ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к облицовочной плите для облицовки формовочной камеры в формовочной машине для изготовления песчаных форм.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из Европейского патента 0665100 известна многослойная конструкция, состоящая из основания и износостойкой части. Износостойкая часть является более тонким керамическим или металлическим слоем, прикрепленным к основанию посредством адгезивного материала из полимерной ткани для того, чтобы компенсировать изменения коэффициента расширения задействованных материалов. Изменения расширения могут привести к проблемам, связанным с плотностью прилегания по краям, и к тому, что вес данного типа облицовочной плиты делает затрудненной замену его на месте. Соответственно, когда требуется высокая точность толщины клейкого слоя, соединение трех слоев может вызвать недопустимые изменения в толщине целого листа.
В Патенте США №4997025 износостойкая накладка является съемной и фиксируется на несущем листе посредством применения магнитной силы и механических крепежных средств. Тем не менее, такой тип фиксации возможен только при применении материалов, обладающих магнитными свойствами, и производство таких износостойких накладок продолжает являться предметом больших усилий.
Из Европейского патента 1135311 известна возможность составлять многослойный лист из различных типов материалов, таких как смолы и металлические материалы, но в этом случае в материал, состоящий из смолы, встраиваются магнитные элементы, таким образом усложняя изготовление данной композиции в условиях производства.
Из Европейского патента 0969938 известна возможность обеспечивать фиксацию съемного износостойкого листа в формовочной машине, где вышеназванная фиксация съемного износостойкого листа включает в себя использование штырей, постоянно закрепленных на одном из компонентов в вышеназванной формовочной машине, и где головки штырей взаимодействуют с кромками зацепления, находясь в углублениях в форме замочных скважин.
Известна также возможность отливки целой формовочной камеры или половины литейной формы из синтетической смолы, но данный способ страдает от дороговизны формовочных инструментов и сложной машинной обработки после формовки способом отливки. Более того, сложной является замена слоя, состоящего из смолы, на месте проведения работ.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, обеспечивается новая облицовочная плита, т.е. указанная облицовочная плита включает в себя поверхность, которая, предположительно, должна облицовывать формовочную камеру, где вышеупомянутая поверхность, которая, предположительно, должна облицовывать формовочную камеру, выполнена из синтетической смолы. Предпочтительно, облицовочная плита включает в себя основание и покрывающий слой из синтетической смолы, прикрепленный адгезивным материалом к вышеназванному основанию. Смола расположена на участках формовочной камеры, подверженных абразивному воздействию, таким образом функционируя как износостойкий слой. Предпочтительно, основание производится с учетом окончательных размеров для вышеупомянутого основания, и, возможно, оно снабжено функциональными отверстиями, втулками и/или крепежными деталями для фиксации в формовочной камере и т.д. перед тем, как слой из смолы будет прикреплен (приклеен) к нему. Поверхность из синтетической смолы может быть отлита в окончательную форму с соответствующими допусками или, если это необходимо, подвергнута машинной обработке для приведения в окончательную форму и к соответствующим допускам для того, чтобы облицовывать всю необходимую поверхность после прикрепления.
Настоящая плита для облицовки имеет преимущества как однослойной облицовочной плиты, так и облицовочной плиты многослойного типа. Одним из нескольких преимуществ настоящего изобретения является необходимое применение таких же узких пределов допусков по толщине и параллельности, как и для однослойной облицовочной плиты, что исключает применение песчаных литейных форм и отлично выравнивает рабочую поверхность, где это представляется важным. Данные узкие пределы допусков делают возможной замену на месте только одной или большего числа облицовочных плит. Абсолютно невозможным является какое-либо смещение между слоями, так как материал из смолы отливается в пределах краев основания и, возможно, за пределы его краев, и это, вместе с гибкостью материала из смолы, приводит к его очень хорошей герметичности и плотности посадки вдоль границ формовочной камеры при применении материала в виде частиц.
Благодаря более легкому весу синтетических смол, чем вес металлических материалов, такие облицовочные плиты больше подходят для условий транспортировки и замены на месте. Восстановление листов для облицовки до их полных возможностей является простым и рентабельным, т.к. износостойкий слой может быть удален с основания, и процесс его отливки может быть повторен, благодаря чему возможно повторное использование значительной части облицовочной плиты.
Облицовочная плита, согласно настоящему изобретению, может быть использована как в формовочной машине с использованием двусторонней модельной плиты, так и в формовочной машине с вертикальным расположением. Более того, слой из смолы может применяться как износостойкий слой отверстия для подачи песка, имеющий соединенную поверхность с остальными поверхностями, подвергающимися износу от песка.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет объяснено более подробно со ссылкой на сопровождающие чертежи.
Фиг.1 является боковым изображением в разрезе, схематически показывающим секцию для нагнетания и уплотнения песка машины, осуществляющей технологию с использованием двусторонней модельной плиты в позиции цикла нагнетания и уплотнения песка.
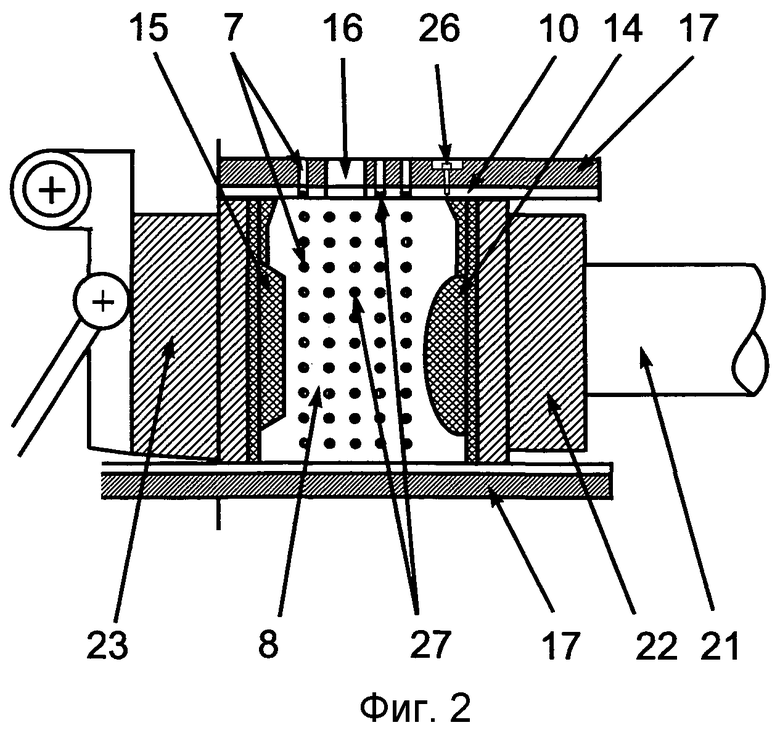
Фиг.2 является боковым изображением в разрезе схематически показывающим секцию нагнетания и уплотнения песка при вертикальной формовке.
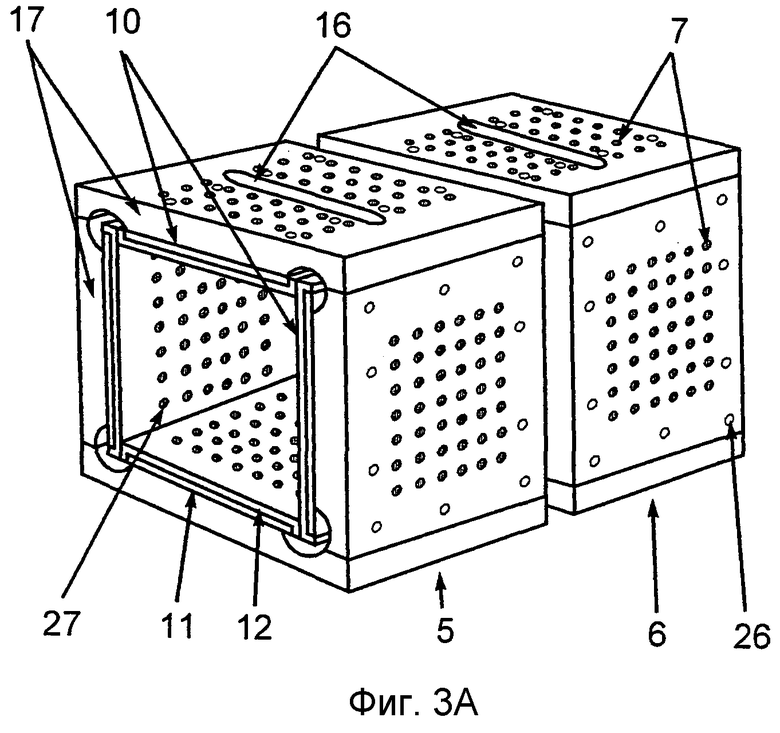
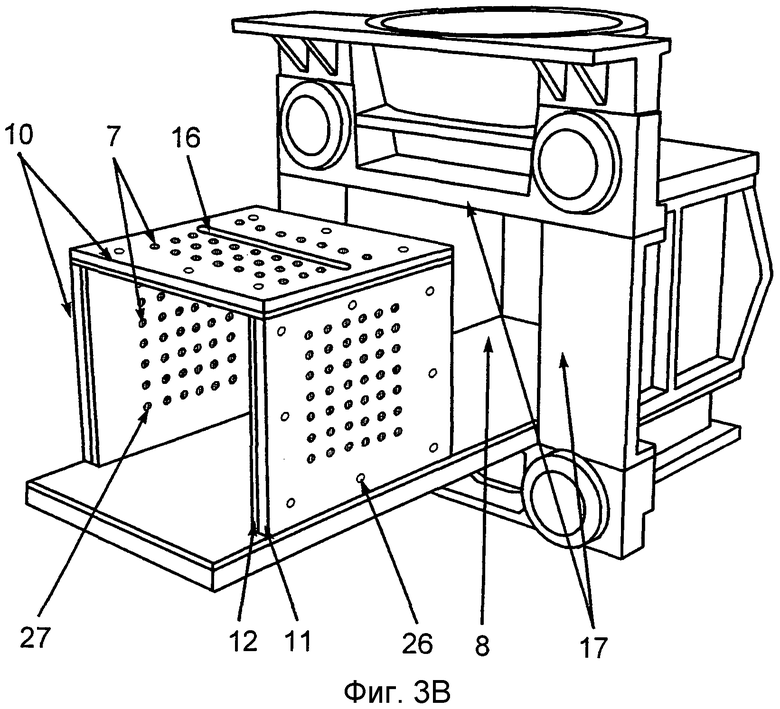
Фиг.3А и 3В изображают изометрические виды формовочных камер технологического типа работы с двусторонней модельной плитой и технологического типа формовки с вертикальным расположением соответственно, причем облицовочные плиты с использованием технологического типа формовки с вертикальным расположением изображены снаружи камеры, и данные чертежи изображают формовочные машины, оборудованные облицовочными плитами, согласно настоящему изобретению.
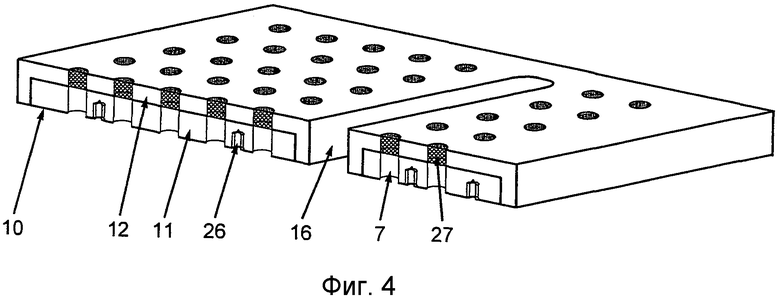
Фиг.4 является видом в разрезе облицовочной плиты с износостойким слоем поверх краев основания.
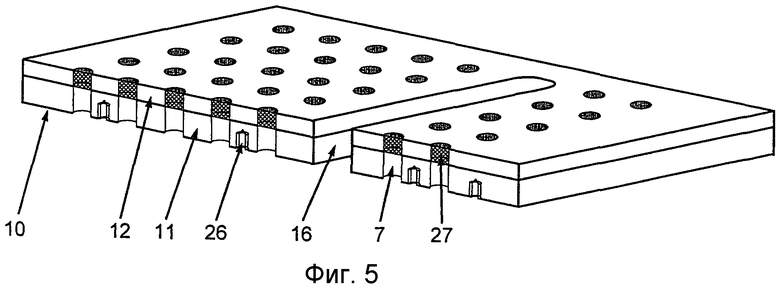
Фиг.5 является видом в разрезе облицовочной плиты без износостойкого слоя поверх краев основания.
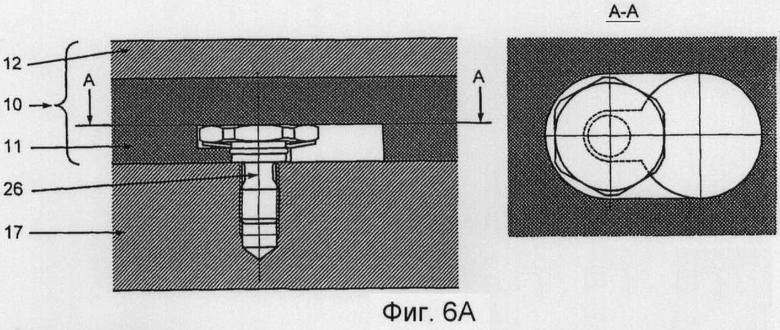
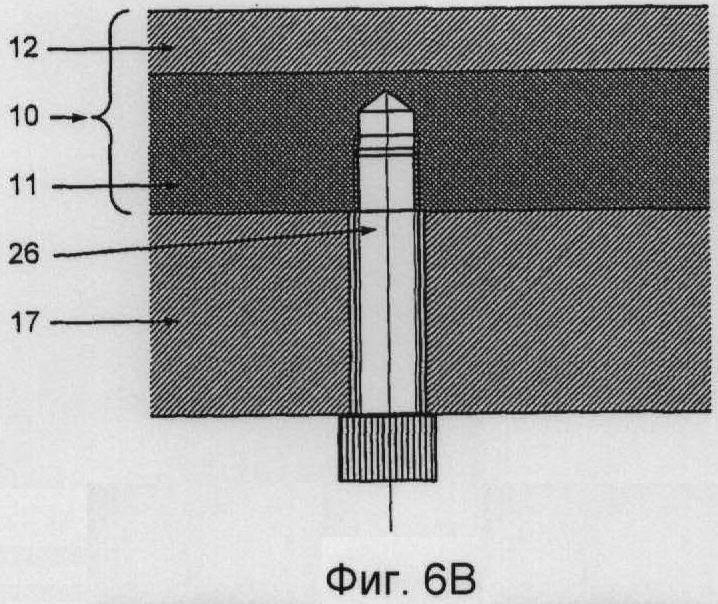
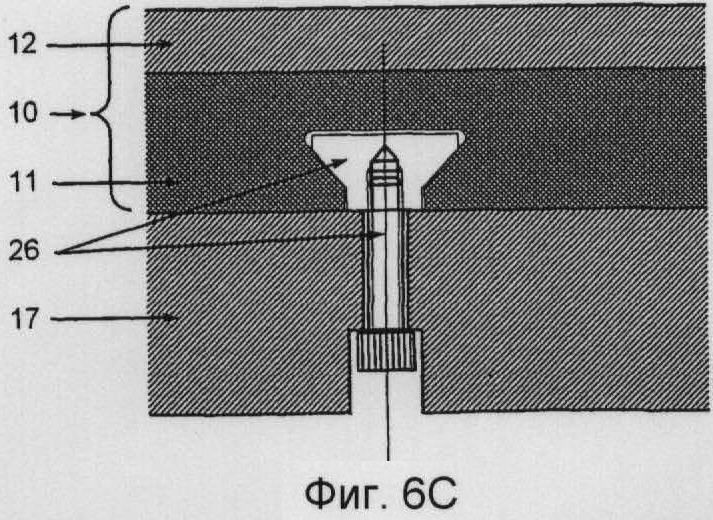
Фиг.6А, Фиг.6В и Фиг.6С являются видами в разрезе облицовочных плит, изображающими примеры крепежных средств.
На Фиг.4 облицовочная плита 10 изготовлена способом машинной обработки металлического основания 11 со всеми функциональными отверстиями для впуска 16 и выпуска 7 материала в виде частиц посредством предварительных подготовок воздушных и/или распылительных форсунок 27, а также крепежных средств 26 в зависимости от машины для фиксации по границам формовочной камеры. Полностью основание 11 готово для отливки из синтетической смолы посредством установки в формовочное устройство, предназначенное для этой цели. Смола отливается на основание и отверждается на нем. Одновременно с этим, гарантировано то, что никакие смещения слоев относительно друг друга не могут иметь места. После процесса отливки созданная таким образом облицовочная плита 10 с износостойким слоем 12 подвергается, если необходимо, машинной обработке для получения окончательной формы и допусков. Функциональные отверстия в износостойком слое 12, соответствующие функциональным отверстиям в основании 11, подвергаются машинной обработке, если это необходимо, также могут быть вставлены форсунки 27 для выпуска.
ОДИН ИЗ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Песчаные литейные формы часто используются в промышленном литье металлических изделий, имеющих сложную форму. Известны различные автоматизированные машины или технологии для изготовления песчаных литейных форм. В основном, большинство типов формовочных машин содержат секцию наполнения и уплотнения песка для формовки песчаных литейных форм. Два типа машин изображены на Фиг.1 и Фиг.2 и далее они будут более подробно описаны.
В формовочной машине, работающей в технологическом режиме с использованием двусторонней плиты, изображенном на Фиг.1, секция наполнения и уплотнения песка содержит верхнюю и нижнюю формовочные камеры 5 и 6 соответственно, также известные, как верхняя половина литейной формы и нижняя половина литейной формы, прикрепленные к направляющему и двигающему устройству и направляемые им, формовочные камеры могут двигаться в направлении друг к другу или в направлении друг от друга. Прессовочное устройство 20 включает в себя устройство для перемещения уплотняющей плиты 18 верхней половины литейной формы и уплотняющей плиты 19 нижней половины литейной формы, двигающее их навстречу друг другу, и в случае независимого движения формовочных камер друг от друга. В данном варианте осуществления прессовочное устройство 20 вместе с секцией наполнения и уплотнения песка могут быть повернуты на 90° в позицию, находящуюся под прямым углом или перпендикулярную по отношению к позиции, изображенной на Фиг.1. В данной позиции имеют место вставка и удаление двусторонней модельной плиты, соединение вместе соответствующих верхней и нижней частей песчаной литейной формы и извлечение завершенной песчаной литейной формы. Двусторонняя модельная плита 13, имеющая расположенные друг напротив друга формовочные шаблоны 24-25 зажата между формовочными камерами 5-6 таким образом, что формовочные шаблоны 24-25 выступают в каждую формовочную камеру 5-6 в процессе формовки. Во время того, как двусторонняя модельная плита 13 находится в позиции заполнения песком или в позиции удаления песка, песок подается или удаляется способом нагнетания избыточного количества воздуха через щелевидные отверстия 16 одновременно в каждую из формовочных камер 5-6. Воздух выходит через отверстия для выпуска воздуха 7, которые выполнены для того, чтобы отфильтровывать песчаный материал. После цикла нагнетания песка воздухом прессовочное устройство 20 двигает уплотняющую плиту 18 верхней половины литейной формы и уплотняющую плиту 19 нижней половины литейной формы по направлению к двусторонней модельной плите 13 и, следовательно, по направлению друг к другу. Во время цикла уплотнения в каждой из формовочных камер песчаный материал становится более сжатым, и это создает отпечаток формовочных шаблонов 24-25 соответственно в каждой из частей песчаной литейной формы. Давление, созданное таким способом, воздействующее на периферийные (окружающие) стенки 17 каждой из формовочных камер, в связи с тем, что имеют место движения между песчаной формовочной смесью и вышеназванными стенками относительно друг друга, создает абразивный, вызванный воздействием твердых частиц, износ облицовочных плит 10 и приводит к повышенному потреблению энергии. Нагнетание песка воздухом также создает абразивный износ листов для облицовки 10, щелевидных отверстий 16 и соединенных поверхностей.
В формовочной машине, работающей в технологическом режиме с вертикальной формовкой, изображенной на Фиг.2, секция наполнения и уплотнения песка, в отличие от работы в технологическом режиме с использованием двусторонней модельной плиты, содержит только одну формовочную камеру 8. Формовочная камера 8 ограничена комплектом стенок, расположенных по периметру с трех сторон и нижней плитой. Более того, формовочная камера ограничена первой и второй шаблонными плитами 14-15, поддерживаемыми уплотняющими плитами 22-23. Во время того, как уплотняющие плиты 22-23 удерживаются на месте, песок вдувается или вбрасывается с помощью избыточного количества воздуха через щелевидное отверстие 16 в формовочную камеру 8. Воздух выходит через отверстия 7 для выпуска воздуха, которые были оборудованы форсунками 27 для выпуска для того, чтобы отфильтровывать песочный материал. После цикла нагнетания песка воздухом прессовочный поршень 21, двигающий уплотняющую плиту 22, которая поддерживает плиту 14, и поворотная уплотняющая плита 23, которая поддерживает шаблонную плиту 15, двигается внутрь камеры и уплотняет песок в формовочной камере. Во время процесса уплотнения в формовочной камере 8 песчаный материал становится более сжатым, и это создает отпечаток шаблонных плит 14-15 в соответствующих противоположных концах песчаной литейной формы. После уплотнения поворотная уплотняющая плита 23 поворачивается вверх, таким образом открывая формовочную камеру. Прессовочный поршень 21 толкает уплотненный песчаный формовочный элемент до его вступления в тесный контакт с рядом соответствующих форм, изготовленных ранее, благодаря чему обеспечивается полость для литья в песчаной литейной форме между последовательными формами из вертикальной разделительной поверхности между этими литейными формами. Давление, созданное в процессе сжатия, воздействующее на периферийные стенки 17 формовочной камеры, в связи с тем, что имеют место движения между песчаным материалом и вышеназванными стенками относительно друг друга, создает абразивный, вызванный воздействием твердых частиц, износ облицовочных плит 10 в формовочной камере 8, а также цикл извлечения в высокой степени уплотненной литейной формы создает абразивный износ и приводит к повышенному потреблению энергии. Нагнетание песка воздухом также создает абразивный износ поверхностей, находящихся в контакте с песком во время удаления песка.
В предпочтительном варианте осуществления, изображенном на Фиг.4 и Фиг.5, зависимое от типа машины основание 11 производится со всеми функциональными отверстиями для выпуска воздуха 7 и/или распылительными форсунками 27 и, если таковые в данном случае применяются, щелевидными отверстиями (отверстием) для нагнетания воздухом материала 16 в виде частиц. Отверстия для выпуска воздуха 7 могут быть выполнены для форсунок 27 для удаления или т.п. Основание 11 располагается в литейном устройстве для отливки смолы. Износостойкий слой 12, изготовленный, например, из полиуретана, отливается на основание, как изображено но Фиг.5 и, возможно, за края основания, как изображено на Фиг.4. После отверждения износостойкий слой из полиуретана 12 может подвергнуться машинной обработке, если это необходимо, для достижения окончательного качества поверхности и точности допусков по толщине и параллельности завершенной многослойной облицовочной плиты 10 традиционным способом, однако, в силу природы полиуретанового материала специализированным способом. С целью удаления воздуха предусмотрены отверстия для выпуска воздуха 7 и форсунки для выпуска воздуха 27. Более того, в верхней части камеры предусмотрено щелевидное отверстие 16 для вдувания материала 16 в виде частиц, соответствующее отверстиям в основании 11 для сообщения через слои. Преимущественным также является то, что поверхности системы вбрасывания песка снабжены износостойким слоем.
Формовочные камеры технологического типа с двусторонней модельной плитой и технологического типа вертикального формования в формовочной машине соответственно изображены на Фиг.3А и Фиг.3В, каждая из которых оборудована облицовочными плитами, согласно настоящему изобретению, однако те же принципы могут быть применены к формовочным камерам других типов формовочных машин. На Фиг.3 отделение 8 формовочной камеры, предположительно, будет оборудовано облицовочными плитами 10, показанными снаружи камеры. На Фиг.4 и Фиг.5 можно увидеть, как размещение смежных облицовочных плит по их границам может предполагать наличие на них слоя из синтетической смолы и, возможно, гибкого соединения между этими смежными облицовочными плитами. Гибкие свойства полиуретана позволяют немного превосходить листы по размерам, что, в свою очередь, облегчает их установку и замену и создает непроницаемые ограничительные линии для материала в виде частиц.
На Фиг.6А, 6В, и 6С изображены различные возможности крепления облицовочных плит 10 в формовочной машине. На Фиг.6А крепление включает в себя штырь с головкой 26, установленный на одну из стенок 17, расположенных по периметру формовочной камеры. Головка 26 штыря взаимодействует с отверстием, имеющим форму замочной скважины в основании 11 для того, чтобы обеспечивать съемное крепление к стенке, расположенной по периметру камеры 17 и с облицовочной плитой 10.
Соответственно, Фиг.6 В изображает крепление облицовочной плиты 10 со стенкой, расположенной по периметру камеры 17, посредством соединения с применением винта 26.
На Фиг.6С крепление между стенкой, расположенной по периметру камеры 17, и облицовочной плитой 10 обеспечивается посредством сочетания соединения винта и вставки 26, взаимодействующих с отверстием, предусмотренным в основании 11.
Выше было описано настоящее изобретение со ссылками на предпочтительные варианты его осуществления, тем не менее тот, кто работает и имеет опыт в данной области техники, сможет представить себе другие варианты осуществления, не отходя от рассмотрения последующей формулы изобретения. Среди таких вариантов может предполагаться покрытие основания 11 каким-либо другим не металлическим материалом, например, пластиком, литьевой смолой, композитным материалом из особо прочных армированных волокон или каким-либо другим материалом подобного типа. Более того, возможно покрытие износостойким слоем не только поверхностей формовочных камер, но и других поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| УСТРОЙСТВО ФОРМОВОЧНОЙ КАМЕРЫ ДЛЯ КОНВЕЙЕРНОЙ ФОРМОВОЧНОЙ УСТАНОВКИ | 2011 |
|
RU2510813C1 |
| Способ изготовления литейных форм | 1980 |
|
SU933184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 1970 |
|
SU283517A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| СПОСОБ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2084308C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Встряхивающая формовочная машина | 1989 |
|
SU1708494A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
Изобретение относится к литейному производству. Облицовочная плита (10) содержит основание (11), имеющее функциональные отверстия для нагнетания материала в виде частиц (16) и/или отверстия для выпуска воздуха (7) и средства для съемного прикрепления к формовочной машине. На основании (11) отливается слой (12) из материала, состоящего из синтетической смолы, для соединения в одно целое. Покрывающий слой (12) снабжен отверстиями, соответствующими отверстиям в основании (11). Слой (12) облицовывает подверженные абразивному воздействию участки формовочной камеры, образуя часть внутренней поверхности формовочной камеры. 3 н. и 6 з.п. ф-лы, 9 ил.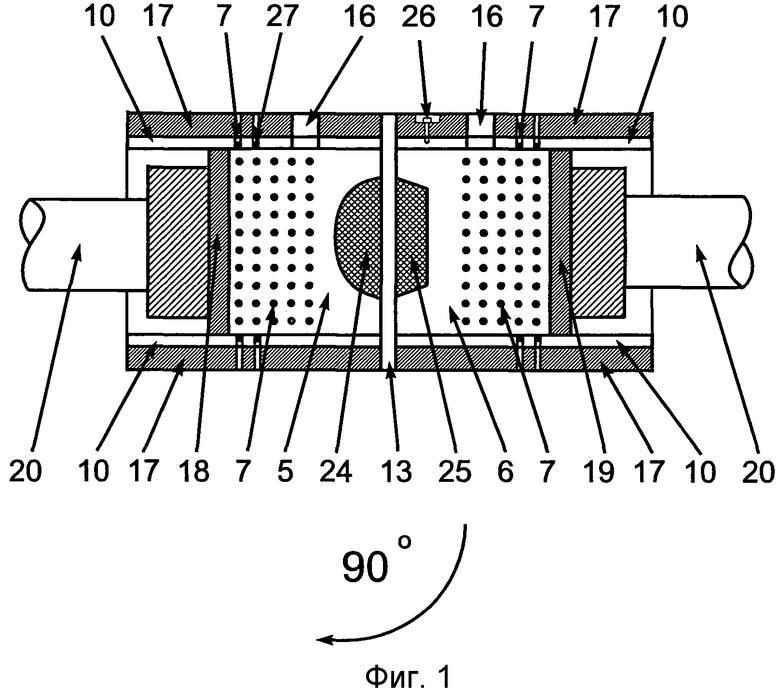
1. Способ производства облицовочной плиты (10) для облицовки формовочной камеры в формовочной машине для изготовления песчаных форм, включающей в себя основание (11), причем указанное основание (11) предпочтительно снабжено функциональными отверстиями для нагнетания материала (16) в виде частиц и/или отверстиями для выпуска воздуха (7) также, как и средствами для надежного прикрепления к формовочной машине, отличающийся тем, что покрывающий слой (12) из синтетической смолы отливается для соединения в одно целое на вышеупомянутое основание (11), причем покрывающий слой выполняют с отверстиями, соответствующими упомянутым отверстиям в основании (11) облицовочной плиты.
2. Способ производства облицовочной плиты (10) по п.1, отличающийся тем, что вышеупомянутый слой из синтетической смолы подвергают машинной обработке для приведения к окончательным допускам и плоскостности для вышеупомянутой облицовочной плиты (10), включая функциональные отверстия, соответствующие вышеупомянутым функциональным отверстиям в вышеупомянутом основании (11).
3. Способ восстановления облицовочной плиты (10) для облицовки формовочной камеры в формовочной машине для изготовления песчаных форм, включающей в себя основание (11), причем вышеупомянутая облицовочная плита предпочтительно снабжена функциональными отверстиями для нагнетания материала (16) в виде частиц и отверстиями для выпуска воздуха (7) также, как и средствами для надежного прикрепления к формовочной машине, отличающийся тем, что покрывающий слой удаляют с вышеупомянутого основания (11) и новый покрывающий слой из синтетической смолы отливают для соединения в одно целое на вышеупомянутое основание (11), причем покрывающий слой выполняют с отверстиями, соответствующими упомянутым отверстиям в основании (11).
4. Способ восстановления облицовочной плиты (10) по п.3, отличающийся тем, что вышеупомянутый слой из синтетической смолы подвергают машинной обработке для приведения к окончательным допускам и к плоскостности для вышеупомянутой облицовочной плиты (10), включая функциональные отверстия, соответствующие вышеупомянутым функциональным отверстиям в вышеупомянутом основании (11).
5. Облицовочная плита (10) для облицовки формовочной камеры в формовочной машине для изготовления песчаных форм, отличающаяся тем, что упомянутая облицовочная плита (10) произведена способом по п.1, причем основание плиты имеет функциональные отверстия для нагнетания материала (16) в виде частиц и/или отверстия для выпуска воздуха (7) и средства для крепления к формовочной машине, причем покрывающий слой из синтетической смолы отлит для соединения в одно целое на основание (11) облицовочной плиты.
6. Облицовочная плита (10) по п.5, отличающаяся тем, что основание (11) выполнено из металлического материала.
7. Облицовочная плита (10) по п.5 или 6, отличающаяся тем, что синтетическая смола (12) является полиуретаном.
8. Облицовочная плита (10) по п.5 или 6, отличающаяся тем, что вышеупомянутая облицовочная плита (10) снабжена функциональными отверстиями (16) для нагнетания материала в виде частиц и/или отверстиями для выпуска воздуха (7).
9. Облицовочная плита (10) по п.5 или 6, отличающаяся тем, что вышеупомянутая облицовочная плита (10) снабжена средствами для прикрепления с возможностью снятия к формовочной машине.
| ЕР 1135311 В1, 26.09.2001 | |||
| Реверсивная ковшовая гидротурбина | 1981 |
|
SU969938A1 |
| Способ определения границы внедрения нагнетаемой жидкости в горный массив | 1977 |
|
SU665100A1 |
| DE 29709578 U1, 31.07.1997. | |||

