на втором этапе традиционного способа. Среди этих фигур, каждая из Фиг.5 и Фиг.6 показывает случай изготовления штампованного изделия первого примера, показанного на Фиг.1, а каждая из Фиг.7 и Фиг.8 показывает случай изготовления штампованного изделия второго примера, показанного на Фиг.2.
[0019]
Когда производят штампованное изделие 10 первого примера, показанного на Фиг.1, штамп 41а используют в качестве верхнего штампа 40а на первом этапе, как показано на Фиг.5. В качестве нижнего штампа 50а используют пуансон 51а и держатель 52a заготовки, которые сопрягают с верхним штампом 40а. То же самое применяется в случае изготовления штампованного изделия 10 второго примера, показанного на Фиг.2, как показано на Фиг.7. Каждая из Фиг.5 и Фиг.7 показывает форму передней концевой части (поверхности, которая примыкает к металлической пластине) в отношении штампа 41а, и форму передней концевой части (поверхности, которая примыкает к металлической пластине) в отношении держателя 52а заготовки для того, чтобы делать конфигурацию легко понимаемой.
[0020]
В случае изготовления штампованного изделия 10 первого примера, показанного на Фиг.1, штамп 41b и подушку 42b используют в качестве верхнего штампа 40b на втором этапе, как показано на Фиг.6. В качестве нижнего штампа 50b используют пуансон 51b, который сопрягают с верхним штампом 40b. Как показано на Фиг.8, то же самое применяется в случае изготовления штампованного изделия 10 второго примера, показанного на Фиг.2. Каждая из Фиг.6 и Фиг.8 показывает форму передней концевой части (поверхности, которая примыкает к металлической пластине) в отношении штампа 41b, и показывает форму передней концевой части (поверхности, которая примыкает к металлической пластине) в отношении подушки 42b для того, чтобы делать конфигурацию легко понимаемой.
[0021]
Как показано на Фиг.3А, Фиг.3B и Фиг.5, в случае изготовления штампованного изделия 10 первого примера, показанного на Фиг.1, штамповку применяют к металлической пластине-заготовке 21 посредством использования штампа 41а, пуансона 51а и держателя 52а заготовки на первом этапе традиционного способа, в результате чего формуют форму поверхности верхней пластинчатой части на протяжении всего диапазона. Тем самым целиком формуют пазовая часть 15. В то же время формуют вертикальную стеночную часть 14а (часть первой вертикальной стенки), которая продолжается до выступающей части от первой концевой части (крепящейся к кузову транспортного средства части конца) основной корпусной части, среди вертикальных стеночных частей. В то же время обработка металлической пластины-заготовки 21 продвигается в состояние, в котором внешнюю сторону первой вертикальной стеночной части 14a удерживают с помощью держателя 52а заготовки и штампа 41а. Режим формования на первом этапе представляет собой формование вытяжкой. То же самое применяется в случае изготовления штампованного изделия 10 второго примера, показанного на Фиг.2, как показано на Фиг.4А, Фиг.4B и Фиг.7.
[0022]
Как показано на Фиг.3B, Фиг.3С и Фиг.6, в случае изготовления штампованного изделия 10 первого примера, показанного на Фиг.1, на втором этапе традиционного способа применяют штамповку к металлической пластине 22 после первого этапа посредством использования штампа 41b, подушки 42b и пуансона 51b. Тем самым формуют остальные части вертикальной стенки, то есть вторую вертикальную стеночную часть 14b и третью вертикальную стеночную часть 14с. В то же время для того, чтобы предотвращать отклонение положения металлической пластины 22, обработка металлической пластины 22 продвигается в состояние, где область верхней пластинчатой части в металлической пластине 22 удерживают с помощью подушки 42b и пуансона 51b. Режим формования на втором этапе представляет собой гибку. То же самое применяется в случае изготовления штампованного изделия 10 второго примера, показанного на Фиг.2, как показано на Фиг.4B, Фиг.4С и Фиг.8.
[0023]
Когда штампованное изделие производят традиционным способом, который описан выше, на первом этапе или на втором этапе может возникать разрушение. На первом этапе или на втором этапе разрушение возникает в части 22с (ниже также называемой «часть в виде деформации растягивающего загибания кромок»), которая подвергается деформации растягивающего загибания кромок. Часть 22с в виде деформации растягивающего загибания кромок соответствует угловой части 16, которая соединяет основную корпусную часть и выступающую часть в первой вертикальной стеночной части 14a, и внешней боковой области 22h угловой части 16 (см. заштрихованные участки на Фиг.3B и Фиг.4B).
[0024]
На первом этапе согласно традиционному способу способствуют притоку материала из верхней пластинчатой части в часть 22с в виде деформации растягивающего загибания кромок посредством использования держателя 52а заготовки и уменьшают деформацию растягивающего загибания кромок. Однако даже если применяют контрмеры, подобные этой, в части 22с деформации растягивающего загибания кромок может возникать разрушение.
[0025]
В этом отношении в технологии патентной литературы 1, описанной выше, для того, чтобы улучшать выполнение растягивающего загибания кромок, в качестве стальной пластины используют высокопрочную стальную пластину, относящуюся к типу дисперсионного твердения, и выполняют штамповку в нагретом состоянии. Однако в этой технологии требуется этап нагрева стальной пластины, и в связи с этим производительность уменьшается по сравнению со штамповкой в холодном состоянии.
[0026]
В технологии патентной литературы 2 путем оптимизации формы металлической пластины-заготовки распределяют концентрацию напряжения, которая возникает в области, которая подвергается деформации растягивающего загибания кромок, и подавляют растрескивание кромки при растяжении. Однако имеется ограничение на распределение концентрации напряжения путем оптимизации формы исходного материала, и подавление разрушения в части в виде деформации растягивающего загибания кромок является недостаточным.
[0027]
В технологии патентной литературы 3, описанной выше, используют отбортовку. Вытянутая часть, которую формуют отбортовкой, имеет осесимметричную цилиндрическую форму. При этом часть деформации растягивающего загибания кромок нижнего рычага не имеет осесимметричной формы. Следовательно, даже если способствуют притоку материала с помощью вытяжки, в части в виде деформации растягивающего загибания кромок может возникать растрескивание.
[0028]
Настоящее изобретение выполнено в свете вышеописанных обстоятельств, и целью настоящего изобретения является обеспечение способа изготовления штампованного изделия, который уменьшает деформацию растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок и может сдерживать разрушение в части в виде деформации растягивающего загибания кромок во время изготовления штампованного изделия в форме, соответствующей нижнему рычагу автомобиля. Дополнительно, целью настоящего изобретения является обеспечение нижнего рычага автомобиля с высокой прочностью, в котором в части в виде деформации растягивающего загибания кромок подавлено разрушение.
Решение проблемы
[0029]
Способ изготовления штампованного изделия согласно одному варианту выполнения настоящего изобретения представляет собой способ изготовления штампованного изделия из металлической пластины-заготовки.
Штампованное изделие включает в себя основную корпусную часть, которая изгибается в продольном направлении на виде в плане и имеет первая концевая часть и вторая концевая часть соответственно, на обоих концах основной корпусной части, и выступающую часть, которая выступает наружу изгиба от изогнутой части основной корпусной части.
Каждая из основной корпусной части и выступающей части включает в себя верхние пластинчатые части и вертикальные стеночные части, каждая из которых продолжается от противоположных сторон верхних пластинчатых частей.
Пазовая часть в продольном направлении основной корпусной части обеспечена на поверхности верхней пластинчатой части основной корпусной части.
Среди вертикальных стеночных частей, вертикальная стеночная часть, продолжающаяся от первой концевой части основной корпусной части до выступающей части, имеет угловую часть, соединяющую основную корпусную часть и выступающую часть.
В части ребра, образованной верхней пластинчатой частью и вертикальной стеночной частью, продолжающейся от первой концевой части основной корпусной части до выступающей части, угол, который образован частью, которая находится на стороне основной корпусной части от угловой части, и частью, которая находится на стороне выступающей части от угловой части, представляет собой острый угол.
Способ изготовления штампованного изделия включает в себя первый этап; и второй этап.
На первом этапе путем применения штамповки к металлической пластине-заготовке формуют форму поверхности на стороне второй концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части и дополнительно формуют вертикальную стеночную часть, продолжающуюся от стороны первой концевой части основной корпусной части до выступающей части.
На втором этапе формуют форму поверхности на стороне первой концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части путем применения штамповки к металлической пластине-заготовке после первого этапа.
[0030]
В вышеописанном способе изготовления может быть принята следующая конфигурация.
Пазовую часть штампованного изделия обеспечивают в области от первой концевой части до второй концевой части так, чтобы она проходила через основание выступающей части в поверхности верхней пластинчатой части основной корпусной части.
На первом этапе формуют часть на стороне второй концевой части пазовой части.
На втором этапе формуют часть на стороне первой концевой части пазовой части.
[0031]
В случае способа изготовления на первом этапе, когда вытягивают круг, имеющий радиус, равный 35% длины основной корпусной части, с центром в точке, которую располагают ближе всего к стороне второй концевой части в угловой части, часть участка или весь участок на стороне второй концевой части пазовой части предпочтительно располагают в круге.
[0032]
Дополнительно, в вышеописанном способе изготовления может быть принята следующая конфигурация.
Пазовая часть штампованного изделия обеспечивают в области на стороне первой концевой части от основания выступающей части в поверхности верхней пластинчатой части основной корпусной части.
Пазовая часть не формуют на первом этапе.
Пазовая часть формуют на втором этапе.
[0033]
В одном из способов изготовления, описанных выше, может быть принята следующая конфигурация.
Штампованное изделие представляет собой нижний рычаг автомобиля.
Первая концевая часть и выступающую часть основной корпусной части крепят к кузову автомобильного транспортного средства.
Вторая концевая часть основной корпусной части крепят к колесу автомобильного транспортного средства.
[0034]
Нижний рычаг автомобиля согласно одному варианту выполнения настоящего изобретения сформован из металлической пластины-заготовки путем штамповки.
Нижний рычаг включает в себя основную корпусную часть, которая изгибается в продольном направлении на виде в плане и имеет крепящуюся к кузову транспортного средства часть конца и крепящуюся к колесу транспортного средства часть конца соответственно на обоих концах основной корпусной части, и крепящуюся к кузову транспортного средства выступающую часть, которая выступает наружу изгиба от изогнутой части основной корпусной части.
Каждая из основной корпусной части и выступающей части включает в себя верхние пластинчатые части и вертикальные стеночные части, каждая из которых продолжается от противоположных сторон верхних пластинчатых частей.
Пазовая часть в продольном направлении основной корпусной части обеспечена на поверхности верхней пластинчатой части основной корпусной части.
Среди вертикальных стеночных частей, вертикальная стеночная часть, продолжающаяся от концевой части, крепящейся к кузову транспортного средства, основной корпусной части до выступающей части, имеет угловую часть, соединяющую основную корпусную часть и выступающую часть.
В части ребра, образованной вертикальной стеночной частью, продолжающейся от концевой части, крепящейся к кузову транспортного средства, основной корпусной части до выступающей части, и частью верхней пластины, угол, который образован частью, которая находится на стороне основной корпусной части от угловой части, и частью, которая находится на стороне выступающей части от угловой части, представляет собой острый угол.
Прочность на растяжение TS [MПа] составляет 440 MПа или более.
Максимальная высота Hmax [мм] угловой части части вертикальной стенки удовлетворяет Формуле (1), которая приведена ниже:
Hmax > -0,0103 × TS+26,051 (1)
Предпочтительные эффекты изобретения
[0035]
Способ изготовления штампованного изделия настоящего изобретения может уменьшать деформацию растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок и сдерживать разрушение в части в виде деформации растягивающего загибания кромок путем прохождения первого этапа и второго этапа во время изготовления штампованного изделия в форме, соответствующей нижнему рычагу автомобиля. Дополнительно, нижний рычаг автомобиля настоящего изобретения имеет высокую прочность, при этом подавлено разрушение в части в виде деформации растягивающего загибания кромок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0036]
[Фиг.1] Фиг.1 представляет собой вид в перспективе, схематически показывающий штампованное изделие первого примера.
[Фиг.2] Фиг.2 представляет собой вид в перспективе, схематически показывающий штампованное изделие второго примера.
[Фиг.3А] Фиг.3А относится к штампованному изделию первого примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму металлической пластины-заготовки.
[Фиг.3B] Фиг.3B относится к штампованному изделию первого примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму металлической пластины после первого этапа.
[Фиг.3С] Фиг.3С относится к штампованному изделию первого примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму штампованного изделия, которое получено путем прохождения второго этапа.
[Фиг.4А] Фиг.4А относится к штампованному изделию второго примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму металлической пластины-заготовки.
[Фиг.4B] Фиг.4B относится к штампованному изделию второго примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму металлической пластины после первого этапа.
[Фиг.4С] Фиг.4С относится к штампованному изделию второго примера, представляет собой вид в перспективе для объяснения примера этапа процесса изготовления традиционного способа и показывает форму штампованного изделия, полученного путем прохождения второго этапа.
[Фиг.5] Фиг.5 относится к штампованному изделию первого примера и представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе традиционного способа.
[Фиг.6] Фиг.6 относится к штампованному изделию первого примера и представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на втором этапе традиционного способа.
[Фиг.7] Фиг.7 относится к штампованному изделию второго примера и представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе традиционного способа.
[Фиг.8] Фиг.8 относится к штампованному изделию второго примера и представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на втором этапе традиционного способа.
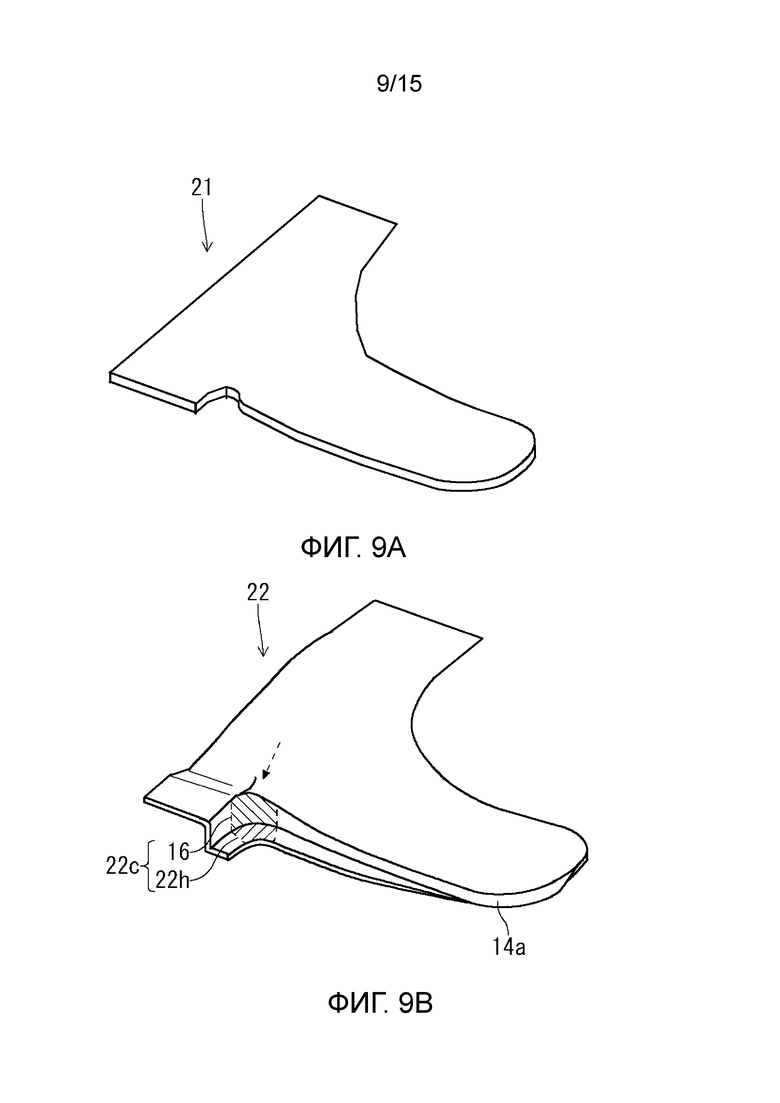
[Фиг.9A] Фиг.9A представляет собой вид в перспективе для объяснения примера этапа процесса изготовления первого варианта выполнения и показывает форму металлической пластины-заготовки.
[Фиг.9B] Фиг.9B представляет собой вид в перспективе для объяснения примера этапа процесса изготовления первого варианта выполнения и показывает форму металлической пластины после первого этапа.
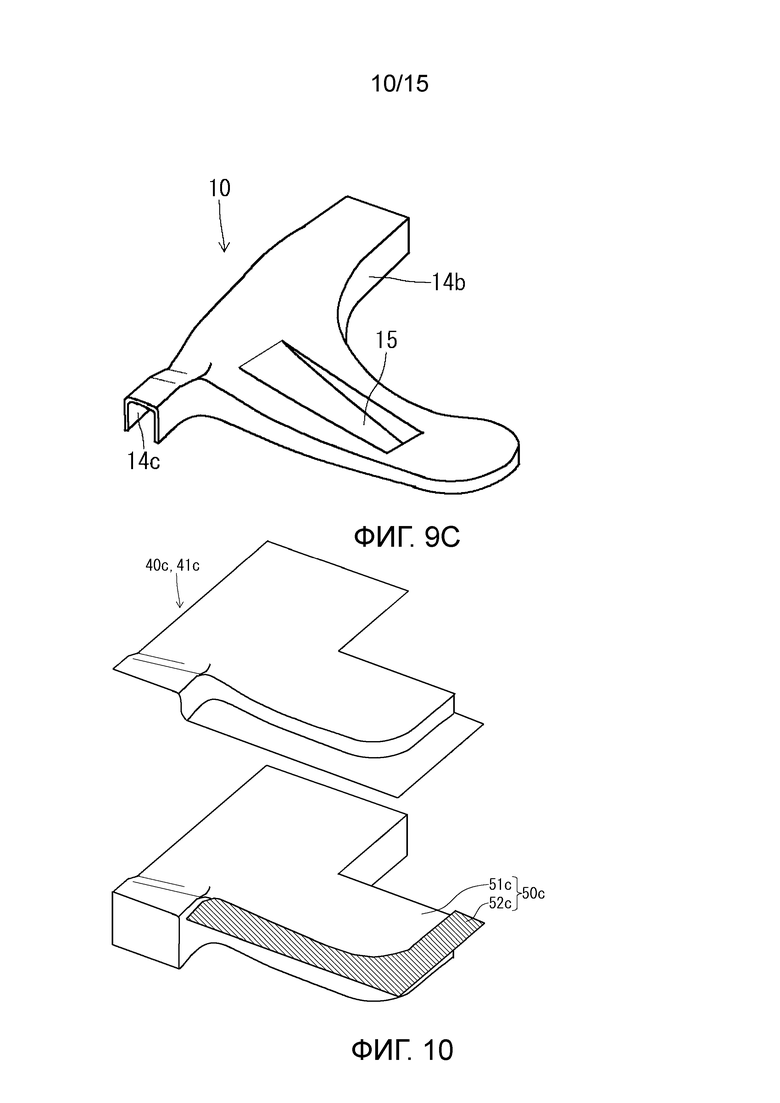
[Фиг.9C] Фиг.9C представляет собой вид в перспективе для объяснения примера этапа процесса изготовления первого варианта выполнения и показывает форму штампованного изделия, полученного путем прохождения второго этапа.
[Фиг.10] Фиг.10 представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе первого варианта выполнения.
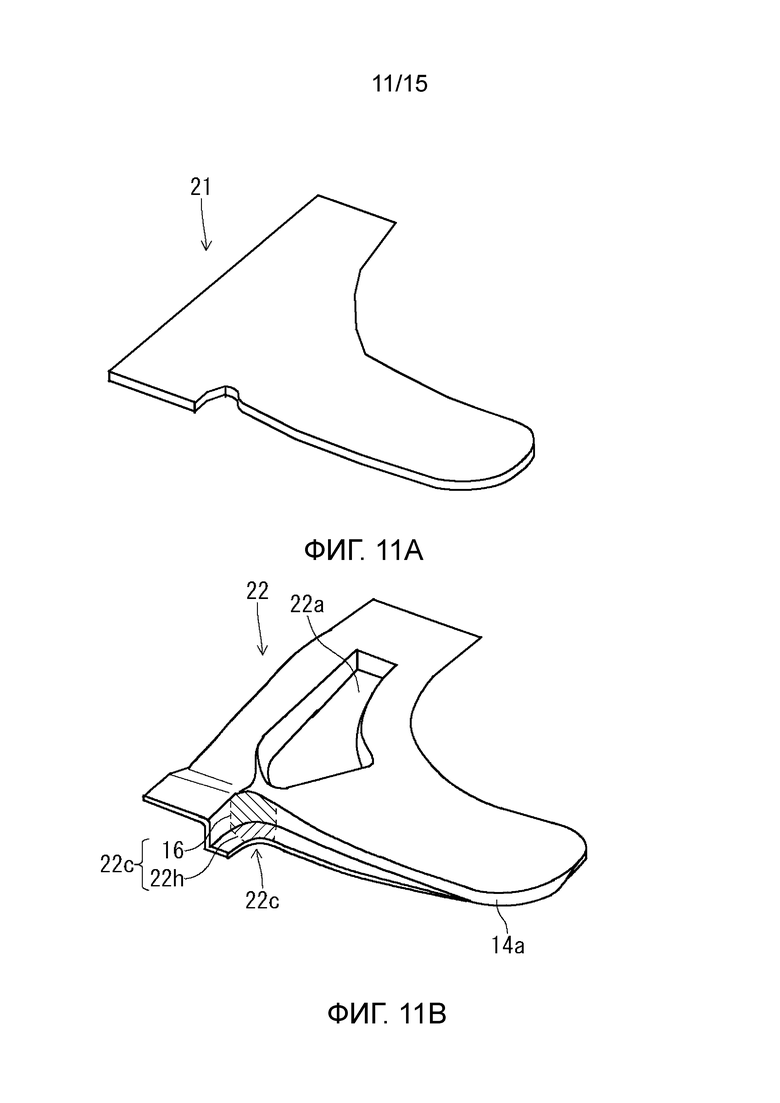
[Фиг.11А] Фиг.11А представляет собой вид в перспективе для объяснения примера этапа процесса изготовления второго варианта выполнения и показывает форму металлической пластины-заготовки.
[Фиг.11B] Фиг.11B представляет собой вид в перспективе для объяснения примера этапа процесса изготовления второго варианта выполнения и показывает форму металлической пластины после первого этапа.
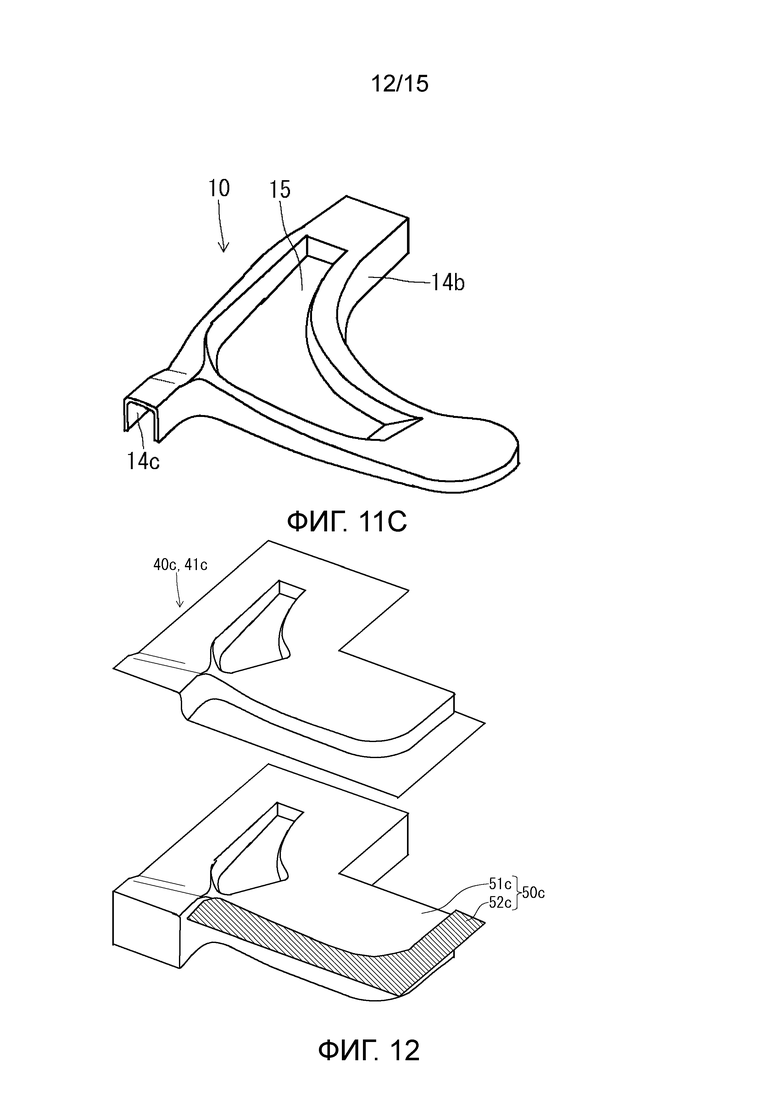
[Фиг.11С] Фиг.11С представляет собой вид в перспективе для объяснения примера этапа процесса изготовления второго варианта выполнения и показывает форму штампованного изделия, полученного путем прохождения второго этапа.
[Фиг.12] Фиг.12 представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе второго варианта выполнения.
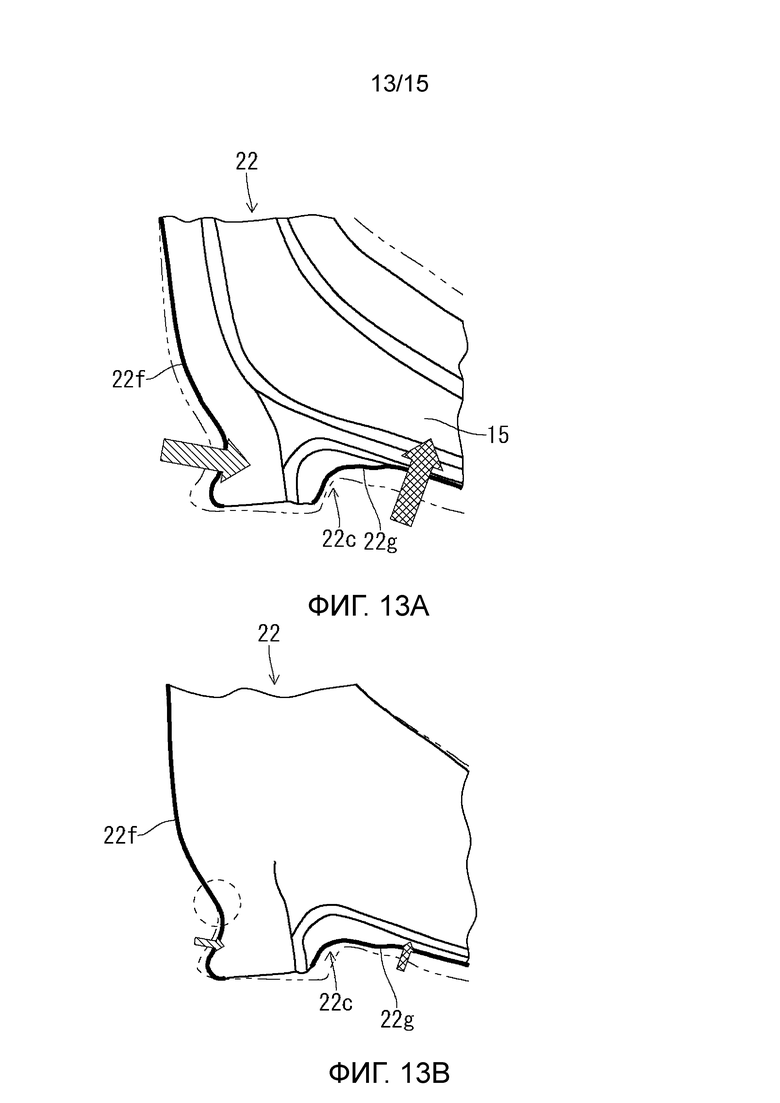
[Фиг.13A] Фиг.13A представляет собой вид в плане, показывающий текучее состояние материала части в виде деформации растягивающего загибания кромок на первом этапе и показывает случай традиционного способа.
[Фиг.13B] Фиг.13B представляет собой вид в плане, показывающий текучее состояние материала части в виде деформации растягивающего загибания кромок на первом этапе и показывает случай сравнительного способа.
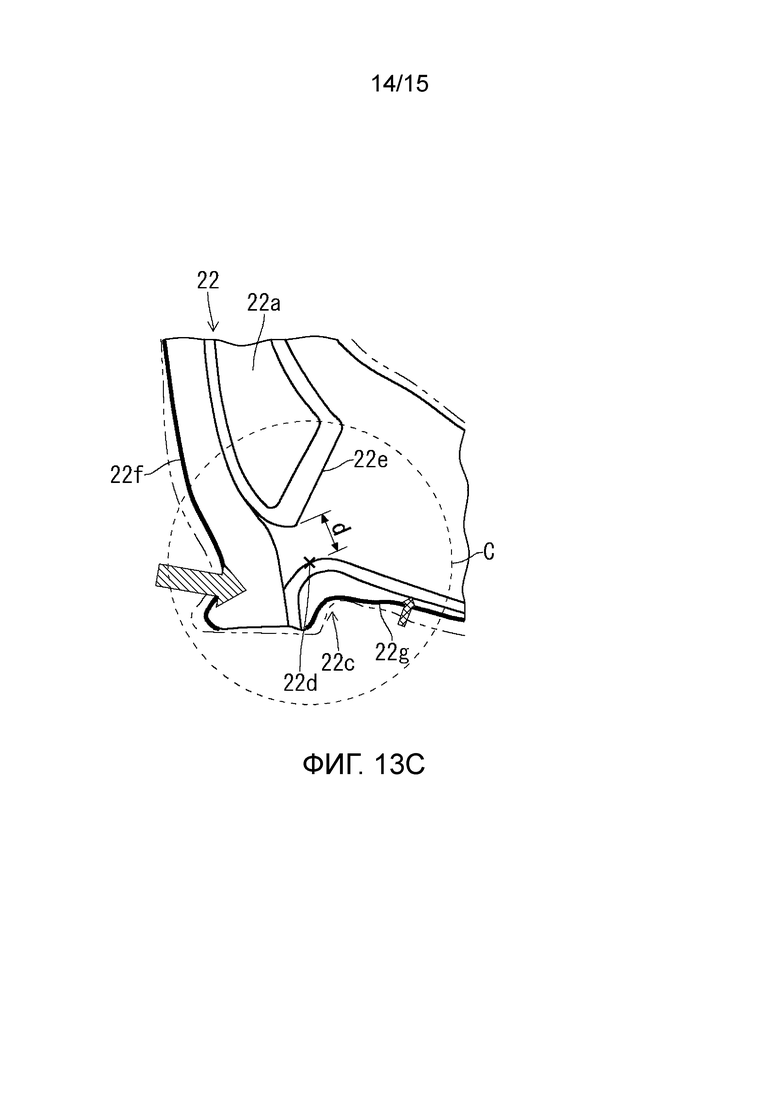
[Фиг.13С] Фиг.13С представляет собой вид в плане, показывающий текучее состояние материала части в виде деформации растягивающего загибания кромок на первом этапе и показывает случай согласно второму варианту выполнения.
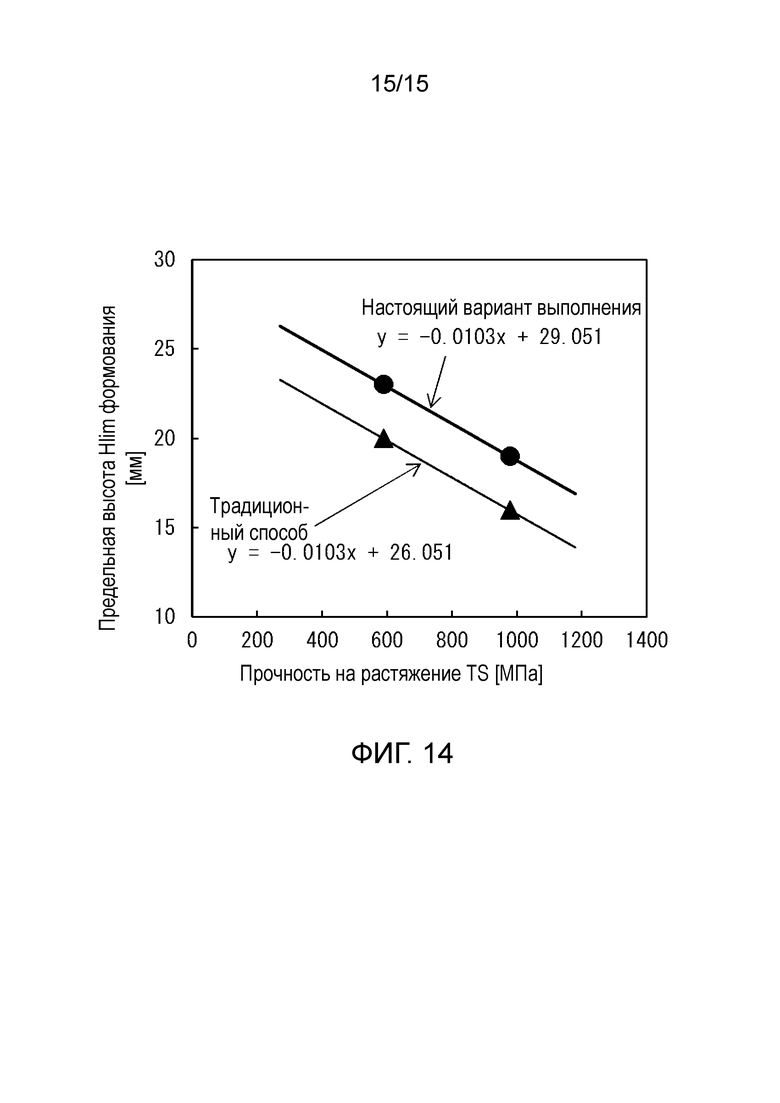
[Фиг.14] Фиг.14 представляет собой изображение, показывающее отношение между прочностью на растяжение металлической пластины-заготовки и предельной высотой формования путем штамповки.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0037]
Для того чтобы достигать вышеописанные цели, настоящий изобретатель провел различные анализы и испытания и выполнил серьезные исследования. В результате настоящий изобретатель сделал следующее открытие. Когда штампованное изделие в форме, соответствующей нижнему рычагу, то есть, штампованное изделие, включающее в себя основную корпусную часть и выступающую часть и обеспеченное частью канавки на поверхности верхней пластинчатой части, производят штамповкой, если форму штампа пресса оптимизируют на первом этапе, дополнительно способствуют притоку материала в часть деформации растягивающего загибания кромок. Тем самым уменьшают деформацию растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок и подавляют разрушение в части в виде деформации растягивающего загибания кромок. В результате становится возможным производить штампованное изделие (нижний рычаг), в котором подавлено разрушение в части в виде деформации растягивающего загибания кромок.
[0038]
Конкретнее, независимо от диапазона установки пазовой части, на первом этапе форму поверхности на стороне второй концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части формуют без формования формы поверхности на стороне первой концевой части от изогнутой части основной корпусной части, и могут дополнительно формовать вертикальную стеночную часть, которая продолжается от стороны первой концевой части основной корпусной части до выступающей части. В дальнейшем на втором этапе могут формовать форму поверхности на стороне первой концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части. Когда штампованное изделие представляет собой нижний рычаг, первая концевая часть представляет собой крепящуюся к кузову транспортного средства часть конца, а вторая концевая часть представляет собой крепящуюся к колесу транспортного средства часть конца.
[0039]
Например, в случае изготовления штампованного изделия, в котором пазовая часть обеспечивают только в области на стороне первой концевой части от изогнутой части основной корпусной части, пазовую часть не формуют на первом этапе, но пазовую часть формуют на втором этапе. Дополнительно, в случае изготовления штампованного изделия, в котором пазовую часть обеспечивают в области от первой концевой части до второй концевой части, часть на стороне второй концевой части пазовой части формуют на первом этапе, а остальную часть (часть на стороне первой концевой части) пазовой части формуют на втором этапе.
[0040]
Ниже варианты выполнения настоящего изобретения будут описаны со ссылкой на фигуры. Здесь будет проиллюстрирован случай, в котором штампованное изделие представляет собой нижний рычаг.
[0041]
[Первый вариант выполнения]
Фиг.9A-Фиг.9C относятся к штампованному изделию, используемому в качестве нижнего рычага, и представляют собой виды в перспективе, объясняющие пример этапа процесса изготовления согласно способу изготовления первого варианта выполнения. Среди этих фигур, Фиг.9A показывает форму металлической пластины-заготовки. Фиг.9B показывает форму металлической пластины после первого этапа. Фиг.9C показывает форму штампованного изделия, полученного путем прохождения второго этапа. Способ изготовления первого варианта выполнения применяют в случае изготовления штампованного изделия 10 первого примера, показанного на Фиг.1. Пазовая часть 15 штампованного изделия 10 обеспечивают только в области на стороне первой концевой части 11a (крепящейся к кузову транспортного средства концевой части) от основания выступающей части 12 в поверхности верхней пластинчатой части 13a основной корпусной части 11, как показано на Фиг.1 и Фиг.9C. Для того чтобы получать штампованное изделие 10 в форме, показанной на Фиг.9C, иногда выполняют обрезку в процессе перед или процессе после второго этапа.
[0042]
Фиг.10 представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе в способе изготовления первого варианта выполнения. Как показано на Фиг.10, на первом этапе штамп 41с используют в качестве верхнего штампа 40с. В качестве нижнего штампа 50с используют пуансон 51с и держатель 52с заготовки, которые сопрягают с верхним штампом 40с. Для того, чтобы делать конфигурацию легко понимаемой, Фиг.10 показывает форму части переднего конца (поверхности, которая примыкает к металлической пластине) в отношении штампа 41с и показывает форму части переднего конца (поверхности, которая примыкает к металлической пластине) в отношении держателя 52с заготовки.
[0043]
На втором этапе штамп пресса, показанный на Фиг.6, описанной выше, используют как на втором этапе традиционного способа. То есть, как показано на Фиг.6, описанной выше, штамп 41b и подушку 42b используют в качестве верхнего штампа 40b. В качестве нижнего штампа 50b используют пуансон 51b, который сопрягают с верхним штампом 40b.
[0044]
Как показано на Фиг.9A, Фиг.9B и Фиг.10, на первом этапе путем применения штамповки к металлической пластине-заготовке 21 посредством использования штампа 41с, пуансона 51с и держателя 52с заготовки формуют форму поверхности на стороне второй концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части. В штампованном изделии 10, которое является целью в первом варианте выполнения, пазовая часть 15 отсутствует на поверхности верхней пластинчатой части 13a на стороне второй концевой части 11b (см. Фиг.1). Следовательно, пазовую часть 15 не формуют, как показано на Фиг.9B. В то же время формуют вертикальную стеночную часть 14а (первую вертикальную стеночную часть), которая продолжается до выступающей части от первой концевой части (концевой части, крепящейся к кузову транспортного средства) основной корпусной части в частях вертикальной стенки. В это время обработка металлической пластины-заготовки 21 продвигается в состояние, где внешнюю сторону первой вертикальной стеночной части 14a удерживают с помощью держателя 52с заготовки и штампа 41с. Режим формования на первом этапе представляет собой формование вытяжкой.
[0045]
Как показано на Фиг.6, Фиг.9B и Фиг.9C, на втором этапе формуют форму поверхности на стороне первой концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части путем применения штамповки к металлической пластине-заготовке 22 после первого этапа посредством использования штампа 41b, подушки 42b и пуансона 51b подобно второму этапу традиционного способа. Тем самым, как показано на Фиг.9C, формуют пазовая часть 15. В то же время формуют остальные вертикальные стеночные части, то есть вторую вертикальную стеночную часть 14b и третью вертикальную стеночную часть 14c. В то же время, для того, чтобы предотвращать отклонение положения металлической пластины 22, обработка металлической пластины 22 продвигается в состояние, где область верхней пластинчатой части в металлической пластине 22 удерживают с помощью подушки 42b и пуансона 51b. Режим формования на втором этапе представляет собой гибку.
[0046]
Здесь в традиционном способе на первом этапе вертикальную стеночную часть 14а формуют с пазовой частью 15, как описано выше. В это время материал в области на стороне второй концевой части (крепящейся к колесу транспортного средства части конца) от основания выступающей части в верхней пластинчатой части основной корпусной части подают и в пазовая часть 15, и в часть 22с в виде деформации растягивающего загибания кромок (см. пунктирные стрелки на Фиг.3B, описанной выше). Путем подачи материала в пазовая часть 15 уменьшают подачу материала в часть 22с в виде деформации растягивающего загибания кромок.
[0047]
В отличие от этого, в первом варианте выполнения на первом этапе первую вертикальную стеночную часть 14a формуют без формования пазовой части 15. В то же время, материал в области на стороне второй концевой части (крепящейся к колесу транспортного средства части конца) от основания выступающей части в верхней пластинчатой части основной корпусной части подают только в часть 22с в виде деформации растягивающего загибания кромок (см. пунктирную стрелку на Фиг.9B). Так как отсутствует подача материала в пазовую часть 15, дополнительно способствуют подаче материала в часть 22с в виде деформации растягивающего загибания кромок. В результате уменьшают деформацию растягивающего загибания кромок в части 22с в виде деформации растягивающего загибания кромок и подавляют разрушение в части в виде деформации растягивающего загибания кромок. Соответственно, становится возможным производство штампованного изделия (нижнего рычага), в котором разрушение подавлено в части в виде деформации растягивающего загибания кромок.
[0048]
Как описано выше, подавление разрушения в части в виде деформации растягивающего загибания кромок с помощью способа изготовления первого варианта выполнения происходит путем подачи материала на первом этапе. Механизм подавления разрушения подобным образом применяется на втором этапе.
[0049]
Согласно способу изготовления первого варианта выполнения, уменьшается деформация растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок, как описано выше. Следовательно, даже в случае использования стальной пластины с высокой прочностью на растяжение в качестве металлической пластины-заготовки разрушение в части в виде деформации растягивающего загибания кромок может быть подавлено. Дополнительно, становится возможным еще большее увеличение высоты формования части вертикальной стенки, в частности, высоты формования угловой части первой вертикальной стеночной части, которая должна представлять собой часть в виде деформации растягивающего загибания кромок, и увеличивается степень свободы конструкции штампованного изделия (нижнего рычага).
[0050]
В случае использования стальной пластины с высокой прочностью на растяжение в качестве металлической пластины-заготовки, если прочность на растяжение становится больше 440 MПа, возникновение разрушения в части в виде деформации растягивающего загибания кромок становится существенным. В этом отношении, согласно способу изготовления первого варианта выполнения, разрушение в части в виде деформации растягивающего загибания кромок может быть подавлено даже в случае использования стальной пластины с высокой прочностью на растяжение с прочностью на растяжение 440 MПа или более. Следовательно, способ изготовления первого варианта выполнения в особенности полезен в случае использования стальной пластины с высокой прочностью на растяжение с прочностью на растяжение 440 MПа или более. Тем самым получается штампованное изделие (нижний рычаг) с высокой прочностью и высокой жесткостью, в котором разрушение подавлено в части в виде деформации растягивающего загибания кромок.
[0051]
Способ изготовления первого варианта выполнения, описанный выше, может быть изменен следующим образом.
[0052]
Формование вертикальной стеночной части 14b (второй вертикальной стеночной части), продолжающейся от первой концевой части (концевой части, крепящейся к кузову транспортного средства) основной корпусной части до второй концевой части (концевой части, крепящейся к колесу транспортного средства) основной корпусной части могут выполнять на любом из первого этапа и второго этапа. Дополнительно, если после второго этапа обеспечивают последующий этап применения штамповки посредством использования другого штампа пресса, формование второй вертикальной стеночной части 14b могут выполнять на последующем этапе. С точки зрения дополнительного способствования притоку материала в часть 22с в виде деформации растягивающего загибания кромок на первом этапе формование второй вертикальной стеночной части 14b предпочтительно выполняют на втором этапе или на этапе после второго этапа.
[0053]
Формование вертикальной стеночной части 14с (третьей вертикальной стеночной части), продолжающейся до выступающей части от второй концевой части (концевой части, крепящейся к колесу транспортного средства) основной корпусной части могут выполнять на любом из первого этапа и второго этапа. Дополнительно, после второго этапа обеспечивают последующий этап применения штамповки посредством использования другого штампа пресса, формование третьей вертикальной стеночной части 14с могут выполнять на последующем этапе. С точки зрения дополнительного способствования притоку материала в часть 22с в виде деформации растягивающего загибания кромок на первом этапе формование третьей вертикальной стеночной части 14с предпочтительно выполняют на втором этапе или на этапе после второго этапа.
[0054]
На втором этапе подушка может быть исключена в качестве верхнего штампа, который сопрягают с пуансоном. Штамповку в этом случае выполняют с помощью штампа и пуансона. Однако в этом случае для того, чтобы формовать пазовая часть, необходимо обеспечивать в штампе выпуклую часть, соответствующую пазовой части 15. Дополнительно, для того, чтобы предотвращать отклонение положения металлической пластины во время штамповки, предпочтительно устанавливают направляющий штифт.
[0055]
Фактически, если на втором этапе используют подушку 42b, формование пазовой части 15 и предшествует формованию второй вертикальной стеночной части 14b и третьей вертикальной стеночной части 14с. Тем самым способствуют притоку материала к пазовой части 15 из области, которую формуют во второй вертикальной стеночной части 14b второй вертикальной стенки. В результате еще больше уменьшают отток материала из части 22с в виде деформации растягивающего загибания кромок так, что еще больше уменьшают деформацию растягивающего загибания кромок в части 22с в виде деформации растягивающего загибания кромок и еще больше подавляют разрушение в части 22с в виде деформации растягивающего загибания кромок. Следовательно, использование подушки является предпочтительным на втором этапе.
[0056]
Первый этап и второй этап могут продолжать, или, в соответствии с необходимостью, могут добавлять другой этап (пример: этап пробивки отверстий, этап обрезки или т.п.) между первым этапом и вторым этапом.
[0057]
Обрезка не является обязательной. Причина состоит в том, что, если форма контура металлической пластины-заготовки установлена должным образом, форма штампованного изделия, которое получается путем прохождения первого этапа и второго этапа, может быть сформована в форму изделия.
[0058]
[Второй вариант выполнения]
Фиг.11А-Фиг.11С относятся к штампованному изделию, используемому в качестве нижнего рычага, и представляют собой виды в перспективе, каждый из которых объясняет пример этапа процесса изготовления согласно способу изготовления согласно второму варианту выполнения. Среди этих фигур, Фиг.11А показывает форму металлической пластины-заготовки. Фиг.11B показывает форму металлической пластины после первого этапа. Фиг.11С показывает форму штампованного изделия, полученного путем прохождения второго этапа. Фиг.12 представляет собой вид в перспективе, схематически показывающий пример формы штампа пресса, который используется на первом этапе в способе изготовления второго варианта выполнения. Способ изготовления второго варианта выполнения применяют в случае изготовления штампованного изделия 10 второго примера, показанного на Фиг.2. Как показано на Фиг.2 и Фиг.11С, пазовая часть 15 штампованного изделия 10 обеспечивают в широкой области от первой концевой части 11a (крепящейся к кузову транспортного средства части конца) до второй концевой части 11b (крепящейся к колесу транспортного средства части конца) так, чтобы она проходила через основание выступающей части 12 в поверхности верхней пластинчатой части 13a основной корпусной части 11.
[0059]
Второй вариант выполнения основан на конфигурации вышеупомянутого первого варианта выполнения. Ниже объяснение, перекрывающееся с первым вариантом выполнения, будет должным образом исключено.
[0060]
Как показано на Фиг.11А, Фиг.11B и Фиг.12, на первом этапе формуют форму поверхности на стороне второй концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части путем применения штамповки к металлической пластине-заготовке 21 посредством использования штампа 41с, пуансона 51с и держателя 52с заготовки. Тем самым, как показано на Фиг.11B, формуют часть 22а (ниже также называемую «пазовая часть стороны второй концевой части») на стороне второй концевой части 11b (крепящейся к колесу транспортного средства части конца) пазовой части 15. В то же время формуют вертикальную стеночную часть 14а (первую вертикальную стеночную часть), продолжающуюся до выступающей части от первой концевой части (концевой части, крепящейся к кузову транспортного средства) основной корпусной части в частях вертикальной стенки.
[0061]
На втором этапе штамп пресса, показанный на Фиг.8, описанной выше, используют как на втором этапе традиционного способа. Как показано на Фиг.8, Фиг.11B и Фиг.11С, на втором этапе формуют форму поверхности на стороне первой концевой части от изогнутой части основной корпусной части в форме поверхности верхней пластинчатой части путем применения штамповки к металлической пластине 22 после первого этапа посредством использования штампа 41b, подушки 42b и пуансона 51b. Тем самым, как показано на Фиг.11С, формуют остальную часть (ниже также называемую «пазовая часть стороны первой концевой части») пазовой части 15. В то же время формуют остальные вертикальные стеночные части, то есть вторую вертикальную стеночную часть 14b и третью вертикальную стеночную часть 14с.
[0062]
Здесь будет описан механизм разрушения в части 22с в виде деформации растягивающего загибания кромок, подавляемый с помощью способа изготовления второго варианта выполнения.
[0063]
Фиг.13A-Фиг.13С представляют собой виды в плане, каждая из которых показывает текучее состояние материала части в виде деформации растягивающего загибания кромок на первом этапе. Среди этих фигур, Фиг.13A показывает случай согласно традиционному способу. Фиг.13B показывает случай согласно сравнительному способу. Фиг.13С показывает случай согласно второму варианту выполнения. Каждая из этих фигур показывает форму части 22с в виде деформации растягивающего загибания кромок и ее периферию в металлической пластине 22 после первого этапа. Формы металлических пластин-заготовок показаны штрихпунктирными линиями с двумя точками.
[0064]
Как показано на Фиг.13A, в традиционном способе всю пазовая часть 15 от первой концевой части до второй концевой части формуют на первом этапе. Следовательно, внешний край 22f (см. участок жирной линии на Фиг.13A) части, которую формуют в третью вертикальную стеночную часть на втором этапе, перемещается в сторону пазовой части 15 и и сторону части 22с в виде деформации растягивающего загибания кромок. То есть на первом этапе традиционного способа материал течет к стрелке, на которую нанесена штриховка на Фиг.13A, и материал течет в часть 22с в виде деформации растягивающего загибания кромок.
[0065]
При этом внешний край 22g (см. участок жирной линии на Фиг.13A) первой вертикальной стеночной части перемещается в сторону пазовой части 15. Следовательно, на первом этапе традиционного способа материал течет в направлении, показанном стрелкой, на которую нанесена поперечная штриховка на Фиг.13A, и материал вытекает из части 22с в виде деформации растягивающего загибания кромок. Путем оттока материала из части 22с в виде деформации растягивающего загибания кромок деформация в части 22с в виде деформации растягивающего загибания кромок увеличивается, в результате чего происходит разрушение.
[0066]
Сравнительный способ представляет собой способ для сравнения, который не формует пазовую часть 15 на первом этапе, как показано на Фиг.13B. В сравнительном способе сдвиговая деформация продвигается в область, окруженную пунктирной линией на Фиг.13B, во время притока материала в часть 22с в виде деформации растягивающего загибания кромок. Так как сопротивление деформации сдвиговой деформация является большим, предотвращают приток материала в часть 22с в виде деформации растягивающего загибания кромок. В результате внешний край 22f (см. участок жирной линии на Фиг.13B) части, которая подлежит формованию в третью вертикальную стеночную часть на втором этапе, перемещается в сторону части 22с в виде деформации растягивающего загибания кромок, но величина перемещения внешнего края 22f уменьшается по сравнению с традиционным способом. То есть уменьшают приток материала в часть 22с в виде деформации растягивающего загибания кромок.
[0067]
При этом внешний край 22g (см. участок жирной линии на Фиг.13B) части первой вертикальной стенки перемещается внутрь. Однако, так как пазовую часть не формуют на первом этапе сравнительного способа, величина перемещения внешнего края 22g уменьшается по сравнению с традиционным способом. Следовательно, согласно сравнительному способу, отток материала из части 22с в виде деформации растягивающего загибания кромок уменьшается по сравнению с традиционным способом.
[0068]
Как описано выше, в сравнительном способе уменьшают приток материала в часть 22с в виде деформации растягивающего загибания кромок в направлении, показанном стрелкой, на которую нанесена штриховка на Фиг.13B, по сравнению с традиционным способом. Дополнительно, уменьшают отток материала из части 22с в виде деформации растягивающего загибания кромок в направлении, показанном стрелкой, на которую нанесена поперечная штриховка на Фиг.13B. В результате деформация в части 22с в виде деформации растягивающего загибания кромок увеличивается еще больше, и возникновение разрушения в этой части становится существенным.
[0069]
В отличие от этого, во втором варианте выполнения на первом этапе формуют только пазовую часть 22а стороны второй концевой части пазовой части, как показано на Фиг.13С. В этом случае материал втекает в пазовую часть 22а стороны второй концевой части и часть 22с в виде деформации растягивающего загибания кромок. Материал втекает в пазовую часть 22а стороны второй концевой части, в результате чего предотвращают возникновение сдвиговой деформации, как в сравнительном способе, и способствуют притоку материала в часть 22с в виде деформации растягивающего загибания кромок. Следовательно, внешний край 22f (см. участок жирной линии на Фиг.13С) части, которая подлежит формованию в часть третьей вертикальной стенки на втором этапе, перемещается в сторону пазовой части 15 и сторону части 22с в виде деформации растягивающего загибания кромок, как и в традиционном способе. То есть на первом этапе второго варианта выполнения приток материала в часть 22с в виде деформации растягивающего загибания кромок сохраняют в той же степени, что и в традиционном примере.
[0070]
При этом внешний край 22g (см. участок жирной линии на Фиг.13С) части первой вертикальной стенки перемещается внутрь. Однако, так как только пазовую часть 22а стороны второй концевой части формуют на первом этапе второго варианта выполнения, величина перемещения внешнего края 22g уменьшается по сравнению с традиционным способом. Следовательно, согласно второму варианту выполнения отток материала из части 22с в виде деформации растягивающего загибания кромок уменьшают по сравнению с традиционным способом.
[0071]
Как описано выше, во втором варианте выполнения приток материала в часть 22с в виде деформации растягивающего загибания кромок в направлении, показанном стрелкой, на которую нанесена штриховка на Фиг.13С, сохраняют в той же степени, что и по сравнению с традиционным способом. Дополнительно, уменьшают отток материал из части 22с в виде деформации растягивающего загибания кромок в направлении, показанном стрелкой, на которую нанесена поперечная штриховка на Фиг.13С. В результате уменьшают деформацию растягивающего загибания кромок в части 22с в виде деформации растягивающего загибания кромок и подавляют возникновение разрушения в этой части.
[0072]
В случае второго варианта выполнения, когда вытягивают круг С с центром в точке 22d, которую располагают ближе всего к стороне второй концевой части (крепящейся к колесу транспортного средства части конца) угловой части первой вертикальной стеночной части, которая представляет собой часть деформации растягивающего загибания кромок, на первом этапе, как показано на Фиг.13С, всю пазовую часть 22а стороны второй концевой части или ее часть предпочтительно располагают внутри круга С. Здесь радиус [мм] круга С составляет 35% длины [мм] основной корпусной части 11. Длина основной корпусной части 11 представляет собой расстояние [мм] по прямой линии от первой концевой части 11a (крепящейся к кузову транспортного средства части конца) до второй концевой части 11b (крепящейся к колесу транспортного средства части конца), как показано на Фиг.2, описанной выше. При измерении длины основной корпусной части 11 в качестве соответственных положений первой концевой части 11a и второй концевой части, соответственно, принимают центральные точки P1 и P2 в направлении ширины в верхней пластинчатой части 13a основной корпусной части 11.
[0073]
Если всю пазовую часть 22а стороны второй концевой части или ее часть располагают внутри круга С, притоку материала в часть 22с в виде деформации растягивающего загибания кромок, вызываемому формованием пазовой части 22а стороны второй концевой части, способствуют более эффективно на первом этапе. В результате еще больше уменьшают деформацию растягивающего загибания кромок в части 22с в виде деформации растягивающего загибания кромок и еще больше подавляют возникновение разрушения в этой части. С точки зрения еще большего увеличения эффекта радиус круга С составляет, предпочтительно, 30% длины основной корпусной части 11.
[0074]
Дополнительно, когда всю пазовую часть 22а стороны второй концевой части или ее часть, сформованную на первом этапе, располагают внутри круга С, часть 22е конца пазовой части 22а стороны второй концевой части могут располагать на любой из стороны первой концевой части и стороны второй концевой части с центральной точкой 22d круга С в качестве точки отсчета. Однако, если концевая часть 22е пазовой части 22а стороны второй концевой части располагают на стороне первой концевой части (концевой части, крепящейся к кузову транспортного средства), растет вероятность увеличивающегося оттока материала из части 22с в виде деформации растягивающего загибания кромок в направлении, показанном стрелкой, на которую нанесена поперечная штриховка на Фиг.13С. Следовательно, концевую часть 22е пазовой части 22а стороны второй концевой части, предпочтительно, располагают на стороне второй концевой части (концевой части, крепящейся к колесу транспортного средства) от центральной точки 22d круга С.
[0075]
Как описано выше, подавление разрушения в части в виде деформации растягивающего загибания кромок согласно способу изготовления второго варианта выполнения осуществляется посредством течения материала на первом этапе. Механизм подавления разрушения подобным образом применяется на втором этапе.
[0076]
[Штампованное изделие]
Согласно способам изготовления настоящих вариантов выполнения, описанных выше, могут быть получены штампованные изделия, в которых подавляется разрушение в частях деформации растягивающего загибания кромок, даже когда стальная пластина с высокой прочностью на растяжение с прочностью на растяжение класса 440 MПа используется в качестве металлической пластины-заготовки. Следовательно, штампованные изделия настоящих вариантов выполнения имеют высокую прочность, и в частях деформации растягивающего загибания кромок подавляется разрушение. Цель использования штампованных изделий не ограничена при условии, что штампованные изделия имеют формы, соответствующие нижним рычагам.
[0077]
Дополнительно, согласно способам изготовления настоящих вариантов выполнения, деформация растягивающего загибания кромок может быть уменьшена в частях в виде деформации растягивающего загибания кромок. Следовательно, сформованные высоты частей вертикальной стенки штампованных изделий, в частности, сформованные высоты угловых частей первой вертикальной стеночной части, которые должны представлять собой части в виде деформации растягивающего загибания кромок, могут быть выполнены более высокими.
[0078]
Здесь будет показан результат исследования предельной высоты, которая может быть сформована путем штамповки, в отношении высоты угловой части первой вертикальной стеночной части в штампованном изделии. Предельная высота формования угловой части было исследована для каждой из различных стальных пластин с различными прочностями на растяжение и в способе изготовления настоящего варианта выполнения, и в традиционном способе. В исследовании были использованы фактические значения фактических рабочих испытаний, проведенных изобретателем, и результат анализа методом конечных элементов (FEM).
[0079]
Фиг.14 представляет собой изображение, показывающее отношение между прочностью на растяжение металлической пластины-заготовки и предельной высотой формования путем штамповки. Фиг.14 наглядно показывает результат случая использования стальной пластины класса 590 MПа и стальной пластины класса 980 MПа. Как показано на Фиг.14, предельная высота H формования [мм] угловой части уменьшается пропорционально прочности на растяжение TS [MПа] стальной пластины и в случае способа изготовления настоящего варианта выполнения, и в случае традиционного способа. В особенности, в случае традиционного способа предельная высота Hlim формования [мм] угловой части выражена формулой (A), которая приведена ниже.
Hlim=-0,0103 × TS+26,051 (A)
[0080]
При этом в случае способа изготовления настоящего варианта выполнения предельная высота Hlim формования [мм] угловой части выражена формулой (B), которая приведена ниже.
Hlim=-0,0103 × TS+29,051 (B)
[0081]
На основе отношений формулы (А) и формулы (B), описанных выше, предельная высота формования согласно способу изготовления настоящего варианта выполнения увеличивается приблизительно на 3 мм по сравнению с традиционным способом. То есть, согласно способу изготовления настоящего варианта выполнения, высота формования угловой части может быть выполнена более высокой, чем предельная высота формования традиционного способа, выраженная формулой (А), описанной выше.
[0082]
Соответственно, в штампованном изделии настоящего варианта выполнения максимальная высота Hmax [мм] угловой части части первой вертикальной стенки, которая должна представлять собой часть в виде деформации растягивающего загибания кромок, может быть выполнена с возможностью удовлетворения формулы (1), которая приведена ниже, на основе формулы (А), описанной выше. Как правило, штампованное изделие настоящего варианта выполнения может быть выполнено изделием, имеющим прочность на растяжение 440 MПа или более.
Hmax > -0,0103 × TS+26,051 (1)
ПРИМЕРЫ
[0083]
Для того, чтобы подтвердить эффект настоящего изобретения, на примере 1 и примере 2 ниже были выполнены испытания с помощью анализов FEM. В анализах FEM и примера 1, и примера 2 штампованные изделия, используемые в качестве нижних рычагов, были произведены путем применения штамповки к металлическим пластинам-заготовкам, и степени деформации растягивающего загибания кромок были оценены с помощью коэффициентов уменьшения толщины пластины частей в виде деформации растягивающего загибания кромок в это время.
[0084]
[Пример 1]
В испытании примера 1 штампованное изделие в форме первого примера, показанного на Фиг.1, описанной выше, было произведено для того, чтобы подтвердить эффект первого варианта выполнения. Пазовая часть штампованного изделия обеспечена только в области на стороне первой концевой части в поверхности верхней пластинчатой части основной корпусной части. В это время стальная пластина с высокой прочностью на растяжение с толщиной пластины 2,6 мм и прочностью на растяжение класса 960 MПа была использована в качестве металлической пластины-заготовки.
[0085]
В изобретательском примере 1 настоящего изобретения были использованы штампы прессов, показанные на Фиг.10 и Фиг.6, описанных выше, и штамповка было применена к металлической пластине-заготовке на первом этапе, показанном на Фиг.9A и Фиг.9B, описанных выше, и втором этапе, показанном на Фиг.9B и Фиг.9C, описанных выше.
[0086]
При этом в традиционном примере 1 были использованы штампы пресса, показанные на Фиг.5 и Фиг.6, описанных выше, и штамповка было применена к металлической пластине-заготовке на первом этапе, показанном на Фиг.3А и Фиг.3B, описанных выше, и втором этапе, показанном на Фиг.3B и Фиг.3С, описанных выше. Другие условия были установлены такими же, как и в изобретательском примере 1 настоящего изобретения.
[0087]
Как в изобретательском примере 1 настоящего изобретения, так и в традиционном примере 1 для соответственных первых этапов и вторых этапов толщины пластины частей растягивающего загибания кромок были измерены до и после этапов и были получены коэффициенты уменьшения толщины пластины частей в виде деформации растягивающего загибания кромок. Коэффициенты уменьшения толщины пластины здесь были установлены как коэффициенты уменьшения толщины пластины в положениях, где толщины пластины были уменьшены больше всего в областях частей деформации растягивающего загибания кромок, то есть максимальные коэффициенты уменьшения толщины пластины.
[0088]
В традиционном примере 1 вся пазовая часть была сформована на первом этапе. В результате коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок на первом этапе и втором этапе составляли соответственно 11,6% и 33,5%.
[0089]
В отличие от этого, в изобретательском примере 1 настоящего изобретения вся пазовая часть была сформована на втором этапе без формования пазовой части на первом этапе. Коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок на первом этапе и втором этапе составляли соответственно 8,0% и 26,3%. То есть в изобретательском примере 1 настоящего изобретения легкое производство части в виде деформации растягивающего загибания кромок было улучшено по сравнению с традиционным примером 1.
[0090]
Из вышеуказанного стало ясно, что, согласно первому варианту выполнения, деформация растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок может быть уменьшена, и может быть подавлено разрушение в части в виде деформации растягивающего загибания кромок.
[0091]
[Пример 2]
В испытании примера 2 штампованное изделие в форме второго примера, показанного на Фиг.2, описанной выше, было произведено для того, чтобы подтверждать эффект второго варианта выполнения. Пазовая часть штампованного изделия была обеспечена в широкой области от первой концевой части (концевой части, крепящейся к кузову транспортного средства) до второй концевой части (концевой части, крепящейся к колесу транспортного средства) поверхности верхней пластинчатой части основной корпусной части. В это время стальная пластина с высокой прочностью на растяжение с толщиной пластины 2,6 мм и прочностью на растяжение класса 980 MПа была использована в качестве металлической пластины-заготовки. Расстояние по прямой линии от первой концевой части до второй концевой части основной корпусной части, то есть длина основную корпусную часть, составляло 400 мм.
[0092]
В изобретательском примере 2 настоящего изобретения штамповка было применена к металлической пластине-заготовке на первом этапе, показанном на Фиг.11А и Фиг.11B, описанных выше, и втором этапе, показанном на Фиг.11B и Фиг.11С, описанных выше, посредством использования штампов пресса, показанных на Фиг.12 и Фиг.8, описанных выше. Обрезка была применена к получающемуся в результате штампованному изделию. Точка 22d, расположенная ближе всего к стороне второй концевой части в угловой части первой вертикальной стеночной части, которая должна представлять собой часть в виде деформации растягивающего загибания кромок, была установлена в качестве точки отсчета, а часть 22е конца части 22а канавки стороны второй концевой части, которая сформована на первом этапе, была расположена на стороне второй концевой части от точки 22d отсчета. Кратчайшее расстояние d (см. Фиг.13С, описанную выше) между пазовой частью 22а стороны второй концевой части и точкой 22d отсчета было установлено равным 40 мм. Следовательно, когда был вытянут круг, имеющий радиус, равный 35% длины (400 мм) основной корпусной части, то есть круг, имеющий радиус 140 мм, с центром в точке 22d отсчета, часть части 22а канавки стороны второй концевой части находилась в состоянии, расположенном в круге.
[0093]
При этом в традиционном примере 2 штамповка было применена к металлической пластине-заготовке на первом этапе, показанном на Фиг.4А и Фиг.4B, описанных выше, и втором этапе, показанном на Фиг.4B и Фиг.4С, описанных выше, посредством использования штампов пресса, показанных на Фиг.7 и Фиг.8, описанных выше. Дополнительно, в сравнительном примере 2 для сравнения вся пазовая часть была сформована на втором этапе без формования пазовой части на первом этапе. Другие условия были установлены такими же, как и в изобретательском примере 2 настоящего изобретения.
[0094]
В каждом из изобретательского примера 2 настоящего изобретения, традиционного примера 2 и сравнительного примера 2 для соответственного первого этапа, второго этапа и этапа обрезки толщины пластины части кромки было измерены до и после этапов, и были получены коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок. Коэффициент уменьшения толщины пластины в этом случае представлял собой коэффициент уменьшения толщины пластины в положении, где толщина пластины была больше всего уменьшена в области части в виде деформации растягивающего загибания кромок, то есть максимальный коэффициент уменьшения толщины пластины. Результат испытания показан в Таблице 1, которая приведена ниже.
[0095]
[Таблица 1]
[0096]
Из Таблицы 1 видно следующее. В традиционном примере 2 вся пазовая часть была сформована на первом этапе. В результате коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок на первом этапе, втором этапе и этапе обрезки составляли соответственно 17,9%, 33,3% и 24,9%. В отличие от этого, в сравнительном примере 2 все коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок на первом этапе, втором этапе и этапе обрезки ухудшились.
[0097]
В изобретательском примере 2 настоящего изобретения пазовая часть стороны второй концевой части пазовой части была сформована на первом этапе, а остальная пазовая часть стороны первой концевой части была сформована на втором этапе. В результате коэффициенты уменьшения толщины пластины части в виде деформации растягивающего загибания кромок на первом этапе, втором этапе и этап обрезки составляли соответственно 14,7%, 26,5% и 14,7%. То есть в изобретательском примере 2 настоящего изобретения формуемость части в виде деформации растягивающего загибания кромок была улучшена по сравнению с традиционным примером 2.
[0098]
Из вышеуказанного стало ясно, что, согласно второму варианту выполнения, деформация растягивающего загибания кромок в части в виде деформации растягивающего загибания кромок может быть уменьшена, и может быть подавлено разрушение в части в виде деформации растягивающего загибания кромок.
[0099]
Дополнительно, излишне говорить, что настоящее изобретение не ограничено вышеописанными вариантами выполнения, и различные изменения могут быть выполнены в пределах диапазона без отклонения от замысла настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0100]
Способ изготовления штампованного изделия настоящего изобретения является полезным в производстве штампованного изделия в форме, соответствующей нижнему рычагу автомобиля. В частности, способ изготовления настоящего изобретения является полезным для изготовления нижнего рычага с высокой прочностью и высокой жесткостью.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0101]
10: Штампованное изделие (нижний рычаг),
11: Основная корпусная часть,
11a: Первая концевая часть основной корпусной части (крепящаяся к кузову транспортного средства часть конца),
11b: Вторая концевая часть основной корпусной части (концевая часть, крепящаяся к колесу транспортного средства)
12: Выступающая часть,
13a: Верхняя пластинчатая часть основной корпусной части, 13b: Часть верхней пластины выступающей части,
14a: Вертикальная стеночная часть (первая вертикальная стеночная часть), продолжающаяся от первой концевой части (концевая часть, крепящаяся к кузову транспортного средства) основной корпусной части до выступающей части,
14b: Вертикальная стеночная часть (вторая вертикальная стеночная часть), продолжающаяся от первой концевой части (концевая часть, крепящаяся к кузову транспортного средства) основной корпусной части до второй концевой части (концевая часть, крепящаяся к колесу транспортного средства) основной корпусной части,
14с: Вертикальная стеночная часть (третья вертикальная стеночная часть), продолжающаяся от второй концевой части (концевая часть, крепящаяся к колесу транспортного средства) основной корпусной части до выступающей части,
15: Пазовая часть,
16: Угловая часть,
17: Ребро, образованное первой вертикальной стеночной частью и верхней пластинчатой частью,
21: Металлическая пластина-заготовка,
22: Металлическая пластина после первого этапа,
22a: Часть (пазовая часть стороны второй концевой части) на стороне второй концевой части (концевая часть, крепящаяся к колесу транспортного средства) пазовой части,
22с: Часть деформации растягивающего загибания кромок,
22d: Точка, расположенная ближе всего к стороне второй концевой части (концевая часть, крепящаяся к колесу транспортного средства) в угловой части
22e: Концевая часть пазовой части стороны второй концевой части,
22f: Внешний край части, сформованной в третьей вертикальной стеночной части,
22g: Внешний край первой вертикальной стеночной части,
22h: Область внешней стороны угловой части,
40а-40с: Верхний штамп,
41а-41с: Штамп,
42b: Подушка,
50а-50с: Нижний штамп,
51а-51с: Пуансон,
52а, 52с: Держатель заготовки,
B: Сторона кузова транспортного средства,
W: Сторона колеса транспортного средства
Изобретение относится к обработке металлов давлением, а именно к штамповке изделия, которым является нижний рычаг автомобиля. Упомянутое изделие содержит основную корпусную часть с первой и второй концевыми частями и выступающую наружу изгиба от изогнутой части основной корпусной части выступающую часть. На поверхности верхней пластинчатой части основной корпусной части выполнены канавки в области на стороне первой концевой части от основания выступающей части. Первая вертикальная стеночная часть, продолжающаяся от части первого конца основной корпусной части до выступающей части, имеет угловую часть, соединяющую основную корпусную часть и выступающую часть. Причем угол является острым. На первом этапе формуют первую вертикальную стеночную часть без формования формы пазовой части в форме поверхности верхней пластинчатой части. На втором этапе формуют форму пазовой части на поверхности верхней пластинчатой части. Повышается качество изделия. 2 н. и 4 з.п. ф-лы, 14 ил.
1. Способ штамповки изделия из металлической пластины-заготовки,
в котором упомянутое изделие включает в себя основную корпусную часть, изогнутую в продольном направлении на виде в плане и имеющую, на одном ее конце, первую концевую часть и, на другом ее конце, вторую концевую часть,
и выступающую часть, которая выступает наружу изгиба от изогнутой части основной корпусной части, причем
каждая из основной корпусной части и выступающей части содержит верхние пластинчатые части и вертикальные стеночные части, каждая из которых продолжается от противоположных сторон верхних пластинчатых частей,
на поверхности верхней пластинчатой части основной корпусной части в продольном направлении выполнена пазовая часть,
вертикальная стеночная часть, продолжающаяся от первой концевой части основной корпусной части до выступающей части, имеет угловую часть, соединяющую основную корпусную часть и выступающую часть, и
в реберной части, образованной верхней пластинчатой частью и вертикальной стеночной частью, продолжающейся от первой концевой части основной корпусной части до выступающей части, угол, который образован частью, которая находится на стороне основной корпусной части от угловой части, и частью, которая находится на стороне выступающей части от угловой части, представляет собой острый угол,
при этом способ включает первый и второй этапы,
причем на первом этапе штамповкой металлической пластины-заготовки на стороне второй концевой части от изогнутой части основной корпусной части формуют поверхность в форме поверхности верхней пластинчатой части и дополнительно формуют вертикальную стеночную часть, продолжающуюся от стороны первой концевой части основной корпусной части до выступающей части, и
на втором этапе на стороне первой концевой части от изогнутой части основной корпусной части формуют поверхность в форме поверхности верхней пластинчатой части штамповкой металлической пластины-заготовки после первого этапа.
2. Способ по п.1,
в котором пазовую часть штампованного изделия на поверхности верхней пластинчатой части основной корпусной части формуют в области от первой концевой части до второй концевой части из условия ее прохождения через основание выступающей части,
при этом на первом этапе формуют часть пазовой части на стороне второй концевой части и
на втором этапе формуют часть пазовой части на стороне первой концевой части.
3. Способ по п.2,
в котором на первом этапе вытягивают круг, имеющий радиус, равный 35% длины основной корпусной части, с центром в точке, расположенной ближе всего к стороне второй концевой части в угловой части,
причем часть участка или весь участок на стороне второй концевой части пазовой части располагают в круге.
4. Способ по п.1,
в котором пазовую часть изделия формуют на втором этапе в области на стороне первой концевой части от основания выступающей части в поверхности верхней пластинчатой части основной корпусной части.
5. Способ по любому из пп.1-4,
в котором изделием является нижний рычаг автомобиля,
причем первая концевая часть и выступающая часть основной корпусной части предназначены для крепления к кузову автомобиля и
вторая концевая часть основной корпусной части предназначена для крепления к колесу автомобиля.
6. Нижний рычаг автомобиля, изготовленный штамповкой металлической пластины-заготовки и содержащий:
основную корпусную часть, изогнутую в продольном направлении на виде в плане и имеющую, на одном ее конце, предназначенную для крепления к кузову автомобиля концевую часть и, на другом ее конце, предназначенную для крепления к колесу автомобиля концевую часть; и
выступающую часть, выступающую наружу изгиба от изогнутой части основной корпусной части и предназначенную для крепления к кузову автомобиля, причем
каждая из основной корпусной части и выступающей части содержит верхние пластинчатые части и вертикальные стеночные части, каждая из которых продолжается от противоположных сторон верхних пластинчатых частей,
на поверхности верхней пластинчатой части основной корпусной части в ее продольном направлении выполнена пазовая часть,
вертикальная стеночная часть, продолжающаяся от предназначенной для крепления к кузову автомобиля концевой части до выступающей части, имеет угловую часть, соединяющую основную корпусную часть и выступающую часть, и
в реберной части, образованной верхней пластинчатой частью и вертикальной стеночной частью, продолжающейся от предназначенной для крепления к кузову автомобиля концевой части и до выступающей части, угол, который образован частью, которая находится на стороне основной корпусной части от угловой части, и частью, которая находится на стороне выступающей части от угловой части, представляет собой острый угол,
при этом нижний рычаг выполнен с прочностью на растяжение TS, составляющей 440 MПа или более, и
максимальная высота Hmax, мм, угловой части упомянутой вертикальной стеночной части определена по формуле
Hmax > -0,0103 × TS + 26,051.
| РЫЧАГ ПОДВЕСКИ БУМЕРАНГОВОГО ТИПА, СОДЕРЖАЩИЙ ВЫСТУПАЮЩУЮ ПРОТЯЖНУЮ КРОМКУ, И СООТВЕТСТВУЮЩИЙ АВТОМОБИЛЬ | 2006 |
|
RU2421346C2 |
| КРЕПЕЖНАЯ ДЕТАЛЬ РЫЧАГА СТЕКЛООЧИСТИТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2269438C2 |
| УСТРОЙСТВО РЫЧАЖНОЙ СВЯЗИ ДЛЯ САМООРИЕНТИРУЮЩЕГОСЯ ОТНОСИТЕЛЬНО ТРАНСПОРТНОГО СРЕДСТВА ИНСТРУМЕНТА | 1993 |
|
RU2083766C1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

