Изобретение относится к машиностроению, к технологическим процессам, а именно к лазерно-дуговой сварке плавящимся электродом в среде защитного газа в комбинации с сваркой под флюсом, и может быть использовано при создании интегральных конструкций методом сварки стыковых соединений, в частности, для сварки сформованных трубных заготовок из углеродистой стали большого диаметра от 530 до 1420 мм с толщиной стенок от 8 до 45 мм и зазором до 1 мм.
Процесс изготовления сформованных стальных труб посредством лазерно-дуговой сварки представляет собой технологию изготовления стальной трубы с помощью сварки продольных краев (кромок) открытой трубы воздействием лазерного луча и электрической дуги.
Среди различных существующих способов механизированной сварки с применением флюса наибольшее распространение получила электродуговая сварка под флюсом. Флюс засыпают впереди дуги. Сварочная электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем гранулированного флюса. Сварочная дуга горит в газовом пузыре, образованном в результате плавления флюса и металла и заполненном парами металла, флюса и газами, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва. (Малышев Б.Д. "Сварка и резка в промышленном строительстве", том 1 Автоматическая сварка под флюсом SAW (Submerged ARC Welding) - ESAB) https://www.autowelding.ru/index/0-41). Сварка под флюсом эффективно улучшает качество сварного шва, так как флюс обеспечивает физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Известно устройство для сварки под флюсом, состоящее из сварочной дуговой горелки и сопла для подачи флюса, внутри которого по осевой размещена сварочная дуговая горелка, а именно: контактный наконечник с плавящимся электродом (http://www.weldingsite.in.ua/af.html; https://svarkalegko.com/tehonology/svarka-pod-flyusom.html).
Достоинство известного устройства заключается в том, что электрод сварочной горелки заведомо находится под флюсом. Однако отсутствие физической границы, препятствующей ссыпанию флюса в стороны от свариваемых кромок, не позволяет обеспечить фиксированную требуемую ширину и высоту насыпки флюса, а, следовательно, обеспечить требуемый расход флюса для качественной сварки. Снизить зависимость качества шва от свойства сыпучести флюса возможно увеличивая количество насыпаемого флюса, что также отрицательно сказывается на качестве шва, поскольку увеличивает время взаимодействия расплавленного металла и флюса. При этом в обоих случаях это может привести к неконтролируемому изменению химического состава металла шва, что снижает его качество. Кроме того, в известном устройстве ширина насыпки флюса определяется диаметром сопла, что требует полной замены устройства при изменении требуемой ширины свариваемого шва и лишает его свойства «универсальность». Кроме того, расплавленный флюс обладает высокой текучестью. В результате использование известного устройства предъявляет повышенные требования к величине зазора между свариваемыми кромками сформованной трубной заготовки, который может достигать 1 мм при большой толщине свариваемого металла (до 45 мм). При этом известное устройство из-за малой глубины проплавления не позволяет за один проход выполнить сварку сформованной трубной заготовки, толщиной от 10 до 45 мм.
Известно устройство лазерно-дуговой сварки под флюсом стальных изделий с толстой стенкой (труб для строительства трубопроводов или деталей, используемых в судостроении), в котором используют последовательно лазерную сварку и дуговую сварку под слоем флюса. Устройство содержит закрепленные на общей опорной конструкции лазерную головку и сварочную дуговую горелку (контактный наконечник с плавящимся электродом), размещенную внутри сопла для подачи флюса. Между соплом для подачи флюса и головкой лазера закреплена перегородка, отделяющая в процессе сварки луч лазера от флюса и находящейся под слоем флюса дуги сварочной горелки. При этом лазер закреплен таким образом, что его луч перпендикулярен к поверхности свариваемых кромок и находится в непосредственной близости от перегородки, но без образования общей сварочной ванны с дугой сварочной горелки в процессе сварки. Кроме того, устройство снабжено средством для подачи защитного газа в зону воздействия лазера на материал в направлении на перегородку (журнал «Автоматическая сварка» 2009 - №4 - с. 46-51 (УДК: 621.791.72, ББК: 30.68)).
В известном устройстве лазер закреплен таким образом, что его луч находится в непосредственной близости от перегородки, но без образования в процессе сварки общей сварочной ванны с дугой сварочной горелки, находящейся под флюсом. Это объясняется тем, что при соединении этих двух процессов флюс проваливается в парогазовый канал лазерного луча, при этом лазерное излучение поглощается флюсом, а не свариваемым металлом (журнал «Автоматическая сварка» 2009 - №4 - с. 46-51 (УДК: 621.791.72, ББК: 30.68)). В результате луч лазера в известном устройстве выполняет предварительный нагрев свариваемых кромок, а окончательную сварку выполняет электрическая дуга под флюсом. При этом лазер воздействует на свариваемые кромки сконцентрированной тепловой энергией высокой плотности, что представляет собой процесс высокоскоростной сварки с маленькой зоной термического влияния. Для получения качественного шва стальной трубы с помощью луча лазера необходимо обеспечить точное и плотное совмещение места контакта краев открытой трубы, что проблематично. Особенно это заметно при большой толщине металла трубной заготовки, в частности, от 10 до 45 мм, поскольку с увеличением толщины трубы увеличивается и величина зазора между свариваемыми кромками и нестабильное положение границ свариваемых кромок. Последнее обуславливает нестабильное состояние расплавленного металла, что приводит к возникновению дефектов, таких как подрез или незаполнение. При этом, при наличии существенного зазора между свариваемыми кромками лазерный луч пройдет сквозь зазор без оплавления кромок и качественного соединения кромок не произойдет. Кроме того, расплавленный флюс обладает высокой текучестью, что при существенных зазорах (более 0,4 мм - журнал «Автоматическая сварка» 2009 - №4 - с. 49) приводит к его протеканию через зазор. В результате использование известного устройства предъявляет повышенные требования к стабильности положения границ свариваемых кромок сформованной трубной заготовки и к величине зазора между свариваемыми кромками, который может достигать 1 мм при большой толщине свариваемого металла (до 45 мм). При этом электродуговая сварка под флюсом имеет малую глубину проплавления, что не позволяет за один проход выполнить сварку сформованной трубной заготовки, толщиной от 10 до 45 мм. Кроме того, как отмечалось выше, отсутствие физической границы, препятствующей ссыпанию флюса в стороны от свариваемых кромок, не позволяет обеспечить фиксированную требуемую ширину и высоту насыпки флюса, а, следовательно, обеспечить требуемый расход флюса для качественной сварки. Снизить зависимость качества шва от свойства сыпучести флюса возможно увеличивая количество насыпаемого флюса, что также отрицательно сказывается на качестве шва, поскольку увеличивает время взаимодействия расплавленного металла и флюса. При этом в обоих случаях это может привести к неконтролируемому изменению химического состава металла шва, что снижает его качество. Кроме того, в известном устройстве ширина насыпки флюса определяется диаметром сопла, что требует полной замены средства для подачи флюса при изменении требуемой ширины свариваемого шва и лишает его свойства «универсальность ».
Частично эти проблемы решены в наиболее близком к предлагаемому устройстве для сварки толстолистовых заготовок (патент US 2012/0273466 А1, В23К 9/18, В23К 26/12, дата публикации 01.11.2012). Известное устройство позволяет выполнять сварку встык и при зазоре до 1 мм и выше (10 мм), благодаря тому, что устройство позволяет преодолеть текучесть расплавленного флюса, что обеспечивает возможность полноценного использования электродуговой сварки под флюсом. Это достигается благодаря тому, что устройство выполняет сварку в два этапа: первый шов выполняет гибридная лазерно-дуговая сварка, второй окончательный шов - электродуговая сварка под флюсом второй сварочной горелкой. При этом, благодаря тому, что первая горелка находится на расстоянии до флюса от 152,4 мм (6 дюймов) до 304,8 мм (12 дюймов), то первый шов окончательно формируется к моменту воздействия на него дуги второй горелки под флюсом, что препятствует вытеканию флюса через зазор. В результате вторая горелка, выполняя сварку под флюсом, заполняет металлом оставшееся пространство между свариваемыми кромками заготовки. Однако, в известном способе лазерный луч и электрическая дуга первой сварочной горелки сведены при сварке практически в одну точку. Это во время сварки неизбежно приводит к искривлению парогазового канала, что в процессе кристаллизации сварного шва затруднит выход сварочных газов из сварочной ванны и увеличит вероятность образования дефектов типа пор и шлаковых включений. Кроме того, поскольку формируемая тепловая энергия лазера и дуговой горелки направлена практически в одну точку, то сварочная ванна мала, процесс сварки нестабилен, металл от дуги разбрызгивается, подается в канал проплавления неравномерно, что также приводит к дефектам сварного шва в процессе его формирования.
Кроме того, при наличии существенного зазора между свариваемыми кромками, в частности, до 1 мм, лазерный луч может пройти сквозь зазор без оплавления кромок, что приводит к таким дефектам шва, как подрез, незаполнение, и качественного соединения кромок не произойдет. При этом, поскольку сварочная дуговая горелка расположена позади луча лазера, то электрическая дуга плавящегося электрода горелки не способна заполнить в шве расплавленным металлом полости после сварки лазером, образующиеся после схлопывания парогазового канала в середине и в корне сварного шва. К тому же расположение сварочной дуги позади второго лазерного луча еще более усугубляет ситуацию при сварке деталей с зазором, так как зазор в этом случае практически не заполняется расплавленным металлом от дуги, особенно сильно это проявляется в середине и в корне сварного шва, что еще более ухудшает качество первого шва. Кроме того, при таком позиционировании луча лазера и первой сварочной горелки остается проблема разбрызгивания расплавленного металла из сварочной ванны, что уменьшает объем сварочной ванны и также ухудшает качество первого сварного шва. Повторное термическое воздействие на готовый первый сварной шов электродуговой сварки под флюсом, даже при полном его переваривании, не гарантирует полное устранение дефектов гибридной сварки, в частности, выход газовых пузырей - устранение пор, раковин, пор; устранение сквозных отверстий и шлаковых включений; устранение кристаллизационных трещин, подрезов и незаполнений. Это снижает качество окончательного, готового сварного шва, выполненного после сварки под флюсом, как при выполнении сварки встык, так и при наличии зазора между свариваемыми кромками до 1 мм и выше (до 10 мм). К тому же, полное переваривание первого шва увеличивает время контакта расплавленного металла шва с расплавленным флюсом, что может привести к заметному изменению его химического состава и отрицательно сказаться на качестве шва.
Кроме того, как и в предыдущих аналогах заявленного устройства, снижает качество результирующего шва, выполненного сваркой под флюсом, отсутствие физической границы, препятствующей ссыпанию флюса в стороны от свариваемых кромок, что не позволяет обеспечить фиксированную требуемую ширину и высоту насыпки флюса в зависимости от ширины шва, следовательно, обеспечить требуемый расход флюса для качественной сварки. Снизить зависимость качества шва от свойства сыпучести флюса возможно увеличивая количество насыпаемого флюса, что также отрицательно сказывается на качестве шва, изменяя его химический состав, поскольку увеличивает время взаимодействия расплавленного металла и флюса. При этом в обоих случаях это может привести к неконтролируемому изменению химического состава металла шва, что снижает его качество. Кроме того, в известном устройстве ширина насыпки флюса так же определяется диаметром сопла, что требует полной замены средства для подачи флюса при изменении требуемой ширины свариваемого шва и лишает известное устройство свойства «универсальность».
Таким образом, существует проблема, заключающаяся в возможности использования электродуговой сварки под флюсом в тандеме с гибридной лазерно-дуговой сваркой для выполнения лазерной сварки стыка сформованных стальных трубных заготовок с толщиной металла от 10 до 45 мм и с зазором до 1 мм с обеспечением качественного сварного шва.
Существующую проблему решает заявленное устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки.
При осуществлении заявленного устройства достигается технический результат, заключающийся в возможности:
- снижения требований к величине зазора между свариваемыми кромками, который может достигать 1 мм, и к стабильности положения границ свариваемых кромок сформованной трубной заготовки при наличии зазора до 1 мм;
- оптимизации микроструктуры сварных швов, в уменьшении дефектов сварки типа сквозных отверстий, раковин, пор и шлаковых включений;
- улучшения дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов как кристаллизационные трещины и поры;
- придание устройству универсальности.
Сущность заявленного изобретения состоит в том, что в устройстве для лазерно-дуговой сварки стыка сформованной трубной заготовки, содержащем закрепленные на опорной конструкции лазерную головку, первую и вторую электродуговые горелки и средство для подачи флюса, которое размещено перед второй электродуговой горелкой и отделено от лазера ограждением, закрепленным на опорной конструкции с возможностью ограждения луча лазера от флюса, при этом первая электродуговая горелка закреплена по отношению к лазерной головке с возможностью формирования в процессе сварки общей сварочной ванны, новым является то, что первая электродуговая горелка закреплена на опорной конструкции перед лазерной головкой на расстоянии, при котором в процессе сварки расстояние между центром сфокусированного пятна лазерного луча и точкой дугового контакта упомянутой первой горелки составляет 10-15 мм, и снабжена средством для подачи защитного газа в сторону плавящегося электрода горелки, при этом средство для подачи флюса и вторая электродуговая горелка последовательно закреплены на опорной конструкции после лазерной головки, причем лазерная головка закреплена наклонно в сторону направления движения свариваемых кромок с возможностью обеспечения угла 20-25° между формируемым лазерным лучом и нормалью к поверхности свариваемой заготовки, при этом первая электродуговая горелка наклонена в сторону, противоположную направлению движения свариваемых кромок на угол 30-35° относительно нормали к поверхности свариваемой заготовки, причем вторую упомянутую горелку закрепляют на опорной конструкции на расстоянии от лазерной головки с возможностью обеспечения расстояния 50-70 мм между центром сфокусированного на свариваемые кромки пятна лазерного луча и точкой дугового контакта второй горелки, при этом ограждение выполнено из вертикальных пластин, жестко соединенных в форме прямоугольной коробки без дна, имеющей ширину от 40 мм до 100 мм и высоту 200 мм, причем средство для подачи флюса выполнено в виде воронко и ссыпной трубки, присоединенной к выходному отверстию конической части воронки с возможностью направления ее нижнего конца внутрь ограждения под углом к стенке, отделяющей лазерный луч от флюса, и на расстоянии 80 мм от нижней границы упомянутой стенки, при этом ограждение закреплено на опорной конструкции с возможностью скольжения по поверхности свариваемой трубной заготовки в процессе выполнения сварки, при этом электрод второй электродуговой горелки размещен внутри ограждения.
В предпочтительном варианте устройства пластины ограждения соединены резьбовым соединением посредством уголков, при этом на пластинах могут быть выполнены резьбовые отверстия. Кроме того, целесообразно, чтобы диаметр ссыпной трубки был равен 30 мм.
Заявленный технический результат достигается следующим образом.
В заявленном устройстве первая электродуговая горелка закреплена на опорной конструкции перед лазерной головкой, а средство для подачи флюса и вторая электродуговая горелка последовательно закреплены после лазерной головки, что обеспечивает выполнение технологической последовательности при выполнении сварки заявленным устройством, а следовательно, обеспечивает достижение заявленного технического результата.
При этом лазерную головку и первую сварочную горелку закрепляют таким образом, что во время сварки расстояние между центром сфокусированного пятна лазерного луча и точкой дугового контакта первой сварочной горелки составляет 10-15 мм, при этом головка лазера наклонена таким образом, что формируемый лазерный луч наклонен в сторону направления движения свариваемых кромок на угол 20-25° относительно нормали к поверхности свариваемых кромок, при этом первая сварочная дуговая горелка наклонена в сторону, противоположную направлению движения свариваемых кромок на угол 30-35° относительно нормали к поверхности свариваемых кромок. Благодаря тому, что лазерный луч наклоняют в сторону направления движения кромок свариваемой поверхности, а дуговую горелку наклоняют в сторону, противоположную направлению движения кромок свариваемой поверхности, луч лазера и дуговая горелка излучают тепловую энергию навстречу друг другу. При заявленном расстоянии между центром сфокусированного пятна лазерного луча и точкой дугового контакта первой сварочной горелки, которое составляет 10-15 мм, и заявленных углах наклона лазерного луча (от 20 до 25°) и электрода первой дуговой горелки (от 30 до 35°), осевые линии луча лазера и дуговой горелки пространственно пересекаются внутри стыкуемых кромок примерно на среднем уровне толщины кромок. В результате обеспечивается эффективное взаимодействие обеих энергий в глубине стыкуемых кромок примерно на среднем уровне, что, в свою очередь, обеспечивает равномерное перекрытие воздействующей энергией от обоих источников всей ширины будущего шва. Как показал опыт, предлагаемое расстояние между центром сфокусированного пятна второго луча лазера и точкой дугового контакта горелки (от 10 до 15 мм), в совокупности с предлагаемым позиционированием лазерного луча и дуговой горелки, увеличивает размер (зеркало) сварочной ванны, что способствует выпрямлению парогазового канала, способствует ускоренному выходу сварочных газов и, кроме того, снижает разбрызгивание расплавленного металла ванны. Возможность увеличения зеркала сварочной ванны способствует снижению скорости остывания образовавшейся сварочной ванны, препятствуя резкому повышению твердости в сварном шве, что позволяет избежать кристаллизационных трещин и несплавлений в сварных швах после гибридной лазерной сварки. В результате улучшается качество сварного шва.
Кроме того, при проведении лазерной сварки концентрируется тепловая энергия высокой плотности, что приводит к разбрызгиванию расплавленного металла и снижению его количества в сварочной ванне, в результате чего возникают дефекты сварки такие, как подрез, поднутрение или незаполнение сварного шва (или ослабление), что снижает прочность шва сваренного участка шва трубы. В заявленном устройстве разбрызгивание металла сварочной ванны, образованной лазерным лучом и дугой первой сварочной горелки, снижается благодаря увеличению зеркала сварочной ванной за счет заявленного позиционирования второго лазерного луча и сварочной дуговой горелки.
Конкретный выбор углов наклона второго лазерного луча (от 20 до 25°) и электрода дуговой горелки (от 30 до 35°), а также расстояния между центром сфокусированного пятна лазерного излучения и точкой дугового контакта электрода дуговой горелки (от 10 до 15 мм) определяются мощностью используемого лазера и скоростью сварки (скорость движения кромок свариваемой поверхности).
Условия сварки, включающие количественные значения углов наклона второго лазерного луча (от 20 до 25°) и дуговой горелки (от 30 до 35°), также расстояние между центром сфокусированного пятна второго лазерного излучения и точкой дугового контакта дуговой горелки (от 10 до 15 мм), получены опытным путем и являются оптимальным, в пределах которых сохраняется синергетический эффект от совместного использования лазерной и дуговой сварки. Превышение верхнего значения указанных пределов приводит к исчезновению синергетического эффекта, поскольку каждый вид сварки начинает действовать самостоятельно, что не обеспечивает достижение заявленного технического результата. Выход за нижние вышеуказанные числовые пределы и невыполнение предлагаемой установки второго дуговой горелки также не обеспечивают достижение заявленного технического результата.
Поскольку в заявленном устройстве электрическая дуга первой электродуговой горелки находится перед лучом лазера и образует вместе с ним единую сварочную ванну, то луч лазера интенсивно «проталкивает» в шов металл от плавления электрода горелки и равномерно заполняет им сварочную ванну до самого корня, обеспечивая надежный провар. Это при выполнении сварки под флюсом не позволяет расплавленному флюсу пройти сквозь зазор и обеспечивает возможность выполнения сварки под флюсом и качественное полное проплавление шва сваркой под флюсом.
Одновременно осуществляется легирование всей сварочной ванны металлом электрода первой электродуговой горелки, что также улучшает качество сварного шва. В результате обеспечивается возможность выполнения посредством лазерно-лучевой сварки сквозного проплавления шва с гарантированным проваром и с гарантированным заполнением зазора между свариваемыми кромками при его наличии.
Кроме того, уменьшение пористости и снижение вероятности образования свищей обеспечивается подачей в зону электрода первой горелки защитного газа. В зоне электрода защитный газ в процессе сварки подают в одном направлении с электродом указанной горелки. Это позволяет устранить явление капельного переноса материала электрода в ванну и, следовательно, снизить образование дефектов типа шлаковых включений.
Таким образом, в сформированном в результате гибридной лазерной дуговой сварки первом шве гарантированно оптимизирована микроструктура, отсутствуют дефекты сварки типа сквозных отверстий, раковин, пор и шлаковых включений, минимизирован риск образования таких дефектов как кристаллизационные трещины и поры.
Вторую электродуговую горелку, выполняющую сварку под флюсом, на опорной конструкции закрепляют на расстоянии от головки лазерного луча, при котором расстояние между центром сфокусированного пятна лазерного луча и точкой дугового контакта второй сварочной дуговой горелки составляет 50-70 мм. Как показал опыт, этого достаточно для того, чтобы обеспечить рабочее пространство для гибридной лазерно-дуговой сварки с максимальной защитой от возможного выпадения флюса, поскольку флюс поглощает лазерное излучение, препятствуя процессу сварки (журнал «Автоматическая сварка». 2009. - №4. - с. 47). Кроме того, поскольку в процессе сварки защитный газ подают в зоне электрода в одном направлении с электродом первой дуговой горелки, то он отдувает выпавший флюс в сторону ограждения, улучшает условия выполнения гибридной сварки, следовательно, и качество сварного шва.
Кроме того, опытным путем определено, что при расстоянии 57-70 мм между центром сфокусированного пятна лазерного луча и точкой дугового контакта работающей под флюсом второй электродуговой горелки, сформированный первый шов не остывает до состояния, при котором возникает кристаллизация металла корневого шва до воздействия на него сварки под флюсом. При использовании заявленного устройства охлаждение первой сварочной ванны после гибридной лазерно-дуговой сварки проходит постепенно вследствие большего совместного тепловложения от воздействия дуги первой сварочной горелки и луча лазера, что снижает риск образования газовых пор. По этой же причине снижается вероятность сквозного проплавления лазерным лучом. Увеличение времени охлаждения сварочной ванны лазерного луча с первой горелкой обеспечивает возможность сдерживания скорости кристаллизации металла корневого шва, что позволяет подать его для сварки под флюсом в неостывшем виде.
Сущность сварки под флюсом состоит в следующем. Флюс засыпают впереди дуги. Сварочная электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем гранулированного флюса. Сварочная дуга горит в газовом пузыре, образованном в результате плавления флюса и металла и заполненном парами металла, флюса и газами, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва. (Малышев Б.Д. "Сварка и резка в промышленном строительстве", том 1 Автоматическая сварка под флюсом SAW (Submerged ARC Welding) - ESAB) https://www.autowelding.ru/index/0-41). Сварка под флюсом эффективно улучшает качество сварного шва, так как флюс обеспечивает физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Сварочный флюс - это материал, используемый при сварке для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала (Сварочный флюс - Википедия).
Флюсы выполняют следующие функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва.
Взаимодействие шлака с металлом обусловливает определенный химический состав металла шва, так как во время сварки плавлением происходит взаимодействие между жидкими шлаком и металлом с реакциями вытеснения из шлака в металл одного элемента другим или распределения между шлаком и металлом. Реакции вытеснения преимущественно ведут к обогащению или обеднению металла шва легирующими элементами, реакции распределения - к образованию в металле шва неметаллических включений. От состава металла шва зависят его структура, стойкость против образования трещин (http://weldzone.info/technology/submerged-arc-welding/635-rezhimy-svarki-pod-fly).
Количество флюса, требуемого для качественной сварки шва, находится в прямой зависимости от толщины свариваемого металла и ширины шва: чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса. (http://weldzone.info/technology/submerged-arc-welding/633-dugovaya-svarka-pod-flyusom «Сварка под флюсом»). Как показано выше, в выявленных при патентном поиске устройствах для отсыпки флюса на свариваемый шов используют ограждение, перпендикулярное к свариваемой поверхности, отделяющее рабочее пространство для выполнения гибридной (или лазерной) сварки от рабочего пространства для выполнения сварки под флюсом. Отсутствие физической границы, препятствующей ссыпанию флюса в стороны от свариваемых кромок (см. прототип), не позволяет обеспечить фиксированную требуемую ширину и высоту насыпки флюса, следовательно, обеспечить требуемый расход флюса для качественной сварки. Снизить зависимость качества шва от свойства сыпучести флюса возможно увеличивая количество насыпаемого флюса, что также отрицательно сказывается на качестве шва, поскольку увеличивает время взаимодействия расплавленного металла и флюса. При этом в обоих случаях это может привести к неконтролируемому изменению химического состава металла шва, что снижает его качество.
В заявленном устройстве ограждение выполнено из вертикальных пластин, жестко соединенных в форме прямоугольной коробки без дна, имеющей ширину от 40 до 100 мм и высоту 200 мм. Геометрические размеры ограждения определены из условия, что флюс засыпают на кромки шва из бункера впереди дуги слоем толщиной 40-80 мм и шириной 40-100 мм, соответственно приведенной выше зависимости: чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слоя флюса. (http://weldzone.info/technology/submerged-arc-welding/633-dugovaya-svarka-pod-flyusom «Сварка под флюсом»).
Высота ограждения 200 мм гарантировано устраняет разбрызгивание расплавленного флюса и его выпадение из ограждения, что обеспечивает работу в штатном режиме гибридной сварки и не снижает качество первого шва.
При этом ширину коробки варьируют от 40 до 100 в зависимости от ширины шва, поскольку пластины ограждения снаружи соединены резьбовым соединением посредством уголков, а на пластинах, пересекающих свариваемые кромки выполнены резьбовые отверстия симметрично относительно вертикальной оси и на расстоянии от нее 20 мм, 30 мм, 40 мм, 50 мм.
Кроме того, ограждение закреплено на опорной конструкции с возможностью скольжения по поверхности свариваемой трубной заготовки в процессе выполнения сварки, что учитывает образование на поверхности шва шлака. При этом ограждение ориентировано в пространстве симметрично относительно свариваемых кромок заготовки, что обеспечивает равномерную подачу флюса относительно свариваемых кромок и обеспечивает симметрию шва, повышая его качество.
В заявленном устройстве средств для подачи флюса выполнено в виде воронки, у которой ссыпная трубка присоединена к выходному отверстию конической части приемной емкости воронки таким образом, что ее нижний конец направлен внутрь ограждения под углом к стенке, отделяющей дугу второй электродуговой горелки от лазерного луча, и находится максимально близко от этой ограждающей стенки. Это обеспечивает свободное и равномерное ссыпание флюса под действием собственного веса, равномерную подачу флюса в процессе сварки, следовательно, высокое качество шва. Кроме того, поскольку нижний конец ссыпной трубки направлен внутрь ограждения под углом к стенке, отделяющей дугу второй электродуговой горелки от лазерного луча, и находится максимально близко к этой ограждающей стенке и на расстоянии 80 мм от ее нижней границы (по вертикали) и направлен на свариваемый шов, обеспечивается гарантированная насыпка на свариваемый шов флюса, высотой от 40 до 80 мм. При этом ссыпная трубка наклонена так, что вертикальная плоскость симметрии, проходящая через трубку, совпадает с плоскостью симметрии, проходящей вертикально через ограждение, что при использовании устройства обеспечивает равномерную насыпку флюса по обе стороны свариваемых кромок и обеспечивает высокое качество сварного шва.
В заявленном устройстве пластины ограждения соединены резьбовым соединением посредством уголков, при этом на пластинах, пересекающих свариваемые кромки выполнены резьбовые отверстия под вышеуказанные соединения симметрично вертикальной осевой и на расстоянии от нее 20 мм, 30 мм, 40 мм, 50 мм, что позволяет посредством ограждения устанавливать физические границы ширины сварного шва от 40 до 100 мм. При этом, поскольку диаметр ссыпной трубки равен 30 мм, а ширина сварного шва регламентируется шириной ограждения, то в заявленном устройстве обеспечивается возможность засыпки флюса посредством одного и того же средства для подачи флюса независимо от ширины будущего шва. Это, в совокупности, придает заявленному устройству свойство «универсальность».
Размещение электрода второй электродуговой горелки внутри ограждения вблизи свариваемых кромок, в совокупности с вышеизложенным, обеспечивает возможность выполнения технологической операции «сварка под флюсом», т.е. обеспечивает достижение заявленного технического результата.
При этом, как показано выше, в заявленном устройстве электродуговая сварка под флюсом переваривает частично или полностью первый шов, сформированный в результате гибридной лазерно-дуговой сварки, который характеризуется высоким качеством, а именно: в сформированном в результате гибридной лазерной дуговой сварке первом шве гарантированно оптимизирована микроструктура, отсутствуют дефекты сварки типа сквозных отверстий, раковин, пор и шлаковых включений, минимизирован риск образования таких дефектов как кристаллизационные трещины и поры. Кроме того, благодаря заявленному расстоянию между центром сфокусированного пятна лазерного луча и точкой дугового контакта второй сварочной дуговой горелки, которое составляет 50-70 мм, сварка под флюсом воздействует на сформированный первый шов, не остывший до состояния, при котором возникает кристаллизация металла корневого шва, что упрощает процесс его переваривания и позволяет высвободить возможно оставшиеся внутри первого шва газовые пузыри, еще более повысив качество итогового сварного шва. При этом заявленные конструкции средства для подачи флюса и ограждения обеспечивают фиксированную требуемую ширину и высоту насыпки флюса, в зависимости от ширины шва, что, следовательно, обеспечивает требуемый расход флюса для качественной сварки, регламентирует время взаимодействия расплавленного металла и флюса, исключает возможность неконтролируемого изменения химического состава металла шва, что в совокупности повышает качество результирующего сварного шва.
В результате при выполнении лазерно-дуговой сварки стыка сформованной трубной заготовки заявленным устройством обеспечиваются благоприятные условия кристаллизации сварочной ванны после лазерно-дуговой сварки, при которых охлаждение металла шва происходит плавно и равномерно, а также создаются благоприятные условия для выполнения сварки под флюсом с обеспечением гарантированного провара с заполнением зазора между кромками до 1 мм при его наличии, что в итоге позволяет снизить требования к величине зазора между свариваемыми кромками.
Таким образом, из вышеизложенного следует, что заявленное устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки при осуществлении решает проблему, заключающуюся в возможности использования электродуговой сварки под флюсом в тандеме с гибридной лазерно-дуговой сваркой для выполнения лазерной сварки сформованных стальных трубных заготовок с толщиной металла от 10 до 45 мм и с зазором до 1 мм с обеспечением качественного сварного шва.
При осуществлении заявленного устройства для лазерно-дуговой сварки под флюсом сформованной трубной заготовки достигается технический результат, заключающийся в возможности:
- снижения требований к величине зазора между свариваемыми кромками, который может достигать 1 мм, и к стабильности положения границ свариваемых кромок сформованной трубной заготовки при наличии зазора до 1 мм;
- оптимизации микроструктуры сварных швов, в уменьшении дефектов сварки типа сквозных отверстий, раковин, пор и шлаковых включений;
- улучшения дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов как кристаллизационные трещины и поры;
- придание устройству универсальности.
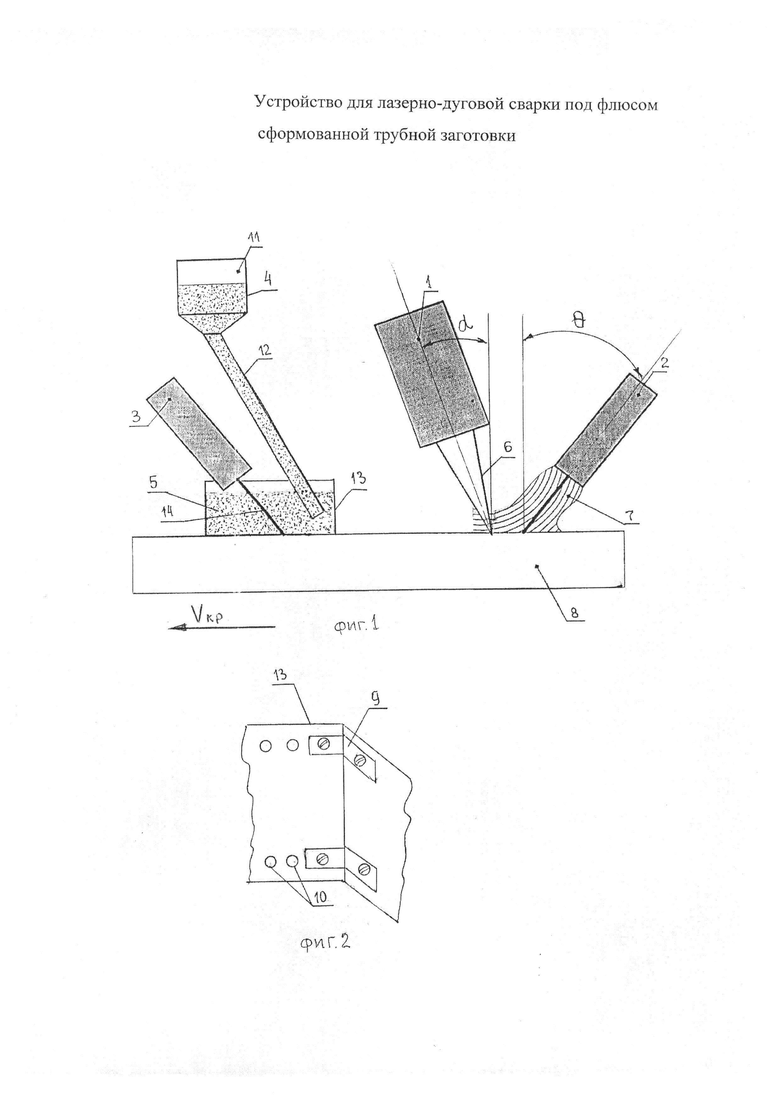
На фиг 1. схематично изображено заявленное устройство для лазерно-дуговой сварки под флюсом сформованной трубной заготовки; на фиг. 2 - фрагмент соединения боковых сторон ограждения.
Заявленное устройство для лазерно-дуговой сварки под флюсом сформованной трубной заготовки содержит закрепленные на общей опорной конструкции (не показано) лазерную головку 1, первую 2 и вторую 3 электродуговые горелки и средство для подачи флюса 4, которое размещено перед второй 3 сварочной горелкой и отделено от лазера 1 ограждением 5, закрепленным на той же опорной конструкции (не показано) с возможностью ограждения луча 6 лазера 1 от флюса. Первая 2 электродуговая горелка закреплена перед лазерной головкой 1 с возможностью формирования в процессе сварки общей сварочной ванны и снабжена средством (не показано) для подачи защитного газа 7 в сторону плавящегося электрода горелки 2. Средство для подачи флюса 4 и вторая 3 электродуговая горелка последовательно закреплены после лазерной головки 1. Лазерную головку 1 и первую электродуговую горелку 2 закрепляют таким образом, что во время сварки расстояние между центром сфокусированного пятна лазерного луча 1 и точкой дугового контакта первой 2 электродуговой горелки составляет 10-15 мм. При этом головка лазера 1 наклонена таким образом, что формируемый лазерный луч 6 наклонен в сторону направления движения свариваемых кромок на угол α 20-25° относительно нормали к поверхности свариваемой заготовки 8. Первая 3 электродуговая горелка наклонена в сторону, противоположную направлению движения Vкр свариваемых кромок на угол θ 30-35° относительно нормали к поверхности свариваемой заготовки 8. Вторую 3 электродуговую горелку на опорной конструкции закрепляют на расстоянии от лазерной головки 1, при котором расстояние между центром сфокусированного на свариваемые кромки пятна лазерного луча 6 и точкой дугового контакта второй 3 электродуговой горелки составляет 50-70 мм.
Ограждение 5 выполнено из вертикальных пластин, жестко соединенных в форме прямоугольной коробки без дна, имеющей ширину от 40 до 100 мм, высоту 200 мм (в пределах погрешности измерительного прибора). Пластины ограждения соединены резьбовым соединением посредством уголков 9 (фиг. 2). На пластинах 13, пересекающих свариваемые кромки трубной заготовки 8, выполнены резьбовые отверстия 10 под резьбовые соединения симметрично вертикальной осевой, на расстоянии от нее 20 мм, 30 мм, 40 мм, 50 мм. Основанием ограждение 5 ориентировано в пространстве симметрично относительно свариваемых кромок заготовки. Средство 4 для подачи флюса выполнено в виде воронки 11. Ссыпная трубка 12 воронки 11 присоединена к выходному отверстию конической части приемной емкости воронки таким образом, что ее нижний конец направлен внутрь ограждения под углом к стенке 13, отделяющей лазерный луч 1 от флюса, и находится в максимально близко от этой ограждающей стенки 13 и на расстоянии 80 мм от ее нижней границы (по вертикали) и направлен на свариваемый шов. Ссыпная трубка 12 и ограждение 5 имеют общую вертикальную плоскость симметрии. Диаметр ссыпной трубки 12 равен 30 мм. Ограждение 5 закреплено на опорной конструкции с возможностью скольжения по поверхности свариваемой детали в процессе выполнения сварки. Электрод 14 второй 3 электродуговой горелки размещен внутри ограждения 5 вблизи свариваемых кромок.
Заявленное устройство для лазерно-дуговой сварки под флюсом сформованной трубной заготовки работает следующим образом. Предварительно собирают ограждение 5 в соответствии с будущей шириной шва. Для чего пластины ограждения 5 жестко соединяют между собой резьбовым соединением посредством уголков, обеспечивающих требуемую ширину пластин 13, пересекающих свариваемые кромки заготовки. После чего ограждение 5 закрепляют на штатном месте на общей опорной конструкции. Заполняют приемную емкость воронки 11 флюсом и через ссыпную трубку 12 засыпают в ограждение требуемую высоту флюса. Поскольку ширина насыпки отграничена боковыми стенками ограждения, то ширину насыпки флюса отслеживать не требуется. Поскольку электрод второй электродуговой горелки размещен внутри ограждения вблизи свариваемых кромок, то он оказывается под флюсом. После этого проверяют позиционирование первой электродуговой горелки и головки лазера в соответствии с заявленными в формуле изобретения. Включают стенд. После начала перемещения заготовки включают первую электродуговую горелку и лазер. Луч лазера фокусируют на свариваемые кромки. На свариваемую поверхность воздействуют первой сварочной горелкой и сфокусированным за ней лазерным лучом, которые в процессе сварки образуют единую сварочную ванну. Расстояние между центром сфокусированного пятна второго лазерного луча и точкой дугового контакта составляет 10-15 мм, что в совокупности с предлагаемым позиционированием лазерного луча и дуговой горелки, увеличивает размер (зеркало) сварочной ванны. Это способствует выпрямлению парогазового канала, способствует ускоренному выходу сварочных газов и, кроме того, снижает разбрызгивание расплавленного металла ванны. Возможность увеличения зеркала сварочной ванны способствует снижению скорости остывания образовавшейся сварочной ванны, препятствуя резкому повышению твердости в сварном шве, что позволяет избежать кристаллизационных трещин и несплавлений в сварных швах после гибридной лазерной сварки. В результате улучшается качество сварного шва.
Электрическая дуга первой горелки находится перед лучом лазера и образует вместе с ним единую сварочную ванну. В результате луч лазера интенсивно «проталкивает» в шов металл от плавления электрода первой горелки и равномерно заполняет им сварочную ванну до самого корня, что не позволяет в дальнейшем расплавленному флюсу пройти сквозь зазор и обеспечивает качественное полное проплавление шва сваркой под флюсом. Одновременно осуществляется легирование всей сварочной ванны металлом электрода первой электродуговой горелки, что также улучшает качество сварного шва. В результате обеспечивается возможность выполнения посредством лазерно-лучевой сварки сквозного проплавления шва с гарантированным проваром и с гарантированным заполнением зазора между свариваемыми кромками при его наличии.
Кроме того, уменьшение пористости и снижение вероятности образования свищей обеспечивается подачей в зону электрода горелки защитного газа. В зоне электрода защитный газ в процессе сварки подают в одном направлении с электродом дуговой горелки. Это позволяет устранить явление капельного переноса материала электрода в ванну и, следовательно, снизить образование дефектов типа шлаковых включений.
Таким образом, в сформированном в результате гибридной лазерной дуговой сварки первом шве гарантированно оптимизирована микроструктура, отсутствуют дефекты сварки типа сквозных отверстий, раковин, пор и шлаковых включений, минимизирован риск образования таких дефектов как кристаллизационные трещины и поры.
Дальнейшее воздействие на первый сварочный шов оказывает электродуговая сварка под флюсом на расстоянии между центром сфокусированного на свариваемые кромки пятна лазерного луча и точкой дугового контакта второй сварочной дуговой горелки 50-70 мм. При этом сварка под флюсом воздействует на сформированный первый шов, не остывший до состояния, при котором возникает кристаллизация металла корневого шва. Это упрощает процесс его переваривания и, кроме того, позволяет высвободить возможно оставшиеся внутри первого шва газовые пузыри, еще боле повысив качество результирующего сварного шва. При этом заявленные конструкции средства для подачи флюса и ограждения обеспечивают фиксированную требуемую ширину и высоту насыпки флюса, в зависимости от ширины шва, что, следовательно, обеспечивает требуемый расход флюса для качественной сварки, регламентирует время взаимодействия расплавленного металла и флюса, исключает возможность неконтролируемого изменения химического состава металла шва, что в совокупности повышает качество результирующего сварного шва.
В результате использования заявленного устройства для выполнении лазерно-дуговой сварки стыка сформованной трубной заготовки обеспечиваются благоприятные условия кристаллизации сварочной ванны после лазерно-дуговой сварки, при которых охлаждение металла шва происходит плавно и равномерно, а также создаются благоприятные условия для выполнения сварки с обеспечением гарантированного провара с заполнением зазора между кромками до 1 мм при его наличии, что в итоге позволяет снизить требования к величине зазора между свариваемыми кромками.
Заявленный способ был опробован при сварке стальных пластин, длиной 50 см, толщиной 21,7 мм, зазор 1 мм, из углеродистой стали класса прочности К60.
Осуществляли лазерно-дуговую сварку в среде защитных газов (смесь Ar и CO2). Лазерные лучи генерировали от лазерного источника мощностью 35 кВт. Мощность излучения составляла 15-32 кВт. Первая электродуговая горелка и вторая электродуговая дуговая горелка под флюсом содержали электрод в виде сварочной проволоки диаметром 1,6 мм 4 мм соответственно, которую подавали в зону сварки через сварочную горелку фирмы Fronius. Ток на сварочной дуге составлял от 300 А до 500 А, напряжение 18-30 В. Скорость сварки составляла от 1 до 3 м/мин.
Использовали флюс АН-348А. Ширина шва 20-35 мм, высота насыпки 15-45 мм, ширина насыпки 40-70 мм
После выполнения сварки визуальный осмотр готового шва, а также осмотр шлифа посредством специального оборудования не выявил сквозных отверстий и раковин.
Для подтверждения достижения заявленного технического результата, исследовали макроструктуру сварных швов путем травления продольных шлифов сварного соединения реактивом Вагапова. Дефектов шва не выявлено.
Для понимания формы парогазового канала выполняли продольный шлиф таким образом, чтобы на срезе было сечение из середины сварного шва. Исследование показало, что предлагаемое расположение лазерного луча и электрода, позволяет выпрямить парогазовый канал до вертикального.
Опытным путем подтверждено, что сквозное проплавление заявленным способом возможно обеспечить на глубину до 21-23 мм. Поэтому при сварке пластин с толщиной 45 мм обязательно наносят Х-образную кромку с притуплением в эти 21-23 мм.
Использование заявленного способа лазерно-дуговой сварки обеспечивает высокую усталостную прочность сварных швов труб, повышает их надежность и качество при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |
Изобретение относится к устройству для лазерно-дуговой сварки стыка сформованной трубной заготовки. Первая электродуговая горелка закреплена на опорной конструкции перед лазерной головкой на расстоянии, при котором в процессе сварки расстояние между центром сфокусированного пятна лазерного луча и точкой дугового контакта упомянутой первой горелки составляет 10-15 мм. Средство для подачи флюса и вторая электродуговая горелка последовательно закреплены на опорной конструкции после лазерной головки, которая закреплена наклонно в сторону направления движения свариваемых кромок с возможностью обеспечения угла 20-25° между формируемым лазерным лучом и нормалью к поверхности свариваемой заготовки с возможностью обеспечения расстояния 50-70 мм между центром сфокусированного на свариваемые кромки пятна лазерного луча и точкой дугового контакта второй горелки. Первая электродуговая горелка наклонена в сторону, противоположную направлению движения свариваемых кромок, на угол 30-35° относительно нормали к поверхности свариваемой заготовки. Ограждение выполнено из вертикальных пластин, жестко соединенных в форме прямоугольной коробки без дна, имеющей ширину от 40 мм до 100 мм и высоту 200 мм, на опорной конструкции с возможностью скольжения по поверхности свариваемой трубной заготовки в процессе выполнения сварки. Электрод второй электродуговой горелки размещен внутри ограждения. Средство для подачи флюса выполнено в виде воронки и ссыпной трубки, присоединенной к выходному отверстию конической части воронки с возможностью направления ее нижнего конца внутрь ограждения под углом к стенке, отделяющей лазерный луч от флюса, и на расстоянии 80 мм от нижней границы упомянутой стенки. Технический результат заключается в оптимизации микроструктуры сварных швов, уменьшении дефектов сварки типа сквозных отверстий, раковин, пор и шлаковых включений, улучшении дегазации сварочной ванны, что позволяет минимизировать или исключить полностью риск образования таких дефектов, как кристаллизационные трещины и поры. 2 з.п. ф-лы, 2 ил.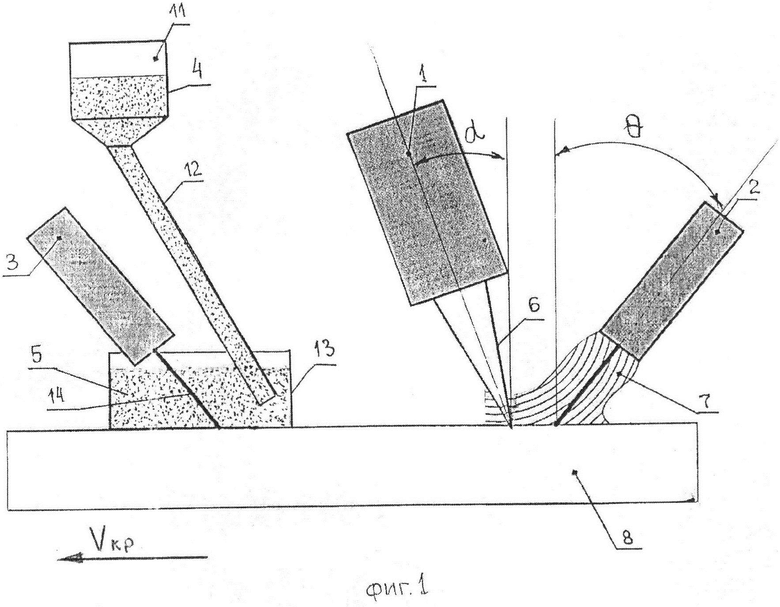
1. Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки, содержащее закрепленные на опорной конструкции лазерную головку, первую и вторую электродуговые горелки и средство для подачи флюса, которое размещено перед второй электродуговой горелкой и отделено от лазера ограждением, закрепленным на опорной конструкции с возможностью ограждения луча лазера от флюса, при этом первая электродуговая горелка закреплена по отношению к лазерной головке с возможностью формирования в процессе сварки общей сварочной ванны, отличающееся тем, что первая электродуговая горелка закреплена на опорной конструкции перед лазерной головкой на расстоянии, при котором в процессе сварки расстояние между центром сфокусированного пятна лазерного луча и точкой дугового контакта упомянутой первой горелки составляет 10-15 мм, и снабжена средством для подачи защитного газа в сторону плавящегося электрода горелки, при этом средство для подачи флюса и вторая электродуговая горелка последовательно закреплены на опорной конструкции после лазерной головки, причем лазерная головка закреплена наклонно в сторону направления движения свариваемых кромок с возможностью обеспечения угла 20-25° между формируемым лазерным лучом и нормалью к поверхности свариваемой заготовки, при этом первая электродуговая горелка наклонена в сторону, противоположную направлению движения свариваемых кромок на угол 30-35° относительно нормали к поверхности свариваемой заготовки, причем вторую упомянутую горелку закрепляют на опорной конструкции на расстоянии от лазерной головки с возможностью обеспечения расстояния 50-70 мм между центром сфокусированного на свариваемые кромки пятна лазерного луча и точкой дугового контакта второй горелки, при этом ограждение выполнено из вертикальных пластин, жестко соединенных в форме прямоугольной коробки без дна, имеющей ширину от 40 мм до 100 мм и высоту 200 мм, причем средство для подачи флюса выполнено в виде воронки и ссыпной трубки, присоединенной к выходному отверстию конической части воронки с возможностью направления ее нижнего конца внутрь ограждения под углом к стенке, отделяющей лазерный луч от флюса, и на расстоянии 80 мм от нижней границы упомянутой стенки, при этом ограждение закреплено на опорной конструкции с возможностью скольжения по поверхности свариваемой трубной заготовки в процессе выполнения сварки, при этом электрод второй электродуговой горелки размещен внутри ограждения.
2. Устройство по п. 1, отличающееся тем, что пластины ограждения соединены резьбовым соединением посредством уголков, при этом на пластинах выполнены резьбовые отверстия.
3. Устройство по п. 1, отличающееся тем, что диаметр ссыпной трубки равен 30 мм.
| US 20120273466 A1, 01.11.2012 | |||
| WO 2011072734 A1, 23.06.2011 | |||
| US 20120325786 A1, 27.12.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РЫБООВОЩНЫЕ В ТОМАТНО-ГАРНИРНОМ СОУСЕ" | 2012 |
|
RU2512720C1 |
| Устройство для сварки внутренних продольных швов труб | 1973 |
|
SU460132A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЛЮСА | 0 |
|
SU360182A1 |
| Флюсоподающее устройство для сварочного автомата | 1975 |
|
SU582077A1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ФРИКЦИОННЫЙ БУФЕР | 1923 |
|
SU3804A1 |
| Взрывобезопасный электрический светильник | 1946 |
|
SU72542A1 |

