1
Изобретение относится к области термической обработки и может быть использовано при изготовлении дереворежущих круглых пил.
Цель изобретения - повышение эксплуатационной устойчивости диска пилы.
Пример. Проводилось изготовление круглых пил из стали 9ХФ диаметром 500 м и толщиной 2,5 мм. После закалки при 860 С в масле отпуск п;1л проводился при 520 С, охлаждение с температуры отпуска осуществлялось в неравномерном осесимметричном поле, центральная зона которого радиусом 0,8 от радиуса диска имела температуру 20 а периферийная зона - 80 С. Заданные условия обеспечивались охлаждением в штампах с водоохлаждаемой центральной частью.
2
Сравнительная оценка напряженного состояния дисков пил после обработки по предлагаемому и известному способам приведена в таблице.
Известный Предлагаемый
Составитель С.Подгурский Редактор В.Данко Техред Н.Глущенко Корректор Л.Пилипенко
Заказ 7603/29 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
10
850282
Увелтсение частот собственных колебаний указывает на повышение эксплуатационной устойчивости пил. Кроме того, предложенный способ позволит снизить трудоемкость и энергозатраты при изготовлении круглых пил, так как он технически проще осуществим, чем известный. Формула изобретения
Способ изготовления кругльг пил, включающий вырезку диска, закалку, отпуск, совмещенный с созданием остаточных растягивающих напряжений в периферийной зоне диска шириной 0,2 радиуса диска, насечку зубьев и тлифование, отличающий- с я тем, что, с целью повыщения эксплуатационной устойчивости пил, при отпуске производят равномерный нагрев диска до температуры отпуска, а охлаждение проводят в осесимметричном неравномерном по радиусу
15
20
25
температурном поле, имеющем температуру центральной зоны 0-80 С, а периферийной зоны на 10-100°С выше.
155 176
248 284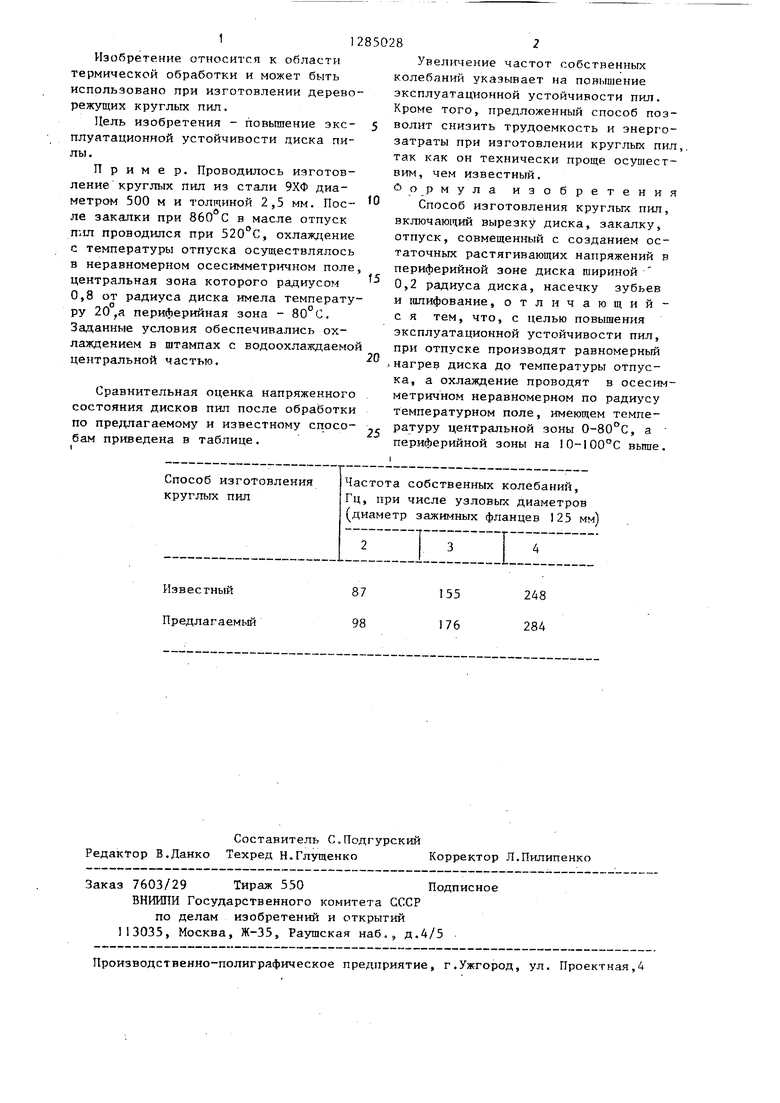
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки дисков круглых пил | 1980 |
|
SU1004479A1 |
| Способ термической обработки стальных дисков | 1986 |
|
SU1411345A1 |
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
| Способ изготовления круглых пил | 1980 |
|
SU912371A1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| Устройство для отпуска дисковых пил | 1990 |
|
SU1770404A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1996 |
|
RU2113512C1 |
| Способ электроконтактной закалки вершин зубьев дисковых пил и устройство для его осуществления | 1990 |
|
SU1786140A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1997 |
|
RU2112053C1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
Изобретение относится к термической обработке и может быть использовано при изготовлении дереворежущих круглых пил. Цель изобретения повышение эксплуатационной устойчивости диска пилы. Изготавливают круглые пилы из стали 9ХФ диаметром 500 мм и толщиной 2,5 мм. После закалки при 860 с в масле отпуск проводят при 520 С, охлаждение с температуры отпуска осуществлялось в неравномерном осесимметричном поле, центральная зона которого радиусом 0,8 от радиуса диска имеет температуру 20°С, а периферийная зона - 80°С. Заданные условия обеспечивались охлаждением в штампах с водоохлаждаемой центральной частью. Частота собственных колебаний при оценке напряженного состояния дисков пил составила . , соответственно по прототипу и изобретению 248,284 Гц. 1 табл. СЛ
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки дисков круглых пил | 1980 |
|
SU1004479A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
