ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к штампованному компоненту кузова автомобиля, который может эффективным образом повысить прочность и жесткость кузова автомобиля, и к способу его изготовления. В частности, настоящее изобретение относится к штампованному компоненту кузова автомобиля, имеющему корытообразную форму в поперечном сечении, включающую в себя верхнюю пластину, вертикальные стенки, фланцы и линии ребра, сформированные между верхней пластиной и вертикальной стенкой и между вертикальными стенками и фланцами, и к способу его изготовления. Штампованный компонент кузова автомобиля включает в себя наружные фланцы, которые сформированы на по меньшей одних концевых участках, в направлениях продолжения, линий ребра таким образом, что они отогнуты наружу от вертикальных стенок относительно поперечного сечения компонента. Штампованный компонент кузова автомобиля представляет собой штампованный компонент, образованный из металлического листа, в котором наружные фланцы, ведущие к вертикальным стенкам (в дальнейшем называемые как «фланцы вертикальной стенки»), и фланцы (в дальнейшем называемые как «фланец основания») сформированы непрерывным образом, и радиус кривизны углового участка вертикальной стенки, смежного с наружным фланцем и фланцем основания (в дальнейшем называемый как «угол R вертикальной стенки»), является небольшим. Компонент, «образованный из металлического листа», в качестве примера, может представлять собой компонент, имеющий характер стального листа, или компонент, изготовленный из алюминиевого листа.
УРОВЕНЬ ТЕХНИКИ
Кузов автомобиля обычно изготавливают таким образом, что множество формованных панелей скрепляют вместе с помощью контактной точечной сварки, при этом краевые участки панелей накладываются друг на друга, и тем самым образуют коробчатые конструкции, и усиливающие элементы или упрочняющие элементы прикрепляют к важным местам коробчатых конструкций с помощью контактной точечной сварки. Получаемый таким образом элемент называют конструктивный элемент кузова автомобиля. Примеры такого конструктивного элемента кузова автомобиля включают в себя поперечный элемент пола, боковую часть нижнего обвязочного бруса, поясную линию и т.д. В последующем описании поперечный элемент пола используется в качестве примера конструктивного элемента кузова автомобиля.
Поперечный элемент пола имеет штампованную по существу корытообразную форму в поперечном сечении, состоящую из верхней пластины, двух линий ребра, ведущих к верхней пластине (в дальнейшем называемые как «верхние линии ребра»), двух вертикальных стенок, индивидуально ведущих к двум верхним линиям ребра, двух линий ребра, индивидуально ведущих к двум вертикальным стенкам (в дальнейшем называемые как «нижние линии ребра»), и двух фланцев основания, индивидуально ведущих к двум нижним линиям ребра, например. Наружные фланцы, которые отогнуты наружу относительно поперечного сечения компонента, сформированы на концевых участках, в направлениях продолжения, верхних линий ребра и нижних линий ребра в основной части, которая образована из стального листа и имеет приведенную выше форму в поперечном сечении, причем наружные фланцы накладываются на внутреннюю сторону боковой части нижнего обвязочного бруса, и затем осуществляется сборка с помощью контактной точечной сварки, дуговой сварки или т.п. Поперечный элемент пола является важным конструктивным элементом кузова автомобиля, способствующим жесткости кузова автомобиля и подавлению смятия кабины при боковом столкновении. Поэтому к настоящему времени были раскрыты множество изобретений, которые повышают прочность кузова автомобиля путем пересмотра форм элементов и структур участков крепления между элементами, и множество изобретений в отношении способов изготовления элементов.
Патентный документ 1 раскрывает изобретение, в котором рабочие характеристики элемента улучшают путем формирования непрерывным образом верхней пластины, вертикальных стенок и наружных фланцев, смежных с верхними линиями ребра, которые обеспечены на концевом участке, в продольном направлении, штампованного изделия, имеющего корытообразную форму в поперечном сечении. Патентный документ 2 раскрывает изобретение, в котором прочность крепления между боковой частью нижнего обвязочного бруса и поперечным элементом пола повышают путем обеспечения отверстия в боковой поверхности на внутренней стороне боковой части нижнего обвязочного бруса и приваривания друг к другу усилителя внутренней стороны боковой части нижнего обвязочного бруса и поперечного элемента пола, размещенных внутри боковой части нижнего обвязочного бруса. Патентный документ 3 раскрывает изобретение, в котором прочность крепления между боковой частью нижнего обвязочного бруса и поперечным элементом пола повышают путем открытия внутренней стороны боковой части нижнего обвязочного бруса, без увеличения поперечного сечения, и обеспечения множества участков сварки для крепления с поперечным элементом пола.
ПЕРЕЧЕНЬ ПАТЕНТНЫХ ДОКУМЕНТОВ
Патентный документ 1: JP 2015-74354A.
Патентный документ 2: JP 2996031B.
Патентный документ 3: JP H2-141372A.
Патентный документ 4: JP 5569661B.
Патентный документ 5: JP 2560416B.
Патентный документ 6: JP 2554768B.
Патентный документ 7: JP H7-112219A.
Патентный документ 8: JP H4-118118A.
ТЕХНИЧЕСКАЯ ЗАДАЧА ИЗОБРЕТЕНИЯ
Патентные документы 1-3 были предложены для повышения безопасности при боковом столкновении. Однако ни один из этих Патентных документов не уделяет особого внимания величине угла R вертикальной стенки. Например, в Патентном документе 1 на чертежах показан элемент, имеющий большой угол R вертикальной стенки, в котором участок между фланцем вертикальной стенки и фланцем основания сформирован плавным непрерывным образом. С другой стороны, в Патентном документе 2 угол R вертикальной стенки является относительно небольшим, в отличие от того, который показан на чертежах в Патентном документе 1. В Патентном документе 3 ситуация в окрестности угла R вертикальной стенки является неясной. Кроме того, ни один из этих Патентных документов не описывает размеры угла R вертикальной стенки подробно. Таким образом, углу R вертикальной стенки уделялось мало внимания, и не проводились подробные исследования его влияния на рабочие характеристики элемента.
РЕШЕНИЕ ПРОБЛЕМЫ
Авторы настоящего изобретения провели обширные исследования для решения вышеуказанной проблемы, с учетом таких проблем в обычных технологиях, получили приведенные ниже результаты (A)-(D) и завершили настоящее изобретение.
(A) Длина линии поперечного сечения на концевом участке элемента увеличивается при уменьшении величины (радиуса кривизны) угла R вертикальной стенки. Тем самым рабочие характеристики (характеристики несущей способности) элемента улучшаются в режиме деформации осевого смятия, которая возникает, например, в поперечном элементе пола при боковом столкновении.
(B) В частности, в отношении (A), предпочтительно размер угла R вертикальной стенки задается меньше или равным 13% относительно длины линии поперечного сечения на концевом участке элемента.
(C) Области фланца вертикальной стенки и фланца основания увеличиваются в связи с уменьшением угла R вертикальной стенки. Тем самым количество участков сварки при точечной сварке или длина сварного шва при дуговой сварке или лазерной сварке могут быть увеличены во время крепления к другому элементу, и достигается улучшение рабочих характеристик кузова автомобиля, таких как эффективность крепления между элементами или жесткость.
(D) Зазор, который может образоваться во время крепления к другому элементу, может быть заполнен путем уменьшения угла R вертикальной стенки. Достигается улучшение рабочих характеристик кузова автомобиля, таких как эффективность крепления между элементами или жесткость.
(E) Рабочие характеристики элемента могут быть далее улучшены путем, дополнительно к уменьшению угла R вертикальной стенки, формирования непрерывным образом верхней пластины, вертикальных стенок и наружных фланцев, смежных с верхними линиями ребра, которые обеспечиваются на концевом участке, в продольном направлении, штампованного изделия с корытообразной формой в поперечном сечении.
Настоящее изобретение состоит в следующем.
(1) Элемент включает в себя:
верхнюю пластину;
две противостоящие друг другу вертикальные стенки, обеспеченные на обеих боковых сторонах верхней пластины посредством верхних линий ребра;
фланец верхней пластины, проходящий наружу от элемента посредством линии ребра верхней пластины, расположенной на стороне концевого участка элемента;
два фланца вертикальной стенки, каждый из которых проходит наружу от элемента посредством линии ребра вертикальной стенки, расположенной на стороне концевого участка элемента; и
два фланца основания, каждый из которых является смежным с фланцем вертикальной стенки и проходит наружу от элемента посредством нижней линии ребра, расположенной на концевом участке вертикальной стенки, отличном от концевого участка вертикальной стенки на стороне концевого участка элемента,
при этом фланец вертикальной стенки и фланец основания, смежный с концевым участком фланца вертикальной стенки, непрерывно продолжают друг друга, и
на концевом участке элемента общая сумма ΣR радиусов кривизны угловых участков вертикальных стенок, каждый между нижней линией ребра и линией ребра вертикальной стенки, и общая сумма ΣL ширин верхней пластины и вертикальных стенок на концевом участке элемента удовлетворяют соотношению ΣR/ΣL≤0,13.
(2) Элемент по п. (1), в котором радиус кривизны углового участка вертикальной стенки между нижней линией ребра и линией ребра вертикальной стенки меньше или равен 20 мм.
(3) Элемент по п. (1) или (2), в котором фланец верхней пластины и фланец вертикальной стенки непрерывно продолжают друг друга.
(4) Элемент по любому из пп. (1)-(3), в котором вертикальная стенка имеет форму треугольника, и фланец основания служит также в качестве фланца вертикальной стенки.
(5) Способ изготовления штампованного изделия, основанный на штамповке, причем способ используется для изготовления элемента по любому одному из пп. (1)-(4), при этом способ включает в себя:
первый этап формирования, с использованием загибания кромки со сжатием, по меньшей мере частей фланцев основания и частей фланцев вертикальной стенки, непрерывно продолжающих фланцы основания, по меньшей мере в двух местах заготовки; и
второй этап, следующий за первым этапом, формирования, с использованием загибания кромки с растяжением, фланца верхней пластины и остальных частей фланцев вертикальной стенки, непрерывно продолжающих фланец верхней пластины, по меньшей мере в двух местах между по меньшей мере двумя местами заготовки первого этапа.
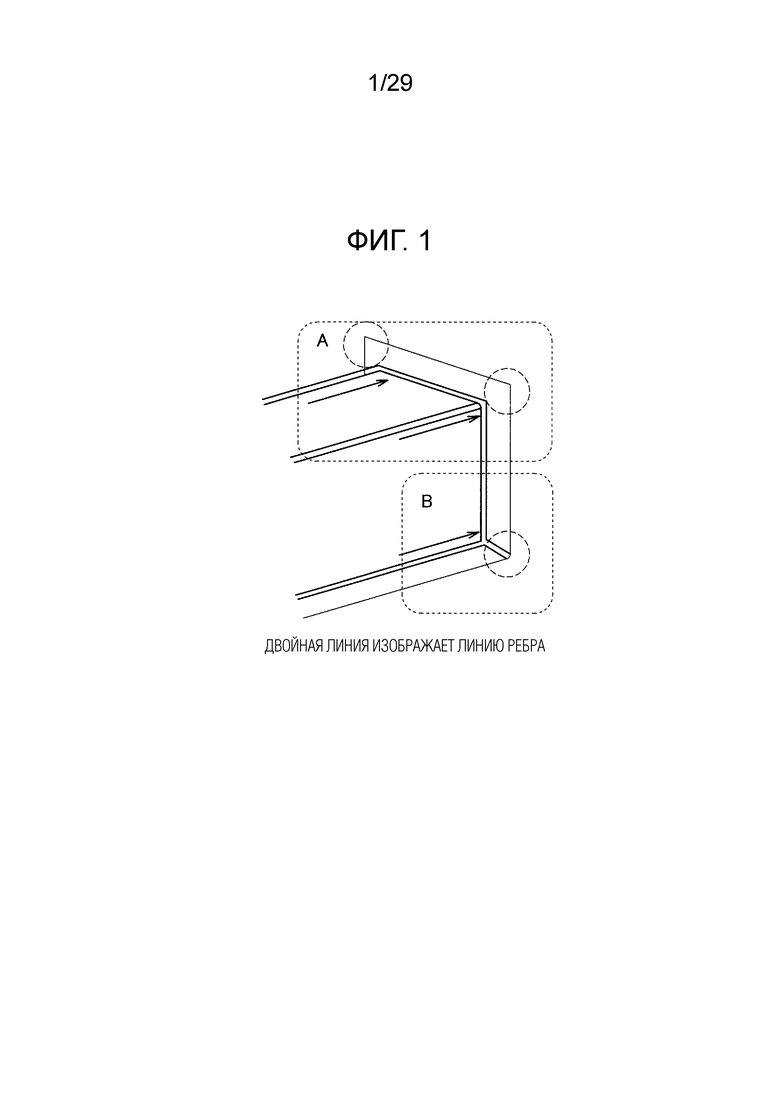
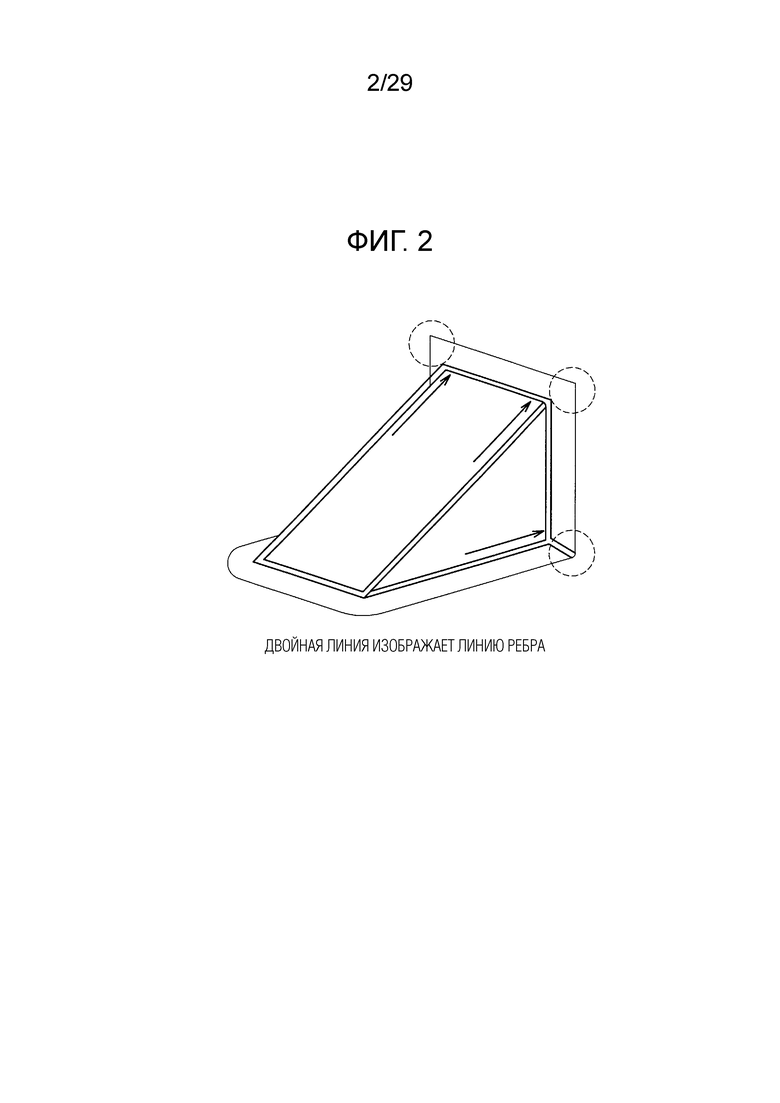
Целью настоящего изобретения является создание элемента, подобного поперечному элементу пола на фиг. 1. Однако элемент, на который направлено настоящее изобретение, не ограничивается поперечным элементом пола, и вертикальная стенка также не ограничивается формой четырехугольника. Например, как показано на фиг. 2, возможно штампованное изделие, в котором вертикальная стенка имеет форму треугольника.
Однако при попытке изготовить элемент путем штамповки участок между фланцем вертикальной стенки и фланцем основания образует участок сжатого фланца, и поэтому возникают складки из-за избыточных толщин стенки. Например, Патентный документ 4 описывает способ изготовления элемента, раскрытого в Патентном документе 1. Однако, когда формование участка сжатого фланца между фланцем вертикальной стенки и фланцем основания выполняют путем штамповки с использованием Патентного документа 4, возникают складки из-за избыточных толщин стенки, так как растяжение не может быть приложено к стальному листу во время штамповки. В результате было необходимо уменьшить возникновение складок путем обеспечения выреза между фланцем вертикальной стенки и фланцем основания или путем задания большого угла R вертикальной стенки, например, величиной 30 мм. Таким образом, даже при креплении поперечного элемента пола к внутренней стороне боковой части нижнего обвязочного бруса посредством фланцев вертикальной стенки, как было описано выше, характеристики несущей способности во время осевого смятия при столкновении или т.п. являются относительно низкими, так как упомянутый выше вырез или зазор, образующийся вследствие большого угла R вертикальной стенки, обязательно существуют в окрестности участка крепления между поперечным элементом пола и боковой частью нижнего обвязочного бруса. Поэтому при формировании наружного фланца необходимо выполнять формование участка сжатого фланца с подавлением при этом возникновения складок на участке сжатого фланца. К настоящему времени было раскрыто множество изобретений, в которых формование участка сжатого фланца выполняют путем штамповки без складок. Например, Патентный документ 5 раскрывает изобретение, в котором возникновение складок предотвращают путем обеспечения конкретной формы для участка сжатого фланца при формировании путем вытяжки прямоугольного чашеобразного изделия, Патентные документы 6 и 7 раскрывают изобретения, в которых для панели крыши, имеющей отверстие для люка крыши, обеспечивают форму для поглощения избыточной линейной длины на участке сжатого фланца, и Патентный документ 8 раскрывает изобретение, в котором возникновение складок подавляют путем выполнения формования с приложением при этом к участку сжатого фланца прижимающего усилия с помощью кулачковой конструкции.
Однако для изобретения, раскрытого в Патентном документе 5, хотя оно может быть реализовано в том случае, когда это не влияет на внешний вид или рабочие характеристики изделия, крепление становится трудным и характеристики передачи нагрузки во время деформации при столкновении ухудшаются, когда упомянутая конкретная форма обеспечивается в месте, которое должно быть соединено с другим компонентом (боковой частью нижнего обвязочного бруса), как, например, в поперечном элементе пола.
Изобретения, раскрытые в Патентных документах 6 и 7, поглощают избыточную линейную длину, которая является причиной складок и избыточных толщин стенки, с помощью предварительно обеспеченной формы с избыточной толщиной стенки. Поэтому изобретения, раскрытые в Патентных документах 6 и 7, не могут быть реализованы в том случае, когда участок с избыточной толщиной стенки препятствует точечной сварке с другим элементом, не говоря уже о том, когда контактная точечная сварка выполняется на этом предварительно обеспеченном участке толщины стенки.
Далее, для изобретения, раскрытого в Патентном документ 8, хотя возможно надежным образом подавить внеплоскостную деформацию, связанную с выпучиванием, отсутствуют изменения в месте, где концентрируется деформация сжатия и увеличивается толщина стенки. Поэтому контакт со штампом будет сильным в месте избыточного увеличения толщины стенки, и срок службы штампа и, соответственно, его производительность снижаются.
Таким образом, в обычных технологиях было невозможным выполнять штамповку без возникновения складок между фланцем вертикальной стенки и фланцем основания, и поэтому было неизбежным ухудшение характеристик передачи нагрузки во время осевого смятия при столкновении или т.п.
Авторы настоящего изобретения провели обширные исследования для решения вышеуказанной проблемы, получили приведенные ниже результаты (A)-(C) и завершили настоящее изобретение.
(A) На первом этапе выполняют формование заготовки с использованием загибания кромки со сжатием при произвольных ограничивающих условиях и формируют соединительные участки, каждый между фланцем вертикальной стенки и фланцем основания, и получают промежуточное формованное изделие.
(B) На втором этапе выполняют штамповку промежуточного формованного изделия, в котором сформированы соединительные участки, каждый между фланцем вертикальной стенки и фланцем основания, и получают штампованное изделие, имеющее желаемую форму в поперечном сечении, включающую в себя верхнюю пластину, вертикальные стенки и фланцы.
(C) На втором этапе, форма, в которой верхняя пластина, вертикальные стенки и наружные фланцы, смежные с верхними линиями ребра, непрерывно продолжают друг друга, может быть получена путем формования с использованием внутреннего опорного элемента, описываемого позднее при рассмотрении второго этапа.
Настоящее изобретение состоит в следующем.
(1) Способ изготовления штампованного компонента, включающий в себя первый этап, на котором выполняют штамповку заготовки, чтобы сформировать упомянутые выше соединительные участки нижнего фланца, с использованием загибания кромки со сжатием, и тем самым получить промежуточное формованное изделие, имеющее по меньшей мере упомянутые выше соединительные участки нижнего фланца, и второй этап, на котором выполняют штамповку промежуточного формованного изделия, чтобы получить упомянутый выше штампованный компонент, имеющий упомянутое выше поперечное сечение.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Настоящее изобретение может обеспечить элемент, который демонстрирует высокую несущую способность на участке крепления, когда элемент используется прикрепленным к другому элементу и принимает нагрузку при столкновении. Кроме того, настоящее изобретение может обеспечить способ изготовления этого элемента путем штамповки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - пояснительный схематический вид, иллюстрирующий концевой участок элемента.
Фиг. 2 - пояснительный схематический вид, иллюстрирующий другой элемент.
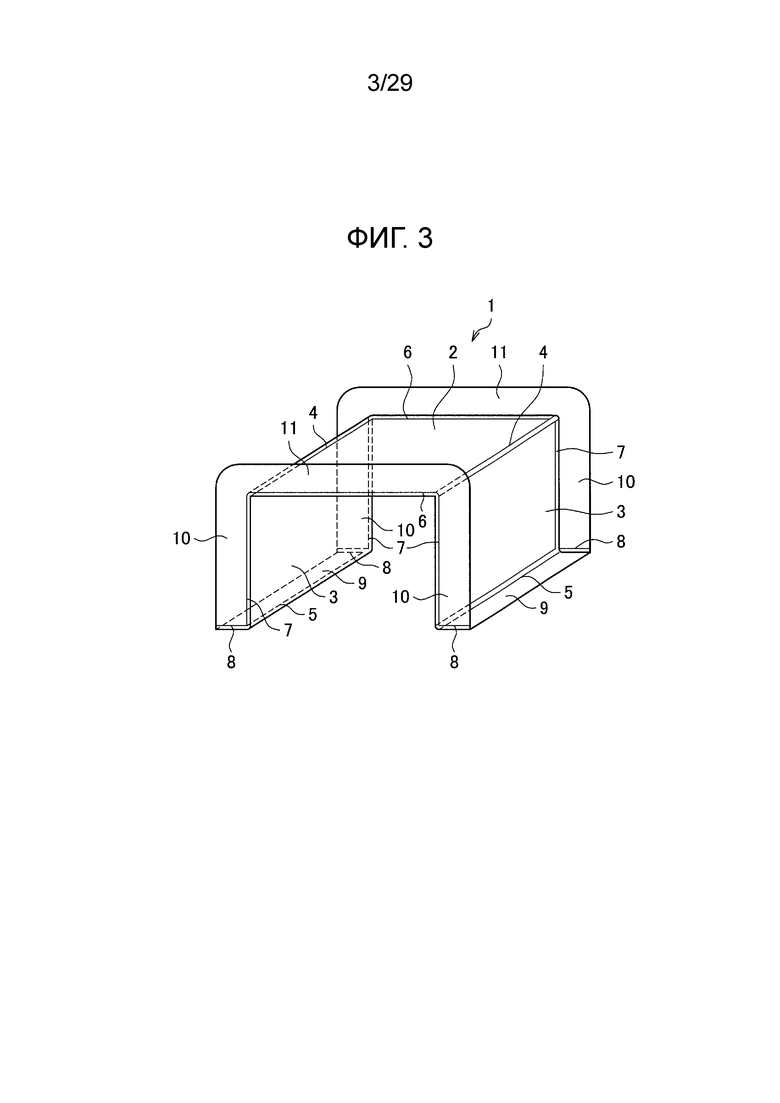
Фиг. 3 - пояснительный схематический вид, иллюстрирующий элемент в соответствии с настоящим изобретением.
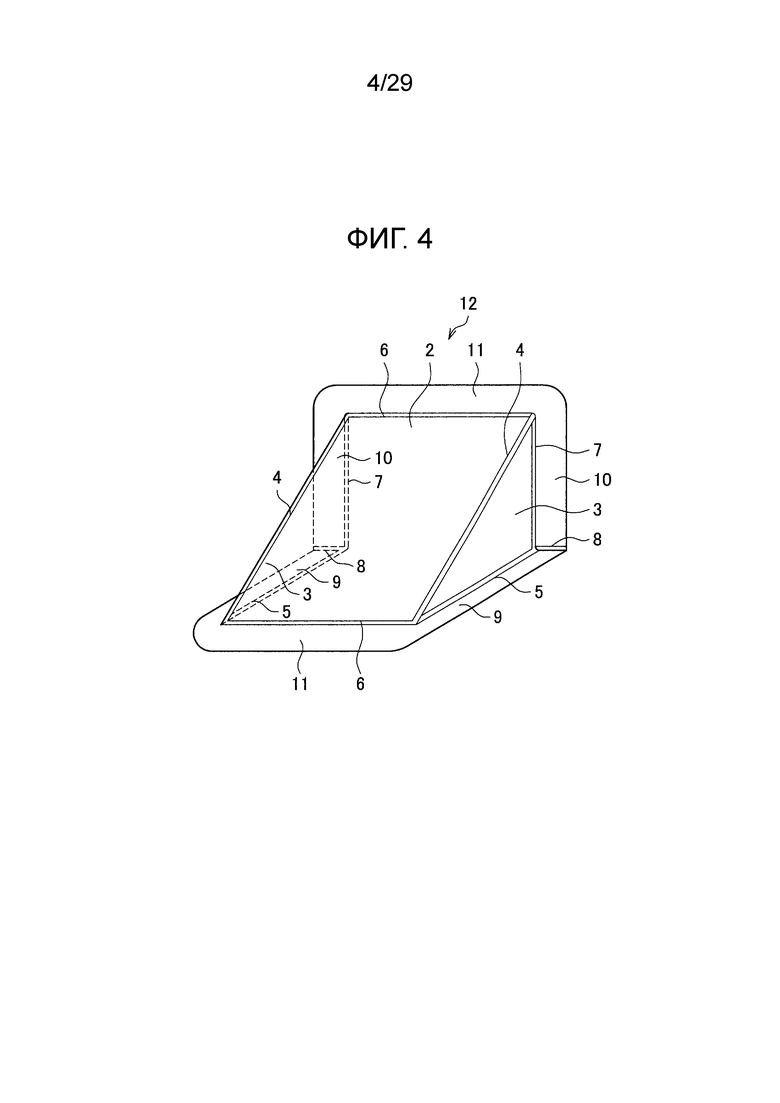
Фиг. 4 - пояснительный схематический вид, иллюстрирующий другой элемент в соответствии с настоящим изобретением.
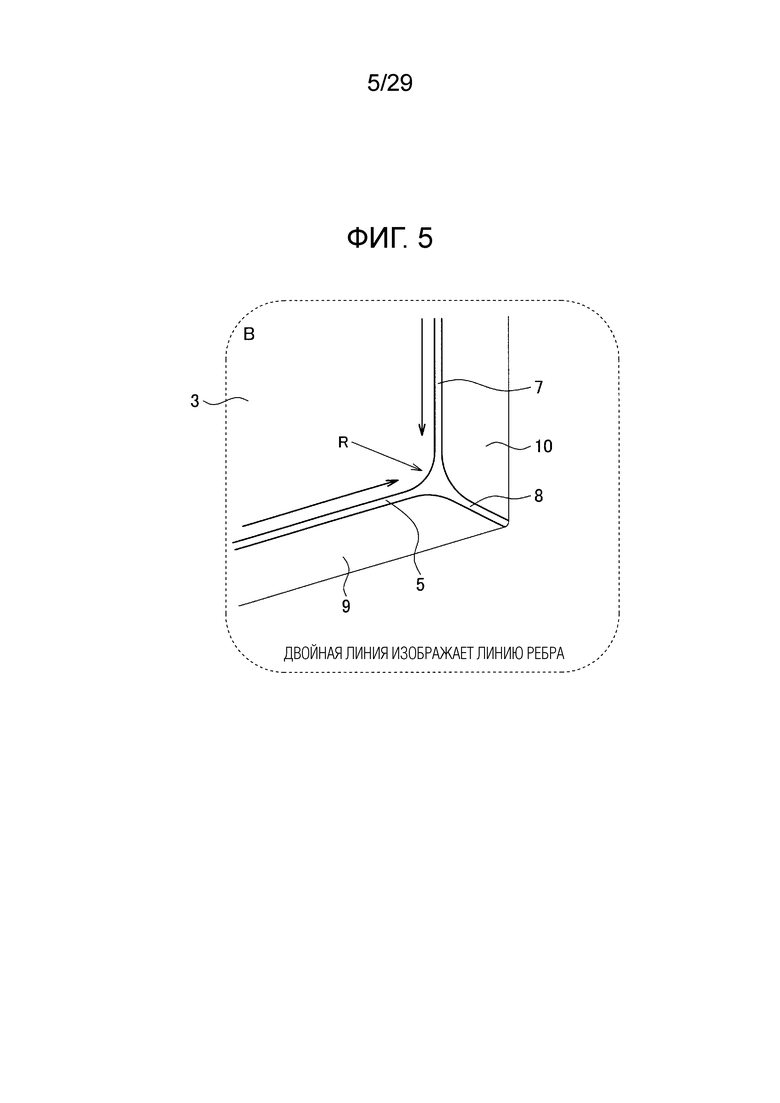
Фиг. 5 - пояснительный схематический вид, иллюстрирующий угловой участок элемента, имеющий высокую прочность.
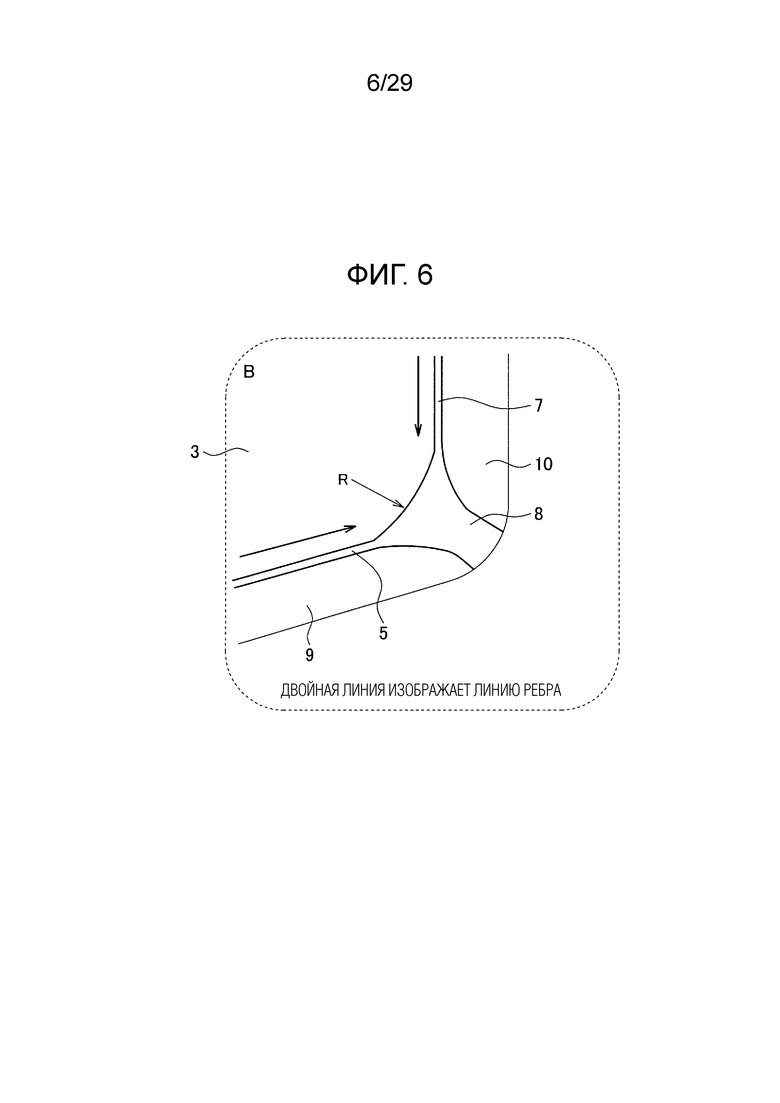
Фиг. 6 - пояснительный схематический вид, иллюстрирующий угловой участок элемента, имеющий низкую прочность.
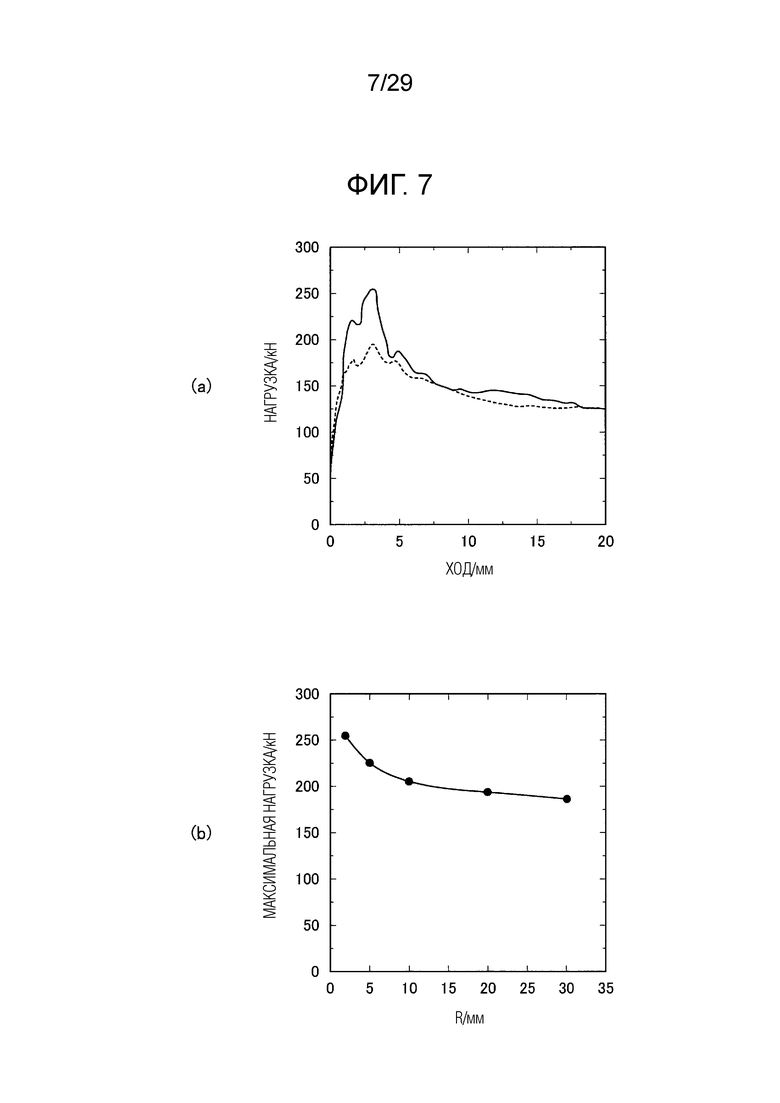
Фиг. 7(a) и фиг. (7b) - графики, иллюстрирующий результаты анализа с помощью компьютерного моделирования влияния радиуса R кривизны (мм) углового участка между нижней линией ребра и линией ребра вертикальной стенки на характеристики осевого смятия в случае, в котором ударная нагрузка прилагается в направлении продолжения верхних линий ребра и тем самым происходит осевое смятие, в состоянии, когда элемент прикреплен к другому элементу посредством наружных фланцев.
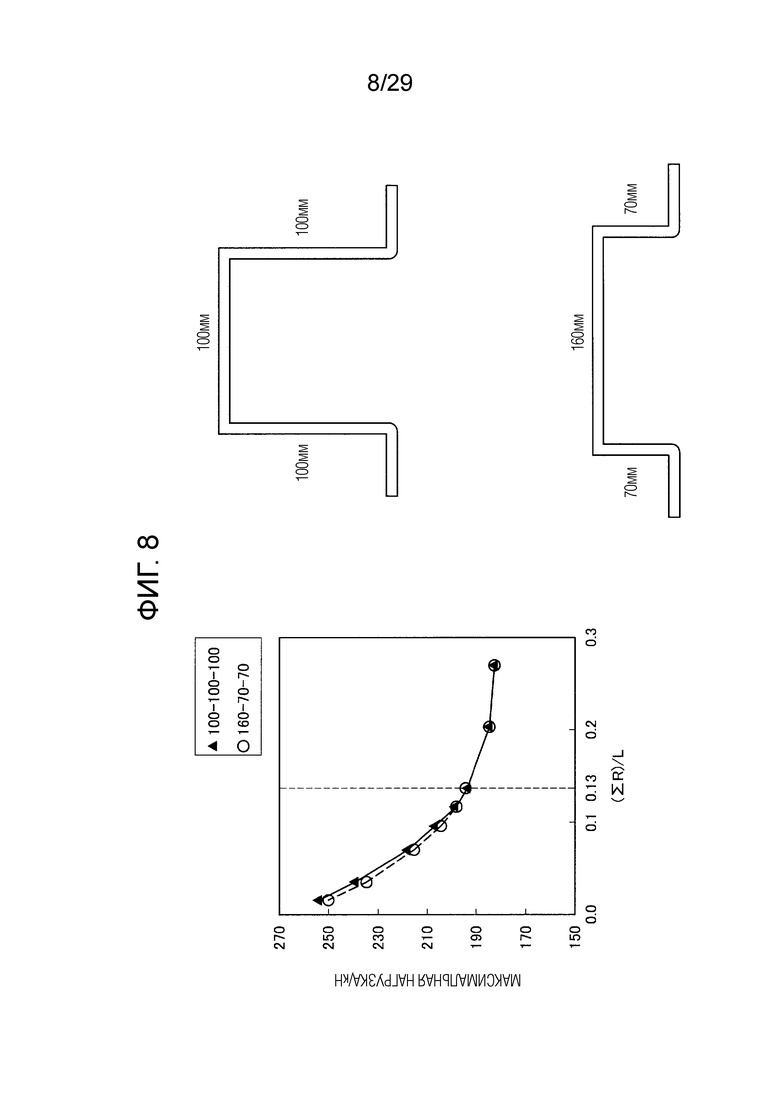
Фиг. 8 - пояснительный схематический вид, иллюстрирующий результаты анализа.
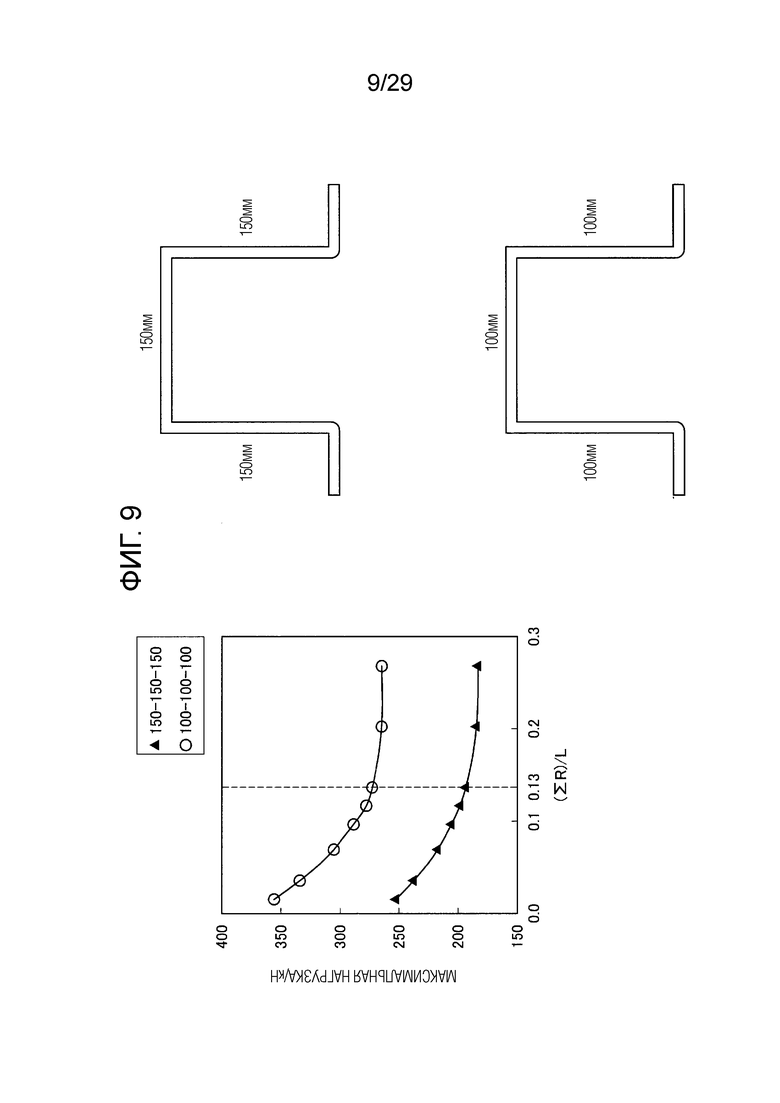
Фиг. 9 - пояснительный схематический вид, иллюстрирующий результаты анализа.
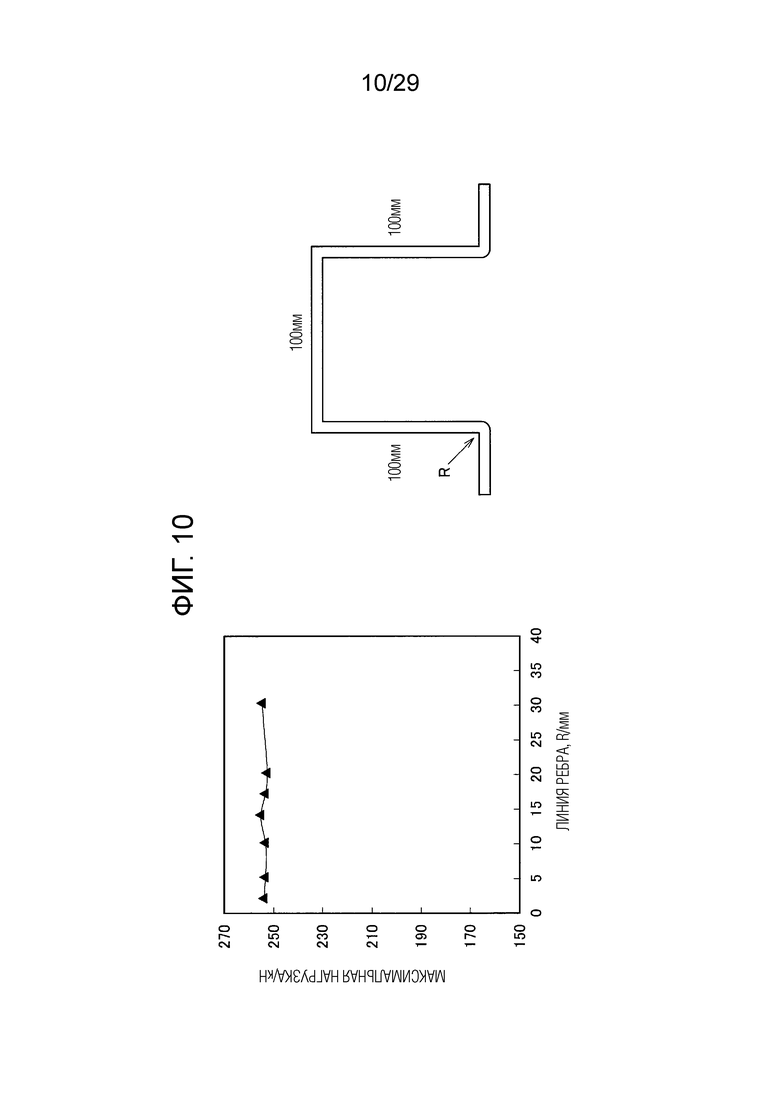
Фиг. 10 - пояснительный схематический вид, иллюстрирующий результаты анализа.
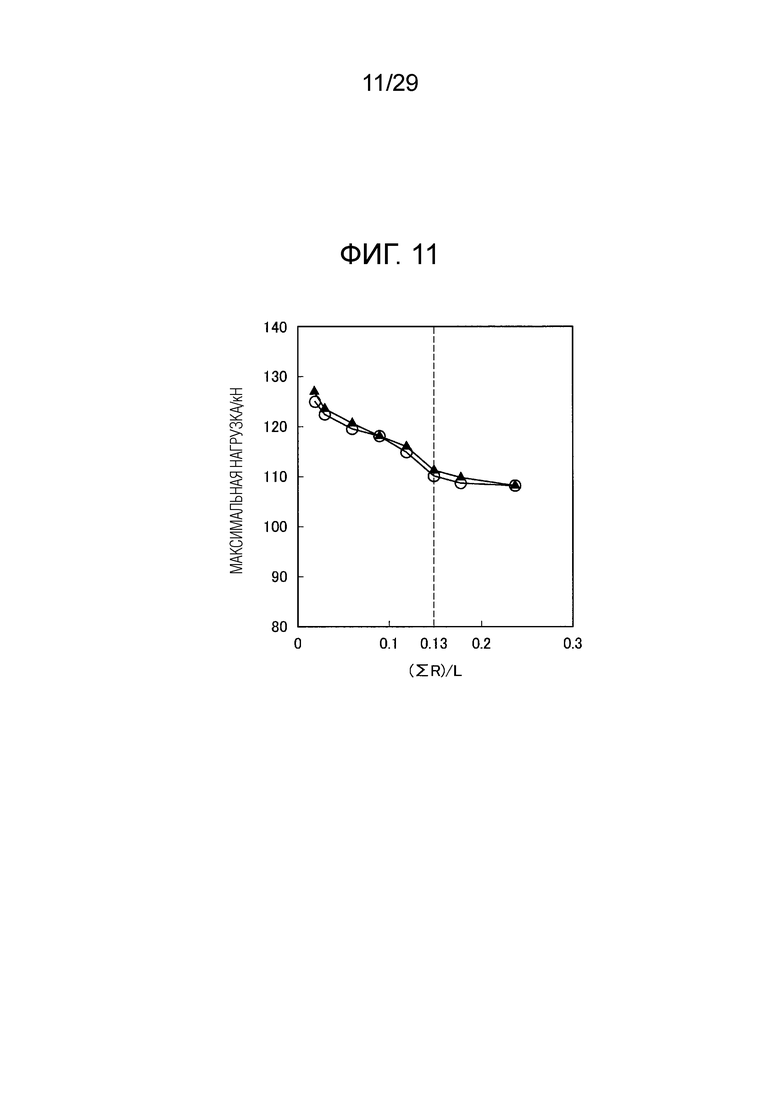
Фиг. 11 - пояснительный схематический вид, иллюстрирующий результаты анализа.
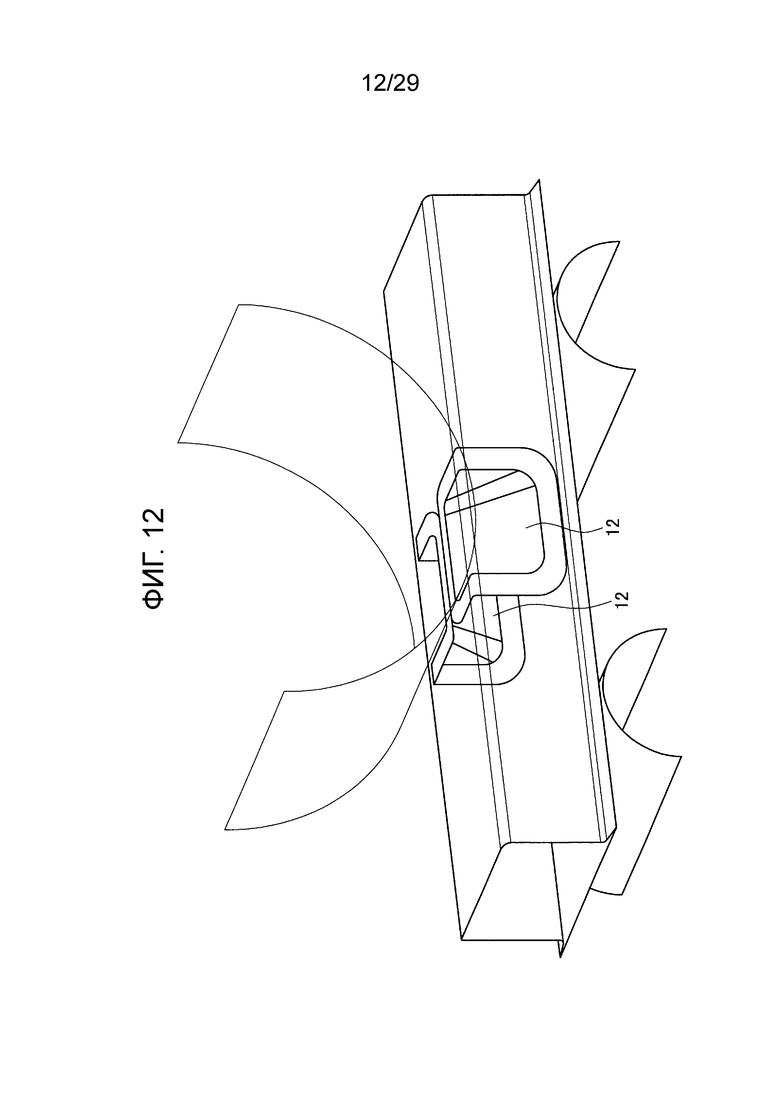
Фиг. 12 - пояснительный схематический вид, иллюстрирующий испытание на удар.
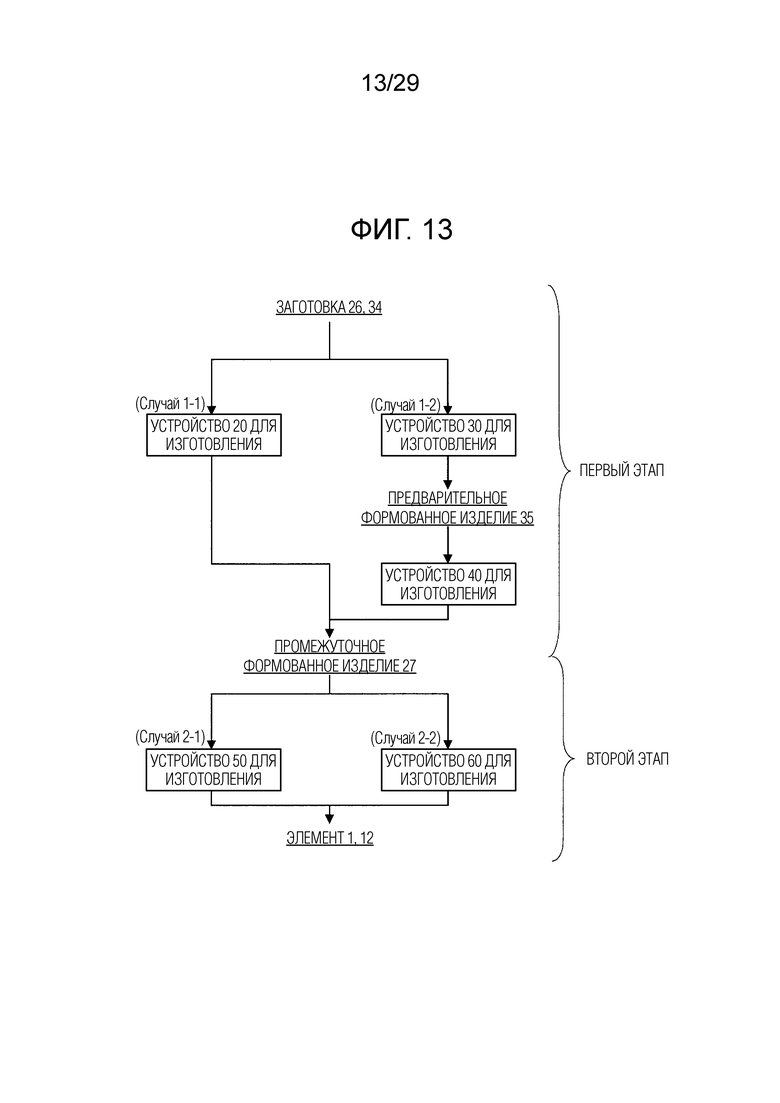
Фиг. 13 - пояснительный схематический вид, иллюстрирующий процесс изготовления, основанный на штамповке.
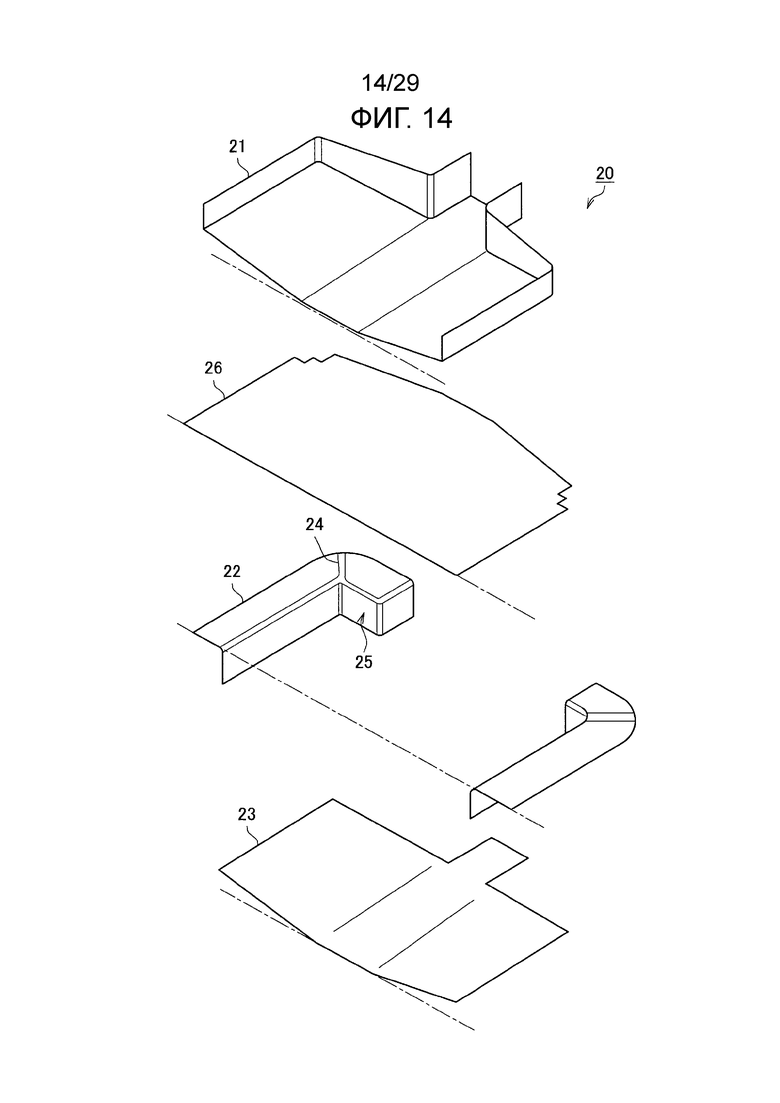
Фиг. 14 - пояснительный схематический вид, иллюстрирующий устройство 20 для изготовления.
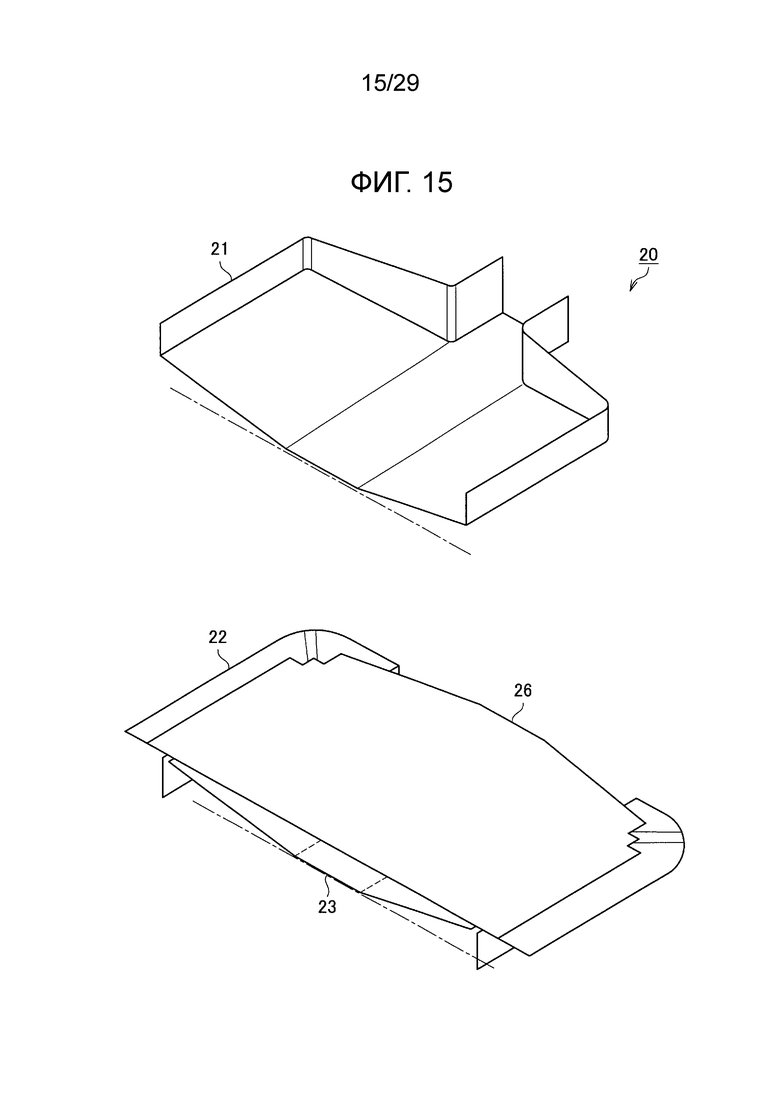
Фиг. 15 - пояснительный схематический вид, иллюстрирующий размещение заготовки перед началом формования в устройстве 20 для изготовления.
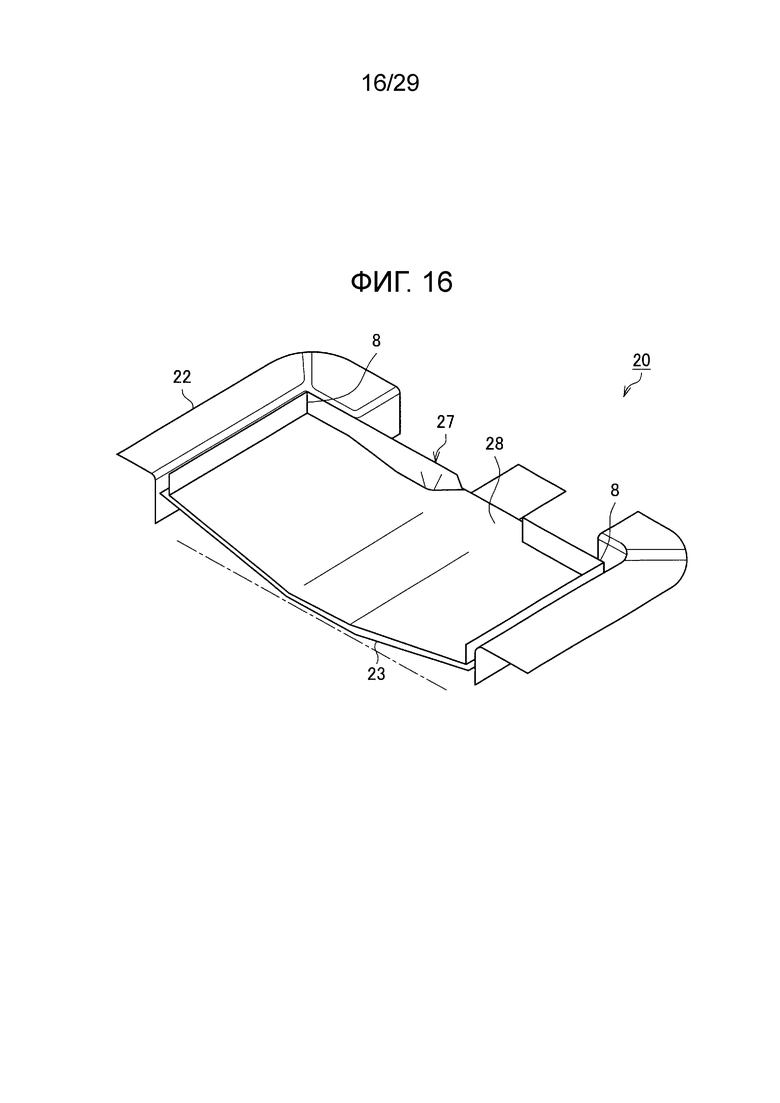
Фиг. 16 - пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 20 для изготовления.
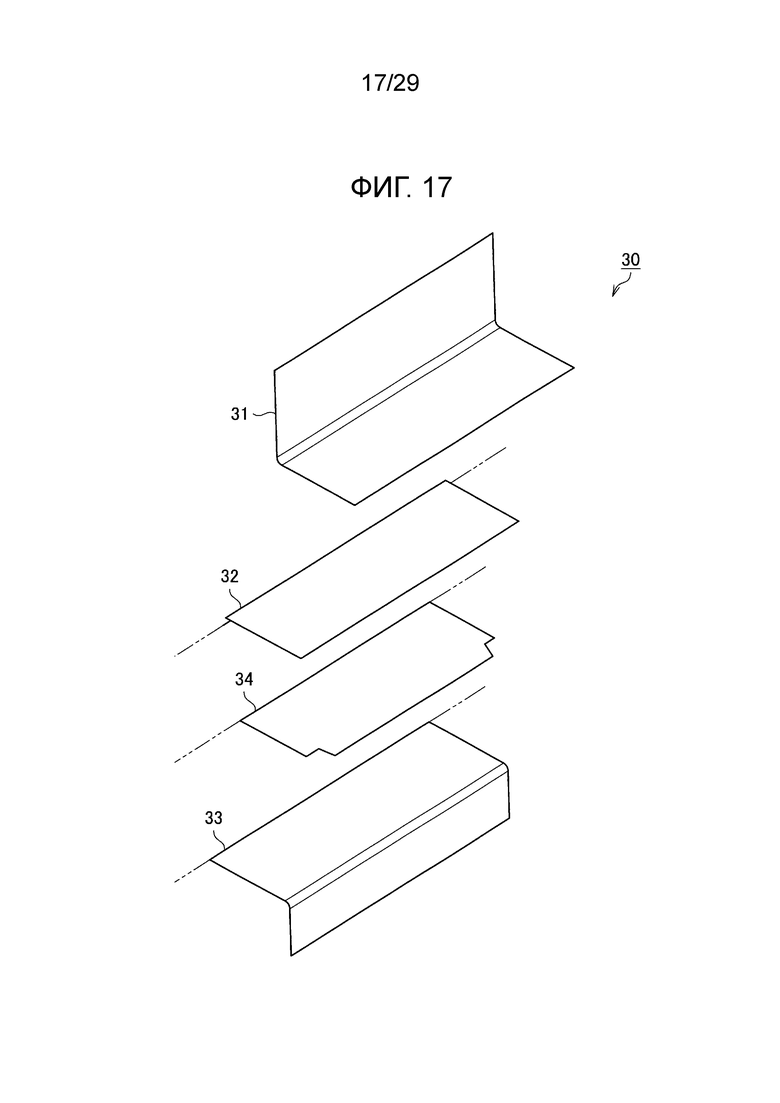
Фиг. 17 - пояснительный схематический вид, иллюстрирующий устройство 30 для изготовления.
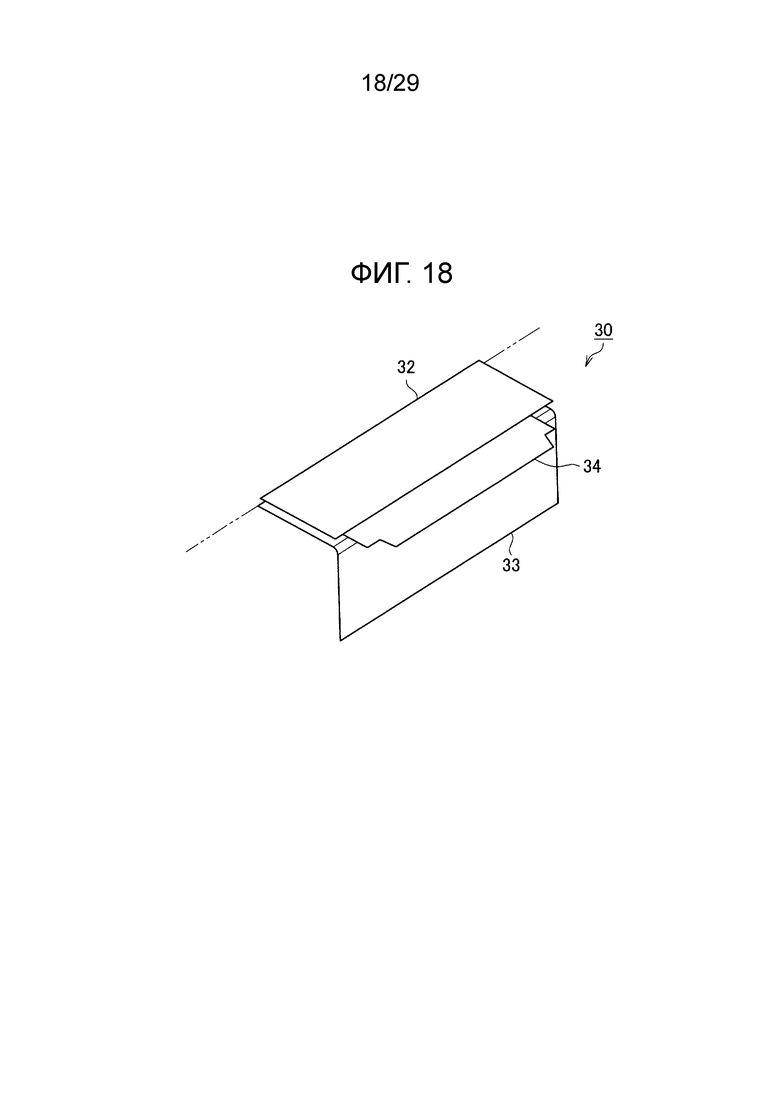
Фиг. 18 - пояснительный схематический вид, иллюстрирующий заготовку перед началом предварительного формования в устройстве 30 для изготовления.
Фиг. 19 - пояснительный схематический вид, иллюстрирующий заготовку после окончания предварительного формования в устройстве 30 для изготовления.
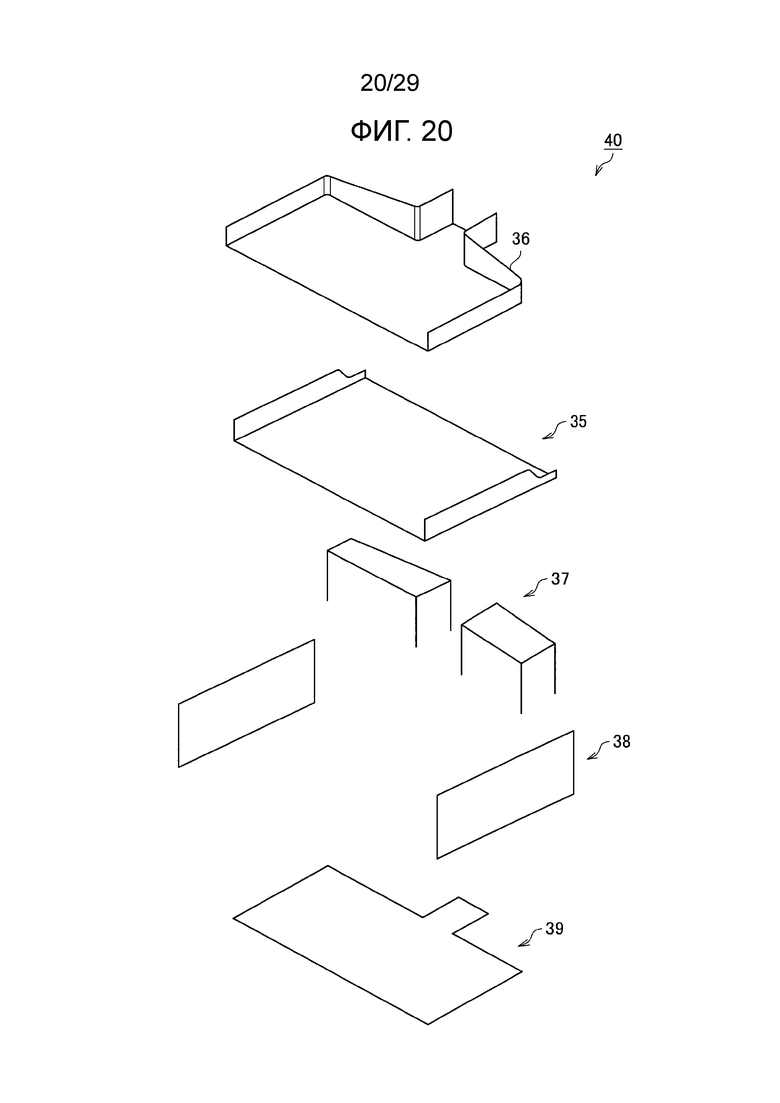
Фиг. 20 - пояснительный схематический вид, иллюстрирующий устройство 40 для изготовления.
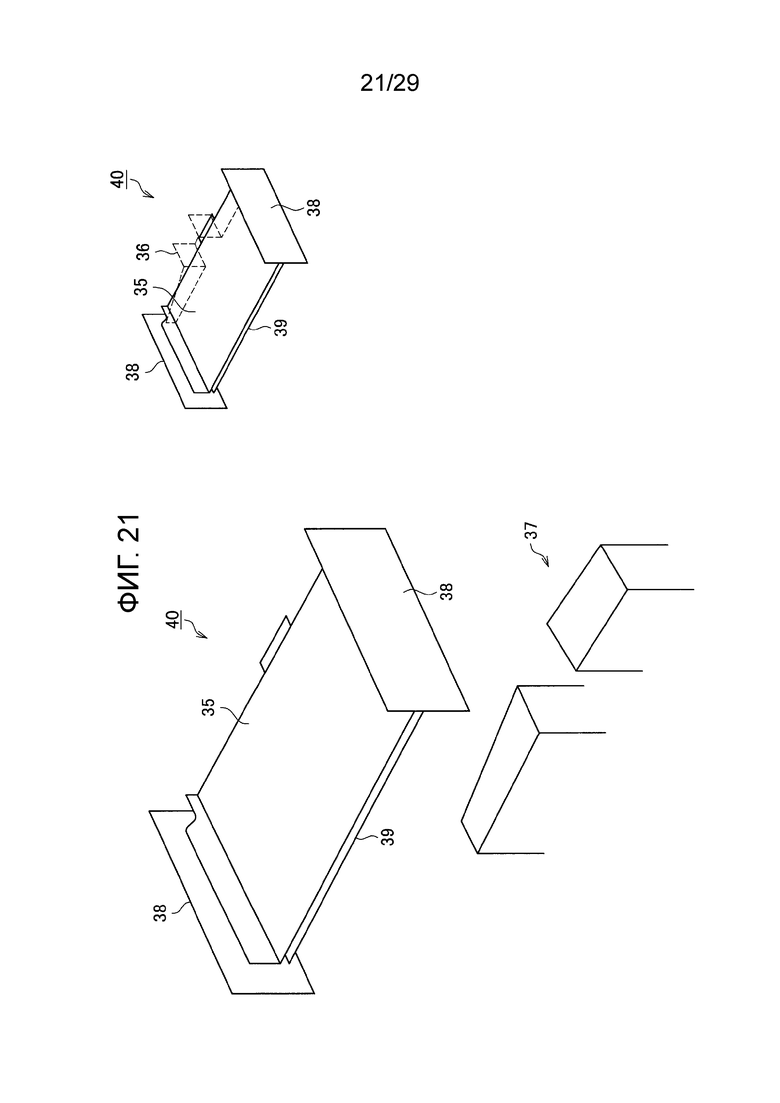
Фиг. 21 - пояснительный схематический вид, иллюстрирующий размещение предварительного формованного изделия перед началом формования в устройстве 40 дли изготовления.
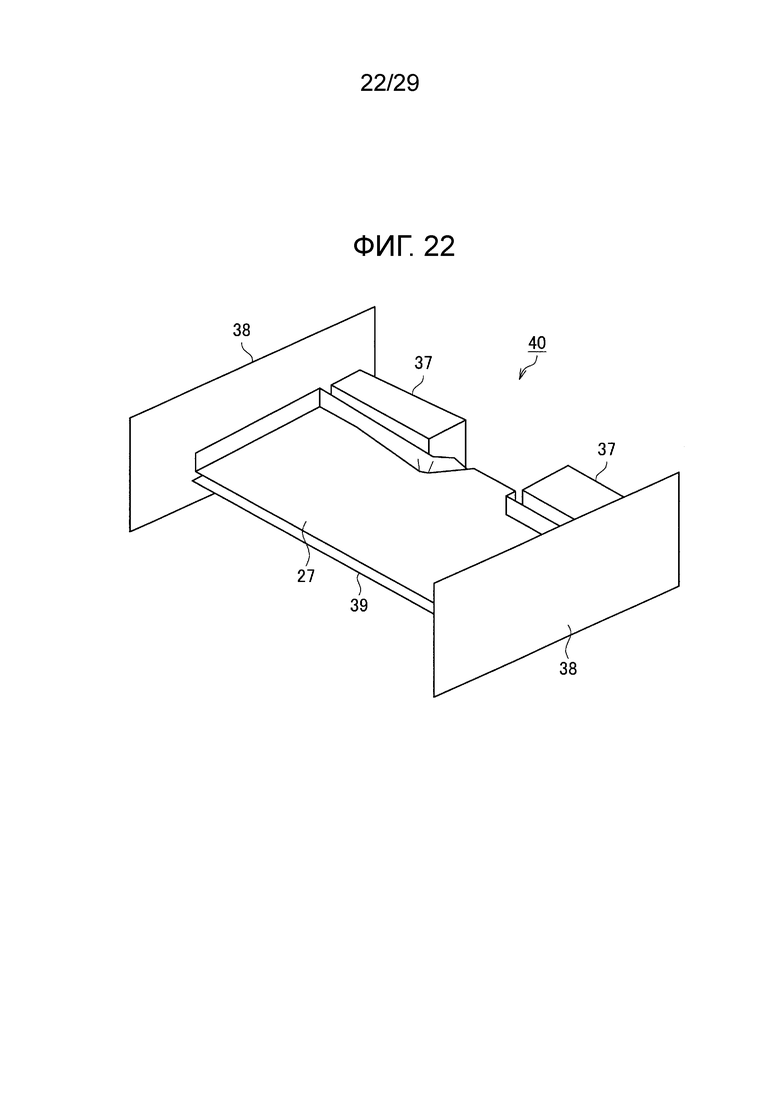
Фиг. 22 - пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 40 для изготовления.
Фиг. 23 - пояснительный схематический вид, иллюстрирующий пример конфигурации устройства для изготовления, с использованием устройства 50 для изготовления.
Фиг. 24 - пояснительный схематический вид, иллюстрирующий ситуацию размещения промежуточного формованного изделия в устройстве 50 для изготовления.
Фиг. 25 - пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 50 для изготовления.
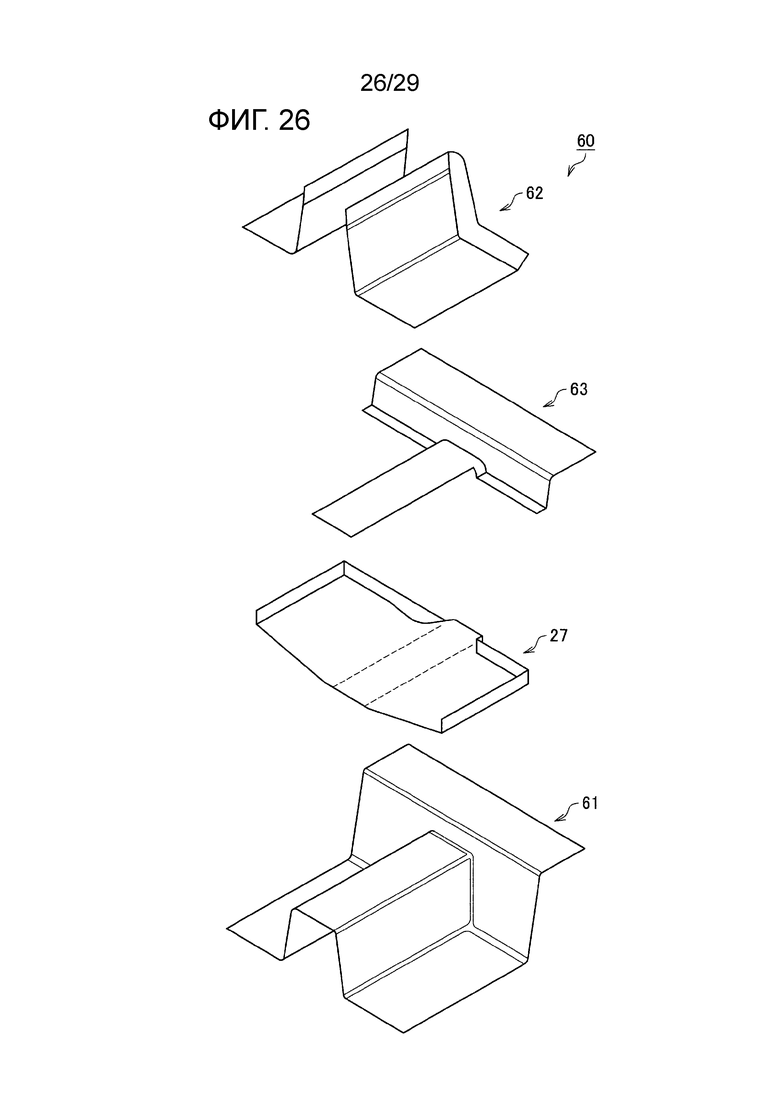
Фиг. 26 - пояснительный схематический вид, иллюстрирующий другой пример конфигурации устройства для изготовления, с использованием устройства 60 для изготовления.
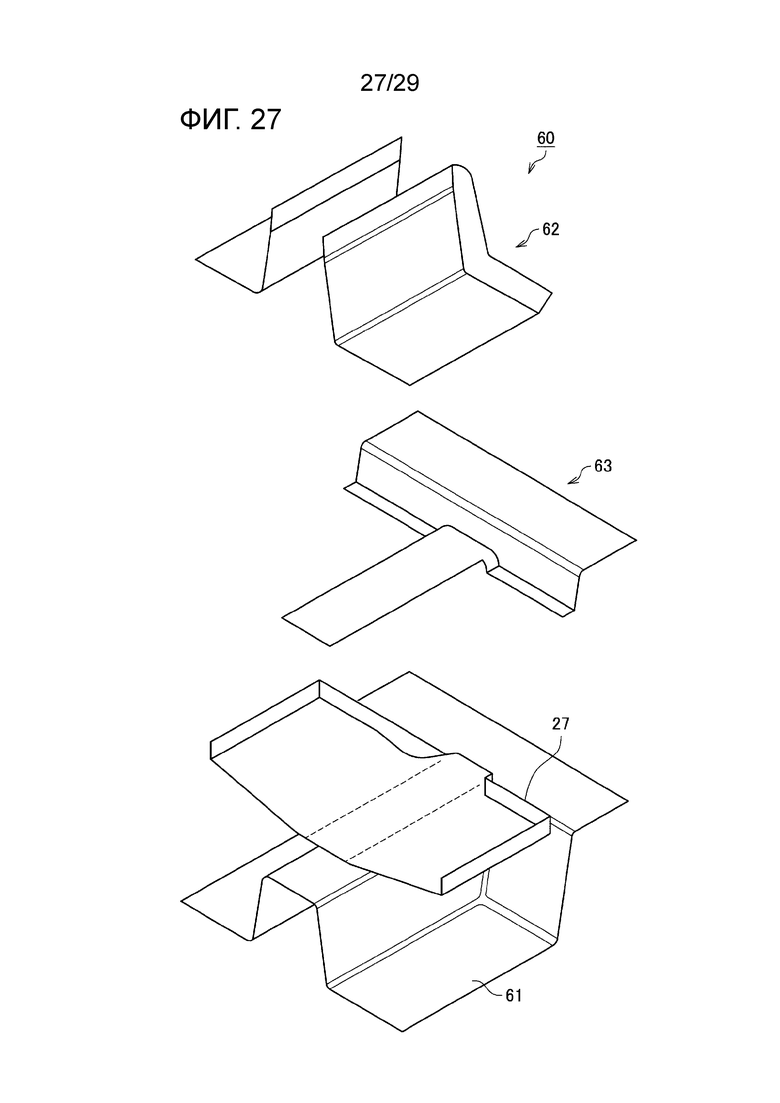
Фиг. 27 - пояснительный схематический вид, иллюстрирующий ситуацию размещения промежуточного формованного изделия в устройстве 60 для изготовления.
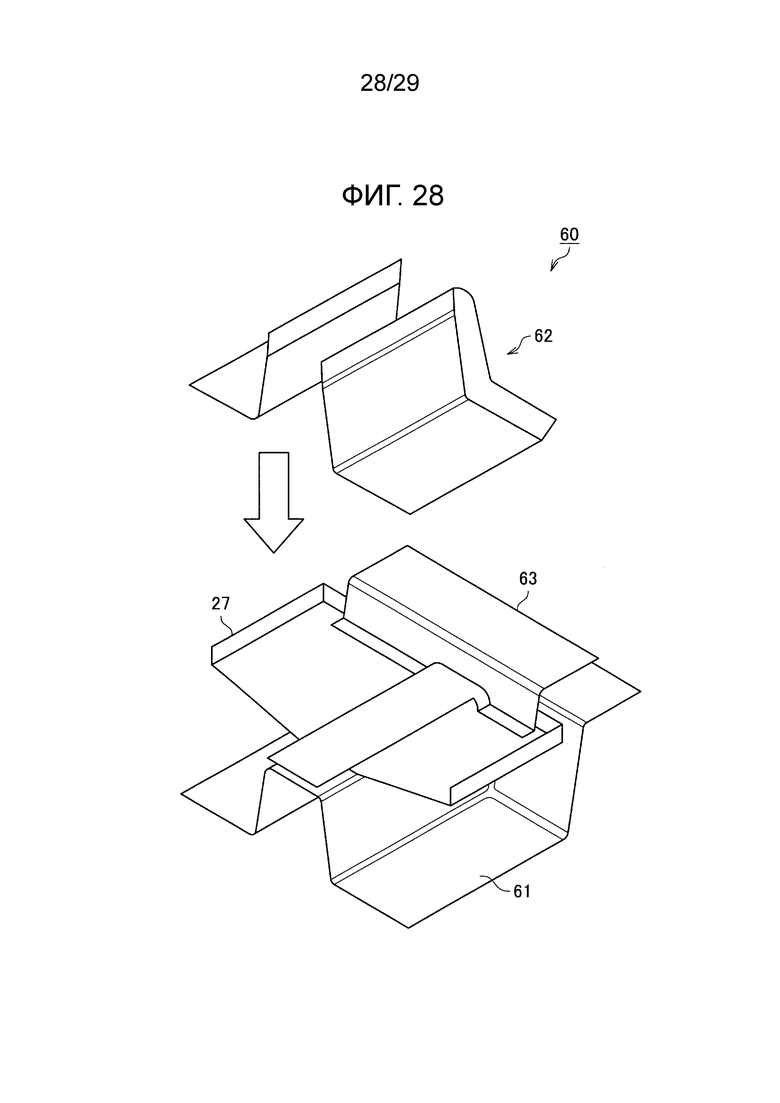
Фиг. 28 - пояснительный схематический вид, иллюстрирующий ситуацию опорного элемента для линии ребра в устройстве 60 для изготовления во время удерживания.
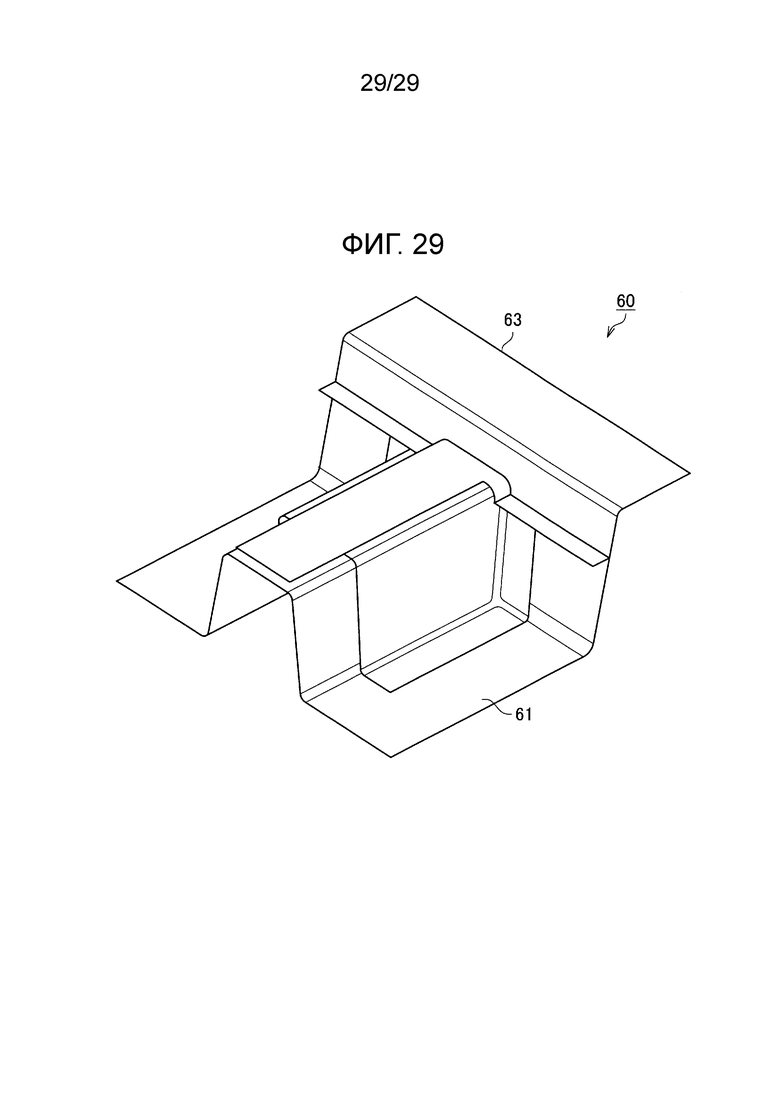
Фиг. 29 - пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 60 для изготовления.
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Далее будут подробно описаны со ссылкой на прилагаемые чертежи предпочтительные варианты воплощения настоящего изобретения. Следует отметить, что в этом описании и на прилагаемых чертежах конструктивные элементы, имеющие по существу одинаковую функцию и структуру, обозначены одинаковыми ссылочными позициями, и повторное описание этих конструктивных элементов будет опущено.
1. Элемент в соответствии с настоящим изобретением
(1) Форма элемента
На фиг. 3 представлен пояснительный схематический вид, иллюстрирующий элемент 1 в соответствии с настоящим изобретением, и на фиг. 4 представлен пояснительный схематический вид, иллюстрирующий другой элемент 12 в соответствии с настоящим изобретением. На чертежах одинарная линия изображает край элемента, двойная линия - линию ребра, и штриховая линия - место, скрытое за элементом.
Элемент 1 на фиг. 3 представляет собой элемент, образованный из листа из высокопрочной стали, в котором предел прочности при растяжении больше или равен 440 МПа, предпочтительно больше или равен 590 МПа, и более предпочтительно больше или равен 980 МПа, и толщина листа больше или равна 0,7 мм и меньше или равна 2,3 мм.
Элемент 1 на фиг. 3 имеет корытообразную форму в поперечном сечении, включающую в себя верхнюю пластину 2, две верхних линии 4 ребра, две противостоящие друг другу вертикальные стенки 3, две нижние линии 5 ребра и два фланца 9 основания.
Каждая из верхних линий 4 ребра располагается между верхней пластиной 2 и вертикальной стенкой 3. Каждая из нижних линий 5 ребра располагается между вертикальной стенкой 3 и фланцем 9 основания.
Элемент 1 включает в себя наружные фланцы на по меньшей мере одних концевых участках верхних линий 4 ребра посредством линий ребра. Фланец 11 верхней пластины проходит наружу от элемента посредством линии 6 ребра верхней пластины, расположенной между концевыми участками верхних линий 4 ребра. Каждый из фланцев 10 вертикальной стенки проходит наружу от элемента посредством линии 7 ребра вертикальной стенки, смежной с линией 6 ребра верхней пластины и расположенной на концевом участке вертикальной стенки 3. Фланец 11 верхней пластины и фланцы 10 вертикальной стенки непрерывно продолжают друг друга, и фланец 11 верхней пластины и фланцы 10 вертикальной стенки образуют наружный фланец.
Также, концевой участок фланца 10 вертикальной стенки и фланец 9 основания непрерывно продолжают друг друга посредством линии 8 ребра фланца. Концевой участок линии 7 ребра вертикальной стенки, концевой участок нижней линии 5 ребра и концевой участок линии 8 ребра фланца соединяются друг с другом в одной точке.
Фланец 11 верхней пластины и фланцы 10 вертикальной стенки могут не продолжать друг друга непрерывно на концевых участках верхних линий 4 ребра. Однако рабочие характеристики элемента улучшаются, когда фланец 11 верхней пластины и фланцы 10 вертикальной стенки непрерывно продолжают друг друга на концевых участках верхних линий 4 ребра. В случае, когда фланец 11 верхней пластины и фланцы 10 вертикальной стенки непрерывно продолжают друг друга, сложность формования увеличивается, и поэтому требуется уделять особое внимание выбору материала, ширины фланца и т.д.
Различие между элементом 12 на фиг. 4 и элементом 1 на фиг. 3 заключается в том, что в элементе 12 вертикальная стенка имеет форму треугольника, и верхняя линия 4 ребра и концевой участок нижней линии 5 ребра соединяются друг с другом на другом концевом участке верхней линии 4 ребра, где отсутствует фланец 10 вертикальной стенки. В результате фланец 11 верхней пластины и фланец 9 основания непрерывно продолжают друг друга на этом другом концевом участке. С другой стороны, так как вертикальная стенка 3 имеет форму треугольника, на этом другом концевом участке присутствуют обе функции, фланца 9 основания и фланца 10 вертикальной стенки. В рассматриваемом варианте воплощения, даже в случае, когда вертикальная стенка 3 имеет форму треугольника, также является допустимой конфигурация, в которой фланец 11 верхней пластины не продолжает непрерывно фланец 9 основания или фланец 10 вертикальной стенки, подобно случаю на фиг. 3, где вертикальная стенка имеет форму четырехугольника. «Вертикальная стенка 3 имеет форму треугольника» означает, что вертикальная стенка 3 включает в себя три угловых участка, т.е. угловой участок, где пересекаются верхняя линия 4 ребра и линия 7 ребра вертикальной стенки, угловой участок, где пересекаются линия 7 ребра вертикальной стенки и нижняя линия 5 ребра, и угловой участок, где пересекаются верхняя линия 4 ребра и нижняя линия 5 ребра. Возможны формы, немного отклоняющиеся от треугольника, три стороны которого образованы прямыми линиями, например, форма, где угловой участок закруглен или линия ребра проходит зигзагообразным образом.
На фиг. 5 иллюстрируется случай, когда прочность участка B на фиг. 1 является высокой. На фиг. 6 иллюстрируется случай, когда прочность участка B на фиг. 1 является низкой. Каждое из поперечных сечений линий ребра является изогнутым между двойными линиями на чертежах. Область, где радиус кривизны поперечного сечения линии ребра является небольшим, указана стрелкой. Сравнивая фиг. 5 и фиг. 6, можно увидеть, что радиус R кривизны углового участка вертикальной стенки 3 между нижней линией 5 ребра и линией 7 ребра вертикальной стенки увеличивается, если концевые участки нижней линии 5 ребра и линии 7 ребра вертикальной стенки являются тупыми (радиусы кривизны изгиба поперечных сечений линий ребра являются большими). Если концевые участки нижней линии 5 ребра и линии 7 ребра вертикальной стенки являются тупыми, то есть радиусы R кривизны являются большими, прочность концевого участка нижней линии 5 ребра и концевого участка линии 7 ребра вертикальной стенки уменьшается, и фланец 10 вертикальной стенки и фланец 9 основания не могут быть прикреплены к другому элементу вплоть до окрестности линии 8 ребра фланца. В результате несущая способность и жесткость элемента уменьшаются.
В элементе в соответствии с настоящим изобретением общая сумма ΣR радиусов кривизны угловых участков вертикальных стенок 3, каждый между нижней линией 5 ребра и линией 7 ребра вертикальной стенки (углов R вертикальной стенки) и общая сумма ΣL длин линии 6 ребра верхней пластины для верхней пластины 2 и линий 7 ребра вертикальной стенки для вертикальных стенок 3 на концевом участке элемента удовлетворяют соотношению ΣR/ΣL≤0,13. Общая сумма ширин верхней пластины 2 и вертикальных стенок 3 на концевом участке элемента представляет собой длину при допущении, что каждый из угловых участков вертикальных стенок 3 и верхней пластины 2 на концевом участке представляет собой «резкий» угловой участок, т.е. угловой участок без закругления (радиус кривизны равен 0).
Когда предполагается, что элемент в соответствии с настоящим изобретением используется в качестве элемента автомобиля, ΣL элемента автомобиля составляет приблизительно 300 мм, и, соответственно, радиус кривизны углового участка вертикальной стенки 3 между нижней линией 5 ребра и линией 7 ребра вертикальной стенки (угол R вертикальной стенки) приблизительно меньше или равен 20 мм.
(2) Эффекты элемента
На фиг. 7(a) и фиг. 7 (b) представлены графики, иллюстрирующие результаты анализа характеристик осевого смятия элемента 1 с помощью компьютерного моделирования. Анализ выполняли с моделью, в которой прилагалась ударная нагрузка в направлении, в котором продолжаются верхние линии 4 ребра, в состоянии, когда элемент 1 был прикреплен к другому элементу (внутренняя сторона боковой части нижнего обвязочного бруса) посредством наружных фланцев (фланцы 10 вертикальной стенки и фланец 11 верхней пластины). На фиг. 7(a) и фиг. 7(b) иллюстрируется влияние радиуса R кривизны (мм) углового участка вертикальной стенки 3 между нижней линией 5 ребра и линией 7 ребра вертикальной стенки (угла R вертикальной стенки) на характеристики осевого смятия во время осевого смятия. На фиг. 7(a) иллюстрируется зависимость между величиной хода смятия в направлении продолжения верхних линий 4 ребра и нагрузкой в случаях, когда радиус R кривизны составляет 2 мм и 20 мм. На фиг. 7(a) сплошной линией показан случай, когда радиус R кривизны составляет 2 мм, и пунктирной линией показан случай, когда радиус R кривизны составляет 20 мм. На фиг. 7(b) иллюстрируется зависимость между радиусом R кривизны и максимальной нагрузкой (несущей способностью). В поперечном сечении элемента 1 общая сумма ΣL ширин верхней пластины 2 и вертикальных стенок 3 на концевом участке элемента составляет 300 мм. Материал был смоделирован с использованием стального листа с пределом прочности при растяжении 980 МПа и толщиной листа 1,2 мм. Так как внимание было сосредоточено на влиянии радиуса R кривизны углового участка вертикальной стенки 3 между нижней линией 5 ребра и линией 7 ребра вертикальной стенки (угла R вертикальной стенки), каждый из других угловых участков верхней пластины 2 и вертикальных стенок 3 моделировался с использованием «резкого» углового участка (радиус кривизны углового участка равен 0).
На графике на фиг. 7(a) можно увидеть, что когда радиус R кривизны меньше, нагрузка, в частности в ранний период столкновения, будет больше, и далее, как показано на графике на фиг. 7(b), максимальная нагрузка (несущая способность) становится выше, когда радиус R кривизны становится меньше. Таким образом, элемент 1 может улучшить характеристики передачи нагрузки (рабочие характеристики при столкновении) во время осевого смятия при столкновении или т.п., когда радиус R кривизны (мм) углового участка вертикальной стенки 3 между нижней линией 5 ребра и линией 7 ребра вертикальной стенки (угол R вертикальной стенки) становится меньше.
На фиг. 8 иллюстрируется сравнение несущей способности (максимальной нагрузки), когда в элементе 1 на фиг. 3 изменяли высоту вертикальной стенки 3 и ширину верхней пластины 2. В обоих случаях общая сумма ΣL ширин верхней пластины 2 и вертикальных стенок 3 на концевом участке элемента составляет 300 мм. Фиг. 8 является результатом анализа, в котором был смоделирован случай, когда ударная нагрузка прилагалась к элементу 1, образованному из материала с пределом прочности при растяжении 980 МПа и толщиной листа 1,2 мм, в направлении, в котором продолжаются верхние линии 4 ребра. Для ΣR/ΣL на горизонтальной оси графика на фиг. 8 изменяли радиус R кривизны углового участка вертикальной стенки 3 между линией 7 ребра вертикальной стенки и нижней линией 5 ребра (угол R вертикальной стенки). Изменяли длины линии 7 ребра вертикальной стенки и линии 6 ребра верхней пластины, и при этом общая сумма ΣL длин линии 7 ребра вертикальной стенки и линии 6 ребра верхней пластины оставалась постоянной, но изменение не наблюдалось с точки зрения улучшения несущей способности при ΣR/ΣL≤0,13.
На фиг. 9 иллюстрируется сравнение несущей способности (максимальной нагрузки), когда в элементе 1 на фиг. 3 изменяли длину линии поперечного сечения без изменения соотношения между длинами линии 7 ребра вертикальной стенки и линии 6 ребра верхней пластины. На фиг. 9 высота вертикальной стенки 3 и ширина верхней пластины 2 являются одинаковыми. Условия анализа на фиг. 9 являются такими же, как и на фиг. 8. Изменяли длину линии поперечного сечения без изменения соотношения между шириной верхней пластины 2 и шириной вертикальной стенки 3 на концевом участке элемента, но изменение не наблюдалось с точки зрения улучшения несущей способности при ΣR/ΣL≤0,13.
На фиг. 10 иллюстрируется результат анализа, в котором в элементе на фиг. 3 изменяли радиусы R кривизны угловых участков вертикальных стенок 3, каждый между линией 7 ребра вертикальной стенки и нижней линией 5 ребра (углы R вертикальной стенки). В модели анализа на фиг. 10 изменяли радиусы R кривизны угловых участков вертикальных стенок 3, каждый между линией 7 ребра вертикальной стенки и нижней линией 5 ребра (углы R вертикальной стенки), и при этом общая сумма ΣL ширин верхней пластины 2 и вертикальных стенок 3 на концевом участке элемента 1 сохранялась величиной 300 мм и соотношение ΣR/ΣL сохранялось равным 0,13. То есть изменяли радиус кривизны для одного угла R вертикальной стенки, и при этом сумма упомянутого одного угла R вертикальной стенки и другого угла R вертикальной стенки оставалась постоянной. Условия анализа на фиг. 10 являются такими же, как и на фиг. 8. На горизонтальной оси на графике на фиг. 10 отображается радиус R кривизны углового участка вертикальной стенки 3 между линией 7 ребра вертикальной стенки и нижней линией 5 ребра (угол R вертикальной стенки). Когда ΣR/ΣL является постоянным, не наблюдалось большого изменения несущей способности, даже когда изменяли радиусы кривизны угловых участков вертикальных стенок 3.
Из результатов на фиг. 8, фиг. 9 и фиг. 10 можно увидеть, что элемент 1 имеет высокую несущую способность (максимальную нагрузку) в случае, когда ΣR/ΣL≤0,13, независимо от формы в поперечном сечении элемента 1.
На фиг. 11 иллюстрируется сравнение максимальной нагрузки, когда изменяли ширину вертикальной стенки 3 и ширину верхней пластины 2 на концевом участке элемента 12 на фиг. 4. В обоих случаях длина L линии поперечного сечения составляет 300 мм. Материал элемента 12 является таким же, что и материал в анализе на фиг. 8. В рассматриваемом анализе был смоделирован случай, когда, как показано на фиг. 12, элемент 12 был размещен в корытообразном элементе, и ударная нагрузка прилагалась со стороны поверхности верхней пластины корытообразного элемента. Таким образом был получен результат, в котором несущая нагрузка улучшалась при ΣR/ΣL≤0,13, подобно фиг. 8.
Для элемента 12 на фиг. 4, анализ на фиг. 12 выполняли также для модели, соответствующей фиг. 9 и фиг. 10, и были получены результаты, подобные результатами элемента 1. То есть элемент 1 на фиг. 3 и элемент 12 на фиг. 4 демонстрируют высокую несущую способность (максимальную нагрузку) в случае, когда ΣR/ΣL≤0,13, независимо от формы фланца 11 (ширина вертикальной стенки 3, ширина верхней пластины 2 или угол R вертикальной стенки на концевом участке элемента).
Хотя элемент 1 на фиг. 3 и элемент 12 на фиг. 4 имеют разную форму, они имеют общий признак - демонстрируют высокую несущую способность (максимальную нагрузку) в случае, когда ΣR/ΣL≤0,13.
2. Устройство для изготовления и способ изготовления элементов 1 и 12
В случае, когда элемент в соответствии с настоящим изобретением (элемент 1 или элемент 12) изготавливают путем штамповки, он может быть изготовлен за два этапа. На первом этапе осуществляют формирование, с использованием загибания кромки со сжатием, фланцев 9 основания и частей фланцев 10 вертикальной стенки, которые непрерывно продолжают соответствующие фланцы 9 основания посредством соответствующих линий 8 ребра фланца. Второй этап выполняют следующим за первым этапом и осуществляют формирование фланца 11 верхней пластины и остальных частей фланцев 10 вертикальной стенки, которые не были сформированы на первом этапе и которые непрерывно продолжают фланец 11 верхней пластины. На фиг. 13 иллюстрируется последовательность этапов в случае, когда элемент в соответствии с настоящим изобретением изготавливают путем штамповки. На первом этапе изготавливают промежуточное формованное изделие 27 из заготовки 26 или 34. Примеры способа изготовления включают в себя Случай 1-1, когда используется устройство 20 для изготовления, и Случай 1-2, когда устройство 30 для изготовления используется, чтобы изготовить предварительное формованное изделие 35, и устройство 40 для изготовления используется, чтобы изготовить промежуточное формованное изделие 27 из предварительного формованного изделия 35, но возможны любые способы. На втором этапе изготавливают элемент 1 или 12 из промежуточного формованного изделия 27. Примеры способа изготовления включают в себя Случай 2-1, когда используется устройство 50 для изготовления, и Случай 2-2, когда используется устройство 60 для изготовления, но возможны любые способы.
(1) Случай 1-1 (первый этап; устройство 20 для изготовления)
Устройство 20 для изготовления выполняет штамповку заготовки 26, чтобы сформировать, с использованием загибания кромки со сжатием, фланцев 9 основания и частей фланцев 10 вертикальной стенки, которые непрерывно продолжают соответствующие фланцы 9 основания посредством соответствующих линий 8 ребра фланца, и получает промежуточное формованное изделие 27.
На фиг. 14 представлен пояснительный схематический вид, иллюстрирующий устройство 20 для изготовления. На фиг. 15 представлен пояснительный схематический вид, иллюстрирующий размещение заготовки 26 перед началом формования в устройстве 20 для изготовления. На фиг. 16 представлен пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 20 для изготовления, на котором не показан пуансон 21 для удобства просмотра чертежа.
Как показано на фиг. 14, устройство 20 для изготовления включает в себя пуансон 21, имеющие выступ матрицы 22 и опорный элемент 23. Имеющие выступ матрицы 22 располагаются напротив пунсона 21. Имеющая выступ матрица 22 включает в себя выполненный за одно целое с ней гибочный инструмент 25, имеющий выступающий участок 24. Гибочный инструмент 25 может быть выполнен отдельным от матрицы 22.
В устройстве 20 для изготовления, как показано на фиг. 14-16, выступающие участки 24 осуществляют прессование участков заготовки 26, соответствующих линиям 8 ребра фланца, раньше, чем осуществляют прессование участки гибочных инструментов 25, отличные от выступающих участков 24, и тем самым выполняют загибание кромки с растяжением, чтобы заставить места, подлежащие формованию в линии 8 ребра фланца, подвергнуться деформации сдвига. Таким образом, устройство 20 для изготовления выполняет формование заготовки 26 в промежуточное формованное изделие 27, включающее в себя линии 8 ребра фланца. Формование части 28 промежуточного формованного изделия 27, подлежащей формованию во фланец 11 верхнего листа, может не выполняться устройством 20 для изготовления.
Далее будут описаны причины, по которым с помощью этого способа подавляется возникновение складок на линии 8 ребра фланца и в ее окрестности.
За счет использования выступающего участка 24 для предварительного прессования по меньшей мере части участка, подлежащего формованию в линию 8 ребра фланца, возникает разница в скорости деформации между подвергнутой предварительному прессованию областью и другими областями. Поэтому факторы для образования области деформации сдвига на участке, подлежащем формованию в линию 8 ребра фланца, могут быть усилены надежным образом.
Другими словами, причина заключается в том, что за счет использования гибочного инструмента 25, включающего в себя выступающий участок 24, фактор деформации линии 8 ребра фланца изменяется с фактора для области деформации сжатого фланца (отношение β деформации (ε2/ε1)<-1; толщина листа (толщина стенки) увеличивается) на фактор для области деформации сдвига (отношение β деформации (ε2/ε1)≈-1; толщина листа не изменяется). Дополнительно, избыточные толщины листа, которые могут возникнуть на линии 8 ребра фланца, выталкиваются наружу в ее окрестность и рассеиваются. Благодаря этому можно эффективным образом подавить возникновение складок, которое может происходить на линии 8 ребра фланца и в ее окрестности, и избыточное увеличение толщины листа.
Прессование посредством выступающего участка 24 предпочтительно осуществляют в позиции центра в направлении периметра линии 8 ребра фланца, но оно может осуществляться в позиции, отличной от позиции центра в направлении периметра линии 8 ребра фланца.
Высота h (мм) выступающего участка 24, обеспеченного на поверхности гибочного инструмента 25, предпочтительно удовлетворяет приведенной ниже Формуле (1) относительно радиуса rf кривизны (мм) изгиба линии 8 ребра фланца, потому что если высота h выступающего участка 24 будет меньше (0,5×rf), эффект от образования области деформации сдвига на линии 8 ребра фланца для подавления увеличения толщины листа будет небольшим, и если высота h будет больше (3,5×rf), возможно повреждение выступающего участка 24.
(0,5×rf)≤h≤(3,5×rf), (1)
Таким образом, на первом этапе устройство 20 для изготовления использует пуансон 21, имеющие выступ матрицы 22 и опорный элемент 23 для формования заготовки 26 в промежуточное формованное изделие 27, путем процесса, в котором выступающие участки 24 осуществляют прессование участков, соответствующих линиям 8 ребра фланца раньше, чем осуществляют прессование участки, отличные от выступающих участков 24.
(2) Случай 1-2 (первый этап; устройство 30 для изготовления и устройство 40 для изготовления)
На фиг. 17 представлен пояснительный схематический вид, иллюстрирующий устройство 30 для изготовления, используемое в Случае 1-2. На фиг. 18 представлен пояснительный схематический вид, иллюстрирующий заготовку 34 перед началом предварительного формования в устройстве 30 для изготовления. На фиг. 19 представлен пояснительный схематический вид, иллюстрирующий предварительное формованное изделие 35, изготовленное путем предварительного формования с использованием устройства 30 для изготовления. Фиг. 17-19 иллюстрируют половину устройства 30 для изготовления. На фиг. 18 и фиг. 19 не показана матрица 31 для удобства просмотра чертежей.
Устройство 30 для изготовления включает в себя матрицы 31, опорные элементы 32 и пуансоны 33, расположенные напротив матриц 31 и опорных элементов 32, и выполняет штамповку заготовки 34, чтобы сформировать участки, соответствующие фланцам 9 основания, и получает предварительное формованное изделие 35.
На фиг. 20 представлен пояснительный схематический вид, иллюстрирующий устройство 40 для изготовления. На фиг. 21 представлен пояснительный схематический вид, иллюстрирующий размещение предварительного формованного изделия 35 перед началом формования в устройстве 40 для изготовления. На фиг. 22 представлен пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 40 для изготовления. На фиг. 21 и фиг. 22 не показан пуансон 36 для удобства просмотра чертежей. На схематическом виде справа вверху на фиг. 21 пуансон 36 показан с помощью пунктирной линии.
Устройство 40 для изготовления выполняет формование предварительного формованного изделия 35 в промежуточное формованное изделие 27. Инструментами, включенными в состав устройства 40 для изготовления, являются пуансон 36, матрицы 37, расположенные напротив пуансона 36, инструменты 38 для подавления внеплоскостной деформации, расположенные в окрестностях участков, соответствующих линиям 8 ребра фланца, и напротив пуансона 36, и опорный элемент 39. В начале формования, с использованием этих инструментов, осуществляют формование участков предварительного формованного изделия 35, соответствующих линиям 8 ребра фланца, при этом предварительное формованное изделие 35 прижимают и удерживают посредством пуансона 36 и опорного элемента 39, и в результате получают промежуточное формованное изделие 27.
Во время штамповки, участки предварительного формованного изделия 35, соответствующие фланцам 9 основания, удерживаются посредством инструментов 38 для подавления внеплоскостной деформации и боковых поверхностей пуансона 36, и тем самым подавляют внеплоскостную деформацию на этих участках во время формования.
Инструменты 38 для подавления внеплоскостной деформации располагаются таким образом, что зазор, получаемый, если необходимо, добавлением некоторого промежутка к толщине листа предварительного формованного изделия 35, обеспечивается от боковой поверхности пуансона 36.
В частности, инструмент 38 для подавления внеплоскостной деформации предпочтительно располагают во время штамповки напротив поверхности участка предварительного формованного изделия 35, соответствующего фланцу 9 основания, таким образом, чтобы обеспечить зазор с предварительно заданным расстоянием x в направлении толщины листа предварительного формованного изделия. В результате можно подавить надежным образом внеплоскостную деформацию участка, соответствующего фланцу 9 основания. Предварительно заданное расстояние x задается с помощью Формулы (2): (1,0×t)≤x<(1,4×t), где t представляет собой толщину листа (мм) предварительного формованного изделия 35, и x представляет собой расстояние (мм).
Дополнительно, толщина листа на линии 8 ребра фланца и в ее окрестности, где толщина листа увеличивается от толщины листа перед штамповкой предварительного формованного изделия 35, не должна превышать, даже на максимуме, 1,5 от толщины листы перед упомянутой выше штамповкой. Для подавления фрикционного износа штампа во время формования предпочтительно обеспечить небольшой зазор. Когда толщина листа является небольшой, возникновение внеплоскостной деформации является значительным. Поэтому предпочтительно, чтобы участок между инструментом 38 для подавления внеплоскостной деформации и пуансоном 36 имел зазор с предварительно заданным расстоянием x в направлении толщины листа предварительного формованного изделия 35. Предварительно заданное расстояние x задается с помощью Формулы (3): (1,03×t)≤x<(1,35×t), где t представляет собой толщину листа (мм) предварительного формованного изделия 35, и x представляет собой расстояние (мм).
Инструмент 38 для подавления внеплоскостной деформации может быть обеспечен на матрице 37, но не ограничивается этим примером. Является достаточным, чтобы инструмент 38 для подавления внеплоскостной деформации был способен удерживать участок предварительного формованного изделия 35, соответствующий фланцу 9 основания. Поэтому позиция установки инструмента 38 для подавления внеплоскостной деформацией не ограничивается конкретной позицией. Кроме того, инструмент 38 для подавления внеплоскостной деформации может располагаться в виде нижней части штампа, не прикрепленной к верхней части штампа.
Таким образом, устройство 30 для изготовления использует опорные элементы 32, матрицы 31 и пуансоны 33 для выполнения штамповки заготовки 26. Тем самым изготавливают предварительное формованное изделие 35, в котором сформированы участки, соответствующие фланцам 9 основания. Затем устройство 40 для изготовления использует пуансон 36, матрицы 37, инструмент 38 для подавления внеплоскостной деформации и опорный элемент 39 для формования участков предварительного формованного изделия 35, соответствующих линиям 8 ребра фланца, и тем самым формируют промежуточное формованное изделие 27.
Хотя это не показано на чертежах, на первом этапе штамповку могут выполнять с обеспечением при этом прижатия заготовки 26 или 34 посредством, вместе с матрицами 22 или 31, держателей для заготовки, расположенных напротив матриц 22 или 31.
(3) Случай 2-1 (второй этап; устройство 50 для изготовления)
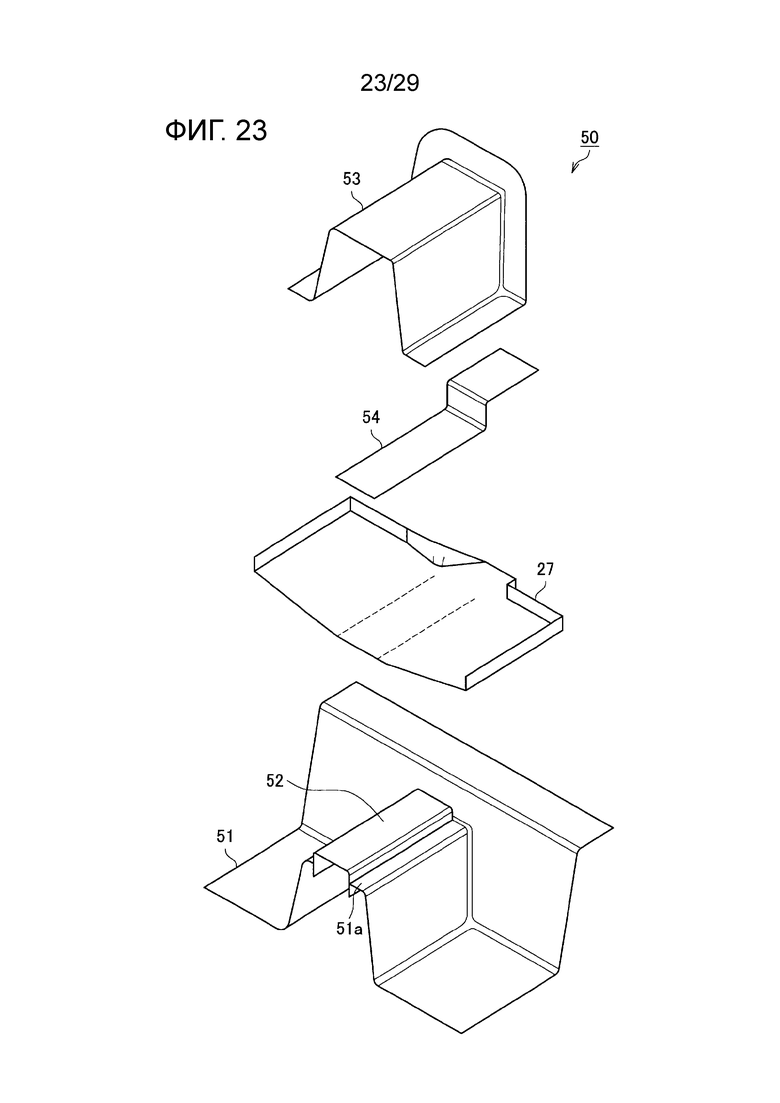
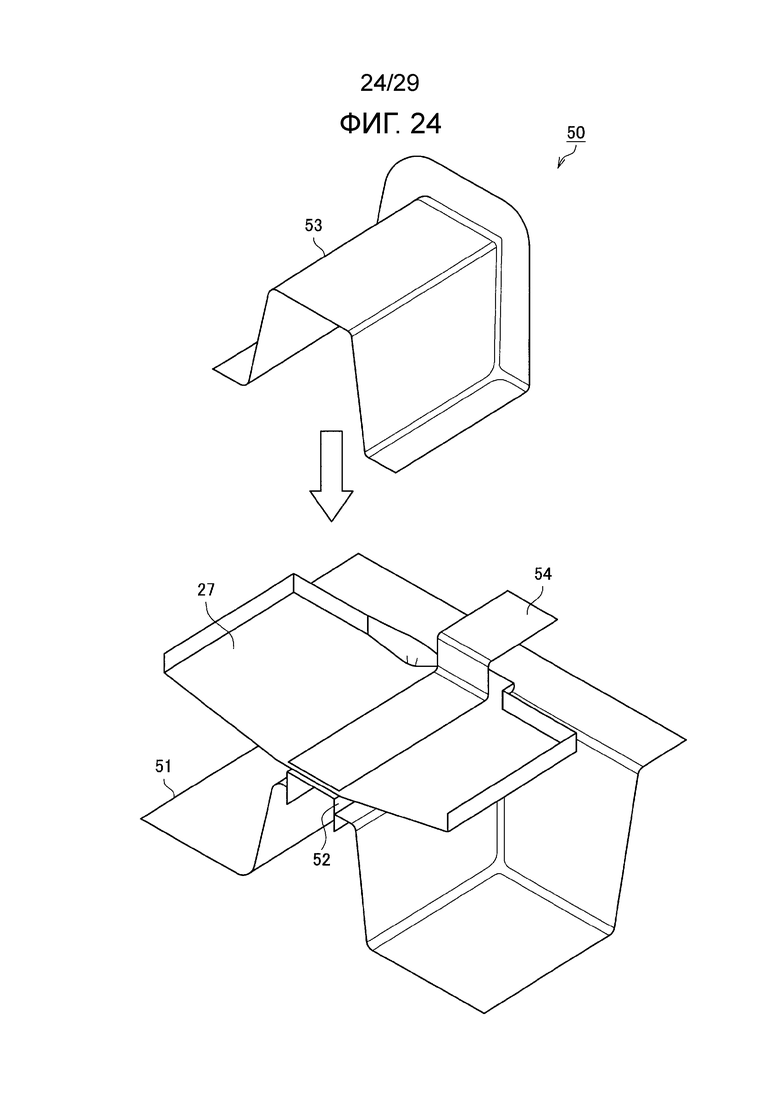
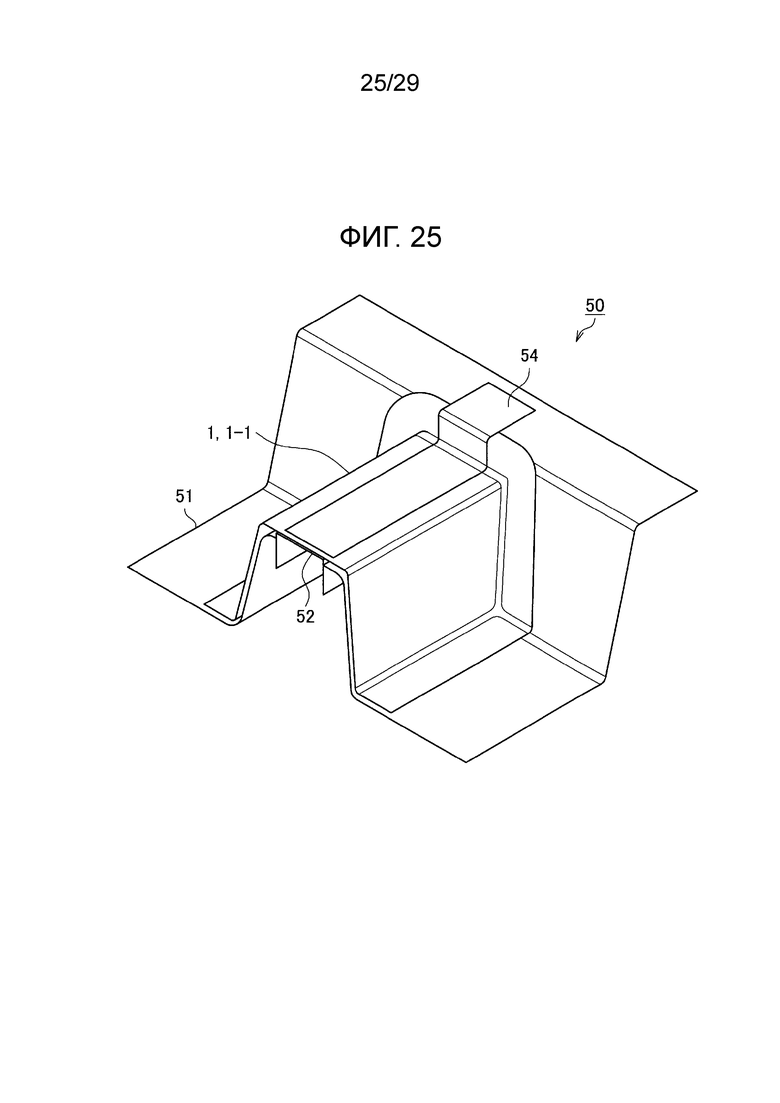
На фиг. 23 представлен пояснительный схематический вид, иллюстрирующий конфигурацию устройства 50 для изготовления. На фиг. 24 представлен пояснительный схематический вид, иллюстрирующий ситуацию размещения промежуточного формованного изделия 27 в устройстве 50 для изготовления. На фиг. 25 представлен пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 50 для изготовления. На фиг. 25 не показана матрица 53.
Как показано на фиг. 23-25, устройство 50 для изготовления включает в себя пуансон 51, включающий в себя внутренний опорный элемент 52, расположенный с возможностью свободно входить в верхний участок 51a пуансона и выходить из него, и матрицу 53, расположенную напротив пуансона 51 и поддерживающую опорный элемент 54 матрицы.
На втором этапе второе устройство 50 для изготовления использует внутренний опорный элемент 52 и опорный элемент 54 матрицы, чтобы начать штамповку, отделяя при этом промежуточное формованное изделие 27 от верхнего участка 51a пуансона. Более подробно, промежуточное формованное изделие 27 располагается между внутренним опорным элементом 52 и опорным элементом 54 матрицы в состоянии, в котором внутренний опорный элемент 52 является выступающим. Затем матрица 53 перемещается вниз, матрица 53 толкает опорный элемент 54 матрицы, опорный элемент 54 матрицы толкает промежуточное формованное изделие 27 и внутренний опорный элемент 52, и формование продвигается вперед. В нижней мертвой точке формования внутренний опорный элемент 52 входит в состояние, в котором он вмещается в пуансон 51. Тем самым могут быть сформированы участки фланцев 10 вертикальной стенки в элементе 1 или 12, которые не были сформированы на первом этапе, фланец 11 верхней пластины и верхние линии 4 ребра.
(4) Случай 2-2 (второй этап; устройство 60 для изготовления)
На фиг. 26 представлен пояснительный схематический вид, иллюстрирующий конфигурацию устройства 60 для изготовления. На фиг. 27 представлен пояснительный схематический вид, иллюстрирующий ситуацию размещения предварительного формованного изделия 27 в устройстве 60 для изготовления. На фиг. 28 представлен пояснительный схематический вид, иллюстрирующий ситуацию опорного элемента 63 для линии ребра в устройстве 60 для изготовления во время удерживания. На фиг. 29 представлен пояснительный схематический вид, иллюстрирующий ситуацию нижней мертвой точки формования в устройстве 60 для изготовления. На фиг. 29 не показаны матрицы 62.
Как показано на фиг. 26-29, второе устройство 60 для изготовления включает в себя пуансон 61, матрицы 62, расположенные напротив пуансона 61, и опорный элемент 63 для линии ребра, который толкает участки, подлежащие формованию, в места, в каждом из которых концевой участок линии 6 ребра верхней пластины, концевой участок верхней линии 4 ребра и концевой участок линии 7 ребра вертикальной стенки соединяются друг с другом.
На втором этапе устройство 60 для изготовления использует опорный элемент 63 для линии ребра для выполнения штамповки. Опорный элемент 63 для линии ребра толкает участки промежуточного формованного изделия 27, подлежащие формованию, в места, в каждом из которых концевой участок линии 6 ребра верхней пластины, концевой участок верхней линии 4 ребра и концевой участок линии 7 ребра вертикальной стенки соединяются друг с другом. Таким образом формируют концевые участки верхних линий 4 ребра, линию 6 ребра верхней пластины и фланец 11 верхней пластины. Затем матрицы 62 перемещаются в направлении пуансона 61, и в промежуточном формованном изделии 27 формируют верхние линии 4 ребра. Таким образом получают элемент 1 или 12. Тем самым могут быть сформированы участки фланцев 10 вертикальной стенки в элементе 1 или 12, которые не были сформированы на первом этапе, фланец 11 верхней пластины и верхние линии 4 ребра.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - элемент
2 - верхняя пластина
3 - вертикальная стенка
4 - верхняя линия ребра
5 - нижняя линия ребра
6 - линия ребра верхней пластины
7 - линия ребра вертикальной стенки
8 - линия ребра фланца
9 - фланец основания
10 - фланец вертикальной стенки
11 - фланец верхней пластины
12 - элемент (вертикальная стенка имеет форму треугольника)
26 - развернутая заготовка
27 - промежуточное формованное изделие

Изобретение относится к области обработки металлов давлением при изготовлении штамповкой компонента кузова автомобиля. Компонент содержит верхнюю пластину, верхние ребра, вертикальные стенки, нижние ребра и фланцы основания. При этом фланец вертикальной стенки и смежный с его концевым участком фланец основания выполнены непрерывно продолжающимися. На первом этапе осуществляют штамповку заготовки для формирования промежуточного формованного изделия. На втором этапе осуществляют штамповку промежуточного формованного изделия с формированием компонента. Повышается несущая способность и жесткость штампованного компонента при его прикреплении к другому элементу. 2 н. и 3 з.п. ф-лы, 30 ил.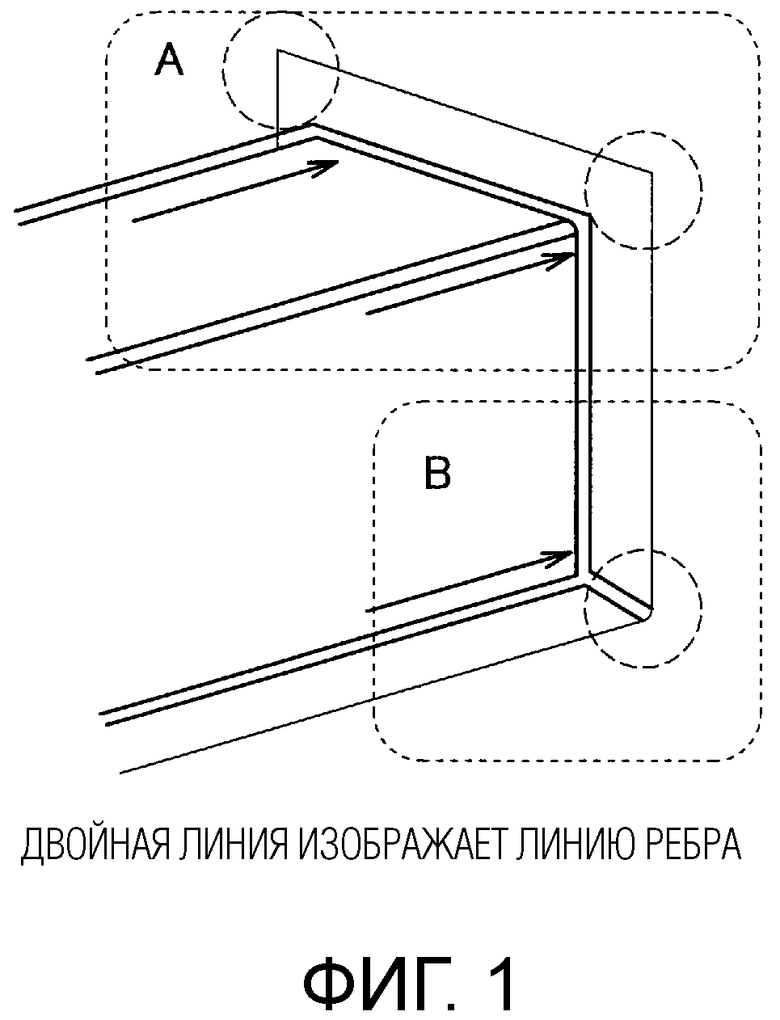
1. Штампованный компонент кузова автомобиля, содержащий:
верхнюю пластину;
две противостоящие друг другу вертикальные стенки, обеспеченные на обеих боковых сторонах верхней пластины посредством верхних линий ребра;
фланец верхней пластины, проходящий наружу от компонента посредством линии ребра верхней пластины, расположенной на стороне концевого участка компонента;
два фланца вертикальной стенки, каждый из которых проходит наружу от компонента посредством линии ребра вертикальной стенки, расположенной на стороне концевого участка компонента; и
два фланца основания, каждый из которых является смежным с фланцем вертикальной стенки и проходит наружу от компонента посредством нижней линии ребра, расположенной на концевом участке вертикальной стенки, отличном от концевого участка вертикальной стенки на стороне концевого участка компонента,
при этом фланец вертикальной стенки и фланец основания, смежный с концевым участком фланца вертикальной стенки, непрерывно продолжают друг друга, и
на концевом участке компонента общая сумма ΣR радиусов кривизны угловых участков вертикальных стенок, каждый между нижней линией ребра и линией ребра вертикальной стенки, и общая сумма ΣL ширин верхней пластины и вертикальных стенок на концевом участке компонента удовлетворяют отношению ΣR/ΣL≤0,13.
2. Компонент по п. 1, в котором радиус кривизны углового участка вертикальной стенки между нижней линией ребра и линией ребра вертикальной стенки меньше или равен 20 мм.
3. Компонент по п. 1, в котором фланец верхней пластины и фланец вертикальной стенки непрерывно продолжают друг друга.
4. Компонент по п. 1, в котором вертикальная стенка имеет форму треугольника и фланец основания служит также в качестве фланца вертикальной стенки.
5. Способ изготовления штампованного компонента кузова автомобиля по любому из пп.1-4, включающий:
первый этап формирования, с использованием загибания кромки со сжатием, по меньшей мере частей фланцев основания и частей фланцев вертикальной стенки, непрерывно продолжающих фланцы основания, в по меньшей мере двух местах заготовки; и
второй этап, следующий за первым этапом, формирования, с использованием загибания кромки с растяжением, фланца верхней пластины и остальных частей фланцев вертикальной стенки, непрерывно продолжающих фланец верхней пластины, в по меньшей мере двух местах между по меньшей мере двумя местами заготовки первого этапа.
| Гибочный штамп для изготовления скоб с отогнутыми полками | 1978 |
|
SU759177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |
| ВЕТРЯНАЯ ЭЛЕКТРОСТАНЦИЯ ПАРУСНАЯ-2 (ВЭПГ - 2) | 1995 |
|
RU2114317C1 |

