Изобретение относится к области получения композитных биметаллических изделий с использованием технологии литья по газифицируемым моделям.
Известен способ изготовления композиционных чугунных отливок, при котором вставки из легирующей композиции вклеивают в пенополистирольную модель, которую затем размещают в литейной форме и заливают расплавом серого чугуна. Материал вставки содержит легирующие материалы и материалы, обеспечивающие протекание на границе вставки самораспространяющегося высокотемпературного синтеза при заполнении формы жидким чугуном (патент РФ 2207218, МПК B22D 27/18, приоритет 01.08.2001, опубл. 27.06.2003).
Недостатком этого способа является то, что применение самораспространяющегося высокотемпературного синтеза приводит к местному перегреву, короблению вставки и основного материала, а также перемешиванию металлов. Точно управлять химическим составом полученного сплава в этом случае очень сложно.
Известен также способ получения композиционных отливок методом литья по газифицируемым моделям (патент РФ 2514250, МПК В22С 9/04, приоритет 17.09.2012, опубл. 27.04.2014), который включает изготовление моделей из пенополистирола, фиксирование вставок в модели, размещение моделей в опоке и заливку их металлическим расплавом. При этом в данном способе предусматривается за счет регулирования состава вставок формировать переходный слой требуемых толщины и свойств. Вставки согласно этому способу представляют собой металлический контейнер, в котором располагают легирующие материалы в виде скомпактированных порошков, которые производят легирование основного сплава в месте размещения контейнера.
Недостатком этого способа является неуправляемое перемешивание металла контейнера, содержащего легирующие порошкообразные материалы, с жидким металлом основного сплава. При этом зона легирования может смещаться, так как порошкообразные материалы имеют существенно меньшую плотность. Кроме того, материал контейнера не всегда расплавляется в основном сплаве и легирования основного сплава не произойдет.
Данный способ по совокупности признаков: получение композиционного биметаллического изделия с использованием технологии литья по газифицируемым моделям, принят за прототип.
Изобретение решает задачу получения композиционных изделий с гарантированными составом и свойствами основного сплава и сплава вставки, которая надежно располагается в заданном месте отливки.
Поставленная задача решается тем, что в способе получения композиционных (биметаллических) изделий литьем по газифицируемым моделям, включающем изготовление модели литого изделия из пенополистирола, фиксирование в модели металлических вставок из сплава с необходимыми свойствами, вставку в виде пластины заданных геометрических размеров и формы размещают на внутренней формообразующей поверхности пресс-формы для спекания модели из пенополистирола или в выполненном на этой поверхности углублении, которое имеет форму и размеры, соответствующие размерам и форме вставки. Для закрепления вставки в пенополистироле модели вставка в виде пластины снабжается ребрами прямоугольного или трапециевидного сечения с обратным уклоном. При заполнении формы предварительно вспененным пенополистиролом, спекании его и получении, таким образом, модели изделия металлическая вставка окажется размещенной и закрепленной в модели. Размещение модели и литниковой системы в опоке, заполнение ее песком и заливка жидким металлом основного сплава приводят к получению при определенных условиях биметаллического изделия, состоящего из металла основного сплава и металла металлической вставки, соединенных между собой зоной расплавленного металла вставки.
Задача решается также тем, что для закрепления металлической вставки в виде пластины ее поверхность, прилегающую к пенополистиролу модели, выполняется с шероховатостью выше Ra 2,5 или рисками глубиной 0,01-0,5 мм.
Задача решается также тем, что для гарантированного сплавления поверхностного слоя вставки с основным металлом ее толщина выбирается в пределах 0,05-0,10 от толщины основного металла в месте расположения вставки.
Задача решается также тем, что температура заливки жидкого металла должна находиться в пределах 1,045-1,065 ликвидуса основного сплава, что при заданных условиях заливки обеспечивает сплавление металла вставки и основного сплава.
Предложенный способ заключается в том, что вставка выполняется из однотипного с основным, матричным, сплава, например вставка из стали деформированной сплавляется со сталью литой. Для этого вставка выполняется в виде пластины, которая имеет заданную форму и размеры и ребра прямоугольного или трапециевидного сечения. Вставка вкладывается в пресс-форму для модели из пенополистирола, после спекания которого она соединяется с моделью за счет того, что пенополистирол зацепляется за шероховатость металла вставки. Для лучшего сцепления поверхность вставки должна иметь повышенную, больше Ra 2,5, шероховатость, которую можно создать пескоструйной или дробеструйной обработкой. Также устойчивого сцепления вставки с пенополистиролом предлагается достичь нанесением на нее механическим инструментом рисок глубиной 0,01-0,5 мм.
Для гарантированного сплавления поверхностного слоя вставки с основным металлом ее толщина выбирается в пределах 0,05-0,10 от толщины основного металла в месте расположения вставки. В этом случае в результате теплообмена между жидким металлом и твердой вставкой поверхность вставки расплавится, и она соединится с основным металлом. Если толщина вставки будет ниже указанного предела, то произойдет повышенное коробление вставки и потеря общей геометрии изделия. Но если толщина вставки будет выше указанного предела, то не произойдет сплавления ее с основным металлом, так как его температура в месте контакта со вставкой после теплообмена с ней будет не достаточна.
При этом температура заливки жидкого металла для обеспечения сплавления поверхности вставки и основного сплава должна находиться в пределах 1,045-1,065 ликвидуса основного сплава.
Технический результат: закрепление металлической вставки в модели из пенополистирола и достижение эффекта сплавления вставки с основным сплавом с целью получения композиционных металлических изделий с заданными свойствами за счет соответствующего задаче выбора сплава вставки и основного литого сплава изделия.
Примеры конкретного исполнения
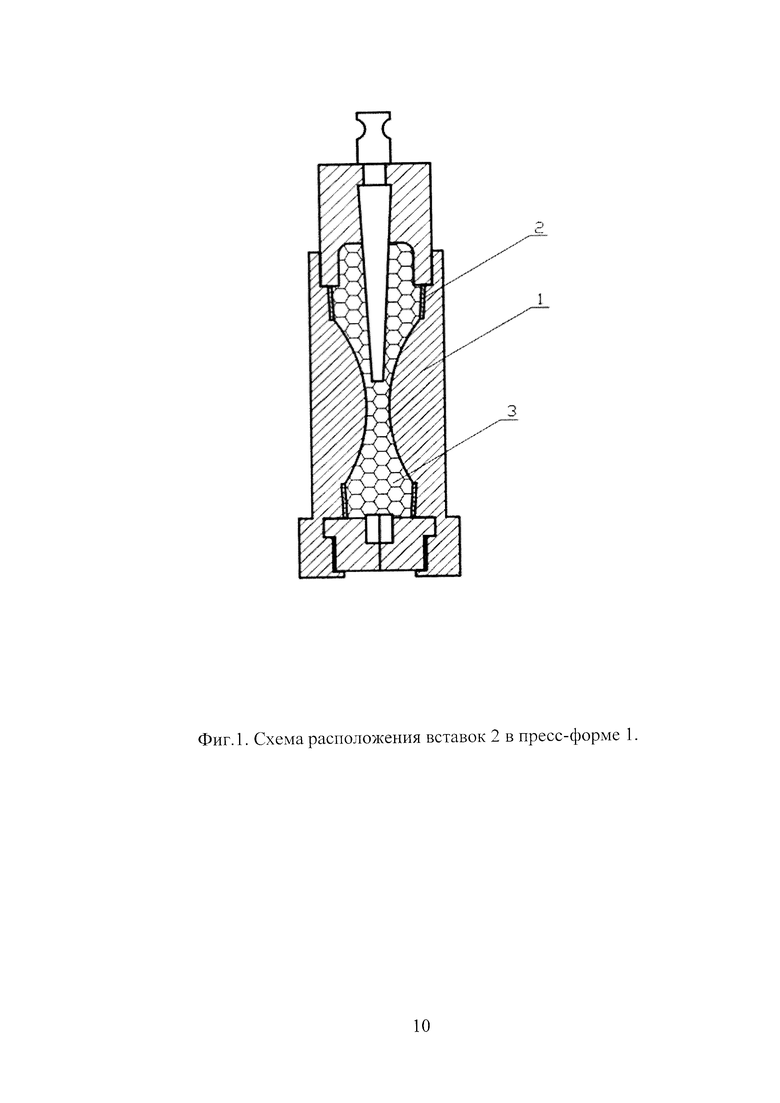
Пример 1. Для изготовления детали «Клин» клиновой задвижки для трубопроводов в соответствующую размерам этой детали пресс-форму 1 для спекания пенополистирола 3 и получения модели вкладывали кольцеобразные плоские вставки 2 из стали 20X13 (фиг. 1). Эта сталь нержавеющего класса, в процессе эксплуатации задвижки не «прикипает» к стали корпуса задвижки и обеспечивает ее длительную эксплуатацию.
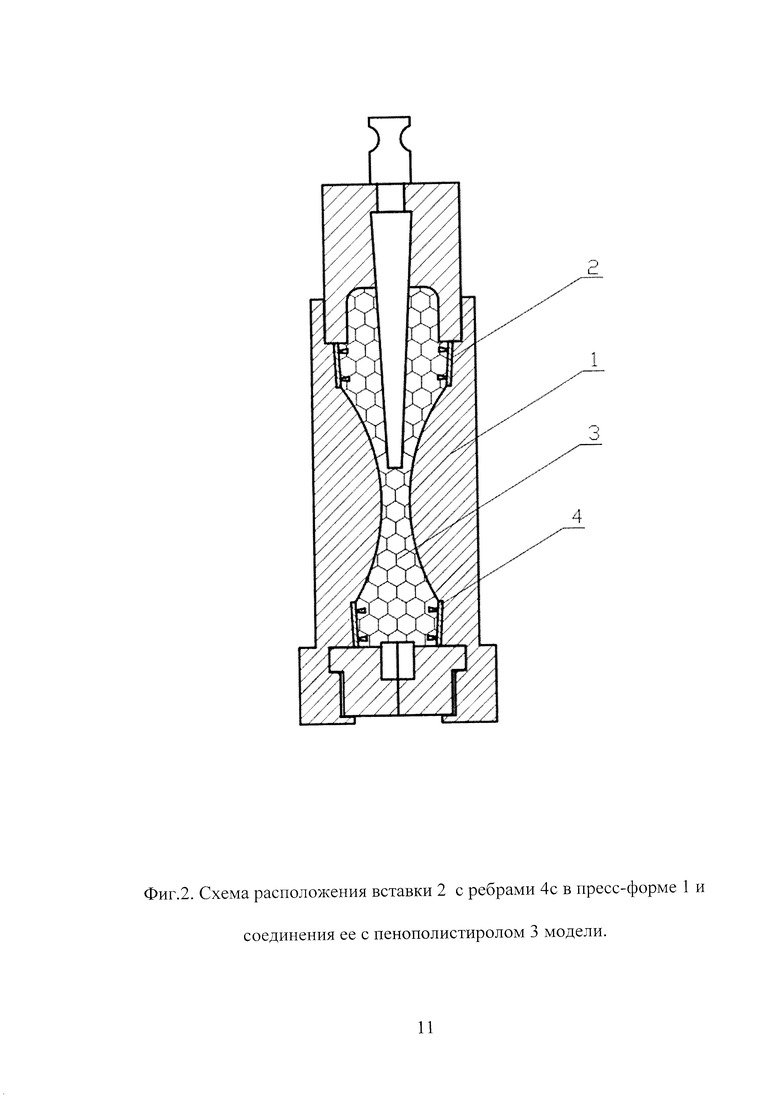
После спекания модели пенополистирол зажимает вставки 2 изнутри и удерживает их. Вставки 2 из стали 20X13 снабжены ребрами 4, которые выполнены трапециевидными с обратным уклоном (фиг. 2). При спекании модели в пресс-форме 1 пенополистирол 3 заполнит пространство вокруг ребер 4 и будет жестко удерживать вставки при всех технологических операциях. При наличии ребер 4 на вставке она будет лучше удерживаться в модели. Толщина ребер 4 подобрана таким образом, чтобы они гарантированно расплавились при выбранной температуре заливки.
Модель соединяется с литниковой системой, заформовывается в опоке с песком и заливается жидкой сталью 20Л. При этом вставка 2 нагревается жидкой сталью. При соответствующем подборе температуры заливки и толщины вставки происходит сплавление ее поверхности с основной сталью. В результате получится литая деталь «Клин», рабочая поверхность которой выполнена из нержавеющей стали 20X13, а основу составляет литая углеродистая сталь 20Л. Это обеспечит ее хорошую работоспособность при минимальной себестоимости.
Пример 2. То же, что и в примере 1, только поверхность вставок 2 из стали 20X13, контактирующую с пенополистиролом модели, подвергли пескоструйной обработке, в результате чего ее шероховатость превысила Ra 2,5. Вследствие этого сцепление вставок 2 с пенополистиролом 3 модели возросло, и они сохраняли свое положение на модели в течение всего технологического процесса.
Пример 3. То же, что и в примерах 1 и 2, только толщина вставок выбрана так, что она составляет 0,08 от минимальной толщины детали «Клин». При заливке жидкой стали поверхностный слой вставок, прилегающий к детали, расплавился, но при этом коробления их не произошло. Для получения готовой детали достаточно только прошлифовать и притереть рабочие поверхности вставок.
Пример 4. То же, что и в примере 3, только температуру заливки жидкой стали выбрали равной 1865 К. При этом вставки гарантированно сплавляются с основным металлом и коробления их не происходит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОМАТРИЧНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2023 |
|
RU2808763C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2638722C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТИ ОТЛИВОК | 2008 |
|
RU2391177C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С ЗАДАННЫМИ СВОЙСТВАМИ ТРЕБУЕМЫХ УЧАСТКОВ ПОВЕРХНОСТИ ЗАДАННОЙ ГЛУБИНЫ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2011 |
|
RU2473411C1 |
| Способ литья заготовок под давлением | 1989 |
|
SU1839122A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С ЗАДАННЫМИ СВОЙСТВАМИ ТРЕБУЕМЫХ УЧАСТКОВ ПОВЕРХНОСТИ НА ЗАДАННУЮ ГЛУБИНУ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ, В ЧАСТНОСТИ, БУРОВОГО И РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2455103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК | 2012 |
|
RU2510304C2 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
Изобретение относится к области литейного производства. Изготавливают модель литого изделия из пенополистирола. Фиксируют в модели металлические вставки из сплава с необходимыми свойствами. Формуют модель в опоке и заливают ее матричным сплавом. Вставку в виде пластины заданных геометрических размеров и формы размещают на внутренней формообразующей поверхности пресс-формы или в выполненном на этой поверхности углублении. На поверхности вставки, контактирующей с пенополистиролом, выполняют ребра прямоугольного или трапециевидного сечения с обратным уклоном и толщиной, меньшей толщины вставки. Обеспечивается получение изделий с гарантированным составом и свойствами основного сплава и сплава вставки. 3 з.п. ф-лы, 2 ил., 4 пр.
1. Способ получения композиционных металлических изделий литьем по газифицируемым моделям, включающий изготовление модели литого изделия из пенополистирола, фиксирование в модели металлических вставок из сплава с необходимыми свойствами, формовку модели в опоке и заливку ее матричным сплавом, отличающийся тем, что вставку в виде пластины заданных геометрических размеров и формы размещают на внутренней формообразующей поверхности пресс-формы для спекания модели из пенополистирола или в выполненном на этой поверхности углублении, которое имеет форму и размеры, соответствующие размерам и форме вставки, при этом на поверхности вставки, контактирующей с пенополистиролом, выполняют ребра прямоугольного или трапециевидного сечения с обратным уклоном и толщиной, меньшей толщины вставки.
2. Способ по п. 1, отличающийся тем, что поверхность вставки, контактирующую с пенополистиролом, выполняют с шероховатостью выше Ra 2,5 или рисками глубиной 0,01-0,5 мм.
3. Способ по любому из пп. 1, 2, отличающийся тем, что толщину плоской вставки выбирают в пределах 0,05-0,10 от толщины основного металла в месте расположения вставки.
4. Способ по любому из пп. 1-3, отличающийся тем, что температуру заливки металла выбирают в пределах 1,045-1,065 ликвидуса основного сплава.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| RU 2010113383 A, 20.10.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК | 2012 |
|
RU2510304C2 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок методом литья по газифицируемым моделям | 2015 |
|
RU2620422C2 |

