ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к прессу и способу изготовления штампованного изделия (например, нижнего рычага автомобиля) из металлической пластинчатой заготовки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В автомобиле колесо крепится к кузову транспортного средства через подвеску. Нижний рычаг представляет собой один из компонентов подвески. Один конец нижнего рычага автомобиля (который в дальнейшем называется просто «нижний рычаг») крепится к кузову транспортного средства через раму (которая, в частности, является элементом подвески) подвески. Другой конец нижнего рычага крепится к колесу.
На фиг. 1 показан пример нижнего рычага. Штампованное изделие 1, показанное на фиг. 1, включает в себя корпусную часть 2 и выступающую часть 3. Корпусная часть 2 имеет L-образную форму или дугообразную форму. Одна концевая часть 2a (которая в дальнейшем называется «первая концевая часть») корпусной части 2 представляет собой концевую часть, подлежащую креплению к кузову транспортного средства. Другая концевая часть 2b (которая в дальнейшем называется «вторая концевая часть») корпусной части 2 представляет собой концевую часть, подлежащую креплению к колесу транспортного средства. На фиг. 1 конец, который крепится к колесу транспортного средства, обозначен как «WH», и конец, который крепится к кузову транспортного средства, обозначен как «B».
Выступающая часть 3 выступает наружу относительно изгиба корпусной части 2. На фиг. 1 выступающая часть 3 располагается по существу в середине корпусной части 2 относительно продольного направления (другими словами, по существу в средней точке между первой концевой частью 2a и второй концевой частью 2b). Выступающая часть 3 также подлежит креплению к кузову транспортного средства.
И корпусная часть 2 и выступающая часть 3 имеют желобчатую форму поперечного сечения. Корпусная часть 2 и выступающая часть 3 каждая имеет верхнюю пластинчатую часть 4 и две вертикальные стенки, а именно, любые две из вертикальных стенок 5a, 5b и 5c. Вертикальная стенка 5a продолжается между первой концевой частью 2a корпусной части 2 и второй концевой частью 2b корпусной части 2. Вертикальная стенка 5b продолжается между первой концевой частью 2a корпусной части 2 и выступающей частью 3. Вертикальная стенка 5c продолжается между второй концевой частью 2b корпусной части 2 и выступающей частью 3. В последующем описании вертикальная стенка означает вертикальную стенку 5a на фиг. 1, и вертикальная стенка обозначается ссылочной позицией «5». Вертикальная стенка 5, как показано на фиг. 1, изогнута в направлении выступающей части 3 (что также будет называться «изогнута внутрь»). Верхняя пластинчатая часть 4 соединена с вертикальной стенкой 5 через участок 6 линии ребра. Участок 6 линии ребра изогнут в направлении верхней пластинчатой части 4. Верхняя пластинчатая часть 4 включает в себя краевую часть 7 и вогнутую часть 8. Краевая часть 7 граничит с участком 6 линии ребра. Вогнутая часть 8 продолжается вдоль краевой части 7. Вогнутая часть 8 включает в себя донную поверхность 8b и внутреннюю стенку 8c. Донная поверхность 8b вогнутой части 8 имеет периферический участок 8a.
На фиг. 1 вогнутая часть 8 образована в поверхности верхней пластинчатой части 4 корпусной части 2 и продолжается до мест вблизи выступающей части 3, первой концевой части 2a и второй концевой части 2b.
Формование штампованного изделия 1, имеющего эту форму, выполняется путем штамповки металлической пластинчатой заготовки (заготовки). Обычная технология штамповки описывается в приведенном ниже документе.
Опубликованная заявка на патент Японии № 2007-144507 (Патентный документ 1) раскрывает способ изготовления штампованного изделия, обеспечивающий отличную фиксацию формы. При формировании вертикальной стенки штампованного изделия она подвергается гибке и имеет тенденцию к короблению вследствие ее восстановления (то есть имеется тенденция к возникновению пружинения). Чтобы избежать коробления, Патентный документ 1 предлагает формирование гофрированной вертикальной стенки. Патентный документ 1 заявляет, что это подавляет пружинение вертикальной стенки.
СПИСОК ЦИТИРОВАННЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: опубликованная заявка на патент Японии № 2007-144507.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Когда для изготовления нижнего рычага или любого другого компонента ходовой части (компонента подвески) автомобиля используется способ изготовления, раскрытый в Патентном документе 1, некоторые характеристики (включая сопротивление усталости) формованного изделия могут быть низкими. Во время движения автомобиля повторяющиеся вибрационные нагрузки прилагаются к компонентам ходовой части автомобиля. Поэтому компонентам ходовой части особенно необходимо иметь высокое сопротивление усталости.
На фиг. 2A-2C представлены виды в разрезе, иллюстрирующие обычный процесс изготовления штампованного изделия, которое будет использоваться в качестве нижнего рычага. Процесс изготовления штампованного изделия 1, показанного на фиг. 1, будет описан ниже. На фиг. 2A показана стадия процесса изготовления перед штамповкой. На фиг. 2B показана стадия процесса изготовления в середине штамповки. На фиг. 2C показана стадия процесса изготовления по завершении штамповки.
Для изготовления показанного на фиг. 1 штампованного изделия 1, как иллюстрируется на фиг. 2A, первая матрица 101 и вторая матрица 102 используются в качестве верхних матриц, и пуансон 103, обращенный к верхним матрицам, используется в качестве нижней матрицы. Первая матрица 101 и вторая матрица 102 располагаются под верхним держателем 104. Пуансон 103 поддерживается посредством нижнего держателя 105. Верхний держатель 104 крепится к ползуну (не показан).
Вначале, как показано на фиг. 2A, заготовка S, которая представляет собой, например, металлическую пластину, размещается в заданном положении на пуансоне 103. Заготовка S имеет вогнутую часть 106, которая была предварительно сформирована путем штамповки. Вогнутая часть заготовки S имеет такую же форму, что и вогнутая часть конечного изготовленного штампованного изделия. После этого ползун перемещается вниз и, соответственно, перемещаются вниз первая матрица 101 и вторая матрица 102.
Далее, как показано на фиг. 2B, вогнутая часть 106 заготовки S зажимается между первой матрицей 101 и пуансоном 103. После этого, как показано на фиг. 2C, ползун перемещается дальше вниз, и завершается штамповка посредством второй матрицы 102 и пуансона 103. Таким образом, в то время как вогнутая часть 106 захвачена между первой матрицей 101 и пуансоном 103, происходит формирование вертикальной стенки 107 посредством второй матрицы 102 и пуансона 103. В результате получают штампованное изделие 100.
На фиг. 3 представлен вид в увеличенном масштабе окрестности штампованного изделия вокруг участка линии ребра на стадии, иллюстрируемой на фиг. 2C. Когда вторая матрица 102 достигает нижнюю мертвую точку формования, задняя сторона (сторона вблизи пуансона 103 на фиг. 3) участка 108 линии ребра штампованного изделия 100 подвергается напряжению сжатия. Когда первая матрица 101 и вторая матрица 102 отходят назад, чтобы извлечь штампованное изделие 100, сила упругости штампованного изделия 100 действует в направлении, указанном стрелкой на фиг. 3, и штампованное изделие 100 пытается вернуться в его форму перед формованием (это явление в дальнейшем называется «пружинение»). Когда величина перемещения за счет силы упругости (которая в дальнейшем называется «величина пружинения») является большой, задняя сторона участка 108 линии ребра штампованного изделия 100 подвергается напряжению растяжения вместо напряжения сжатия, и напряжение растяжения остается в ней (остающееся напряжение растяжения в дальнейшем называется «остаточное напряжение растяжения»). В штампованном изделии с остаточным напряжением растяжения вероятно будут возникать трещины в части, имеющей остаточное напряжение растяжения, когда к ней прилагаются повторяющиеся нагрузки. Другими словами, когда штампованное изделие имеет остаточное напряжение растяжения, его сопротивление усталости снижается. Особенно в случае нижнего рычага с вертикальной стенкой, подобной изогнутой внутрь вертикальной стенке 5, показанной на фиг. 1, снижение сопротивления усталости будет более вероятным. Причина этого заключается в следующем. Изогнутая внутрь вертикальная стенка 5 формируется путем загибания кромки с растяжением, и поэтому, когда верхние матрицы 101 и 102 находятся в их соответствующих нижних мертвых точках формования, задняя сторона (внутренняя сторона в поперечном сечении) участка 6 линии ребра более склонна подвергаться напряжению сжатия, и величина пружинения увеличивается.
Когда способ изготовления, раскрытый в Патентном документе 1, используется для изготовления штампованного изделия, такого как нижний рычаг или т.п., остаточное напряжение на участке линии ребра не уменьшается в достаточной степени. Поэтому способ изготовления, раскрытый в Патентном документе 1, не обеспечивает достаточное подавление пружинения, что ведет к снижению сопротивления усталости штампованного изделия.
Кроме того, способ изготовления, раскрытый в Патентном документе 1, направлен на компоненты, имеющие определенные формы поперечного сечения. Поэтому, даже если этот способ изготовления используется для изготовления нижнего рычага или другого компонента, включающего в себя верхнюю пластинчатую часть с вогнутой частью и вертикальную стенку (участок линии ребра), изогнутую относительно продольного направления компонента, полученное формованное изделие не обязательно будет иметь отличное сопротивление усталости.
Настоящее изобретение было сделано с учетом приведенных выше обстоятельств. Целью настоящего изобретения является создание пресса и способа изготовления штампованного изделия, которые подавляют снижение сопротивления усталости.
РЕШЕНИЕ ПРОБЛЕМЫ
Пресс в соответствии с вариантом воплощения настоящего изобретения включает в себя пуансон, первую матрицу и вторую матрицу. Пуансон включает в себя верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность. Плечо пуансона изогнуто в направлении верхней поверхности. Верхняя поверхность имеет вогнутую часть. Первая матрица располагается напротив вогнутой части пуансона. Первая матрица имеет выпуклую часть, имеющую форму, соответствующую форме вогнутой части. Выпуклая часть, имеющая форму, соответствующую форме вогнутой части, означает выпуклую часть, имеющую форму, вогнуто-выпуклым образом обратную форме вогнутой части. Более точно, выпуклая часть меньше, чем вогнутая часть, на толщину заготовки. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона. Выемка, имеющая форму, соответствующую форме плеча пуансона и боковой поверхности пуансона, означает выемку, имеющую форму, вогнуто-выпуклым образом обратную форме плеча пуансона и боковой поверхности пуансона. Во время штамповки, после того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования. Для этого пресс управляет перемещениями первой матрицы и второй матрицы механическим или электрическим образом.
Для механического управления матрицами пресс далее включает в себя верхний держатель, расположенный над первой матрицей и второй матрицей, первый элемент для приложения давления, расположенный между верхним держателем и первой матрицей, и второй элемент для приложения давления, расположенный между верхним держателем и второй матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выпуклой части и располагается рядом со второй матрицей. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования.
Далее, часть первой матрицы может располагаться между верхним держателем и вторым элементом для приложения давления. В этом случае в прессе верхний держатель располагается над первой матрицей, первый элемент для приложения давления располагается между верхним держателем и первой матрицей, второй элемент для приложения давления располагается между первой матрицей и второй матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выпуклой части и располагается рядом со второй матрицей. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования. Давление, прилагаемое первым элементом для приложения давления, больше, чем давление, прилагаемое вторым элементом для приложения давления. Если давление, прилагаемое вторым элементом для приложения давления, будет больше, чем давление, прилагаемое первым элементом для приложения давления, штамповка посредством первой матрицы будет невозможна.
Для электрического управления матрицами пресс далее включает в себя блок управления, управляющий перемещениями первой матрицы и второй матрицы. Блок управления управляет перемещениями первой матрицы и второй матрицы таким образом, что первая матрица достигает нижнюю мертвую точку формования после того, как вторая матрица достигнет нижнюю мертвую точку формования. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования.
Пресс в соответствии с вариантом воплощения настоящего изобретения включает в себя пуансон, первую матрицу, вторую матрицу и третью матрицу. Пуансон включает в себя верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность. Плечо пуансона изогнуто в направлении верхней поверхности. Верхняя поверхность имеет вогнутую часть с донной поверхностью и внутренней стенкой. Первая матрица располагается напротив по меньшей мере внутренней стенки вогнутой части пуансона. Первая матрица имеет выступающую часть, имеющую форму, соответствующую форме внутренней стенки вогнутой части пуансона. Выступающая часть, имеющая форму, соответствующую форме внутренней стенки вогнутой части пуансона, означает выступающую часть, имеющую форму, вогнуто-выпуклым образом обратную форме внутренней стенки вогнутой части.
Вторая матрица располагается рядом с первой матрицей. Вторая матрица включает в себя выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона. Третья матрица располагается рядом с первой матрицей и располагается на противоположной стороне от второй матрицы с первой матрицей между ними. Во время штамповки, после того, как третья матрица достигнет нижнюю мертвую точку формования, вторая матрица достигает нижнюю мертвую точку формования. Далее, после того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования. Для этого пресс управляет перемещениями первой матрицы, второй матрицы и третьей матрицы механическим или электрическим образом.
Для механического управления матрицами пресс далее включает в себя верхний держатель, первый элемент для приложения давления, второй элемент для приложения давления и третий элемент для приложения давления. Верхний держатель располагается над первой матрицей, второй матрицей и третьей матрицей. Первый элемент для приложения давления располагается между верхним держателем и первой матрицей. Второй элемент для приложения давления располагается между верхним держателем и второй матрицей. Третий элемент для приложения давления располагается между верхним держателем и третьей матрицей. Край третьей матрицы, который располагается рядом с первой матрицей и вблизи пуансона, располагается ниже, чем край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выступающей части и располагается рядом со второй матрицей. Соответственно, во время штамповки, после того, как третья матрица достигнет нижнюю мертвую точку формования, вторая матрица достигает нижнюю мертвую точку формования. После того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования.
Далее, часть первой матрицы может располагаться между верхним держателем и по меньшей мере одним из второго элемента для приложения давления и третьего элемента для приложения давления. В этом случае в прессе верхний держатель располагается над первой матрицей и второй матрицей, первый элемент для приложения давления располагается между верхним держателем и первой матрицей, второй элемент для приложения давления располагается над второй матрицей и третий элемент для приложения давления располагается над третьей матрицей. По меньшей мере один из второго элемента для приложения давления и третьего элемента для приложения давления располагается под первой матрицей. Край третьей матрицы, который располагается рядом с первой матрицей и вблизи пуансона, располагается ниже, чем край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выступающей части и располагается рядом со второй матрицей. Соответственно, во время штамповки третья матрица, вторая матрица и первая матрица достигают их соответствующие нижние мертвые точки формования в этом порядке. Давление, прилагаемое первым элементом для приложения давления, больше, чем общее давление, прилагаемое вторым элементом для приложения давления и третьим элементом для приложения давления, которые располагаются под первой матрицей. Если общее давление, прилагаемое вторым элементом для приложения давления и третьим элементом для приложения давления, которые располагаются под первой матрицей, будет больше, чем давление, прилагаемое первым элементом для приложения давления, штамповка посредством первой матрицы будет невозможна.
Для электрического управления матрицами пресс далее включает в себя блок управления, управляющий перемещениями первой матрицы, второй матрицы и третьей матрицы. Блок управления управляет первой матрицей, второй матрицей и третьей матрицей таким образом, что вторая матрица достигает нижнюю мертвую точку формования после того, как третья матрица достигнет нижнюю мертвую точку формования, и первая матрица достигает нижнюю мертвую точку формования после этого. Соответственно, во время штамповки, после того, как третья матрица достигнет нижнюю мертвую точку формования, вторая матрица достигает нижнюю мертвую точку формования. После того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования.
Способ изготовления штампованного изделия в соответствии с вариантом воплощения настоящего изобретения включает в себя первый этап и второй этап. Штампованное изделие включает в себя верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку. Участок линии ребра изогнут в направлении верхней пластинчатой части. Верхняя пластинчатая часть имеет вогнутую часть. На первом этапе осуществляется формирование в заготовке путем штамповки вогнутой части с использованием пуансона и первой матрицы. Пуансон имеет форму, соответствующую форме всего штампованного изделия. Первая матрица имеет форму, соответствующую по меньшей мере форме вогнутой части. Форма, соответствующая форме вогнутой части, означает выпуклую часть, вогнуто-выпуклым образом обратную вогнутой части. Формирование вогнутой части верхней пластинчатой части осуществляется посредством выпуклой части первой матрицы. На втором этапе осуществляется формирование в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра. Форма, соответствующая форме вертикальной стенки и участка линии ребра, означает выемку вдоль формы вертикальной стенки и участка линии ребра. Первый этап завершается после завершения второго этапа.
Способ изготовления штампованного изделия в соответствии с вариантом воплощения настоящего изобретения включает в себя первый этап и второй этап. Штампованное изделие включает в себя верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку. Участок линии ребра изогнут в направлении верхней пластинчатой части. Верхняя пластинчатая часть имеет вогнутую часть с донной поверхностью и внутренней стенкой. На первом этапе осуществляется формирование в заготовке путем штамповки по меньшей мере внутренней стенки вогнутой части с использованием пуансона и первой матрицы. Пуансон имеет форму, соответствующую форме всего штампованного изделия. Первая матрица имеет форму, соответствующую по меньшей мере форме внутренней стенки вогнутой части. На втором этапе осуществляется формирование в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра. На первом этапе и втором этапе заготовка зажимается между пуансоном и третьей матрицей. Третья матрица имеет форму, соответствующую по меньшей мере форме части донной поверхности вогнутой части штампованного изделия. Первый этап завершается после завершения второго этапа.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Пресс и способ изготовления штампованного изделия в соответствии с настоящим изобретением подавляют снижение сопротивления усталости штампованного изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 изображает вид в изометрии штампованного изделия, которое может использоваться в качестве нижнего рычага, иллюстрирующий его типичную форму.
Фиг. 2A - вид, иллюстрирующий стадию обычного способа изготовления перед штамповкой.
Фиг. 2B - вид, иллюстрирующий стадию обычного способа изготовления в середине штамповки.
Фиг. 2C - вид, иллюстрирующий стадию обычного способа изготовления по завершении штамповки.
Фиг. 3 - вид в увеличенном масштабе окрестности штампованного изделия вокруг участка линии ребра на стадии, иллюстрируемой на фиг. 2C.
Фиг. 4 - вид в разрезе пресса в соответствии с первым вариантом воплощения.
Фиг. 5A - вид, иллюстрирующий стадию перед штамповкой на первом этапе и втором этапе в соответствии с первым вариантом воплощения.
Фиг. 5B - вид, иллюстрирующий стадию во время штамповки в процессе штамповки в соответствии с первым вариантом воплощения.
Фиг. 5C - вид, иллюстрирующий стадию по завершении штамповки на первом этапе и втором этапе в соответствии с первым вариантом воплощения.
Фиг. 6 - вид в разрезе в увеличенном масштабе окрестности нижнего рычага вокруг участка линии ребра на стадии, иллюстрируемой на фиг. 5C.
Фиг. 7A - вид, иллюстрирующий стадию перед штамповкой на первом этапе и втором этапе в соответствии со вторым вариантом воплощения.
Фиг. 7B - вид, иллюстрирующий стадию во время штамповки на первом этапе и втором этапе в соответствии со вторым вариантом воплощения.
Фиг. 7C - вид, иллюстрирующий стадию по завершении штамповки на первом этапе и втором этапе в соответствии со вторым вариантом воплощения.
Фиг. 8 - вид в разрезе, иллюстрирующий пример первого этапа и второго этапа в соответствии со вторым вариантом воплощения, когда используется заготовка, отличающаяся от заготовки, показанной на фиг. 7A-7C.
Фиг. 9 - вид в разрезе пресса в соответствии с третьим вариантом воплощения.
Фиг. 10 - вид в увеличенном масштабе окрестности пресса, иллюстрируемого на фиг. 9, вокруг плеча пуансона.
Фиг. 11A - вид, иллюстрирующий стадию перед штамповкой на первом этапе и втором этапе в соответствии с третьим вариантом воплощения.
Фиг. 11B - вид, иллюстрирующий стадию во время штамповки на первом этапе и втором этапе в соответствии с третьим вариантом воплощения.
Фиг. 11C - вид, иллюстрирующий стадию по завершении штамповки на первом этапе и втором этапе в соответствии с третьим вариантом воплощения.
Фиг. 12 - вид в разрезе модификации пресса в соответствии с первым вариантом воплощения.
Фиг. 13 - вид в разрезе модификации пресса в соответствии с третьим вариантом воплощения.
Фиг. 14 - вид в разрезе другой модификации пресса в соответствии с первым вариантом воплощения.
Фиг. 15 - вид в разрезе другой модификации пресса в соответствии с третьим вариантом воплощения.
Фиг. 16 - вид в разрезе еще одной модификации пресса в соответствии с третьим вариантом воплощения.
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Пресс в соответствии с вариантом воплощения настоящего изобретения включает в себя пуансон, первую матрицу и вторую матрицу. Пуансон включает в себя верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность. Плечо пуансона изогнуто в направлении верхней поверхности. Верхняя поверхность имеет вогнутую часть. Первая матрица располагается напротив вогнутой части пуансона. Первая матрица имеет выпуклую часть, имеющую форму, соответствующую форме вогнутой части. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона. Во время штамповки, после того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования. Для этого перемещениями первой матрицы и второй матрицы управляют механическим или электрическим образом.
Для механического управления матрицами пресс далее включает в себя верхний держатель, расположенный над первой матрицей и второй матрицей, первый элемент для приложения давления, расположенный между верхним держателем и первой матрицей, и второй элемент для приложения давления, расположенный между верхним держателем и второй матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выпуклой части и располагается рядом со второй матрицей. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования.
Далее, часть первой матрицы может располагаться между верхним держателем и вторым элементом для приложения давления. В этом случае в прессе верхний держатель располагается над первой матрицей, первый элемент для приложения давления располагается между верхним держателем и первой матрицей, второй элемент для приложения давления располагается между первой матрицей и второй матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выпуклой части и располагается рядом со второй матрицей. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования. Давление, прилагаемое первым элементом для приложения давления, больше, чем давление, прилагаемое вторым элементом для приложения давления. Если давление, прилагаемое вторым элементом для приложения давления, будет больше, чем давление, прилагаемое первым элементом для приложения давления, штамповка посредством первой матрицы будет невозможна.
Для электрического управления матрицами пресс далее включает в себя блок управления, управляющий перемещениями первой матрицы и второй матрицы. Блок управления управляет перемещениями первой матрицы и второй матрицы таким образом, что первая матрица достигает нижнюю мертвую точку формования после того, как вторая матрица достигнет нижнюю мертвую точку формования. Соответственно, во время штамповки вторая матрица достигает нижнюю мертвую точку формования, и после этого первая матрица достигает нижнюю мертвую точку формования.
В прессе в соответствии с вариантом воплощения формование посредством первой матрицы завершается после завершения формования посредством второй матрицы. Другими словами, первая матрица достигает нижнюю мертвую точку формования после того, как вторая матрица достигнет нижнюю мертвую точку формования. Соответственно, после того, как будет сформирована вертикальная стенка штампованного изделия, будет осуществляться формирование вогнутой части. Таким образом, когда заготовка (обрабатываемое изделие) обрабатывается посредством первой матрицы, заготовка вытягивается внутрь вогнутой части пуансона. При этом материал заготовки течет от вертикальной стенки в вогнутую часть. Вместе с течением материала в вогнутую часть силы действуют на заднюю сторону участка линии ребра в направлениях, в которых вытягивается материал, и, соответственно, напряжение сжатия уменьшается. Следовательно, величина пружинения вертикальной стенки уменьшается, и остаточное напряжение на задней стороне участка линии ребра уменьшается по сравнению со случаем, когда заготовка обрабатывается в обычном прессе. Тем самым может быть подавлено снижение сопротивления усталости нижнего рычага 1.
Для изготовления штампованного изделия, имеющего вертикальную стенку только на одной стороне на виде в разрезе вдоль линии, перпендикулярной его продольному направлению, может использоваться пресс, который описывается ниже.
Пресс в соответствии с вариантом воплощения включает в себя пуансон, первую матрицу, вторую матрицу и третью матрицу. Пуансон включает в себя верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность. Плечо пуансона изогнуто в направлении верхней поверхности. Верхняя поверхность имеет вогнутую часть с донной поверхностью и внутренней стенкой. Первая матрица располагается напротив по меньшей мере внутренней стенки вогнутой части пуансона. Первая матрица имеет выступающую часть, имеющую форму, соответствующую форме внутренней стенки вогнутой части. Вторая матрица располагается рядом с первой матрицей. Вторая матрица включает в себя выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона. Третья матрица располагается рядом с первой матрицей и располагается на противоположной стороне от второй матрицы с первой матрицей между ними. Во время штамповки, после того, как третья матрица достигнет нижнюю мертвую точку формования, вторая матрица достигает нижнюю мертвую точку формования. Далее, после того, как вторая матрица достигнет нижнюю мертвую точку формования, первая матрица достигает нижнюю мертвую точку формования. Для этого перемещениями первой матрицы, второй матрицы и третьей матрицы управляют механическим или электрическим образом.
Для механического управления матрицами пресс далее включает в себя верхний держатель, расположенный над первой матрицей и второй матрицей, первый элемент для приложения давления, расположенный между верхним держателем и первой матрицей, второй элемент для приложения давления, расположенный между верхним держателем и второй матрицей, и третий элемент для приложения давления, расположенный между верхним держателем и третьей матрицей. Край третьей матрицы, который располагается рядом с первой матрицей и вблизи пуансона, располагается ниже, чем край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выступающей части и располагается рядом со второй матрицей. Соответственно, во время штамповки третья матрица, вторая матрица и первая матрица достигают их соответствующие нижние мертвые точки формования в этом порядке.
Далее, часть первой матрицы может располагаться между верхним держателем и по меньшей мере одним из второго элемента для приложения давления и третьего элемента для приложения давления. В этом случае в прессе верхний держатель располагается над первой матрицей и второй матрицей, первый элемент для приложения давления располагается между верхним держателем и первой матрицей, второй элемент для приложения давления располагается над второй матрицей и третий элемент для приложения давления располагается над третьей матрицей. По меньшей мере один из второго элемента для приложения давления и третьего элемента для приложения давления располагается под первой матрицей. Край третьей матрицы, который располагается рядом с первой матрицей и вблизи пуансона, располагается ниже, чем край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей. Край второй матрицы, который продолжается от выемки и располагается рядом с первой матрицей, располагается ниже, чем край первой матрицы, который продолжается от выступающей части и располагается рядом со второй матрицей. Соответственно, во время штамповки третья матрица, вторая матрица и первая матрица достигают их соответствующие нижние мертвые точки формования в этом порядке. Давление, прилагаемое первым элементом для приложения давления, больше, чем общее давление, прилагаемое вторым элементом для приложения давления и третьим элементом для приложения давления, которые располагаются под первой матрицей. Если общее давление, прилагаемое вторым элементом для приложения давления и третьим элементом для приложения давления, которые располагаются под первой матрицей, будет больше, чем давление, прилагаемое первым элементом для приложения давления, штамповка посредством первой матрицы будет невозможна.
Для электрического управления матрицами пресс далее включает в себя блок управления, управляющий перемещениями первой матрицы, второй матрицы и третьей матрицы. Блок управления управляет первой матрицей, второй матрицей и третьей матрицей таким образом, что третья матрица, вторая матрица и первая матрица достигают их соответствующие нижние мертвые точки формования в этом порядке. Третья матрица остается в нижней мертвой точке формования после того, как она достигнет нижнюю мертвую точку формования, до тех пор, пока первая матрица не достигнет нижнюю мертвую точку формования. Вторая матрица остается в нижней мертвой точке формования после того, как она достигнет нижнюю мертвую точку формования, до тех пор, пока первая матрица не достигнет нижнюю мертвую точку формования.
В прессе, в поперечном сечении плеча пуансона, радиус кривизны плеча пуансона составляет предпочтительно не меньше 2 мм и не больше 10 мм. Максимальный радиус изгиба плеча пуансона составляет предпочтительно не меньше 100 мм и не больше 250 мм. Ширина участка между плечом пуансона и вогнутой частью пуансона составляет предпочтительно не больше 15 мм. Глубина вогнутой части пуансона составляет предпочтительно не меньше 3 мм и не больше 20 мм.
Способ изготовления штампованного изделия в соответствии с вариантом воплощения включает в себя первый этап и второй этап. Штампованное изделие включает в себя верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку. Участок линии ребра изогнут в направлении верхней пластинчатой части, и верхняя пластинчатая часть имеет вогнутую часть. На первом этапе осуществляется формирование в заготовке путем штамповки вогнутой части с использованием пуансона и первой матрицы. Пуансон имеет форму, соответствующую форме всего штампованного изделия. Первая матрица имеет форму, соответствующую по меньшей мере форме вогнутой части. Форма, соответствующая форме вогнутой части, означает выпуклую часть, вогнуто-выпуклым образом обратную вогнутой части. Формирование вогнутой части верхней пластинчатой части осуществляется посредством выпуклой части первой матрицы. На втором этапе осуществляется формирование в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет форму, соответствующую форме вертикальной стенки и участка линии ребра. Форма, соответствующая форме вертикальной стенки и участка линии ребра, означает выемку вдоль формы вертикальной стенки и участка линии ребра. Первый этап завершается после завершения второго этапа.
Для изготовления штампованного изделия, имеющего вертикальную стенку только на одной стороне на виде в разрезе вдоль линии, перпендикулярной его продольному направлению, может использоваться способ изготовления, который описывается ниже.
Способ изготовления штампованного изделия в соответствии с вариантом воплощения включает в себя первый этап и второй этап. Штампованное изделие включает в себя верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку. Участок линии ребра изогнут в направлении верхней пластинчатой части. Верхняя пластинчатая часть имеет вогнутую часть с донной поверхностью и вертикальной стенкой. На первом этапе осуществляется формирование в заготовке путем штамповки по меньшей мере внутренней стенки вогнутой части с использованием пуансона и первой матрицы. Пуансон имеет форму, соответствующую форме всего штампованного изделия. Первая матрица имеет форму, соответствующую по меньшей мере форме внутренней стенки вогнутой части. На втором этапе осуществляется формирование в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы. Вторая матрица располагается рядом с первой матрицей. Вторая матрица имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра. На первом этапе и втором этапе заготовка зажимается между пуансоном и третьей матрицей. Третья матрица имеет форму, соответствующую по меньшей мере форме части донной поверхности вогнутой части штампованного изделия. Первый этап завершается после завершения второго этапа.
В любом из способов изготовления перед первым этапом заготовка, имеющая углубленную часть в области, соответствующей вогнутой части, причем углубленная часть имеет глубину меньше, чем вогнутая часть, может быть подготовлена в качестве заготовки.
В любом из способов изготовления, в поперечном сечении участка линии ребра, радиус кривизны участка линии ребра составляет предпочтительно не меньше 2 мм и не больше 10 мм. Высота вертикальной стенки составляет предпочтительно не меньше 17 мм и не больше 35 мм. Максимальный радиус изгиба участка линии ребра составляет предпочтительно не меньше 100 мм и не больше 250 мм. Ширина участка верхней пластинчатой части между участком линии ребра и вогнутой частью составляет предпочтительно не больше 15 мм. Глубина вогнутой части верхней пластинчатой части составляет предпочтительно не меньше 3 мм и не больше 20 мм.
Описанный выше способ подходит для изготовления компонента ходовой части автомобиля.
Далее некоторые варианты воплощения настоящего изобретения будут описаны со ссылкой на чертежи.
Первый вариант воплощения
Штампованное изделие
Штампованное изделие, которое изготавливается с использованием способа изготовления в соответствии с первым вариантом воплощения, будет описано со ссылкой на фиг. 1. Штампованное изделие 1 включает в себя вертикальную стенку 5 и верхнюю пластинчатую часть 4. Вертикальная стенка 5 продолжается от первой концевой части 2a корпусной части 2 штампованного изделия 1 до второй концевой части 2b корпусной части 2 и изогнута внутрь. Верхняя пластинчатая часть 4 соединена с вертикальной стенкой 5 через участок 6 линии ребра. В верхней пластинчатой части 4 образована вогнутая часть 8 вдоль краевой части 7, смежной участку 6 линии ребра. Штампованное изделие 1 будет использоваться в качестве нижнего рычага. Далее будет описано изготовление нижнего рычага, показанного на фиг. 1, в качестве примера изготовления штампованного изделия.
Пресс
Пресс, используемый в способе изготовления в соответствии с первым вариантом воплощения, будет описан со ссылкой на фиг. 4.
На фиг. 4 представлен вид в разрезе пресса в соответствии с первым вариантом воплощения. Пресс 10 включает в себя пуансон 13 в качестве нижней матрицы, и включает в себя первую матрицу 11 и вторую матрицу 12 в качестве верхних матриц. Пуансон 13 имеет форму, соответствующую форме всего нижнего рычага 1, показанного на фиг. 1. Пуансон 13 включает в себя верхнюю поверхность 14, боковую поверхность 15 и плечо 16 пуансона. Верхняя поверхность 14 включает в себя участок между вогнутой частью 17 и плечом 16 пуансона. Верхняя поверхность 14 имеет форму, соответствующую форме верхней пластинчатой части 4 нижнего рычага 1, показанного на фиг. 1. Таким образом, верхняя поверхность 14 имеет вогнутую часть 17. Боковая поверхность 15 имеет форму, соответствующую форме вертикальной стенки 5 нижнего рычага 1. Плечо 6 пуансона соединяет верхнюю поверхность 14 и боковую поверхность 15. Форма наружного контура плеча 16 пуансона представляет собой дугу окружности. Плечо 16 пуансона имеет форму, соответствующую форме участка 6 линии ребра нижнего рычага 1, показанного на фиг. 1. Плечо 16 пуансона изогнуто в направлении верхней поверхности 14. Таким образом, плечо 16 пуансона будет осуществлять формирование изогнутого внутрь (изогнутого в направлении верхней пластинчатой части 4) участка 6 линии ребра нижнего рычага 1.
Первая матрица 11 располагается напротив вогнутой части 17 пуансона 13. Первая матрица 11 имеет выпуклую часть 18, имеющую форму, соответствующую вогнутой части 17 пуансона 13. Более конкретно, форма выпуклой части 18 является вогнуто-выпуклым образом обратной форме вогнутой части 17. Более точно, выпуклая часть 18 меньше, чем вогнутая часть 17, на толщину заготовки S. Таким образом, форма первой матрицы 11 соответствует по меньшей мере форме вогнутой части 8 нижнего рычага 1, показанного на фиг. 1.
Вторая матрица 12 располагается рядом с первой матрицей 11. Вторая матрица 12 имеет выемку 19, имеющую форму, соответствующую форме плеча 16 пуансона и боковой поверхности 15 в пуансоне 13. Другими словами, форма выемки 19 является вогнуто-выпуклым образом обратной форме плеча 16 пуансона и боковой поверхности 15. Более точно, форма выемки 19 отличается от формы плеча 16 пуансона и боковой поверхности 15 на толщину заготовки. Таким образом, форма второй матрицы 12 соответствует по меньшей мере форме вертикальной стенки 5 и участка 6 линии ребра в нижнем рычаге 1, показанном на фиг. 1.
Первая матрица 11 и вторая матрица 12 располагаются под верхним держателем 20. Первый элемент 61 для приложения давления располагается между первой матрицей 11 и верхним держателем 20, и второй элемент 62 для приложения давления располагается между второй матрицей 12 и верхним держателем 20. Первый элемент 61 для приложения давления и второй элемент 62 для приложения давления представляют собой гидравлические цилиндры, газовые баллоны, пружины, элементы из каучука или т.п. Верхний держатель 20 крепится к ползуну (не показан). Пуансон 13 крепится к нижнему держателю 21. Нижний держатель 21 крепится к опорной плите (не показана). Когда отсутствует нагрузка на первом элементе 61 для приложения давления и втором элементе 62 для приложения давления (когда верхний держатель 20 располагается в верхнем положении), край второй матрицы 12, который продолжается от выемки 19 и располагается рядом с первой матрицей 11, располагается ниже, чем край первой матрицы 11, который продолжается от выпуклой части 18 и располагается рядом со второй матрицей 12. Соответственно, когда верхний держатель 20 перемещается вниз, вторая матрица 12 достигает нижнюю мертвую точку формования, и после этого первая матрица 11 достигает нижнюю мертвую точку формования.
Пресс 10 не ограничивается конструкцией, показанной на фиг. 4. Ниже будут описаны его модификации.
На фиг. 14 представлен вид в разрезе модификации пресса в соответствии с первым вариантом воплощения. Модифицированный пресс отличается от пресса, показанного на фиг. 4, тем, что первая матрица 11 продолжена таким образом, что она располагается поверх второй матрицы 12, и второй элемент 62 для приложения давления, над второй матрицей 12, располагается между первой матрицей 11 и второй матрицей 12. Вторая матрица 12 располагается рядом с краем первой матрицы 11, который продолжается от выпуклой части 18, и располагается под первой матрицей 11. В этом модифицированном прессе также, когда отсутствует нагрузка на первом элементе 61 для приложения давления и втором элементе 62 для приложения давления (когда верхний держатель 20 располагается в верхнем положении), край 72 второй матрицы 12, который продолжается от выемки 19 и располагается рядом с первой матрицей 11, располагается ниже, чем край 71 первой матрицы 11, который продолжается от выпуклой части 18 и располагается рядом со второй матрицей 12. Соответственно, когда верхний держатель 20 перемещается вниз, вторая матрица 12 достигает нижнюю мертвую точку формования, и после этого первая матрица 11 достигает нижнюю мертвую точку формования.
Далее будет описана другая модификация. Пресс 10 не ограничивается конструкцией, показанной на фиг. 4.
На фиг. 12 представлен вид в разрезе модификации пресса в соответствии с первым вариантом воплощения. Например, первая матрица 11 и вторая матрица 12 могут крепиться к разным ползунам, которые выполнены с возможностью отдельного перемещения. В этом случае выполненные с возможностью отдельного перемещения ползуны представляют собой первый элемент 61 для приложения давления и второй элемент 62 для приложения давления. Пресс 10 далее включает в себя блок 23 управления. Блок 23 управления представляет собой управляющий компьютер, который посылает команды на первый элемент 61 для приложения давления и второй элемент 62 для приложения давления, чтобы управлять перемещениями первой матрицы 11 и второй матрицы 12. Блок 23 управления заставляет вторую матрицу 12 достигнуть нижнюю мертвую точку формования. После этого блок 23 управления заставляет первую матрицу 11 достигнуть нижнюю мертвую точку формования.
Способ изготовления
Далее будет описан способ изготовления нижнего рычага 1, показанного на фиг. 1, с использованием описанного выше пресса. Способ изготовления в соответствии с первым вариантом воплощения включает в себя подготовительный этап, этап размещения заготовки, первый этап и второй этап, которые будут описаны ниже.
Подготовительный этап
На подготовительном этапе выполняется подготовка заготовки, изготовленной из металлической пластины. Заготовку получают, например, путем вырубки из металлической пластины. Металлическая пластина представляет собой, например, пластину из стали, алюминия, алюминиевого сплава или т.п. В том случае, когда металлическая пластина представляет собой стальную пластину, способ изготовления в соответствии с первым вариантом воплощения является особенно эффективным, когда стальная пластина имеет толщину t не меньше 1,8 мм и не больше 6,0 мм. В качестве заготовки может использоваться изготавливаемая собственными силами заготовка или, в качестве альтернативы, имеющаяся в продаже на рынке заготовка.
Этап размещения заготовки
На этапе размещения заготовки, заготовка, подготовленная на подготовительном этапе, размещается между первой матрицей 11 и пуансоном 13. При этом наружная часть заготовки располагается между второй матрицей 12 и пуансоном 13. Наружная часть заготовки может располагаться внутри пространства между второй матрицей 12 и пуансоном 13, или, в качестве альтернативы, может выступать за пределы пространства между второй матрицей 12 и пуансоном 13.
Как было описано выше, в обычном способе изготовления нижнего рычага, в то время как вогнутая часть 106 зажата между первой матрицей 101 и пуансоном 103, осуществляется формирование вертикальной стенки 107 посредством второй матрицы 102 (см. фиг. 2A-2C). Более конкретно, когда осуществляется формирование вертикальной стенки 107, вогнутая часть 106 зажата между первой матрицей 101 и пуансоном 103. Поэтому материал не течет легко в вогнутую часть 106 во время формирования вертикальной стенки 107. Когда нижний рычаг, включающий в себя верхнюю пластинчатую часть с вогнутой частью и изогнутой внутрь вертикальной стенкой, изготавливается с использованием этого обычного способа изготовления, полученный нижний рычаг имеет низкое сопротивление усталости.
Способ изготовления в соответствии с первым вариантом воплощения направлен на подавление снижения сопротивления усталости нижнего рычага, и в этом способе изготовления штамповка выполняется таким образом, что формование под действием давления, прилагаемого первой матрицей, завершается после завершения формования под действием давления, прилагаемого второй матрицей.
Первый этап и второй этап
На фиг. 5A-5C представлены виды в разрезе, иллюстрирующие пример первого этапа и второго этапа способа изготовления в соответствии с первым вариантом воплощения для изготовления штампованного изделия, которое может использоваться в качестве нижнего рычага. На фиг. 5A показана стадия перед штамповкой на первом этапе и втором этапе способа изготовления в соответствии с первым вариантом воплощения. На фиг. 5B показана стадия во время штамповки на первом этапе и втором этапе способа изготовления в соответствии с первым вариантом воплощения. На фиг. 5C показана стадия по завершении штамповки на первом этапе и втором этапе способа изготовления в соответствии с первым вариантом воплощения.
Как показано на фиг. 5A, заготовка S размещается в заданном положении в прессе 10. После этого ползун (не показан) перемещается вниз и тем самым вначале осуществляется формирование вертикальной стенки 5 посредством второй матрицы 12 и пуансона 13 (см. фиг. 5B).
Как показано на фиг. 5B, в конце обработки заготовки S посредством второй матрицы 12, обработка заготовки S посредством первой матрицы 11 еще не завершена. На этой стадии, соответственно, имеется пространство SP между участком заготовки S, подлежащим формованию в вогнутую часть 8 нижнего рычага 1, и донной поверхностью 13a пуансона 13. Затем ползун перемещается дальше вниз и в итоге будет сформирована вогнутая часть 8 посредством первой матрицы 11 (см. фиг. 5C). Вместе с формированием вогнутой части 8 также происходит формирование краевой части 7.
Когда заготовка S обрабатывается посредством первой матрицы 11, заготовка S вытягивается в направлении донной поверхности 13a пуансона 13 благодаря наличию пространства SP. При этом материал заготовки S течет от вертикальной стенки 5 в вогнутую часть 8 (фиг. 5C). Вместе с течением материала в вогнутую часть 8 силы действуют на заднюю сторону участка 6 линии ребра в направлениях, в которых вытягивается материал, и, соответственно, уменьшается напряжение сжатия. Вместе с уменьшением напряжения сжатия уменьшается упругая сила вертикальной стенки 5, и величина пружинения вертикальной стенки 5 после извлечения из пресса уменьшается. Когда величина пружинения уменьшается, остаточное напряжение на задней стороне участка 6 линии ребра продолжает действовать в направлении сжатия, или, в качестве альтернативы, даже если остаточное напряжение действует в направлении, в котором материал вытягивается, напряжение растяжения является очень небольшим. Поэтому остаточное напряжение растяжения становиться меньше по сравнению со штампованным изделием, изготовленным с использованием обычного способа. Соответственно, может быть подавлено снижение сопротивления усталости нижнего рычага 1.
Как показано на фиг. 5C, по завершении обработки заготовки S посредством первой матрицы 11 будет сформирована вогнутая часть 8 и получают нижний рычаг 1, показанный на фиг. 1.
Линия разъема между первой матрицей 11 и второй матрицей 12 будет описана ниже со ссылкой на фиг. 6.
На фиг. 6 представлен вид в увеличенном масштабе окрестности нижнего рычага вокруг участка 6 линии ребра, показанного на фиг. 5C. В нижнем рычаге 1 в соответствии с первым вариантом воплощения участок 6 линии ребра представляет собой участок от границы P1 до границы P2 на фиг. 6. Граница P1 представляет собой границу между участком 6 линии ребра и вертикальной стенкой 5. Граница P2 представляет собой границу между участком 6 линии ребра и краевой частью 7. Граница P1 и граница P2 образуют наружный контур участка 6 линии ребра. Краевая часть 7 представляет собой участок от границы P2 до границы P3. Граница P3 представляет собой границу между краевой частью 7 и вогнутой частью 8. На фиг. 6 показан случай, когда периферический участок 8a вогнутой части 8 имеет форму дуги окружности. В этом случае граница P3 представляет собой край периферического участка 8a.
Линия разъема между первой матрицей 11 и второй матрицей 12 предпочтительно располагается между границей P2 и границей P3. Причины этого заключаются в следующем. Если линия разъема будет располагаться на наружной стороне (на стороне вертикальной стенки 5) относительно границы P2, край первой матрицы 11 будет резким. В результате первая матрица 11 будет легко повреждаться. Если линия разъема между первой матрицей 11 и второй матрицей 12 будет располагаться на внутренней стороне (на стороне вогнутой части 8) относительно границы P3, то во время формирования вогнутой части 8 сопротивление трения между второй матрицей 12 и пуансоном 13 будет большим. В этом случае материал не будет легко течь в вогнутую часть 8 из-за большого сопротивления трения. Кроме того край второй матрицы 12 будет резким и вторая матрица 12 будет легко повреждаться.
Второй вариант воплощения
В отношении первого варианта воплощения был описан случай, когда заготовка S представляет собой плоскую пластину. Однако заготовка S не обязательно представляет собой плоскую пластину. Например, заготовка S может представлять собой промежуточное изделие, полученное после одного или более предварительных этапов штамповки металлической пластины.
Второй вариант воплощения отличается от первого варианта воплощения тем, что заготовка S, подготовленная на подготовительном этапе второго варианта воплощения, имеет углубленную часть. Способ изготовления в соответствии со вторым вариантом воплощения не имеет других отличий от способа изготовления в соответствии с первым вариантом воплощения. Ниже описание второго варианта воплощения, перекрывающееся с первым вариантом воплощения, будет опущено.
Подготовительный этап
На подготовительном этапе второго варианта воплощения металлическая пластина с углубленной частью подготавливается в качестве заготовки S. Перед первым этапом и вторым этапом углубленная часть формируется в металлической пластинчатой заготовке путем штамповки. Во втором варианте воплощения углубленная часть заготовки S имеет глубину меньше, чем вогнутая часть штампованного изделия. Как будет описано позднее, это сделано для того, чтобы обеспечить пространство между заготовкой S и донной поверхностью пуансона, и чтобы дать возможность материалу течь в это пространство во время формирования вогнутой части штампованного изделия.
На фиг. 7A-7C представлены виды в разрезе, иллюстрирующие пример первого этапа и второго этапа способа изготовления в соответствии со вторым вариантом воплощения для изготовления штампованного изделия, которое может использоваться в качестве нижнего рычага. На фиг. 7A показана стадия перед штамповкой на первом этапе и втором этапе способа изготовления в соответствии со вторым вариантом воплощения. На фиг. 7B показана стадия во время штамповки на первом этапе и втором этапе способа изготовления в соответствии со вторым вариантом воплощения. На фиг. 7C показана стадия по завершении штамповки на первом этапе и втором этапе способа изготовления в соответствии со вторым вариантом воплощения.
Во втором варианте воплощения, как показано на фиг. 7A, заготовка S, подготовленная на подготовительном этапе, имеет углубленную часть 9a. Углубленная часть 9a располагается в области заготовки, соответствующей вогнутой части 8 нижнего рычага 1. Глубина углубленной части 9a меньше, чем глубина вогнутой части 8. Углубленная часть 9a формуется в вогнутую часть 8 посредством первой матрицы 11 и пуансона 13. В этом случае величина формования заготовки S посредством первой матрицы 11 является небольшой. Поэтому будет маловероятным, что полученный нижний рычаг 1 будет иметь трещины или любые другие дефекты в вогнутой части 8. В этом случае также, как показано на фиг. 7B, когда формование посредством второй матрицы 12 будет завершено, имеется пространство SP между углубленной частью 9a заготовки S и донной поверхностью 13a пуансона 13, чтобы дать возможность материалу течь от вертикальной стенки 5 в вогнутую часть 8 во время обработки заготовки S посредством первой матрицы 11 (см. фиг. 7C).
На фиг. 8 представлен вид в разрезе, иллюстрирующий другой пример первого этапа и второго этапа способа изготовления в соответствии со вторым вариантом воплощения, в котором используется другая заготовка, отличающаяся от заготовки, используемой в случае фиг. 7A и 7C. На фиг. 8 показана стадия по завершении штамповки посредством второй матрицы. Заготовка S, показанная на фиг. 8, имеет выступающую часть 9b вместо углубленной части 9a. Выступающая часть 9b располагается в области заготовки, соответствующей вогнутой части 8 нижнего рычага 1. Высота выступающей части 9b меньше, чем глубина вогнутой части 8. Выступающая часть 9b формуется в вогнутую часть 8 посредством первой матрицы 11 и пуансона 13. В этом случае также имеется пространство SP между выступающей частью 9b заготовки S и донной поверхностью 13a пуансона 13. Соответственно, как и в случае использования заготовки с углубленной частью 9a, величина пружинения вертикальной стенки 5 после извлечения из пресса будет небольшой, и снижение сопротивления усталости нижнего рычага 1 может быть подавлено. Глубина углубленной части 9a и высота выступающей части 9b должны задаваться соответствующим образом на основании прочности, толщины пластины и пластичности материала.
Третий вариант воплощения
Третий вариант воплощения основан на первом варианте воплощения. Третий вариант воплощения отличается от первого варианта воплощения тем, что штампованное изделие имеет вертикальную стенку только на одной стороне. Для изготовления штампованного изделия третья матрица добавляется к прессу в соответствии с первым вариантом воплощения. Штампованное изделие, которое изготавливается с использованием пресса и способа изготовления в соответствии с третьим вариантом воплощения, представляет собой, например, усиливающий элемент для нижнего рычага, часть рамы кузова автомобиля или т.п. Приведенное ниже описание третьего варианта воплощения относится к случаю, когда штампованное изделие представляет собой усиливающий элемент для нижнего рычага (который в дальнейшем называется просто «усиливающий элемент»).
Штампованное изделие
Усиливающий элемент, который изготавливается с использованием способа изготовления в соответствии с третьим вариантом воплощения, имеет только вертикальную стенку 5a нижнего рычага 1, показанного на фиг. 1. Другими словами, усиливающий элемент не имеет вертикальные стенки 5b и 5c нижнего рычага 1, показанного на фиг. 1. Усиливающий элемент не имеет других отличий от нижнего рычага 1 в соответствии с первым вариантом воплощения. Таким образом, усиливающий элемент в соответствии с третьим вариантом воплощения имеет изогнутую внутрь вертикальную стенку и изогнутый внутрь участок линии ребра, как и в случае нижнего рычага 1, показанного на фиг. 1. Усиливающий элемент в соответствии с третьим вариантом воплощения крепится, например, к задней стороне нижнего рычага, показанного на фиг. 1. Усиливающий элемент используется для усиления окрестности нижнего рычага, показанного на фиг. 1, вокруг изогнутого участка 6 линии ребра. В том случае, когда усиливающий элемент изготавливается с использованием обычного способа изготовления, то, как и в случае описанного выше нижнего рычага, сопротивление усталости полученного усиливающего элемента вероятно будет снижено.
Пресс
Пресс, используемый в способе изготовления в соответствии с третьим вариантом воплощения, будет далее описан со ссылкой на фиг. 9.
На фиг. 9 представлен вид в разрезе пресса в соответствии с третьим вариантом воплощения. Пресс 30 включает в себя пуансон 34 в качестве нижней матрицы, и включает в себя первую матрицу 31, вторую матрицу 32 и третью матрицу 33 в качестве верхних матриц. Пуансон 34 имеет форму, соответствующую форме всего усиливающего элемента. Пуансон 34 включает в себя верхнюю поверхность 35, боковую поверхность 36 и плечо 37 пуансона. Верхняя поверхность 35 имеет форму, соответствующую верхней пластинчатой части усиливающего элемента. Боковая поверхность 36 имеет форму, соответствующую вертикальной стенке усиливающего элемента. Плечо 37 пуансона соединяет верхнюю поверхность 35 и боковую поверхность 36. Наружный контур плеча 37 пуансона имеет форму дуги окружности. Плечо 37 пуансона изогнуто вдоль продольного направления пуансона 34 (вдоль продольного направления усиливающего элемента) в направлении верхней поверхности 35. Соответственно, сформированный участок линии ребра усиливающего элемента будет изогнут внутрь (в направлении верхней пластинчатой части).
На фиг. 10 представлен вид в увеличенном масштабе окрестности пресса, показанного на фиг. 9, вокруг плеча пуансона. Боковая поверхность 36 представляет собой участок от границы P4 до границы P5. Граница P4 представляет собой нижний край боковой поверхности 36 пуансона 34. Граница P5 представляет собой границу между боковой поверхностью 36 и плечом 37 пуансона в пуансоне 34. Граница P5 представляет собой край плеча 37 пуансона. Граница P6 представляет собой границу между плечом 37 пуансона и верхней поверхностью 35. Плечо 37 пуансона представляет собой участок от границы P5 до границы P6. Граница P5 и граница P6 образуют наружный контур плеча 37 пуансона. Верхняя поверхность 35 представляет собой участок, продолжающийся от границы P6 в направлении третьей матрицы (влево на фиг. 10).
Верхняя поверхность 35 включает в себя плоскую часть 35a и вогнутую часть 35b. Плоская часть 35a представляет собой участок между границей P6 и границей P7. Граница P7 представляет собой границу между плоской частью 35a и вогнутой частью 35b. Вогнутая часть 35b включает в себя внутреннюю стенку 40 и донную поверхность 39. Внутренняя стенка 40 представляет собой участок между границей P7 и границей P8. Оба края внутренней стенки 40 имеют форму дуги окружности. Таким образом, границы P7 и P8 представляют собой края внутренней стенки 40. Граница P8 представляет собой границу между внутренней стенкой 40 и донной поверхностью 39. Донная поверхность 39 вогнутой части 35b представляет собой участок от границы P8 до конца пуансона 34.
В направлении штамповки первая матрица 31 располагается напротив по меньшей мере внутренней стенки 40 вогнутой части 35b пуансона 34. Первая матрица 31 включает в себя выступающую часть 41, соответствующую внутренней стенке 40 вогнутой части 35b пуансона 34. Соответственно, выступающая часть 41 первой матрицы 31 имеет форму, вогнуто-выпуклым образом обратную форме вогнутой части 35b пуансона 34. Таким образом, первая матрица 31 имеет форму, соответствующую по меньшей мере внутренней стенке 8c (см. фиг. 1) усиливающего элемента. Первая матрица 31 также может располагаться напротив плоской части 35a пуансона 34 в направлении штамповки. Первая матрица 34 не располагается напротив плеча 37 пуансона в направлении штамповки. Как было описано выше, если первая матрица 31 располагается напротив плеча 37 пуансона, край первой матрицы 31 будет резким и будет легко повреждаться. Также, первая матрица 31 может располагаться напротив донной поверхности 39 пуансона 34 в направлении штамповки. Однако первая матрица 31 не располагается напротив всей донной поверхности 39 пуансона 34 в направлении штамповки, чтобы обеспечить возможность прижатия заготовки S посредством третьей матрицы 33.
Вторая матрица 32 является такой же, как и вторая матрица 12 (см. фиг. 4) в первом варианте воплощения. Таким образом, вторая матрица 32 располагается рядом с первой матрицей 31. Вторая матрица 32 имеет выемку 42, имеющую форму, соответствующую форме плеча 37 пуансона и боковой поверхности 36 в пуансоне 34. Соответственно, форма выемки 42 второй матрицы 32 является вогнуто-выпуклым образом обратной форме плеча 37 пуансона и боковой поверхности 36 в пуансоне 34. Таким образом, вторая матрица 32 имеет форму, соответствующую по меньшей мере вертикальной стенке 5 и участку 6 линии ребра (см. фиг. 1) в усиливающем элементе.
Как показано на фиг. 9, третья матрица 33 располагается рядом с первой матрицей 31. Третья матрица 33 располагается на противоположной стороне от второй матрицы 32 с первой матрицей 31 между ними. Третья матрица 33 имеет форму, соответствующую по меньшей мере части донной поверхности вогнутой части усиливающего элемента. Третья матрица 33 располагается напротив донной поверхности 39 пуансона 34. Область донной поверхности 39 пуансона 34, которая будет располагаться напротив третьей матрицы 33, не имеет конкретных ограничений. Область донной поверхности 39 пуансона 34, располагающаяся напротив третьей матрицы 33, определяется соответствующим образом на основании размера первой матрицы 31. Однако третья матрица 33 не располагается напротив внутренней стенки 40 пуансона 34 в направлении штамповки. Как было описано выше, внутренняя стенка пуансона 34 располагается напротив первой матрицы 31 в направлении штамповки. Тем самым первая матрица 31 позволяет материалу заготовки течь во время штамповки.
Первая матрица 31, вторая матрица 32 и третья матрица 33 располагаются под верхним держателем 43. Первый элемент 61 для приложения давления, второй элемент 62 для приложения давления и третий элемент 63 для приложения давления располагаются между первой матрицей 31 и верхним держателем 43, между второй матрицей 32 и верхним держателем 43, и между третьей матрицей 33 и верхним держателем 43, соответственно. Верхний держатель 43 крепится к ползуну (не показан). Пуансон 34 крепится к нижнему держателю 44. Нижний держатель 44 крепится к опорной плите (не показана), как и в первом варианте воплощения.
Когда отсутствует нагрузка на первом элементе 61 для приложения давления, втором элементе 62 для приложения давления и третьем элементе 63 для приложения давления (когда верхний держатель 43 располагается в верхнем положении), край 73 третьей матрицы 33, который располагается рядом с первой матрицей 31 и вблизи пуансона 34, располагается ниже, чем край 72 второй матрицы 32, который продолжается от выемки 42 и располагается рядом с первой матрицей 31. Разница уровней расположения между этими краями больше, чем разница уровней расположения между плоской частью 35a и донной поверхностью 39 в пуансоне 34. Когда отсутствует нагрузка на первом элементе 61 для приложения давления, втором элементе 62 для приложения давления и третьем элементе 63 для приложения давления (когда верхний держатель 43 располагается в верхнем положении), край 72 второй матрицы 32, который продолжается от выемки 42 и располагается рядом с первой матрицей 31, располагается ниже, чем край 71 первой матрицы 31, который продолжается от выступающей части 41 и располагается рядом со второй матрицей 32. Соответственно, когда верхний держатель 43 перемещается вниз, третья матрица 33, вторая матрица 32 и первая матрица 31 достигают их соответствующие нижние мертвые точки формования в этом порядке.
Пресс 30 не ограничивается прессом, показанным на фиг. 9. Далее будут описаны другие модификации.
На фиг. 15 представлен вид в разрезе модификации пресса в соответствии с третьим вариантом воплощения. Модифицированный пресс отличается от пресса, показанного на фиг. 9, тем, что в этой модификации первая матрица 31 продолжается поверх второй матрицы 32, и второй элемент 62 для приложения давления, над второй матрицей 32, располагается между первой матрицей 31 и второй матрицей 32. Вторая матрица 32 располагается рядом с краем 71 первой матрицы 31, который продолжается от выступающей части 41, и располагается ниже, чем первая матрица 31. В этой модификации также, когда отсутствует нагрузка на первом элементе 61 для приложения давления, втором элементе 62 для приложения давления и третьем элементе 63 для приложения давления (когда верхний держатель 43 располагается в верхнем положении), край 73 третьей матрицы 33, который располагается рядом с первой матрицей 31 и вблизи пуансона 34, располагается ниже, чем край 72 второй матрицы 32, который продолжается от выемки 42 и располагается рядом с первой матрицей 31. Разница уровней расположения между этими краями больше, чем разница уровней расположения между плоской частью 35a и донной поверхностью 39 в пуансоне 34. Когда отсутствует нагрузка на первом элементе 61 для приложения давления, втором элементе 62 для приложения давления и третьем элементе 63 для приложения давления (когда верхний держатель 43 располагается в верхнем положении), край 72 второй матрицы 32, который продолжается от выемки 42 и располагается рядом с первой матрицей 31, располагается ниже, чем край 71 первой матрицы 31, который продолжается от выступающей части 41 и располагается рядом со второй матрицей 32. Соответственно, когда верхний держатель 43 перемещается вниз, третья матрица 33, вторая матрица 32 и первая матрица 31 достигают их соответствующие нижние мертвые точки формования в этом порядке.
На фиг. 16 представлен вид в разрезе модификации пресса в соответствии с третьим вариантом воплощения. В этой модификации, как показано на фиг. 16, первая матрица 31 может быть продолжена таким образом, чтобы располагаться поверх третьей матрицы 33, и третий элемент 63 для приложения давления, над третьей матрицей 33, может располагаться между первой матрицей 31 и третьей матрицей 33.
Далее будет описана еще одна модификация. Пресс 30 не ограничивается прессом, показанным на фиг. 9.
На фиг. 13 представлен вид в разрезе модификации пресса в соответствии с третьим вариантом воплощения. Например, первая матрица 31, вторая матрица 32 и третья матрица 33 могут крепиться к выполненным с возможностью отдельного перемещения ползунам. В этом случае выполненные с возможностью отдельного перемещения ползуны представляют собой первый элемент 61 для приложения давления, второй элемент 62 для приложения давления и третий элемент 63 для приложения давления. Пресс 30 далее включает в себя блок 24 управления. Блок 24 управления управляет перемещениями первой матрицы 31, второй матрицы 32 и третьей матрицы 33. Блок 24 управления посылает команды, чтобы заставить третью матрицу 33, вторую матрицу 32 и первую матрицу 31 достигать их соответствующие нижние мертвые точки формования в этом порядке. Первый элемент 61 для приложения давления, второй элемент 62 для приложения давления и третий элемент 63 для приложения давления принимают команды от блока 24 управления и перемещают первую матрицу, вторую матрицу и третью матрицу.
Способ изготовления
Далее будет описан способ изготовления усиливающего элемента с использованием пресса в соответствии с третьим вариантом воплощения. Способ изготовления в соответствии с третьим вариантом воплощения основан на способе изготовления в соответствии с первым вариантом воплощения. Способ изготовления в соответствии с третьим вариантом воплощения отличается от способа изготовления в соответствии с первым вариантом воплощения тем, что в способе изготовления в соответствии с третьим вариантом воплощения, в то время как заготовка прижимается посредством третьей матрицы на первом этапе и втором этапе, осуществляется штамповка посредством первой матрицы и второй матрицы. Подготовительный этап в способе изготовления в соответствии с третьим вариантом воплощения является таким же, что и в способе изготовления в соответствии с первым вариантом воплощения, и поэтому подготовительный этап в соответствии с третьим вариантом воплощения не будет описан. Первый этап и второй этап в способе изготовления в соответствии с третьим вариантом воплощения будут описаны ниже.
Первый этап и второй этап
Способ изготовления в соответствии с третьим вариантом воплощения направлен на изготовление усиливающего элемента, который имеет вертикальную стенку только на одной стороне, если смотреть на виде в разрезе. Соответственно, вторая матрица для формирования вертикальной стенки располагается только на одной стороне. Когда осуществляется штамповка с использованием такого пресса, заготовка не удерживается, когда вторая матрица осуществляет формование заготовки. Поэтому заготовка может перемещаться во время штамповки посредством второй матрицы, и штамповка не может выполняться стабильным образом. Далее, в третьем варианте воплощения третья матрица добавляется к прессу в соответствии с первым вариантом воплощения. В то время как заготовка удерживается посредством третьей матрицы, осуществляется формование заготовки посредством первой матрицы и второй матрицы, как и в случае первого варианта воплощения, чтобы изготовить усиливающий элемент. Таким образом, даже в случае изготовления усиливающего элемента с вертикальной стенкой только на одной стороне, может выполняться стабильная штамповка. Кроме того, первая матрица может позволить материалу заготовки течь внутрь, что подавляет снижение сопротивления усталости полученного усиливающего элемента.
На фиг. 11A-11C представлены виды в разрезе, иллюстрирующие пример первого этапа и второго этапа способа изготовления в соответствии с третьим вариантом воплощения. На фиг. 11A показана стадия перед штамповкой на первом этапе и втором этапе способа изготовления в соответствии с третьим вариантом воплощения. На фиг. 11B показана стадия во время штамповки на первом этапе и втором этапе способа изготовления в соответствии с третьим вариантом воплощения. На фиг. 11C показана стадия по завершении штамповки на первом этапе и втором этапе способа изготовления в соответствии с третьим вариантом воплощения.
После того, как заготовка S устанавливается в заданном положении в прессе 30, ползун (не показан) перемещается вниз, и заготовка S вначале зажимается между третьей матрицей 33 и пуансоном 34, как показано на фиг. 11A. При этом может осуществляться формование заготовки S путем зажимания между третьей матрицей 33 и пуансоном 34.
Как показано на фиг. 11B, осуществляется штамповка заготовки S посредством второй матрицы 32 и пуансона 34, в то время как она удерживается посредством третьей матрицы 33. Как и в первом варианте воплощения, штамповка заготовки S посредством первой матрицы 31 не будет завершена в конце штамповки заготовки S посредством второй матрицы 32. Ползун перемещается дальше вниз из этого состояния, и в итоге будет сформирована вогнутая часть 51 усиливающего элемента 50 посредством первой матрицы 31 (см. фиг. 11C). Вместе с формированием вогнутой части 51 также происходит формирование краевой части 52. Поэтому в третьем варианте воплощения, как и в первом варианте воплощения, величина пружинения вертикальной стенки после извлечения из пресса уменьшается, и, соответственно, может быть подавлено снижение сопротивления усталости усиливающего элемента 50.
Выше был описан способ изготовления в соответствии с третьим вариантом воплощения для изготовления усиливающего элемента для нижнего рычага.
Предпочтительные примеры прессов в соответствии с вариантами воплощения с первого по третий будут описаны ниже.
Радиус кривизны плеча пуансона
В поперечном сечении плеча 16 пуансона, радиус кривизны плеча 16 пуансона составляет предпочтительно не меньше 2 мм и не больше 10 мм. Здесь, поперечное сечение плеча 16 пуансона означает поперечное сечение вдоль линии, перпендикулярной продольному направлению плеча 16 пуансона (продольному направлению нижнего рычага), как показано на фиг. 4. Если радиус кривизны плеча 16 пуансона меньше 2 мм, вертикальная стенка, которая формируется путем штамповки посредством второй матрицы 12, будет иметь резкий изгиб. В этом случае, соответственно, во время формирования вогнутой части нижнего рычага посредством первой матрицы 11, материал не будет легко течь от вертикальной стенки в вогнутую часть. Если радиус кривизны плеча 16 пуансона больше 10 мм, радиус кривизны участка линии ребра полученного нижнего рычага будет большим. В этом случае, соответственно, момент инерции площади поперечного сечения нижнего рычага будет небольшим, и прочность нижнего рычага 1 будет недостаточной.
Максимальный радиус изгиба плеча пуансона
Как показано на фиг. 1, вертикальная стенка 5 нижнего рычага 1 в соответствии с вариантом воплощения изогнута внутрь. Как было указано выше, вертикальная стенка 5 формируется путем загибания кромки с растяжением. Участок 6 линии ребра, соединенный с вертикальной стенкой 5, изогнут. Чем меньше радиус изгиба участка 6 линии ребра, тем больше остаточное напряжение растяжения на задней стороне участка 6 линии ребра полученного нижнего рычага 1, и, соответственно, тем ниже сопротивление усталости нижнего рычага 1.
Формирование участка 6 линии ребра осуществляется посредством плеча 16 пуансона в пуансоне 13 и второй матрицы 12. Плечо 16 пуансона в пуансоне 13 изогнуто внутрь (в направлении верхней поверхности), как и участок 6 линии ребра. Максимальный радиус изгиба изогнутого плеча 16 пуансона составляет предпочтительно не меньше 100 мм и не больше 250 мм. Причины этого заключаются в следующем. Если максимальный радиус изгиба плеча 16 пуансона меньше 100 мм, формируемые участок 6 линии ребра и вертикальная стенка 5 будут иметь резкий изгиб внутрь, и остаточное напряжение растяжения в направлении вдоль участка 6 линии ребра будет большим. Если максимальный радиус изгиба плеча 16 пуансона больше 250 мм, пространство для компонентов подвески автомобиля будет ограниченным, и свобода выбора конструктивных решений будет небольшой. В случае, когда радиус изгиба плеча 16 пуансона изменяется в зависимости от позиции, максимальный радиус изгиба плеча 16 пуансона означает наибольшее значение радиуса изгиба.
Ширина участка между плечом пуансона и вогнутой частью пуансона
Ширина участка между плечом пуансона и вогнутой частью пуансона будет описана далее с использованием в качестве примера пресса в соответствии с третьим вариантом воплощения, показанного на фиг. 10. Приведенные ниже предельные значения для ширины участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 применимы для прессов в соответствии с первым и вторым вариантами воплощения.
Ширина участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 составляет предпочтительно не больше 15 мм. Ширина участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 означает расстояние между границей P6 и границей P7, как показано на фиг. 10. Если ширина участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 больше 15 мм, то сопротивление трения между второй матрицей 32 и пуансоном 34 будет большим. В этом случае, соответственно, во время формирования вогнутой части штампованного изделия (не показано) посредством первой матрицы 31 материал не будет легко течь в вогнутую часть штампованного изделия. Для ширины участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 не задается конкретного нижнего предельного значения. Ширина участка между плечом 37 пуансона и вогнутой частью 35b в пуансоне 34 может быть равной нулю. В этом случае плечо 37 пуансона и вогнутая часть 35b в пуансоне 34 плавно соединяются друг с другом.
Глубина вогнутой части пуансона
Глубина вогнутой части пуансона будет далее описана с использованием в качестве примера пресса в соответствии с третьим вариантом воплощения, показанного на фиг. 10. Приведенные ниже предельные значения для глубины вогнутой части 35b пуансона 34 применимы к прессам в соответствии с первым и вторым вариантами воплощения.
Глубина вогнутой части 35b пуансона 34 составляет предпочтительно не меньше 3 мм и не больше 20 мм. Глубина вогнутой части 35b пуансона 34 означает расстояние между плоской частью 35a и донной поверхностью 39 вогнутой части 35b в пуансоне 34, показанными на фиг. 10. Если глубина вогнутой части 35b пуансона 34 меньше 3 мм, количество материала, текущего в вогнутую часть во время формирования вогнутой части штампованного изделия (не показано) посредством первой матрицы 31, будет недостаточным. Если глубина вогнутой части 35b пуансона 34 больше 20 мм, величина формования, осуществляемого посредством первой матрицы, будет большой, и заготовка будет легко повреждаться.
Предпочтительные примеры штампованных изделий в соответствии с вариантами воплощения с первого по третий будут описаны ниже.
Радиус кривизны участка линии ребра
Как показано на фиг. 6, наружный контур участка 6 линии ребра нижнего рычага имеет форму дуги окружности. В поперечном сечении участка 6 линии ребра, радиус кривизны участка 6 линии ребра составляет предпочтительно не меньше 2 мм и не больше 10 мм. Поперечное сечение участка 6 линии ребра представляет собой поперечное сечение вдоль линии, перпендикулярной продольному направлению нижнего рычага 1. Если радиус кривизны участка 6 линии ребра меньше 2 мм, вертикальная стенка 5 будет иметь резкий изгиб, и, соответственно, материал не будет легко течь от вертикальной стенки 5 в вогнутую часть 8. Если радиус кривизны участка 6 линии ребра больше 10 мм, момент инерции площади поперечного сечения нижнего рычага будет небольшим, и прочность нижнего рычага 1 будет недостаточной.
Высота вертикальной стенки
Высота h вертикальной стенки 5 (см. фиг. 6) составляет предпочтительно не меньше 17 мм и не больше 35 мм. Высота h вертикальной стенки 5 представляет собой расстояние между краевым участком 7 и краем вертикальной стенки 5. Если высота вертикальной стенки 5 меньше 17 мм, момент инерции площади поперечного сечения нижнего рычага 1 будет небольшим, и прочность нижнего рычага 1 будет недостаточной. Если высота вертикальной стенки 5 больше 35 мм, сопротивление трения между второй матрицей 12 и пуансоном 13 будет большим, и материал не будет легко течь от вертикальной стенки 5 в вогнутую часть 8 во время формирования вогнутой части 8 посредством первой матрицы 11.
Максимальный радиус изгиба участка линии ребра
Как показано на фиг. 1, участок 6 линии ребра нижнего рычага 1 в соответствии с вариантом воплощения изогнут внутрь. Чем меньше радиус изгиба участка 6 линии ребра, тем больше будет остаточное напряжение растяжения на задней стороне участка 6 линии ребра полученного нижнего рычага 1, и, соответственно, тем ниже будет сопротивление усталости нижнего рычага 1. Максимальный радиус изгиба изогнутого участка 6 линии ребра составляет предпочтительно не меньше 100 мм и не больше 250 мм. Причины этого заключаются в следующем. Если максимальный радиус изгиба участка 6 линии ребра меньше 100 мм, участок 6 линии ребра будет иметь резкий изгиб внутрь, и остаточное напряжение растяжения в направлении вдоль участка 6 линии ребра будет большим. Если максимальный радиус изгиба участка 6 линии ребра больше 250 мм, пространство для компонентов подвески автомобиля будет ограниченным, и свобода выбора конструктивных решений будет небольшой. В случае, когда радиус изгиба участка 6 линии ребра изменяется в зависимости от позиции, максимальный радиус изгиба участка 6 линии ребра означает наибольшее значение радиуса изгиба.
Ширина краевой части
Ширина W краевой части 7 составляет предпочтительно не больше 15 мм. Как показано на фиг. 6, ширина W краевой части 7 представляет собой расстояние между границей P2 и границей P3. Если ширина W краевой части 7 больше 15 мм, сопротивление трения между второй матрицей 12 и пуансоном 13 будет большим. Соответственно, материал не будет легко течь в вогнутую часть 8 во время формирования вогнутой части 8 посредством первой матрицы 11. Для ширины W краевой части 7 не задается конкретного нижнего предельного значения. Ширина W краевой части 7 может быть равной нулю. В этом случае участок 6 линии ребра и периферический участок 8a вогнутой части 8 плавно соединяются друг с другом.
Глубина вогнутой части
Глубина D вогнутой части 8 составляет предпочтительно не меньше 3 мм и не больше 20 мм. Глубина D вогнутой части 8 представляет собой расстояние между краевой частью 7 и донной поверхностью 8b вогнутой части 8, как показано на фиг. 6. Если глубина D вогнутой части 8 меньше 3 мм, количество материала, текущего в вогнутую часть 8 во время формирования вогнутой части 8 посредством первой матрицы 11, будет недостаточным. Если глубина D вогнутой части 8 больше 20 мм, величина формования, осуществляемого посредством первой матрицы 11, будет большой, и заготовка S будет легко повреждаться.
Приведенное выше описание относится к случаю, когда штампованное изделие, которое изготавливается с использованием способа в соответствии с вариантом воплощения, представляет собой нижний рычаг автомобиля. Однако штампованное изделие не ограничивается нижним рычагом. Способ изготовления в соответствии с вариантом воплощения может использоваться для изготовления штампованного изделия, которое имеет вогнутую часть и изогнутую внутрь вертикальную стенку, и которое должно иметь отличное сопротивление усталости. Таким штампованным изделием является, например, компонент ходовой части автомобиля. Компоненты ходовой части, помимо нижнего рычага, включают в себя верхний рычаг или т.п.
Пресс 10 в соответствии с вариантом воплощения включает в себя первую матрицу 11 и вторую матрицу 12 в качестве верхних матриц, и включает в себя пуансон 13 в качестве нижней матрицы. Однако расположение матриц не ограничивается этим. В прессе 10 расположение первой матрицы 11, второй матрицы 12 и пуансона 13 может быть изменено на обратное. В общем необходимо только, чтобы первая матрица 11 и вторая матрица 12 были выполнены с возможностью перемещения относительно пуансона 13.
Примеры
Для подтверждения эффектов изобретения был выполнен анализ по методу конечных элементов, который описывается ниже. В анализе по методу конечных элементов предполагалось, что штампованное изделие, которое может использоваться в качестве нижнего рычага, было изготовлено путем штамповки из металлической пластинчатой заготовки. В качестве примера по изобретению предполагалось использование способа изготовления в соответствии со вторым вариантом воплощения, иллюстрируемого на фиг. 7A-7C. В качестве сравнительного примера предполагалось использование обычного способа изготовления, иллюстрируемого на фиг. 2A-2C. Таким образом пример по изобретению отличается от сравнительного примера тем, что формование посредством первой матрицы 11 завершается после завершения формования посредством второй матрицы 12, и тем, что заготовка S, используемая в примере по изобретению, имеет углубленную часть 9a, тогда как заготовка S, используемая в сравнительном примере, имеет предварительно сформированную вогнутую часть 106. Между примером по изобретению и сравнительным примером больше не было других отличий. Штампованные изделия, изготовленные с использованием этих способов, оценивались в отношении напряжения на участке линии ребра штампованного изделия, когда верхняя матрица находилась в нижней мертвой точке формования, и в отношении остаточного напряжения на штампованном изделии после извлечения из пресса.
Были изготовлены штампованные изделия, имеющее форму, показанную на фиг. 1, с использованием способов изготовления в соответствии с примером по изобретению и сравнительным примером. Металлические пластинчатые заготовки представляли собой стальные пластины, имеющие толщину пластины 2,6 мм и предел прочности при растяжении 980 МПа. В каждом из полученных штампованных изделий радиус кривизны участка линии ребра составлял 8 мм, и высота вертикальной стенки составляла 23 мм. В каждом из полученных штампованных изделий максимальный радиус изгиба участка линии ребра составлял 160 мм.
Результаты анализа
В примере по изобретению напряжение на участке линии ребра после извлечения из пресса представляло собой напряжение растяжения и его максимальное значение составляло 50 МПа.
В сравнительном примере напряжение на участке линии ребра после извлечения из пресса представляло собой напряжение растяжения и его максимальное значение составляло 340 МПа.
Эти результаты показывают, что способ изготовления в соответствии с этим вариантом воплощения способен подавлять остаточное напряжение на изготовленном штампованном изделии и тем самым способен подавлять снижение сопротивление усталости штампованного изделия.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Способ изготовления штампованного изделия в соответствии с настоящим изобретением может использоваться для изготовления штампованного изделия, имеющего форму, подобную нижнему рычагу автомобиля. Способ изготовления в соответствии с настоящим изобретением может использоваться в частности для изготовления нижнего рычага, который должен иметь отличное сопротивление усталости.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1: штампованное изделие (нижний рычаг)
2: корпусная часть
3: выступающая часть
5: вертикальная стенка
6: участок линии ребра
7: краевая часть
8: вогнутая часть
9a: углубленная часть
9b: выступающая часть
10, 30: пресс
11, 31: первая матрица
12, 32: вторая матрица
33: третья матрица
13, 34: пуансон
13a: донная поверхность пуансона
14: верхняя поверхность пуансона
15: боковая поверхность пуансона
16: плечо пуансона
17: вогнутая часть пуансона
18: выпуклая часть первой матрицы
19: выемка второй матрицы
20: верхний держатель
21: нижний держатель
61: первый элемент для приложения давления
62: второй элемент для приложения давления
63: третий элемент для приложения давления
B: концевая часть, подлежащая креплению к кузову автомобиля
WH: концевая часть, подлежащая креплению к колесу
D: глубина вогнутой части
h: высота вертикальной стенки
W: ширина краевой части
S: заготовка
SP: пространство между заготовкой и пуансоном.
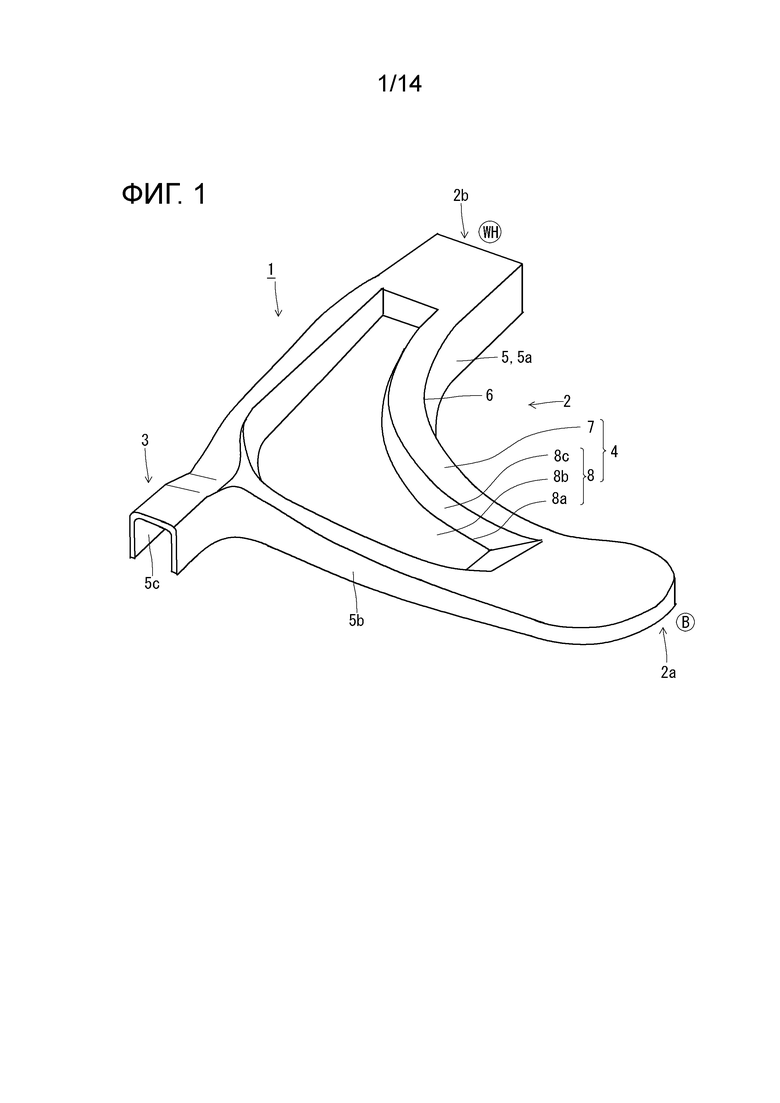
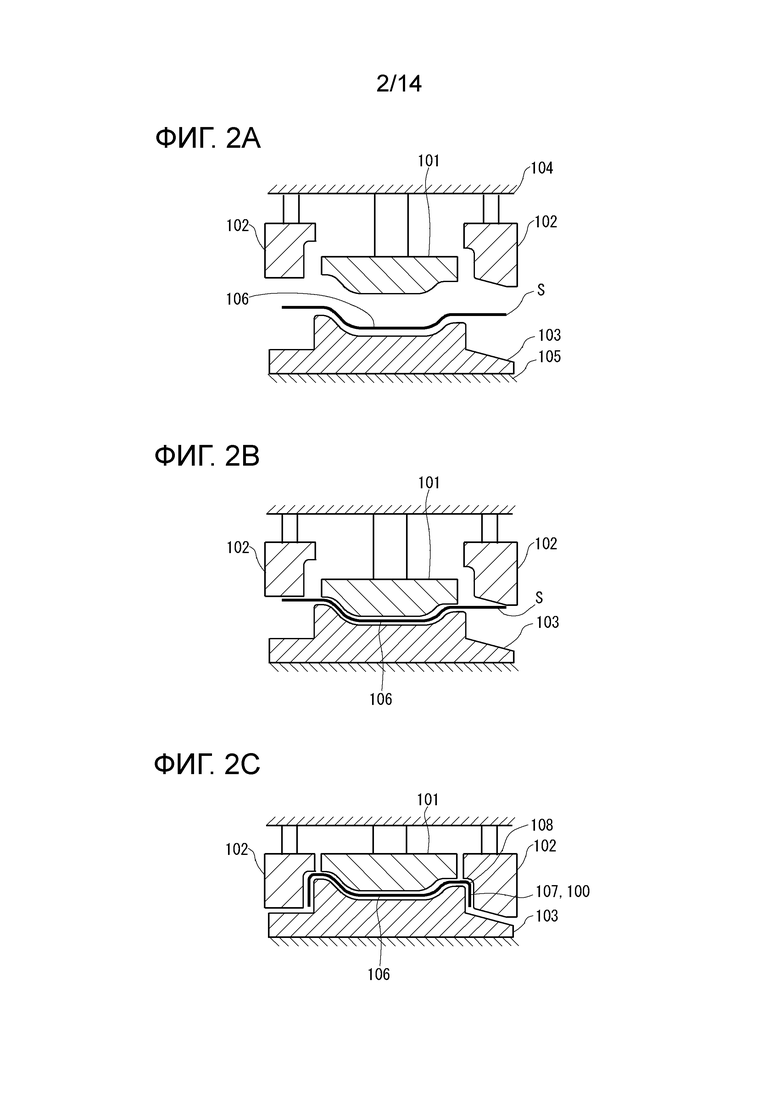

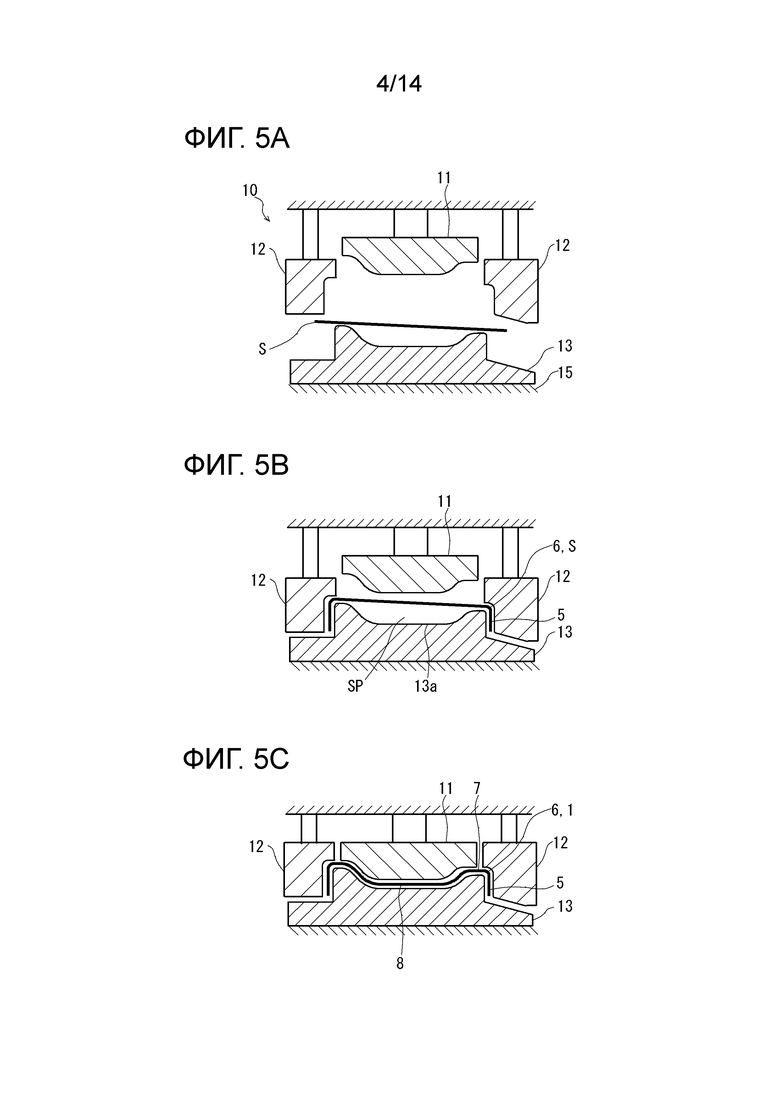
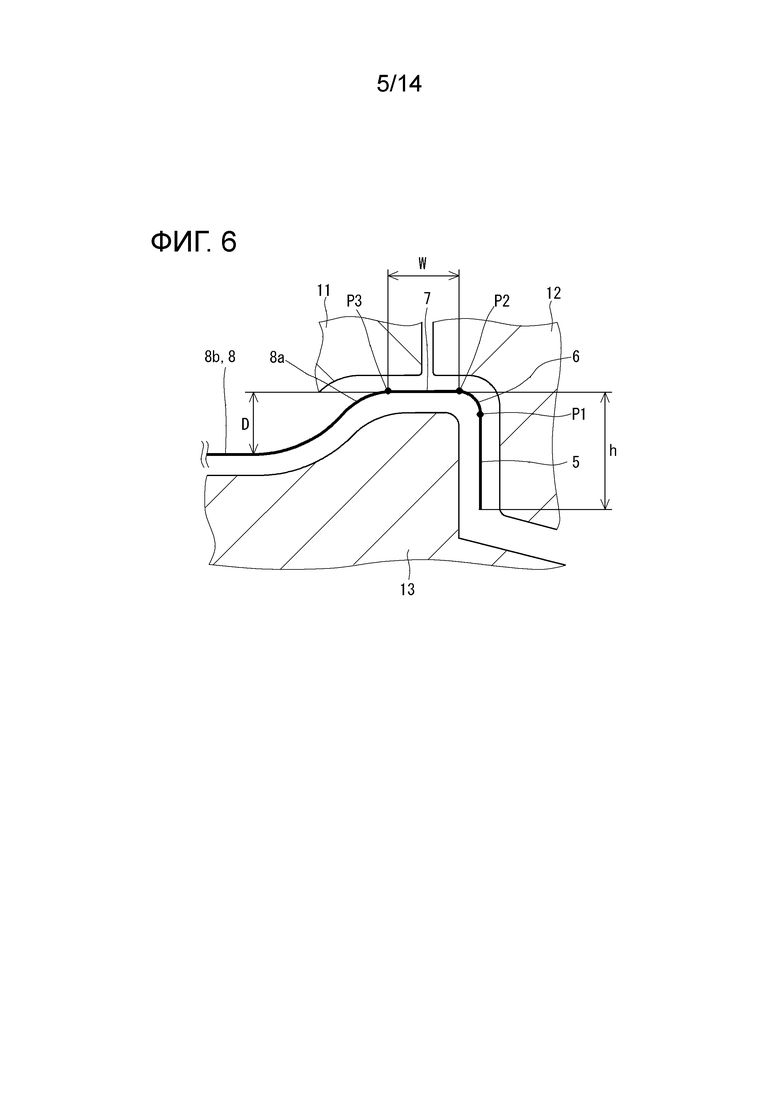
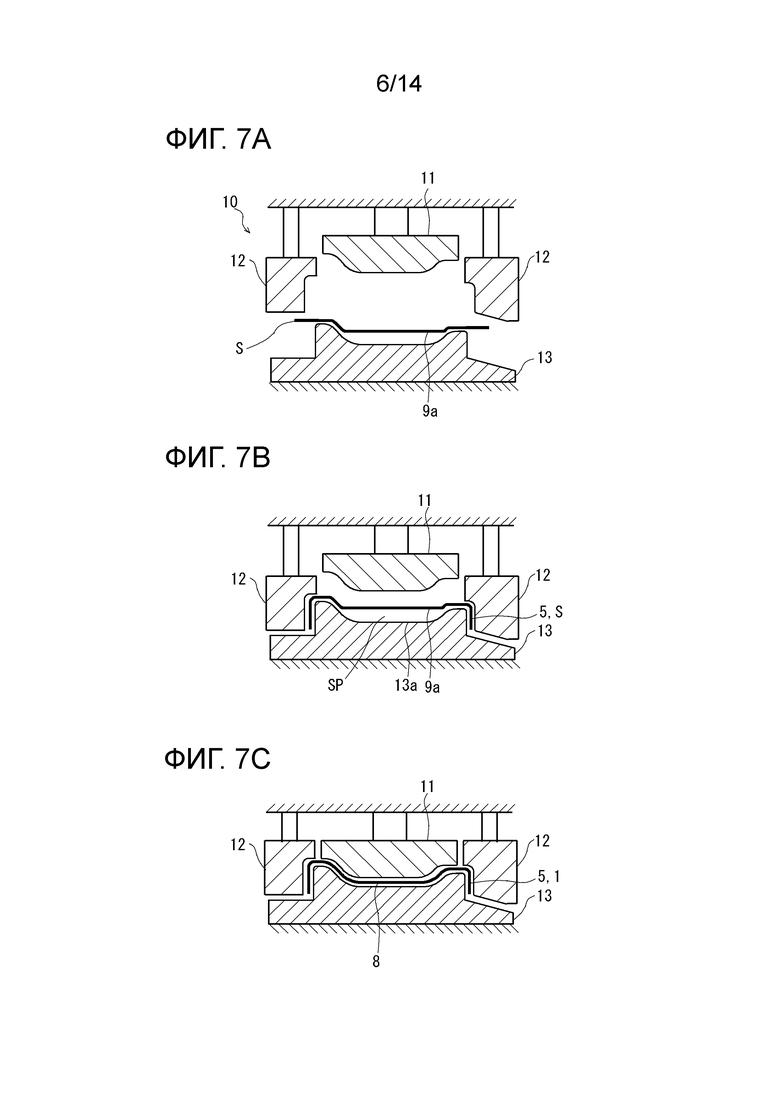
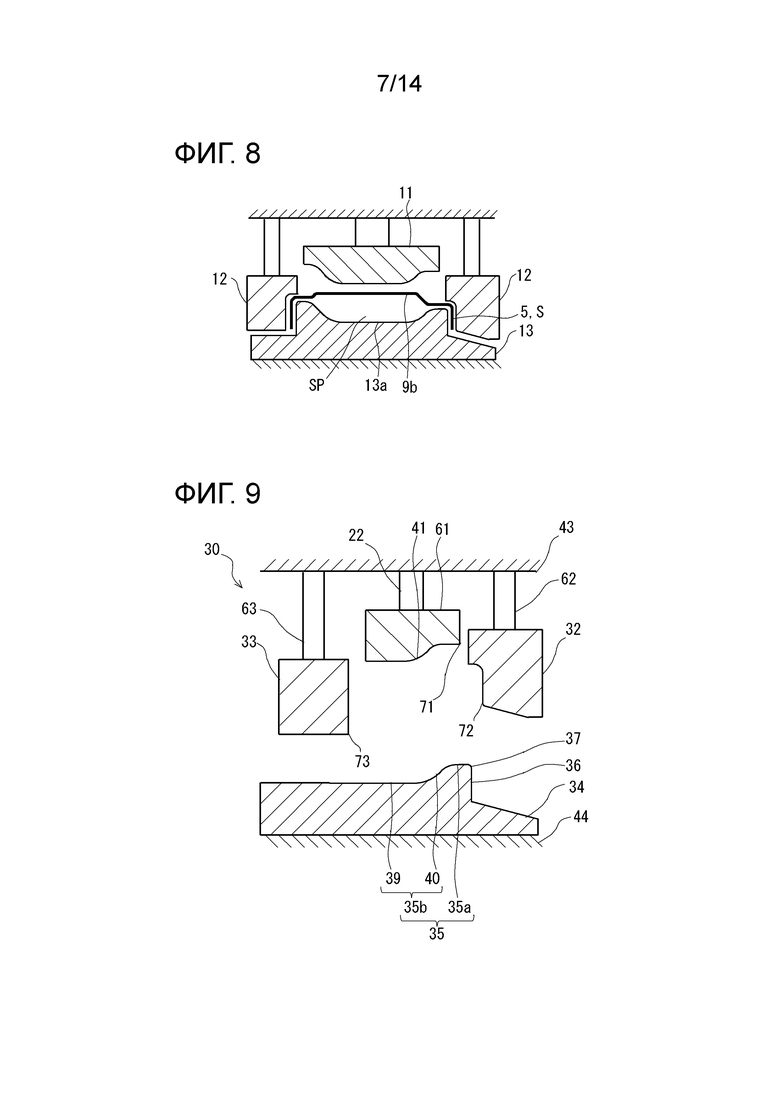
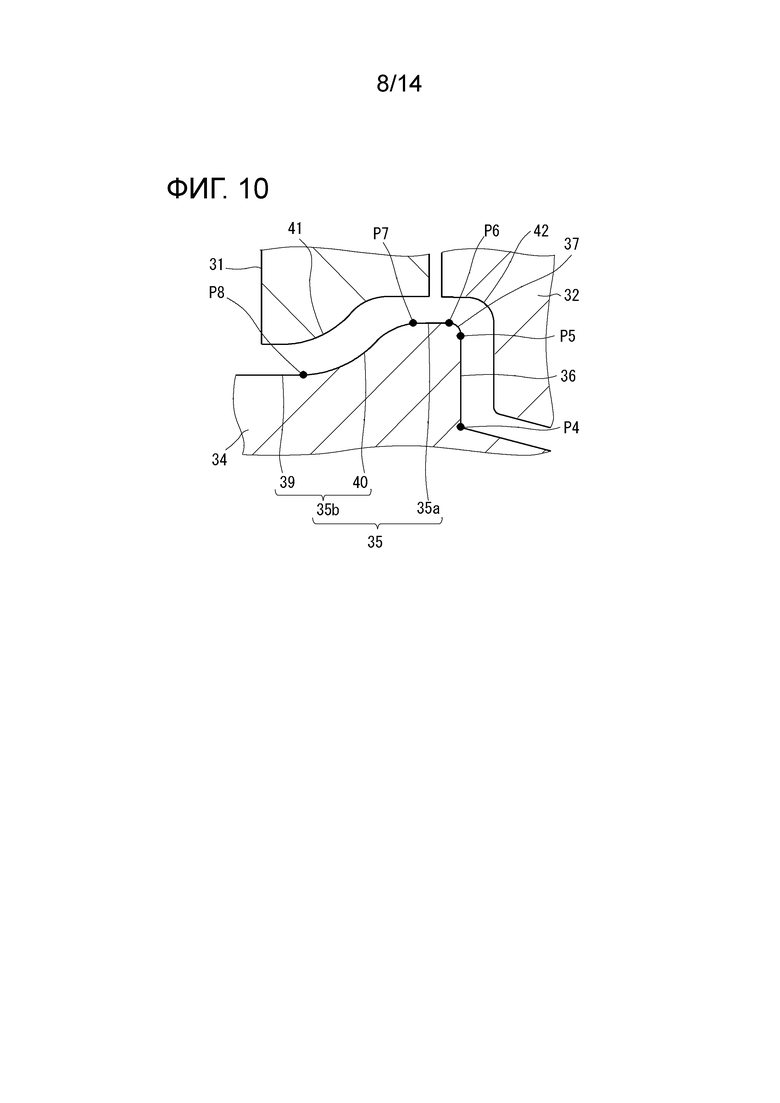
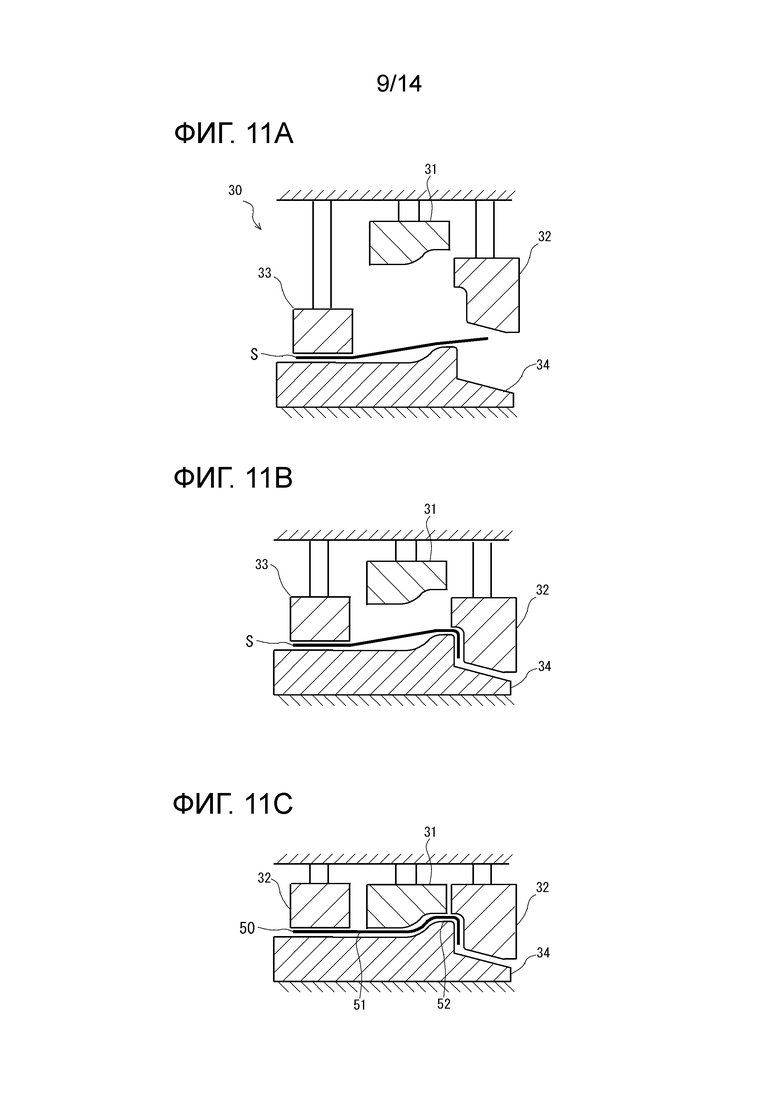
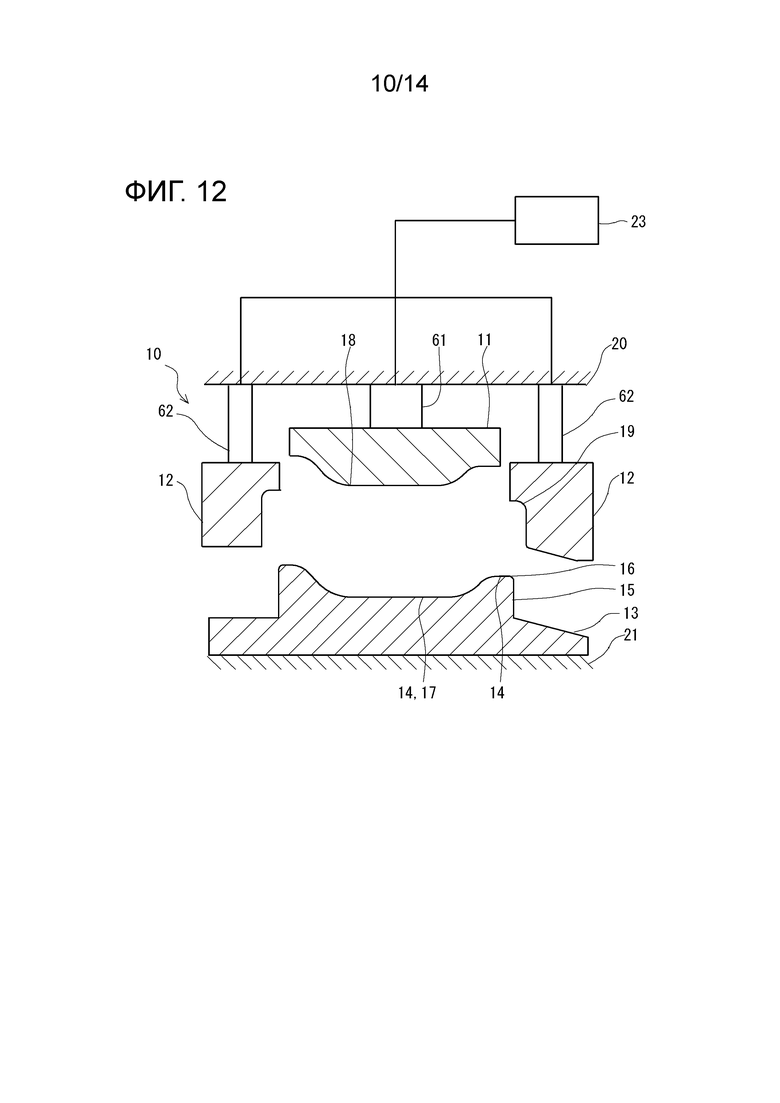
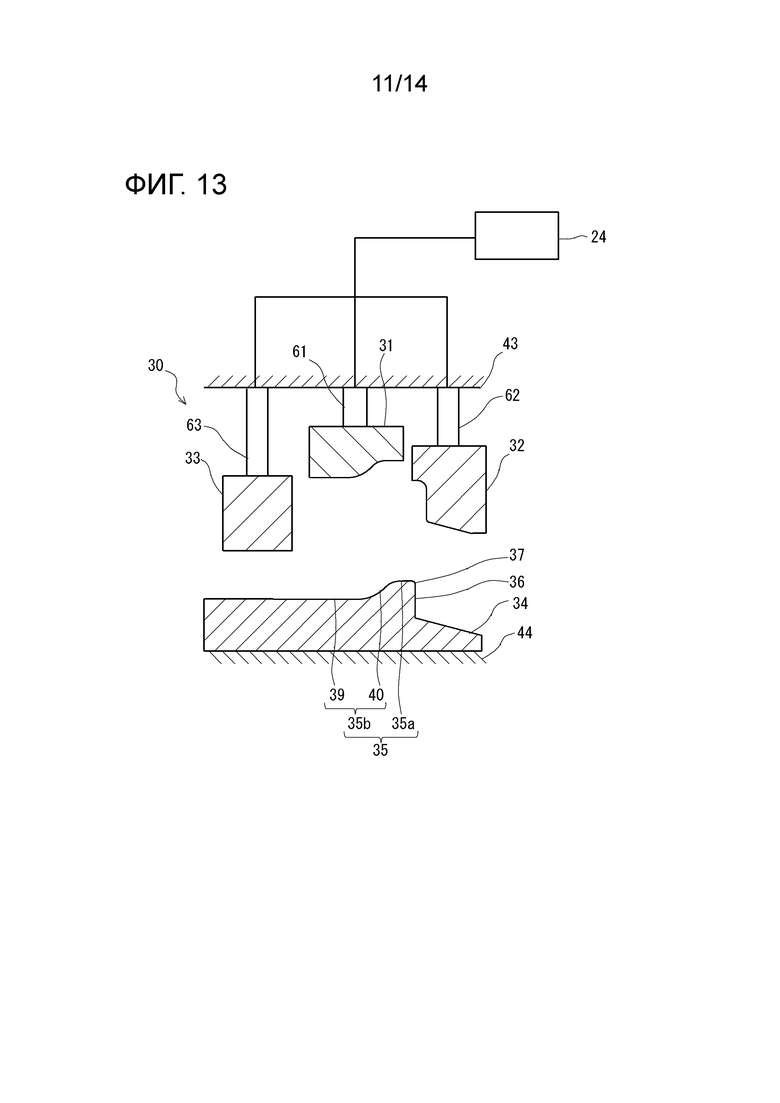
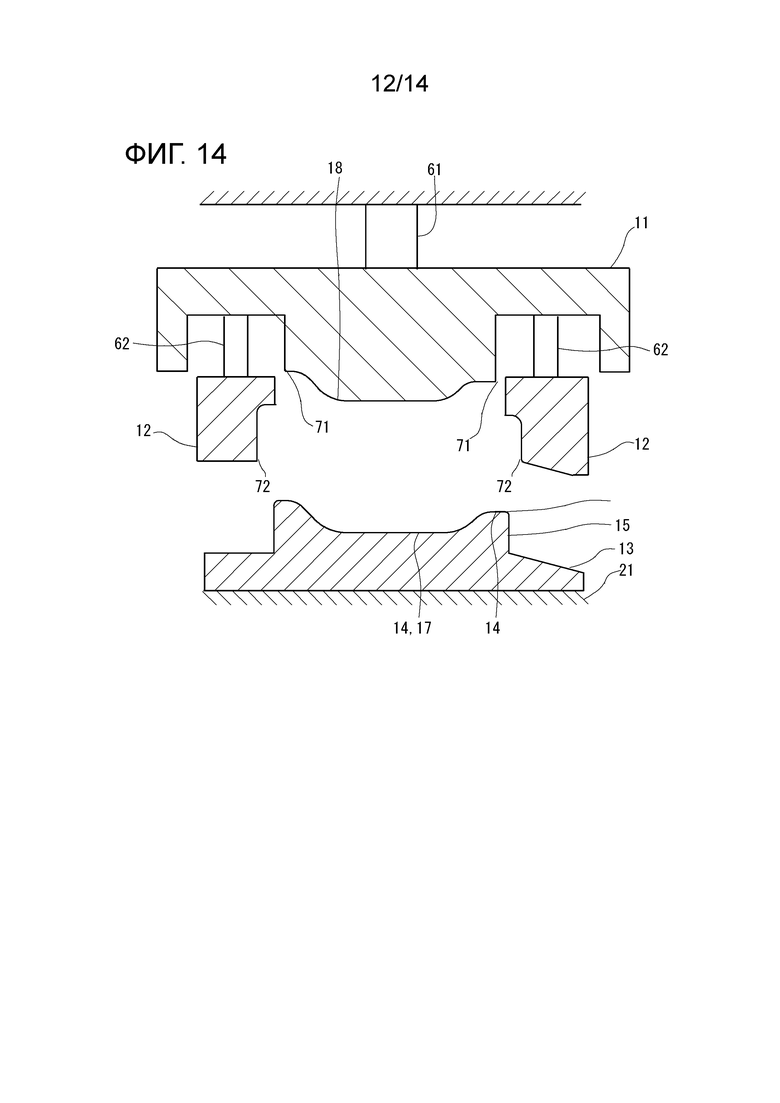
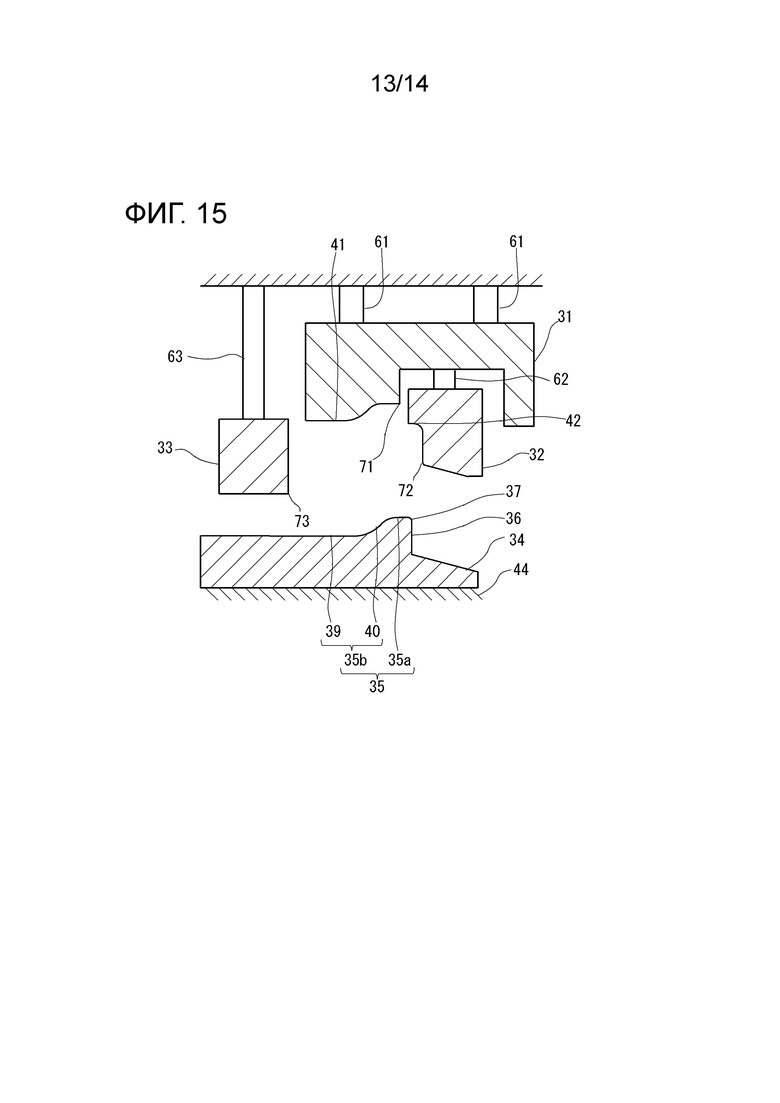
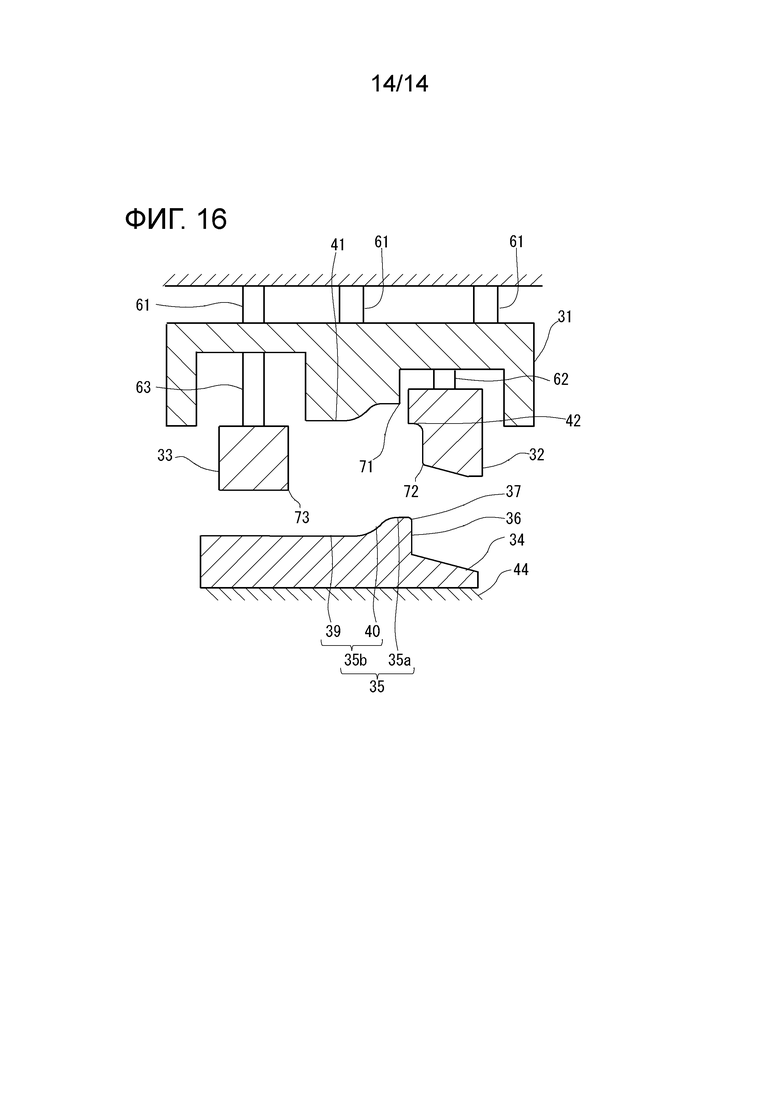
Заявленные изобретения относятся к области обработки металлов давлением и могут быть использованы при изготовлении штампованных изделий. Изготовление штампованного изделия осуществляют на прессе в два этапа. На первом этапе формируют вогнутую часть изделия путем штамповки заготовки с использованием пуансона (13) и первой матрицы (11). Пуансон (13) имеет форму, соответствующую форме всего штампованного изделия. Первая матрица (11) имеет форму, соответствующую по меньшей мере форме вогнутой части изделия. На втором этапе формируют вертикальную стенку и участок линии ребра путем штамповки с использованием пуансона (13) и второй матрицы (12). Вторая матрица (12) расположена в прессе рядом с первой матрицей (11) и имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра изделия. Первый этап завершают после завершения второго этапа. В результате обеспечивается возможность получения штампованного изделия, имеющего повышенное сопротивление усталости. 6 н. и 13 з.п. ф-лы, 16 ил.
1. Пресс для изготовления штампованного изделия, имеющего верхнюю пластинчатую часть с вогнутой частью, вертикальную стенку и соединяющий их участок линии ребра, выполненный изогнутым в направлении верхней пластинчатой части, содержащий:
пуансон, имеющий верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность, причем плечо пуансона изогнуто в направлении верхней поверхности, которая включает вогнутую часть;
первую матрицу, расположенную напротив вогнутой части пуансона, причем первая матрица включает выпуклую часть, имеющую форму, соответствующую форме вогнутой части пуансона;
вторую матрицу, расположенную рядом с первой матрицей, причем вторая матрица включает выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона;
верхний держатель, расположенный над первой матрицей и второй матрицей;
первый элемент для приложения давления, расположенный между верхним держателем и первой матрицей; и
второй элемент для приложения давления, расположенный между верхним держателем и второй матрицей,
при этом край второй матрицы, который продолжается от выемки и расположен рядом с первой матрицей, расположен ниже, чем край первой матрицы, который продолжается от выпуклой части и расположен рядом со второй матрицей.
2. Пресс по п. 1, в котором часть первой матрицы расположена между верхним держателем и вторым элементом для приложения давления.
3. Пресс для изготовления штампованного изделия, имеющего верхнюю пластинчатую часть с вогнутой частью, вертикальную стенку и соединяющий их участок линии ребра, выполненный изогнутым в направлении верхней пластинчатой части, содержащий:
пуансон, имеющий верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность, причем плечо пуансона изогнуто в направлении верхней поверхности, которая включает вогнутую часть;
первую матрицу, расположенную напротив вогнутой части пуансона, причем первая матрица включает выпуклую часть, имеющую форму, соответствующую вогнутой части;
вторую матрицу, расположенную рядом с первой матрицей, причем вторая матрица включает выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона; и
блок управления, управляющий перемещениями первой матрицы и второй матрицы таким образом, что первая матрица достигает нижнюю мертвую точку формования после того, как вторая матрица достигнет нижнюю мертвую точку формования.
4. Пресс для изготовления штампованного изделия, имеющего верхнюю пластинчатую часть с вогнутой частью, вертикальную стенку и соединяющий их участок линии ребра, выполненный изогнутым в направлении верхней пластинчатой части, содержащий:
пуансон, имеющий верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность, причем плечо пуансона изогнуто в направлении верхней поверхности, которая включает вогнутую часть с донной поверхностью и внутренней стенкой;
первую матрицу, расположенную напротив по меньшей мере внутренней стенки вогнутой части пуансона, причем первая матрица включает выступающую часть, имеющую форму, соответствующую форме внутренней стенки вогнутой части;
вторую матрицу, расположенную рядом с первой матрицей, причем вторая матрица включает выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона;
третью матрицу, расположенную рядом с первой матрицей и расположенную на противоположной стороне от второй матрицы с первой матрицей между ними;
верхний держатель, расположенный над первой матрицей, второй матрицей и третьей матрицей;
первый элемент для приложения давления, расположенный между верхним держателем и первой матрицей;
второй элемент для приложения давления, расположенный между верхним держателем и второй матрицей; и
третий элемент для приложения давления, расположенный между верхним держателем и третьей матрицей,
при этом
край третьей матрицы, который расположен рядом с первой матрицей и вблизи пуансона, расположен ниже, чем край второй матрицы, который продолжается от выемки и расположен рядом с первой матрицей; и
край второй матрицы, который продолжается от выемки и расположен рядом с первой матрицей, расположен ниже, чем край первой матрицы, который продолжается от выступающей части и расположен рядом со второй матрицей.
5. Пресс по п. 4, в котором часть первой матрицы расположена между верхним держателем и по меньшей мере одним из второго элемента для приложения давления и третьего элемента для приложения давления.
6. Пресс для изготовления штампованного изделия, имеющего верхнюю пластинчатую часть с вогнутой частью, вертикальную стенку и соединяющий их участок линии ребра, выполненный изогнутым в направлении верхней пластинчатой части, содержащий:
пуансон, имеющий верхнюю поверхность, боковую поверхность и плечо пуансона, соединяющее верхнюю поверхность и боковую поверхность, причем плечо пуансона изогнуто в направлении верхней поверхности, которая включает вогнутую часть с донной поверхностью и внутренней стенкой;
первую матрицу, расположенную напротив по меньшей мере внутренней стенки вогнутой части пуансона, причем первая матрица включает выступающую часть, имеющую форму, соответствующую форме внутренней стенки вогнутой части;
вторую матрицу, расположенную рядом с первой матрицей, причем вторая матрица включает выемку, имеющую форму, соответствующую форме плеча пуансона и боковой поверхности пуансона;
третью матрицу, расположенную рядом с первой матрицей и на противоположной стороне от второй матрицы с первой матрицей между ними; и
блок управления, управляющий перемещениями первой матрицы, второй матрицы и третьей матрицы таким образом, что третья матрица достигает нижнюю мертвую точку формования, следующей вторая матрица достигает нижнюю мертвую точку формования и после этого первая матрица достигает нижнюю мертвую точку формования.
7. Пресс по любому одному из пп. 1-6, в котором в поперечном сечении плеча пуансона радиус кривизны плеча пуансона составляет не менее 2 мм и не более 10 мм.
8. Пресс по любому одному из пп. 1-6, в котором максимальный радиус изгиба плеча пуансона составляет не менее 100 мм и не более 250 мм.
9. Пресс по любому одному из пп. 1-6, в котором ширина участка между плечом пуансона и вогнутой частью пуансона составляет не более 15 мм.
10. Пресс по любому одному из пп. 1-6, в котором глубина вогнутой части пуансона составляет не менее 3 мм и не более 20 мм.
11. Способ изготовления штампованного изделия, имеющего верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку, причем участок линии ребра изогнут в направлении верхней пластинчатой части, которая имеет вогнутую часть, включающий:
первый этап формирования в заготовке путем штамповки вогнутой части с использованием пуансона, имеющего форму, соответствующую форме всего штампованного изделия, и вогнутую часть в верхней поверхности, и первой матрицы, имеющей форму, соответствующую по меньшей мере форме вогнутой части штампованного изделия при вытягивании заготовки внутрь вогнутой части пуансона; и
второй этап формирования в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы, которая расположена рядом с первой матрицей и имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра,
при этом первый этап завершают после завершения второго этапа.
12. Способ изготовления штампованного изделия, имеющего верхнюю пластинчатую часть, вертикальную стенку и участок линии ребра, соединяющий верхнюю пластинчатую часть и вертикальную стенку, причем участок линии ребра изогнут в направлении верхней пластинчатой части, которая имеет вогнутую часть с донной поверхностью и внутренней стенкой, включающий:
первый этап формирования в заготовке путем штамповки по меньшей мере внутренней стенки вогнутой части с использованием пуансона, имеющего форму, соответствующую форме всего штампованного изделия, и вогнутую часть с донной поверхностью и внутренней стенкой в верхней поверхности, и первой матрицы, имеющей форму, соответствующую по меньшей мере форме внутренней стенки вогнутой части штампованного изделия при вытягивании заготовки внутрь вогнутой части пуансона; и
второй этап формирования в заготовке путем штамповки вертикальной стенки и участка линии ребра с использованием пуансона и второй матрицы, которая расположена рядом с первой матрицей и имеет форму, соответствующую по меньшей мере форме вертикальной стенки и участка линии ребра,
при этом на первом этапе и втором этапе заготовку зажимают между пуансоном и третьей матрицей, имеющей форму, соответствующую по меньшей мере форме части донной поверхности вогнутой части штампованного изделия, причем первый этап завершают после завершения второго этапа.
13. Способ изготовления штампованного изделия по п. 11 или 12, в котором заготовка имеет углубленную часть в области, соответствующей вогнутой части, причем углубленная часть имеет глубину меньше, чем вогнутая часть.
14. Способ изготовления штампованного изделия по п. 11 или 12, в котором в поперечном сечении участка линии ребра радиус кривизны участка линии ребра составляет не менее 2 мм и не более 10 мм.
15. Способ изготовления штампованного изделия по п. 11 или 12, в котором высота вертикальной стенки составляет не менее 17 мм и не более 35 мм.
16. Способ изготовления штампованного изделия по п. 11 или 12, в котором максимальный радиус изгиба участка линии ребра составляет не менее 100 мм и не более 250 мм.
17. Способ изготовления штампованного изделия по п. 11 или 12, в котором ширина участка верхней пластинчатой части между участком линии ребра и вогнутой частью составляет не более 15 мм.
18. Способ изготовления штампованного изделия по п. 11 или 12, в котором глубина вогнутой части верхней пластинчатой части составляет не менее 3 и не более 20 мм.
19. Способ изготовления штампованного изделия по п. 11 или 12, в котором штампованное изделие представляет собой компонент ходовой части автомобиля.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| FR 3005880 A1, 28.11.2014. | |||

