Изобретение относится к гибридной лазерно-дуговой сварке металлоконструкций толщиной стенки от 8 до 12 мм.
При лазерно-гибридной сварке тонкостенных конструкций с толщиной стенки от 8 до 12 мм техническая проблема заключается в получении продукта с качественным сварным швом, лишенного наиболее вероятных дефектов сварного соединения:
- газовые поры, неизбежно появляющиеся в вершине сварного шва при сквозном проплавлении лазерным лучом из-за особенностей кристаллизации металла сварного шва;
- подрезы и провисание сварного шва.
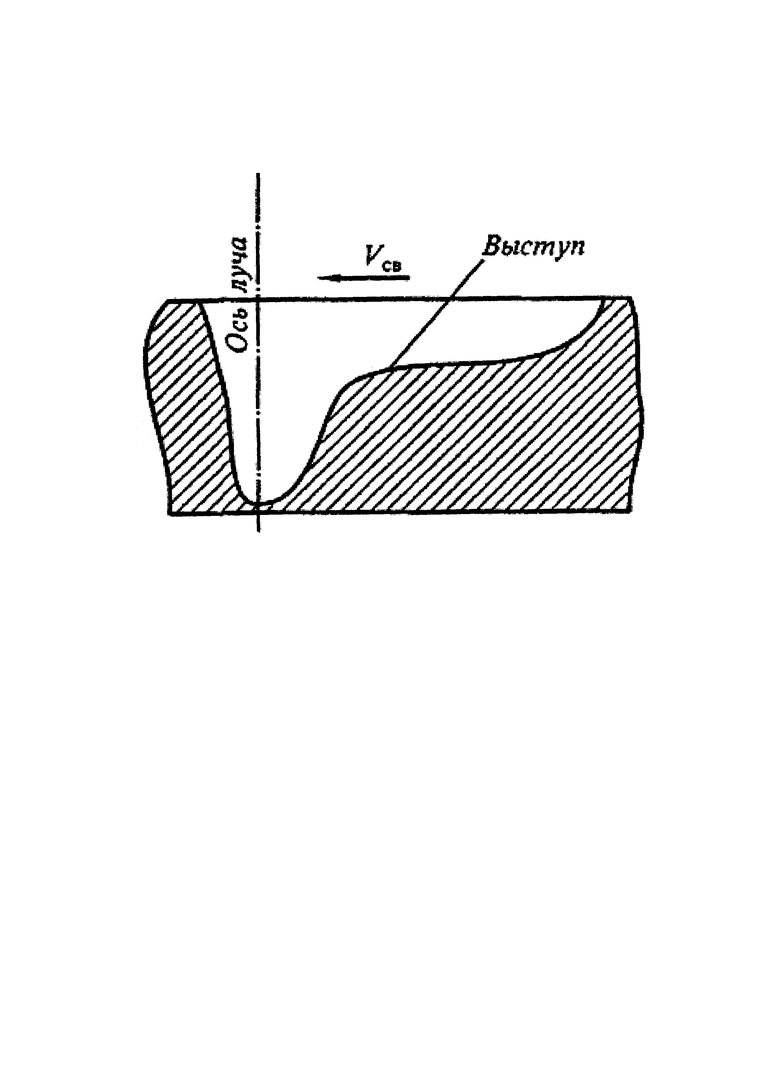
Так, при гибридной лазерно-дуговой сварке стыковых соединений, в том числе тонкостенных соединений, в верхней части сварочной ванны интенсивно выделяются пары металлов, происходит их кипение и разбрызгивание жидкой фазы, что приводит к прониканию защитного газа от вглубь сварочной ванны. Кроме того, для анализируемого вида сварки характерны нестабильные и циклические процессы: парогазовый канал становится протяженным, лазерный луч, проходя сквозь него, испытывает многократные переотражения, поэтому корень сварочной каверны достигает луч со значительной потерей мощности, уже не способный к дальнейшему проплавлению металла вглубь, затем расплавленный металл поступает в заднюю часть ванны и формируется «ступень». На фигуре схематично изображен парогазовый канал в направлении сварки, иллюстрирующей наличие такой «ступени» (позицией не обозначена в силу очевидности). Кроме того, процесс кристаллизации металла характеризуется в качестве неравномерного процесса, так как периодически металл расплавляется и испаряется, возникает экранирующая плазма, металл уходит в заднюю часть ванны и по ходу перемещения луча вышеописанный процесс повторяется. Вследствие указанных процессов (выделение паров металлов, кипение и разбрызгивание), носящих негативный характер, выход пузырьков газа на поверхность затруднен: пузырьки газа не успевают выйти из сварочной ванны и застывают, образуя поры. Таким образом, кристаллизация металла сварочной ванны происходит от стенок сварочной ванны к центру сварочной ванны, т.к. со стороны стенок сварочной ванны выше скорость теплоотдачи, соответственно, из-за этого сварной шов застывает постепенно снизу вверх от стенок ванны к ее центру, поэтому газовые поры образуются в том участке, где металл застывает в последнюю очередь - в вершине сварного шва.
Уровень техники содержит решения, направленные на подавление пор в качестве характерных дефектов стыкового сварного соединения, полученного методом гибридной лазерно-дуговой сварки.
Так, например, из патентного документа CN №106271139 известно техническое решение - способ гибридной лазерно-дуговой сварки стыкового соединения с использованием дуговой горелки с электродом и лазерного луча. Подавление пор в качестве возможного дефекта сварного шва осуществляется за счет регулирования углов наклона электрода сварочной горелки и лазерного луча, а также расстояния между фокальным пятном лазера на свариваемой поверхности и точкой дугового контакта сварочной горелки путем установки дуговой горелки под углом к сварвиаемой поверхности.
Управление положением расстояния между дугой и лучом лазера совместно с углом наклона дуги и лазера не гарантирует устранение пор.
В качестве ближайшего аналога выбрано техническое решение «Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали» из патентного описания RU №2660791. Согласно данному способу осуществляют воздействие на свариваемую поверхность сначала первым лазерным лучом, который устанавливают перпендикулярно по отношению к свариваемой поверхности, и воздействие гибридной лазерно-дуговой сваркой с плавящимся электродом. В процессе сварки для подавления дефектов осуществляют действия по расфокусировке первого лазерного луча, сварочную горелку размещают перед вторым сфокусированным лазерным лучом, кроме того, регулируют расстояние между точкой дугового контакта и центром сфокусированного пятна второго лазерного луча, отклоняют второй лазерный луч и дуговую горелку на определенный угол.
В вышеприведенном фрагменте использованы те же термины, что и в патентном описании RU №2660791, при этом общие признаки известного технического и заявляемого способа следующие: осуществление гибридной лазерно-дуговой сварки при одновременном воздействии лазерным лучом (признак «второй лазерный луч» в указанном патентном описании) и сварочной горелки с плавящимся электродом, а также использование расфокусированного лазерного луча («первый лазерный луч» в указанном патентном описании).
Несмотря на то, что все рассматриваемые аналогичные технические решения направлены на подавление дефектов, применение данных способов обнаруживает невозможность получить качественный (бездефектный) сварной шов из-за того, что вероятность образования дефектов сохраняется. Так, для сварного шва стыковых соединений небольших толщин до 12 мм это происходит вследствие указанных причин: проникновение защитного газа внутрь ванны вследствие интенсивного выделения паров металлов негативных циклических и нестабильных процессов.
Для тонкостенных конструкций, как правило, не наносится облицовочный шов, но выполненный методом гибридной сварки шов характеризуется неприемлемой формой с подрезами и провисанием сварного шва. Указанные дефекты вызывают снижение механической прочности сварного шва вследствие того, что подрезы и провисание шва являются концентраторами напряжений.
Техническая проблема, решаемая предлагаемым изобретением, заключается в обеспечении качества сварного соединения и повышении эксплуатационных характеристик изделия со сварным швом за счет одновременного устранения основных дефектов сварного шва стыкового соединения, а также в снижении материалоемкости способа по пути исключения оборудования, обеспечивающего подавление дефектов в виде пор.
Сущность предлагаемого изобретения состоит в следующем.
Способ гибридной лазерно-дуговой сварки тонкостенных стыковых соединений включает выполнение корневого шва электрической дуговой сваркой с плавящимся электродом в среде защитного газа совместно с лазерной сваркой в единой сварочной ванне, причем лазерным лучом воздействуют на величину притупления кромок, также использование расфокусированного лазерного луча. Новым в способе является выявление дефектов вершины корневого шва, залегающих на глубину, ограниченную половиной высоты корневого шва, устранение дефектов корневого шва путем выполнения наружного облицовочного шва с использованием указанного расфокусированного лазерного луча с диаметром фокального пятна от 1 до 8 мм, которым воздействуют на всю глубину залегания дефектов корневого шва. Целесообразно выявлять дефекты с использованием образца, на котором осуществляют выполнение корневого шва.
При выполнении сварного шва расфокусированным лазерным лучом в качестве последнего (облицовочного) шва:
- нивелируются дефекты корневого шва, такие как подрезы при наличии разделки свариваемых кромок и заниженное нахождение корневого шва, следовательно, исключается дефекты, приводящие к снижению эксплуатационных характеристик изделия со сварным швом;
- устраняются такие характерные дефекты, как поры, ввиду того что переплавление корневого шва на глубину залегания дефектов ведется на незначительную глубину, а именно от 3 мм до 6 мм, т.е. глубина расплавленной ванны меньше, при этом ширина больше, чем при сварке корневого шва, соответственно, процесс сварки происходит стабильнее, что позволяет пузырькам газа беспрепятственно покидать сварочную ванну, образуя тем самым качественный шов.
На основании вышесказанного, сваривание тонкостенных стыковых соединений происходит как с разделкой кромок, так и без нее. При этом наличие или отсутствие разделки кромок не влияет на особенности выполнения способа. Так, при наличии разделки кромок корневой шов практически заполняет данную разделку, а возможные подрезы устраняются при нанесении наружного облицовочного шва расфокусированным лучом лазера. При наличии разделки притупление кромок - это нескошенная часть кромок стыкового соединения, а при отсутствии разделки притупление кромок равно толщине стыкового соединения.
Формирование лазерного луча расфокусированным с диаметром фокального пятна 1-8 мм выбрано из условия обеспечения баланса необходимой глубины проплавления и мощности задействованного лазерного луча. Иными словами, если использовать лазерный луч с диаметром фокального пятна менее 1 мм, то даже при малой мощности луча лазера - сварка будет выполняться с глубоким проплавлением, что при большом теплоотводе (описано выше) может привести к тому, что поры останутся, а при диаметре более 8 мм даже - при большой мощности луча - процесс проплавления нецелесообразен вследствие низкой энергоэффективности.
Таким образом, при выполнении наружного облицовочного шва расфокусированным лазерным лучом происходит удаление возможных дефектов, вызванных наложением корневого шва на всю высоту нескошенной части торца кромок, при этом при наличие или отсутствие разделки кромок не влияет на качество сварного шва стыковых тонкостенных соединений.
В предлагаемом способе гибридной лазерно-дуговой сварки стыковых тонкостенных соединений как с разделкой кромок, так и без разделки устранение дефектов может быть интегрировано многослойную сварку за несколько последовательных проходов, во время которой выполняют:
- технологический (прихваточный) шов;
- первый шов лазерным лучом с диаметром фокального пятна 1-8 мм;
- корневой шов гибридной лазерно-дуговой сваркой с использованием лазерного луча на всю величину притупления;
- второй шов (в качестве облицовочного) лазерным лучом с диаметром фокального пятна 1-8 мм.
Процесс выполнения способа включает действия по выявлению дефектов вершины корневого шва и определению глубины залегания дефектов, ограниченной половиной высоты корневого шва. При этом наличие дефектов может быть установлено различными методами.
Глубину залегания дефектов целесообразно определять экспериментальным путем при предварительной отработке режимов сварки на свариваемых пластинах в соответствии с ГОСТ Р ИСО 15614-12-2009 «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка». При такой отработке на поперечных и продольных шлифах выявляются дефекты и определяется глубина залегания. Как правило, при отработанных режимах гибридной лазерно-дуговой сварки дефекты залегают на глубину не ниже половины высоты корневого шва.
Глубину залегания дефектов корневого шва возможно определять после его выполнения, например, методами неразрушающего контроля качества сварных соединений. Необходимо отметить, что в заводских условиях при выпуске продукции неразрушающему контролю подвергаются партии изделий на самостоятельной производственной площадке, например, на площадке ультразвукового контроля, находящейся вне сборочно-сварочного стана и/или вне установки для гибридной лазерно-дуговой сварки. Данное обстоятельство исключает осуществление способа бездефектной сварки стыковых тонкостенных соединений, содержащего определение глубины залегания дефектов, в качестве непрерывного процесса действий над одним стыковым соединением в силу неэффективности такого процесса в промышленных масштабах.
Таким образом, заявляемый способ на практике позволяет получить качественный продукт со сварным швом, лишенный дефектов, и добиться снижения материалоемкости за счет того, что гибридную лазерно-дуговую сварку осуществляют на установке с использованием одной лазерной головки, обеспечивающей выполнение корневого шва и облицовочного шва. При этом нет необходимости в использовании оборудования для подавления дефектов такого, как: дополнительная сварочная головка (как в прототипе RU №2660791), сварочная оптическая (лазерная) головка, сварочная горелка или подогревающее устройство.
Выполнение предлагаемого способа поясняется на примере сварки труб большого диаметра толщиной 12 мм.
Перед выполнением способа определяют глубину залегания дефектов на образцах в виде пластин, которые сваривают в соответствии с выбранными режимами сварки, применяемыми на сварочном стане для изготовления труб большого диаметра: диаметр фокального пятна лазерного луча при сварке корневого шва 0,4-1,6 мм; мощность лазера 15-20 кВт; для сварочной горелки в качестве электрода проволока диаметром 1,0-2,0 мм; ток сварочный 250-450 А; напряжение дуги 18-28 В; газовая смесь - углекислый газ и аргон; для первого и второго лазерных швов мощность лазера 5-10 кВт; диаметр фокального пятна лазера 3-6 мм; скорость сварки корневого шва 1-3,5 м/мин.
Как указывалось выше, поры залегают в вершине корневого шва, при этом статистически установлено, что глубина залегания ограничена половиной высоты корневого шва. Исходя из данного обстоятельства, при выполнении многопроходной сварки сформованной трубной заготовки большого диаметра, устраняют дефекты в вершине корневого шва, ограниченной половиной высоты указанного шва.
При сварке пластин дефекты обнаружены в вершине корневого шва на глубине залегания 4 мм (от поверхности корневого шва), что составляет величину менее половины высоты корневого шва, равной 12 мм.
Принимая во внимание дефекты в виде пор, вполне возможно обнаружить в вершине корневого шва пластин (образцов) другие дефекты, например, раковины и трещины, которые будут устранены при выполнении заявляемого способа. В ином случае, когда какие-либо дефекты обнаруживаются в корне шва, целесообразно изменить параметры процесса сварки до получения образцов с дефектами, сосредоточенными в вершине шва.
Итак, многопроходную сварку стальной сформованной трубной заготовки с Y-образной разделкой кромок осуществляют следующим образом.
Методом полуавтоматической сварки в среде защитного газа с плавящимся электродом в виде сварочной проволоки выполняют прихваточный (технологический шов), размещая трубную заготовку на сборочно-сварочном стане.
Для дальнейшего выполнения способа сформованную трубную заготовку размещают в клети установки гибридной лазерно-дуговой сварки, выполненной со стандартным оборудованием в виде лазерной головки и электродуговой горелки со средством для подачи защитного газа, размещенное перед лазерной головкой с возможностью формирования в процессе сварки общей сварочной ванны. Электродуговая горелка снабжена средством для подачи защитного газа в сторону плавящегося электрода горелки.
На данной установке выполняют первый лазерный шов с использованием расфокусированного лазерного луча с диаметром фокального пятна 4-6 мм, которым полностью переплавляют технологический шов с удалением имеющейся ржавчины и окалины для достижения гладкой поверхности.
Для нанесения корневого шва оказывают одновременное воздействие на свариваемую поверхность лазерного луча и дуги плавящегося электрода в среде защитного газа с образованием общей сварочной ванны. Первым воздействие оказывает сварочная дуга, электрод дуговой горелки наклоняют в сторону направления движения кромок свариваемой поверхности на угол ϕ от 30 до 35° относительно нормали к поверхности свариваемых кромок. Лазерный луч фокусируют в области кромок свариваемой поверхности после точки воздействия дуговой горелки. Расстояние между центром сфокусированного пятна лазерного излучения и точкой дугового контакта электрода дуговой горелки устанавливают от 10 до 15 мм, включительно. Лазерный луч наклоняют в сторону, противоположную направлению движения кромок свариваемой поверхности на угол θ от 20 до 25°, включительно, относительно нормали к поверхности свариваемых кромок. В процессе сварки защитный газ подают в зону лазерного излучения и в зону электрода дуговой горелки. Генератор лазерного луча, может быть любым, подходящим по требуемой мощности.
После получения корневого шва выполняют устранение дефектов указанного шва, залегающих на глубине 4 мм, а также неровности путем выполнения облицовочного шва лазерным лучом с диаметром фокального пятна 4-6 мм.
Таким образом, процесс гибридной лазерно-дуговой сварки стыковых соединений небольшой толщины, осуществляемый с попутным устранением дефектов в корневом шве и с разглаживанием поверхности сварного шва, приводит к снижению материалоемкости самого процесса сварки, т.к. в предлагаемом способе нет необходимости в использовании иного оборудования, чем стандартное оборудование установки гибридной лазерно-дуговой сварки. Так, для предлагаемой многопроходной сварки стыкового соединения используют одну и ту же лазерную головку, перенастраивая параметры оптической головки и сварочной горелки для выполнения корневого шва и облицовочного шва.
При производстве труб большого диаметра после завершения предлагаемого способа осуществляется этап контроля качества продукта методом ультразвукового контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
Изобретение относится к гибридной лазерно-дуговой сварке металлоконструкций толщиной стенки от 8 до 12 мм. Способ гибридной лазерно-дуговой сварки тонкостенных стыковых соединений включает выполнение корневого шва электрической дуговой сваркой с плавящимся электродом в среде защитного газа совместно с лазерной сваркой в единой сварочной ванне. Лазерным лучом воздействуют на величину притупления кромок. Осуществляется выявление дефектов вершины корневого шва, залегающих на глубину, ограниченную половиной высоты корневого шва, устранение дефектов корневого шва путем выполнения наружного облицовочного шва с использованием расфокусированного лазерного луча с диаметром фокального пятна от 1 до 8 мм. Дефекты выявляют с использованием образца. Техническим результатом является обеспечение качества сварного соединения и повышение эксплуатационных характеристик изделия со сварным швом за счет одновременного устранения основных дефектов сварного шва стыкового соединения, снижение материалоемкости по пути исключения оборудования, обеспечивающего подавление дефектов в виде пор. 1 з.п. ф-лы, 1 пр., 1 ил.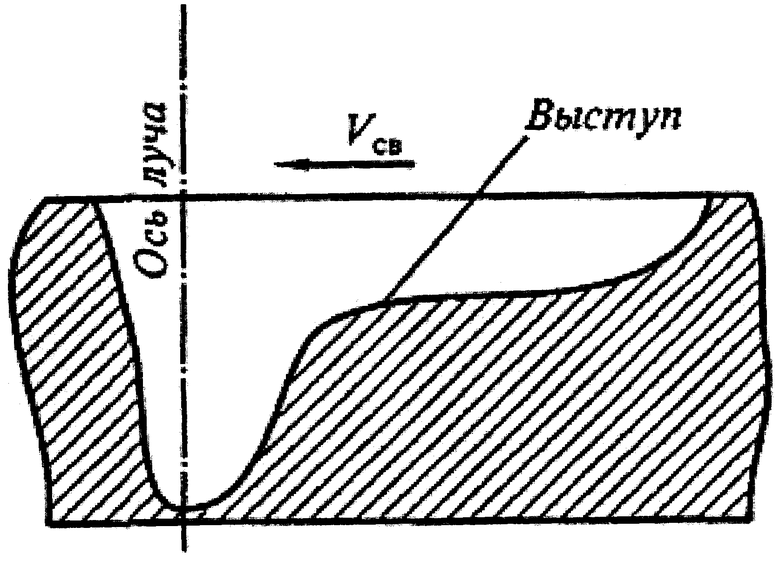
1. Способ гибридной лазерно-дуговой сварки тонкостенных стыковых соединений, включающий выполнение корневого шва электрической дуговой сваркой с плавящимся электродом в среде защитного газа совместно с лазерной сваркой в единой сварочной ванне, при этом лазерным лучом воздействуют на величину притупления кромок, отличающийся тем, что выявляют дефекты вершины корневого шва, залегающие на глубину, ограниченную половиной высоты корневого шва, которые удаляют путем выполнения наружного облицовочного шва с использованием расфокусированного лазерного луча с диаметром фокального пятна от 1 до 8 мм, которым воздействуют на всю глубину залегания дефектов корневого шва.
2. Способ по п. 1, отличающийся тем, что дефекты выявляют с использованием образца, на котором осуществляют выполнение корневого шва.
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки | 2017 |
|
RU2639182C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
| CN 106271139 A, 04.01.2017 | |||
| WO 2000000320 A1, 06.01.2000 | |||
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ГАЗОВОГО ЗАЗОРА ТЕХНОЛОГИЧЕСКОГО КАНАЛА УРАН-ГРАФИТОВОГО ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2246144C2 |
| US 20100243621 A1, 30.09.2010 | |||
| СПОСОБ УПЛОТНЕНИЯ | 2018 |
|
RU2698223C1 |

