ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Приоритет данной заявки заявляется по дате подачи заявки на патент Кореи №10-2013-0123798, поданной 17 октября 2013 года в Ведомство интеллектуальной собственности Республики Корея, содержание которой полностью включено в данный документ посредством ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники
Данное изобретение относится к универсальной вставной маске из синтетической смолы с креплением типа Велкро (далее по тексту - липучками) и сменным фильтром, устройству для литьевого формования такой маски и способу ее изготовления и более конкретно к универсальной вставной маске из синтетической смолы с липучками и сменным фильтром, время изготовления которой существенно уменьшено благодаря применению литьевого формования за один прием с использованием литейной формы, а уровень гигиены повышен благодаря сменным фильтрам, а также к устройству для литьевого формования такой маски и способу ее изготовления.
Описание уровня техники
Обычно маски надевают на лицо для предотвращения попадания в организм человека вредных веществ, образующихся в зоне загрязнения, в различных чрезвычайных ситуациях, в областях промышленного производства, где воздух может быть загрязнен, и т.д либо используют для защиты от занесения вирусов и т.д. в организм из окружающей среды через органы дыхания.
Данные маски обычно выполнены таким образом, что марля или ткань, прошедшая санитарную обработку, служит в качестве фильтра в процессе дыхания, не пропуская, таким образом, пыль, посторонние вещества, различные возбудители инфекции и т.д.
Как правило, маски, носимые для предотвращения прямого контакта с окружающим воздухом при вспышке респираторных заболеваний, таких как кашель или грипп и т.д., либо при работе пользователя в местах, где имеется большое скопление пыли или неприятные запахи, выполнены из прямоугольного лицевого полотна защитной ткани, закрывающей нос или рот пользователя, и соединительных тесемок, которые присоединены к обеим сторонам защитной ткани и надеваются на уши для ее поддержания.
Поскольку в обычной маске прямоугольное полотно крепится на обоих ушах, эти маски изготавливают путем выполнения прямоугольного полотна, последующего выполнения удерживающей части, предназначенной для удерживания полотна на ушах, отдельно от полотна и прикрепления удерживающей части к полотну. Таким образом, процесс изготовления является сложным и занимает много времени.
Кроме того, маску, изготовленную обычным способом, трудно использовать повторно после хранения и она имеет слабую фильтрующую способность, так как фильтрация осуществляется просто с использованием ткани. Более того, готовая продукция относительно однообразна.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данное изобретение разработано для решения вышеуказанных проблем и его целью является создание универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, время изготовления которой существенно уменьшено благодаря применению литьевого формования за один прием с использованием литейной формы, а уровень гигиены повышен благодаря сменным фильтрам, а также создание устройства для литьевого формования такой маски и способа ее изготовления.
Целью данного изобретения также является создание универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, которая обеспечивает повышение уровня гигиены благодаря сменным фильтрам, длительное хранение после удаления фильтра и возможность повторного использования фильтра, а также создание устройства для литьевого формования такой маски и способа ее изготовления.
Кроме того, целью данного изобретения является создание универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, которая обеспечивает повышение фильтрующей способности благодаря наличию сменного фильтра и части для вставки фильтра и может быть изготовлена с различными формами, а также создание устройства для литьевого формования такой маски и способа ее изготовления.
Тем не менее, следует отметить, что задачи данного изобретения не ограничены вышеуказанными целями, и из нижеследующего описания специалистам могут стать очевидны другие цели, не отмеченные выше.
Для достижения вышеуказанных целей универсальная вставная маска из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром согласно варианту выполнения данного изобретения содержит направляющий элемент в виде обода, поддерживающий часть для вставки фильтра, расположенную в нем, и выполненный из синтетической смолы вместе с указанной частью путем литьевого формования с использованием верхней и нижней литейных форм, и крепление типа Велкро (далее липучку) для прикрепления фильтра, которая расположена в передней части компонента под липучку для прикрепления фильтрообразующей части, относящегося к верхней литейной форме, в процессе литьевого формования направляющего элемента маски и части для вставки фильтра и сформирована на направляющем элементе маски после введения так, что липучка для прикрепления фильтра закреплена через отверстие верхней литейной формы, предназначенное для установки компонента под липучку.
Для достижения вышеуказанных целей устройство для литьевого формования универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром согласно варианту выполнения данного изобретения содержит нижнюю литейную форму, которая выполнена гравированием для формования нижней стороны направляющего элемента, образующего указанную маску, и содержит нижнюю часть для формования направляющего элемента маски, содержащую четыре отдельных компонента под липучку для прикрепления фильтрообразующих частей и размещения липучки, предназначенной для прикрепления фильтра на нижней поверхности направляющего элемента маски, причем указанные компоненты под липучку расположены с соблюдением вертикальной двусторонней симметрии, и верхнюю литейную форму, которая выполнена гравированием для формования верхней стороны направляющего элемента маски и содержит верхнюю часть для формования направляющего элемента маски, содержащую четыре отдельные части для образования отверстий для установки компонента под липучку для фиксации липучки, предназначенной для прикрепления фильтра на нижней поверхности направляющего элемента маски, причем указанные части для образования отверстий расположены с соблюдением вертикальной двусторонней симметрии.
Для достижения вышеуказанных целей способ изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения включает первый этап, на котором образуют нижнюю литейную форму, содержащую компонент под липучку для прикрепления фильтрообразующей части, и верхнюю литейную форму, содержащую часть для образования отверстий для установки компонента под липучку, второй этап, на котором липучку для прикрепления фильтра устанавливают на компонент под липучку для прикрепления фильтрообразующей части нижней литейной формы, третий этап, на котором перемешивают и подают в бункер синтетическую смолу для формования направляющего элемента маски и части для вставки фильтра, и четвертый этап, на котором синтетическую смолу, расплавленную в нагревательном цилиндре, подвергают процессу литьевого формования под высоким давлением между нижней и верхней литьевыми формами, скрепленными при помощи винта, с завершением изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром.
При использовании универсальной вставной маски из синтетической смолы с липучками и сменным фильтром, устройства для литьевого формования такой маски и способа ее изготовления согласно вариантам выполнения данного изобретения время изготовления может быть существенно уменьшено благодаря применению литьевого формования за один прием с использованием литейной формы.
Кроме того, при использовании универсальной вставной маски из синтетической смолы с липучками и сменным фильтром, устройства для литьевого формования такой маски и способа ее изготовления согласно вариантам выполнения данного изобретения уровень гигиены может быть повышен благодаря использованию сменных фильтров, и фильтр может храниться в течение длительного периода времени, что обеспечивает возможность его повторного применения после длительного хранения.
Кроме того, при использовании универсальной вставной маски из синтетической смолы с липучками и сменным фильтром, устройства для литьевого формования такой маски и способа ее изготовления согласно вариантам выполнения данного изобретения обеспечено наличие сменных фильтров и части для вставки фильтра, что повышает фильтрующую способность и дает возможность изготовления масок различных форм.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 изображает схематический вид универсальной вставной маски 1а первого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 2 изображает схематический вид универсальной вставной маски 1b второго типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 3 изображает схематический вид универсальной вставной маски 1с третьего типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 4 изображает схематический вид универсальной вставной маски 1d четвертого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 5 изображает схематический вид универсальной вставной маски 1е пятого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 6 изображает схематический вид универсальной вставной маски 1f шестого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Фиг. 7 и 8 изображают схематические виды устройства для литьевого формования универсальной вставной маски из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
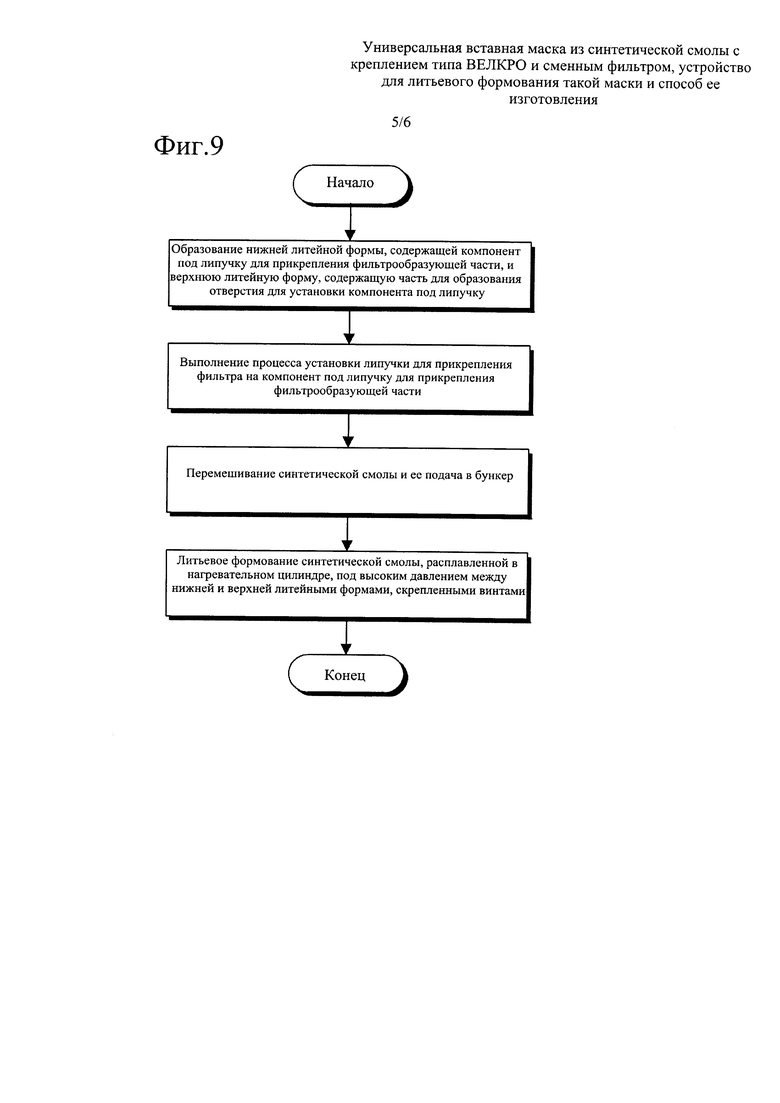
Фиг. 9 изображает блок-схему, иллюстрирующую способ изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения.
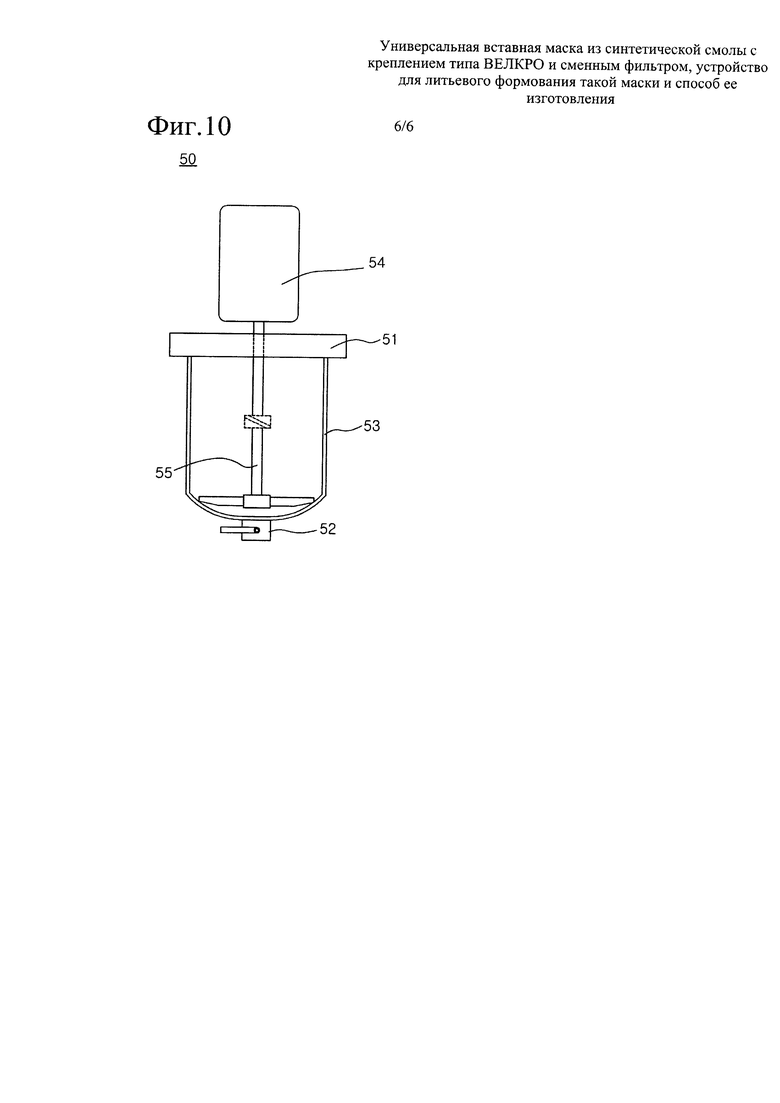
Фиг. 10 изображает схематический вид конструкций первого и второго смесителей, применяемых для изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже подробно рассмотрены предпочтительные варианты выполнения данного изобретения со ссылкой на прилагаемые чертежи. Ниже при пояснении данного изобретения опущено подробное описание соответствующих известных функций или конфигураций в случае, если такое описание излишне затрудняет понимание изобретения.
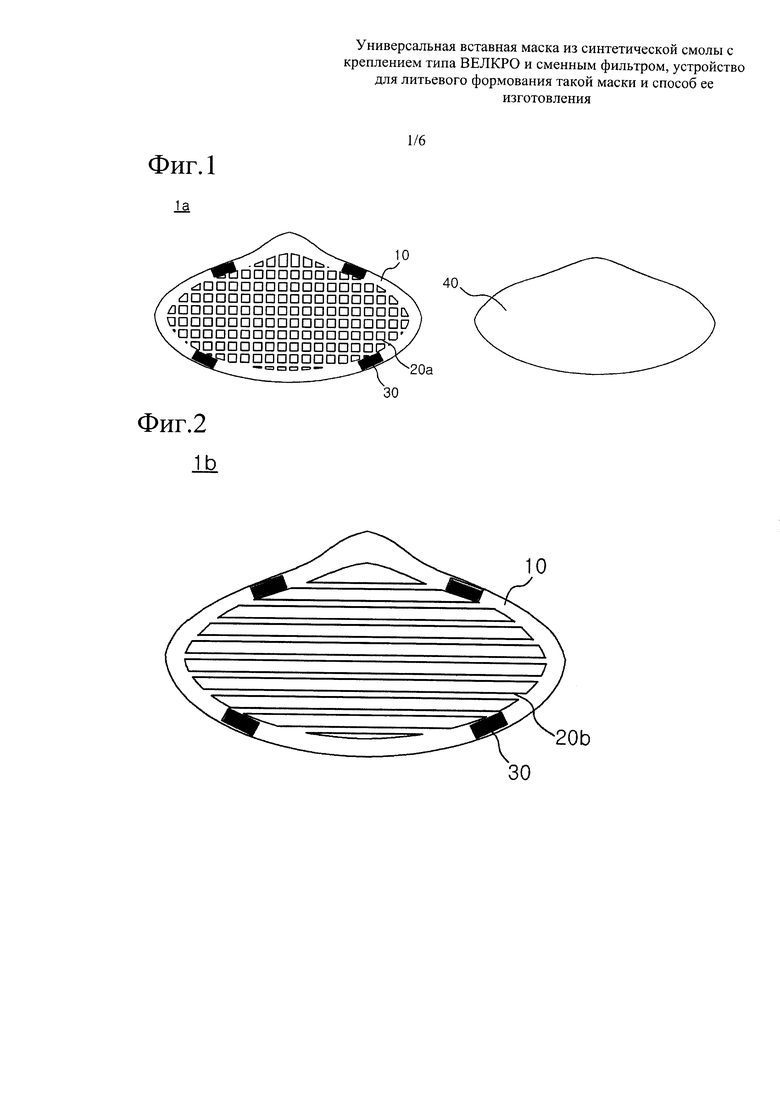
На фиг. 1 изображен схематический вид универсальной вставной маски 1а первого типа из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения. Маска 1а первого типа содержит направляющий элемент 10, часть 20а первого типа для вставки фильтра, липучку 30 для прикрепления фильтра и сменный фильтр 40.
Направляющий элемент 10 имеет форму обода и поддерживает часть 20а для вставки фильтра. Элемент 10 выполнен из синтетической смолы за одно целое с частью 20а при помощи способа литьевого формования с использованием верхней литейной формы (номер 100b позиции на фиг. 8) и нижней литейной формы (номер 100а позиции на фиг. 7).
Часть 20а выполнена таким образом, что по внутренней окружной поверхности элемента 10 расположены прямоугольные отверстия, образующие сетку. Как показано на фиг. 1, в части 20а в области, смежной с элементом 10, могут быть расположены отверстия треугольной или трапецеидальной формы, что обусловлено формой внутренней поверхности элемента 10.
В процессе литьевого формования элемента 10 и части 20а липучку 30 для прикрепления фильтра располагают в передней части компонента 111а под липучку для прикрепления фильтрообразующей части, имеющегося в нижней форме 100а, и вставляют с обеспечением закрепления на элементе 10 через часть (номер 111b позиции на фиг. 8) верхней формы 100b, образующую отверстие для установки компонента под липучку. То есть липучку 30 для прикрепления фильтра соединяют с элементом 10 и формуют на нем с помощью литьевого формования за один прием, что уменьшает время изготовления.
Сменный фильтр 40 выполнен с возможностью прикрепления к части 20а, находящейся внутри элемента 10, и снятия с нее. В данном случае прикрепление и снятие фильтра 40 выполняют с помощью липучки 30 для прикрепления фильтра.
При этом фильтр 40 образует заменяемую конструкцию маски 1а, образованной направляющим элементом 10 и частью 20а, что, таким образом, обеспечивает возможность повторного использования маски после длительного хранения и повышает уровень гигиены фильтра благодаря возможности вставки и замены фильтра.
На фиг. 2 изображен схематический вид универсальной вставной маски 1b второго типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения. Как показано на фиг. 2, маска 1b второго типа имеет такую же конфигурацию, что и маска 1а первого типа, изображенная на фиг. 1, за исключением того, что форма части 20а маски 1а изменена с получением формы части 20b второго типа для вставки фильтра.
В данном случае часть 20b изображена в виде группы прямолинейных стержневых профилей, расположенных в поперечном направлении. Как показано на фиг. 2, предпочтительно стержни отстоят друг от друга на равное расстояние.
При этом процесс изготовления, особенности и преимущества маски 1b второго типа и описанных ниже масок 1с, 1d, 1е, 1f с третьего по шестой типов, а также способа прикрепления и снятия сменного фильтра 40 такие же, как в случае маски 1а первого типа, и потому их повторное описание ниже не приведено.
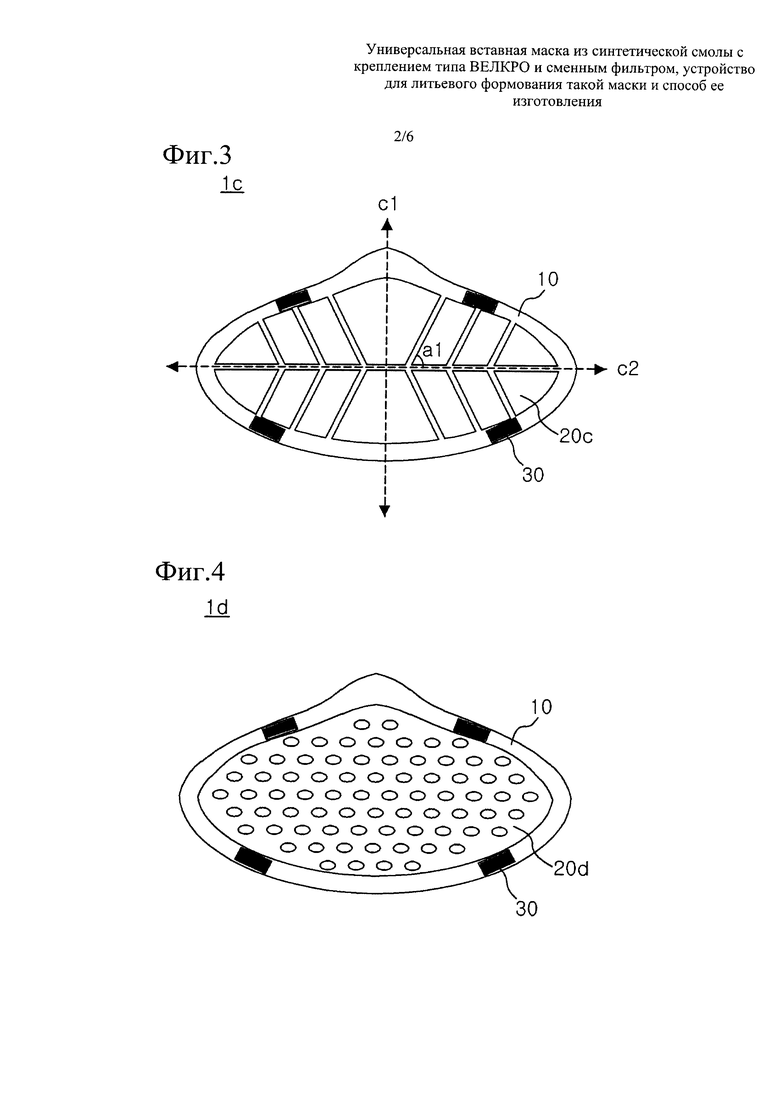
На фиг. 3 изображен схематический вид универсальной маски 1с третьего типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения. Как показано на фиг. 3, маска 1с третьего типа имеет такую же конфигурацию, что и маска 1а первого типа, изображенная на фиг. 1, за исключением того, что форма части 20а маски 1а изменена с получением формы части 20с третьего типа для вставки фильтра.
В данном случае часть 20с показана выполненной с конфигурацией в виде листа, прожилки которого проходят в обоих направлениях относительно продольной центральной линии С1.
В данном случае образованы шесть прямолинейных профилей, проходящих соответственно в направлении вверх и вниз под заданным углом α1 от горизонтальной центральной линии С2 и расположенных с соблюдением двусторонней симметрии относительно продольной центральной линии С1. В данном случае усилие, поддерживающее сменный фильтр 40, является максимальным, если угол α1 задан в пределах от 80° до 82°.
На фиг. 4 изображен схематический вид универсальной маски 1d четвертого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения.
Как показано на фиг. 4, маска 1d четвертого типа имеет такую же конфигурацию, что и маска 1а первого типа, изображенная на фиг. 1, за исключением того, что форма части 20а маски 1а изменена с получением формы части 20d четвертого типа для вставки фильтра.
В данном случае часть 20d выполнена таким образом, что по внутренней окружной поверхности направляющего элемента 10 расположены эллиптические отверстия, образующие сетку.
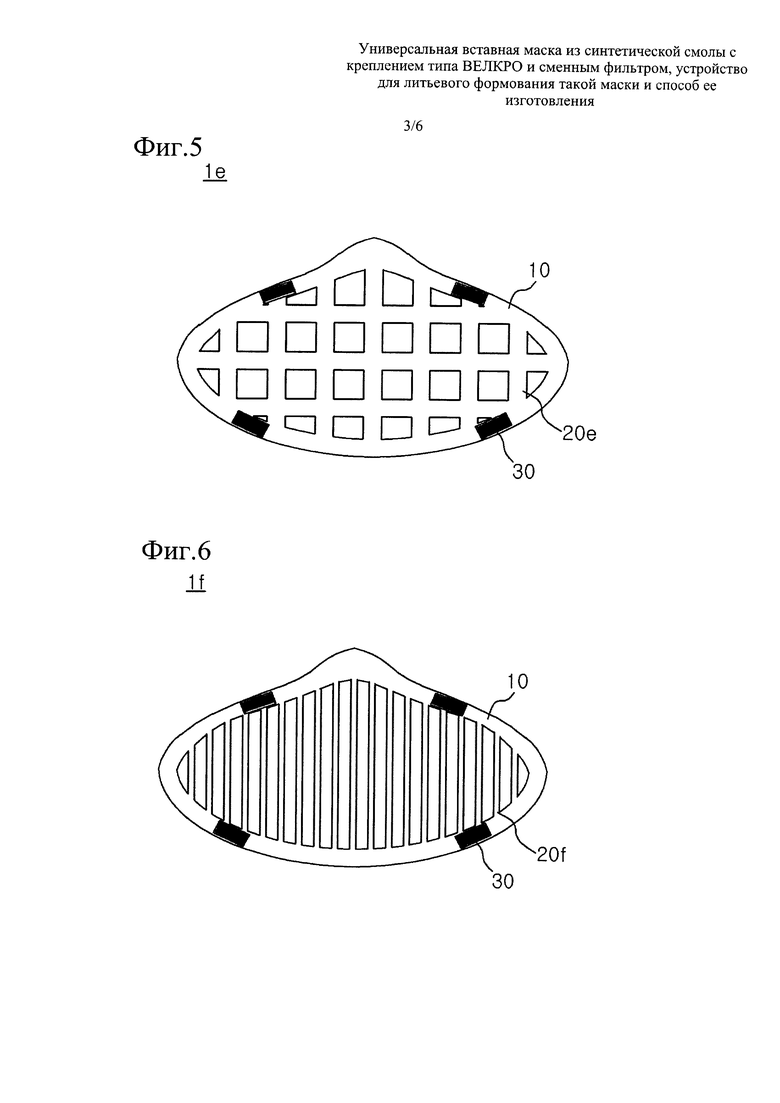
На фиг. 5 изображен схематический вид универсальной маски 1е пятого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения. Как показано на фиг. 5, маска 1е пятого типа имеет такую же конфигурацию, что и маска 1а первого типа, изображенная на фиг. 1, за исключением того, что форма части 20а маски 1а изменена с получением формы части 20е пятого типа для вставки фильтра.
В данном случае часть 20е выполнена таким образом, что по внутренней окружной поверхности направляющего элемента 10 расположены прямоугольные отверстия, образующие сетку, причем размер указанных отверстий больше размера отверстий в части 20а первого типа. В данном случае, как показано на фиг. 5, в области, смежной с элементом 10, могут быть расположены отверстия треугольной или трапецеидальной формы, что обусловлено формой внутренней поверхности элемента 10.
На фиг. 6 изображен схематический вид универсальной маски 1f шестого типа из синтетической смолы с липучками и сменным фильтром, изготовленной согласно варианту выполнения данного изобретения. Как показано на фиг. 6, маска 1f шестого типа имеет такую же конфигурацию, что и маска 1а первого типа, изображенная на фиг. 1, за исключением того, что форма части 20а маски 1а изменена с получением формы части 20f шестого типа для вставки фильтра.
В данном случае часть 20f изображена в виде группы прямолинейных стержневых профилей, расположенных в продольном направлении. Как показано на фиг. 6, предпочтительно стержни отстоят друг от друга на одинаковое расстояние.
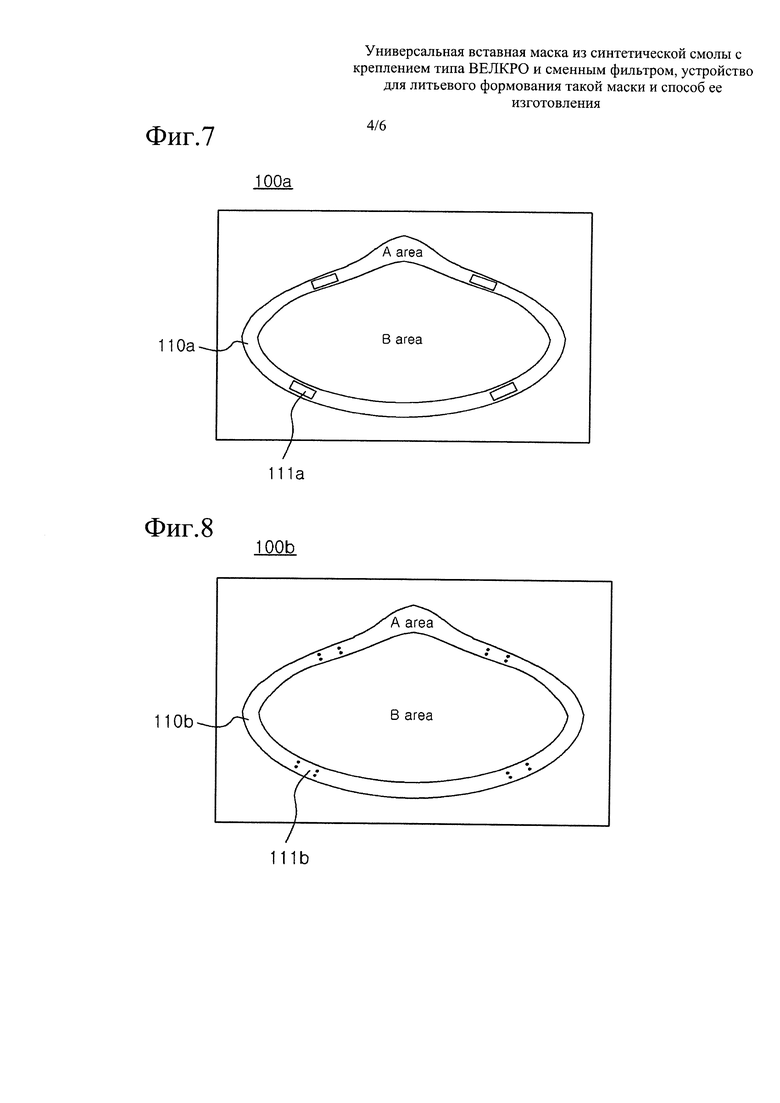
На фиг. 7 и 8 изображены схематические виды устройства для литьевого формования универсальной вставной маски из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения. На фиг. 7 изображена нижняя литейная форма 100а указанного устройства, тогда как на фиг. 8 изображен схематический вид верхней литейной формы 100b устройства.
Нижняя литейная форма 100а содержит нижнюю часть 110а для формования направляющего элемента маски, и компонент 111а под липучку для прикрепления фильтрообразующей части. Нижняя часть 110а выполнена гравированием для формования нижней поверхности направляющего элемента 10, описанного выше, и содержит четыре отдельных компонента 111а, на которых располагают липучку 30 для прикрепления фильтра на нижней поверхности элемента 10 с соблюдением вертикальной двусторонней симметрии.
Хотя на чертеже это не показано, предпочтительно наряду с зоной А, в которой образована часть 110а, имеется зона В, которая расположена внутри части 110а и в которой гравированием образуют вышеописанные профили частей 20a-20f для вставки фильтра с первого по шестой типов.
Верхняя литейная форма 100b содержит верхнюю часть 110b для формования направляющего элемента маски и часть 111b для образования отверстий для установки компонента под липучку.
Верхняя часть 110b выполнена гравированием для формования верхней поверхности направляющего элемента 10, описанного выше, и содержит четыре отдельные части 111b, на которых располагают липучку 30 для прикрепления фильтра на нижней поверхности элемента 10 с соблюдением двусторонней вертикальной симметрии. В данном случае каждая часть 111b предпочтительно выполнена в виде четырех выступающих штырьков.
Хотя на чертеже это не показано, предпочтительно наряду с зоной А, в которой образована часть 110b, имеется зона В, которая расположена внутри части 110b и в которой гравированием образуют вышеописанные профили частей 20a-20f для вставки фильтра с первого по шестой типов.
На фиг. 9 изображена блок-схема, иллюстрирующая способ изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения. В соответствии с фиг. 9 образуют нижнюю литейную форму 100а, содержащую компонент 111а под липучку для прикрепления фильтрообразующей части, и верхнюю литейную форму 100b, содержащую часть 111b для образования отверстий для установки компонента под липучку (этап S11).
После этапа S11 выполняют процесс установки липучки 30 для прикрепления фильтра на компонент 111а нижней формы 100а (этап S12).
После этапа S12 перемешивают и подают в бункер синтетическую смолу, используемую для формования направляющего элемента 10 и частей 20a-20f с первого по шестой типов (этап S13).
После этапа S13 синтетическую смолу, расплавленную в нагревательном цилиндре, подвергают литьевому формованию под высоким давлением между нижней формой 100а и верхней формой 100b, скрепленными винтами, с завершением процесса изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром (этап S14).
При этом, хотя на фиг. 9 это не показано, в ходе этапа S13, на котором синтетическую смолу перемешивают и подают в бункер, с ней могут быть равномерно смешаны и подвергнуты литьевому формованию жидкие функциональные добавки, такие как лесс, керамика, древесный уголь и т.д. В данном случае могут иметься первый смеситель для перемешивания синтетической смолы и второй смеситель, расположенный ниже по потоку от первого смесителя и обеспечивающий перемешивание синтетической смолы с функциональной добавкой. Конструкции 50 первого и второго смесителей могут быть аналогичны конструкции, изображенной на фиг. 10. А именно конструкция содержит бак 53 для перемешивания, имеющий открытую верхнюю часть, закрытую расположенной на ней крышкой 51, и нижнюю часть, в которой выполнено выпускное отверстие 52, приводной двигатель 54, расположенный на крышке 51 бака 53 и содержащий поворотный вал, проходящий через крышку 51, и перемешивающую лопасть 55, которая скреплена шлицевым соединением с валом двигателя 54, проходящим через крышку 51, и выполнена с возможностью вращения.
Как указано выше, несмотря на то, что в данной заявке и на чертежах раскрыты предпочтительные варианты выполнения данного изобретения с использованием специальных терминов, следует отметить, что это сделано исключительно для облегчения пояснения предмета изобретения с использованием терминов в их общем значении, чтобы помочь читателям понять изобретение, и без ограничения объема изобретения. Специалистам в области техники, к которой относится изобретение, должно быть очевидно, что наряду с вариантами выполнения, описанными в данном документе, могут быть реализованы различные модификации, основанные на техническом принципе данного изобретения.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
1a-1f - универсальная вставная маска первого - шестого типа из синтетической смолы с липучками и сменным фильтром
10 - направляющий элемент маски
20a-20f - части первого - шестого типа для вставки фильтра
30 - липучка для прикрепления фильтра
40 - сменный фильтр
100а - нижняя литейная форма
110а - нижняя часть для формования направляющего элемента маски
111а - компонент под липучку для прикрепления фильтрообразующей части
100b - верхняя литейная форма
110b - верхняя часть для формования направляющего элемента маски
111b - часть для образования отверстия для установки компонента под липучку
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
1. «REUSABLE FACIAL MASSAGING MASK» / «МНОГОРАЗОВАЯ МАСКА ДЛЯ МАССАЖА ЛИЦА» (заявка на патент Кореи №10-2004-0000776)
2. «FUNCTIONAL HYGIENE MASK PROTECTING RESPIRATORY ORGANS AND PROTECTING CONTAGIOUS DISEASES» / «ФУНКЦИОНАЛЬНАЯ САНИТАРНАЯ МАСКА ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И ЗАЩИТЫ ОТ ИНФЕКЦИОННЫХ БОЛЕЗНЕЙ» (заявка на патент Кореи №10-2003-0028361)
Данное изобретение относится к универсальной вставной маске из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, устройству для литьевого формования такой маски и способу ее изготовления. Универсальная вставная маска из синтетической смолы с липучками и сменным фильтром согласно варианту выполнения данного изобретения содержит направляющий элемент в виде обода, поддерживающий часть для вставки фильтра, расположенную в нем, и выполненный из синтетической смолы вместе с указанной частью путем литьевого формования с использованием верхней и нижней литейных форм, и липучку для прикрепления фильтра, которая расположена в передней части компонента под липучку для прикрепления фильтрообразующей части, относящегося к верхней литейной форме, в процессе литьевого формования направляющего элемента маски и части для вставки фильтра и сформирована на направляющем элементе маски после введения так, что липучка для прикрепления фильтра закреплена через отверстие верхней литейной формы, предназначенное для установки компонента под липучку. Согласно данному изобретению время изготовления может быть существенно уменьшено благодаря применению литьевого формования за один прием с использованием литейных форм, и уровень гигиены может быть повышен благодаря сменным фильтрам. 4 н. и 8 з.п. ф-лы, 10 ил.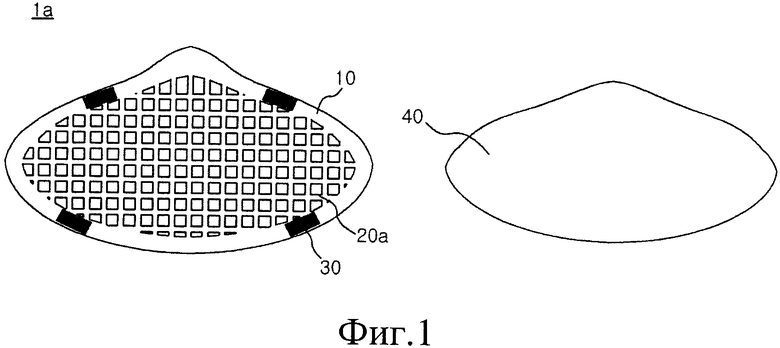
1. Универсальная вставная маска из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, отличающаяся тем, что она содержит
направляющий элемент в виде обода, поддерживающий часть для вставки фильтра, расположенную в нем, и выполненный из синтетической смолы вместе с указанной частью путем литьевого формования с использованием верхней и нижней литейных форм, и
крепление типа Велкро (липучка) для прикрепления фильтра, которая расположена в передней части компонента под липучку для прикрепления фильтрообразующей части, относящегося к верхней литейной форме, в процессе литьевого формования направляющего элемента маски и части для вставки фильтра и сформирована на направляющем элементе маски после введения так, что липучка для прикрепления фильтра закреплена через отверстие верхней литейной формы, предназначенное для установки компонента под липучку.
2. Универсальная маска по п. 1, отличающаяся тем, что она содержит сменный фильтр, выполненный с возможностью прикрепления к части для вставки фильтра, расположенной внутри направляющего элемента маски, и снятия с указанной части.
3. Универсальная маска по п. 1, отличающаяся тем, что часть для вставки фильтра имеет форму, в которой по внутренней окружной поверхности направляющего элемента маски расположены прямоугольные отверстия, образующие сетку.
4. Универсальная маска по п. 1, отличающаяся тем, что часть для вставки фильтра выполнена в виде группы прямолинейных стержневых профилей, расположенных в поперечном или продольном направлении.
5. Универсальная маска по п. 1, отличающаяся тем, что в части для вставки фильтра образованы шесть прямолинейных профилей, проходящих соответственно в направлении вверх и вниз под заданным углом α1 от горизонтальной центральной линии С2 и расположенных с соблюдением двусторонней симметрии относительно продольной центральной линии С1.
6. Универсальная маска по п. 1, отличающаяся тем, что часть для вставки
фильтра имеет форму, в которой по внутренней окружной поверхности направляющего элемента маски расположены эллиптические отверстия, образующие сетку.
7. Устройство для литьевого формования универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, отличающееся тем, что оно содержит
нижнюю литейную форму, которая выполнена гравированием для формования нижней стороны направляющего элемента маски, образующего указанную маску, и содержит нижнюю часть для формования направляющего элемента маски, содержащую четыре отдельных компонента под липучку для прикрепления фильтрообразующих частей и размещения липучки, предназначенной для прикрепления фильтра на нижней поверхности направляющего элемента маски, причем указанные компоненты под липучку расположены с соблюдением вертикальной двусторонней симметрии, и
верхнюю литейную форму, которая выполнена гравированием для формования верхней стороны направляющего элемента маски и содержит верхнюю часть для формования направляющего элемента маски, содержащую четыре отдельные части для образования отверстий для установки компонента под липучку для фиксации липучки, предназначенной для прикрепления фильтра на нижней поверхности направляющего элемента маски, причем указанные части для образования отверстий расположены с соблюдением вертикальной двусторонней симметрии.
8. Устройство по п. 7, в котором каждая часть для образования отверстий для установки компонента под липучку содержит четыре выступающих штырька.
9. Устройство по п. 7, содержащее первый и второй смесители, предназначенные для перемешивания синтетической смолы для формования направляющего элемента маски и части для вставки фильтра и при подаче в бункер перемешанной смолы для равномерного смешивания и перемешивания указанной смолы с жидкими функциональными добавками так, что в бункер они поступают соответственно вместе, причем первый смеситель обеспечивает перемешивание синтетической смолы, а второй смеситель расположен ниже по потоку от первого смесителя и предназначен для перемешивания синтетической смолы с функциональными добавками и подачи полученного
перемешанного продукта в бункер.
10. Устройство для литьевого формования универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, отличающееся тем, что оно содержит
бак для перемешивания, имеющий открытую верхнюю часть, для закрытия которой выполнена крышка, при этом в нижней части бака выполнено выпускное отверстие,
приводной двигатель, который расположен на крышке бака для перемешивания и поворотный вал которого проходит через крышку, и
перемешивающую лопасть, которая скреплена шлицевым соединением с поворотным валом приводного двигателя, проходящим через крышку, и выполнена с возможностью вращения.
11. Способ изготовления универсальной вставной маски из синтетической смолы с креплением типа Велкро (липучками) и сменным фильтром, включающий
первый этап, на котором образуют нижнюю литейную форму, содержащую компонент под липучку для прикрепления фильтрообразующей части, и верхнюю литейную форму, содержащую часть для образования отверстия для установки компонента под липучку,
второй этап, на котором липучку для прикрепления фильтра устанавливают на указанный компонент нижней литейной формы,
третий этап, на котором перемешивают и подают в бункер синтетическую смолу для формования направляющего элемента маски и части для вставки фильтра, и
четвертый этап, на котором синтетическую смолу, расплавленную в нагревательном цилиндре, подвергают литьевому формованию под высоким давлением между нижней и верхней литейными формами, скрепленными винтами, с завершением процесса изготовления универсальной вставной маски из синтетической смолы с липучками и сменным фильтром.
12. Способ по п. 11, в котором при перемешивании и подаче синтетической смолы в бункер выполняют ее равномерное смешивание с вводимыми жидкими функциональными добавками.
| KR 2003043857 A, 02.06.2003 | |||
| KR 2009006183 U, 23.06.2009 | |||
| KR 1020100098502 A, 07.09.2010 | |||
| KR 1020120055443 A, 31.05.2012 | |||
| СКЛАДНОЙ РЕСПИРАТОР С ЗАКРАИНАМИ У МАСКИ | 2009 |
|
RU2460556C2 |
| WO 2002013884 A2, 21.02.2002. | |||

