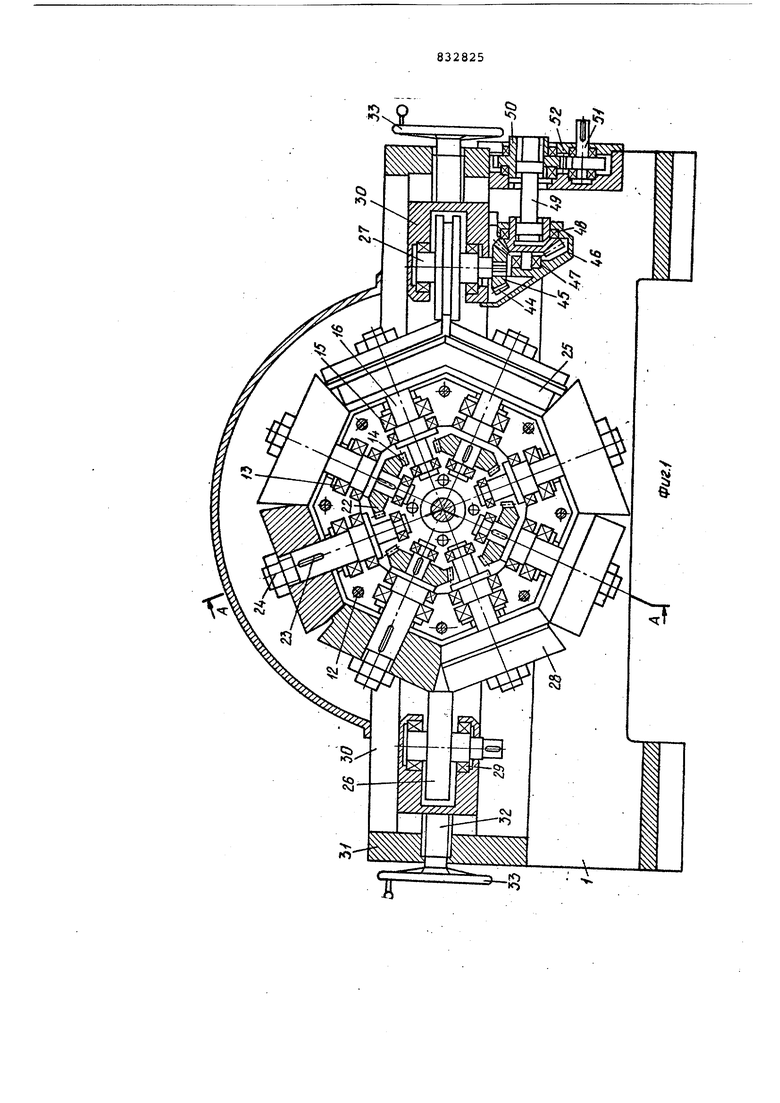
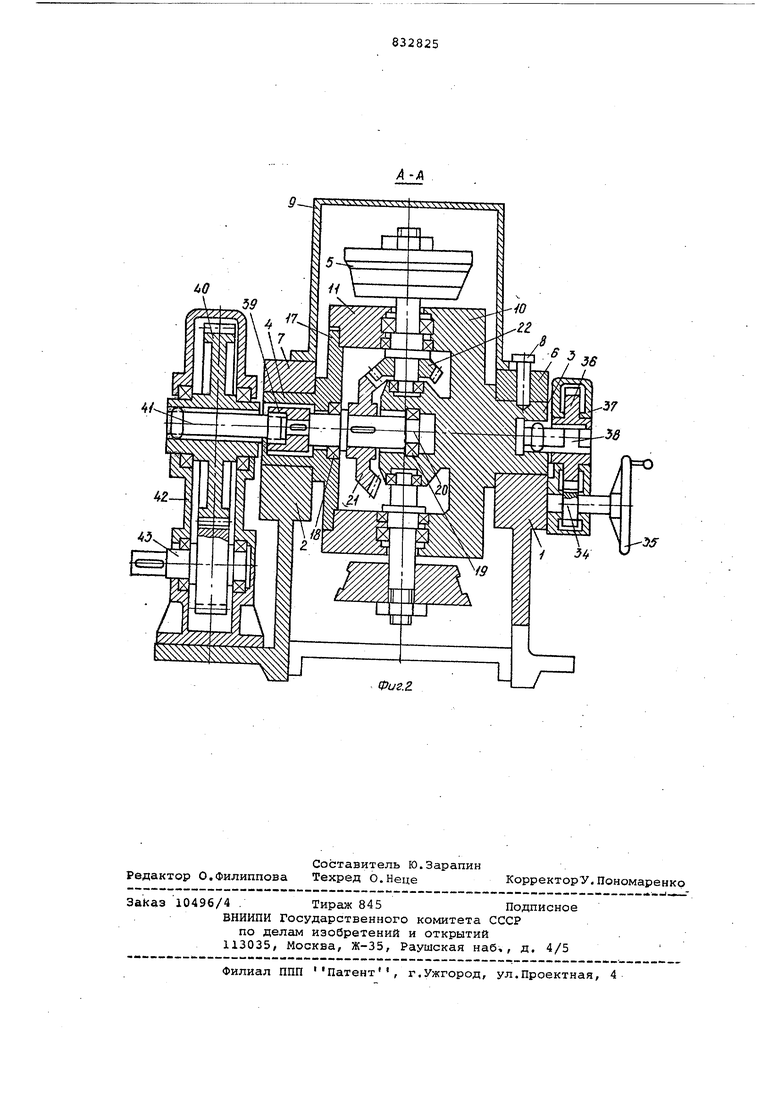
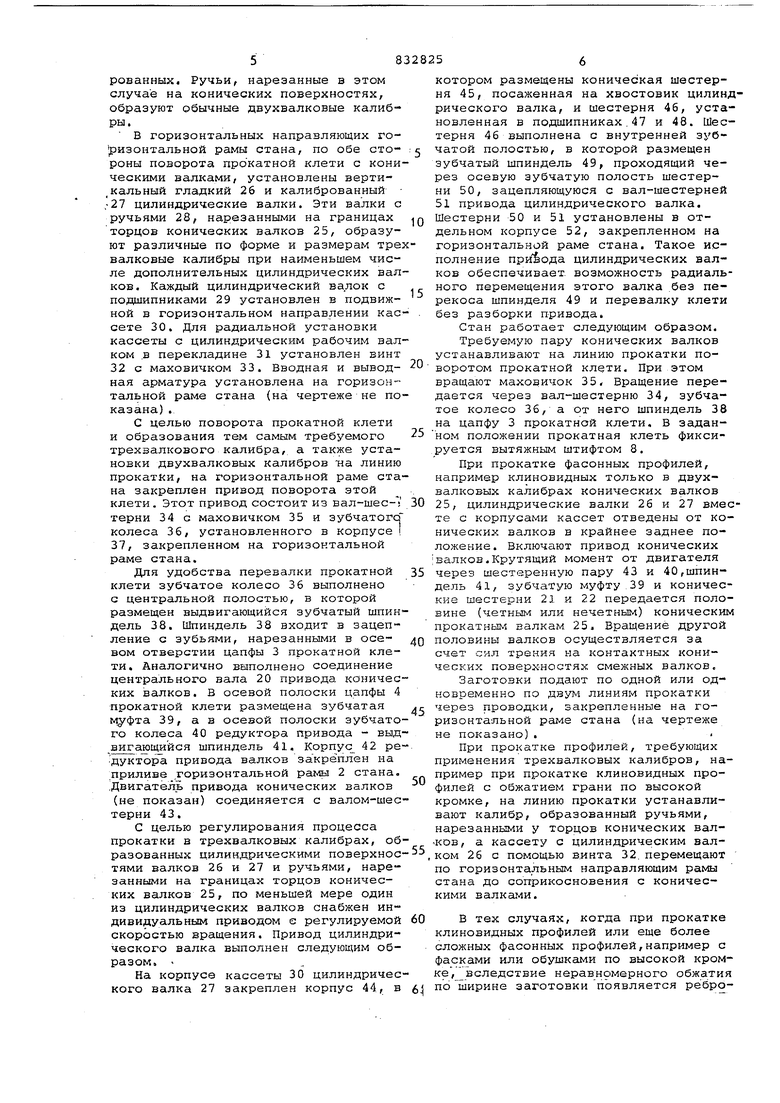
Изобретение относится к технике прокатного производства и предназначено для использования при прокатке фасонных профилей преимущественно кли новидного типа. Для производства медных клиновидных полос, используемых для коллекторов электромашин, колосниковых профилей для щелевых сит, трапециевидной проволоки для изготовления пружин, пружинных шайб и канатов закрытой кон струкции известен способ прокатки кли новидных профилей, по которому валки выполняют коническими, устанавливают эти валки под углом друг к другу так что оси их пересекаются со стороны меньших диаметров, а заготовку обжима ют в большей степени по кромке, обращенной к точке пересечения осей валков 1 . Это позволяет исключить ребровой изгиб полосы на выходе из валков. Этот способ прокатки клиновидных профилей может быть осуществлен с помощью прокатных клетей, снабженных коническими валками, например, с помощью модернизированных клетей дуо или клетей с многовалковыми калибрами 2 . в такой клети некоторые из рабо- чих валков выполнены коническими с ручьями на конических поверхностях и на границе оснований конусов. Валки установлены так, что ручьи, нарезанные на границах оснований валков, образуют многовалковый калибр с цилиндрическим .валком или с другими коническими валками, а ручьи, нарезанные на конических поверхностях валков , образуют двухвалковые калибры. Это позволяет увеличить сортамент прокатываемых профилей на одной клети. Однако точные клиновидные профили, насчитывающие многие тысячи типоразме- ров,производятся малотоннажными партиями, что требует применения более универсальных прокатных клетей,отличаю.щихся к тому же высокой жесткостью. Известна, прокатная клеть (3) являющаяся наиболее близким техническим решением/ которая позволяет увеличить сортамент прокатываемых профилей и имеет высокую жесткость. Основной отличительной особенностью этой клети является консольное расположение конических-рабочих валков с пересекающимися осями, расположенных на внешней стороне кольцевой станины, внутреннее расположение шестерен, посаженных на концах валков, за цепленных с зубчатым коническим коле сом привода/ имеющего шпиндели, уста новх енным внутри кольцевой станины; наличие фланцев с радиальными пазами в которых размещены кассеты с цилинд рич-ескими рабочими валками, образую™ ,щие многовалковые калибры с коническими валксши, Кольденая станина прокатной клети снабжена цапфой, распол женной в горизонтальной расточке рамы и снабженной стопорным устройством, которое исключает поворот стани ны вокруг оси параллельной оси прокатки. Недостатком этой клети является: наличие фланцев по бокам конических валков, что затрудняет их перевалку и регулировку; для образования много валковых калибров необходимо наличие большого количества цилиндр ических рабочих валков с устройствами для ос вой и радиальной установки; отсутствие привода, цилиндрических рабочих валков. Все это усложняет устройство и обслуживание клети, увеличивает ме таллоемкость и стоимость ее изготовления , Целью настоящего изобретения является расширение сортамента прокатываемых клиновидных профилей, более полное использование установленного оборудования и уменьшение металлоем кости стана. Указанная цель достигается тем, что стан, включаЕОЩий прокатную клеть с консольными коническими рабочими валками, опирающимися друг на друга коническими бочками, оси которых пересекаются в центре кольцевой станины, установленной на цапфах с возмож ностью по.вороуа вокруг своей оси и снабженной приводом конических валков, содержащим шпиндели и цилиндри ческие валки, образующие многовалковые калибры с ручьями, нарезанными у торцев конических валков, снабжен горизонтальной рамой с направляющими, на которой прокатная клеть с коническими валками установлена на горизонтальных цапфах и которая снабже на приводом поворота э.той клети вокруг оси,, параллельной оси прокатки, а цилиндрические валки установлены в горизонтальных направляющих рамы вертикально по обе,стороны оси вращения клети и снабжена устройствами для их радиальной и осевой установки Такое исполнение стана позволяет формировать различные по размерам и форме многовалковые калибры и тем самым уменьшить количество цилиндрических валков и устройств для их регулировки. Один из цилиндрических валков или каждый из них, кроме того, снабжен отдельным приводом с регулируемой скоростью вращения. Привод этого вал ка смонтирован в горизонтальной раме стана, что позволяет воздействовать на процесс прокатки путем изменения скорости вращения цилиндрического валка по отношению к скорости вращения конических валков и независимо от них, С целью упрощения перевалки,про-катной клети с коническими валками, цапфы этой клети выполнены полыми.В одной из цапф размещен вал привода конических валков с зубчатой муфтой, а в другой нарезаны внутренние зубья.Шестерня привода конических валков и шестерня привода поворота клети снабжены сквозными осевыми отверстиями,в которых размещены выдвигающиеся шпиндели.Такая конструкция позволяет про изводить перевалку клети с коническими валками без демонтажа привода поворота клети и привода рабочих валков. На фиг, 1 изображен общий вид стана с разрезом; на фиг. 2 - разрез А-Л на фиг, 1. В цилиндрических расточках горизонтальной рамы, состоящей из двух половин 1 и 2 на цапфах 3 и 4 установлена поворотная прокатная клеть 5 с консольными коническими валками. Крепится прокатная клеть б и 7. От произвольного поворота клеть фиксируется стопорным штифтом 8, размещенным в накладе 7. Верхняя часть прокатной клети закрыта съемным кожухом 9. Поворотная прокатная клеть консольными коническими валками состоит из кольцевой станины, выполненной из двух частей 10 и 11, соединенных между собой в плоскости, перпендикуллярной к оси прокатки, болтами 12. В радиальных расточках станины на радиальных подшипниках 13 и 14 и упорных 15 установлены валы 16.В центральной полости станины,закрытой крышкой 17 с цапфой 4,установлен на подшипниках 18 и 19 центральный вал привода 20. На этом валу закреплено зубчатое Колесо 21, которое входит в зацепление с коническими зубчатыми шестернями 22, насаженными на четные (или нечетные) валы 16. В клети установлено четное число, но не менее четырех таких валов. На консольных-хвостовиках валов 16 с наружной стороны станины с помощью шпонок 23 и гаек 24 закреплены прокатные конические валки 25. Путем затяжки гаек 24 создается предварительное нагружение валков по коническим поверхностям,что позволяет исключить изгиб рабочих валков и повысить жеСткость клети в целом. На конических поверхностях валков могут прокатываться различные фасонные профили- клиновидного типа. Прокатка может осуществлять как в гладких конических валках, таки в калиброванных. Ручьи, нарезанные в этом случае на конических поверхностях, образуют обычные двухвалковые калибры. В горизонтальных направляющих горизонтальной рамы стана, по обе стороны поворота прокатной клети с кони ческими валками, установлены верти кальный гладкий 26 и калиброванный ,-27 цилиндрические валки. Эти валки с ручьями 28, нарезанными на границах торцов конических валков 25, образуют различные по форме и размерам тре валковые калибры при наименьшем числе дополнительных цилиндрических вал ков. Каждый цилиндрический валок с подшипниками 29 установлен в подвижной в горизонтальном направлении кас сете 30. Для радиальной установки кассеты с цилиндрическим рабочим вал ком .в перекладине 31 установлен винт 32 с маховичком 33. Вводная и выводная арматура установлена на горизонтальной раме стана (на чертеже не по казана) . С целью поворота прокатной клети и образования тем самым требуемого трехвалкового калибра, а также установки двухвалковых калибров на линию прокатки, на горизонтальной раме ста на закреплен привод поворота этой клети. Этот привод состоит из вал-шес-7 терни 34 с маховичком 35 и зубчатогсГ колеса 36, установленного в корпусе 37, закрепленном на горизонтальной раме стана. Для удобства перевалки прокатной клети зубчатое колесо 36 выполнено с центральной полостью, в которой размещен выдвигающийся зубчатый шпин дель 38. Шпиндель 38 входит в зацеп™ ление с зубьями, нарезанными в осевом отверстии цапфы 3 прокатной клети. Аналогично выполнено соединение центрального вала 20 привода коничес ких валков. В осевой полоски цапфы 4 прокатной клети размещена зубчатая муфта 39, а в осевой полоски зубчато го колеса 40 редуктора привода - выд вJlгaJpI ийcя шпиндель 41. Корпус 42 ре дуктора привода валков закрёплен на приливе горизонтальной рамы 2 стана, Двигатель привода конических валков (не показан) соединяется с валом-шес терни 43. С целью регулирования процесса прокатки в трехвалкозых калибрах, об разованных цилиндрическими поверхностями валков 26 и 27 и ручьями, нарезанными на границах торцов конических валков 25, по меньшей мере один из цилиндрических валков снабжен индивиду альньм приводом е регулируемой скоростью вращения. Привод цилиндрического валка вьгаолнеьс следующим образом. На корпусе кассеты 30 цилиндричес кого валка 27 закреплен корпус 44., в котором размещены коническая шестерня 45, посаженная на хвостовик цилиндрического валка, и шестерня 46, установленная в подшипниках.47 и 48. Шестерня 46 выполнена с внутренней зубчатой полостью, в которой размещен зубчатый шпиндель 49, проходящий через осевую зубчатую полость шестерни 50, зацепляющуюся с вал-шестерней 51 привода цилиндрического валка. Шестерни 50 и 51 установлены в отдельном корпусе 52, закрепленном на горизонтальной раме стана. Такое исполнение цилиндрических валков обеспечивает, возможность радиального перемещения этого валка .без перекоса шпинделя 49 и перевалку клети без разборки привода. Стан работает следующим образом. Требуемую пару конических валков устанавливают на линию прокатки поворотом прокатной клети. При этом вращают маховичок 35, Вращение передается через вал-шестерню 34, зубчатое колесо 36, а от него шпиндель 38 на цапфу 3 прокатной клети, В заданном положении прокатная клеть фиксируется вытяжным штифтом 8. При прокатке фасонных профилей, например клиновидных только в двухвалковых калибрах конических валков 25, цилиндрические валки 26 и 27 вместе с корпусами кассет отведены от конических валков в крайнее заднее положение. Включают привод конических iвалков.Крутящий момент от двигателя через шестеренную пару 43 и 40,шпиндель 41, зубчатую муфту.39 и конические шестерни 21 и 22 передается половине (четным или нечетным) коническим прокатным валкам 25. Вращение другой половины валков осуществляется за счет сил трения на контактных конических поверхностях смежных валков. Заготовки подают по одной или одновременно по двум линиям прокатки через проводки, закрепленные на горизонтальной раме стана (на чертеже не показано). При прокатке профилей, требующих применения трехвалковых калибров, например при прокатке клиновидных профилей с обжатием грани по высокой кромке, на линию прокатки устанавливают калибр, образованный ручьями, нарезанными у торцов конических вал-ков, а кассету с цилиндрическим валком 26 с помощью в.инта 32. перемещают по горизонтальным направляющим рамы стана до соприкосновения с коническими валками. В тех случаях, когда при прокатке клиновидных профилей или еще более сложных фасонных профилей,например с фасками или обу.шками по высокой кромке, вследствие неравномерного обжатия п° ширине заготовки появляется ребровой изгиб полосы, прокатку ведут с приводным цилиндрическим валком. Для этого валок 27 перемещают к выбранHOff конической паре валков до образо вания требуемого калибра. Включают привод .конических валков и привод цилиндрического валкеь Задают пробную заготовку через вводную арматуру при снятой выводной арматуре. Если полоса на выходе валков получает реб ровой изгиб в сторону менее обжатой кромки, скорость вращения цилиндрического валка увеличивают. Это приво дит к увеличению скорости течения ме талла по менее обжатой кромке и выравниванию этой скорости на выходе из валков по всему сечениюполосы. При достижении прямолинейности выхода полосы из валков фиксируют уровен скорости цилиндрического валка и устанавливают выводную арматуру. В случае, если полоса на выходе из валков при пробной прокатке изгибается в сторону менее обжатой кромки, то скорость цилиндрического валка уменьшают. При этом цилиндрический валок уменьшает скорость течения металла со стороны менее обжатой кро ки и обеспечивает выравнивание скорости выхода металла по всему сечению полосы. После пробной прокатки устанавливают выводную арг атуру. и ве дут прокатку на установленном режиме При перевалке конических валков 25 снимают кожух 9, отвинчивают гайки 24 и поочередно снимают конические валки-. При этом для съема последующих валков клеть поворачивают с помощью привода ее поворота до у;1обного расположения валка. Устанавлива ют конические валки в обратной после довательности Для замены прокатной клети, напри мер при изменении конусности валков и их числа в клети, снимают кожух 9, демонтируют накладки б и 7, закрепле ные болтами (на чертеже не показаны) вынимают из зубчатых колес 36 и 40 шпиндели 38 и 41 и с помощью крана вынимают клеть из расточек горизонтальной рамы .стана. Вновь подготовле ную к прокатке клеть устанавливают в стан в обратной последовательности. Вертикальные цилиндрические валки переливают в следующей -последователь ности; из зубчатого колеса 50 извле. кают шпиндель 49, вращением маховичка 33 вывинчивают винт 32 в крайнее положение, через верхнее окно в раме стана извлекают кассету с цилиндрическим, валком вместе с коническими шестернями 45 и 46 и корпусом 44. Стан для прокатки клиновидных высокой точности профилей обладает уни версальностью, что позволяет иметь минимум сменных рабочих валков, не требует применения сложных шарнирных шпинделей, технологичен в изготовлении и обслуживании. Формула изобретения 1.Стан для прокатки клиновидных профилей, включающий прокатную клеть с консольными коническими рабочими валками, опирающимися друг на друга коническими бочками, оси которых пересекаются в центре кольцевой станины, установленной на цапфах с возможностью поворота вокруг своей оси и снабженной приводом конических валков, содержащим шпиндели, и цилиндрические валки, образующие многовалковые калибры с ручьями, нарезанными у торцов конических валков, отличающийся тем, что, с целью увеличения сортамента прокатываемых профилей и более полного использования установленного оборудования, он снабжен горизонтальной рамой с направляющими, в которой прокатная клеть с консольными коническими валками установлена на горизонтальных цапфах и которая-снабжена приводом поворота этой клети вокруг оси, параллельной оси прокатки, а цилиндрические валки установлены в горизонтальных направляющих рамы вертикально по обе стороны оси вращения клети, и снабжены устройствами для их радиальной и осевой установки. 2.Стан по п. 1, отлича ющ и и с я тем, что, с целью регулирования процесса прокатки клиновидных профилей, по меньшей мере один цилиндрический валок снабжен отдельным приводом с регулируемой скоростью вращения этого валка. 3.Стан по п. 1, отличающий с я тем, что с целью перевалки прокатной клети с коническими валками, обе цапфы выполнены с осевыми отверстиями, в одном из которых размещен вал привода конических валков с зубчатой муфтой, а в другом нарезаны внутренние зубья, шестерни привода конических валков и Привода поворота клети выполнены с осевыми отверстиями, в которых свободно размещены шпиндели привода. Источники информации, принятые во вн11мачие при экспертизе 1.Авторское свидетельство СССР по заявке 2536514/22-02, кл. В 21 В 1/08, 1977. 2.Авторское свидетельство СССР № 498048, кл. В 21 В 13/10, 1974. 3.Авторское свидетельство СССР 601862, кл. В 21 В 13/10, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1975 |
|
SU601862A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |