Область техники, к которой относится изобретение
Настоящее изобретение относится к прокатной клети и/или к устройству для прокатки согласно п. 1 формулы изобретения.
Настоящее изобретение также относится к прокатному стану согласно п. 17 формулы изобретения.
Настоящее изобретение также относится к способу прокатки согласно п. 18 формулы изобретения.
Терминология
Термины, используемые в описании изобретения и в формуле изобретения, объясняются ниже. В описании настоящего изобретения под термином «пруток» подразумевается типовое изделие, полученное путем обработки металлического материала и имеющее длину, намного превышающую размер поперечного сечения, измеренного в плоскости, ортогональной продольному направлению изделия. Хотя в специальной терминологии, обычно используемой в области прокатки, существует различие между термином «пруток», «проволока» и «тонкий пруток», что связано с диаметром изделия, конкретнее, с размером поперечного сечения изделия из металлического материала, в описании настоящего изобретения термин «пруток» распространяется также на изделия, обычно определяемые терминами «проволока» и «тонкий пруток», то есть в целом настоящее изобретение относится ко всем металлическим изделиям, которые получены методом прокатки и наматываются на бобины или катушки, либо нарезаются на отрезки определенной длины и упаковываются, после чего они могут использоваться по назначению или подвергаться последующей обработке.
Под термином «профиль» подразумевается форма прутка в поперечном сечении плоскостью, ортогональной продольному направлению прутка. Несмотря на то, что в описании настоящего изобретения ссылка сделана непосредственно на круглый профиль прутков, термин «профиль» относится также к форме поперечного сечения, отличающейся от круглой, например, к овальной, эллиптической, четырехугольной, квадратной, шестиугольной, плоской, а также к форме поперечного сечения ленты или листа, к L-образной форме, С-образной форме, Н-образной форме и т.д. Из нижеследующего описания будет понятно, что настоящее изобретение применимо к профилю прутка при стандартном поперечном сечении с минимальными отступлениями, которые будут понятны специалистам в данной области техники. Под термином «пруток» следует понимать изделия, полученные прокаткой и имеющие разнообразную форму поперечного сечения, включая не только приведенную в примерах, но и другую форму.
В описании настоящего изобретения будет использоваться словосочетание «длинномерный металлический материал», которое относится к указанным пруткам любого размера и любого профиля поперечного сечения.
Под термином «прокатка» подразумевается как процесс горячей прокатки, так и процесс холодной прокатки, а под термином «прокатное изделие» или «длинномерный металлический материал» подразумевается изделие, полученное как горячей прокаткой, так и холодной прокаткой.
Термины «ролик(и)» или «валок(и)» следует понимать как, по существу, эквивалентные, поскольку они относятся к вращающимся элементам цилиндрической формы, предназначенным для механической обработки прокатного изделия. Во время продвижения через пару вращающихся валков или роликов прокатное изделие подвергается соответствующей механической деформации для постепенного уменьшения толщины прокатного изделия за несколько последовательных проходов в одном или нескольких прокатных устройствах. Хотя в качестве примера приведены ролики или валки, имеющие ровную наружную поверхность, подразумевается, что термин «ролики» или «валки» также относится к роликам или валкам, первый из которых имеет по меньшей мере один первый ручей, а второй валок имеет по меньшей мере один второй ручей, указанные валки приближены друг к другу, при этом по меньшей мере один первый ручей первого валка согласуется по меньшей мере с одним вторым ручьем второго валка, в результате чего, формируется по меньшей мере один калибр, через который пропускается обрабатываемое валками изделие.
Уровень техники
Длинномерное металлическое изделие в виде прутков, имеющих определенный профиль и заданные размеры сечения, обычно изготавливают на производственной линии при проведении термомеханической деформации металлического материала в процессе прокатки или прессования.
Производственная линия, как правило, содержит участок первичной штамповки, на котором длинномерный металлический материал большого поперечного сечения, обычно называемый заготовкой, подвергается начальной обработке, а именно термомеханической обработке, с целью преобразования заготовки, имеющей четырехугольное поперечное сечение, в заготовку, имеющую, по существу, круглое поперечное сечение. Далее производственная линия содержит промежуточный участок, на котором обычно, но не обязательно, выполняются последовательные этапы термомеханическая деформация заготовки, в результате чего, по существу, круглое поперечное сечение преобразуется, по существу, в овальное поперечное сечение с постепенным уменьшением размера при вытяжке длинномерного металлического материала. Наконец, производственная линия содержит один или несколько участков финишной обработки, в результате которой поперечное сечение длинномерного металлического материала приобретает окончательную форму и требуемый размер, причем, если требуется, проводятся дополнительные технологические процессы с целью создания ребер или нанесения маркировки, либо нанесения «вспомогательных линий» для разделения длинномерного металлического материала на два участка, и т.д. Каждый из участков производственной линии включает одну или несколько рабочих станций для проведения последовательных этапов обработки длинномерного металлического материала, то есть для термомеханического преобразования заготовки. Например, на первой рабочей станции промежуточного участка производственной линии выполняют деформацию длинномерного металлического материала с целью изменения формы поперечного сечения, по существу, от круглой до, по существу, овальной с уменьшением размеров поперечного сечения, в то время как на второй рабочей станции, расположенной ниже по ходу первой рабочей станции в направлении перемещения материала по производственной линии, выполняют деформацию длинномерного металлического материала с целью изменения формы поперечного сечения, по существу, от овальной до, по существу, круглой с уменьшением размеров поперечного сечения. Проведение процесса термомеханической обработки длинномерного металлического изделия продолжают на последовательных рабочих станциях до получения определенного поперечного размера или площади поверхности сечения и профиля определенной формы, который может быть, например, круглым, овальным или эллиптическим, четырехугольным, шестиугольным, L-образным, С-образным и т.д.
Рабочие станции обычно содержат вертикальные прокатные клети и горизонтальные прокатные клети. Вертикальные прокатные клети содержат пару рабочих валков, ось вращения которых совпадает с вертикальной осью клети. Горизонтальные прокатные клети содержат пару рабочих валков, ось вращения которых совпадает с горизонтальной осью клети. В общем, термомеханическая обработка длинномерного металлического материала выполняется в рабочем калибре, образованном в результате сближения двух рабочих валков и сопряжения первого ручья, выполненного на первом валке, со вторым ручьем, выполненным на втором валке. Например, длинномерному металлическому материалу придается круглое поперечное сечение в прокатной клети при помощи первого валка, имеющего первый ручей, по существу, полукруглой формы, и второго валка, имеющего второй ручей, по существу, полукруглой формы, который расположен симметрично первому ручью, имеющемуся на первом валке. Хотя описанные со ссылкой на прилагаемые чертежи варианты осуществления настоящего изобретения относятся, главным образом, к горизонтальной прокатной клети, они в равной степени применимы к вертикальной прокатной клети при минимальной и очевидной адаптации, вполне понятной для специалистов в данной области техники.
Усовершенствованные производственные линии прокатки включают прокатные клети, состоящие из стационарной части, представляющей собой рабочую станцию, и съемной заменяемой части, именуемой картриджем, который содержит опорную конструкцию, поддерживающую валки с помощью опорных подшипников, а также содержит механические средства регулирования для изменения взаимного расположения или расстояния между центрами указанных двух валков, то есть для изменения разъема или зазора калибра. Для оснащения горизонтальных клетей прокатного стана, а также для оснащения вертикальных клетей прокатного стана можно использовать одинаковые картриджи, производя поворот корпуса картриджа на 90°. Конструкция производственной линии без картриджей аналогична конструкции производственной линии с картриджами, за исключением того, что в последних присутствует опорная съемная и заменяемая часть для рабочих валков. Хотя для осуществления настоящего изобретения реализовано техническое решение, касающееся прокатных станов, содержащих съемные заменяемые картриджи, настоящее изобретение применимо и к прокатным станам, в конструкции которых не предусмотрены картриджи.
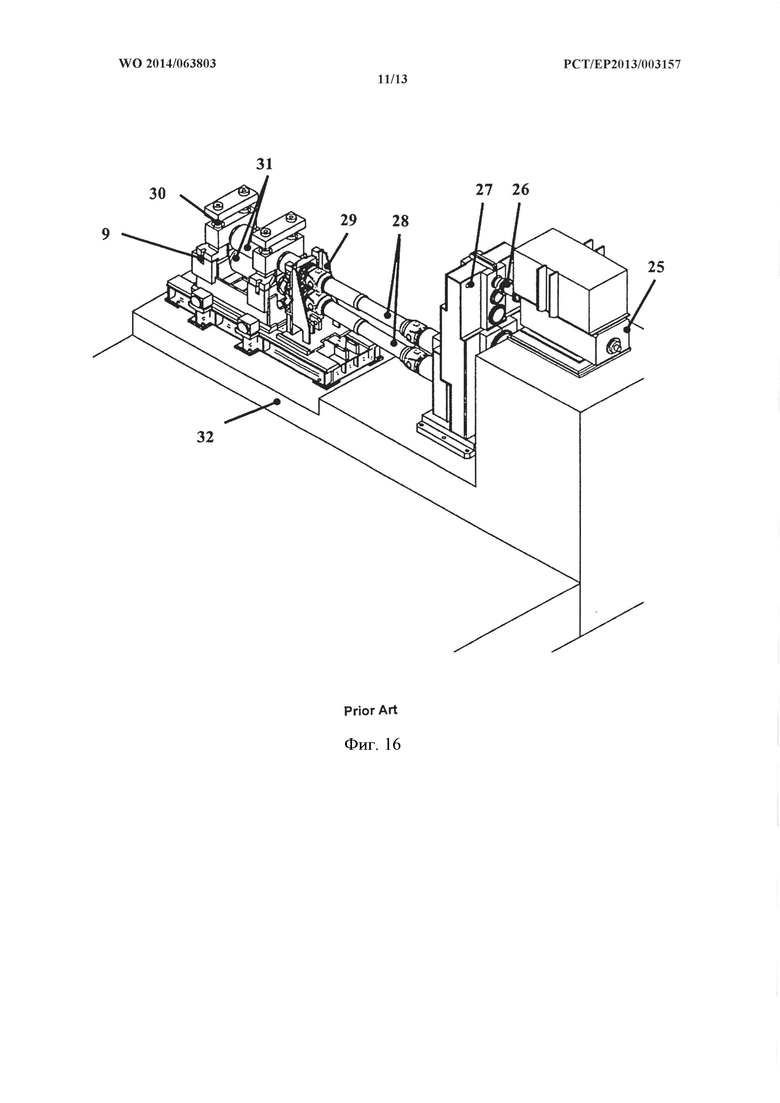
В прокатном устройстве (фиг. 16) согласно известному уровню техники прокатные валки 31 в картриджах 9 вращаются одним электродвигателем 25 переменного тока с регулируемой скоростью, запускаемым системой управления посредством инверторов, при этом указанный электродвигатель имеет максимальную скорость 2000 об/мин и между электродвигателем и редуктором расположена зубчатая передача 26, редуктор 27 содержит два выходных вала, которые имеют параллельные или ортогональные оси и вращаются синхронно, установлены два переходника 28, обычно, в виде карданных валов, которые соединены с прокатными валками 31 и поддерживаются опорным устройством 29, причем пара прокатных валков 31 установлена в прокатном картридже 9) во втулках и оснащена двумя регулируемыми обжимными цилиндрами 30. Соединение каждого валка 31 с соответствующим переходником 28 обеспечивается посредством втулки или фланца.
Во время прокатки длинномерного металлического материала калибр прокатных валков 31 изнашивается в большей или меньшей степени, в зависимости от типа прокатываемого материала и от других параметров процесса. В связи с износом калибр постепенно расширяется, что приводит к увеличению размера поперечного сечения длинномерного металлического материала. С целью компенсации износа калибра используют карданные валы, что позволяет скорректировать изменение сечения длинномерного металлического материала. Если износ калибра достиг такой степени, что его невозможно компенсировать, обычно используются другие ручьи на тех же прокатных валках, расположенные рядом с изношенными ручьями. Для использования новых ручьев необходимо сместить прокатный картридж таким образом, чтобы новый калибр был приведен в соответствие с установленной линией прокатки прокатного стана. В горизонтальных прокатных клетях прокатный картридж смещают в горизонтальном направлении, а в вертикальных прокатных клетях прокатный картридж смещают в вертикальном направлении. Периодически возникает необходимость в замене валков 31, при этом для облегчения и ускорения операции замены всю клеть отсоединяют, сдвигая назад, чтобы были созданы условия для извлечения всего комплекта валков. На производственных линиях со сменными картриджами можно выполнить быструю замену валков, поскольку картриджи могут перемещаться по рельсам, освобождая место для картриджей с новыми валками. Шейка валка и втулка карданного вала соединены посредством разъемного соединения, позволяющего выполнить быструю установку валка на втулке. Втулки во время замены валков поддерживаются при помощи механического приспособления. Следует отметить, что прокатные валки могут иметь несколько ручьев и, чтобы требуемый калибр был приведен в соответствие с установленной линией прокатки стана, каретка, поддерживающая фланец, может перемещаться в горизонтальных клетях в горизонтальном направлении, а в вертикальных клетях может перемещаться в вертикальном направлении. Вышесказанное касается валков, имеющих ручьи, однако в полной мере распространяется на валки другого типа, то есть справедливо для валков разнообразной формы, включая цилиндрические валки, в которых отсутствуют ручьи.
В документе WO 98/32549 описывается прокатное устройство, содержащее, по меньшей мере, одну пару прокатных валков или роликов, или вальцов, которые расположены напротив друг друга и каждый из них приводится в действие соответствующим двигателем, при этом прокатное устройство снабжено блоком управления, при помощи которого можно изменять, координировать скорость двигателей, приводящих в действие прокатные валки или ролики, чтобы в каждой паре обеспечить одинаковую скорость вращения валков или роликов.
В документе ЕР №1247592 описывается прокатный стан, который содержит пару валков, а именно верхний и нижний валки, для прокатки металлической ленты и оснащен электродвигателями, приводящими в действие, соответственно, верхний и нижний валки. Между верхним валком и верхним приводным электродвигателем и между нижним валком и нижним приводным электродвигателем предусмотрены соединительные средства, диаметр которых больше диаметра соответствующих валков. Верхний и нижний приводные электродвигатели расположены с противоположных сторон от спаренных валков.
Согласно техническим решениям, раскрытым в документах WO 98/32549 и ЕР №1247592, прокатные валки посредством длинных переходников соединены с соответствующими двигателями, которые установлены на земле на большом расстоянии от прокатного устройства, причем соединение между прокатными валками и двигателями выполнено без редуктора.
В документе ЕР №2221121 описывается прокатный стан для изготовления изделий в виде плит или листов, осуществляющий деформацию прокатываемого материала без таких проблем, как отклонение от плоскостности с возникновением волнистости в поперечном направлении плиты или листа. Прокатный стан содержит пару валков, а именно верхний и нижний валки, пару электродвигателей, предназначенных приводить в действие пару валков независимо друг от друга, блок управления, регулирующий один из электродвигателей на основании скорости вращения валков в качестве управляющего параметра, а также регулирующий другой электродвигатель на основании крутящего момента, прикладываемого к прокатываемому материалу посредством рабочего валка, приводимого в действие указанным электродвигателем.
В документе JPS №5982103 описывается прокатное устройство прокатного стана с двухдвигательным электроприводом, обеспечивающее прокатку изделий в виде относительно толстых плит, в котором валок на низкоскоростной стороне регулируется на основании отношения скоростей валков на низкоскоростной и высокоскоростной сторонах. Для приведения в действие валка на высокоскоростной стороне электродвигатель всегда прикладывает крутящий момент к указанному валку. Приводной электродвигатель валка на низкоскоростной стороне прикладывает крутящий момент к указанному валку, когда отношение скоростей валков на высокоскоростной и низкоскоростной сторонах меньше требуемого значения, а также когда указанное отношение больше требуемого значения.
Недостатки известного уровня техники
Согласно техническому решению известного уровня техники прокатные клети являются достаточно громоздкими, при этом с учетом общего веса опорных конструкций прокатных клетей, в которые устанавливаются прокатные картриджи, требуется проведение серьезных фундаментных работ. Отсюда следует, что даже для прокатного стана с уменьшенным количеством проходов требуется большая производственная площадь.
Кроме того, в каждой прокатной клети установлен один электродвигатель, который является крупногабаритным, поскольку содержит систему соединений и редукторов для приведения в действие обоих прокатных валков, установленных в картридже, а также для создания силы, прикладываемой к изделию в процессе прокатки.
Механическая передача, используемая для регулирования двух прокатных валков, является сложной и тяжеловесной.
Цель изобретения
Цель настоящего изобретения состоит в том, чтобы предложить устройство для прокатки с упрощенной механической передачей между средствами вращения прокатных валков и самими прокатными роликами или валками.
Существо изобретения
Цель настоящего изобретения достигается благодаря признакам, изложенным в независимых пунктах формулы изобретения. В зависимых пунктах формулы изобретения изложены предпочтительные технические решения.
Технические результаты изобретения
Техническое решение согласно настоящему изобретению является существенным творческим вкладом в область прокатки, непосредственно приводящим к значительному техническому прогрессу, эффект которого заключается во множестве преимуществ.
Благодаря техническому решению согласно настоящему изобретению можно сократить количество компонентов, необходимых для передачи крутящего момента от приводных средств к указанным валкам, и, следовательно, создать компактную конструкцию.
Кроме того, техническое решение согласно настоящему изобретению позволяет уменьшить вес машин и используемых конструкций, а также обеспечивает преимущества касательно стоимости машин и их транспортировки, например, во время сооружения прокатного стана. К тому же, благодаря указанному техническому решению можно существенно сократить количество подвижных частей конструкции.
Также техническое решение согласно настоящему изобретению позволяет снизить затраты на фундаментные работы и более компактно расположить компоненты прокатного стана, который будет обладать рабочими характеристиками, аналогичными или превосходящими характеристики прокатных станов известного уровня техники, имея при этом меньшие габаритные размеры и занимая меньшую производственную площадь.
Кроме того, настоящее изобретение позволяет создать прокатные устройства с улучшенными рабочими характеристиками и с усовершенствованным контролем процесса прокатки.
Помимо прочего, техническое решение согласно настоящему изобретению, предпочтительно, применимо к существующим в настоящее время прокатным станам, например, на этапе модернизации стана или его части, говоря конкретнее, при использовании существующих в указанных прокатных станах прокатных картриджей можно реализовать прокатные клети согласно настоящему изобретению, которые требуют меньше места и позволяют разместить другое оборудование.
Наконец, техническое решение согласно настоящему изобретению позволяет повысить функциональность компонентов прокатного стана, снизить расход энергии за счет уменьшения трения и повысить эффективность производственного оборудования.
Краткое описание чертежей
Далее техническое решение будет описано со ссылкой на прилагаемые чертежи, которые следует рассматривать как не исчерпывающие примеры осуществления настоящего изобретения.
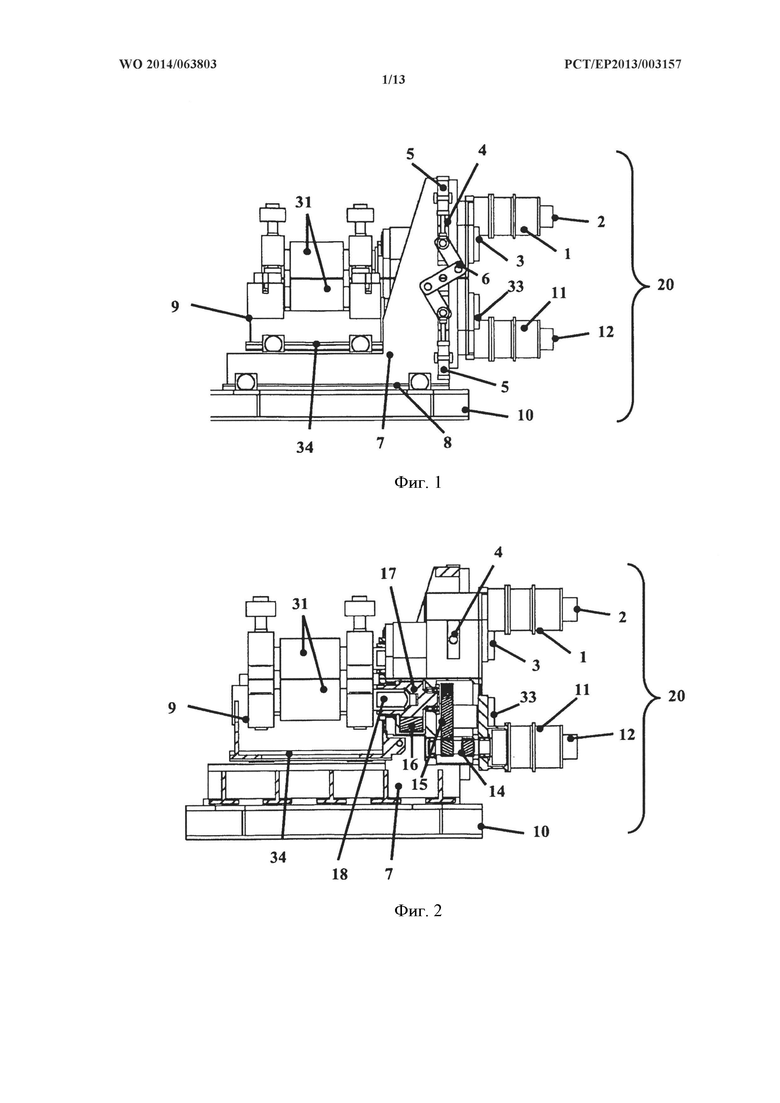
Фиг. 1 - схематичный вид спереди прокатного устройства согласно настоящему изобретению, взаимосвязанного с горизонтальной прокатной клетью.
Фиг. 2 - схематичное изображение представленного на фиг. 1 прокатного устройства, причем часть прокатного устройство показана в разрезе, благодаря чему, показан передаточный механизм, установленный внутри.
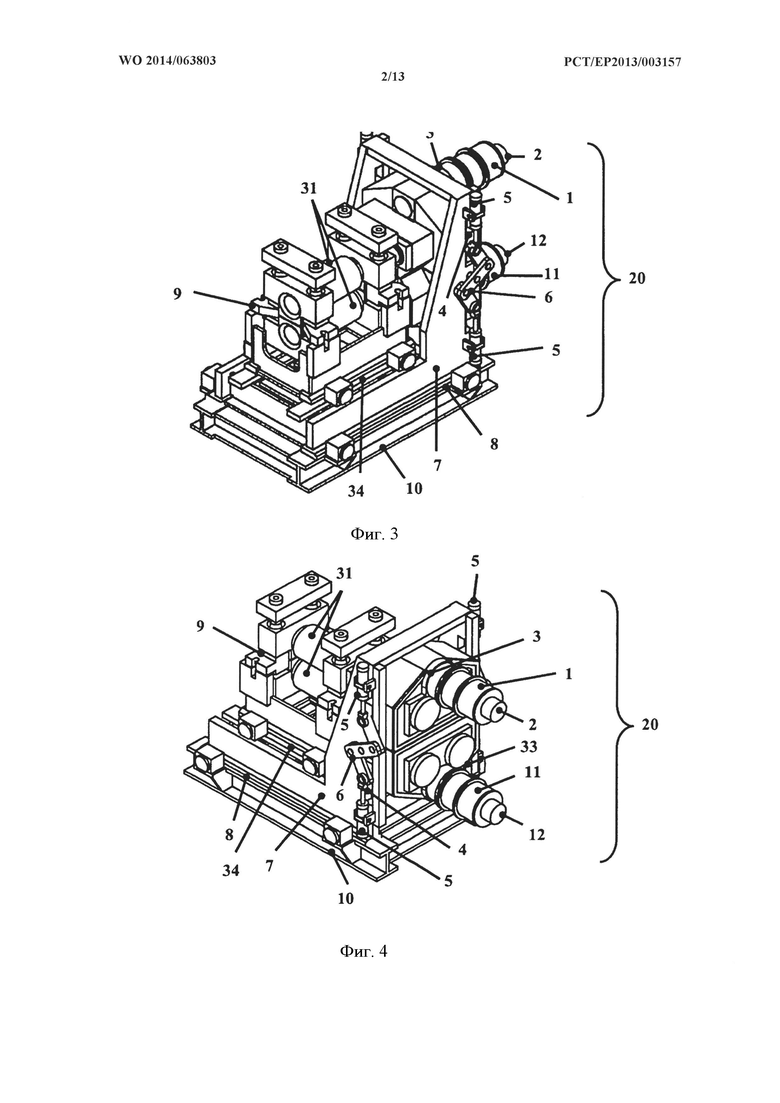
Фиг. 3 - схематичный вид спереди устройства для прокатки, представленного на фиг. 1.
Фиг. 4 - схематичный вид сзади устройства для прокатки, представленного на фиг. 1.
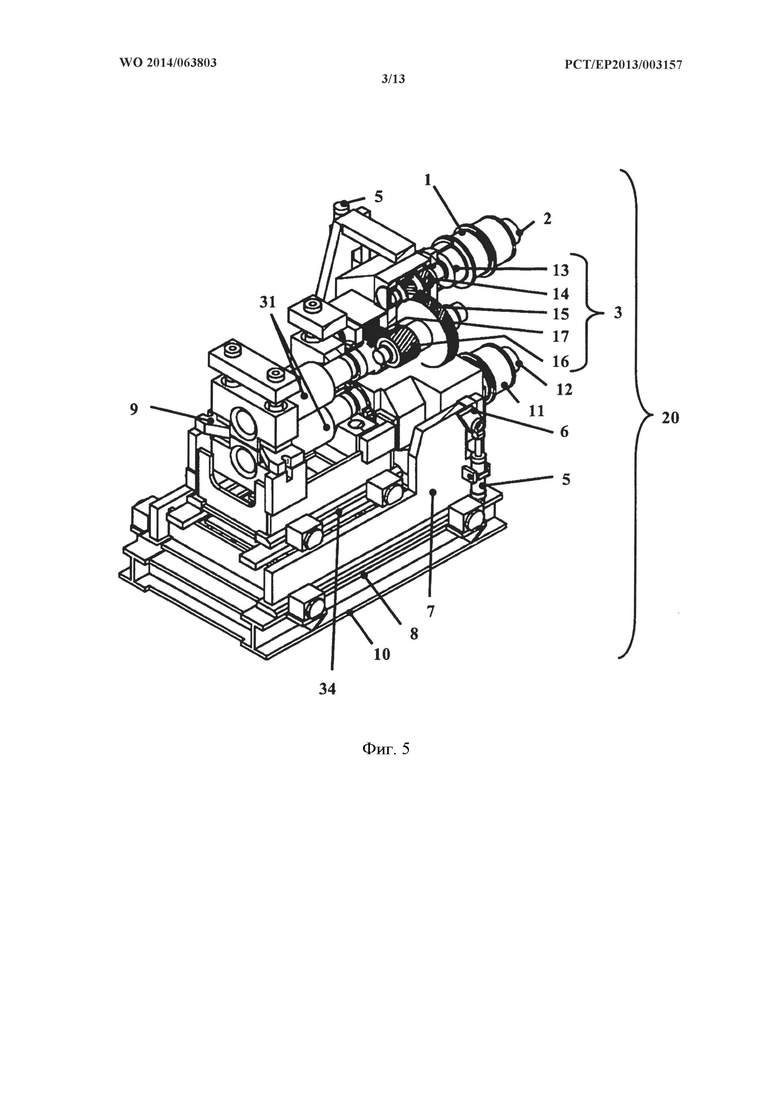
Фиг. 5 - схематичное изображение представленного на фиг. 3 устройства для прокатки, причем часть его показана в разрезе, благодаря чему, показан передаточный механизм, установленный внутри.
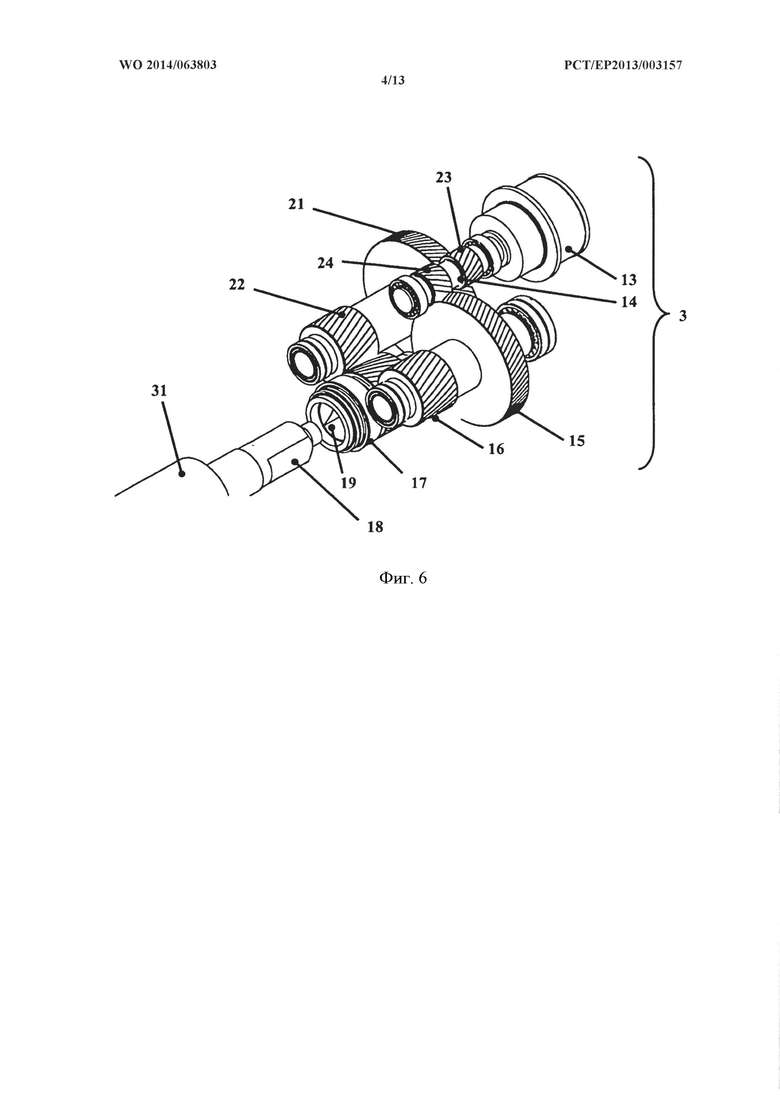
Фиг. 6 - схематичный вид в перспективе передаточного механизма, связанного с одним из валков прокатной клети.
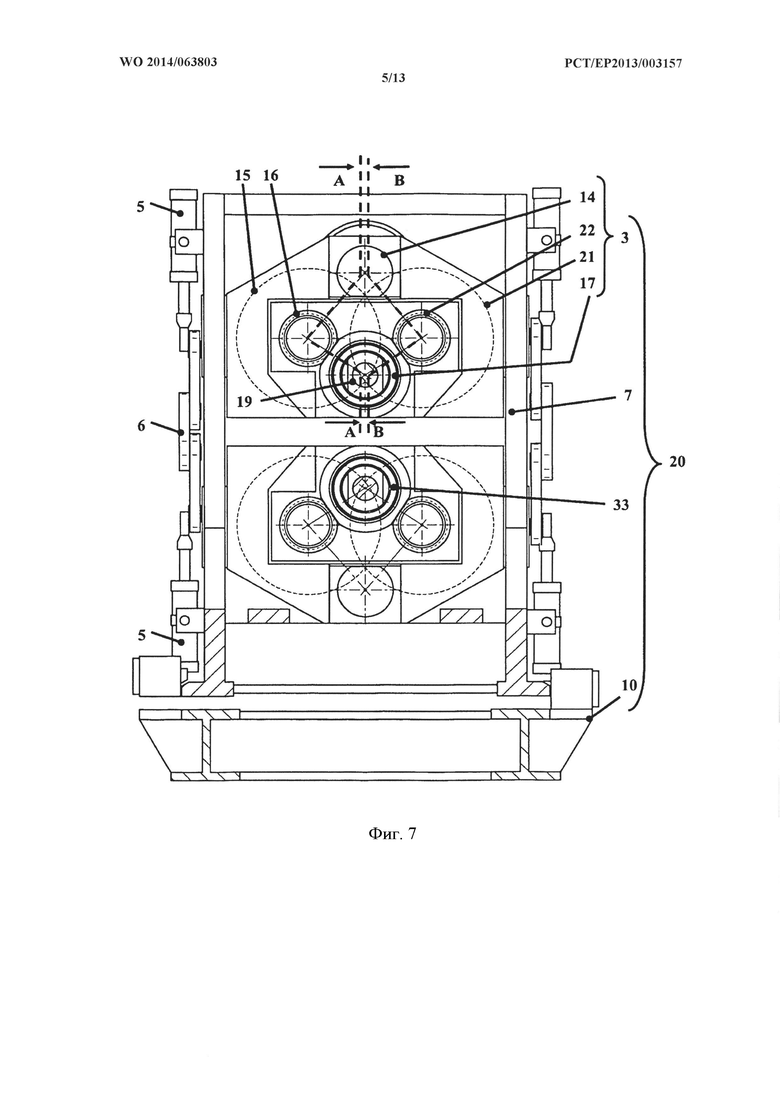
Фиг. 7 - схематичный вид сбоку устройства для прокатки согласно настоящему изобретению, взаимосвязанного с горизонтальной прокатной клетью.
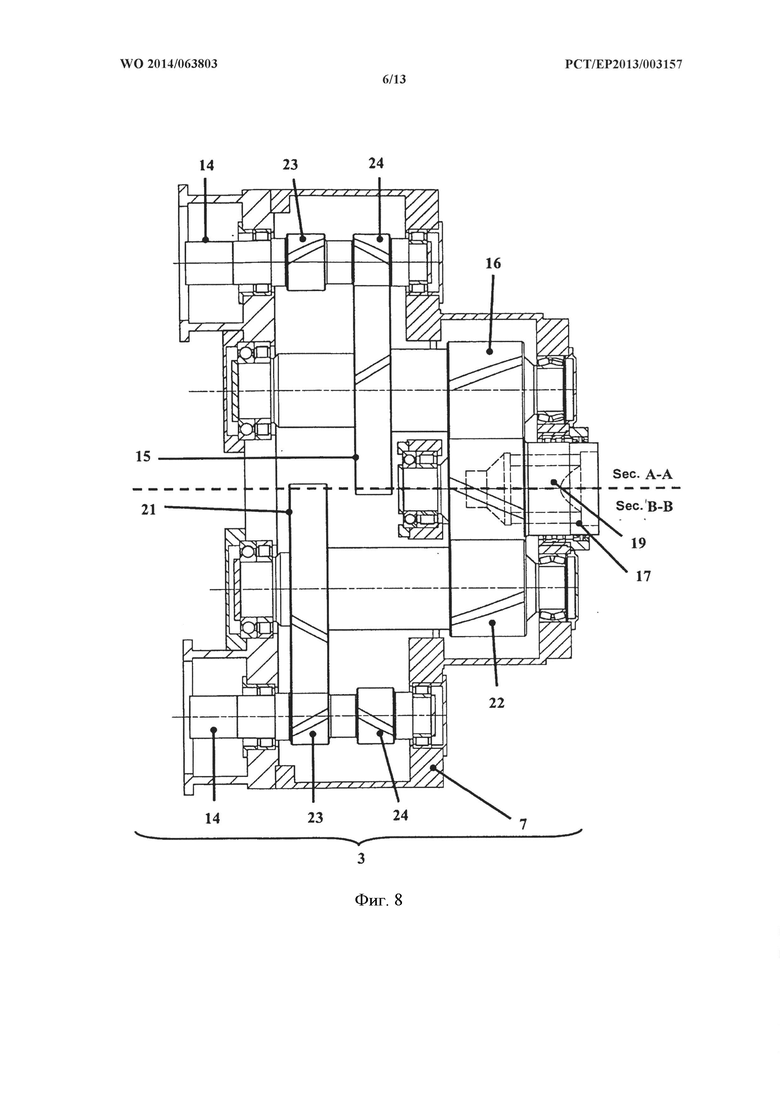
Фиг. 8 - схематичный вид в разрезе представленного на фиг. 7 устройства для прокатки с изображением сечений А-А и В-В.
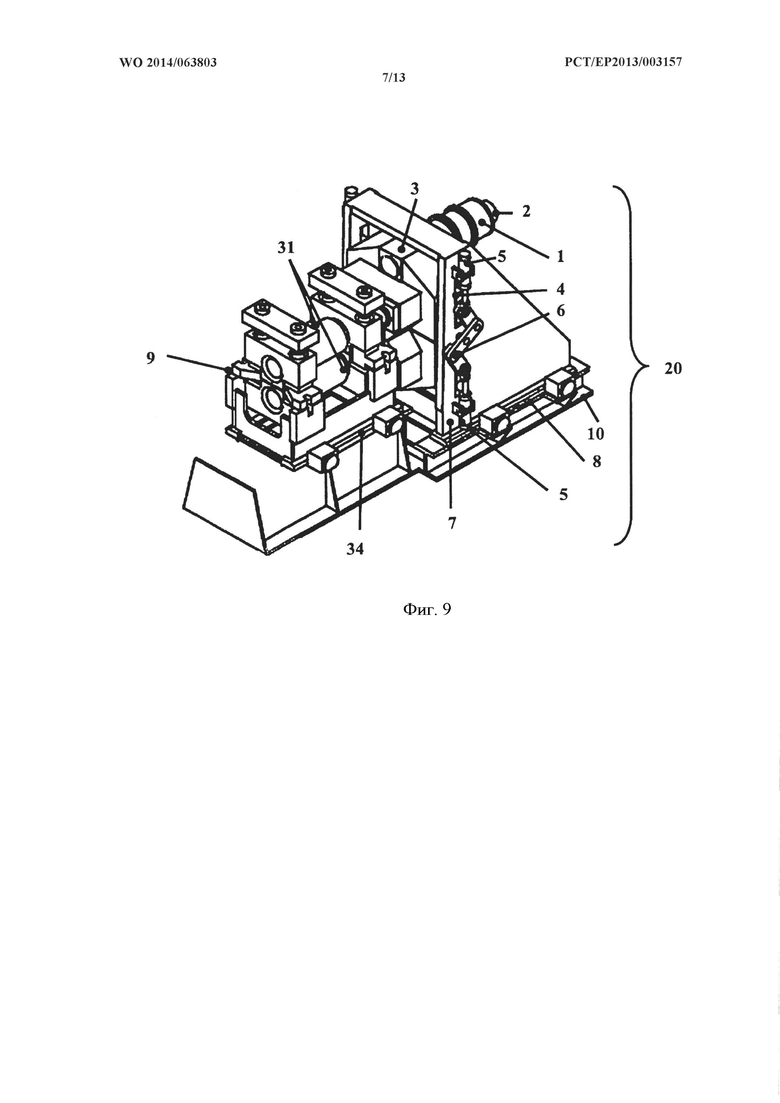
Фиг. 9 - схематичный вид спереди устройства для прокатки согласно другому варианту осуществления настоящего изобретения.
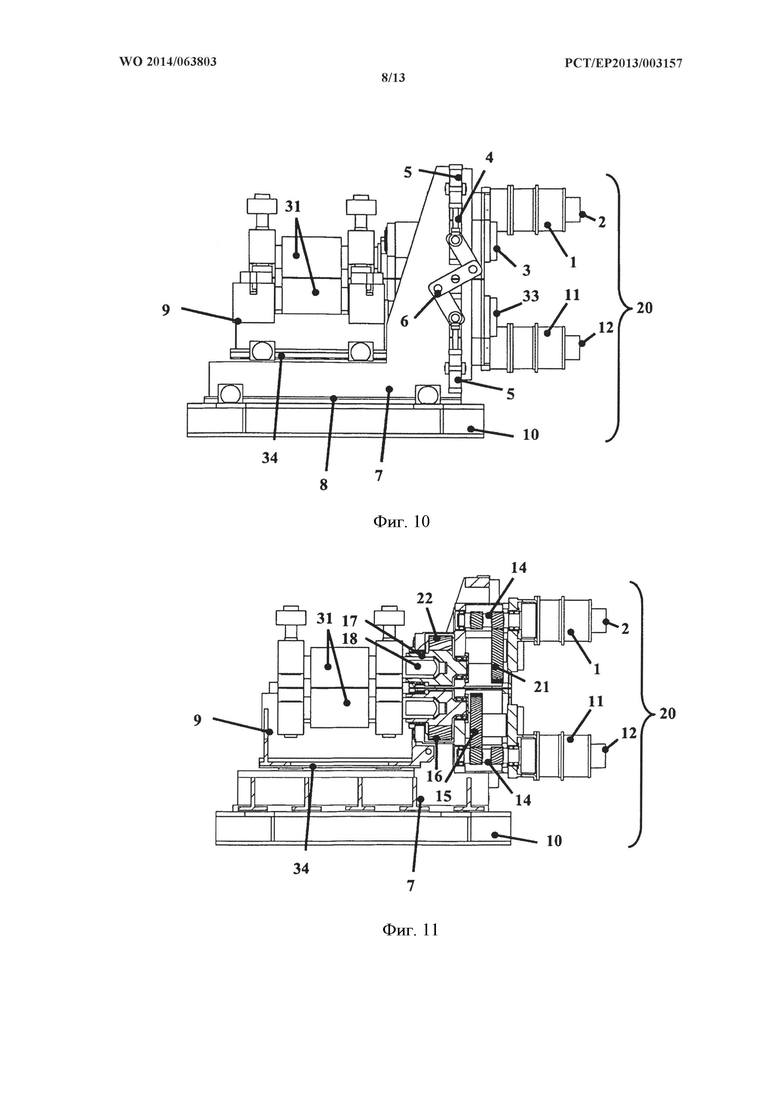
Фиг. 10 - схематичный вид спереди устройства для прокатки согласно настоящему изобретению, взаимосвязанного с горизонтальной прокатной клетью, на первом этапе корректировки валков.
Фиг. 11 - схематичный вид в разрезе представленного на фиг. 10 устройства для прокатки.
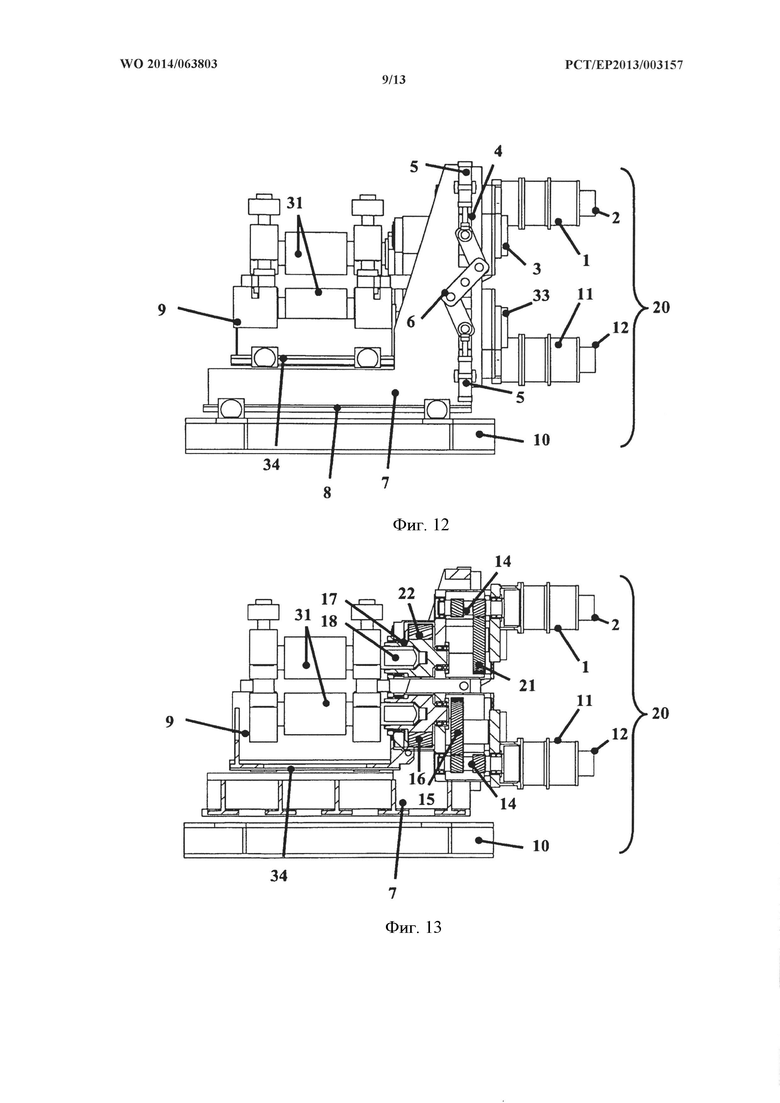
Фиг. 12 - схематичный вид спереди устройства для прокатки согласно настоящему изобретению, взаимосвязанного с горизонтальной прокатной клетью, на втором этапе корректировки валков.
Фиг. 13 - схематичный вид в разрезе представленного на фиг. 12 устройства для прокатки.
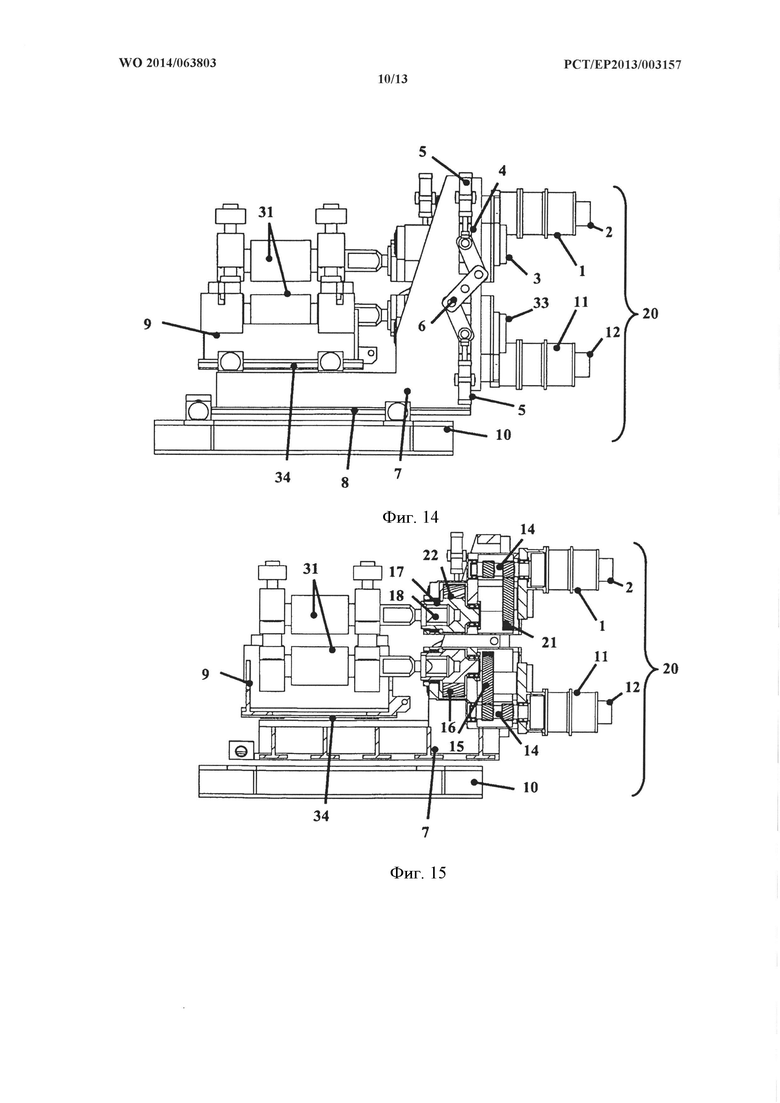
Фиг. 14 - схематичный вид спереди устройства для прокатки согласно настоящему изобретению при соединении с соответствующим прокатным картриджем горизонтальной прокатной клети.
Фиг. 15 - схематичный вид в разрезе представленного на фиг. 14 устройства для прокатки.
Фиг. 16 - схематичный вид в перспективе устройства для прокатки согласно известному уровню техники, взаимосвязанного с горизонтальной прокатной клетью.
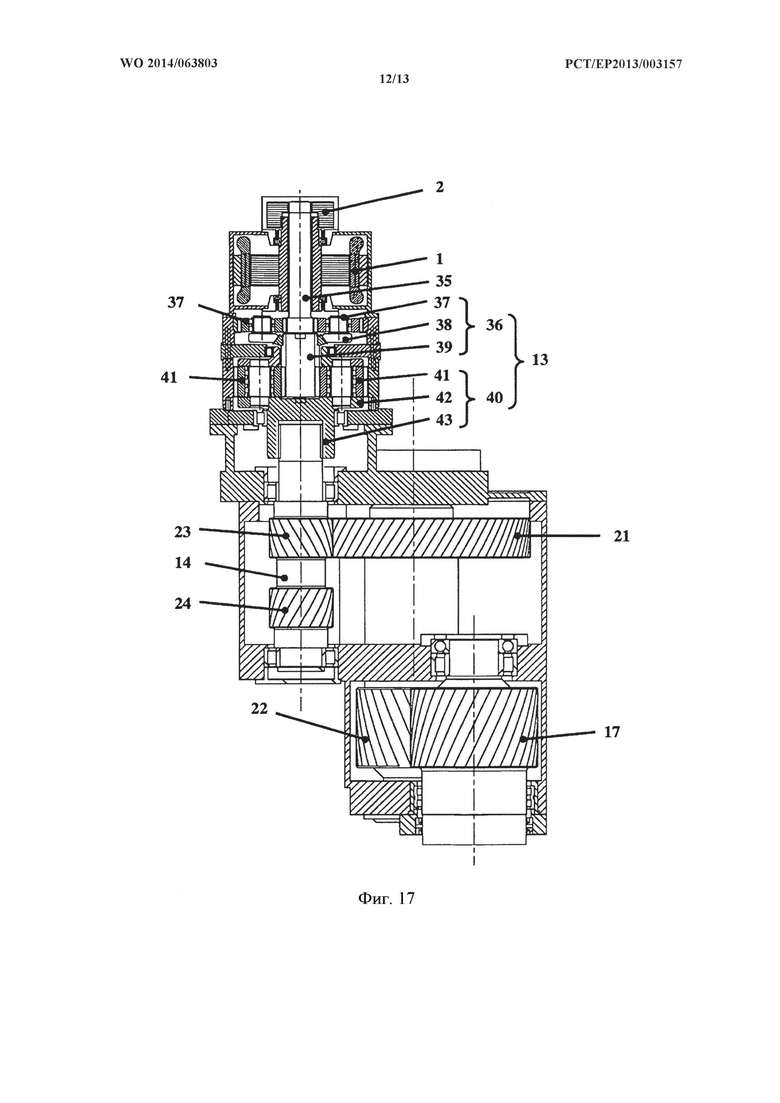
Фиг. 17 - схематичный вид в разрезе первого участка передачи между двигателем и передаточным механизмом в устройстве для прокатки согласно настоящему изобретению.
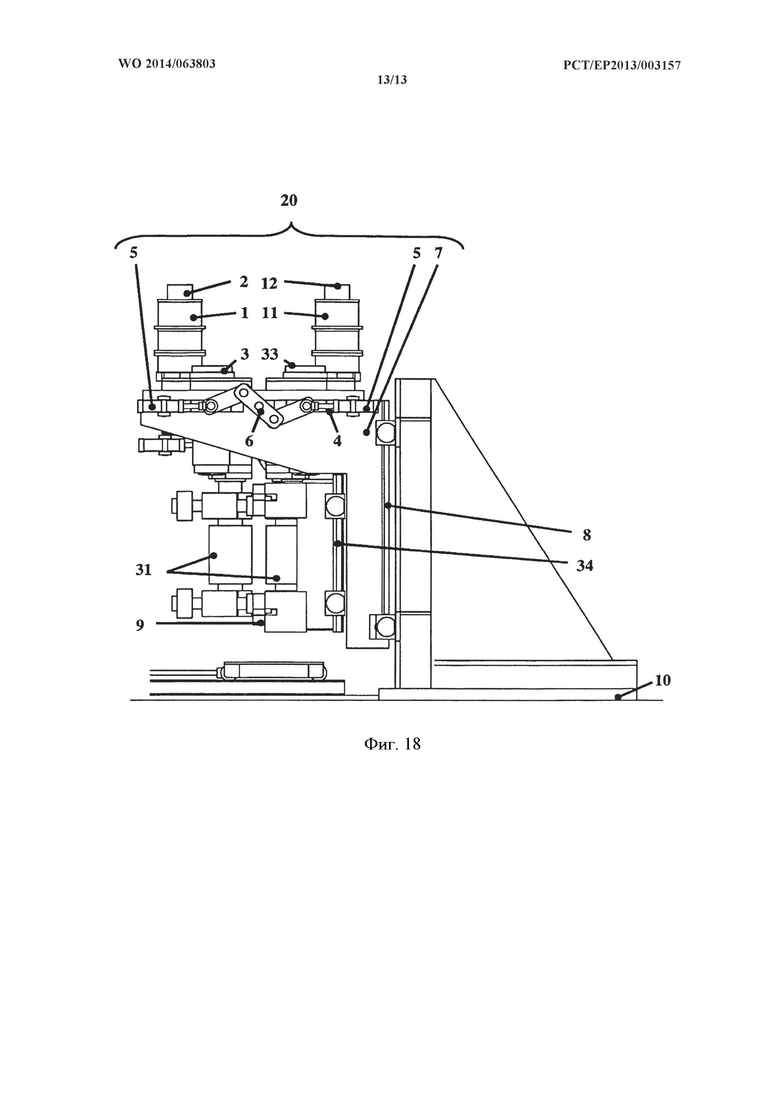
Фиг. 18 - схематичный вид спереди устройства для прокатки согласно настоящему изобретению, взаимосвязанного с вертикальной прокатной клетью.
Описание изобретения
На чертежах (фиг. 1, 2, 3, 4, 5) настоящее изобретение относится к средствам управления прокатной клети. Техническое решение согласно настоящему изобретению имеет дополнительные преимущества, поскольку, предпочтительно, используется уже существующий прокатный картридж 9 без изменений, то есть настоящее изобретение может быть осуществлено независимо от типа прокатного картриджа, используемого на стане, а также преимуществом является то, что описанное изобретение применимо для уже существующих прокатных станов.
Длинномерное металлическое изделие обрабатывается с целью получения заданного размера или площади поперечного сечения и заданного профиля, который может быть, например, круглым, овальным или эллиптическим, четырехугольным, шестиугольным L-образным, С-образным и т.д.
Согласно настоящему изобретению, каждый из валков 31 вращается соответствующим высокоскоростным электродвигателем со скоростью, предпочтительно, но не исключительно, от 3000 до 5000 об/мин. Первый электродвигатель 1 и второй электродвигатель 11 являются, предпочтительно, электродвигателями переменного тока. Валки 31 включают первый валок и второй валок, вращающиеся в противоположном направлении. Каждый электродвигатель снабжен соответствующим регулируемым инвертором, благодаря чему регулирование первого электродвигателя 1 обеспечивается независимо от второго электродвигателя 11 и наоборот. Первый прокатный валок вращается первым электродвигателем 1, а второй прокатный валок вращается вторым электродвигателем 11. Каждый из электродвигателей соединен с соответствующим прокатным валком 31 посредством передаточного механизма, то есть первый передаточный механизм 3 соединяет с соответствующим прокатным валком первый электродвигатель 1, а второй передаточный механизм 33 соединяет с соответствующим прокатным валком второй электродвигатель 11. Передаточные механизмы 3, 33, показанные на фиг. 2, 5, 6, 7, 8, снабжены валом с выходной шестерней 17, имеющей паз 19 для сцепления с втулкой 18 соответствующего валка клети или картриджа 9. Вращение валу с шестерней 17 передается от шестерни 16, составляющей единое целое с зубчатым колесом 15, и от шестерни 22, составляющей единое целое со вторым зубчатым колесом 21, приводимым во вращение саморазгружающимся валом 14, снабженным первым косозубым колесом 23 и вторым косозубым колесом 24 для передачи вращательного движения второму коронному зубчатому колесу 21. Саморазгружающийся вал 14, в свою очередь, приводится во вращение двигателем 1, 11 через планетарный редуктор 13.
Выходная шестерня 17 вращается парой шестерен - шестерней 16 и шестерней 22. Таким образом, при одном и том же внешнем размере зубчатого колеса (диаметр, ширина венца, модуль) может передаваться удвоенный крутящий момент, сравнительно с крутящим моментом, передаваемым при использовании только одного зубчатого колеса. Однако каждый из двух валков 31 должен приводиться в действие соответствующим двигателем, то есть первый двигатель 1 должен приводить в действие первый из двух валков 31, а второй двигатель 11 должен приводить в действие второй из двух валков 31. Таким образом, для каждого из двух валков 31 необходимо устройство, которое распределяет крутящий момент соответствующего двигателя точно поровну между двумя разными блоками зубчатых колес, чтобы крутящий момент передавался только первой выходной шестерне 17 соответствующего валка. С этой целью используется саморазгружающийся вал 14 с двумя зубчатыми венцами с противоположно направленными косыми зубьями - первым косозубым колесом 23 и вторым косозубым колесом 24, причем направление зубьев первого колеса 23 противоположно направлению зубьев второго колеса 24. Благодаря тому, что крутящий момент распределяется между первым косозубым колесом 23 и вторым косозубым колесом 24 поровну, имеется гарантия, что саморазгружающийся вал 14 не будет нагружен в осевом направлении и, следовательно, будет поддерживаться динамическое равновесие, поскольку осевые составляющие сил в зацеплении на первом зубчатом колесе 23 и на втором зубчатом колесе 24 одинаковы и направлены противоположно. Таким образом, тангенциальная сила в зацеплении на первом зубчатом колесе 23, на которое непосредственно передается крутящий момент, будет равна тангенциальной силе в зацеплении на втором зубчатом колесе 24, в результате чего, передаваемые указанными колесами крутящие моменты будут равны.
Планетарный редуктор 13, показанный на фиг.17, предпочтительно, имеет первую ступень 36, на которой первый входной вал 35 связан непосредственно с выходным валом двигателя 1, И или с валом, соединенным с выходным валом двигателя. Согласно предпочтительному техническому решению первый входной вал 35 редуктора непосредственно является выходным валом двигателя 1, 11, благодаря чему вес и инерционные характеристики передачи минимизируются, что является преимуществом, поскольку повышается надежность системы и снижаются затраты. Первый входной вал 35 связан с сателлитами 37 первой ступени 36 редуктора, установленные с возможностью вращения на водиле 38, вращающей второй вал 39, который в свою очередь передает вращательное движение от первой ступени 36 ко второй ступени 40 редуктора. Второй вал 39 связан с сателлитами 41 второй ступени 40, установленные с возможностью вращения на водиле 42, которое, в свою очередь, приводит во вращение третий вал 43, связанный саморазгружающимся валом 14 первого передаточного механизма 3, вращающегося первым двигателем 1, или с саморазгружающимся валом 14 второго передаточного механизма 33, связанного со вторым двигателем 11.
В настоящем изобретении с целью снижения веса и размеров конструкции предусмотрено использование двух передаточных механизмов 3, 33 с распределенным крутящим моментом. Только благодаря применению передаточных механизмов 3, 33 с распределенным крутящим моментом можно уменьшить вес конструкции сравнительно с существующими конструкциями примерно от 30 до 35%, без учета веса исключенных переходников 28 см. фиг. 16, которые обычно применяются в конструкциях известного уровня техники, а также можно снизить затраты за счет использования первого электродвигателя 1 и второго электродвигателя 11 вместо одного электродвигателя 25 согласно известному уровню техники. Дополнительные преимущества состоят в том, что можно изготовить более компактную и более легкую прокатную клеть, благодаря описанному выше уменьшению размера и снижению веса конструкций, используемых при сооружении прокатного стана и, в частности, фундамента 32 фиг. 16, который может быть уменьшен или даже исключен. Таким образом, при сравнении конструкции стана согласно известному уровню техники фиг. 16 с конструкцией стана согласно настоящему изобретению фиг. 4 можно сделать вывод, что прокатный стан согласно настоящему изобретению в целом намного компактнее, с учетом того, что обычно прокатный стан включает от 14 до 16 прокатных клетей и, при необходимости, дополнительное оборудование для финишной обработки. Два передаточных механизма 3, 33, то есть первый передаточный механизм 3 и второй передаточный механизм 33, поддерживаются несущей рамой 7. Несущая рама 7 снабжена направляющими 4, по которым два передаточных механизма 3, 33 могут перемещаться в соответствии с ориентацией прокатной клети, что позволяет согласовать положение указанных передаточных механизмов 3, 33 с направлением линии прокатки. Например, в прокатном устройстве 20, связанном с картриджем 9, содержащем горизонтально установленные валки 31, два передаточных механизма 3, 33 будут перемещаться в вертикальном направлении (см. фиг. 12). Соответственно, в прокатном устройстве 20, связанном с картриджем 9, содержащем вертикально установленные валки 31, два передаточных механизма 3, 33 будут перемещаться в горизонтальном направлении (см. фиг. 18). Перемещение двух передаточных механизмов 3, 33 можно заблокировать посредством соответствующих блокирующих средств 5, предпочтительно, гидравлического типа. К примеру, указанная блокировка может выполняться при необходимости корректировки расстояния между валками 31 в зависимости от степени их износа. В случае необходимости указанной корректировки выполняются следующие действия:
- размыкание блокирующих средств 5;
- корректировка положения передаточных механизмов 3, 33, в процессе которой они поддерживаются опорным компенсатором 6 с возможностью самоустановки, при этом передаточные механизмы 3, 33 могут перемещаться под действием приводных средств, которые могут быть гидравлическими или механическими, причем, передаточные механизмы 3, 33, перемещаясь, преодолевают лишь силу трения направляющих 4;
- смыкание блокирующих средств 5.
Например, выполнение описанных выше действий позволяет перевести два валка 31 из положения, в котором они приближены друг к другу (см. фиг. 10, 11), в положение, в котором между указанными валками 31 имеется промежуток (см. фиг. 12, 13). Опорный компенсатор 6, предпочтительно, состоит из трех рычагов, а именно:
- центрального рычага, который шарнирно соединен с несущей рамой 7 в своей средней точке между первым концом и вторым концом;
- первого рычага, который шарнирно соединен с первым концом центрального рычага и находится под воздействием первого элемента блокирующих средств 5;
- второго рычага, который шарнирно соединен со вторым концом центрального рычага и находится под воздействием второго элемента блокирующих средств 5.
Таким образом, опорный компенсатор 6, поддерживающий передаточные механизмы 3, 33, позволяет выполнять корректировку положения передаточных механизмов 3, 33. Корректировка положения первого передаточного механизма 3 и второго передаточного механизма 33 выполняется согласованно при помощи опорного компенсатора 6, поддерживающего как первый передаточный механизм 3, так и второй передаточный механизм 33, которые отстоят от несущей рамы 7.
Кроме того, предусмотрена специальная корректировка положения валков, при помощи которой можно задействовать другой калибр для прокатки изделия. Фактически, каждый прокатный валок может иметь несколько ручьев, таким образом, имеется возможность в случае износа задействованного ручья использовать новый ручей, либо, если требуется, произвести переключение на использование ручья с другими характеристиками. Конкретнее говоря, несущая рама 7 передач подвижна относительно опорной рамы 10, благодаря чему можно выполнить корректировку положения калибра валков 31. Кроме того, согласно фиг. 14 и 15, прокатный картридж 9 способен перемещаться в направляющих 34, благодаря чему его можно вставить (см. фиг. 12) или извлечь (см. фиг. 14) из прокатного устройства 20. Следует отметить, что прокатное устройство 20, предпочтительно, оснащено опорной рамой 10, предназначенной для закрепления прокатного устройства на полу. По направляющим 8, предусмотренным в опорной раме 10, перемещается несущая рама 7. Кроме того, клеть может быть оснащена направляющими 34. Направляющие 8 рамы и направляющие 34 клети могут быть расположены друг над другом (фиг. 3) или могут быть расположены в одну линию (фиг. 9), либо могут быть расположены иным образом в соответствии с конфигурацией стана.
Два валка 31 регулируются независимо друг от друга, при этом посредством инвертора и системы управления могут быть выполнены необходимые корректировки, обеспечивающие точную синхронизацию компонентов системы. Это является большим преимуществом сравнительно с прокатным устройством известного уровня техники, в котором два вала связаны единственной передачей.
Согласно настоящему изобретению отсутствует необходимость в изготовлении фундамента для редуктора и электродвигателя, благодаря чему существенно снижаются затраты на проведение строительных работ. Кроме того, поскольку устройство занимает меньше места, для его размещения требуется меньшая производственная площадь. Таким образом, настоящее изобретение обеспечивает экономичность прокатного стана, не только за счет усовершенствования системы передач, но и за счет конкретного упрощения всей конструкции.
В частности, в прокатной клети согласно настоящему изобретению предусмотрено два электродвигателя, а именно, первый электродвигатель 1 для первого прокатного валка и второй электродвигатель 11 для второго прокатного валка, которые меньше по размеру, чем единственный электродвигатель, применяемый в прокатных клетях известного уровня техники, благодаря чему сокращаются расходы и обеспечиваются лучшие характеристики касательно регулировки. Кроме того, благодаря настоящему изобретению регулирование валков выполняется независимо друг от друга, что благоприятно влияет на качество получаемого материала. Говоря конкретнее, во время процесса прокатки материала, то есть в условиях нагрузки, можно изменить скорости прокатных валков независимо друг от друга. Например, можно изменить скорость вращения одного валка относительно другого в зависимости от нагрузки и усилия, создаваемого на каждом прокатном валке, чтобы компенсировать возникшие отклонения, которые могут являться признаком износа одного валка относительно другого валка или неравномерности материала, например, неравномерности по сечению, неравномерности по температуре, разнотолщинности головной и/или хвостовой части длинномерного металлического материала и т.д. Таким образом, указанные проблемы могут быть решены за счет изменения скорости одного валка относительно скорости другого валка, установленных в одной прокатной клети, при этом создается баланс между скольжением длинномерного металлического материала и деформацией на участке, контактирующем с первым прокатным валком, который приводится в действие первым электродвигателем 1, а также деформацией на участке, контактирующем со вторым прокатным валком, который приводится в действие вторым электродвигателем 11, что способствует повышению качества и механических характеристик готового изделия. Например, согласно настоящему изобретению каждый валок регулируется независимо от другого посредством соответствующего электродвигателя, благодаря чему, в дополнение к компенсации износа калибра валков посредством изменения расстояния между валками можно компенсировать износ калибра валков посредством изменения скоростей вращения валков относительно друг друга, что невозможно выполнить в прокатных клетях известного уровня техники, снабженных всего одним электродвигателем. Отсюда следует, что техническое решение согласно настоящему изобретению обеспечивает увеличение срока эксплуатации прокатных валков, поскольку предоставляет дополнительную возможность компенсации износа калибра валков.
Исходя из вышеизложенного, согласно настоящему изобретению предлагается прокатное устройство 20, предназначенное для соединения с соответствующим картриджем или прокатной клетью 9, которая содержит два идентичных прокатных валка 31, причем первый валок имеет, по меньшей мере, один первый ручей, а второй валок имеет, по меньшей мере, один второй ручей, при этом указанные валки 31 приближены друг к другу, чтобы расположение, по меньшей мере, одного первого ручья соответствовало расположению, по меньшей мере, одного второго ручья для образования, по меньшей мере, одного калибра картриджа или клети 9, кроме того, прокатное устройство 20 содержит несущую раму 7, предназначенную для вмещения пары передаточных механизмов, из которых первый передаточный механизм 3 соединен с первым прокатным валком картриджа или клети 9, а второй передаточный механизм 33 соединен со вторым прокатным валком картриджа или клети 9, причем первый прокатный валок приводится во вращение первым электродвигателем 1 посредством первого передаточного механизма 3, а второй прокатный валок приводится во вращение вторым электродвигателем 11 посредством второго передаточного механизма 33.
Первый электродвигатель 1 и второй электродвигатель 11 могут регулироваться независимо друг от друга и/или согласованно. Например, можно обеспечить независимое регулирование одного электродвигателя относительно другого, или можно обеспечить регулирование одного электродвигателя только совместно с другим электродвигателем, из чего следует, что за счет регулирования первого электродвигателя можно достичь разности скоростей первого электродвигателя 1 и второго электродвигателя 11, причем указанная разность может быть нулевой или может принимать определенное значение, выраженное в абсолютных величинах или в процентах относительно скорости первого двигателя 1. В общем, первый электродвигатель 1 и второй электродвигатель 11 регулируются независимо друг от друга и имеют разные скорости вращения, при этом разности скоростей вращения первого электродвигателя 1 и второго электродвигателя 11 соответствует разность скоростей вращения двух валков 31 клети или картриджа 9, то есть разность скоростей вращения первого валка и второго валка. Разность скоростей вращения первого электродвигателя 1 и второго электродвигателя 11 можно регулировать, например, вручную и/или автоматически согласно параметрам прокатки, таким как:
- температура нагрева длинномерного металлического материала;
- разность температур первого прокатываемого на линии прокатки длинномерного металлического материала и второго длинномерного металлического материала, прокатываемого на линии прокатки вслед за первым материалом;
- разность температур валков после нагрева последних при проведении процесса прокатки;
- температура одного из участков длинномерного металлического материала, замеряемая термочувствительным устройством, на основании которой выполняется компенсация большего прокатного усилия, прилагаемого к участку, имеющему более низкую температуру, и/или меньшего прокатного усилия, прилагаемого к участку, имеющему более высокую температуру, сравнительно со смежными участками вдоль прутка, то есть длинномерного металлического материала;
неравномерность длинномерного металлического материала, например, неравномерность температуры, неравномерность поперечного сечения, неравномерность механической структуры, и т.д.;
- разнотолщинность длинномерного металлического материала, определяемая на основании мощности, потребляемой первым электродвигателем 1, и/или на основании мощности, потребляемой вторым электродвигателем 11, и/или на основании разности между ними;
- физические и/или механические характеристики головной и/или хвостовой части длинномерного металлического материала;
- химический состав длинномерного металлического материала, подвергаемого прокатке;
- материал, из которого изготовлены валки 31;
- износ калибра;
- один или несколько замеров поперечного сечения длинномерного металлического материала, соответственно на одном или нескольких участках линии прокатки;
- величина усилия, прикладываемого к длинномерному металлическому материалу между парой валков прокатного устройства 20;
- любое сочетание приведенных параметров.
Предусмотрен первый предохранительный переходник 2, связанный с первым электродвигателем 1, а также предусмотрен второй предохранительный переходник 12, связанный со вторым электродвигателем 11.
Функцией предохранительных переходников является защита механической передачи в случае перекосов, то есть когда прокатное изделие заблокировано в прокатном картридже из-за операционных ошибок или проблем различного рода, которые могут возникнуть, главным образом, во время запуска стана, а именно, на этапе тестирования стана. При внезапной блокировке клети механическая передача может испытывать достаточно высокие ударные нагрузки, способные вызвать повреждение некоторых компонентов. По этой причине в конструкции предусмотрен переходник с заданной величиной крутящего момента, который при достижении порога безопасности производит разъединение электродвигателя и остальной части передачи. Могут применяться разъединители разного типа, к примеру, в виде тормозных элементов или фрикционных дисков, либо гидравлического типа и т.д. Согласно техническому решению известного уровня техники разъединение электродвигателя и остальной части передачи происходит в результате расцепления зубчатого сочленения 26. Преимуществом технического решения согласно настоящему изобретению является то, что предохранительный переходник обеспечивает более надежную защиту.
Настоящее изобретение также относится к прокатному стану для производства длинномерных металлических изделий, который включает, по меньшей мере, одно прокатное устройство 20, описанное выше.
Кроме того, настоящее изобретение относится к способу прокатки для изготовления длинномерных металлических изделий посредством последовательных проходов через последовательно расположенные прокатные картриджи или клети 9 линии прокатки, включающей прокатные устройства 20, каждое из которых приспособлено для соединения с прокатным картриджем или клетью 9 причем, по меньшей мере, один прокатный картридж или клеть 9 содержит два прокатных валка 31, при этом первый валок из указанных двух валков 31 имеет, по меньшей мере, один первый ручей, а второй валок из указанных двух валков 31 имеет, по меньшей мере, один второй ручей, указанные валки 31 приближены друг к другу, при этом, по меньшей мере, один первый ручей первого валка согласуется, по меньшей мере, с одним вторым ручьем второго валка, в результате чего, формируется, по меньшей мере, один калибр картриджа или клети 9, предназначенной для механической обработки посредством прокатки длинномерного металлического изделия, проходящего через указанный, по меньшей мере, один калибр, причем способ прокатки включает, по меньшей мере, один этап корректировки разности скоростей вращения двух валков 31, а именно, первого валка и второго валка, установленных в вышеуказанном прокатном картридже или клети 9, при этом вращение первого валка и второго валка из указанных двух валков 31 регулируется независимо посредством пары передаточных механизмов, из которых первый передаточный механизм 3 предназначен для связи с первым прокатным валком картриджа или клети 9, а второй передаточный механизм 33 предназначен для связи со вторым прокатным валком картриджа или клети 9, причем первый прокатный валок приводится во вращение первым двигателем 1 посредством первого передаточного механизма 3, а второй прокатный валок приводится во вращение вторым двигателем 11 посредством второго передаточного механизма 33. Следует отметить, что указанная разность скоростей вращения первого валка и второго валка может регулироваться вручную и/или автоматически в соответствии с параметрами прокатки.
Несомненно, все вышесказанное свидетельствует о том, что настоящее изобретение обеспечивает дополнительные преимущества, так как известно, что износ материалов, в частности, материала противолежащих валков, даже, если он незначителен, происходит по разным причинам. Точнее говоря, даже незначительное изменение диаметра валков в связи с естественным постоянно возрастающим износом материала валков приводит к разным периферийным скоростям валков, при этом настоящее изобретение позволяет изменить скорость вращения одного валка относительно другого, благодаря чему, обеспечивается оптимальная прокатка и, следовательно, повышается качество изделий, рентабельность и производительность прокатного стана.
В приведенном описании настоящего изобретения были раскрыты предпочтительные варианты его осуществления со ссылкой на прилагаемые чертежи, однако для специалистов в данной области техники на основании приведенного описания будут очевидны и понятны всевозможные изменения, модификации и варианты осуществления настоящего изобретения. Таким образом, следует отметить, что изобретение не ограничено вышеприведенным описанием, Но охватывает все изменения, модификации и варианты в соответствии с прилагаемой формулой изобретения.
Перечень ссылочных позиций
В описании изобретения и на прилагаемых чертежах используются следующие ссылочные позиции:
1 - Первый электродвигатель
2 - Первый предохранительный переходник
3 - Первый передаточный механизм
4 - Направляющая
5 - Блокирующие средства
6 - Опорный компенсатор
7 - Несущая рама
8 - Направляющие в раме
9 - Прокатный картридж
10 - Опорная рама
11 - Второй электродвигатель
12 - Второй предохранительный переходник
13 - Планетарный редуктор
14 - Саморазгружающийся вал
15 - Первое коронное зубчатое колесо
16 - Вторая распределяющая крутящий момент шестерня
17 - Первая выходная шестерня
18 - Втулка
19 - Паз
20 - Прокатное устройство
21 - Второе коронное зубчатое колесо
22 - Третья распределяющая крутящий момент шестерня
23 - Первое косозубое колесо
24 - Второе косозубое колесо
25 - Один двигатель
26 - Зубчатое сочленение
27- Редуктор с двумя выходными валами
28 - Переходник
29 - Опора для переходников
30 - Регулируемый редуктор валков
31 - Валок
32 - Фундамент
33 - Второй передаточный механизм
34 - Направляющие для клети
35 - Первый входной вал
36 - Первая ступень
37 - Первый сателлит
38 - Первое водило
39 - Второй вал
40 - Вторая ступень
41 - Второй сателлит
42 - Второе водило
43 - Третий вал
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103082C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| Стан холодной периодической прокатки | 1991 |
|
SU1803212A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ АВТОМАТИЧЕСКОГО ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2389572C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН ДЛЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ, СОДЕРЖАЩИЙ КЛЕТИ С ТРЕМЯ ВАЛКАМИ, ИМЕЮЩИМИ ЭЛЕКТРОПРИВОД | 2016 |
|
RU2687522C9 |
| ВАЛ ПРИВОДА ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ НА ВАЛОК | 2013 |
|
RU2584363C1 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 2008 |
|
RU2364452C1 |
Изобретение относится к области прокатки. Устройство содержит прокатный картридж или прокатную клеть (9), каждый из которых содержит первый и второй прокатные валки, установленные с возможностью вращения посредством первого и второго электродвигателей (1), (11). Возможность упрощения механической передачи устройства обеспечивается за счет того, что оно содержит несущую раму (7), предназначенную для установки первого передаточного механизма (3) и второго передаточного механизма (33), при этом первый передаточный механизм (3) выполнен в виде блока зубчатых колес, непосредственно соединенных с выходным валом первого электродвигателя (1), а второй передаточный механизм (33) выполнен в виде блока зубчатых колес, непосредственно соединенных с выходным валом второго электродвигателя (11), причем каждый из них содержит первую выходную шестерню (17), имеющую паз (19) для соединения с втулкой (18) соответственно первого и второго валка (31). Прокатные валки (31) расположены рядом друг с другом, при этом первый передаточный механизм (3) соединен с первым прокатным валком, а второй передаточный механизм (33) соединен со вторым прокатным валком с обеспечением вращения каждой первой выходной шестерни (17) посредством, соответственно, шестерни (16), выполненной в виде единого целого с первым зубчатым колесом (15), и шестерни (22), выполненной в виде единого целого со вторым зубчатым колесом (21), при этом первое зубчатое колесо (15) и второе зубчатое колесо (21) выполнены с возможностью вращения посредством саморазгружающегося вала (14), снабженного двумя зубчатыми колесами, соответственно, первым колесом (23), передающим вращение первому зубчатому колесу (15), и вторым зубчатым колесом (24), передающим вращение второму зубчатому колесу (21). 3 н. и 16 з.п. ф-лы, 18 ил.
1. Устройство (20) для прокатки длинномерного металлического изделия, содержащее прокатный картридж или прокатную клеть (9), каждый из которых содержит два прокатных валка (31) - первый прокатный валок и второй прокатный валок, установленные с возможностью вращения в противоположном направлении, соответственно, посредством первого электродвигателя (1), соединенного первым передаточным механизмом (3) с первым прокатным валком картриджа или клети (9), и посредством второго электродвигателя (11), соединенного вторым передаточным механизмом (33) со вторым прокатным валком картриджа или клети (9),
отличающееся тем, что
оно содержит несущую раму (7), предназначенную для установки первого передаточного механизма (3) и второго передаточного механизма (33), при этом первый передаточный механизм (3) выполнен в виде блока зубчатых колес, непосредственно соединенных с выходным валом первого электродвигателя (1), а второй передаточный механизм (33) выполнен в виде блока зубчатых колес, непосредственно соединенных с выходным валом второго электродвигателя (11), причем каждый из первого передаточного механизма (3) и второго передаточного механизма (33) содержит первую выходную шестерню (17), имеющую паз (19) для соединения с втулкой (18) соответственно первого и второго валка (31),
указанные два прокатных валка (31) расположены рядом друг с другом, при этом первый передаточный механизм (3) соединен с первым прокатным валком, а второй передаточный механизм (33) соединен со вторым прокатным валком с обеспечением вращения каждой первой выходной шестерни (17) посредством, соответственно, шестерни (16), выполненной в виде единого целого с первым зубчатым колесом (15), и шестерни (22), выполненной в виде единого целого со вторым зубчатым колесом (21), при этом указанное первое зубчатое колесо (15) и указанное второе зубчатое колесо (21) выполнены с возможностью вращения посредством саморазгружающегося вала (14), снабженного двумя зубчатыми колесами, соответственно, первым колесом (23), передающим вращение первому зубчатому колесу (15), и вторым зубчатым колесом (24), передающим вращение второму зубчатому колесу (21).
2. Устройство (20) по п. 1, отличающееся тем, что указанный первый электродвигатель (1) и указанный второй электродвигатель (11) выполнены с возможностью регулировки независимо друг друга и/или согласованно.
3. Устройство (20) по п. 2, отличающееся тем, что указанный первый электродвигатель (1) и указанный второй электродвигатель (11) выполнены с возможностью регулировки независимо друг друга с разными скоростями вращения, обеспечивающими возможность вращения указанных первого и второго валков (31) с соответствующей разностью скоростей.
4. Устройство (20) по п. 3, отличающееся тем, что указанный первый электродвигатель (1) и указанный второй электродвигатель (11) выполнены с возможностью регулирования указанной разности скоростей вручную и/или автоматически в соответствии с параметрами прокатки.
5. Устройство (20) по любому из пп. 1 - 4, отличающееся тем, что указанное первое зубчатое колесо (23) и указанное второе зубчатое колесо (24) выполнены в виде, соответственно, первого косозубого колеса (23), имеющего первые косые зубья, и второго косозубого колеса (24), имеющего вторые косые зубья, причем направление первых косых зубьев первого зубчатого колеса (23) противоположно направлению вторых косых зубьев второго зубчатого колеса (24), при этом первые и вторые косые зубья противоположно ориентированы.
6. Устройство (20) по п. 5, отличающееся тем, что саморазгружающийся вал (14) установлен с возможностью вращения посредством указанного первого электродвигателя (1) или второго электродвигателя (11) через планетарный редуктор (13).
7. Устройство (20) по п. 6, отличающееся тем, что планетарный редуктор (13) имеет первую ступень (36), на которой первый входной вал (35) связан с выходным валом первого электродвигателя (1) или второго электродвигателя (11), причем указанный первый входной вал (35) связан с первыми сателлитами (37) первой ступени (36), установленными с возможностью вращения на первом водиле (38), которое приводит во вращение второй вал (39), передающий вращение от первой ступени (36) ко второй ступени (40) и связанный со вторыми сателлитами (41) второй ступени (40), установленными с возможностью вращения на втором водиле (42), которое приводит во вращение третий вал (43), связанный с саморазгружающимся валом (14).
8. Устройство (20) по п. 7, отличающееся тем, что в несущей раме (7) выполнены направляющие, в которых установлены с возможностью перемещения указанные два передаточных механизма (3, 33).
9. Устройство (20) по п. 7, отличающееся тем, что оно снабжено опорным компенсатором (6), выполненным с возможностью поддержки первого передаточного механизма (3) и второго передаточного механизма (33), которые отстоят от несущей рамы (7), для самоустановки первого передаточного механизма (3) относительно второго передаточного механизма (33) при перемещении.
10. Устройство (20) по п. 9, отличающееся тем, что опорный компенсатор (6) включает в себя три рычага:
центральный рычаг, который шарнирно соединен с несущей рамой (7) в своей средней точке между первым концом и вторым концом указанного центрального рычага,
первый рычаг, который шарнирно соединен с первым концом центрального рычага и находится под воздействием первого элемента блокирующих средств (5),
второй рычаг, который шарнирно соединен со вторым концом центрального рычага и находится под воздействием второго элемента блокирующих средств (5),
которые установлены с возможностью согласованной корректировки положения первого передаточного механизма (3) и второго передаточного механизма (33), которые отстоят от указанной несущей рамы (7), при помощи опорного компенсатора (6), поддерживающего первый передаточный механизм (3) и второй передаточный механизм (33).
11. Устройство (20) по п. 10, отличающееся тем, что указанные блокирующие средства (5) выполнены гидравлическими.
12. Устройство (20) по любому из пп. 8 – 11, отличающееся тем, что оно содержит гидравлические средства, предназначенные для перемещения первого передаточного механизма (3) и/или второго передаточного механизма (33).
13. Устройство (20) по любому из пп. 8 – 11, отличающееся тем, что оно содержит механические средства, предназначенные для перемещения первого передаточного механизма (3) и/или второго передаточного механизма (33).
14. Устройство (20) по п. 13, отличающееся тем, что содержит опорную раму (10), прикрепленную к полу, которая снабжена направляющими (8), предназначенными для перемещения несущей рамы (7).
15. Устройство (20) по п. 14, отличающееся тем, что оно содержит направляющие (34), предназначенные для перемещения указанного прокатного картриджа или клети (9).
16. Прокатный стан для прокатки длинномерных металлических изделий, содержащий последовательно расположенные устройства для прокатки, при этом он содержит по меньшей мере одно устройство (20) для прокатки по любому из пп. 1 - 15.
17. Способ прокатки длинномерных металлических изделий, характеризующийся тем, что осуществляют последовательные проходы через последовательно расположенные устройства для прокатки, каждое из которых имеет прокатные картриджи или клети (9), содержащие два прокатных валка (31), соответственно, первый прокатный валок и второй прокатный валок, вращающиеся в противоположном направлении, при этом в качестве по меньшей мере одного из указанных устройств для прокатки используют устройство (20) для прокатки по любому из пп. 1 – 15, при этом указанный способ прокатки включает, по меньшей мере один этап корректировки разности скоростей вращения указанного первого валка и второго валка, которые установлены в указанном прокатном картридже или клети (9), причем вращение указанного первого валка и второго валка из указанных двух валков (31) регулируют независимо посредством пары передаточных механизмов, из которых первый передаточный механизм (3) предназначен для соединения с первым прокатным валком картриджа или клети (9), а второй передаточный механизм (33) предназначен для соединения со вторым прокатным валком картриджа или клети (9), при этом первый прокатный валок приводят во вращение первым электродвигателем (1) посредством первого передаточного механизма (3), а второй прокатный валок приводят во вращение вторым электродвигателем (11) посредством второго передаточного механизма (33).
18. Способ по п. 17, отличающийся тем, что указанную разность скоростей вращения указанного первого валка и второго валка регулируют вручную и/или автоматически согласно параметрам прокатки соответствующих валков и/или материала, подвергаемого прокатке.
19. Способ по п. 18, отличающийся тем, что указанную разность скоростей вращения указанного первого валка и второго валка регулируют вручную и/или автоматически согласно параметрам прокатки, таким как:
- температура нагрева указанного длинномерного металлического материала;
- температура одного из участков указанного длинномерного металлического материала, замеренная термочувствительным устройством;
- неравномерность указанного длинномерного металлического материала;
- разнотолщинность указанного длинномерного металлического материала, определяемая на основании мощности, потребляемой указанным первым электродвигателем (1) и/или на основании мощности, потребляемой указанным вторым электродвигателем (11), и/или на основании разницы между ними;
- физические и/или механические характеристики головной и/или хвостовой части указанного длинномерного металлического материала, химический состав указанного длинномерного металлического материала, материал, из которого изготовлены указанные валки (31);
- износ калибра, образованного между указанными валками (31);
- поперечное сечение указанного длинномерного металлического материала, измеренное посредством одного или несколько замеров, выполненных на одном или нескольких участках указанной линии прокатки;
- величина усилия, прилагаемого к указанному длинномерному металлическому материалу между парой валков указанного прокатного устройства (20);
- разность температур первого прокатываемого на указанной линии прокатки длинномерного металлического материала и второго длинномерного металлического материала, прокатываемого на указанной линии прокатки вслед за первым материалом;
- разность температур указанных валков (31) после нагрева последних при проведении процесса прокатки и/или сочетание указанных параметров.
| WO 9832549 A1, 30.07.1998 | |||
| Способ устранения искажений, вносимых разверткой зеркальным барабаном | 1940 |
|
SU62044A1 |
| ПРОКАТНЫЙ СТАН МОДУЛЬНОГО ТИПА ДЛЯ ЧИСТОВОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102165C1 |
| Подшипник качения упорный | 1983 |
|
SU1247592A1 |

