ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу и устройству для изготовления штампованного изделия, используемого в автомобилях, различных транспортных средствах, не относящихся к автомобилям, бытовых приборах, судах, архитектурных материалах и т.п.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[0002] Например, кузов автомобиля включает различные конструктивные элементы (например, элементы поперечины пола, боковые пороги, боковые стойки и т.д.). Штампованные изделия, которые используют в качестве исходного материала металлические листы, такие как стальные листы, широко используются в конструктивных элементах. Благодаря преимуществам по сравнению с разрушением материала, способности фиксации формы и стоимости изготовления во время штамповки, во многих случаях штампованное изделие получается посредством выполнения штамповки на металлический лист посредством гибочного формования. Штампованное изделие имеет, например, канальную форму сечения или корытообразную форму сечения. Штампованное изделие, имеющее канальное сечение, включает верхнюю панельную часть и пару вертикальных стеночных частей, продолжающихся от верхней панельной части. Штампованное изделие, имеющее корытообразное сечение дополнительно включает пару фланцевых частей, продолжающихся от соответствующих вертикальных стеночных частей.
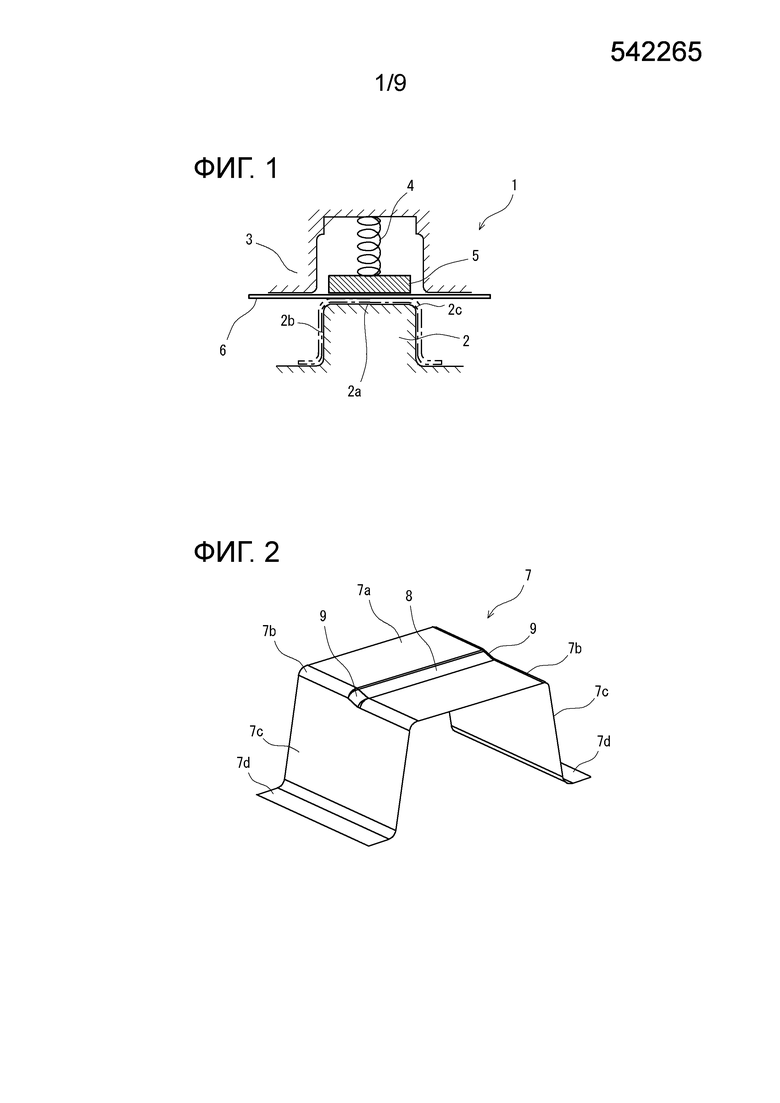
[0003] Фиг.1 представляет собой иллюстрацию, схематично показывающую пример конфигурации устройства штамповки, которое выполняет общее гибочное формование. Как представлено на фиг.1, устройство 1 штамповки представляет собой устройство для изготовления штампованного изделия, имеющего канальное сечение или корытообразное сечение. Фиг. 1 иллюстрирует случай изготовления штампованного изделия, имеющего корытообразное сечение (смотри пунктирную линию на фиг.1). Устройство 1 штамповки включает пуансон 2 в качестве нижней части штампа, и включает матрицу 3 и подушку 5, которые соединены с пуансоном 2, в качестве верхней части штампа. Подушка 5 поддерживается матрицей 3 или посредством держателя матрицы или ползуна, выполненного за одно целое с матрицей 3 через прижимной элемент 4. Подушка 5 может быть принята в матрицу 3 и составлять часть матрицы 3, принятой в матрице 3.
[0004] Гибочное формование для формования металлического листа 6 в штампованное изделие посредством такого устройства 1 штамповки, выполняется следующим образом. Перед формованием металлический лист 6 зажимается между пуансоном 2 и подушкой 5. То есть перед началом вдавливания металлического листа 6 в матрицу 3 посредством пуансона 2, тот участок металлического листа 6, который образовывается в верхнюю панельную часть штампованного изделия, сдерживается посредством пуансона 2 и подушки 5. В этом состоянии матрица 3 опускается до нижней мертвой точки. Таким образом, верхняя панельная часть штампованного изделия образована вдоль верхней поверхности (передней концевой поверхности) 2а пуансона 2.
Вертикальные стеночные части образованы вдоль боковых поверхностей 2b пуансона 2. Кромочные линейные части образованы между верхней панельной частью и вертикальными стеночными частями. Кромочные линейные части, соединяющие верхнюю панельную часть с вертикальными стеночными частями, образовываются вдоль кромочных частей 2с пуансона 2. В дальнейшем такое гибочное формование называется гибочным формованием подушкой.
[0005] В эти годы, требованием для автомобилей является сохранение веса кузова, с тем, чтобы улучшить экономию топлива, что способствует предотвращению глобального потепления.
Кроме того, требуется повышение безопасности во время столкновений.
Вследствие этих требований, высокопрочный стальной лист, имеющий прочность на растяжение 440 МПа или более, используется в качестве металлического листа 6, который является исходным материалом для конструктивного элемента. Например, также используется лист из высокопрочной стали класса 590 МПа, а в некоторых случаях используется лист из высокопрочной стали класса 980 МПа или даже лист из высокопрочной стали класса 1180 МПа.
[0006] Кроме того, формы конструктивных элементов могут становиться относительно сложными. Это связано с конструктивными ограничениями, такими как предотвращение взаимодействия между конструктивными элементами и другими элементами, соединение между конструктивными элементами и другими элементами, обеспечение требуемого пространства и т.д.
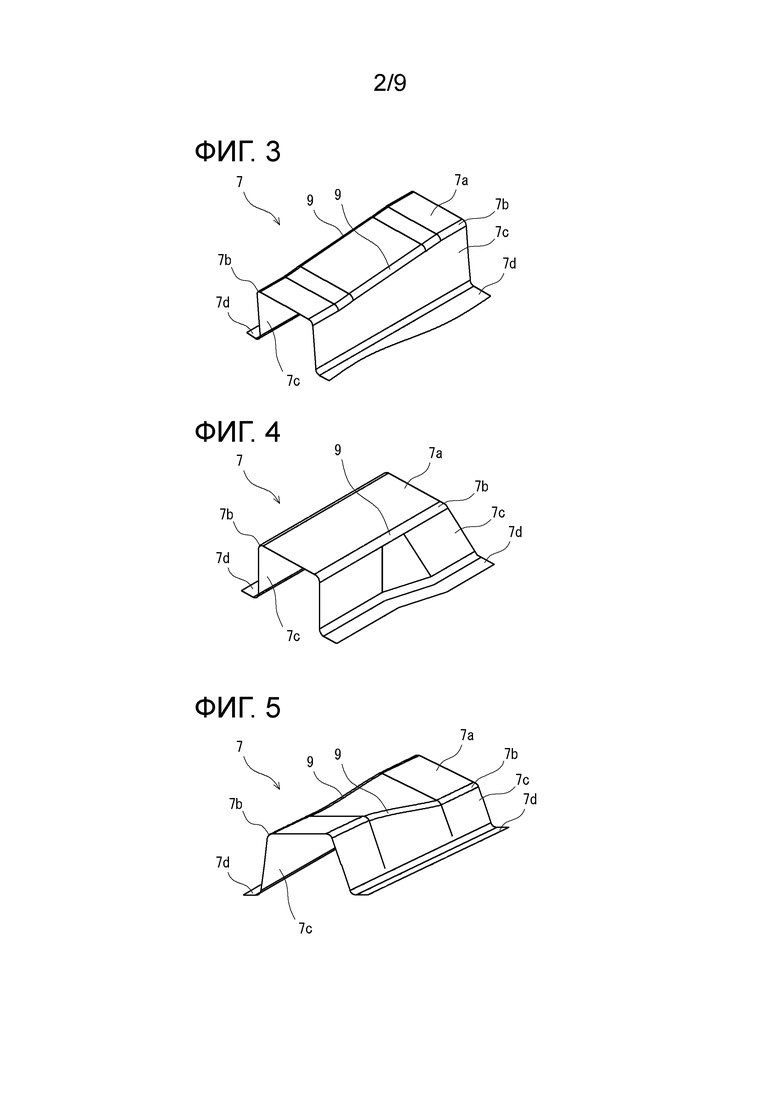
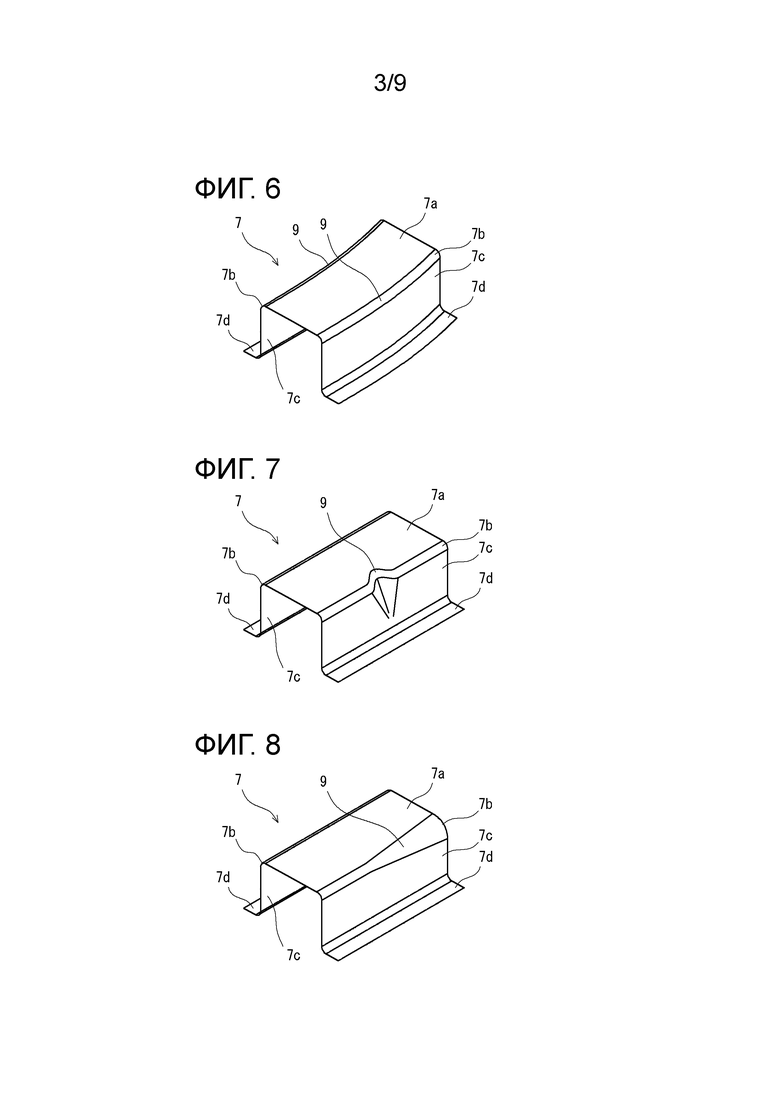
[0007] Фигуры 2-8 представляют собой виды в перспективе, показывающие примеры штампованных изделий, имеющих относительно сложные формы. Среди этих фигур, фиг.2 представляет первое иллюстративное штампованное изделие 7, образованное из листа высокопрочной стали, имеющего предел прочности при растяжении 590 МПа или более (легированного горячеоцинкованный стального листа, изготовленного из DP (двухфазной) стали, имеющий толщину листа 1,2 мм). Фигуры 3-8 представляют иллюстративные штампованные изделия 7 со второго по седьмое, образованные из листа высокопрочной стали, имеющего предел прочности при растяжении 440 МПа или более (легированного горячеоцинкованного стального листа, стального листа без покрытия и т.д., имеющего толщину листа около 1,2 мм), соответственно.
[0008] Каждая из форм сечения иллюстративных штампованных изделий 7 с первого по седьмое является корытообразной. То есть, каждое из штампованных изделий 7 включает верхнюю панельную часть 7а, вертикальные стеночные части 7с, продолжающиеся от левого и правого концов верхней панельной части 7а, кромочные линейные части 7b между верхней панельной частью 7а и вертикальными стеночными частями 7c, и фланцевые части 7d, продолжающиеся от нижних концов соответствующих вертикальных стеночных частей 7c. Дополнительно, штампованное изделие 7 включает изменяющие форму части 9 в частях кромочных линейных частей 7b.
[0009] В первом иллюстративном штампованном изделии 7, представленном на фиг.2, изменяющие форму части 9 предусмотрены в обеих кромочных линейных частях 7b на обоих концах верхней панельной части 7а. В этих изменяющих форму частях 9, высота кромочных линейных частей 7b изменяется на локальных участках, расположенных почти в середине продольного направления штампованного изделия 7. В этом случае ступенчатая часть 8 образована в верхней панельной части 7а в области, соединяющей изменяющие форму части 9 друг с другом.
[0010] Во втором иллюстративном штампованном изделии 7, представленном на фиг.3, изменяющие форму части 9 предусмотрены в обеих кромочных линейных частях 7b на обоих концах верхней панельной части 7а. В этих изменяющих форму частях 9, высота кромочных линейных частей 7b изменяется в обширной области, почти в середине продольного направления штампованного изделия 7. В этом случае высота верхней панельной части 7а слегка изменяется, соответствуя положениям изменяющих форму частей 9.
[0011] В третьем иллюстративном штампованном изделии 7, представленном на фиг.4, изменяющие форму части 9 предусмотрены в одной из кромочных линейных частей 7b на обоих концах верхней панельной части 7а. Эта изменяющая форму часть 9 изменяет длину дуги в сечении кромочной линейной части 7b на локальном участке почти в середине продольного направления штампованного изделия 7. В этом случае угол между верхней панельной частью 7a и вертикальной стеночной частью 7c изменяется в соответствии с положением изменяющей форму части 9.
[0012] В четвертом иллюстративном штампованном изделии 7, представленном на фиг.5, изменяющие форму части 9 предусмотрены в обеих кромочных линейных частях 7b на обоих концах верхней панельной части 7а. В этих изменяющих форму частях 9, кромочные линейные части 7b скручены в обширной области, почти в середине продольного направления штампованного изделия 7. В этом случае, верхняя панельная часть 7a и вертикальные стеночные части 7c скручены в соответствии с положением изменяющих форму частей 9.
[0013] В пятом иллюстративном штампованном изделии 7, представленном на фиг.6, изменяющие форму части 9 предусмотрены в обеих кромочных линейных частях 7b на обоих концах верхней панельной части 7а. В этих изменяющих форму частях 9, кромочные линейные части 7b искривлены в поперечном направлении штампованного изделия 7 в обширной области почти в середине продольного направления штампованного изделия 7. В этом случае верхняя панельная часть 7a и вертикальные стеночные части 7c искривлены в направлении ширины штампованного изделия 7, в соответствии с положениями изменяющих форму частей 9.
[0014] В шестом иллюстративном штампованном изделии 7, представленном на фиг.7, изменяющие форму части 9 предусмотрены в одной из кромочных линейных частей 7b на обоих концах верхней панельной части 7а. В этой изменяющей форму части 9, эта кромочная линейная часть 7b является углубленной в поперечном направлении штампованного изделия 7 в локальном участке почти в середине продольного направления штампованного изделия 7. В этом случае, верхняя панельная часть 7a и вертикальные стеночные части 7c углублены в направлении ширины штампованного изделия 7, в соответствии с положением изменяющей форму части 9.
[0015] В седьмом иллюстративном штампованном изделии 7, представленном на фиг. 8, изменяющая форму часть 9 предусмотрена в одной из кромочных линейных частей 7b на обоих концах верхней панельной части 7а. В этой изменяющей форму части 9, радиус кривизны сечения кромочной линейной части изменяется в области от почти середины до одного конца продольного направления штампованного изделия 7. В этом случае, ширина верхней панельной части 7a и высота вертикальной стеночной части 7c изменяется в соответствии с положением изменяющей форму части 9.
[0016] При холодном изготовлении первого иллюстративного штампованного изделия 7, представленного фиг.2, из высокопрочного стального листа посредством подушки для гибочного формования, представленной на фиг.1, возникают следующие проблемы. В штампованном изделии 7 образуется складки в областях изменяющих форму частей 9 кромочной линейной части 7b и в областях, расположенных вблизи от нее (вертикальных стеночных частях 7с и т.п.).
[0017] Такая складка аналогичным образом возникает даже в иллюстративных штампованных изделиях 7 со второго по седьмое, представленных на фигурах с 3 по 8.
[0018] Стремление подавить возникновение такой складки уменьшает степень свободы при проектировании конструктивных элементов. Это объясняется тем, что различные размеры изменяющих форму частей 9 в кромочных линейных частях 7b ограничены в соответствии с формуемостью при штамповке высокопрочного стального листа, который является исходным материалом.
[0019] Предшествующий уровень техники для предотвращения появления складки в штампованных изделиях раскрыт, например, в Публикации Заявки № 2010-115674 на выдачу патента Японии (патентный документ 1) и Публикации Заявки № 2012-024837 на выдачу патента Японии (патентный документ 2).
[0020] В патентном документе 1 раскрыт способ применения вогнуто-выпуклых буртиков к вертикальным стеновым частям и фланцевым частям. При применении буртиков разность длины линии уменьшается, которая генерируется в концевой части исходного материала до и после гибочной штамповки. Таким образом, подавляется образование складок.
[0021] Патентный документ 2 направлена на изготовление штампованного изделия, имеющего корытообразную форму сечения и изогнутого в направлении ширины, и раскрывает способ подавления складок, образующихся во внешних вертикальных стеночных частях и т.п. изгибающегося участка штампованного изделия. В этом способе участок избыточной толщины предусмотрен только на внешней стороне изгибающегося участка. Во время штамповки, участок избыточной толщины изгибается в направлении, противоположном направлению нажатия верхней и нижней матриц, а также зажимается между матрицами.
Таким образом, растягивающее усилие прикладывается к наружной стороне изгибающегося участка и образование складок подавляется.
СПИСОК ЦИТИРОВАННЫХ ИСТОЧНИКОВ
Патентные документы
[0022] Патентный документ 1: Публикация № 2010-115674 Заявки на выдачу патента Японии.
Патентный документ 2: Публикация № 2012-024837 Заявки на выдачу патента Японии.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническая задача
[0023] В соответствии со способом, раскрытым в патентном документе 1, вогнуто-выпуклые формы буртиков фигурируют в штампованном изделии. Поэтому, применение этого способа ограничивается при изготовлении специального штампованного изделия.
[0024] Способ, раскрытый в патентном документе 2, не может быть обязательно применен для изготовления всех вышеописанных штампованных изделий 7 с первого по седьмое. Кроме того, в соответствии с этим способом, поскольку существует участок избыточной толщины, избежать снижения текучести невозможно.
[0025] Как описано выше, в соответствии с предшествующим уровнем техники при формовании штампованного изделия, имеющего изменяющую форму часть в части кромочных линейных частей, из высокопрочного стального листа, имеющего прочность на растяжение, например, 440 МПа или более, невозможно уменьшить образование складок в области изменяющей форму части и области в непосредственной близости к ней.
[0026] Задачей настоящего изобретения является обеспечение способа изготовления и устройства для изготовления штампованного изделия, которое может уменьшить образование складок в области изменяющей форму части и области в непосредственной близости к ней, даже в случае, когда, например, в качестве исходного материала используют высокопрочный стальной лист, при формовании штампованного изделия, имеющего канальное сечение или корытообразное сечение, и включающего изменяющую форму часть в части кромочных линейных частей.
Решение задачи
[0027] (1) Способ изготовления согласно варианту осуществления настоящего изобретения представляет собой способ изготовления штампованного изделия из исходного материала.
Штампованное изделие включает верхнюю панельную часть, вертикальные стеночные части, соответственно, продолжающиеся от обоих концов верхней панельной части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью, и включающего изменяющую форму часть в части кромочных линейных частей.
Способ изготовления включает:
этап подготовки, на котором подготавливают металлический лист в качестве исходного материала; и
этап штамповки, на котором выполняют штамповку исходного материала посредством использования пуансона, и подушки с матрицей, которые соединены с пуансоном.
Этап штамповки включает:
первый этап формования посредством пуансона и подушки, по меньшей мере области, смежной изменяющей форму части области верхней панельной части, по меньшей мере области изменяющей форму части области каждой из кромочных линейных частей и, по меньшей мере области, смежной изменяющей форму части области каждой из вертикальных стеночных частей и до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью; а также
второй этап формования, следующий за первым этапом, посредством пуансона и матрицы, оставшихся областей, с исходным материалом, расположенным между пуансоном и подушкой.
[0028] В способе изготовления в соответствии с вышеописанным (1) предпочтительно, чтобы заданная высота составляла 2 мм или более от границы между вертикальной стеночной частью и кромочной линейной частью и была равна или меньше, чем половина общей высоты вертикальной стеночной части.
[0029] Вышеописанный способ (1) изготовления может использовать следующую конфигурацию.
На первом этапе, вся область верхней панельной части, вся область каждой из кромочных линейных частей, и область до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью области каждой из вертикальных стеночных частей, образовываются пуансоном и подушкой.
На втором этапе, область за заданной высотой области каждой из вертикальных стеночных частей образовывается пуансоном и матрицей.
[0030] Вышеописанный способ (1) изготовления может использовать следующую конфигурацию.
Изменяющая форму часть кромочной линейной части, представляет собой, по меньшей мере одну из (а)-(f) следующим образом:
(а) изменяется высота кромочной линейной части;
(b) изменяется длина дуги в сечении кромочной линейной части;
(с) кромочная линейная часть является скрученной;
(d) кромочная линейная часть является изогнутой в направлении ширины;
(е) кромочная линейная часть выступает или является углубленной в направлении ширины; а также
(f) изменяется радиус кривизны в сечении кромочной линейной части.
[0031] (2) Способ изготовления согласно варианту осуществления настоящего изобретения представляет собой устройство для изготовления штампованного изделия из исходного материала.
Штампованное изделие включает верхнюю панельную часть, вертикальные стеночные части, соответственно продолжающиеся от обоих концов верхней панельной части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью, и включающего изменяющую форму часть в части кромочных линейных частей.
Устройство изготовления включает пуансон, и подушку с матрицей, которые являются спаренными с пуансоном.
Пуансон включает переднюю концевую поверхность, соответствующую области верхней панельной части, боковые поверхности, соответствующие областям соответствующих вертикальных стеночных частей, и кромочные части пуансона, соответствующие областям соответствующих кромочных линейных частей.
Подушка включает нижнюю поверхность, соответствующую, по меньшей мере области, смежной изменяющей форму части области верхней панельной части, угловую часть, соответствующую, по меньшей мере области изменяющей форму части области каждой из кромочных линейных частей, и внутреннюю боковую поверхность, соответствующую, по меньшей мере области, смежной изменяющей форму части области каждой из вертикальных стеночных частей и до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью.
[0032] (3) Устройство изготовления штампованного изделия согласно варианту осуществления настоящего изобретения включает пуансон, подушку и матрицу.
Пуансон включает переднюю концевую поверхность, боковые поверхности и кромочные части пуансона, предусмотренные между передней концевой поверхностью и боковыми поверхностями. Кромочные части пуансона снабжены изменяющей форму частью, в части продольного направления пуансона.
Подушка включает нижнюю поверхность, противоположную передней концевой поверхности пуансона, внутренние боковые поверхности, противоположные части боковых поверхностей пуансона, и угловые части, предусмотренные между нижней поверхностью и внутренними боковыми поверхностями, и противоположные кромочным частям пуансона.
Матрица включает внутренние боковые поверхности, противоположные областям боковых поверхностей пуансона, области, за исключением областей, противоположных внутренним боковым поверхностям подушки.
[0033] В устройстве изготовления согласно вышеописанному (2), предпочтительно, чтобы заданная высота составляла 2 мм или более от границы между вертикальной стеночной частью и кромочной линейной частью, и была равна или меньше, чем половина общей высоты вертикальной стеночной части.
[0034] Устройство изготовления согласно вышеописанному (2) может использовать следующую конфигурацию.
Нижняя поверхность подушки соответствует всей области верхней панельной части. Каждая из угловых частей подушки соответствует всей области каждой из кромочных линейных частей. Каждая из внутренних боковых поверхностей подушки соответствует области до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью области каждой из вертикальных стеночных частей.
Матрица включает внутренние боковые поверхности, соответствующие областям за пределами заданной высоты областей соответствующих вертикальных стеночных частей.
[0035] В случае этого устройства изготовления, предпочтительным является, чтобы использовалась следующая конфигурация.
Матрица делится, чтобы соответствовать каждой из вертикальных стеночных частей.
Устройство изготовления включает механизм перемещения матрицы, который перемещает каждую из матриц в направлении соответствующей одной из боковых поверхностей пуансона после завершения вдавливания исходного материала в подушку посредством пуансона.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0036] Согласно настоящему изобретению, возможно, уменьшить возникновение складок в области изменяющей форму части, и области в непосредственной близости от нее, даже в том случае, когда, например, высокопрочный стальной лист используется в качестве исходного материала при формовании штампованного изделия, имеющего канальное сечение или корытообразное сечение, включающее изменяющую форму часть в части кромочной линейной части.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0037]
[Фиг.1] Фиг.1 представляет собой вид сечения, схематично показывающий иллюстративную структуру устройства штамповки, выполняющего общее гибочное формование.
[Фиг.2] Фиг.2 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.3] Фиг.3 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.4] Фиг.4 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.5] Фиг.5 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.6] Фиг.6 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.7] Фиг.7 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.8] Фиг.8 представляет собой вид в перспективе, показывающий пример штампованного изделия, имеющего относительно сложную форму.
[Фиг.9] Фиг.9 представляет собой вид в перспективе, показывающий пример структуры устройства изготовления, используемого при изготовлении штампованного изделия согласно первому варианту осуществления настоящего изобретения.
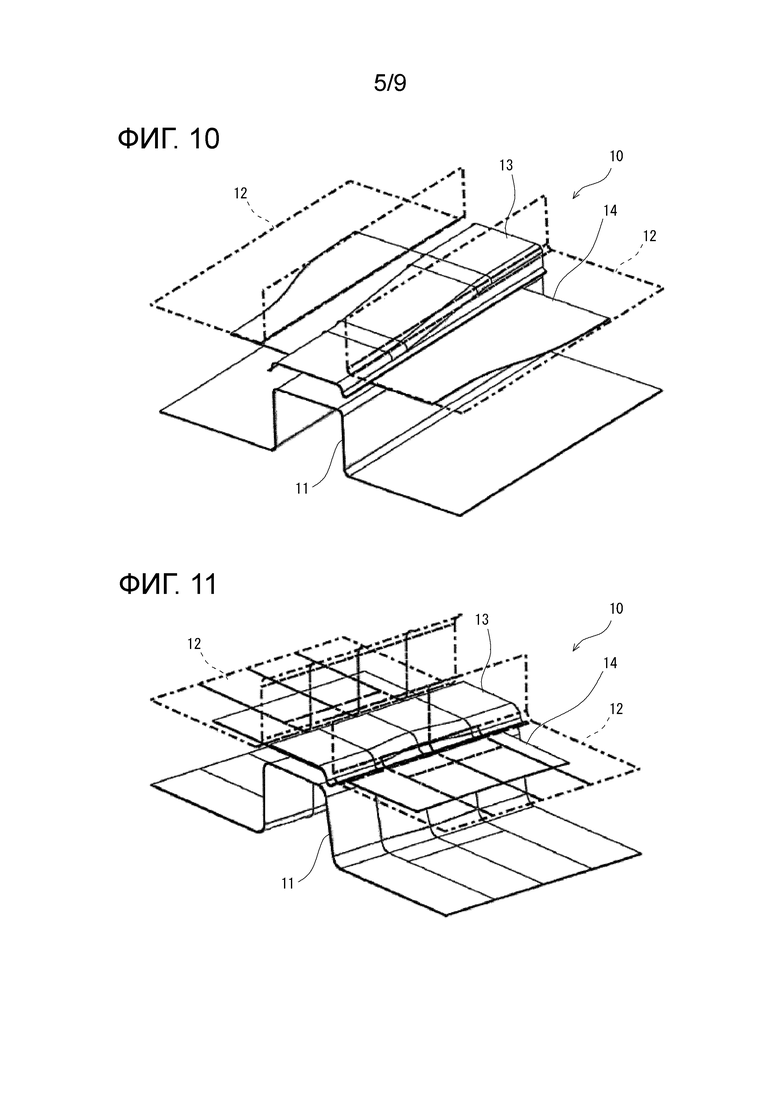
[Фиг.10] Фиг.10 представляет собой вид в перспективе, показывающий пример структуры устройства изготовления, используемого при изготовлении штампованного изделия согласно первому варианту осуществления настоящего изобретения.
[Фиг.11] Фиг.11 представляет собой вид в перспективе, показывающий пример структуры устройства изготовления, используемого при изготовлении штампованного изделия согласно первому варианту осуществления настоящего изобретения.
[Фиг.12А] Фиг.12А представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по первому варианту осуществления, и показывающий состояние перед началом формования.
[Фиг.12В] Фиг.12В представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по первому варианту осуществления, и показывающий состояние ранней фазы формования.
[Фиг.12С] Фиг.12С представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по первому варианту осуществления, и показывающий состояние на завершении формования.
[Фиг.13А] Фиг.13А представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по второму варианту осуществления, и показывающий состояние перед началом формования.
[Фиг.13В] Фиг.13В представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по второму варианту осуществления, и показывающий состояние ранней фазы формования.
[Фиг.13С] Фиг.13С представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по второму варианту осуществления, и показывающий состояние на завершении формования.
[Фиг.14А] Фиг.14А представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по третьему варианту осуществления, и показывающий состояние перед началом формования.
[Фиг.14В] Фиг.14В представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по третьему варианту осуществления, и показывающий состояние ранней фазы формования.
[Фиг.14С] Фиг.14С представляет собой схему, показывающую состояние этапа штамповки устройством изготовления по третьему варианту осуществления, и показывающий состояние на завершении формования.
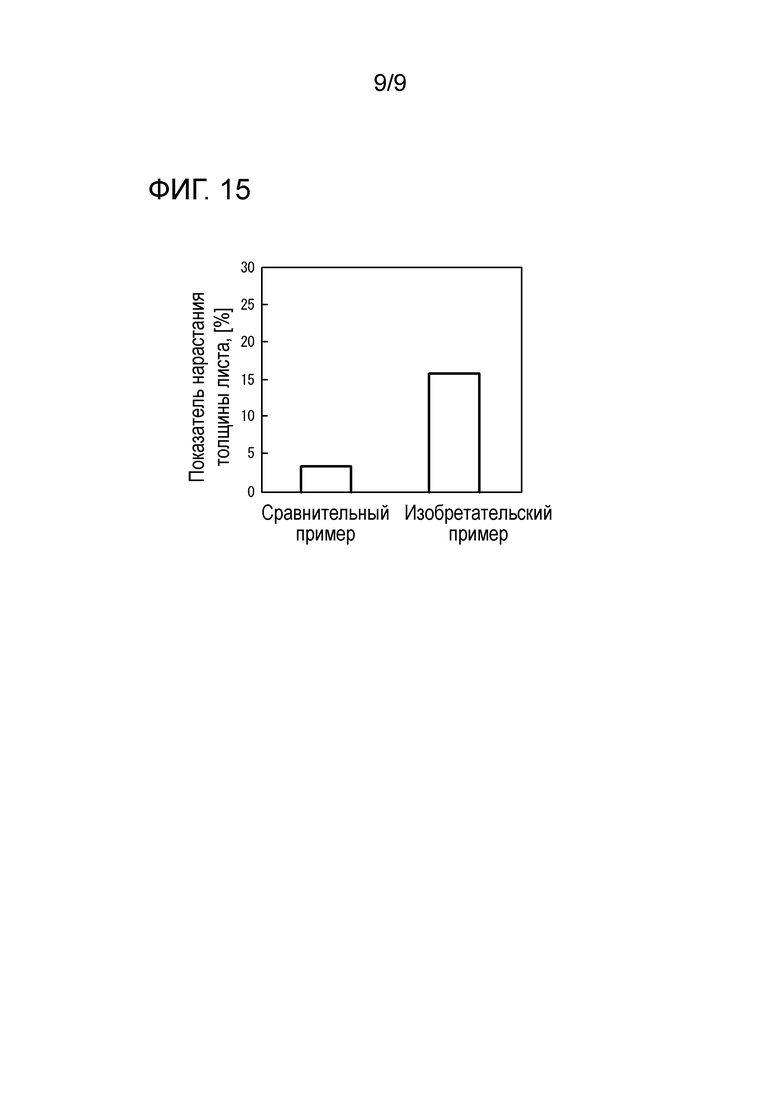
[Фиг.15] Фиг.15 представляет собой диаграмму, показывающую результат исследования примера.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0038] В результате большого количества соображений для решения вышеописанных задач, авторами изобретения были получены следующие результаты.
[0039] При формовании посредством гибочного формования подушкой, штампованное изделие, имеющее канальное сечение или корытообразное сечение, включающее изменяющую форму часть в части кромочной линейной части, область материала металлического листа, та область, которая образовывается в верхнюю панельную часть, удерживается пуансоном и подушкой от начала до конца. С другой стороны, область, образовываемая в кромочную линейную часть, и область, образовываемая в вертикальную стеночную часть, обрабатывается последовательно с вдавливанием пуансона в матрицу после того, как область верхней панельной части удерживается пуансоном и подушкой. Затем, когда вдавливание пуансона в матрицу достигает нижней мертвой точки, области кромочной линейной части и вертикальная стеночная часть удерживаются пуансоном и матрицей. Следовательно, при штамповке кромочной линейной части, включающей изменяющую форму часть, материал собирается в области изменяющей форму части, и в области в непосредственной близости от нее с периферийных областей и, вероятно, что образовывается излишек избыточного материала. Этот излишек избыточного материала вызывает появление складок в области изменяющей форму части, и области в непосредственной близости от нее.
[0040] С учетом вышеизложенного, можно сказать, что образование складок может быть уменьшено путем подавления излишка избыточного материала в области изменяющей форму части, и области в непосредственной близости от нее. Для того, чтобы выполнить это, область, удерживаемая пуансоном и подушкой с раннего этапа штамповки (далее именуемая как «удерживаемая область»), должна быть увеличена. Удерживаемая область является не только областью верхней панельной части, но также областью изменяющей форму части, и частью области вертикальной стеночной части, смежной изменяющей форму части, где, вероятно, будет образовываться складка. Таким образом, во время штамповки, отсутствует место для избытка материала, который может быть образован в области изменяющей форму части, и в области в непосредственной близости от нее, и образование складок уменьшается.
[0041] Настоящее изобретение было завершено на основе вышеописанных выводов. Далее будет дано описание вариантов осуществления настоящего изобретения со ссылкой на чертежи.
[0042] [Первый вариант осуществления]
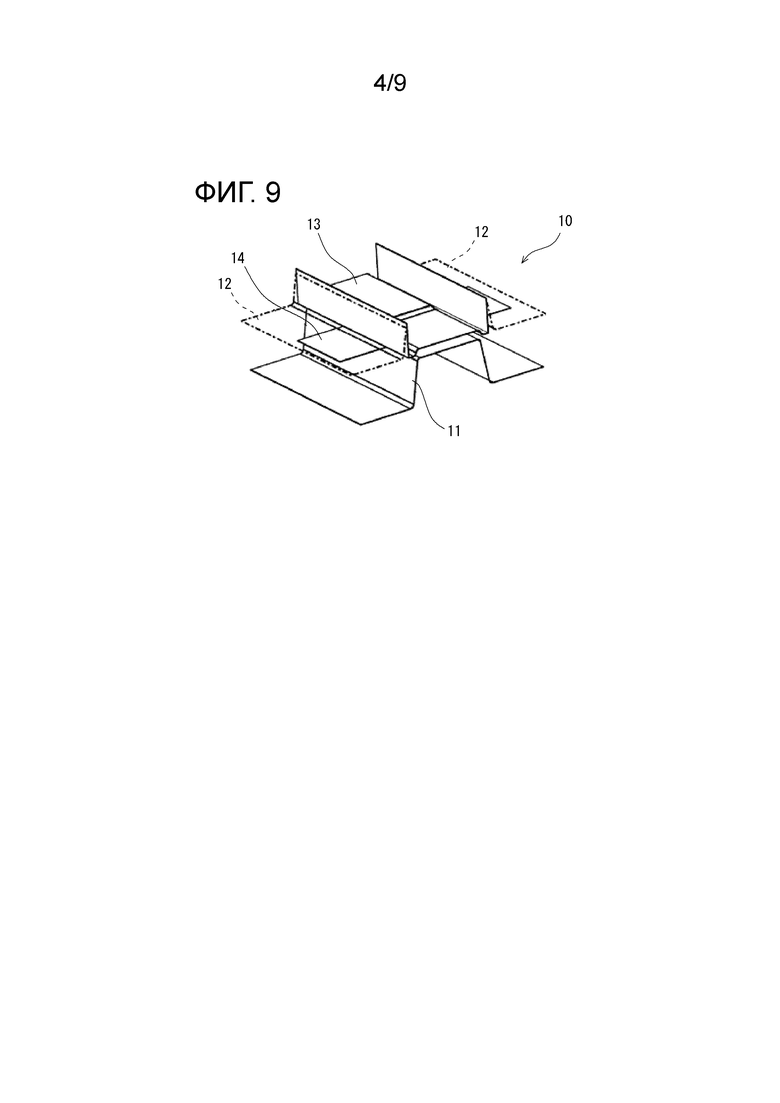
Фигуры 9-11 представляют собой виды в перспективе, показывающие пример структуры устройства изготовления, используемого при изготовлении штампованного изделия согласно первому варианту осуществления настоящего изобретения. Каждое из устройств 10 для изготовления, представленных на фигурах 9-11 представляет собой устройство штамповки. Устройство 10 штамповки, представленное на фиг.9, представляет собой устройство, которое изготавливает первое иллюстративное штампованное изделие 7, имеющее корытообразное сечение, представленное на вышеописанной фиг.2. Устройство 10 штамповки, представленное на фиг.10, представляет собой устройство, которое изготавливает второе иллюстративное штампованное изделие 7, имеющее корытообразное сечение, представленное на вышеописанной фиг.3. Устройство 10 штамповки, представленное на фиг.11, представляет собой устройство, которое изготавливает шестое иллюстративное штампованное изделие 7, имеющее корытообразное сечение, представленное на вышеописанной фиг.7.
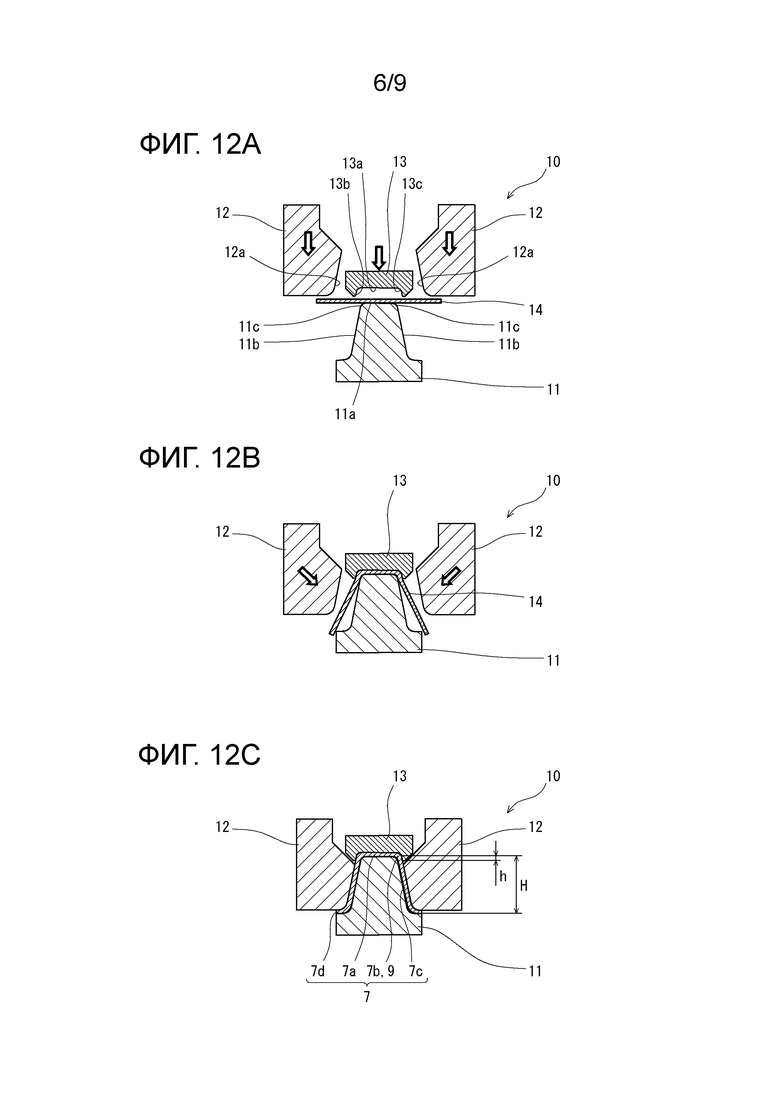
[0043] Фигуры 12A-12C представляют собой схемы, показывающие состояния этапа штамповки устройством изготовления по первому варианту осуществления. На этих фигурах, фиг.12А показывает этап перед началом формования. Фиг.12В представляет этап ранней фазы формования. Фиг.12С представляет этап на завершении формования.
Эти фигуры представляют сечения области (областей) изменяющей (изменяющих) форму части (частей)
[0044] Как представлено на фигурах 9-12С, устройство 10 штамповки включает пуансон 11 в качестве нижней части штампа и включает матрицу 12 и подушку 13 в качестве верхней части штампа. То есть, пуансон 11 образует пару с матрицей 12 и подушкой 13. Следует отметить, что фигуры 9-11 представляют матрицу 12 штриховой линией с тем, чтобы облегчить понимание конструкции.
[0045] Пуансон 11 включает верхнюю поверхность 11а (переднюю концевую поверхность), пару боковых поверхностей 11b и кромочные части 11с пуансона, расположенные между верхней поверхностью 11а и боковыми поверхностями 11b. Кромочные части 11с пуансона представляют собой области, соединяющие верхнюю поверхность 11а с боковыми поверхностями 11b. Форма верхней поверхности 11а представляет собой форму, соответствующую области верхней панельной части 7а штампованного изделия 7.
Формы боковых поверхностей 11а представляют собой формы, соответствующие области вертикальных стеночных частей 7с штампованного изделия 7. Форма кромочной части 11с пуансона представляет собой форму, соответствующую области кромочной линейной части 7b (включая изменяющую форму часть 9) штампованного изделия 7. Кромочные части 11с пуансона снабжены изменяющей форму частью, в части продольного направления пуансона 11. Форма изменяющей форму части кромочной части 11с пуансона представляет собой форму, соответствующую области изменяющей форму части 9, которая существует в части кромочной линейной части 7b штампованного изделия 7. Другими словами, кромочная часть 11с пуансона включает участок, в котором форма сечения изменяется в продольном направлении пуансона 11, или где продолжающееся направление кромочной части 11с пуансона является изогнутым.
[0046] Подушка 13 расположена напротив верхней поверхности 11а пуансона 11. Подушка 13 включает нижнюю поверхность 13а, пару внутренних боковых поверхностей 13b и угловые части 13с. Угловые части 13с представляют собой участки, которые соединяют нижнюю поверхность 13а с внутренними боковыми поверхностями 13b. Форма нижней поверхности 13а представляет собой форму, соответствующую области верхней панельной части 7а штампованного изделия 7. То есть, нижняя поверхность 13а противостоит верхней поверхности 11a пуансона 11, а ее форма представляет собой форму, соответствующую верхней поверхности 11a пуансона 11. Форма угловой части 13с представляет собой форму, соответствующую области кромочной линейной части 7b (включая изменяющую форму часть 9) штампованного изделия 7. То есть, угловая часть 13с противостоит кромочной части 11с пуансона, а ее форма является формой, соответствующей кромочной части 11с пуансона. Используемая здесь «соответствующая форма» означает форму, в которой выпуклость и вогнутость противоположных участков листового металлического материала, зажатого между ними, является перевернутой. Внутренняя боковая поверхность 13b противостоит части боковой поверхности 11b пуансона 11. В частности, форма внутренней боковой поверхности 13b представляет собой форму, соответствующую области, имеющей заданную высоту h, от границы между вертикальной стеночной частью 7c и кромочным линейным участком 7b области вертикальной стеночной части 7с штампованного изделия 7 (смотри Фиг.12С).
[0047] Подушка 13 поддерживается посредством верхнего держателя матрицы, интегрально приводимого в действие со скольжением через прижимной элемент. Прижимной элемент представляет собой гидравлический цилиндр, газовый цилиндр, пружину, резину и т.п., и прикладывает направленную вниз силу (силу, направленную к пуансону 11) к подушке 13. Поскольку подушка 13 поддерживается посредством прижимного элемента, подушка 13 может поддерживаться с помощью ползуна, который работает как одно целое с верхним держателем матрицы.
[0048] В первом варианте осуществления, матрица 12 разделена на две части, и каждая из матриц 12 расположена на каждой из внешних сторон подушки 13. Каждая из матриц 12 включает внутреннюю боковую поверхность 12а. Форма внутренней боковой поверхности 12а представляет собой форму, соответствующую области за пределами заданной высоты h области вертикальной стеночной части 7с штампованного изделия 7. То есть, внутренняя боковая поверхность 12а противостоит области из областей боковой поверхности 11b пуансона 11, за исключением областей, противоположных внутренней боковой поверхности 13b подушки 13. Каждая из матриц 12 соединена с верхним держателем матрицы или скользит через механизм перемещения матрицы, такой как кулачок.
После того как вдавливание пуансона 11 в подушку 13 достигает нижней мертвой точки и вдавливание металлического листа 14 в подушку 13 посредством пуансона 11 завершено, механизм перемещения матрицы перемещает каждую из матриц 12 наклонно вниз к соответствующей одной из боковых поверхностей 11b пуансона 11 (смотри обведенные стрелки на фиг.12B).
[0049] Способ изготовления штампованного изделия 7 с использованием такого устройства 10 штамповки в соответствии с первым вариантом осуществления включает этап подготовки и этап штамповки, как изложено ниже.
[0050] [Этап подготовки]
Как представлено на фигурах 9-12А, металлический лист готовится в качестве исходного материала. Например, в качестве металлического листа 14 может быть использован высокопрочный стальной лист, имеющий прочность на растяжение 440 МПа или более. Металлический лист 14 может быть высокопрочным стальным листом класса 590 МПа, высокопрочным стальным листом класса 980 МПа или даже высокопрочным стальным листом класса 1180 МПа. Кроме того, лист из нержавеющей стали, алюминиевый лист, медный лист и т.п. также могут быть использованы в качестве металлического листа 14.
[0051] [Этап штамповки]
Как представлено на фигурах 9-12С, на этапе штамповки, выполняется штамповка посредством гибочного формования металлического листа 14 с использованием устройства 10 штамповки с тем, чтобы получить штампованное изделие 7. Далее будет дано конкретное описание состояний этапа штамповки.
[0052] Как представлено на фиг.12А, после того, как металлический лист 14 помещен на пуансон 11, ползунок опускается. Таким образом, подушка 13 и матрицы 12 опускаются. Затем начинается вдавливание металлического листа 14 в подушку 13 посредством пуансона 11 и начинается гибочное формование металлического листа 14.
[0053] При дальнейшем продолжении опускания ползуна, вдавливание пуансона 11 относительно подушки 13 достигает нижней мертвой точки, и работа пуансона 11 и подушки 13 завершается. Таким образом, как представлено на фиг.12В, вся область верхней панельной части 7а образована. Кроме того, образованы все области кромочных линейных частей 7b, включая изменяющие форму части 9. Дополнительно, область, имеющая заданную высоту h, образована в области каждой из вертикальных стеночных частей 7c.
[0054] После того, как работа пуансона 11 и подушки 13 завершена, как описано выше, затем опускание ползуна продолжается до нижней мертвой точки, с металлическим листом 14, расположенным и удерживаемым между пуансоном 11 и подушкой 13. Затем, каждая из матриц 12 перемещается посредством механизма перемещения матрицы наклонно вниз к соответствующей одной из боковых поверхностей 11b пуансона 11 так, что матрицы 12 становятся близкими друг к другу (смотри обведенные стрелки на фиг.12B). Таким образом, начинается работа пуансона 11 и матриц 12, и область за заданной высотой h образовывается в область каждой из вертикальных стеночных частей 7c (смотри Фиг.12С). То есть остальные области образовываются посредством пуансона 11 и матриц 12. Дополнительно, в этом варианте осуществления фланцевые части 7d, которые соединены с вертикальными стеночными частями 7c, также образовываются пуансоном 11 и матрицами 12. Таким образом, получается штампованное изделие 7.
[0055] Согласно этапу штамповки с использованием устройства 10 штамповки, как описано выше, область изменяющей форму части 9 и часть области вертикальной стеночной части 7с, прилегающая к изменяющей форму части, где вероятно, образуется складка, удерживаются пуансоном 11 и подушкой 13 с ранней фазы обработки. Следовательно, во время штамповки отсутствует место для избытка материала, который может быть образован в области изменяющей форму части 9 и области в непосредственной близости от нее. В результате, даже когда в качестве исходного материала используется высокопрочный стальной лист, возможно, подавить образование складок в области изменяющей форму части 9 и области в непосредственной близости от нее.
Соответственно, в случае, когда изготавливается штампованное изделие, имеющее относительно сложную форму, можно способствовать увеличению прочности, а также возможно увеличить степень свободы при проектировании.
[0056] Как описано выше, область каждой из вертикальных стеночных частей 7c, прилегающая к изменяющей форму части 9, образована таким образом, что, во-первых, область, имеющая заданную высоту h, образована подушкой 13 и пуансоном 11, а после этого оставшиеся области образованы матрицами 12 и пуансоном 11. Предпочтительным является, чтобы заданная высота h составляла 2 мм или более от границы между вертикальной стеночной частью 7с и кромочной линейной частью 7b и была равна или составляла половину общей высоты Н (Н/2) от вертикальной стеночной части 7с. Причина состоит в следующем. В случае, когда заданная высота h составляет менее 2 мм от границы между вертикальной стеночной частью 7с и кромочной линейной частью 7b, во время последующей обработки посредством матриц 12 и пуансона 11 области обработки вертикальных стеночных частей 7с становятся широкими, и скорее всего, будет образовываться складка. С другой стороны, когда заданная высота h составляет более половины, чем полная высота H вертикальной стеночной части 7c, во время вышеупомянутого действия посредством подушки 13 и пуансона 11 области обработки вертикальной стеночной части 7с становятся широкими, и в этом случае также, скорее всего, будет образовываться складка. Однако нижний предел для заданной высоты h составляет, предпочтительно, 3 мм, а более предпочтительно, 5 мм. С другой стороны, верхний предел для заданной высоты h составляет, предпочтительно, 40 мм, а более предпочтительно, 20 мм.
[0057] Штампованное изделие 7, которое должно быть изготовлено в первом варианте осуществления, не ограничивается первым, вторым и шестым иллюстративным штампованным изделием 7, имеющим корытообразное сечение, представленное на фигурах 2, 3 и 7). То есть, штампованное изделие 7 может представлять собой третье-пятое и седьмое иллюстративные изделия 7, представленные на вышеописанных фигурах 4-6 и фиг.8, поскольку часть кромочной линейной части 7b включает изменяющую форму часть 9. Вкратце, изменяющая форму часть 9 кромочной линейной части 7b штампованного изделия 7 является, по меньшей мере одной из следующих (а)-(f):
(а) изменяется высота кромочной линейной части;
(b) изменяется длина дуги в сечении кромочной линейной части;
(с) кромочная линейная часть является скрученной;
(d) кромочная линейная часть является изогнутой в направлении ширины;
(е) кромочная линейная часть выступает или является углубленной в направлении ширины; а также
(f) изменяется радиус кривизны в сечении кромочной линейной части.
[0058] Следует отметить, что в первом иллюстративном штампованном изделии 7, представленном на вышеописанной фиг. 2, трещины, вероятно, будут образовываться в областях изменяющих форму частей 9 и в области в непосредственной близости от нее. Согласно первому варианту осуществления также возможно подавить такие трещины.
[0059] Кроме того, пара кромочных линейных частей штампованного изделия не должна быть параллельной. Например, пара кромочных линейных частей может пересекаться на своих концах. Кроме того, форма сечения штампованного изделия может быть канальной без фланцевых частей.
[0060] [Второй вариант осуществления]
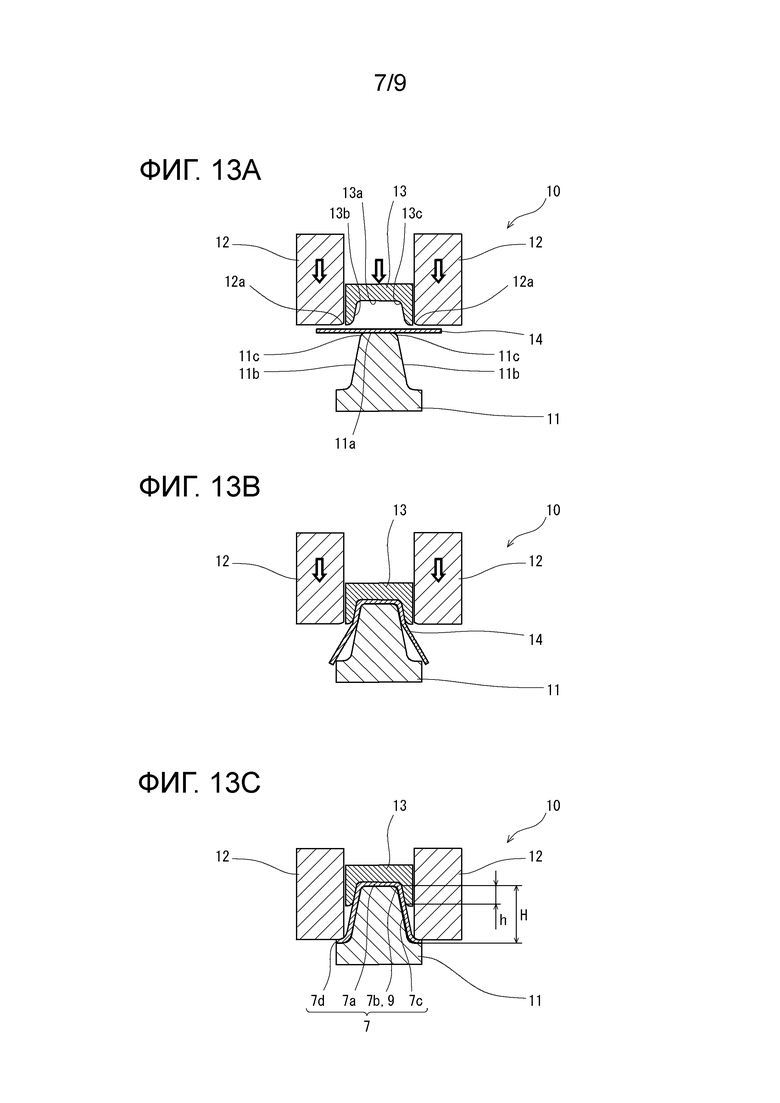
Фигуры 13A-13C представляют собой схемы, показывающие состояния этапа штамповки посредством устройства изготовления согласно второму варианту осуществления. На этих фигурах, фиг.13А представляет этап перед началом формования. Фиг.13В представляет этап ранней фазы формования. Фиг.13С представляет этап на завершении формования. Эти фигуры представляют сечения области (областей) изменяющей (изменяющих) форму части (частей), как и на фигурах 12А-12С.
[0061] Второй вариант осуществления основан на первом варианте осуществления и изменяет часть первого варианта осуществления. Во втором варианте осуществления высота внутренней боковой поверхности 13b подушки 13 больше, по сравнению с описанным выше первым вариантом осуществления.
Каждая из матриц 12 расположена смежной любой стороне подушки 13 и прикреплена непосредственно к верхнему держателю матрицы. То есть никакого специального механизма перемещения матрицы не предусмотрено. Дополнительно, в случае второго варианта осуществления матрица 12 может быть целостной без разделения на две части.
[0062] Как и в вышеописанном первом варианте осуществления, на этапе штамповки по второму варианту осуществления, сначала действие посредством пуансона 11 и подушки 13 завершается опусканием верхнего держателя матрицы (смотри Фиг.13В). Затем продолжается опускание верхнего держателя матрицы. Следовательно, каждая из матриц 12 опускается прямо и достигает нижней мертвой точки (смотри обведенные стрелки на фиг.13В). Таким образом, в каждой из областей вертикальных стеночных частей 7с, область за заданной высотой h образовывается пуансоном 11 и матрицей 12 (смотри Фиг.13С). Таким образом, получается штампованное изделие 7.
[0063] Согласно этапу штамповки по второму варианту осуществления, также возможно уменьшить образование складок в области изменяющей форму части 9 и области в непосредственной близости от нее, как в вышеописанном первом варианте осуществления.
Кроме того, во втором варианте осуществления нет необходимости в создании специального механизма перемещения матрицы. Поэтому конфигурация устройства является простой.
[0064] [Третий вариант осуществления]
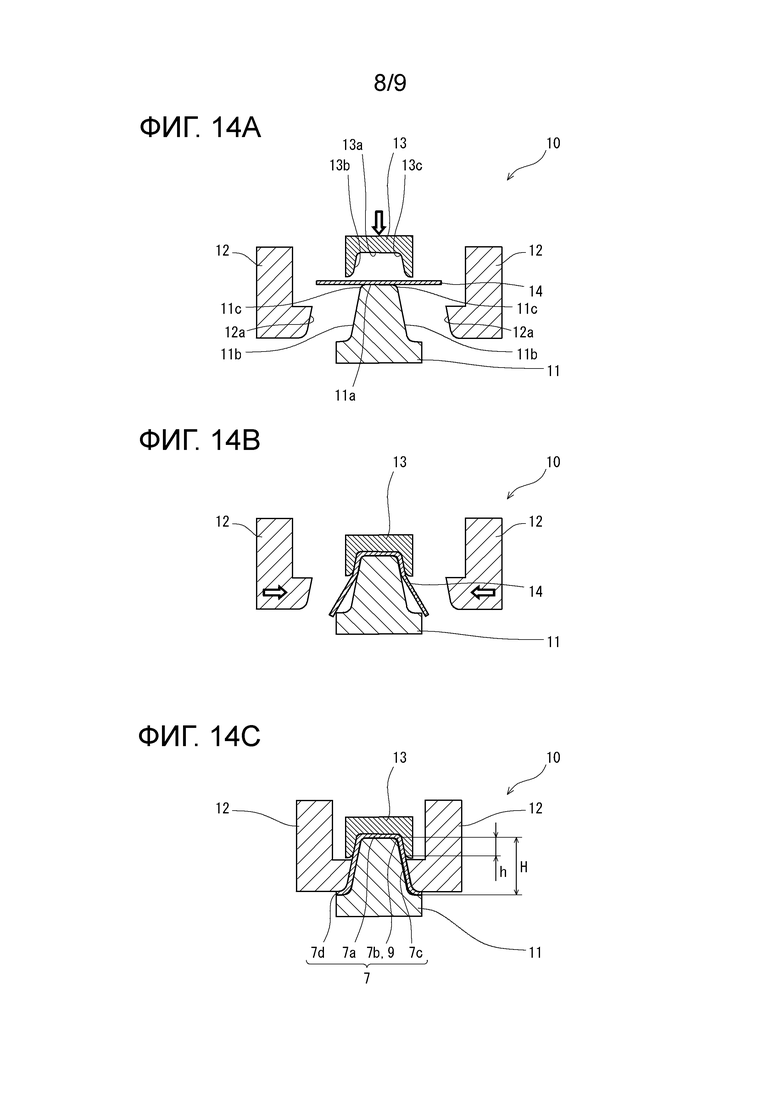
Фигуры 14A-14C представляют собой схемы, показывающие состояния этапа штамповки посредством устройства изготовления по третьему варианту осуществления. На этих фигурах, фиг.14А представляет этап перед началом формования. Фиг.14В представляет этап ранней фазы формования. Фиг.14С представляет этап на завершении формования. Эти фигуры представляют сечения области (областей) изменяющей (изменяющих) форму части (частей), как и на фигурах 12А-12С, и фигурах 1А-13С.
[0065] Третий вариант осуществления основан на втором варианте осуществления и изменяет часть второго варианта осуществления. В вышеописанном втором варианте осуществления, по существу, области обработки вертикальных стеночных частей 7c посредством матриц 12 и пуансона 11 являются передними концевыми частями (самой нижней частью нижних частей) вертикальных стеночных частей 7c, и являются значительно суженными. Поэтому может потребоваться добавление этапа правки для точной регулировки формы. Третий вариант осуществления улучшает такой недостаток (увеличения этапов) по второму варианту осуществления.
[0066] Каждая из матриц 12 в третьем варианте осуществления расположена на любой внешней стороне пуансона 11. Каждая из матриц 12 соединена с верхним держателем матрицы или поддерживается через механизм перемещения матрицы, такой как кулачок. Каждая из матриц 12 может быть соединена с верхним держателем матрицы или скользить через механизм перемещения матрицы, такой как кулачок, как в вышеописанном первом варианте осуществления. Однако, после того, как вдавливание пуансона 11 в отношении подушки 13 достигает нижней мертвой точки и вдавливание металлического листа 14 в подушку 13 посредством пуансона 11 завершено, механизм перемещения матрицы по третьему варианту осуществления перемещает каждую из матриц 12 горизонтально к соответствующей одной из боковых поверхностей 11b пуансона 11 (смотри обведенные стрелки на фиг.14B).
[0067] Как и в вышеописанном первом варианте осуществления, на этапе штамповки по третьему варианту осуществления, сначала действие посредством пуансона 11 и подушки 13 завершается опусканием верхнего держателя матрицы (смотри Фиг.14В). Затем опускание верхнего держателя матрицы продолжается к нижней мертвой точке.
Поэтому, каждая из матриц 12 перемещается посредством механизма перемещения матрицы горизонтально к соответствующей одной из боковых поверхностей 11b пуансона 11, так что матрицы 12 становятся близкими друг к другу (смотри обведенные стрелки на фиг.14B).
Таким образом, в области каждой из вертикальных стеночных частей 7с образуется область за пределами заданной высоты h (смотри Фиг.14С). Таким образом, получается штампованное изделие 7.
[0068] Согласно этапу штамповки по третьему варианту осуществления, также возможно уменьшить образование складок в области изменяющей форму части 9 и области в непосредственной близости от нее, как в вышеописанном первом и втором вариантах осуществления. Кроме того, в третьем варианте осуществления можно устранить добавление этапа правки, который может иметь место во втором варианте осуществления, поскольку существенные области обработки вертикальных стеночных частей 7с посредством матриц 12 и пуансона 11 являются широкими.
[0069] Также, само собой разумеется, настоящее изобретение не ограничено вышеописанными вариантами осуществления, и могут быть сделаны различные модификации без отклонения от сущности настоящего изобретения. Например, хотя устройство для штамповки в описанных выше вариантах осуществления имеет структуру, которая включает пуансон в качестве нижней части штампа, и включает матрицу с подушкой в качестве верхней части штампа, устройство для штамповки в вышеописанных вариантах осуществления может иметь структура, в которой расположение верхнего и нижнего штампов является перевернутым.
[0070] Кроме того, сдерживаемая область верхней панельной части посредством пуансона и подушки может быть, по меньшей мере областью, смежной изменяющей форму части области верхней панельной части. Сдерживаемая область кромочной линейной части посредством пуансона и подушки может быть, по меньшей мере областью изменяющей форму части в области каждой из кромочных линейных частей. Сдерживаемая область вертикальной стеночной части посредством пуансона и подушки может быть, по меньшей мере областью, смежной изменяющей форму части, и до заданной высоты h в каждой из вертикальных стеночных частей. Например, в области верхней панельной части те области, которые не являются прилегающими к изменяющей форму части (частям), могут быть образованы посредством подушки, или могут быть образованы отдельной подушкой. В областях кромочных линейных частей, эти области, за исключением изменяющей форму части (частей), могут быть образованы подушкой или могут быть образованы матрицами. В областях вертикальных стеночных частей, те области, которые не прилегают к изменяющей форму части (частям), могут быть образованы подушкой или могут быть образованы матрицами.
ПРИМЕР
[0071] Степень образования складок была исследована в случае изготовления второго иллюстративного штампованного изделия 7, представленного на вышеописанной фиг. 3. В качестве примера изобретения, в соответствии с настоящим изобретением был проведен анализ методом конечных элементов, предполагающий штамповку согласно первому варианту осуществления, представленному на вышеописанных фигурах 12А-12С. В качестве сравнительного примера проводился анализ методом конечных элементов, предполагающий гибочное формование подушкой, представленный на вышеописанной фиг.1.
В каждом из исследований, в качестве исходного материала использовалась двухфазная сталь, имеющая предел прочности на разрыв 590 МПа и толщину листа 1,2 мм. Затем, в каждом изобретательском примере по настоящему изобретению и сравнительному примеру, скорость нарастания толщины листа была рассчитана для изменяющей форму части, где возникло опасение, что может образоваться складка. Чем выше скорость нарастания толщины листа, тем больше становится избыток материала и, возможность образования складки.
[0072] Как использовано здесь, показатель А нарастания толщины листа выражается следующей формулой (1).
A=(t1-t0)/t0×100 [%]... (1)
В формуле (1) t0 представляет толщину листа перед штамповкой, а t1 представляет толщину листа после штамповки.
[0073] Фиг.15 представляет собой диаграмму, показывающую результат исследования примера. Как представлено на фиг.15, в сравнительном примере показатель нарастания толщины листа в изменяющей форму части составлял более 15%, и ожидалось образование складок. Напротив, в изобретательском примере по настоящему изобретению показатель нарастания толщины листа в изменяющей форму части был подавлен примерно до 4%, что было уровнем, при котором не образовывалась складка.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0074]
7: штампованное изделие
7a: верхняя панельная часть
7b: кромочная линейная часть
7c: вертикальная стеночная часть
7d: фланцевая часть
8: ступенчатая часть
9: изменяющая форму часть
10: устройство штамповки
11: пуансон
11а: передняя концевая поверхность
11b: боковая поверхность
11c: кромочная часть пуансона
13: подушка
13а: нижняя поверхность
13b: внутренняя боковая поверхность
13с: угловая часть
12 матрица
12а: внутренняя боковая поверхность
14: исходный материал (металлический лист)
Изобретение относится к способу и устройству для изготовления штампованного изделия, используемого в автомобилях, различных транспортных средствах, не относящихся к автомобилям, бытовых приборах, судах, архитектурных материалах и т.п. Штампованное изделие включает верхнюю панельную часть, вертикальные стеночные части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью и включает изменяющую форму часть в части кромочных линейных частей. Способ изготовления штампованного изделия включает этап подготовки металлического листа в качестве исходного материала и этап штамповки, на котором выполняют штамповку исходного материала посредством использования пуансона и подушки с матрицей, которые соединены с пуансоном. Этап штамповки включает первый этап формования посредством пуансона и подушки всей области верхней панельной части, всей области каждой из кромочных линейных частей, включая изменяющую форму часть, и область до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью области каждой из вертикальных стеночных частей, и второй этап формования после первого этапа посредством пуансона и матрицы остальных областей с исходным материалом, расположенным между пуансоном и подушкой. В результате обеспечивается уменьшение образования складок. 3 н. и 4 з.п. ф-лы, 15 ил.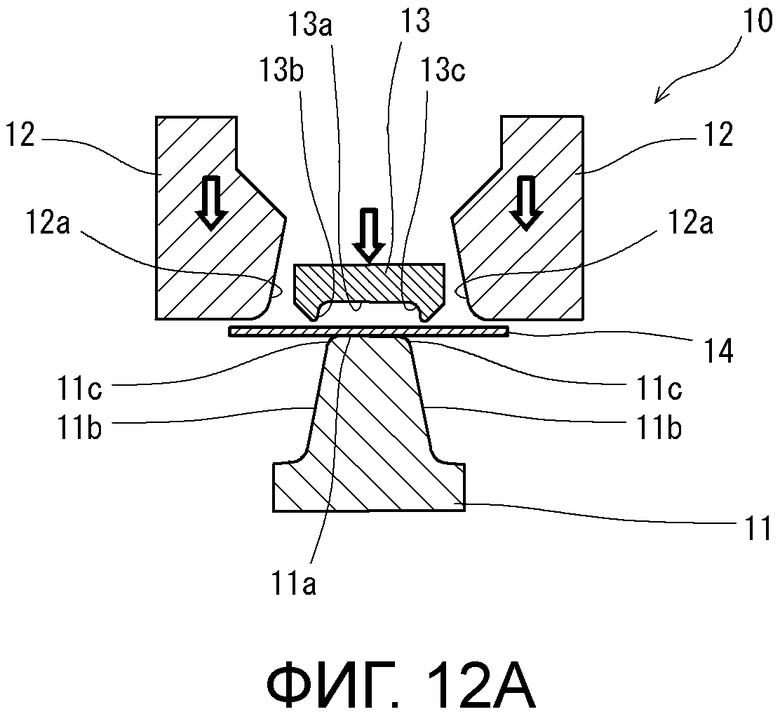
1. Способ изготовления штампованного изделия из исходного материала, содержащего верхнюю панельную часть, вертикальные стеночные части, соответственно продолжающиеся от обоих концов верхней панельной части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью, и включающего изменяющую форму часть в части кромочных линейных частей, включающий:
этап подготовки, на котором подготавливают металлический лист в качестве исходного материала, и
этап штамповки, на котором выполняют штамповку исходного материала посредством использования пуансона и подушки с матрицей, которые соединены с пуансоном, при этом этап штамповки включает:
первый этап формования посредством пуансона и подушки, по меньшей мере области, смежной изменяющей форму части области верхней панельной части, по меньшей мере области, изменяющей форму части области каждой из кромочных линейных частей, и по меньшей мере области, смежной изменяющей форму части области каждой из вертикальных стеночных частей и до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью, и
второй этап формования, следующий за первым этапом, посредством пуансона и матрицы, оставшихся областей с исходным материалом, расположенным между пуансоном и подушкой, причем заданная высота составляет 2 мм или более от границы между вертикальной стеночной частью и кромочной линейной частью и равна или меньше, чем половина общей высоты вертикальной стеночной части.
2. Способ по п.1, в котором на первом этапе вся область верхней панельной части, вся область каждой из кромочных линейных частей и область до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью области каждой из вертикальных стеночных частей образованы посредством пуансона и подушки, а на втором этапе область за заданной высотой области каждой из вертикальных стеночных частей образована пуансоном и матрицей.
3. Способ по п. 1 или 2, в котором изменяющая форму часть кромочной линейной части является по меньшей мере одной из следующих (а)-(f):
(а) изменяется высота кромочной линейной части,
(b) изменяется длина дуги в сечении кромочной линейной части,
(с) кромочная линейная часть является скрученной,
(d) кромочная линейная часть является изогнутой в направлении ширины,
(е) кромочная линейная часть выступает или является углубленной в направлении ширины и
(f) изменяется радиус кривизны в сечении кромочной линейной части.
4. Устройство для изготовления штампованного изделия из исходного материала, содержащего верхнюю панельную часть, вертикальные стеночные части, соответственно продолжающиеся от обоих концов верхней панельной части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью, и включающего изменяющую форму часть в части кромочных линейных частей,
содержащее пуансон и подушку с матрицей, которые соединены с пуансоном,
причем пуансон включает переднюю концевую поверхность, соответствующую области верхней панельной части, боковые поверхности, соответствующие областям соответствующих вертикальных стеночных частей, и кромочные части пуансона, соответствующие областям соответствующих кромочных линейных частей, а
подушка включает нижнюю поверхность, соответствующую по меньшей мере области, смежной изменяющей форму части области верхней панельной части, угловую часть, соответствующую по меньшей мере области, изменяющей форму части области каждой из кромочных линейных частей, и внутреннюю боковую поверхность, соответствующую по меньшей мере области, смежной изменяющей форму части области каждой из вертикальных стеночных частей и до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью,
причем заданная высота составляет 2 мм или более от границы между вертикальной стеночной частью и кромочной линейной частью и равна или меньше, чем половина общей высоты вертикальной стеночной части.
5. Устройство для изготовления штампованного изделия из исходного материала, содержащего верхнюю панельную часть, вертикальные стеночные части, соответственно продолжающиеся от обоих концов верхней панельной части, и кромочные линейные части между вертикальными стеночными частями и верхней панельной частью, и включающего изменяющую форму часть в части кромочных линейных частей, содержащее:
пуансон, включающий переднюю концевую поверхность, боковые поверхности и кромочные части пуансона, предусмотренные между передней концевой поверхностью и боковыми поверхностями, при этом кромочные части пуансона снабжены изменяющей форму частью в части продольного направления пуансона,
подушку, включающую нижнюю поверхность, противоположную передней концевой поверхности пуансона, внутренние боковые поверхности, противоположные части боковых поверхностей пуансона, и угловые части, предусмотренные между нижней поверхностью и внутренними боковыми поверхностями, и противоположные кромочным частям пуансона, причем внутренние боковые поверхности соответствуют по меньшей мере области, смежной изменяющей форму части области каждой из вертикальных стеночных частей и до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью, и
матрицу, включающую внутренние боковые поверхности, противоположные областям боковых поверхностей пуансона, за исключением областей, противоположных внутренним боковым поверхностям подушки областей боковых поверхностей пуансона,
при этом заданная высота составляет 2 мм или более от границы между вертикальной стеночной частью и кромочной линейной частью и равна или меньше, чем половина общей высоты вертикальной стеночной части.
6. Устройство по п.4, в котором нижняя поверхность подушки соответствует всей области верхней панельной части, каждая из угловых частей подушки соответствует всей области каждой из кромочных линейных частей, и каждая из внутренних боковых поверхностей подушки соответствует области до заданной высоты от границы между вертикальной стеночной частью и кромочной линейной частью области каждой из вертикальных стеночных частей, при этом матрица включает внутренние боковые поверхности, соответствующие областям за пределами заданной высоты областей соответствующих вертикальных стеночных частей.
7. Устройство по п.6, которое содержит механизм перемещения матрицы, которая разделена, чтобы соответствовать каждой из вертикальных стеночных частей, при этом механизм перемещения матрицы перемещает каждую из матриц к соответствующей одной из боковых поверхностей пуансона после завершения вдавливания исходного материала в подушку посредством пуансона.
| Способ передачи синхронизирующих колебаний системе тунального телеграфа с фазовой модуляцией | 1949 |
|
SU81243A1 |
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| Способ изготовления грифельных досок | 1933 |
|
SU35608A1 |
| УСТРОЙСТВО УГЛОВОЙ ОРИЕНТАЦИИ УЛЬТРАЗВУКОВЫХ ДАТЧИКОВ | 2007 |
|
RU2339032C1 |

