Область техники
Настоящее изобретение относится к пресс-форме для шин и к пневматической шине.
Уровень техники
Известные зимние шины включают шипованные шины, которые включают в себя стержнеобразные шипы. Стержнеобразные шипы вставлены в отверстия для вставки, выполненные в протекторной части шины. В публикации патента Японии № 5513345 В описана шипованная шина, изготовленная посредством этапов, включающих вулканизацию невулканизированной шины в пресс-форме, которая включает в себя выступающие части, которые включают в себя штыри пресс-формы, извлечение вулканизированной шины из пресс-формы и вставку стержнеобразных шипов в отверстия для вставки, образованные в шине выступающими частями. Пресс-форма включает в себя множество секторов пресс-формы, которые обеспечивают образование протекторной части шины, и боковые части пресс-формы, которые обеспечивают образование частей шины, представляющих собой боковины. Выступающие части, предназначенные для образования отверстий для вставки, предусмотрены на секторах пресс-формы.
Техническая проблема
После вулканизации шины трещины могут образовываться в зоне вокруг отверстий для вставки в результате извлечения выступающих частей из отверстий для вставки. Подобные трещины могут вызывать уменьшение удерживающей силы, которая удерживает стержнеобразные шипы в отверстиях для вставки, ухудшение внешнего вида шины и вызывать ухудшение эксплуатационных характеристик шипованной шины.
Задачей одного аспекта настоящего изобретения является разработка пресс-формы для шин и пневматической шины, обеспечивающих возможность подавления растрескивания при образовании отверстий для вставки.
Решение проблемы
В соответствии с первым аспектом настоящего изобретения предложена пресс-форма для шин, предназначенная для образования шины, которая включает в себя отверстия для вставки, в которые вставляются стержнеобразные шипы, при этом пресс-форма для шин содержит:
множество секторов пресс-формы, предназначенных для образования протекторной части шины, причем множество секторов пресс-формы расположены в направлении вдоль окружности шины; и
множество штырей пресс-формы, предназначенных для образования отверстий для вставки в протекторной части, при этом множество штырей пресс-формы предусмотрены на тех внутренних поверхностях множества секторов пресс-формы, которые расположены напротив протекторной части, и выступают внутрь в радиальном направлении шины;
причем каждый из стержнеобразных шипов содержит корпусную часть и нижнюю фланцевую часть;
при этом каждое из отверстий для вставки содержит первую часть отверстия с первым внутренним диаметром, в которой размещается корпусная часть стержнеобразного шипа, и вторую часть отверстия со вторым внутреннем диаметром, превышающим первый внутренний диаметр, в которой размещается нижняя фланцевая часть стержнеобразного шипа;
причем каждый из множества штырей пресс-формы содержит основную часть с первым наружным диаметром для образования первой части отверстия и концевую часть со вторым наружным диаметром, превышающим первый наружный диаметр, для образования второй части отверстия; и
первый наружной диаметр основной части концевого штыря пресс-формы из множества штырей пресс-формы, предусмотренного в той зоне каждого из множества секторов пресс-формы, которая является концевой в направлении вдоль окружности шины, превышает первый наружный диаметр основной части среднего штыря пресс-формы из множества штырей пресс-формы, предусмотренного в средней зоне каждого из множества секторов пресс-формы, при этом средняя зона расположена между концевой зоной с одной стороны и концевой зоной с другой стороны в направлении вдоль окружности шины.
В соответствии с первым аспектом настоящего изобретения первый наружный диаметр концевого штыря пресс-формы превышает первый наружный диаметр среднего штыря пресс-формы. В результате при перемещении секторов пресс-формы наружу в радиальном направлении шины для освобождения шины и извлечении концевых штырей пресс-формы из отверстий для вставки, образованных в шине, подавляется растрескивание, вызываемое извлечением концевых штырей пресс-формы.
Угол, образуемый осью перемещения сектора пресс-формы и центральной осью среднего штыря пресс-формы, мал при перемещении секторов пресс-формы наружу в радиальном направлении шины. Угол, образуемый осью перемещения сектора пресс-формы и центральной осью концевого штыря пресс-формы, является большим.
При упоминании малого первого наружного диаметра основной части штыря пресс-формы подразумевается то, что разность первого наружного диаметра основной части штыря пресс-формы и второго наружного диаметра концевой части штыря пресс-формы является большой. При упоминании большого первого наружного диаметра основной части штыря пресс-формы подразумевается то, что разность первого наружного диаметра основной части штыря пресс-формы и второго наружного диаметра концевой части штыря пресс-формы является малой.
Если разность первого наружного диаметра и второго наружного диаметра концевого штыря пресс-формы, имеющего центральную ось, которая образует большой угол с осью перемещения сектора пресс-формы, является большой, при извлечении концевого штыря пресс-формы из отверстия для вставки напряжение, действующее на резину в зоне вокруг отверстия для вставки, является большим. В результате вероятность возникновения растрескивания в зоне вокруг отверстия для вставки будет высокой.
При большом первом наружном диаметре основной части концевого штыря пресс-формы и малой разности первого наружного диаметра основной части концевого штыря пресс-формы и второго наружного диаметра концевой части концевого штыря пресс-формы даже в том случае, когда концевой штырь пресс-формы, имеющий центральную ось, которая образует большой угол с осью перемещения сектора пресс-формы, извлекают из отверстия для вставки, подавляется напряжение, действующее на резину в зоне вокруг отверстия для вставки. В результате подавляется растрескивание в зонах вокруг отверстий для вставки, образованных концевыми штырями пресс-формы.
Первый наружный диаметр среднего штыря пресс-формы мал, и разность первого наружного диаметра и второго наружного диаметра среднего штыря пресс-формы будет больше, тем не менее, угол, образуемый центральной осью среднего штыря пресс-формы и осью перемещения сектора пресс-формы, мал. В результате при извлечении среднего штыря пресс-формы из отверстия для вставки подавляется напряжение, действующее на резину в зоне вокруг отверстия для вставки. Соответственно, подавляется растрескивание в зонах вокруг отверстий для вставки, образованных средними штырями пресс-формы.
При подавлении растрескивания может быть предотвращено уменьшение силы удерживания стержнеобразных шипов, обеспечиваемой отверстиями для вставки, и ухудшение внешнего вида шипованной шины, которые вызываются подобным растрескиванием. Таким образом, предотвращается ухудшение эксплуатационных характеристик шипованной шины.
Кроме того, в соответствии с первым аспектом настоящего изобретения штырь пресс-формы, содержащий основную часть с первым наружным диаметром и концевую часть со вторым наружным диаметром, имеет круглую форму в плоскости, ортогональной к центральной оси штыря пресс-формы. Соответственно, при установке штырей пресс-формы в секторы пресс-формы не требуется обращать чрезмерное внимание на ориентацию штырей пресс-формы относительно направления поворота вокруг центральной оси. Таким образом, уменьшается сложность используемого труда. Кроме того, подавляется изменение условий растрескивания, обусловленное ориентацией штыря пресс-формы.
В первом аспекте настоящего изобретения разность первого наружного диаметра концевого штыря пресс-формы и первого наружного диаметра среднего штыря пресс-формы может составлять от 0,1 мм до 1,0 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,1 мм, растрескивание в зоне вокруг отверстия для вставки, образованного концевым штырем пресс-формы, может подавляться в недостаточной степени. Если разность превышает 1,0 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой отверстием для вставки, которое образовано концевым штырем пресс-формы.
В первом аспекте настоящего изобретения второй наружный диаметр концевой части концевого штыря пресс-формы может быть меньше второго наружного диаметра концевой части среднего штыря пресс-формы.
Это обеспечивает эффективное подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. При упоминании большого второго наружного диаметра концевой части штыря пресс-формы подразумевается то, что разность первого наружного диаметра основной части штыря пресс-формы и второго наружного диаметра концевой части штыря пресс-формы является малой. При упоминании малого второго наружного диаметра концевой части штыря пресс-формы подразумевается то, что разность первого наружного диаметра основной части штыря пресс-формы и второго наружного диаметра концевой части штыря пресс-формы является большой. При малом втором наружном диаметре концевой части концевого штыря пресс-формы и малой разности первого наружного диаметра основной части концевого штыря пресс-формы и второго наружного диаметра концевой части концевого штыря пресс-формы даже в том случае, когда концевой штырь пресс-формы, имеющий центральную ось, которая образует большой угол с осью перемещения сектора пресс-формы, извлекают из отверстия для вставки, подавляется напряжение, действующее на резину в зоне вокруг отверстия для вставки. В результате подавляется растрескивание в зонах вокруг отверстий для вставки, образованных концевыми штырями пресс-формы.
В первом аспекте настоящего изобретения разность второго наружного диаметра концевого штыря пресс-формы и второго наружного диаметра среднего штыря пресс-формы может составлять от 0,2 мм до 1,5 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,2 мм, растрескивание в зоне вокруг отверстия для вставки, образованного концевым штырем пресс-формы, может подавляться в недостаточной степени. Если разность превышает 1,5 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой отверстием для вставки, которое образовано концевым штырем пресс-формы.
В первом аспекте настоящего изобретения длина концевого штыря пресс-формы может быть меньше длины среднего штыря пресс-формы.
В результате эффективно подавляется растрескивание. При малой длине концевого штыря пресс-формы даже в том случае, когда концевой штырь пресс-формы, имеющий центральную ось, которая образует большой угол с осью перемещения сектора пресс-формы, извлекают из отверстия для вставки, подавляется напряжение, действующее на резину в зоне вокруг отверстия для вставки. В результате подавляется растрескивание в зонах вокруг отверстий для вставки, образованных концевыми штырями пресс-формы.
В первом аспекте настоящего изобретения разность длины концевого штыря пресс-формы и длины среднего штыря пресс-формы может составлять от 0,1 мм до 1,0 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,1 мм, растрескивание в зоне вокруг отверстия для вставки, образованного концевым штырем пресс-формы, может подавляться в недостаточной степени. Если разность превышает 1,0 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой отверстием для вставки, которое образовано концевым штырем пресс-формы.
В первом аспекте настоящего изобретения концевой штырь пресс-формы может представлять собой штырь пресс-формы из множества штырей пресс-формы, предусмотренных на каждом из множества секторов пресс-формы, который расположен ближе всего к той части сектора пресс-формы, которая является концевой в направлении вдоль окружности шины.
В результате подавляется растрескивание в зоне вокруг отверстия для вставки, образованного концевым штырем пресс-формы, имеющим центральную ось, которая образует наибольший угол с осью перемещения сектора пресс-формы.
В первом аспекте настоящего изобретения
протекторная часть может содержать первую зону с одной стороны от экваториальной линии шины в боковом направлении шины и вторую зону с другой стороны,
множество штырей пресс-формы может содержать множество штырей пресс-формы, предназначенных для образования отверстий для вставки в первой зоне, и множество штырей пресс-формы, предназначенных для образования отверстий для вставки во второй зоне, и
концевой штырь пресс-формы может представлять собой штырь пресс-формы из множества штырей пресс-формы, предназначенных для образования отверстий для вставки в первой зоне и второй зоне, который расположен ближе всего к той части каждого из множества секторов пресс-формы, которая является концевой в направлении вдоль окружности шины.
В результате подавляются растрескивание в зоне вокруг отверстий для вставки, образованных в первой зоне, и растрескивание в зоне вокруг отверстий для вставки, образованных во второй зоне. Таким образом, предотвращается выпадение стержнеобразных шипов в первой зоне и второй зоне, и подавляется ухудшение ходовых характеристик шипованной шины.
В первом аспекте настоящего изобретения средний штырь пресс-формы может представлять собой штырь пресс-формы из множества штырей пресс-формы, предусмотренных на множестве секторов пресс-формы, отличный от концевых штырей пресс-формы, и первый наружный диаметр, второй наружный диаметр и длина могут быть одними и теми же для всех средних штырей пресс-формы.
В результате достаточно будет подготовить только два типа штырей пресс-формы, а именно концевой штырь пресс-формы и средний штырь пресс-формы, следовательно, уменьшается стоимость пресс-формы для шин.
В соответствии со вторым аспектом настоящего изобретения предложена пневматическая шина, содержащая:
протекторную часть, образованную посредством множества секторов пресс-формы, расположенных в направлении вдоль окружности шины;
множество отверстий для вставки, в которые вставлены стержнеобразные шипы, причем множество отверстий для вставки образованы в протекторной части посредством штырей пресс-формы, предусмотренных на тех внутренних поверхностях множества секторов пресс-формы, которые расположены напротив протекторной части, и выступающих внутрь в радиальном направлении шины;
при этом каждый из стержнеобразных шипов содержит корпусную часть и нижнюю фланцевую часть;
причем каждое из множества отверстий для вставки содержит первую часть отверстия с первым внутренним диаметром, в которой размещена корпусная часть стержнеобразного шипа, и вторую часть отверстия со вторым внутреннем диаметром, превышающим первый внутренний диаметр, в которой размещена нижняя фланцевая часть стержнеобразного шипа; и
при этом первый внутренний диаметр первой части отверстия, представляющего собой концевое отверстие для вставки из множества отверстий для вставки, образованное в концевой - в направлении вдоль окружности шины - зоне той заданной зоны протекторной части, которая образована посредством одного из множества секторов пресс-формы, превышает первый внутренний диаметр первой части отверстия, представляющего собой среднее отверстие для вставки из множества отверстий для вставки, образованное в средней зоне протекторной части, причем средняя зона расположена между концевой зоной с одной стороны и концевой зоной с другой стороны в направлении вдоль окружности шины.
В соответствии со вторым аспектом настоящего изобретения первый внутренний диаметр концевого отверстия для вставки превышает первый внутренний диаметр среднего отверстия для вставки. В результате при перемещении секторов пресс-формы наружу в радиальном направлении шины для освобождения шины и извлечении штырей пресс-формы из отверстий для вставки, образованных в шине, подавляется растрескивание, вызываемое извлечением штырей пресс-формы. Таким образом, предотвращается ухудшение эксплуатационных характеристик шины.
Кроме того, в соответствии со вторым аспектом настоящего изобретения отверстие для вставки, содержащее первую часть отверстия с первым внутренним диаметром и вторую часть отверстия со вторым внутренним диаметром, имеет круглую форму в плоскости, ортогональной к центральной оси отверстия для вставки. Соответственно, при образовании отверстий для вставки не требуется обращать чрезмерное внимание на ориентацию отверстий для вставки относительно направления поворота вокруг центральной оси. Таким образом, уменьшается сложность используемого труда. Кроме того, подавляется изменение условий растрескивания, обусловленное ориентацией отверстия для вставки.
Во втором аспекте настоящего изобретения разность первого внутреннего диаметра концевого отверстия для вставки и первого внутреннего диаметра среднего отверстия для вставки может составлять от 0,1 мм до 1,0 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,1 мм, растрескивание в зоне вокруг концевого отверстия для вставки может подавляться в недостаточной степени. Если разность превышает 1,0 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой концевым отверстием для вставки.
Во втором аспекте настоящего изобретения второй внутренний диаметр второй части отверстия, представляющего собой концевое отверстие для вставки, может быть меньше второго внутреннего диаметра второй части отверстия, представляющего собой среднее отверстие для вставки.
В результате растрескивание подавляется более эффективно.
Во втором аспекте настоящего изобретения разность второго внутреннего диаметра концевого отверстия для вставки и второго внутреннего диаметра среднего отверстия для вставки может составлять от 0,2 мм до 1,5 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,2 мм, растрескивание в зоне вокруг концевого отверстия для вставки может подавляться в недостаточной степени. Если разность превышает 1,5 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой концевым отверстием для вставки.
Во втором аспекте настоящего изобретения длина концевого отверстия для вставки может быть меньше длины среднего отверстия для вставки.
В результате растрескивание эффективно подавляется.
Во втором аспекте настоящего изобретения разность длины концевого отверстия для вставки и длины среднего отверстия для вставки может составлять от 0,1 мм до 1,0 мм.
Это обеспечивает подавление растрескивания и, следовательно, сохранение эксплуатационных характеристик шипованной шины. Если разность составляет менее 0,1 мм, растрескивание в зоне вокруг концевого отверстия для вставки может подавляться в недостаточной степени. Если разность превышает 1,0 мм, существует вероятность уменьшения силы удерживания стержнеобразного шипа, обеспечиваемой концевым отверстием для вставки.
Во втором аспекте настоящего изобретения концевое отверстие для вставки может представлять собой отверстие для вставки из множества отверстий для вставки, выполненных в заданной зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины.
В результате подавляется растрескивание в зоне вокруг концевого отверстия для вставки с центральной осью, которая образует наибольший угол с осью перемещения сектора пресс-формы.
Во втором аспекте настоящего изобретения протекторная часть может содержать первую зону с одной стороны от экваториальной линии шины в боковом направлении шины и вторую зону с другой стороны,
множество отверстий для вставки могут быть образованы в первой зоне и второй зоне, и концевое отверстие для вставки может представлять собой отверстие для вставки из множества отверстий для вставки, образованных в первой зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины, и может представлять собой отверстие для вставки из множества отверстий для вставки, образованных во второй зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины.
В результате подавляются растрескивание в зоне вокруг отверстий для вставки, образованных в первой зоне, и растрескивание в зоне вокруг отверстий для вставки, образованных во второй зоне. Таким образом, предотвращается выпадение стержнеобразных шипов в первой зоне и второй зоне, и подавляется ухудшение ходовых характеристик шипованной шины.
Во втором аспекте настоящего изобретения среднее отверстие для вставки может представлять собой отверстие для вставки из множества отверстий для вставки, выполненных в протекторной части, отличное от концевых штырей пресс-формы, и
первый внутренний диаметр, второй внутренний диаметр и длина могут быть одними и теми же для всех средних отверстий для вставки.
В результате достаточно будет выполнить только два типа отверстий для вставки, а именно концевое отверстие для вставки и среднее отверстие для вставки, следовательно, уменьшается стоимость пневматической шины.
Предпочтительные эффекты от изобретения
В соответствии с аспектом настоящего изобретения предложены пресс-форма для шин и пневматическая шина, обеспечивающие возможность подавления растрескивания в зоне вокруг отверстий для вставки.
Краткое описание чертежей
Фиг.1 - сечение, схематически иллюстрирующее часть пресс-формы в соответствии с первым вариантом осуществления;
Фиг.2 - схематическое изображение, схематически иллюстрирующее пример функционирования пресс-формы в соответствии с первым вариантом осуществления;
Фиг.3 - схематическое изображение, схематически иллюстрирующее пример сектора пресс-формы в соответствии с первым вариантом осуществления;
Фиг.4 - схематическое изображение, схематически иллюстрирующее пример штыря пресс-формы в соответствии с первым вариантом осуществления;
Фиг.5 - схематическое изображение, схематически иллюстрирующее пример функционирования сектора пресс-формы в соответствии с первым вариантом осуществления;
Фиг.6 - сечение, схематически иллюстрирующее пример отверстий для вставки в соответствии с первым вариантом осуществления;
Фиг.7 - вид сбоку, иллюстрирующий пример стержнеобразного шипа в соответствии с первым вариантом осуществления;
Фиг.8 - вид сбоку, иллюстрирующий пример стержнеобразного шипа и отверстия для вставки в соответствии с первым вариантом осуществления;
Фиг.9 - сечение, иллюстрирующее пример шипованной шины в соответствии с первым вариантом осуществления;
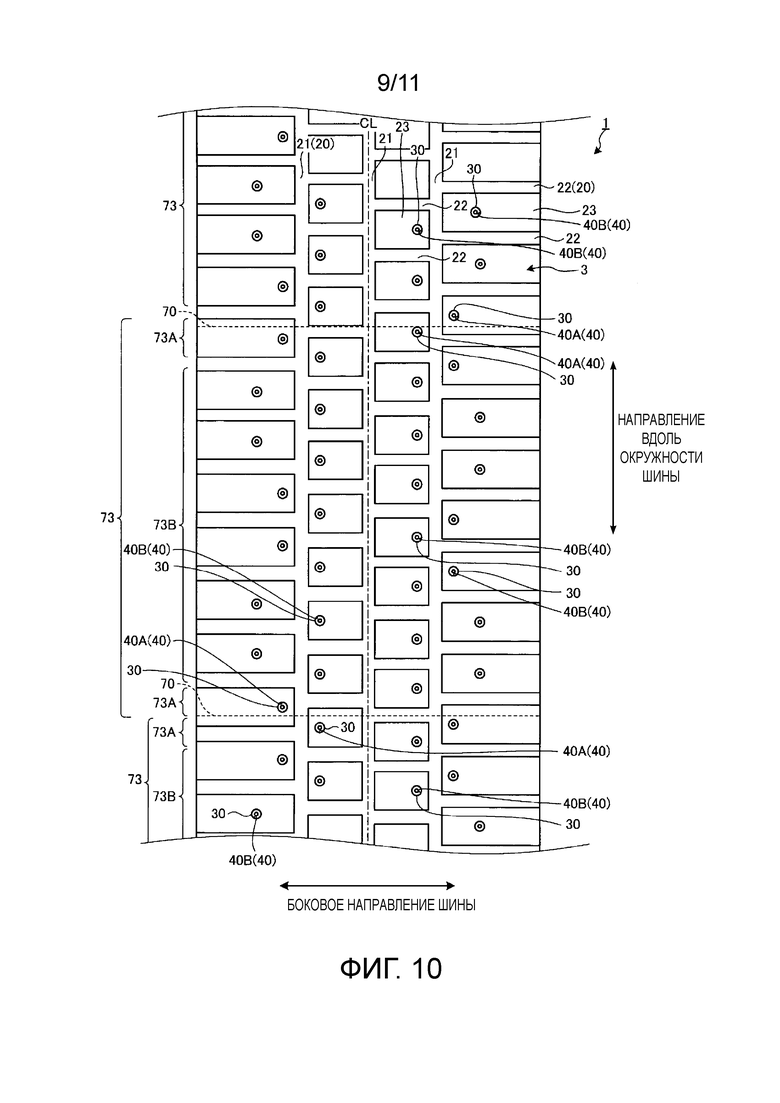
Фиг.10 - вид в плане, иллюстрирующий пример шипованной шины в соответствии с первым вариантом осуществления;
Фиг.11 - схематическое изображение, схематически иллюстрирующее пример протекторной части шипованной шины в соответствии со вторым вариантом осуществления; и
Фиг.12 - таблица, показывающая результаты оценочных испытаний для обычного примера и примеров.
Описание вариантов осуществления изобретения
Варианты осуществления в соответствии с настоящим изобретением будут описаны со ссылкой на приложенные чертежи. Однако настоящее изобретение не ограничено данными вариантами осуществления. Компоненты вариантов осуществления, описанных ниже, могут быть скомбинированы друг с другом соответствующим образом. Кроме того, некоторые из компонентов могут не использоваться в некоторых случаях.
Первый вариант осуществления
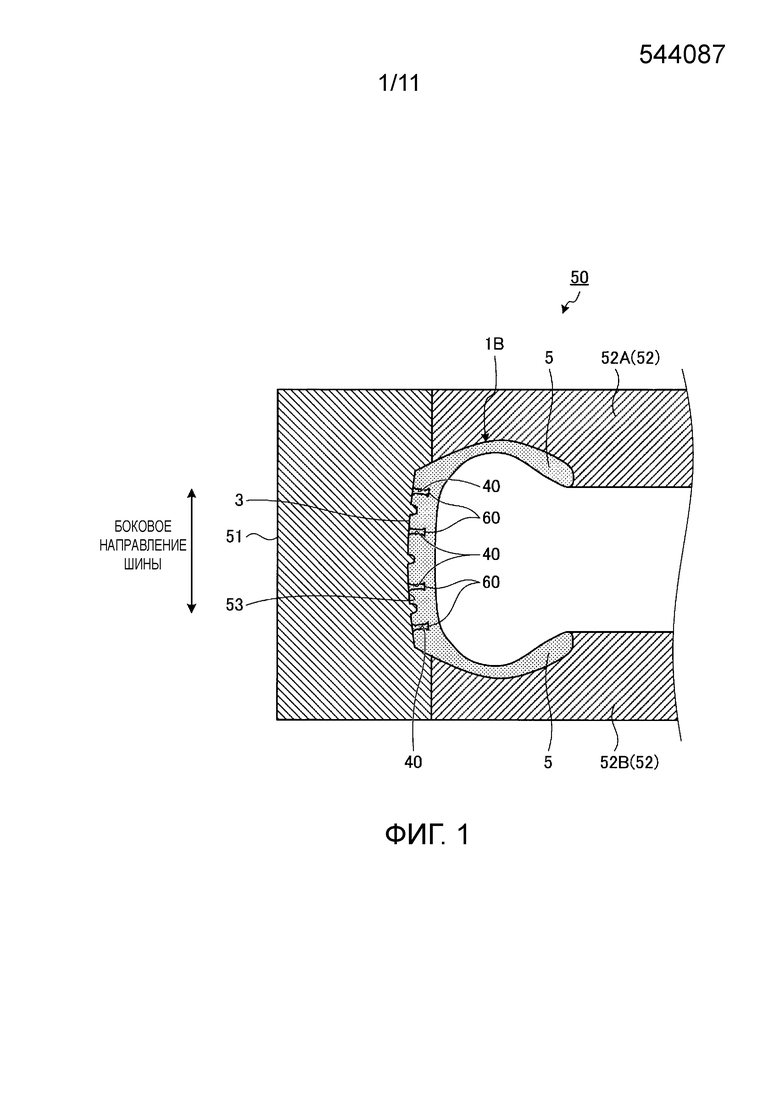
Далее будет описан первый вариант осуществления. Фиг.1 представляет собой сечение, схематически иллюстрирующее часть пресс-формы 50 для шин в соответствии с представленным вариантом осуществления. Фиг.2 представляет собой схематическое изображение, схематически иллюстрирующее пример функционирования пресс-формы 50 в соответствии с представленным вариантом осуществления.
Пресс-форма 50 обеспечивает образование шины 1В, которая включает в себя отверстия 40 для вставки, в которые вставляются стержнеобразные шипы. Пресс-форма 50 представляет собой вулканизационную пресс-форму. Невулканизированную шину размещают внутри пресс-формы 50. Невулканизированная шина опирается на пресс-форму 50 при вулканизации.
Пресс-форма 50 включает в себя множество секторов 51 пресс-формы, предназначенных для образования протекторной части 3 шины 1В и расположенных в направлении вдоль окружности шины, и боковые части 52 пресс-формы, предназначенные для образования частей 5 шины 1В, представляющих собой боковины.
Кроме того, пресс-форма 50 включает в себя множество штырей 60 пресс-формы, предназначенных для образования отверстий 40 для вставки в протекторной части 3. Штыри 60 пресс-формы расположены на той внутренней поверхности 53 каждого из секторов 51 пресс-форма, которая расположена напротив протекторной части 3 шины 1В, и выступают внутрь в радиальном направлении шины.
Протекторная часть 3 образуется посредством множества секторов 51 пресс-формы, расположенных в направлении вдоль окружности шины. Множество отверстий 40 для вставки, в которые вставляются стержнеобразные шипы, образованы в протекторной части 3 посредством штырей 60 пресс-формы. Штыри 60 пресс-формы расположены на той внутренней поверхности 53 каждого из секторов 51 пресс-формы, которая расположена напротив протекторной части 3, и выступают внутрь в радиальном направлении шины.
Следует отметить, что несмотря на то, это не проиллюстрировано, секторы 51 пресс-формы включают в себя множество выступающих частей для образования канавок в протекторной части 3. Рисунок протектора образуется на шине 1В посредством выступающих частей, предусмотренных на внутренней поверхности 53 каждого из секторов 51 пресс-формы.
Боковые части 52 пресс-формы включают в себя верхнюю боковую часть 52А пресс-формы и нижнюю боковую часть 52В пресс-формы. Шина 1В размещается между верхней боковой частью 52А пресс-формы и нижней боковой частью 52В пресс-формы.
Как проиллюстрировано на фиг.2, секторы 51 пресс-формы расположены в направлении вдоль окружности шины. В примере, проиллюстрированном на фиг.2, пресс-форма 50 включает в себя девять секторов 51 пресс-формы.
Секторы 51 пресс-формы представляют собой элементы кольцевой пресс-формы, разделенной в направлении вдоль окружности шины. Как проиллюстрировано посредством стрелок на фиг.2, секторы 51 пресс-форм выполнены с возможностью перемещения в радиальном направлении шины. Секторы 51 пресс-формы вводятся в контакт с протекторной частью 3 шины 1В посредством их перемещения внутрь в радиальном направлении шины. Секторы 51 пресс-формы освобождаются от протекторной части 3 шины 1В за счет их перемещения наружу в радиальном направлении шины. Секторы 51 пресс-формы перемещаются внутрь в радиальном направлении шины для образования интегрированной кольцевой пресс-формы. Секторы 51 пресс-формы перемещаются наружу в радиальном направлении шины для их разделения.
Следует отметить, что фиг.2 иллюстрирует пример, в котором кольцевая пресс-форма разделена на девять секций, то есть включает в себя девять секторов 51 пресс-формы. Кольцевая пресс-форма может быть разделена, например, на восемь секций.
Верхняя боковая часть 52А пресс-формы освобождается от части 5, представляющей собой боковину шины 1В, за счет перемещения вверх. Верхняя боковая часть 52А пресс-формы вводится в контакт с частью 5, представляющей собой боковину шины 1В, за счет перемещения вниз. Нижняя боковая часть 52В пресс-формы освобождается от части 5, представляющей собой боковину шины 1В, за счет перемещения вниз. Нижняя боковая часть 52В пресс-формы вводится в контакт с частью 5, представляющей собой боковину шины 1В, за счет перемещения вверх.
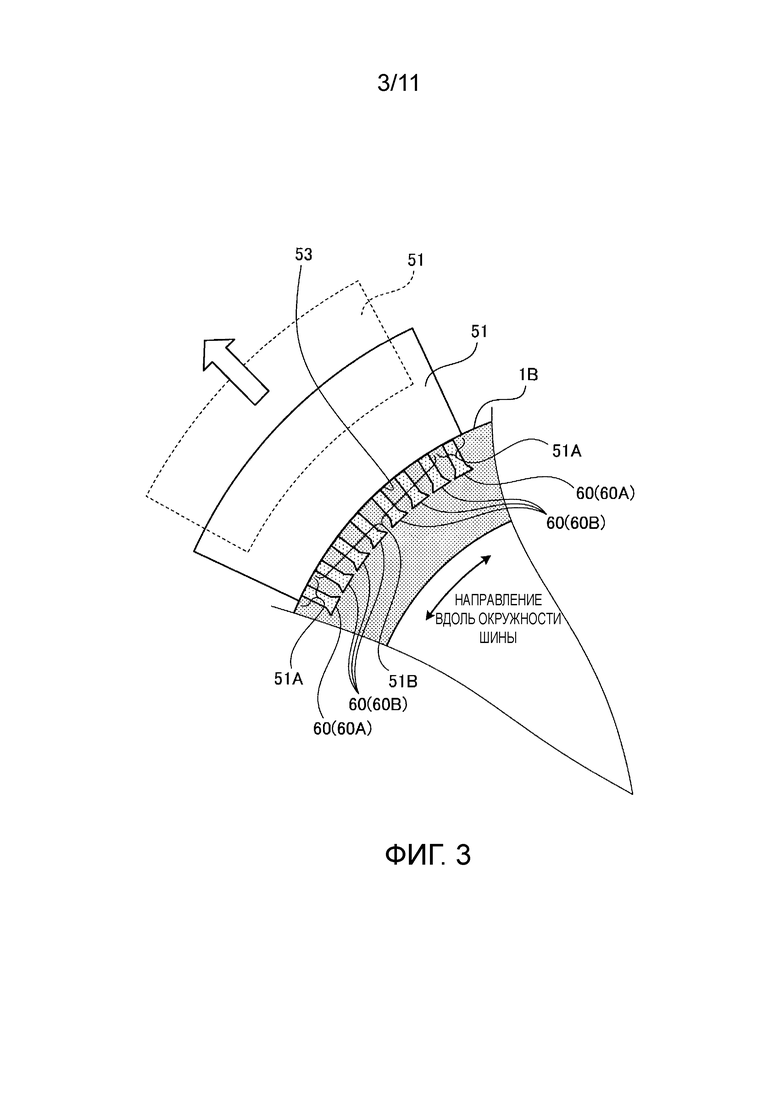
Фиг.3 представляет собой схематическое изображение, схематически иллюстрирующее пример сектора 51 пресс-формы в соответствии с представленным вариантом осуществления. Сектор 51 пресс-формы включает в себя штыри 60 пресс-формы, расположенные в направлении вдоль окружности шины. Штыри 60 пресс-формы включают концевые штыри 60А пресс-формы и средние штыри 60В пресс-формы. Концевые штыри 60А пресс-формы предусмотрены в концевых зонах 51А внутренней поверхности 53 сектора 51 пресс-формы относительно направления вдоль окружности шины. Средние штыри 60В пресс-формы предусмотрены в средней зоне 51В внутренней поверхности 53 сектора 51 пресс-формы между концевыми зонами 51А.
Каждая концевая зона 51А представляет собой зону, проходящую в направлении вдоль окружности шины от концевой части внутренней поверхности 53 сектора 51 пресс-формы до места, находящегося на заданном расстоянии от концевой части ближе к центру внутренней поверхности 53. Концевые зоны 51А включают концевую зону 51А, которая включает в себя концевую часть с одной стороны внутренней поверхности 53, и концевую зону 51А, которая включает в себя концевую часть с другой стороны внутренней поверхности 53, определяемые по отношению к направлению вдоль окружности шины. Средняя зона 51В представляет собой зону внутренней поверхности 53 между концевой зоной 51, расположенной с одной стороны, и концевой зоной 51А, расположенной с другой стороны.
В представленном варианте осуществления концевые штыри 60А пресс-формы представляют собой штыри 60 пресс-формы, предусмотренные на секторе 51 пресс-формы, которые расположены ближе всего к частям сектора 51 пресс-формы, концевым относительно направления вдоль окружности шины. Другими словами, среди штырей 60 пресс-формы, расположенных в направлении вдоль окружности шины, штырь 60 пресс-формы, расположенный ближе всего к концевой части с одной стороны внутренней поверхности 53, и штырь 60 пресс-формы, расположенный ближе всего к концевой части с другой стороны внутренней поверхности 53, представляют собой концевые штыри 60А пресс-формы. Один сектор 51 пресс-формы включает в себя два концевых штыря 60А пресс-формы.
Средние штыри 60В пресс-формы представляют собой штыри 60 пресс-формы, отличные от концевых штырей 60А пресс-формы, предусмотренных на секторе 51 пресс-формы. Например, в конфигурации, в которой один сектор 51 пресс-формы включает в себя 32 штыря 60 пресс-формы, из 32 штырей 60 пресс-формы два представляют собой концевые штыри 60А пресс-формы и 30 представляют собой средние штыри 60В пресс-формы.
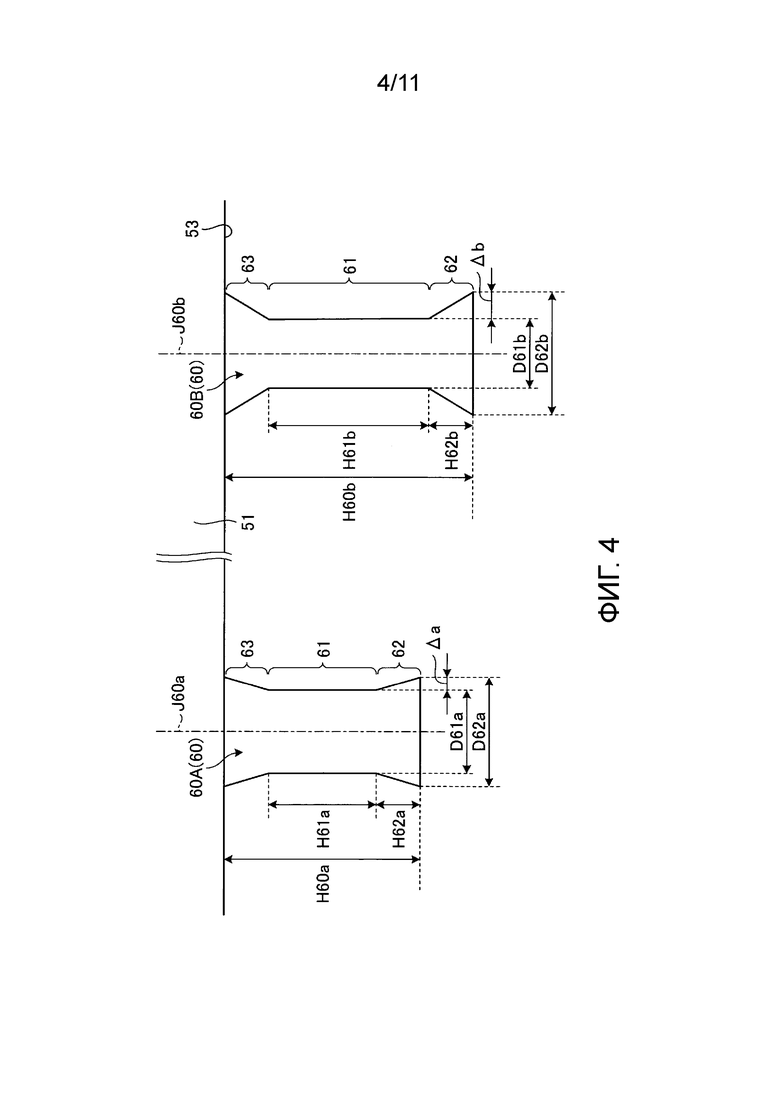
Фиг.4 представляет собой схематическое изображение, схематически иллюстрирующее пример концевого штыря 60А пресс-формы и среднего штыря 60В пресс-формы в соответствии с представленным вариантом осуществления. Как проиллюстрировано на фиг.4, как концевой штырь 60А пресс-формы, так и средний штырь 60В пресс-формы включают в себя базовую часть 63, присоединенную к внутренней поверхности 53 сектора 51 пресс-формы, основную часть 61, соединенную с базовой частью 63, и концевую часть 62, соединенную с основной частью 61.
Концевой штырь 60А пресс-формы расположен вокруг центральной оси J60а. В плоскости, ортогональной к центральной оси J60a, базовая часть 63, основная часть 61 и концевая часть 62 концевого штыря 60А пресс-формы имеют круглую форму. Центральная ось J60a соответствует радиальной оси, проходящей от центра кольцевой пресс-формы, образованной множеством секторов 51 пресс-формы.
Средний штырь 60В пресс-формы расположен вокруг центральной оси J60b. В плоскости, ортогональной к центральной оси J60b, базовая часть 63, основная часть 61 и концевая часть 62 среднего штыря 60В пресс-формы имеют круглую форму. Центральная ось J60b соответствует радиальной оси, проходящей от центра кольцевой пресс-формы, образованной множеством секторов 51 пресс-формы.
Диаметр базовой части 63 уменьшается по мере увеличения расстояния от внутренней поверхности 53. Основная часть 61 имеет цилиндрическую форму. Диаметр концевой части 62 увеличивается по мере увеличения расстояния от внутренней поверхности 53.
Первый наружный диаметр D61a, который представляет собой размер основной части 61 концевого штыря 60А пресс-формы в плоскости, ортогональной к центральной оси J60а, меньше второго наружного диаметра D62а, который представляет собой размер концевой части 62 концевого штыря 60А пресс-формы. Другими словами, второй наружный диаметр D62a превышает первый наружный диаметр D61а. Первый наружный диаметр D61b, который представляет собой размер основной части 61 среднего штыря 60В пресс-формы в плоскости, ортогональной к центральной оси J60b, меньше второго наружного диаметра D62b, который представляет собой размер концевой части 62 среднего штыря 60В пресс-формы. Другими словами, второй наружный диаметр D62b превышает первый наружный диаметр D61b.
Первая длина Н61а, которая представляет собой размер основной части 61 концевого штыря 60А пресс-формы в плоскости, которая параллельна центральной оси J60a, превышает вторую длину Н62а, которая представляет собой размер концевой части 62 концевого штыря 60А пресс-формы. Первая длина Н61b, которая представляет собой размер основной части 61 среднего штыря 60В пресс-формы в плоскости, которая параллельна центральной оси J60b, превышает вторую длину Н62b, которая представляет собой размер концевой части 62 среднего штыря 60В пресс-формы.
В представленном варианте осуществления первый наружный диаметр D61a основной части 61 концевого штыря 60А пресс-формы превышает первый наружный диаметр D61b основной части 61 среднего штыря 60В пресс-формы. Другими словами, основная часть 61 концевого штыря 60А пресс-формы толще основной части 61 среднего штыря 60В пресс-формы.
Разность первого наружного диаметра D61a концевого штыря 60А пресс-формы и первого наружного диаметра D61b среднего штыря 60В пресс-формы составляет от 0,1 мм до 1,0 мм.
Первый наружный диаметр D61a концевого штыря 60А пресс-формы составляет, например, от 2,0 мм до 2,4 мм. Первый наружный диаметр D61b среднего штыря 60В пресс-формы на 0,1 мм - 1,0 мм меньше первого наружного диаметра D61а.
Следует отметить, что разность первого наружного диаметра D61a и первого наружного диаметра D61b предпочтительно составляет от 0,2 мм до 0,5 мм.
В представленном варианте осуществления второй наружный диаметр D62a концевой части 62 концевого штыря 60А пресс-формы меньше второго наружного диаметра D62b концевой части 62 среднего штыря 60В пресс-формы. Другими словами, концевая часть 62 концевого штыря 60А пресс-формы тоньше концевой части 62 среднего штыря 60В пресс-формы.
Разность второго наружного диаметра D62a концевого штыря 60А пресс-формы и второго наружного диаметра D62b среднего штыря 60В пресс-формы составляет от 0,2 мм до 1,5 мм.
Второй наружный диаметр D62a концевого штыря 60А пресс-формы составляет, например, от 3,5 мм до 4,5 мм. Второй наружный диаметр D62b среднего штыря 60В пресс-формы на 0,2 мм - 1,5 мм меньше второго наружного диаметра D62а.
Следует отметить, что разность второго наружного диаметра D62a и второго наружного диаметра D62b предпочтительно составляет от 0,5 мм до 1,0 мм.
Разность Δа первого наружного диаметра D61a и второго наружного диаметра D62a концевого штыря 60А пресс-формы меньше разности Δb первого наружного диаметра D61b и второго наружного диаметра D62b среднего штыря 60В пресс-формы.
В представленном варианте осуществления длина Н60а концевого штыря 60А пресс-формы меньше длины Н60b среднего штыря 60В пресс-формы. Длина Н60а представляет собой расстояние в радиальном направлении шины, которое параллельно центральной оси J60a, от граничной части между внутренней поверхностью 53 сектора 51 пресс-формы и концевым штырем 60А пресс-формы до концевой части 62 концевого штыря 60А пресс-формы. Длина Н60b представляет собой расстояние в радиальном направлении шины, которое параллельно центральной оси J60b, от граничной части между внутренней поверхностью 53 сектора 51 пресс-формы и средним штырем 60В пресс-формы до концевой части 62 среднего штыря 60В пресс-формы.
Разность длины Н60а концевого штыря 60А пресс-формы и длины Н60b среднего штыря 60В пресс-формы составляет от 0,1 мм до 1,0 мм.
Длина Н60а концевого штыря 60А пресс-формы составляет, например, от 9,0 мм до 10,0 мм. Длина Н60b среднего штыря 60В пресс-формы на 0,1 мм - 1,0 мм больше длины Н60а.
Следует отметить, что разность длины Н60а и длины Н60b предпочтительно составляет от 0,1 мм до 0,5 мм.
В представленном варианте осуществления первая длина Н61а концевого штыря 60А пресс-формы меньше первой длины Н61b среднего штыря 60В пресс-формы. Вторая длина Н62а концевого штыря 60А пресс-формы может быть равна второй длине Н62b среднего штыря 60В пресс-формы или может быть меньше второй длины Н62b.
В представленном варианте осуществления первый наружный диаметр D61b, второй наружный диаметр D62b и длина Н60b являются одними и теми же для множества средних штырей 60В пресс-формы (например, 30).
Далее описан пример способа изготовления шипованной шины 1 посредством использования пресс-формы 50 в соответствии с представленным вариантом осуществления.
Сначала подготавливают пресс-форму 50, включающую в себя секторы 51 пресс-формы и боковые части 52 пресс-формы. Этап подготовки секторов 51 пресс-формы включает установку штырей 60 пресс-формы, которые включают концевые штыри 60А пресс-формы и средние штыри 60В пресс-формы, в секторы 51 пресс-формы. В представленном варианте осуществления концевые штыри 60А пресс-формы имеют круглую форму в плоскости, ортогональной к центральной оси J60a, и средние штыри 60В пресс-формы имеют круглую форму в плоскости, ортогональной к центральной оси J60b. Соответственно, при установке штырей 60 пресс-формы в секторы 51 пресс-формы не требуется обращать чрезмерное внимание на ориентацию штырей 60 пресс-формы относительно направления поворота вокруг центральной оси J60.
Пресс-форму 50 образуют посредством сборки секторов 51 пресс-формы и боковых частей 52 пресс-формы вместе. Соседние секторы 51 пресс-формы вводят в контакт друг с другом.
Невулканизированную шину размещают внутри пресс-формы 50. Секторы 51 пресс-формы вводят в контакт с протекторной частью 3 невулканизированной шины. Боковые части 52 пресс-формы вводят в контакт с частями 5 невулканизированной шины, представляющими собой боковины. Отверстия 40 для вставки образуют в протекторной части 3 посредством секторов 51 пресс-формы, которые включают в себя штыри 60 пресс-формы.
Невулканизированную шину, размещенную внутри пресс-формы 50, вулканизируют посредством подвергания воздействию сильного нагрева и высокого давления. Вулканизация обеспечивает образование шины 1В, которая включает в себя протекторную часть 3, в которой образованы отверстия 40 для вставки.
После вулканизационного формования вулканизированную шину 1В извлекают из пресс-формы 50. Этап извлечения шины 1В из пресс-формы 50 включает освобождение шины 1В посредством перемещения секторов 51 пресс-формы, которые находятся в контакте с шиной 1В, наружу в радиальном направлении шины.
Фиг.5 представляет собой схематическое изображение, схематически иллюстрирующее то, как штыри 60 пресс-формы удаляют из отверстий 40 для вставки. Как проиллюстрировано на фиг.5, секторы 51 пресс-формы перемешают наружу в радиальном направлении шины для отделения от шины 1В, что вызывает извлечение штырей 60 пресс-формы из отверстий 40 для вставки, образованных в протекторной части 3 шины 1В.
Секторы 51 пресс-формы перемещаются вдоль оси МХ перемещения, параллельной радиальному направлению, от центральной оси шины 1В (центральной оси кольцевой пресс-формы). Угол θb между осью МХ перемещения сектора 51 пресс-формы и центральной осью J60b среднего штыря 60В пресс-формы меньше угла θа между осью МХ перемещения сектора 51 пресс-формы и центральной осью J60а концевого штыря 60А пресс-формы.
В представленном варианте осуществления первый наружный диаметр D61a основной части 61 концевого штыря 60А пресс-формы превышает первый наружный диаметр D61b основной части 61 среднего штыря 60В пресс-формы. Разность Δа первого наружного диаметра D61а основной части 61 и второго наружного диаметра D62а концевой части 62 концевого штыря 60А пресс-формы меньше разности Δb первого наружного диаметра D61b основной части 61 и второго наружного диаметра D62b концевой части 62 среднего штыря 60В пресс-формы.
Таким образом, даже когда концевой штырь 60А пресс-формы, имеющий центральную ось J60a, которая образует большой угол θа с осью МХ перемещения, извлекают из отверстия 40 для вставки, подавляется напряжение, действующее на резиновый протектор 15 в зоне вокруг отверстия 40 для вставки. Соответственно, подавляется растрескивание в зонах вокруг отверстий 40 для вставки, образованных концевыми штырями 60А пресс-формы.
Первый наружный диаметр D61b среднего штыря 60В пресс-формы меньше первого наружного диаметра D61a концевого штыря 60А пресс-формы. Разность Δb первого наружного диаметра D61b и второго наружного диаметра D62b среднего штыря 60В пресс-формы больше разности Δа первого наружного диаметра D61a и второго наружного диаметра D62a концевого штыря 60А пресс-формы. Угол θb между центральной осью J60b среднего штыря 60В пресс-формы и осью МХ перемещения сектора 51 пресс-формы меньше угла θа между центральной осью J60а концевого штыря 60А пресс-формы и осью МХ перемещения сектора 51 пресс-формы. Таким образом, при извлечении среднего штыря 60В пресс-формы из отверстия 40 для вставки подавляется напряжение, действующее на резиновый протектор 15 в зоне вокруг отверстия 40 для вставки. Соответственно, подавляется растрескивание в зонах вокруг отверстий 40 для вставки, образованных средними штырями 60В пресс-формы.
Фиг.6 представляет собой сечение, схематически иллюстрирующее пример отверстий 40 для вставки в соответствии с представленным вариантом осуществления. Отверстия 40 для вставки образованы штырями 60 пресс-формы. Отверстия 40 для вставки включают концевые отверстия 40А для вставки, образованные концевыми штырями 60А пресс-формы, и средние отверстия 40В для вставки, образованные средними штырями 60В пресс-формы.
Как проиллюстрировано на фиг.6, как концевое отверстие 40А для вставки, так и среднее отверстие 40В для вставки включают в себя первую часть 41 отверстия, образованную основной частью 61 штыря 60 пресс-формы, вторую часть 42 отверстия, образованную концевой частью 62, и третью часть 43 отверстия, образованную базовой частью 63. Основная часть 61 обеспечивает образование первой части 41 отверстия. Концевая часть 62 обеспечивает образование второй части 42 отверстия.
Концевое отверстие 40А для вставки расположено вокруг центральной оси J40a. В плоскости, ортогональной к центральной оси J40a, первая часть 41 отверстия, вторая часть 42 отверстия и третья часть 43 отверстия, представляющего собой концевое отверстие 40А для вставки, имеют круглую форму. Центральная ось J40а соответствует радиальной оси, проходящей от центра шины 1В.
Среднее отверстие 40В для вставки расположено вокруг центральной оси J40b. В плоскости, ортогональной к центральной оси J40b, первая часть 41 отверстия, вторая часть 42 отверстия и третья часть 43 отверстия, представляющего собой среднее отверстие 40В для вставки, имеют круглую форму. Центральная ось J40b соответствует радиальной оси, проходящей от центра шины 1В.
Диаметр третьей части 43 отверстия уменьшается по мере удаления от пятна 2 контакта протекторной части 3. Первая часть 41 отверстия имеет цилиндрическую форму. Диаметр второй части 42 отверстия увеличивается по мере удаления от пятна 2 контакта.
Первый внутренний диаметр D41a, который представляет собой размер первой части 41 отверстия, представляющего собой концевое отверстие 40А для вставки, в плоскости, ортогональной к центральной оси J40a, меньше второго внутреннего диаметра D42a, который представляет собой размер второй части 42 отверстия, представляющего собой концевое отверстие 40А для вставки. Другими словами, второй внутренний диаметр D42a больше первого внутреннего диаметра D41a. Первый внутренний диаметр D41b, который представляет собой размер первой части 41 отверстия, представляющего собой среднее отверстие 40В для вставки, в плоскости, ортогональной к центральной оси J40b, меньше второго внутреннего диаметра D42b, который представляет собой размер второй части 42 отверстия, представляющего собой среднее отверстие 40В для вставки. Другими словами, второй внутренний диаметр D42b больше первого внутреннего диаметра D41b.
Первая длина Н41а, которая представляет собой размер первой части 41 отверстия, представляющего собой концевое отверстие 40А для вставки, в плоскости, которая параллельна центральной оси J40a, больше второй длины Н42а, которая представляет собой размер второй части 42 отверстия, представляющего собой концевое отверстие 40А для вставки. Первая длина Н41b, которая представляет собой размер первой части 41 отверстия, представляющего собой среднее отверстие 40В для вставки, в плоскости, которая параллельна центральной оси J40b, больше второй длины Н42b, которая представляет собой размер второй части 42 отверстия, представляющего собой среднее отверстие 40В для вставки.
В представленном варианте осуществления первый внутренний диаметр D41a первой части 41 отверстия, представляющего собой концевое отверстие 40А для вставки, превышает первый внутренний диаметр D41b первой части 41 отверстия, представляющего собой среднее отверстие 40В для вставки. Другими словами, первая часть 41 отверстия, представляющего собой концевое отверстие 40А для вставки, больше первой части 41 отверстия, представляющего собой среднее отверстие 40В для вставки.
Разность первого внутреннего диаметра D41a концевого отверстия 40А для вставки и первого внутреннего диаметра D41b среднего отверстия 40В для вставки составляет от 0,1 мм до 1,0 мм.
Следует отметить, что разность первого внутреннего диаметра D41a и первого внутреннего диаметра D41b предпочтительно составляет от 0,2 мм до 0,5 мм.
В представленном варианте осуществления второй внутренний диаметр D42а второй части 42 отверстия, представляющего собой концевое отверстие 40А для вставки, меньше второго внутреннего диаметра D42b второй части 42 отверстия, представляющего собой среднее отверстие 40В для вставки. Другими словами, вторая часть 42 отверстия, представляющего собой концевое отверстие 40А для вставки, «тоньше» второй части 42 отверстия, представляющего собой среднее отверстие 40В для вставки.
Разность второго внутреннего диаметра D42a концевого отверстия 40А для вставки и второго внутреннего диаметра D42b среднего отверстия 40В для вставки составляет от 0,2 мм до 1,5 мм.
Следует отметить, что разность второго внутреннего диаметра D42a и второго внутреннего диаметра D42b предпочтительно составляет от 0,5 мм до 1,0 мм.
Разность Δс первого внутреннего диаметра D41a и второго внутреннего диаметра D42a концевого отверстия 40А для вставки меньше разности Δd первого внутреннего диаметра D41b и второго внутреннего диаметра D42b среднего отверстия 40В для вставки.
В представленном варианте осуществления длина Н40а концевого отверстия 40А для вставки меньше длины Н40b среднего отверстия 40В для вставки. Длина Н40а представляет собой расстояние в радиальном направлении шины, которое параллельно центральной оси J40a, от пятна 2 контакта до нижней поверхности второй части 42 отверстия, представляющего собой концевое отверстие 40А для вставки. Длина Н40b представляет собой расстояние в радиальном направлении шины, которое параллельно центральной оси J40b, от пятна 2 контакта до нижней поверхности второй части 42 отверстия, представляющего собой среднее отверстие 40В для вставки.
Разность длины Н40а концевого отверстия 40А для вставки и длины Н40b среднего отверстия 40В для вставки составляет от 0,1 мм до 1,0 мм.
Следует отметить, что разность длины Н40а и длины Н40b предпочтительно составляет от 0,1 мм до 0,5 мм.
В представленном варианте осуществления первая длина Н41а концевого отверстия 40А для вставки меньше первой длины Н41b среднего отверстия 40В для вставки. Вторая длина Н42а концевого отверстия 40А для вставки может быть равна второй длине Н42b среднего отверстия 40В для вставки или может быть меньше второй длины Н42b.
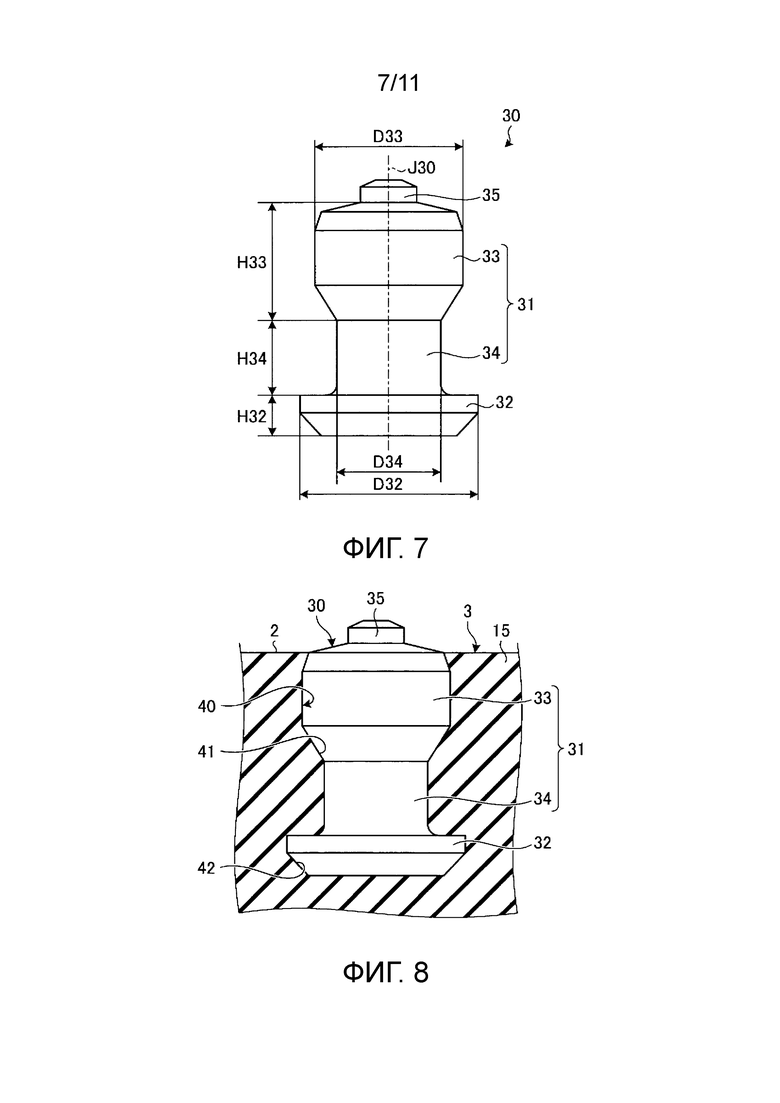
Фиг.7 представляет собой вид сбоку, иллюстрирующий пример стержнеобразного шипа 30 в соответствии с представленным вариантом осуществления. Фиг.8 представляет собой вид в разрезе, иллюстрирующий пример стержнеобразного шипа 30, вставленного в отверстие 40 для вставки.
Как проиллюстрировано на фиг.7 и 8, стержнеобразный шип 30 включает в себя корпусную часть 31, нижнюю фланцевую часть 32 и наконечник 35. Корпусная часть 31 опирается на нижнюю фланцевую часть 32. Наконечник 35 опирается на корпусную часть 31. Нижняя фланцевая часть 32 и корпусная часть 31 расположены в отверстии 40 для вставки, выполненном в протекторной части 3. Наконечник 35 расположен так, что он выступает от пятна 2 контакта протекторной части 3.
В представленном варианте осуществления корпусная часть 31 включает в себя верхнюю фланцевую часть 33 и среднюю часть 34. Корпусная часть 31 и нижняя фланцевая часть 32 образуют одно целое (один элемент).
Стержнеобразный шип 30 расположен в зоне вокруг центральной оси J30, которая проходит через наконечник 35. В плоскости, ортогональной к центральной оси J30, корпусная часть 31, нижняя фланцевая часть 32 и наконечник 35 имеют круглую форму. Другими словами, в представленном варианте осуществления стержнеобразный шип 30 представляет собой шип круглого сечения. Нижняя фланцевая часть 32 и верхняя фланцевая часть 33 представляют собой круглые фланцы. Средняя часть 34 имеет цилиндрическую форму.
Наружный диаметр D34, который представляет собой размер средней части 34 в плоскости, ортогональной к центральной оси J30, меньше наружного диаметра D33 верхней фланцевой части 33. Наружный диаметр D34 средней части 34 меньше наружного диаметра D32 нижней фланцевой части 32. Наружный диаметр D33 верхней фланцевой части 33 меньше наружного диаметра D32 нижней фланцевой части 32.
Высота Н34, которая представляет собой размер средней части 34 в плоскости, которая параллельна центральной оси J30, меньше высоты Н33 верхней фланцевой части 33. Высота Н34 средней части 34 больше высоты Н32 нижней фланцевой части 32. Высота Н33 верхней фланцевой части 33 больше высоты Н32 нижней фланцевой части 32.
Как проиллюстрировано на фиг.8, корпусная часть 31 стержнеобразного шипа 30 расположена в первой части 41 отверстия 40 для вставки. Нижняя фланцевая часть 32 стержнеобразного шипа 30 расположена во второй части 42 отверстия 40 для вставки.
Фиг.9 представляет собой сечение, иллюстрирующее часть шипованной шины 1 в соответствии с представленным вариантом осуществления. Фиг.9 иллюстрирует меридиональное сечение, проходящее через ось АХ вращения шипованной шины 1. Фиг.10 представляет собой вид в плане, иллюстрирующий пример протекторной части 3 шипованной шины 1 в соответствии с представленным вариантом осуществления.
Шипованная шина 1 вращается вокруг оси АХ вращения. Направление вдоль окружности шины включает направление вращения шины вокруг оси АХ вращения. Боковое направление шины включает направление, параллельное оси АХ вращения. Радиальное направление шины включает направление по радиусу от оси АХ вращения. Экваториальная линия CL шипованной шины 1 представляет собой центральную линию, которая проходит через центр шипованной шины 1, определяемый в боковом направлении шины.
Шипованная шина 1 представляет собой зимнюю шину (шину для движения по снегу), выполненную со стержнеобразными шипами 30. Шипованная шина 1 также может быть названа шиной 1 с шипами противоскольжения.
Шипованная шина 1 включает в себя шину 1В и стержнеобразные шипы 30, предусмотренные в протекторной части 3 шины 1В. Шина 1В представляет собой пневматическую шину. Стержнеобразные шипы 30 вставлены в отверстия 40 для вставки, образованные в протекторной части 3.
Как проиллюстрировано на фиг.9, шина 1В включает в себя пятно 2 контакта, протекторную часть 3, образованную посредством множества секторов 51 пресс-формы, расположенных в направлении вдоль окружности шины, и множество отверстий 40 для вставки, образованных в протекторной части 3 посредством штырей 60 пресс-формы, расположенных на той внутренней поверхности 53 каждого из секторов 51 пресс-формы, которая расположена напротив протекторной части 3, и выступающих внутрь в радиальном направлении шины. Стержнеобразные шипы 30 вставлены в отверстия 40 для вставки.
Кроме того, шина 1В включает в себя бортовые части 4, которые соединяются с ободом, и части 5, представляющие собой боковины, которые соединяют протекторную часть 3 и бортовые части 4. Пятно 2 контакта входит в контакт с поверхностью дороги (грунтом), когда шина 1 движется.
Шина 1В включает в себя каркас 6 и внутренний герметизирующий слой 7. Каркас 6 представляет собой остов шины 1В и обеспечивает сохранение формы шины 1В. Внутренний герметизирующий слой 7 расположен так, что он обращен к полости шины 1В. Каркас 6 и внутренний герметизирующий слой 7 расположены в протекторной части 3, бортовых частях 4 и частях 5, представляющих собой боковины.
Каждая из бортовых частей 4 включает в себя сердечник 11 борта и наполнительный шнур 12 борта. Сердечники 11 бортов обеспечивает фиксацию шины 1 относительно обода. Сердечники 11 бортов расположены с обеих сторон экваториальной линии CL шины 1В, определяемых в боковом направлении шины. Сердечники 11 бортов включают в себя множество кольцеобразных элементов из высокоуглеродистой стали, связанных вместе в пучок. Сердечники 11 бортов расположены так, что они окружают ось АХ вращения. Наполнительные шнуры 12 бортов повышают жесткость бортовых частей 4.
Протекторная часть 3 включает в себя брекер 14 и резиновый протектор 15. Брекер 14 включает в себя слой из брекерных элементов. Брекер 14 расположен со стороны каркаса 6, наружной в радиальном направлении шины. Брекер 14 обеспечивает фиксацию каркаса 6 и повышение жесткости протекторной части 3. Рисунок протектора образован в резиновом протекторе 15. Резиновый протектор 15 расположен со стороны каркаса 6 и брекера 14, наружной в радиальном направлении. На резиновом протекторе 15 расположено пятно 2 контакта.
Каждая из частей 5, представляющих собой боковины, включает в себя резиновую боковину 16. Части 5, представляющие собой боковины, расположены с обеих сторон экваториальной линии CL, определяемых в боковом направлении шины.
Каркас 6 расположен с тороидальной формой между сердечниками 11 бортов, расположенными с обеих сторон экваториальной линии CL, определяемых в боковом направлении шины. Каркас 6 загнут назад на обеих концевых частях так, чтобы окружить наполнительные шнуры 12 бортов.
Канавки 20 образованы в резиновом протекторе 15. Рисунок протектора образован канавками 20. Канавки 20 включают основные канавки 21, образованные в направлении вдоль окружности шины, и поперечные боковые канавки 22, образованные в боковом направлении шины (см. фиг.10). Резиновый протектор 15 разделен основными канавками 21 и поперечными боковыми канавками 22, в результате чего образуются блоки 23. Пятно 2 контакта включает в себя поверхности блоков 23.
Шипованная шина 1 снабжена стержнеобразными шипами 30. Шина 1В включает в себя множество отверстий 40 для вставки, в которые вставлены стержнеобразные шипы 30. Отверстия 40 для вставки образованы в протекторной части 3 шины 1В. Отверстия 40 для вставки образованы в блоках 23 резинового протектора 15. Стержнеобразные шипы 30 по меньшей мере частично расположены в отверстиях 40 для вставки. Стержнеобразные шипы 30 опираются на внутреннюю поверхность отверстий 40 для вставки так, чтобы они частично выступали от пятна 2 контакта протекторной части 3.
Как проиллюстрировано на фиг.10, протекторная часть 3 включает в себя множество отверстий 40 для вставки в направлении вдоль окружности шины. Отверстия 40 для вставки включают концевые отверстия 40А для вставки, выполненные в тех зонах 73А заданной зоны 73 протекторной части 3, образованной посредством одного сектора 51 пресс-формы, которые являются концевыми в направлении вдоль окружности шины, и средние отверстия 40В для вставки, образованные в средней зоне 73В протекторной части 3 между концевой зоной 73А, расположенной с одной стороны, и концевой зоной 73А, расположенной с другой стороны.
Заданная зона 73 представляет собой зону, образованную за счет контакта с одним сектором 51 пресс-формы. Граничная часть 70 между двумя соседними заданными зонами 73 расположена напротив граничной части двух соседних секторов 51 пресс-формы. Части заданных зон 73, концевые в направлении вдоль окружности шины, включают в себя граничную часть 70.
Линия (выступающая часть) может формироваться в протекторной части 3 вследствие зазора между двумя соседними секторами 51 пресс-формы. При вулканизации резина может проходить в зазор между двумя соседними секторами 51 пресс-формы и образовывать линию. Граничная часть 70 может включать в себя подобную линию из резины.
Каждая концевая зона 73А представляет собой зону, проходящую в направлении вдоль окружности шины от концевой части заданной зоны 73 до места, находящегося на заданном расстоянии от концевой части ближе к центру заданной зоны 73. Концевые зоны 73А включают концевую зону 73А, которая включает в себя концевую часть с одной стороны заданной зоны 73, и концевую зону 73А, которая включает в себя концевую часть с другой стороны заданной зоны 73, по отношению к направлению вдоль окружности шины. Средняя зона 73В представляет собой зону заданной зоны 73 между концевой зоной 73А, расположенной с одной стороны, и концевой зоной 73А, расположенной с другой стороны.
В представленном варианте осуществления концевые отверстия 40А для вставки представляют собой отверстия 40 для вставки, выполненные в заданной зоне 73 протекторной части 3 и расположенные ближе всего к частям заданной зоны 73, концевым относительно направления вдоль окружности шины. Другими словами, среди отверстий 40 для вставки, образованных в направлении вдоль окружности шины, отверстие 40 для вставки, расположенное ближе всего к концевой части с одной стороны заданной зоны 73, и отверстие 40 для вставки, расположенное ближе всего к концевой части с другой стороны заданной зоны 73, представляют собой концевые отверстия 40А для вставки. Два концевых отверстия 40А для вставки образованы в одной заданной зоне 73.
Средние отверстия 40В для вставки представляют собой отверстия 40 для вставки, отличные от концевых отверстий 40А для вставки и образованные в заданной зоне 73 протекторной части 3. Например, в конфигурации, в которой 32 отверстия 40 для вставки образованы в одной заданной зоне 73, из 32 отверстий 40 для вставки два представляют собой концевые отверстия 40А для вставки и 30 представляют собой средние отверстия 40В для вставки.
В представленном варианте осуществления первый внутренний диаметр D41b, второй внутренний диаметр D42b и длина Н40b являются одними и теми же для множества средних отверстий 40В для вставки (например, 30).
Как описано выше, в соответствии с представленным вариантом осуществления может подавляться растрескивание в зоне вокруг отверстий 40 для вставки, образованных в резиновом протекторе 15. В результате могут быть предотвращены уменьшение силы удерживания стержнеобразных шипов 30, обеспечиваемой отверстиями 40 для вставки, и ухудшение внешнего вида шипованной шины 1, которые вызываются подобным растрескиванием. Таким образом, предотвращается ухудшение эксплуатационных характеристик шипованной шины 1.
В представленном варианте осуществления стержнеобразные шипы 30 включают в себя корпусную часть 31 и нижнюю фланцевую часть 32. Таким образом, в достаточной степени предотвращается выпадение стержнеобразных шипов 30 из отверстий 40 для вставки.
Следует отметить, что в варианте осуществления, описанном выше, концевые штыри 60А пресс-формы определены как штыри 60 пресс-формы, предусмотренные в секторе 51 пресс-формы, которые расположены ближе всего к частям сектора 51 пресс-формы, концевым по отношению к направлению вдоль окружности шины. Однако штыри 60 пресс-формы, предусмотренные на внутренней поверхности 53 в пределах заданного интервала (например, 5 см) от концевой части внутренней поверхности 53, могут быть также определены как концевые штыри 60А пресс-формы. В таком варианте осуществления три или более концевых штырей 60А пресс-формы могут быть предусмотрены в одном секторе 51 пресс-формы.
Следует отметить, что в варианте осуществления, описанном выше, концевые отверстия 40А для вставки определены как отверстия 40 для вставки, выполненные в протекторной части 3 и расположенные ближе всего к части 70, граничной в направлении вдоль окружности шины. Однако отверстия 40 для вставки, образованные в пределах заданного интервала (например, 5 см) от граничной части 70, могут быть также определены как концевые отверстия 40А для вставки. В таком варианте осуществления три или более концевых отверстий 40А для вставки могут быть образованы в одной заданной зоне 73.
Второй вариант осуществления
Далее будет описан второй вариант осуществления. В нижеприведенном описании компоненты, идентичные компонентам в вышеописанном варианте осуществления, имеют те же ссылочные позиции, и их описания будут упрощены или опущены.
Фиг.11 представляет собой схематическое изображение, схематически иллюстрирующее пример протекторной части 3 в соответствии с представленным вариантом осуществления. Как проиллюстрировано на фиг.11, протекторная часть 3 включает в себя первую зону AR1 с одной стороны от экваториальной линии CL в боковом направлении шины, и вторую зону AR2 с другой стороны. Отверстия 40 для вставки образованы в первой зоне AR1 и второй зоне AR2.
Секторы 51 пресс-формы включают в себя штыри 60 пресс-формы, предназначенные для образования отверстий 40 для вставки в первой зоне AR1, и штыри 60 пресс-формы, предназначенные для образования отверстий 40 для вставки во второй зоне AR2. Секторы 51 пресс-формы обеспечивают образование отверстий 40 для вставки, проиллюстрированных на фиг.11.
Из отверстий 40 для вставки, образованных в первой зоне AR1, отверстие 40 для вставки, расположенное ближе всего к граничной части 70, которая представляет собой часть заданной зоны 73, концевую в направлении вдоль окружности шины, может быть определено как концевое отверстие 40А для вставки. Из отверстий 40 для вставки, образованных во второй зоне AR2, отверстие 40 для вставки, расположенное ближе всего к граничной части 70, которая представляет собой часть заданной зоны 73, концевую в направлении вдоль окружности шины, может быть определено как концевое отверстие 40А для вставки.
В примере, проиллюстрированном на фиг.11, отверстие 401 для вставки, отверстие 402 для вставки и отверстие 403 для вставки образованы в заданной зоне 73.Отверстие 401 для вставки и отверстие 402 для вставки образованы в первой зоне AR1 заданной зоны 73. Отверстие 403 для вставки образовано во второй зоне AR2 заданной зоны 73. Отверстие 401 для вставки расположено ближе всего к граничной части 70, отверстие 402 для вставки расположено ближе всего к граничной части 70 за отверстием 401 для вставки, и отверстие 403 для вставки расположено дальше всего от граничной части 70.
В первой зоне AR1 отверстие 401 для вставки расположено ближе всего к граничной части 70 и, таким образом, определено как концевое отверстие 40А для вставки. Отверстие 403 для вставки расположено дальше от граничной части 70, чем отверстие 402 для вставки. Однако отверстие 403 для вставки расположено ближе всего к граничной части 70 из отверстий 40 для вставки, образованных во второй зоне AR2. Соответственно, отверстие 403 для вставки определено как концевое отверстие 40А для вставки. Отверстие 402 для вставки определено как среднее отверстие 40В для вставки.
Отверстие 401 для вставки (концевое отверстие 40А для вставки) образовано штырем 60 пресс-формы, расположенным ближе всего к той части внутренней поверхности 53 сектора 51 пресс-формы, которая является концевой в направлении вдоль окружности шины, из штырей 60 пресс-формы, предназначенных для образования отверстий 40 для вставки в первой зоне AR1. Отверстие 403 для вставки (концевое отверстие 40А для вставки) образовано штырем 60 пресс-формы, расположенным ближе всего к той части внутренней поверхности 53 сектора 51 пресс-формы, которая является концевой в направлении вдоль окружности шины, из штырей 60 пресс-формы, предназначенных для образования отверстий 40 для вставки во второй зоне AR2.
Как описано выше, в представленном варианте осуществления предотвращается выпадение стержнеобразных шипов 30 из первой зоны AR1 и второй зоны AR2. Таким образом, подавляется ухудшение ходовых характеристик шипованной шины 1.
Следует отметить, что в первом варианте осуществления и втором варианте осуществления штыри 60 пресс-формы подразделяются на два типа: концевые штыри 60А пресс-формы и средние штыри 60В пресс-формы. Данная конфигурация минимизирует количество типов штырей 60 пресс-формы для обеспечения возможности легкого изготовления пресс-формы 50, что позволяет сдержать рост стоимости пресс-формы 50. Следует отметить, что секторы 51 пресс-формы могут быть предусмотрены с тремя или более типами штырей 50 пресс-формы с изменяющимися первыми наружными диаметрами D61 основной части 61. В вариантах осуществления, в которых три или более штырей 60 пресс-формы с изменяющимися первыми наружными диаметрами D61 основной части 61 расположены в направлении вдоль окружности шины, может быть предусмотрено множество штырей 60 пресс-формы с первым наружным диаметром D61 штырей 60 пресс-формы, постепенно увеличивающимся от центральной части до концевой части внутренней поверхности 53.
Примеры
Фиг.12 представляет собой таблицу, показывающую результаты оценочных испытаний для шипованных шин 1 в соответствии с вариантами осуществления настоящего изобретения. Фиг.12 показывает результаты оценочных испытаний, которые включали определение количества отверстий 40 для вставки, вокруг которых происходило растрескивание, (число трещин) из отверстий 40 для вставки, образованных в шипованной шине 1.
Шины 1В с размером шины 205/55R16 были подвергнуты вулканизационному формованию при использовании пресс-формы 50. После этого секторы 51 пресс-формы 50 были перемещены для освобождения шины 1В. Было подсчитано число трещин, образованных вокруг отверстий 40 для вставки, когда штыри 60 пресс-формы были извлечены из отверстий 40 для вставки. Следует отметить, что 20 шин 1В были подвергнуты вулканизационному формованию. Сто двадцать отверстий 40 для вставки были образованы в каждой шине 1В. В каждой шине 1В число отверстий 40 для вставки, расположенных рядом с граничной частью 70, составляло 32. Таким образом, общее число отверстий 40 для вставки, расположенных рядом с граничной частью 70, составило 640 (32 × 20).
Обычный пример на фиг.12 относится к примеру, в котором все штыри 60 пресс-формы, предусмотренные на секторах 51 пресс-формы, имеют одинаковые размеры. Пример 1, Пример 2 и Пример 3 представляют собой примеры, в которых штыри 60 пресс-формы, предусмотренные на секторах 51 пресс=-формы, включают концевые штыри 60А пресс-формы и средние штыри 60В пресс-формы. В Примере 1 первый наружный диаметр D61a концевых штырей 60А пресс-формы на 0,3 мм больше первого наружного диаметра D61b средних штырей 60В пресс-формы. В Примере 2 помимо условий Примера 1 второй наружный диаметр D62a концевых штырей 60А пресс-формы на 0,5 мм меньше второго наружного диаметра D62b средних штырей 60В пресс-формы. В Примере 3 помимо условий Примера 2 длина Н60а концевых штырей 60А пресс-формы на 0,2 мм меньше длины Н60b средних штырей 60В пресс-формы.
Как показано на фиг.12, для обычного примера растрескивание было обнаружено в зоне вокруг 30 отверстий 40 для вставки из 640 отверстий 40 для вставки. Для Примера 1 растрескивание было обнаружено в зоне вокруг десяти отверстий 40 для вставки из 640 отверстий 40 для вставки. Для Примера 2 растрескивание было обнаружено в зоне вокруг семи отверстий 40 для вставки из 640 отверстий 40 для вставки. Для Примера 3 растрескивание было обнаружено в зоне вокруг трех отверстий 40 для вставки из 640 отверстий 40 для вставки.
Это показывает, что выполнение секторов 51 пресс-формы с концевыми штырями 60А пресс-формы и средними штырями 60В пресс-формы может обеспечить подавление растрескивания.
Перечень ссылочных позиций
1 - шипованная шина
1В - шина (пневматическая шина)
2 - пятно контакта
3 - протекторная часть
4 - бортовая часть
5 - часть, представляющая собой боковину
6 - каркас
7 - внутренний герметизирующий слой
11 - сердечник борта
12 - наполнительный шнур борта
14 - брекер
15 - резиновый протектор
16 - резиновая боковина
20 - канавка
21 - основная канавка
22 - поперечная боковая канавка
23 - блок
30 - стержнеобразный шип
31 - корпусная часть
32 - нижняя фланцевая часть
33 - верхняя фланцевая часть
34 - средняя часть
35 - наконечник
40 - отверстие для вставки
41 - первая часть отверстия
42 - вторая часть отверстия
43 - третья часть отверстия
50 - пресс-форма
51 - сектор пресс-формы
51А - концевая зона
51В - средняя зона
52 - боковая часть пресс-формы
53 - внутренняя поверхность
60 - штырь пресс-формы
60А - концевой штырь пресс-формы
60В - средний штырь пресс-формы
61 - основная часть
62 - концевая часть
63 - базовая часть
70 - граничная часть
73 - заданная зона
73А - концевая зона
73В - средняя зона
АХ - ось вращения
CL - экваториальная линия
J30 - центральная ось
J40а - центральная ось
J40b - центральная ось
J60а - центральная ось
J60b - центральная ось
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА | 2016 |
|
RU2697130C1 |
| ШИПОВАННАЯ ШИНА | 2014 |
|
RU2667105C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2009 |
|
RU2393966C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВУЛКАНИЗОВАННОГО КОЛЬЦЕВОГО ЛЕНТОЧНОГО ПРОТЕКТОРА ДЛЯ ПРОИЗВОДСТВА ШИПОВАННЫХ ШИН | 2021 |
|
RU2779125C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2814919C2 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441767C1 |
| ШИПОВАННАЯ ШИНА | 2010 |
|
RU2441766C1 |
| ШИПОВАННАЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2019 |
|
RU2788941C2 |
| ПРЕСС-ФОРМА ДЛЯ ШИН И ПНЕВМАТИЧЕСКАЯ ШИНА | 2020 |
|
RU2781569C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2015 |
|
RU2657626C1 |






Изобретение относится к пресс-форме для шин и к пневматической шине. Пресс-форма для шин содержит множество секторов и множество штырей пресс-формы, предусмотренных на множестве секторов пресс-формы для образования отверстий для вставки в протекторной части. Каждое из отверстий для вставки содержит первую часть отверстия с первым внутренним диаметром, в которой размещается корпусная часть стержнеобразного шипа, и вторую часть отверстия со вторым внутреннем диаметром, превышающим первый внутренний диаметр, в которой размещается нижняя фланцевая часть стержнеобразного шипа. Каждый из штырей пресс-формы содержит основную часть с первым наружным диаметром для образования первой части отверстия и концевую часть со вторым наружным диаметром, превышающим первый наружный диаметр, для образования второй части отверстия. Первый наружный диаметр основной части концевого штыря пресс-формы, предусмотренного в концевой зоне каждого из секторов пресс-формы, превышает первый наружный диаметр основной части среднего штыря пресс-формы, предусмотренного в средней зоне каждого из секторов пресс-формы. Обеспечивается подавление растрескивания при образовании отверстий для вставки. 2 н. и 16 з.п. ф-лы, 12 ил.
1. Пресс-форма для шин, предназначенная для образования шины, которая включает в себя отверстия для вставки, в которые вставляются стержнеобразные шипы, при этом пресс-форма для шин содержит:
множество секторов пресс-формы для образования протекторной части шины, причем множество секторов пресс-формы расположены в направлении вдоль окружности шины; и
множество штырей пресс-формы для образования отверстий для вставки в протекторной части, при этом множество штырей пресс-формы расположено на тех внутренних поверхностях множества секторов пресс-формы, которые расположены напротив протекторной части, и выступает внутрь в радиальном направлении шины;
причем каждый из стержнеобразных шипов содержит корпусную часть и нижнюю фланцевую часть;
при этом каждое из отверстий для вставки содержит первую часть отверстия с первым внутренним диаметром, в которой размещается корпусная часть стержнеобразного шипа, и вторую часть отверстия со вторым внутреннем диаметром, превышающим первый внутренний диаметр, в которой размещается нижняя фланцевая часть стержнеобразного шипа;
причем каждый из множества штырей пресс-формы содержит основную часть с первым наружным диаметром для образования первой части отверстия и концевую часть со вторым наружным диаметром, превышающим первый наружный диаметр, для образования второй части отверстия; и
первый наружный диаметр основной части концевого штыря пресс-формы из множества штырей пресс-формы, расположенного в концевой зоне в направлении вдоль окружности шины каждого из множества секторов пресс-формы, превышает первый наружный диаметр основной части среднего штыря пресс-формы из множества штырей пресс-формы, расположенного в средней зоне каждого из множества секторов пресс-формы, при этом средняя зона расположена между концевой зоной с одной стороны и концевой зоной с другой стороны в направлении вдоль окружности шины.
2. Пресс-форма для шин по п.1, в которой разность первого наружного диаметра концевого штыря пресс-формы и первого наружного диаметра среднего штыря пресс-формы составляет от 0,1 мм до 1,0 мм.
3. Пресс-форма для шин по п.1 или 2, в которой второй наружный диаметр концевой части концевого штыря пресс-формы меньше второго наружного диаметра концевой части среднего штыря пресс-формы.
4. Пресс-форма для шин по п.3, в которой разность второго наружного диаметра концевого штыря пресс-формы и второго наружного диаметра среднего штыря пресс-формы составляет от 0,2 мм до 1,5 мм.
5. Пресс-форма для шин по п.1 или 2, в которой длина концевого штыря пресс-формы меньше длины среднего штыря пресс-формы.
6. Пресс-форма для шин по п.5, в которой разность длины концевого штыря пресс-формы и длины среднего штыря пресс-формы составляет от 0,1 мм до 1,0 мм.
7. Пресс-форма для шин по п.1 или 2, в которой концевой штырь пресс-формы представляет собой штырь пресс-формы из множества штырей пресс-формы, предусмотренных на каждом из множества секторов пресс-формы, который расположен ближе всего к той части сектора пресс-формы, которая является концевой в направлении вдоль окружности шины.
8. Пресс-форма для шин по п.1 или 2, в которой
протекторная часть содержит первую зону с одной стороны от экваториальной линии шины в боковом направлении шины и вторую зону с другой стороны,
множество штырей пресс-формы содержит множество штырей пресс-формы, предназначенных для образования отверстий для вставки в первой зоне, и множество штырей пресс-формы, предназначенных для образования отверстий для вставки во второй зоне, и
концевой штырь пресс-формы представляет собой штырь пресс-формы из множества штырей пресс-формы, предназначенных для образования отверстий для вставки в первой зоне и второй зоне, который расположен ближе всего к той части каждого из множества секторов пресс-формы, которая является концевой в направлении вдоль окружности шины.
9. Пресс-форма для шин по п.1 или 2, в которой
средний штырь пресс-формы представляет собой штырь пресс-формы из множества штырей пресс-формы, предусмотренных на множестве секторов пресс-формы, отличный от концевых штырей пресс-формы, и
первый наружный диаметр, второй наружный диаметр и длина являются одними и теми же для всех средних штырей пресс-формы.
10. Пневматическая шина, содержащая:
протекторную часть, образованную множеством секторов пресс-формы, расположенных в направлении вдоль окружности шины;
множество отверстий для вставки, в которые вставлены стержнеобразные шипы, причем множество отверстий для вставки образованы в протекторной части посредством штырей пресс-формы, расположенных на тех внутренних поверхностях множества секторов пресс-формы, которые расположены напротив протекторной части, и выступающих внутрь в радиальном направлении шины;
при этом каждый из стержнеобразных шипов содержит корпусную часть и нижнюю фланцевую часть;
причем каждое из множества отверстий для вставки содержит первую часть отверстия с первым внутренним диаметром, в которой размещена корпусная часть стержнеобразного шипа, и вторую часть отверстия со вторым внутреннем диаметром, превышающим первый внутренний диаметр, в которой размещена нижняя фланцевая часть стержнеобразного шипа; и
первый внутренний диаметр первой части отверстия, представляющего собой концевое отверстие для вставки из множества отверстий для вставки, образованное в концевой в направлении вдоль окружности шины зоне той заданной зоны протекторной части, которая образована посредством одного из множества секторов пресс-формы, превышает первый внутренний диаметр первой части отверстия, представляющего собой среднее отверстие для вставки из множества отверстий для вставки, образованное в средней зоне протекторной части, причем средняя зона расположена между концевой зоной с одной стороны и концевой зоной с другой стороны в направлении вдоль окружности шины.
11. Пневматическая шина по п.10, в которой разность первого внутреннего диаметра концевого отверстия для вставки и первого внутреннего диаметра среднего отверстия для вставки составляет от 0,1 мм до 1,0 мм.
12. Пневматическая шина по п.10 или 11, в которой второй внутренний диаметр второй части отверстия, представляющего собой концевое отверстие для вставки, меньше второго внутреннего диаметра второй части отверстия, представляющего собой среднее отверстие для вставки.
13. Пневматическая шина по п.12, в которой разность второго внутреннего диаметра концевого отверстия для вставки и второго внутреннего диаметра среднего отверстия для вставки составляет от 0,2 мм до 1,5 мм.
14. Пневматическая шина по п.10 или 11, в которой длина концевого отверстия для вставки меньше длины среднего отверстия для вставки.
15. Пневматическая шина по п.14, в которой разность длины концевого отверстия для вставки и длины среднего отверстия для вставки составляет от 0,1 мм до 1,0 мм.
16. Пневматическая шина по п.10 или 11, в которой концевое отверстие для вставки представляет собой отверстие для вставки из множества отверстий для вставки, выполненных в заданной зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины.
17. Пневматическая шина по п.10 или 11, в которой
протекторная часть содержит первую зону с одной стороны от экваториальной линии шины в боковом направлении шины и вторую зону с другой стороны,
множество отверстий для вставки образованы в первой зоне и второй зоне, и
концевое отверстие для вставки представляет собой отверстие для вставки из множества отверстий для вставки, образованных в первой зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины, и представляет собой отверстие для вставки из множества отверстий для вставки, образованных во второй зоне, которое расположено ближе всего к той части заданной зоны, которая является концевой в направлении вдоль окружности шины.
18. Пневматическая шина по п.10 или 11, в которой
среднее отверстие для вставки представляет собой отверстие для вставки из множества отверстий для вставки, выполненных в протекторной части, отличное от концевых штырей пресс-формы, и
первый внутренний диаметр, второй внутренний диаметр и длина являются одними и теми же для всех средних отверстий для вставки.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ШИНЫ | 2002 |
|
RU2281203C2 |

