Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для сдирки металла с катодной пластины. Настоящее изобретение также относится к способу сдирки металла с катодной пластины.
Уровень техники
Производство металла с использованием электрохимических процессов включает в себя осаждение металла на катодной пластине. Например, при электролизе или электрорафинировании меди, металлическая медь осаждается на катодных пластинах из нержавеющей стали. Когда осажденная металлическая медь вырастает до требуемой толщины, катодную пластину извлекают из электролитической ячейки и осажденный металл удаляют с катодной пластины.
Для достижения высокой производительности, сдирку осажденного металла с катодной пластины предпочтительно выполняют с использованием в значительной степени автоматизированного процесса на установке для сдирки металла. Например, в патенте США 4,840,710, содержание которого полностью включено сюда путем ссылки, описан способ сдирки электрически осажденной меди с катода. В этом способе катод изгибают усилием, превышающим прочность адгезионного сцепления между осажденным металлом и катодом, но не превышающим предела упругости катода. Это приводит к отделению по меньшей мере части осажденного металла от катода, при этом между частью осажденного металла и катодом остается зазор. Осажденный металл затем удаляют с катода с использованием клиньев, которые скользят вдоль поверхности катода и осажденного металла. Использование клиньев для сдирки металла с катода включает в себя перемещение клина вверх и вниз. Клинья отделяют металл от катодной пластины таким образом, что угол между металлом и катодной пластиной обычно составляет между 15-25 градусами. Затем для захвата металла в этом положении и поворота металла относительно нижней части катодной пластины в горизонтальное положение используют захваты. Клинья обычно намного меньше катода по высоте и ширине, что при использовании в сочетании с захватами иногда приводит к образованию изгиба в нижней части осажденного металла. В патенте США 4,840,710 также описано использование струйной очистки газом для сдирки осажденного металла с катода.
Способ по патенту США 4,840,710 внедрен в производство на нескольких установках по переработке меди по всему миру, и этот способ образует часть технологии ISA PROCESS™, доступную для приобретения у настоящего заявителя.
При осаждении металла на катодных пластинах, крайние полосы обычно размещают на вертикальных краях катодных пластин для предотвращения осаждения металла вдоль вертикальных или боковых краев катодных пластин. В результате слои металла осаждаются с каждой стороны катодной пластины. Эти слои металла с каждой стороны катодной пластины не соединены друг с другом вдоль своих вертикальных краев.
На некоторых установках нижние края катодных пластин покрывают воском или выполняют с нижними полосами до осаждения на них металла. Это предотвращает осаждение металла вдоль нижнего края катодных пластин, в результате чего слои металла, осажденные с каждой стороны катодной пластины, остаются отделенными друг от друга.
На других установках нижние края катодных пластин не покрывают воском и не выполняют с нижними полосами до осаждения на них металла, что приводит к осаждению металла также вдоль нижнего края катодной пластины. Катоды могут быть выполнены с по существу плоским нижним краем (например, если нежелательно отламывание металла, осажденного вдоль нижнего края) или, в качестве альтернативы, нижний край может быть выполнен с выемками, пазами или чем-то в этом роде. Этот последний из упомянутых типов катода призван содействовать сдирке металла с катода, как описано в патенте Австралии 768314. В этом случае катод предназначен для электрического осаждения металла на нем. Катод выполнен с пазом в своей нижней части, при этом на нем осаждается металл и образует хрупкий участок. Паз имеет такую форму, что в осажденном в пазу металле образуется линия наименьшего сопротивления, так что отделение двух слоев осажденного металла начинается с линии наименьшего сопротивления. На этих установках слои осажденного металла с каждой стороны катодной пластины соединены друг с другом металлом, который осажден вдоль нижнего края. При сдирке с катодов, на которых металл осажден вдоль нижнего края, а также с каждой стороны катодной пластины клинья отжимают слои металла с боковых поверхностей катодной пластины в захваты, приблизительно под углом 15-20 градусов. Затем захваты переводят медь в горизонтальное положение и подают ее для разделки.
Тем не менее, если металл, осажденный на нижнем краю катодной пластины, не разрушается при начальной сдирке, необходимо изгибать слои вверх и затем вниз, пока металл не отломится. В этом случае используют захваты, которые изгибают слои металла вверх и вниз, пока слои не отломятся.
Следует четко понимать, что, если здесь делается ссылка на публикацию предшествующего уровня техники, данная ссылка не означает, что эта ссылка является частью общедоступных сведений уровня техники в Австралии или любой другой стране.
На протяжении всего данного описания должно быть принято, что термин «содержащий» и его грамматические эквиваленты имеют охватывающее значение, если контекст использования не предполагает иное.
Раскрытие изобретения
Задачей настоящего изобретения является создание устройства и способа, которые могут преодолеть по меньшей мере некоторые из этих недостатков, либо обеспечить полезный или коммерчески обоснованный выбор.
В первом варианте, изобретение в значительной мере заключается в устройстве для сдирки металла с катодной пластины, содержащем средство для сдирки металла, выполненное с возможностью размещения между металлом и катодной пластиной при отделении металла от катодной пластины, при этом перемещение средства для сдирки металла обеспечено перемещением роботизированного манипулятора.
Имеется несколько значительных преимуществ для сдирки металла с катодных пластин при использовании роботизированного манипулятора. Например, использование роботизированного манипулятора позволяет осуществить сдирку металла с катодной пластины в более близрасположенной точке к нижней части катодной пластины, чем это было возможно ранее. Кроме того, роботизированный манипулятор может обеспечить перемещение в нескольких направлениях.
Маневрирующий средством для сдирки металла роботизированный манипулятор частично или полностью поддерживает внутреннюю поверхность металла при повороте металла относительно поворотной оси в нижней части катодной пластины. Это предотвращает изгиб металла за пределы нижней части. Кроме того, механические силы, возникающие при поворотном движении, сосредоточены на осажденном металле, соединяющем два слоя металла. Благодаря такой концентрации сил, может быть достигнуто более успешное отделение.
Снимаемый с катодной пластины металл может иметь два слоя, которые не соединены никоим образом, или же могут быть соединены стыком в нижней части пластины.
Катодная пластина при сдирке обычно ориентирована таким образом, что нижняя часть катода обращена вниз, а подвесное крепление находится сверху. Тем не менее сдирка с катода может производиться с расположенным внизу подвесным креплением, а нижняя часть катода при этом будет обращена вверх. В качестве альтернативы, сдирка с катода может производиться под любым углом между этими положениями.
Катод при сдирке может поддерживаться подвесным креплением, низом катодной пластины или же их сочетанием.
Средство для сдирки металла может быть любой приемлемой формы. Предпочтительно тем не менее, чтобы средство для сдирки металла было выполнено с возможностью установки на роботизированный манипулятор. Средство для сдирки металла может быть установлено непосредственно на роботизированный манипулятор или же может быть установлено опосредованно с помощью одного или более промежуточных участков между роботизированным манипулятором и средством для сдирки металла.
Средство для сдирки металла может представлять собой любое средство, выполненное с возможностью отделения металла от катодной пластины. Например, средство для сдирки металла может содержать по меньшей мере один валик. В некоторых вариантах осуществления изобретения по меньшей мере один валик расположен в зазоре между металлом и катодной пластиной и вдоль катодной пластины или металла для обеспечения сдирки металла с катодной пластины.
По меньшей мере один валик может содержать отдельно расположенный валик. В качестве альтернативы, по меньшей мере один валик может образовывать часть более крупной конструкции. Например, по меньшей мере один валик может быть установлен внутри кожуха или корпуса, при этом часть валика вступает в контакт с катодной пластиной или металлом, а кожух или корпус вступает в контакт с другой катодной пластиной или металлом. В качестве альтернативы, по меньшей мере один валик может быть установлен на раму. По меньшей мере, один валик может представлять собой колесо.
Следует понимать, что по меньшей мере один валик расположен между катодной пластиной и металлом, который был осажден на катодной пластине. В результате, когда роботизированный манипулятор приведен в действие для перемещения валика вдоль катодной пластины или металла (или того, и другого), по меньшей мере один валик отжимает металл от катодной пластины и тем самым снимает металл с катодной пластины.
Предпочтительно, по меньшей мере часть усилия, приложенного к металлу по меньшей мере одним валиком, приложена в намеченную точку отделения или смежно к намеченной точке отделения в нижней части катодной пластины.
Предпочтительно, устройство включает в себя по меньшей мере один валик на одной или обеих боковых сторонах катодной пластины для размещения в зазоре между металлом и катодной пластиной.
В некоторых вариантах осуществления, устройство может содержать по меньшей мере два валика, расположенных на одной или обеих боковых сторонах катодной пластины, при этом один или по меньшей мере два валика контактируют с катодной пластиной, и один по меньшей мере из двух валиков контактирует с металлом. В данном варианте осуществления, валики, находящиеся в контакте с катодной пластиной, служат для расположения и направления валиков, тогда как валики, находящиеся в контакте с металлом, служат для отрыва металла от катодной пластины при срабатывании приводного средства с целью перемещения валиков вдоль катодной пластины. Соответственно по меньшей мере два валика установлены в тесной взаимосвязи друг с другом.
Валики могут содержать любые пригодные валики. Например, валики могут представлять собой металлические валики, они могут быть выполнены из эластомерного или полимерного материала, или же они могут иметь эластомерное или полимерное покрытие.
В вариантах осуществления настоящего изобретения, в которых нижний край катодной пластины не обрабатывают для предотвращения осаждения на нем металла, могут устанавливаться один или более дополнительных валиков, расположенных с внешней стороны к осажденному металлу. Наружные валики могут быть приведены в контакт с наружной поверхностью слоев металла в случае, если соединительный металл между слоями металла не разрушается при сдирке. Тогда наружные валики могут быть использованы для изгибания слоев металла вверх для содействия разрушению соединительного металла. Таким образом, один или более наружных валиков могут быть выполнены с возможностью вступления в контакт с наружной поверхностью металла, если металл, соединяющий металл, осажденный на противоположных сторонах катодной пластины, не разрушается при сдирке.
В некоторых случаях наружные валики могут быть расположены так, что они перемещаются совместно с валиками для сдирки металла. Например, наружные валики могут быть установлены в седле или на раме, на которой установлены также валики для сдирки металла. В данном варианте осуществления, наружные валики могут быть смещены, например, подпружинены или смещены с помощью других механизмов, при этом наружные валики остаются в контакте с внешней или наружной поверхностью металла при сдирке. В данном варианте осуществления, наружные валики служат для поддержания слоев металла, которые были содраны с катодной пластины при сдирке. Это обеспечивает улучшенную обработку содранных слоев металла. Кроме того, в случае, если соединительный металл между слоями металла не разрушается при начальной сдирке, может быть приведен в действие роботизированный манипулятор для подъема узлов валиков. Контакт наружных валиков с наружной поверхностью слоев металла вызывает изгибание вверх слоев металла. Таким образом, если соединительный металл не разрушается при начальной сдирке, может быть легко выполнено изгибание слоев металла в направлении вверх и вниз.
В других вариантах осуществления, наружными валиками можно управлять независимо от валиков для сдирки металла.
В альтернативном варианте осуществления изобретения, средство для сдирки металла может включать в себя одно или более вставных средств. Вставное средство может быть выполнено с возможностью введения между металлом и катодной пластиной для отделения по меньшей мере части металла от катодной пластины. Может быть использовано любое пригодное вставное средство, например, но не ограничиваясь этим, один или более щипцов, ножей, резцов, клиньев или т.п., или же любое их сочетание. В некоторых вариантах осуществления может быть использовано дополнительное средство, при этом дополнительное средство выполнено с возможностью размещения смежно к наружной поверхности металла так, чтобы вставное средство и дополнительное средство образовывали, например, пару щипцов, выполненных с возможностью захвата по меньшей мере части металла.
В некоторых вариантах осуществления изобретения, имеется одно или более вставных средств. В данном варианте осуществления изобретения, вставные средства предпочтительно разнесены друг от друга таким образом, что вставное средство может быть введено в зазор между металлом и катодной пластиной в точках вдоль по меньшей мере участка по ширине катодной пластины для обеспечения отделения металла по всей ширине катодной пластины.
В некоторых вариантах осуществления изобретения, вставное средство может быть закреплено в жесткой взаимосвязи со средством для сдирки металла. В качестве альтернативы, вставное средство может быть выполнено с возможностью перемещения относительно средства для сдирки металла.
В некоторых вариантах осуществления изобретения, форма средства для сдирки металла может быть такой, что перемещения средства для сдирки металла между металлом и катодной пластиной будет достаточно для сдирки металла с катодной пластины. Например, средство для сдирки металла может содержать клиновидный участок, при этом клиновидный участок проводят кончиком между металлом и катодной пластиной. При проведении клиновидного участка по металлу, расходящиеся боковые стороны клиновидного участка приводят к сдирке металла с катодной пластины. В вариантах осуществления изобретения, в которых использован клиновидный участок, предпочтительно, чтобы кончиком клиновидного участка проводили по нижней части катодной пластины.
В предпочтительном варианте осуществления изобретения, размеры клиновидного участка такие, что между катодом и слоем металла создается только относительно небольшой угол, даже когда клиновидным участком проводят по нижней части катодной пластины. В предпочтительном варианте осуществления изобретения, угол между слоем металла и катодной пластиной составляет не более 20°, более предпочтительно не более 15° и наиболее предпочтительно от около 10° до около 12°, когда клиновидным участком проводят по нижней части катодной пластины. В предпочтительном варианте осуществления изобретения, относительно небольшого угла между слоем металла и катодной пластиной достигают путем применения клиновидного участка с относительно небольшим углом между боковыми сторонами клиновидного участка, которые сходятся на кончике клина. Предпочтительно, угол между боковыми сторонами клиновидного участка составляет не более 20°, более предпочтительно не более 15° и наиболее предпочтительно от около 10° до около 12°.
Путем поддержания относительно небольшого угла между катодной пластиной и металлом при сдирке (предпочтительно за счет использования клиновидного участка с относительно небольшим углом между боковыми сторонами, которые сходятся на кончике клина), можно уменьшить применение или избежать искривления или изгибания металла в наружную сторону (особенно над соединительным металлом между слоями металла).
Кроме того, предпочтительно, чтобы размеры клиновидного участка были такие, чтобы высота клиновидного участка была приблизительно равна высоте слоя металла, а ширина клиновидного участка была приблизительно равна ширине катодной пластины. Таким образом, контакт между металлом и клиновидным участком может быть сделан максимальным, и процесс сдирки может быть выполнен с высокой эффективностью.
В некоторых вариантах осуществления изобретения, может быть использовано множество клиновидных участков. Например, в одном предпочтительном варианте осуществления изобретения, может быть использовано четыре клиновидных участка. При наличии нескольких клиновидных участков, клиновидные участки предпочтительно разнесены приблизительно равноудаленно один от другого по ширине катодной пластины.
Предпочтительно, средством для сдирки металла проводят по существу вертикально вниз в зазор между металлом и катодной пластиной. Тогда как в некоторых вариантах осуществления изобретения, перемещение клиновидного участка по зазору между металлом и катодной пластиной может быть достаточным для отделения металла от катодной пластины, в других вариантах осуществления изобретения, средство для сдирки металла может быть снабжено одним или более валиками для снижения трения при перемещении средства для сдирки металла по зазору между металлом и катодной пластиной. В одном варианте осуществления изобретения, средство для сдирки металла содержит пару валиков. В данном варианте осуществления изобретения, предпочтительно, чтобы один из упомянутой пары валиков был выполнен с возможностью контакта с внутренней поверхностью металла, тогда как второй из упомянутой пары валиков был выполнен с возможностью контакта с поверхностью катодной пластины. В некоторых вариантах осуществления изобретения, при использовании устройства, один или более валиков могут быть выполнены с возможностью размещения на вертикальном краю металла или смежно ему. В предпочтительном варианте осуществления изобретения, один или более валики выполнены с возможностью размещения на каждом из вертикальных краев металла. В данном варианте осуществления изобретения, клиновидный участок расположен промежуточно к одному или более валикам, выполненным с возможностью размещения на каждом из вертикальных краев металла.
В некоторых вариантах осуществления, катодная пластина может быть снабжена удлиненным элементом, размещенным на нижнем горизонтальном краю катодной пластины или смежно к нему. Может быть использован любой пригодный удлиненный элемент, например, но не ограничиваясь этим, стержень, планка или т.п. Предпочтительно, удлиненный элемент продолжается за пределы вертикальных краев катодной пластины. В качестве альтернативы, удлиненный элемент может содержать участок станции для сдирки металла, на которую подают катод при необходимости проведения сдирки металла. Катод может быть размещен на станции для сдирки металла таким образом, что удлиненный элемент будет расположен на нижнем горизонтальном краю катодной пластины или смежно к нему. В некоторых вариантах осуществления изобретения, может быть использована пара удлиненных элементов, например, по одному удлиненному элементу с каждой стороны катодной пластины.
В данном варианте осуществления изобретения, средство для сдирки металла может быть снабжено одним или более средствами зацепления, выполненными с возможностью зацепления с удлиненным элементом. Средство зацепления может быть любой подходящей формы, хотя в предпочтительном варианте осуществления изобретения средство зацепления содержит ответный по форме участок, выполненный с возможностью зацепления с удлиненным элементом, например, но не ограничиваясь этим, U-образным, полукруглым, дугообразным, квадратным или прямоугольным участком. В предпочтительном варианте осуществления изобретения, средство для сдирки металла снабжено парой средств зацепления, в которых клиновидный участок расположен промежуточно между парой средств зацепления, при этом первое средство зацепления вступает в зацепление с удлиненным элементом на первом конце удлиненного элемента или смежно ему, второе средство зацепления вступает в зацепление с удлиненным элементом на втором конце удлиненного элемента или смежно ему.
После того, как средство зацепления вступило в зацепление с удлиненным элементом, средство для сдирки металла может быть повернуто (неоднократно, если необходимо) относительно удлиненного элемента, в случае, если слой металла не отделился сразу от катодной пластины, и до тех пор, пока такое отделение не произойдет. Таким образом, зацепление средства зацепления с удлиненным элементом позволяет обеспечить мягкое и точное вращение слоя металла и средства для сдирки металла относительно удлиненного элемента, пока слой металла не отделится от катодной пластины. Предпочтительно, вращение металла происходит, когда средство для сдирки металла достигает своего крайнего нижнего положения в нижней части катодной пластины и металл опирается на средство для сдирки металла.
В другом варианте осуществления, средство для сдирки металла содержит по меньшей мере один валик, который контактирует с катодной пластиной, и по меньшей мере один выступ, который контактирует с металлом. Выступ может содержать клиновидный выступ. Выступ может выступать ниже по меньшей мере одного валика. В данном варианте осуществления по меньшей мере один валик контактирует с катодной пластиной, тем самым минимизируя ущерб катодной пластине. Желательно, чтобы катодные пластины были повторно использованы много раз.
В настоящем изобретении может быть использован любой подходящий роботизированный манипулятор. Тем не менее, предпочтительно, чтобы роботизированный манипулятор был соответствующей конструкции и был способен выполнять перемещения (например, наклона и/или вращения), которые необходимы для сдирки металла с катода. В силу этого предпочтительно, чтобы роботизированный манипулятор был снабжен одним или более подвесными участками, позволяющими роботизированному манипулятору совершать необходимые перемещения.
Роботизированный манипулятор может быть запитан от любого приемлемого источника энергии, например, но не ограничиваясь этим, от аккумуляторов, питанием от сети, от генераторов, солнечной энергией и т.п., или от любого их сочетания.
Средство для сдирки металла может быть выполнено за одно целое с роботизированным манипулятором, или же роботизированный манипулятор может быть выполнен с возможностью прикрепления к нему средства для сдирки металла. Средство для сдирки металла может быть прикреплено к роботизированному манипулятору с использованием любой подходящей технологии. Обычно средство для сдирки металла соединяют с роботизированным манипулятором болтами, гайками или чем-либо подобным.
Хотя было отмечено, что роботизированный манипулятор должен быть способен совершать вращательные и/или наклонные перемещения, наиболее предпочтительно, чтобы роботизированный манипулятор был способен перемещаться так, чтобы вращать средство для сдирки металла между вертикальным положением (в котором средство для сдирки металла перемещают вниз между металлом и катодной пластиной), и положением, которое по меньшей мере перпендикулярно вертикальному положению, или, более предпочтительно, положением, которое находится под тупым углом к вертикальному положению средства для сдирки металла. Таким образом, в предпочтительном варианте осуществления, роботизированный манипулятор выполнен с возможностью вращения средства для сдирки металла до 180° из вертикального положения, в котором средство для сдирки металла направлено вниз, до вертикального положения, в котором средство для сдирки металла направлено вверх. Более предпочтительно, роботизированный манипулятор выполнен с возможностью вращения средства для сдирки металла от вертикального положения, в котором средство для сдирки металла направлено вниз под углом около 150° до данного вертикального положения.
Во втором варианте, настоящее изобретение обеспечивает способ сдирки металла с катодной пластины, содержащий этапы обеспечения отделения по меньшей мере части металла от катодной пластины и образования зазора между катодной пластиной и металлом, размещения средства для сдирки металла, соединенного с роботизированным манипулятором, в зазоре между металлом и катодной пластиной, а также приведение в действие роботизированного манипулятора для перемещения средства для сдирки металла вдоль катодной пластины или металла и тем самым сдирки металла с катодной пластины.
В способе согласно второму варианту настоящего изобретения, способ может включать в себя этап изгибания катодной пластины, что приводит к отделению по меньшей мере части металла от катодной пластины.
Настоящее изобретение также включает в себя устройство для сдирки металла, в котором захваты, используемые для захвата металла на существующих установках для сдирки металла, заменены одним или более валиками, входящими в контакт с наружной поверхностью металла в случае, если какой-либо соединительный металл между слоями металла не разрушается при начальной сдирке.
Соответственно, в третьем варианте, настоящее изобретение обеспечивает устройство для сдирки металла с катодной пластины, при этом слой металла осажден с каждой стороны катодной пластины, а соединительный металл, который образует связь между слоями металла с каждой стороны катодной пластины, осажден вдоль нижнего края катодной пластины, при этом устройство содержит средство для сдирки металла, соединенное с роботизированным манипулятором для отделения слоев металла с каждой стороны катодной пластины от катодной пластины, и в котором перемещение роботизированного манипулятора толкает слои металла, в результате чего слои металла изгибаются относительно соединительного металла в случае, если соединительный металл не разрушается при сдирке.
В другом варианте осуществления настоящего изобретения, устройство может быть снабжено одним или более захватными средствами, выполненными с возможностью предотвращения падения металла после начала сдирки металла с катодной пластины. Может быть использовано любое пригодное захватное средство, хотя в предпочтительных вариантах осуществления изобретения захватное средство может содержать один или более зажимов, всасывающие устройства и т.п., или же любое их сочетание. В некоторых вариантах осуществления изобретения, один или более зажимов могут быть электронными, гидравлическими или пневматическими, или же представлять собой любое их сочетание.
Предпочтительно, одно или более захватных средств выполнены с возможностью вхождения в контакт с наружной поверхностью металла. В некоторых вариантах осуществления изобретения, захватное средство может быть выполнено с возможностью приведения в действие, только если слой металла не отделяется от катодной пластины, и приходится изгибать слой металла относительно соединительного металла для отделения слоя металла. Приведение в действие захватного средства может быть выполнено с использованием любой приемлемой технологии, хотя в предпочтительном варианте осуществления изобретения, захватное средство может быть приведено в действие с использованием гидравлики или пневматики.
Захватное средство может быть расположено в любом приемлемом положении. Тем не менее в предпочтительном варианте осуществления изобретения, захватное средство может быть выполнено с возможностью зацепления с нижней областью слоя металла. Предпочтительно, чтобы захватное средство вступало в зацепление с нижней областью слоя металла, поскольку захват (с последующим вытягиванием) слоя металла за верхнюю область может привести к изгибу слоя металла.
В четвертом варианте, настоящее изобретение обеспечивает способ сдирки металла с катодной пластины, при этом слой металла осажден с каждой стороны катодной пластины, а соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажден вдоль нижнего края катодной пластины, при этом способ включает этапы обеспечения отделения по меньшей мере части осажденных слоев металла от катодной пластины, снимая слои металла с катодной пластины с использованием пары роботизированных манипуляторов, причем один роботизированный манипулятор расположен с каждой стороны катодной пластины, и, в случае, если соединительный металл не разрушается при начальной сдирке, использования роботизированных манипуляторов для толкания слоев металла в направлении друг друга.
В способе согласно четвертому варианту настоящего изобретения, способ может включать в себя этап изгибания катодной пластины, чтобы вызвать отделение по меньшей мере части металла от катодной пластины.
Во всех вариантах настоящего изобретения предусмотрена гибочная станция, которая изгибает катоды перед сдиркой слоев металла с катодов. Гибочная станция изгибает катоды и разрушает адгезивное сцепление между катодом и по меньшей мере частью металла. Это может быть достигнуто, например, согласно способу, описанному в патенте США 4,840,710, или путем использования элемента для сдирки металла, выполненного с возможностью поворотного перемещения в вертикальном направлении катода, как описано в PCT/FI 2004/000719 (WO 2005/054546 Al). Для образования зазоров также может быть использована любая другая операция гибки, известная специалистам в данной области техники или описанная в литературе.
Для поддержания зазора между катодной пластиной и металлом может быть введен один или более клиньев между металлом и катодной пластиной. Пример в этом отношении приведен на фиг.12 и 13 патента Австралии 625243. В качестве альтернативы, один или более манипуляторов может быть введен между металлом и катодной пластиной, и манипуляторы слегка отводят от катодной пластины для поддержания зазора между металлом и катодной пластиной.
Настоящее изобретение может быть использовано и в установках электролиза и электролитического рафинирования. Было установлено, что в установках, где нижний край катодной пластины не защищен от электроосаждения металла и поэтому на нижнем краю происходит осаждение соединительной связи металла, соединительный металл имеет тенденцию к более легкому отламыванию в электролизных установках, чем в установках электрорафинирования из-за различий способа.
В другом варианте, изобретение в значительной мере заключается в устройстве для сдирки металла с катодной пластины, в котором часть металла отделена от катодной пластины для образования зазора между частью металла и катодной пластиной, при этом устройство содержит одно или более вставных средств, выполненных с возможностью введения между металлом и катодной пластиной, причем одно или более вставных средств соединено с роботизированным манипулятором, и по меньшей мере один валик для размещения в зазоре между металлом в катодной пластине, а также приводное средство для перемещения по меньшей мере одного валика вдоль катодной пластины или металла для обеспечения сдирки металла с катодной пластины.
В некоторых вариантах осуществления устройство может содержать по меньшей мере два валика, расположенных на одной или обеих сторонах катодной пластины, при этом один по меньшей мере из двух валиков контактирует с катодной пластиной и один по меньшей мере из двух валиков контактирует с металлом. В данном варианте осуществления, валики, которые контактируют с катодной пластиной, служат для расположения и направления валиков, тогда как валики, находящиеся в контакте с металлом, служат для отрыва металла от катодной пластины при срабатывании приводного средства с целью перемещения валиков вдоль катодной пластины. Соответственно по меньшей мере два валика установлены в тесной взаимосвязи друг с другом.
Валики могут содержать любые пригодные валики. Например, валики могут представлять собой металлические валики, они могут быть выполнены из эластомерного или полимерного материала, или же они могут иметь эластомерное или полимерное покрытие.
В некоторых вариантах осуществления настоящего изобретения, могут быть предусмотрены один или более дополнительных валиков, расположенных с внешней стороны к осажденному металлу. Наружные валики могут быть приведены в контакт с наружной поверхностью слоев металла в случае, если соединительный металл между слоями металла не разрушается при сдирке. Тогда наружные валики могут быть использованы для изгибания слоев металла вверх для содействия разрушению соединительного металла.
В некоторых случаях наружные валики могут быть устроены так, что они перемещаются совместно с валиками для сдирки металла. Например, наружные валики могут быть установлены в седле или на раме, на которой установлены также валики для сдирки металла. В данном варианте осуществления, наружные валики могут быть смещены, например, подпружинены или смещены с помощью других механизмов, при этом наружные валики остаются в контакте с наружной поверхностью металла при сдирке. В данном варианте осуществления, наружные валики служат для поддержания слоев металла, которые были содраны с катодной пластины при сдирке. Это обеспечивает улучшенную обработку содранных слоев металла. Поскольку наружные валики находятся в контакте с наружной поверхностью слоев металла, это вызывает изгибание вверх слоев металла. Таким образом, если соединительный металл не разрушается при начальной сдирке, может быть легко выполнено изгибание слоев металла в направлении вверх и вниз.
В других вариантах осуществления, наружными валиками можно управлять независимо от валиков для сдирки металла.
Как упоминалось ранее, одно или более вставных средств выполнено с возможностью введения между металлом и катодной пластиной. Это приводит к отделению по меньшей мере части металла от катодной пластины. Может быть использовано любое пригодное вставное средство, например, но не ограничиваясь этим, один или более щипцов, ножей, резцов, клиньев или т.п., или же любое их сочетание. В некоторых вариантах осуществления может быть использовано дополнительное средство, при этом дополнительное средство выполнено с возможностью размещения смежно наружной поверхности металла, так, чтобы вставное средство и дополнительное средство образовывали, например, пару щипцов, выполненных с возможностью захвата по меньшей мере части металла.
В некоторых вариантах осуществления изобретения, может быть предусмотрено множество вставных средств. В данном варианте осуществления изобретения, вставные средства предпочтительно разнесены друг от друга таким образом, что вставное средство может быть введено в зазор между металлом и катодной пластиной в точках вдоль по меньшей мере участка по ширине катодной пластины для обеспечения отделения металла по всей ширине катодной пластины.
В некоторых вариантах осуществления изобретения, вставное средство может быть закреплено в жесткой взаимосвязи по меньшей мере с одним валиком. В качестве альтернативы, вставное средство может быть выполнено с возможностью перемещения относительно по меньшей мере одного валика.
В другом варианте, изобретение в значительной мере заключается в устройстве для сдирки металла с катодной пластины, при этом часть металла отделена от катодной пластины для образования зазора между частью металла и катодной пластиной, при этом устройство содержит средство для сдирки металла, соединенное с роботизированным манипулятором, выполненным с возможностью размещения между металлом и катодной пластиной, а также приводное средство для перемещения средства для сдирки металла вдоль катодной пластины или металла для обеспечения сдирки металла с катодной пластины.
Средство для сдирки металла может быть любой подходящей формы, размера и конфигурации. Предпочтительно, тем не менее форма средства для сдирки металла может быть такой, что перемещения средства для сдирки металла между металлом и катодной пластиной будет достаточно для того, чтобы привести к сдирке металла с катодной пластины. Например, средство для сдирки металла может содержать клиновидный участок, при этом клиновидный участок проводят кончиком между металлом и катодной пластиной. При проведении клиновидного участка по металлу, расходящиеся боковые стороны клиновидного участка приводят к сдирке металла с катодной пластины. В вариантах осуществления изобретения, в которых использован клиновидный участок, предпочтительно, чтобы кончиком клиновидного участка проводили по нижней части катодной пластины.
В предпочтительном варианте осуществления изобретения, размеры клиновидного участка такие, что между катодом и слоем металла создается только относительно небольшой угол, даже когда клиновидным участком проводят по нижней части катодной пластины. В предпочтительном варианте осуществления изобретения, угол между слоем металла и катодной пластиной составляет не более 20°, более предпочтительно не более 15°, и наиболее предпочтительно от около 10° до около 12°, когда клиновидным участком проводят по нижней части катодной пластины. В предпочтительном варианте осуществления изобретения, относительно небольшого угла между слоем металла и катодной пластиной достигают путем применения клиновидного участка с относительно небольшим углом между боковыми сторонами клиновидного участка, которые сходятся на кончике клина. Предпочтительно, угол между боковыми сторонами клиновидного участка составляет не более 20°, более предпочтительно не более 15°, и наиболее предпочтительно от около 10° до около 12°.
Путем поддержания относительно небольшого угла между катодной пластиной и металлом при сдирке (предпочтительно за счет использования клиновидного участка с относительно небольшим углом между боковыми сторонами, которые сходятся на кончике клина), можно уменьшить применение или избежать искривления или изгибания металла в наружную сторону (особенно над соединительным металлом между слоями металла).
Кроме того, предпочтительно, чтобы размеры клиновидного участка были такие, чтобы высота клиновидного участка была приблизительно равна высоте слоя металла, а ширина клиновидного участка была приблизительно равна ширине катодной пластины. Таким образом, контакт между металлом и клиновидным участком может быть сделан максимальным, а процесс сдирки может быть выполнен с высокой эффективностью.
В некоторых вариантах осуществления изобретения, может быть использовано множество клиновидных участков. Например, в одном предпочтительном варианте осуществления изобретения, может быть использовано четыре клиновидных участка. При наличии нескольких клиновидных участков, клиновидные участки предпочтительно разнесены приблизительно равноудаленно друг от друга по ширине катодной пластины.
Предпочтительно, средством для сдирки металла проводят по существу вертикально вниз в зазор между металлом и катодной пластиной. Тогда как в некоторых вариантах осуществления изобретения, проводка клиновидным участком в зазор между металлом и катодной пластиной может быть достаточной для отделения металла от катодной пластины, в других вариантах осуществления изобретения, средство для сдирки металла может быть снабжено одним или более валиками для снижения трения при проводке средством для сдирки металла по зазору между металлом и катодной пластиной. В одном варианте осуществления изобретения, средство для сдирки металла содержит пару валиков. Если средство для сдирки металла содержит пару валиков, предпочтительно, чтобы один из пары валиков был выполнен с возможностью контакта с внутренней поверхностью металла, а второй из пары валиков - с возможностью контакта с поверхностью катодной пластины. В некоторых вариантах осуществления изобретения, при использовании устройства, один или более валиков могут быть выполнены с возможностью размещения на вертикальном краю металла или смежно ему. В предпочтительном варианте осуществления изобретения, один или более валиков выполнены с возможностью размещения на каждом из вертикальных краев металла. В данном варианте осуществления изобретения, клиновидный участок расположен промежуточно к одному или более валикам, выполненным с возможностью размещения на каждом из вертикальных краев металла.
В некоторых вариантах осуществления, катодная пластина может быть снабжена удлиненным элементом, размещенным на нижнем горизонтальном краю катодной пластины или смежно к нему. Может быть использован любой пригодный удлиненный элемент, например, но не ограничиваясь этим, стержень, планка или т.п. Предпочтительно, удлиненный элемент продолжается за пределы вертикальных краев катодной пластины. В качестве альтернативы, удлиненный элемент может содержать участок станции для сдирки металла, на которую подают катод при необходимости проведения сдирки металла. Катод может быть размещен на станции для сдирки металла таким образом, что удлиненный элемент будет расположен на нижнем горизонтальном краю катодной пластины или смежно к нему. В некоторых вариантах осуществления изобретения, может быть использована пара удлиненных элементов, например, по одному удлиненному элементу с каждой стороны катодной пластины.
В данном варианте осуществления изобретения, средство для сдирки металла может быть снабжено одним или более средствами зацепления, выполненными с возможностью зацепления с удлиненным элементом. Средство зацепления может быть любой подходящей формы, хотя в предпочтительном варианте осуществления изобретения средство зацепления содержит ответный по форме участок, выполненный с возможностью зацепления с удлиненным элементом, например, но не ограничиваясь этим, U-образным, полукруглым, дугообразным, квадратным или прямоугольным участком. В предпочтительном варианте осуществления изобретения, средство для сдирки металла снабжено парой средств зацепления, в которых клиновидный участок расположен промежуточно между парой средств зацепления, при этом первое средство зацепления вступает в зацепление с удлиненным элементом на первом конце удлиненного элемента или смежно ему, второе средство зацепления вступает в зацепление с удлиненным элементом на втором конце удлиненного элемента или смежно ему.
После того, как средство зацепления вступило в зацепление с удлиненным элементом, средство для сдирки металла может быть повернуто (неоднократно, если необходимо) относительно удлиненного элемента, в случае, если слой металла не отделился сразу от катодной пластины, и до тех пор, пока такое отделение не произойдет. Таким образом, зацепление средства зацепления с удлиненным элементом позволяет обеспечить мягкое и точное вращение слоя металла и средства для сдирки металла относительно удлиненного элемента, пока слой металла не отделится от катодной пластины.
В другом варианте осуществления, средство для сдирки металла содержит по меньшей мере один валик, который контактирует с катодной пластиной, и по меньшей мере один выступ, который контактирует с металлом. Выступ может содержать клиновидный выступ. Выступ может выступать ниже по меньшей мере одного валика. В данном варианте осуществления по меньшей мере один валик контактирует с катодной пластиной, тем самым минимизируя ущерб катодной пластине. Желательно, чтобы катодные пластины были повторно использованы много раз.
Для привода средства для сдирки металла может быть использовано любое подходящее приводное средство, например, но не ограничиваясь этим, пневматические подъемники, гидравлические подъемники, электрические приводы, механические приводы, червячные приводы, реечные и шестеренчатые приводы, винтовые приводы, робототехника и пр., или любое их сочетание. Некоторые подходящие приводные средства описаны в международной заявке на патент PCT/AU 2008/001107 того же заявителя, одновременно находящейся на рассмотрении, содержание которой включено сюда путем ссылки.
Следует понимать, что хотя в некоторых вариантах изобретения предпочтительно поворачивать слои металла до тех пор, пока металл, соединяющий слои металла, осажденного на противоположных сторонах катода, не будет отломан и пока не произойдет отделение слоев металла, это может быть справедливо не для всех случаев. Например, в некоторых вариантах осуществления изобретения, может оказаться предпочтительной сдирка слоев металла с противоположных сторон катодных пластин без разрушения связи металла, соединяющего слои металла. Таким образом, в данном варианте осуществления изобретения, слои металла могут быть содраны с катода, и роботизированный манипулятор может вращаться, чтобы подтолкнуть слои металла ближе друг к другу без разрушения связи металла, соединяющего слои металла. Соединенные между собой слои металла могут затем быть сложены в штабель или что-либо подобное, для дополнительных манипуляций и обработки.
Таким образом, в еще одном варианте, изобретение в значительной мере заключается в способе сдирки металла с катодной пластины, при этом слой металла осажден с каждой стороны катодной пластины, а соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажден вдоль нижнего края катодной пластины, при этом способ включает этапы обеспечения отделения по меньшей мере части осажденных слоев металла от катодной пластины, снимая слои металла с катодной пластины с использованием пары роботизированных манипуляторов, причем по одному роботизированному манипулятору расположено с каждой стороны катодной пластины, и используя роботизированные манипуляторы для толкания слоев металла в направлении друг друга без разрушения соединительного металла.
Краткое описание чертежей
Вариант осуществления изобретения будет описан со ссылкой на приведенные ниже чертежи, на которых:
На фиг.1-13 показан способ и устройство для сдирки металла с катодной пластины согласно варианту осуществления настоящего изобретения;
На фиг.14-16 показана часть устройства для сдирки металла с катодной пластины согласно варианту осуществления настоящего изобретения; и
На фиг.17-27 показано устройство и способ сдирки металла с катодной пластины согласно варианту осуществления настоящего изобретения.
Подробное описание изобретения
Следует понимать, что чертежи представлены для иллюстрации предпочтительных вариантов осуществления настоящего изобретения и изобретение не должно рассматриваться только как ограниченное теми признаками, что показаны на чертежах.
На фиг.1 показан вариант осуществления настоящего изобретения. На этом чертеже имеется пара роботизированных манипуляторов 13, по одному роботизированному манипулятору 13 расположено с каждой стороны катодной пластины 12. Средство 22 для сдирки металла содержит клиновидный участок 23.
На фиг.2 можно видеть увеличенный вид изображения, показанного на фиг.1. На этом чертеже средство 22 для сдирки металла вставлено между металлом 11 и катодной пластиной 12 для расширения зазора между металлом 11 и катодной пластиной 12, при этом зазор создан путем изгиба катодной пластины 12 перед сдиркой.
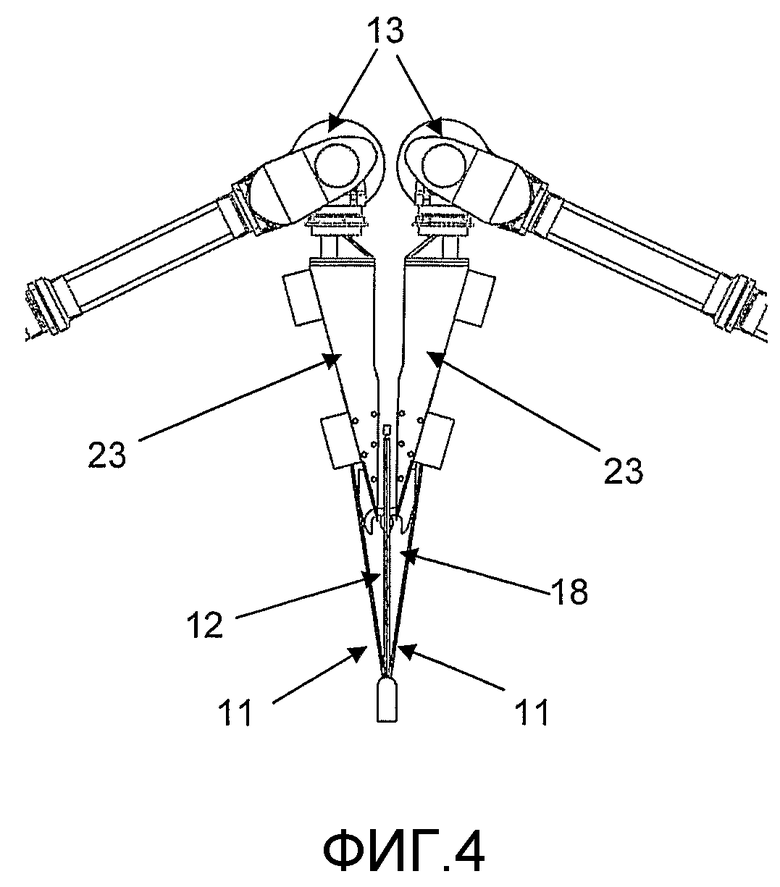
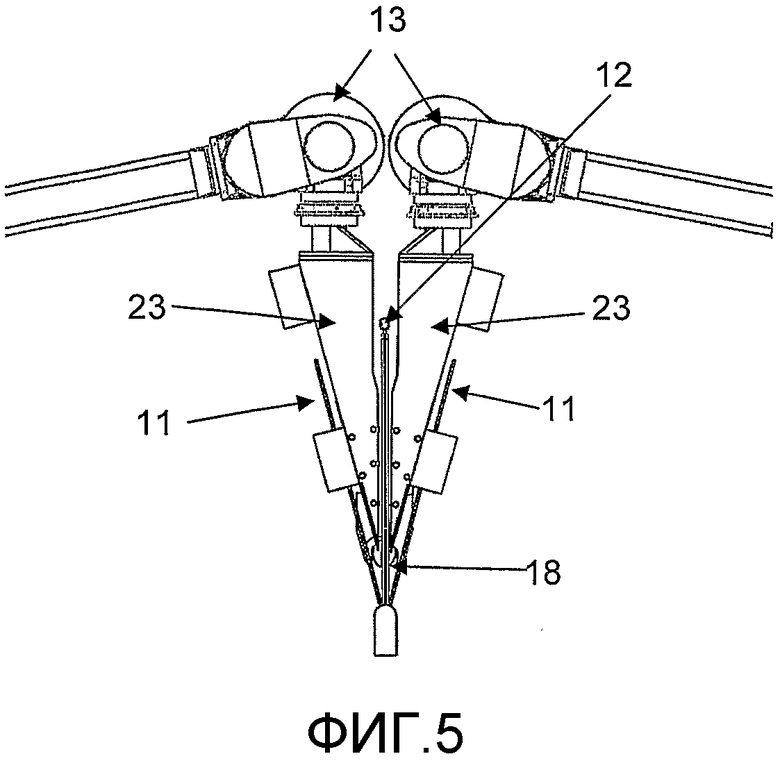
Обратившись теперь к фиг.3-5, видно, что после того, как клиновидные участки 23 занимают по существу вертикальное положение, роботизированные манипуляторы 13 перемещаются вниз, расширяя зазор 18 между металлом 11 и катодными пластинами 12.
В варианте осуществления изобретения, показанном на фиг.3-5, средство 22 для сдирки металла содержит пару валиков (не показаны), один из которых выполнен с возможностью контакта с внутренней поверхностью металла 11, а второй выполнен с возможностью контакта с поверхностью катодной пластины 12, при этом средство 22 для сдирки металла проходит в зазоре 18 между металлом 11 и катодной пластиной 12.
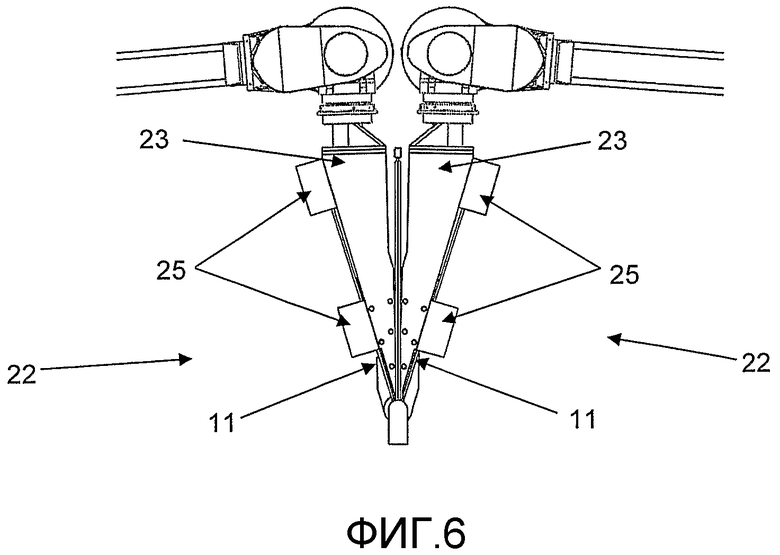
Когда средство 22 для сдирки металла достигает низа катодной пластины 12 (показано на фиг.6), металл 11 подхватывается зажимами или захватами 25, расположенными на боковых поверхностях и/или сверху) клиновидного участка 23 средства 22 для сдирки металла. Эти зажимы или захваты 25 служат для предотвращения падения металла 11 при полном отделении металла 11 от катодной пластины 12.
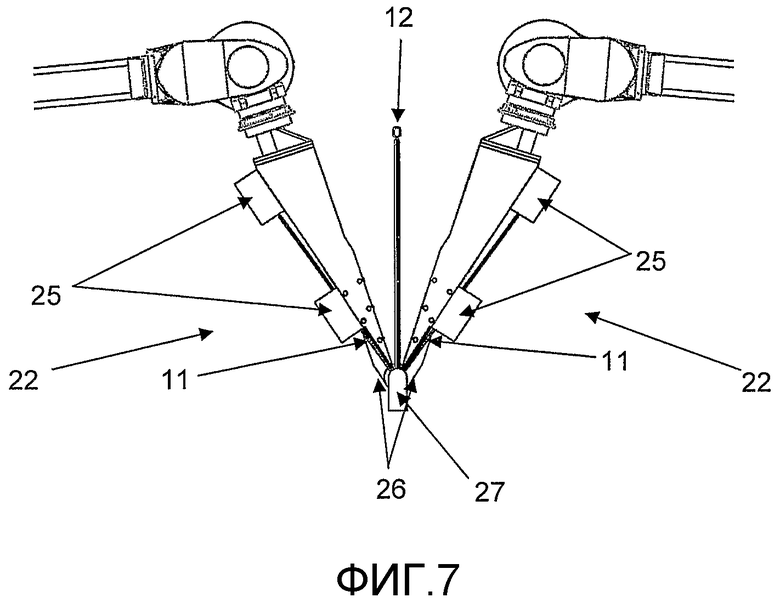
Как показано на фиг.7, после того, как средство 22 для сдирки металла достигает низа катодной пластины, зажимы или захваты 25 приводятся в действие и захватывают металл 11. Кроме того, средство 22 для сдирки металла снабжено одним или более U-образных средств 26 зацепления, выполненными с возможностью зацепления со стержнем 27, составляющим основу катодной пластины 12 для обеспечения полного отделения металла 11 от катодной пластины 12, которое может быть достигнуто путем вращения металла 11 относительно точки зацепления между средством 26 зацепления и стержнем 27. Стержень 27 может образовывать часть или быть прикрепленным к раме станции для сдирки металла, в которую катодную пластину помещают при сдирке металла.
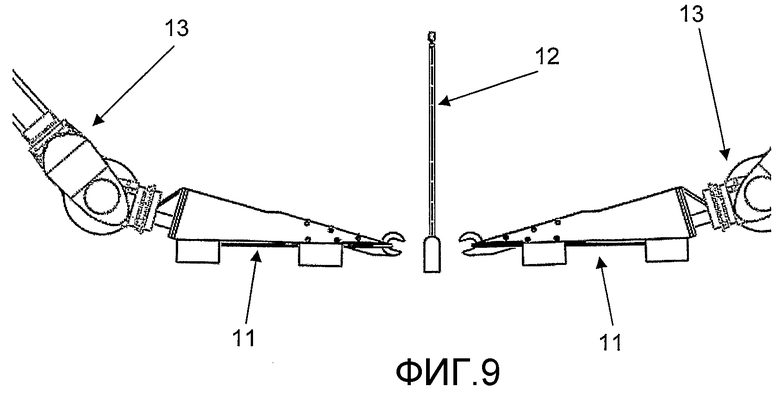
Обратившись теперь к фиг.8, видно, что роботизированные манипуляторы 13 повернуты на 90° или более от вертикали для отламывания слоя металла, соединяющего металл 11 с катодной пластиной 12. При полном отделении металла 11 от катодной пластины 12, роботизированные манипуляторы 13 отводят и металл 11 удаляют из станции для сдирки металла (см. фиг.9).
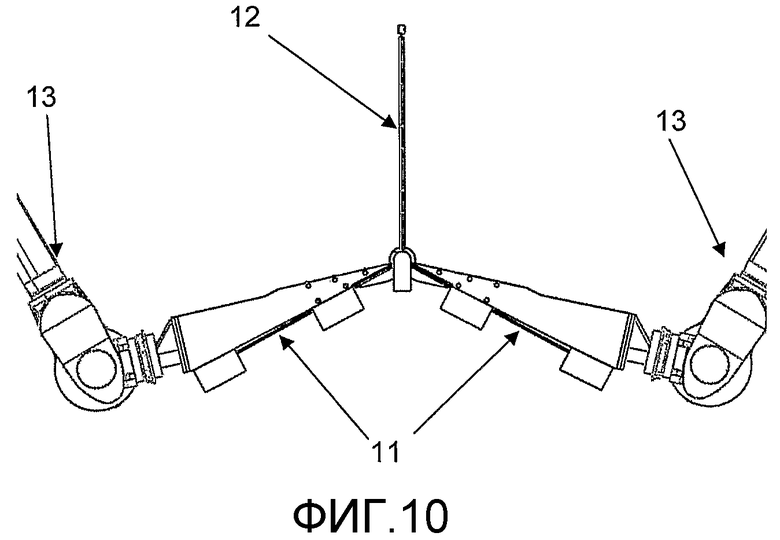
С другой стороны, если отделение металла 11 от катодной пластины 12 не происходит немедленно, роботизированные манипуляторы 13 вращаются дополнительно (см. фиг.10), чтобы достичь отделения металла 11 от катодной пластины 12. Роботизированные манипуляторы могут неоднократно вращаться между положениями, показанными на фиг.8 и 10, пока не произойдет полного отделения металла 11 от катодной пластины 12.
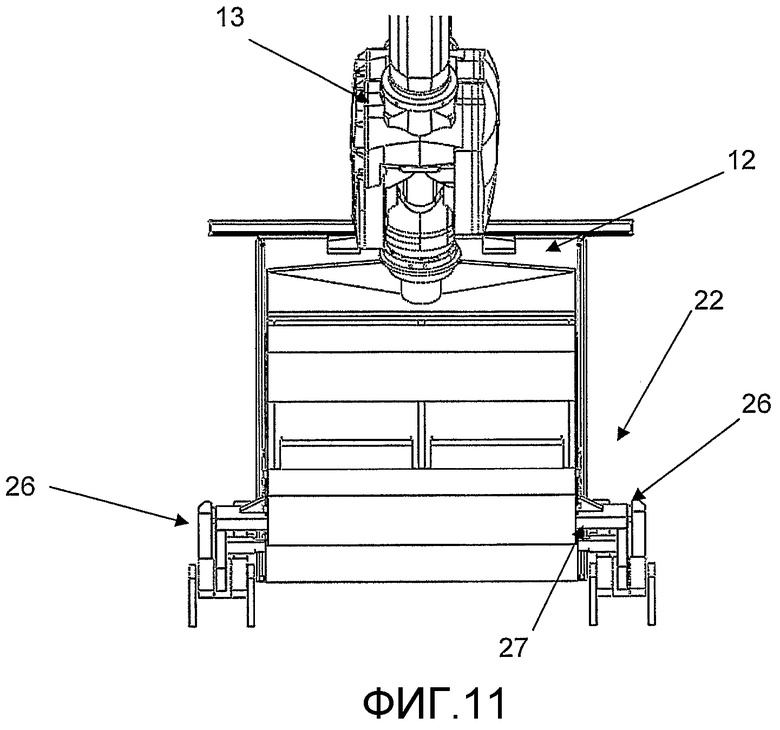
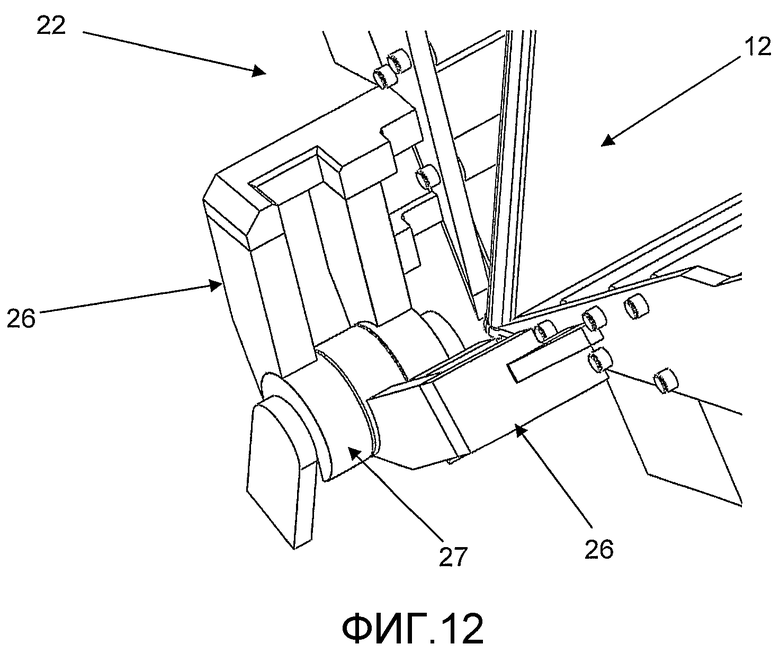
На фиг.11-13 более подробно представлен этап, показанный на фиг.7. На этих чертежах, роботизированные манипуляторы 13 подвели средство 22 для сдирки металла к основанию катодной пластины 12. В случае если металл (не показан) не отделяется немедленно от катодной пластины 12, средство 22 для сдирки металла содержит одно или более U-образных средств 26 зацепления, которые выполнены с возможностью зажима сверху или проводимого иным способом захвата стержня 27, расположенного в основании катодной пластины 12.
На фиг.14 и 15 показан альтернативный вариант осуществления настоящего изобретения. На этих чертежах, средство для сдирки металла в виде пары клиновидных участков 30 показано вставленным в зазор между катодной пластиной 12 и парой металлических слоев 11, расположенных с каждой стороны катодной пластины 12. Клиновидные участки 30 снабжены соединительным средством 31, обеспечивающим соединение клиновидных участков 30 с приводным средством, например, одним или более роботизированными манипуляторами. Приводное средство не показано на фиг.14 и 15 для ясности.
Клиновидные участки 30 содержат более опорных планок 32, которые продолжаются по ширине клиновидных участков 30 для придания структурной прочности устройству.
Клиновидные участки 30 дополнительно содержат несколько валиков 33, выполненных с возможностью снижения трения между клиновидными участками 30 и катодной пластиной 12. Периферия валиков продолжается немного позади внешней поверхности клиновидных участков. Некоторые из валиков 33 выполнены с возможностью контакта с поверхностью катодной пластины 12, а другие валики выполнены с возможностью контакта с внутренней поверхностью металла 11. В варианте осуществления изобретения, показанном на фиг.14 и 15, клиновидные участки 30 выполнены с несколькими дополнительными отверстиями 34, в которых при необходимости могут быть установлены дополнительные валики или подшипники.
Клиновидные участки 30 дополнительно содержат средство зацепления в виде дугообразного участка 25, расположенного в нижней части клиновидного участка 30. Этот дугообразный участок 35 выполнен с возможностью зацепления (и вращения вокруг него) со стержнем (не показан), расположенным на нижнем конце катодной пластины 12. Этот стержень обычно является частью или соединен с рамой станции для сдирки металла, в которую помещают катодную пластину при сдирке.
Как наиболее четко видно на фиг.15, угол на кончике 43 клиновидного участка 30 (т.е. угол между вертикальной поверхностью 44 клиновидного участка 30 и наклонной поверхностью 45 клиновидного участка 30) относительно небольшой (не более 20°, и предпочтительно от около 10° до около 12°) для предотвращения или минимизации изгиба в наружную сторону слоя металла 11.
На фиг.16 показана пара клиновидных участков 30. В данном варианте осуществления изобретения, пара клиновидных участков 30 выполнена с возможностью соединения с одним приводным средством (например, роботизированным манипулятором). Для этого клиновидные участки 30 соединены между собой опорной планкой 32 для обеспечения надлежащего выравнивания клиновидных участков 30.
Из фиг.16 видно, что каждый из клиновидных участков содержит пару пластин 36 и 37 с твердым кончиком 38, расположенным на его нижнем конце.
Между пластинами 36 и 37 расположены валики 33, при этом валики выполнены с возможностью контакта с поверхностью катодной пластины (не показано) и/или слоем металла (не показано) для снижения трения при процессе сдирки.
На фиг.17-27 показаны этапы способа сдирки металла согласно варианту осуществления настоящего изобретения. На фиг.17 слои металла 11 были отделены от катодной пластины 12 путем изгиба, что создало небольшой зазор между катодной пластиной 12 и металлом 11. Средства для сдирки металла, каждое из которых содержит четыре клиновидных участка 30, установлены вертикально с помощью приводного средства (не показано) таким образом, что кончики 38 клиновидных участков 30 готовы для вставки в зазор между металлом 11 и катодной пластиной 12.
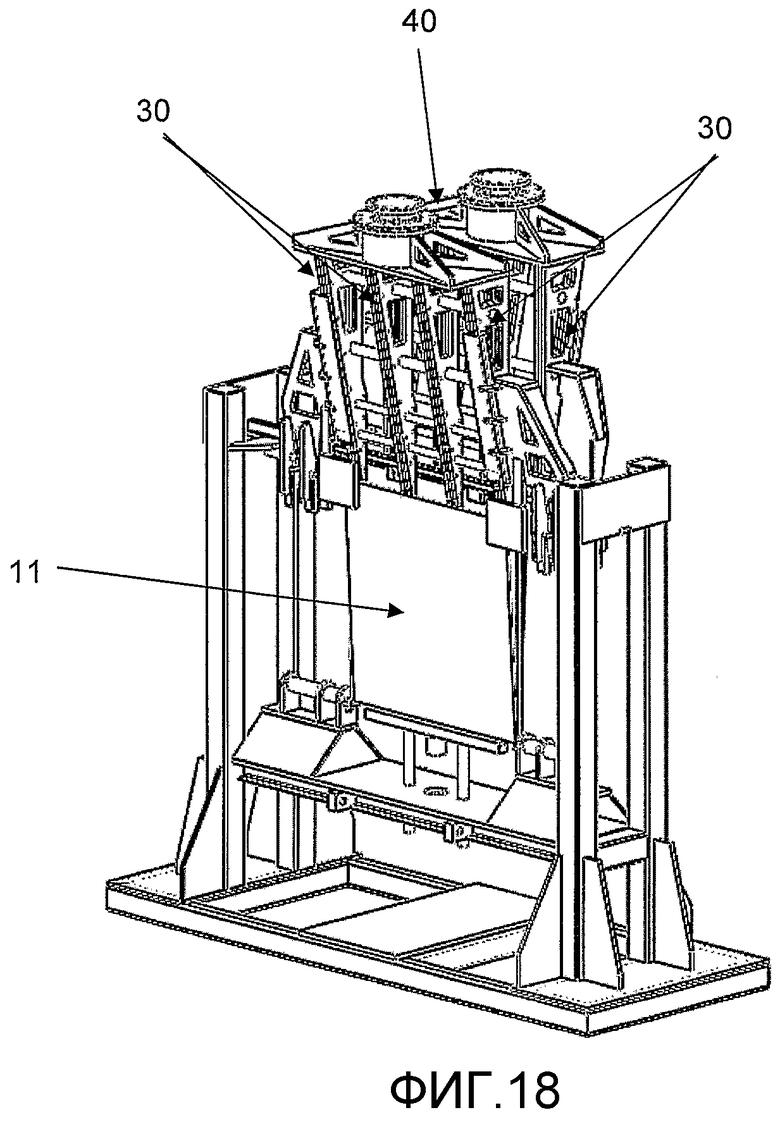
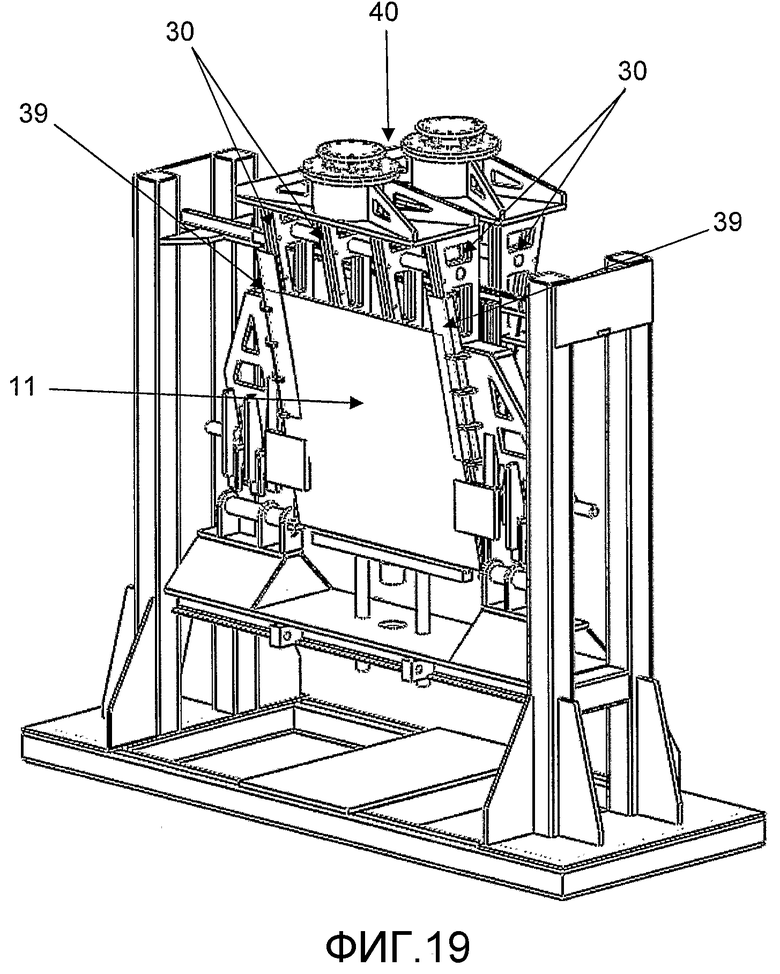
На фиг.18 и 19 клиновидные участки 30 перемещены вниз в зазор между металлом 11 и катодной пластиной (не показана), и начинается сдирка металла 11 с катодной пластины. К раме 40 устройства прикреплены направляющие 39, покрывающие край металла 11, что предотвращает нежелательный изгиб металла 11 при сдирке.
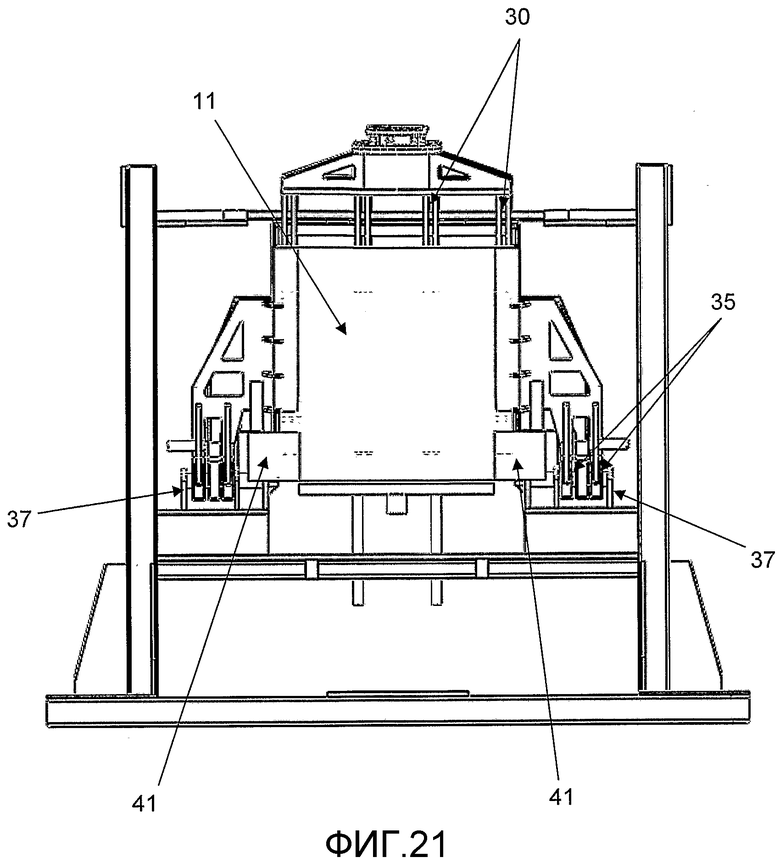
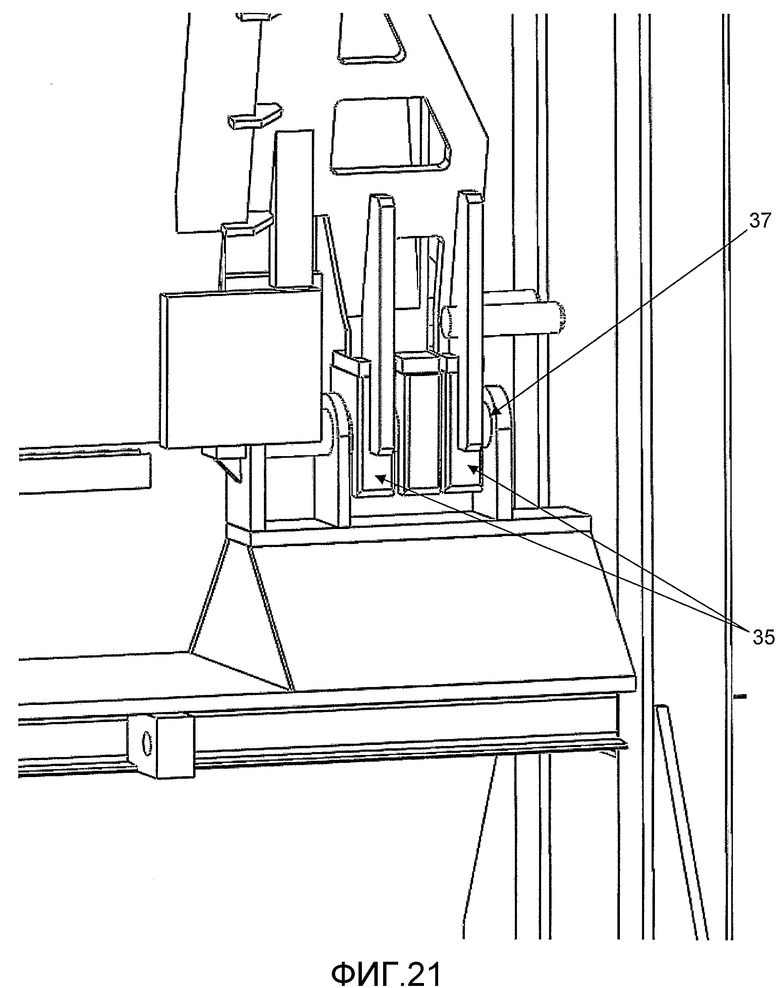
На фиг.20 и 21 клиновидные участки 30 перемещены вниз к нижней части катодной пластины (не показана). В этом положении, аркообразные участки 35 вступают в зацепление со стержнем 37, расположенным в нижней части катодной пластины (не показана). При этом срабатывает захватное средство 41 и захватывает внешнюю поверхность металла 11, что предотвращает падение металла 11, если произошло отделение металла 11 от катодной пластины (не показана).
На фиг.22 представлен увеличенный вид зацепления между аркообразными участками 35 и стержнем 37.
Если металл 11 не отделяется немедленно от катодной пластины 12, клиновидные участки 30 могут быть повернуты относительно оси стержня 37 для отламывания слоя металла, соединяющего металл 11 с катодной пластиной 12. Этот этап способа показан на фиг.23. Работа роботизированного манипулятора приводного средства представляет собой пригодное устройство для получения необходимого перемещения.
На этом чертеже, средство для сдирки металла вращается в наружном направлении от вертикали относительно оси стержня 37.
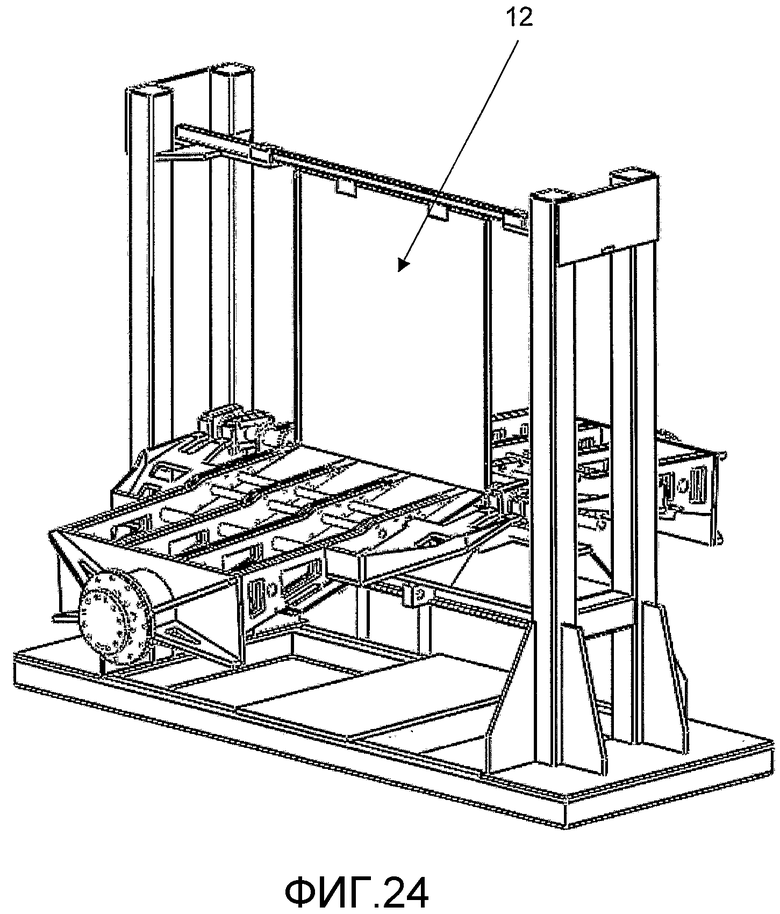
На фиг.24 средство для сдирки металла приведено в действие (например, роботизированным манипулятором) таким образом, что оно поворачивается на 90° или более от своего вертикального стартового положения для достижения отделения металла (не показан) от катодной пластины 12. Если металл (не показан) не отделяется от катодной пластины 12, этапы способа, показанные на фиг.23 и 24, могут повторяться до тех пор, пока не произойдет отделение.
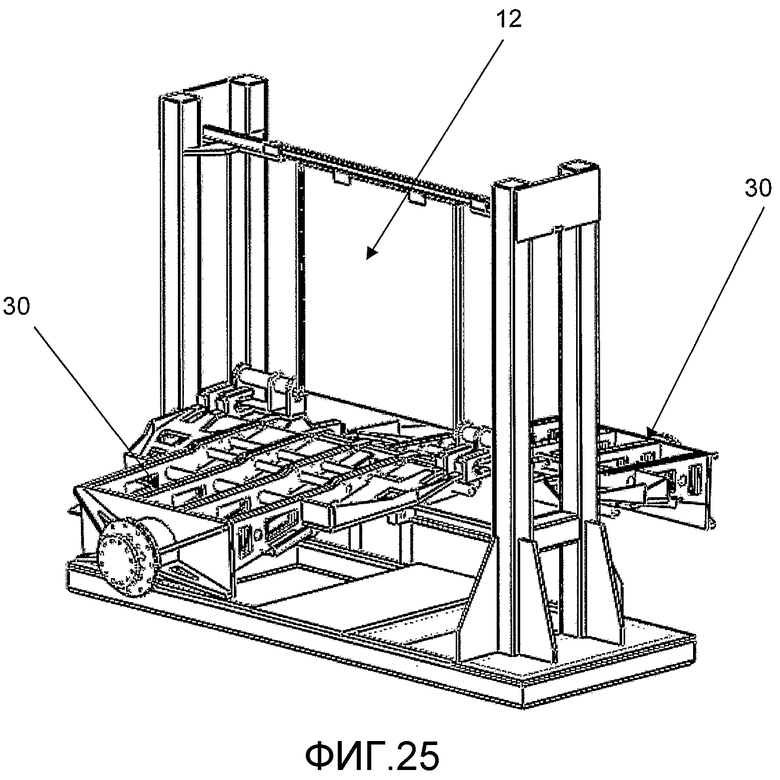
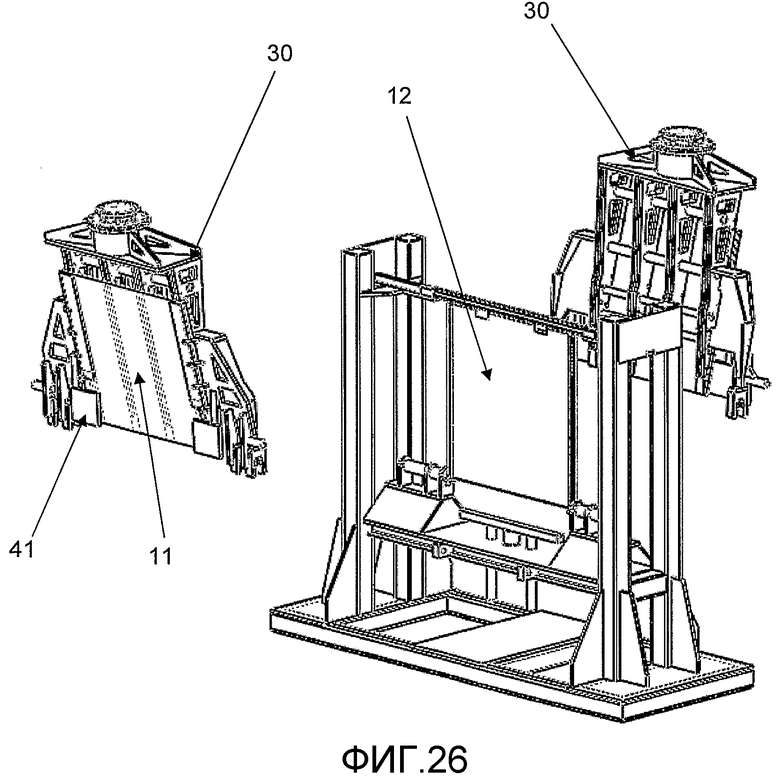
На фиг.25 и 26 вращение средства для сдирки металла привело к отделению металла 11 от катодной пластины 12. После того, как отделение произошло, клиновидные участки 30 начинают отводить, и слои металла 11 убирают, например, в штабель. Уборку слоев металла 11 в штабель производят с использованием роботизированного манипулятора (не показан). В частности, после отделения металла 11 от катодной пластины 12, захватное средство 41 продолжает удерживать поверхность металла 11, что предотвращает падение металла 11. Хотя захватное средство 41 находится в контакте с металлом 11, роботизированный манипулятор (не показан) вращается или движется, пока металл 11 не будет уложен в штабель на складской площадке или чем-либо подобном. Роботизированный манипулятор будет вращаться или перемещаться таким образом, что металл 11 будет размещен в требуемом положении в штабеле или на складской площадке. При достижении требуемого положения, захватное средство 41 освобождает поверхность металла 11 таким образом, что металл 11 может выпасть из клиновидных участков 30 в штабель или т.п. Роботизированный манипулятор (не показан) затем возвращает клиновидные участки 30 в положение, показанное на фиг.17, представляющее собой положение готовности к сдирке металла со следующего катода.
Преимущество использования роботизированного манипулятора для укладки металла 11 в штабель или т.п. состоит в том, что роботизированный манипулятор быстро и просто перенесет содранный металл в штабель и уложит содранный металл предсказуемым и обычным способом. Это значительно повышает эффективность способа сдирки, поскольку способ не основан на ручном труде или использовании механизированных средств (например, вилочных погрузчиков) для перемещения содранного металла от станции для сдирки металла к штабелю.
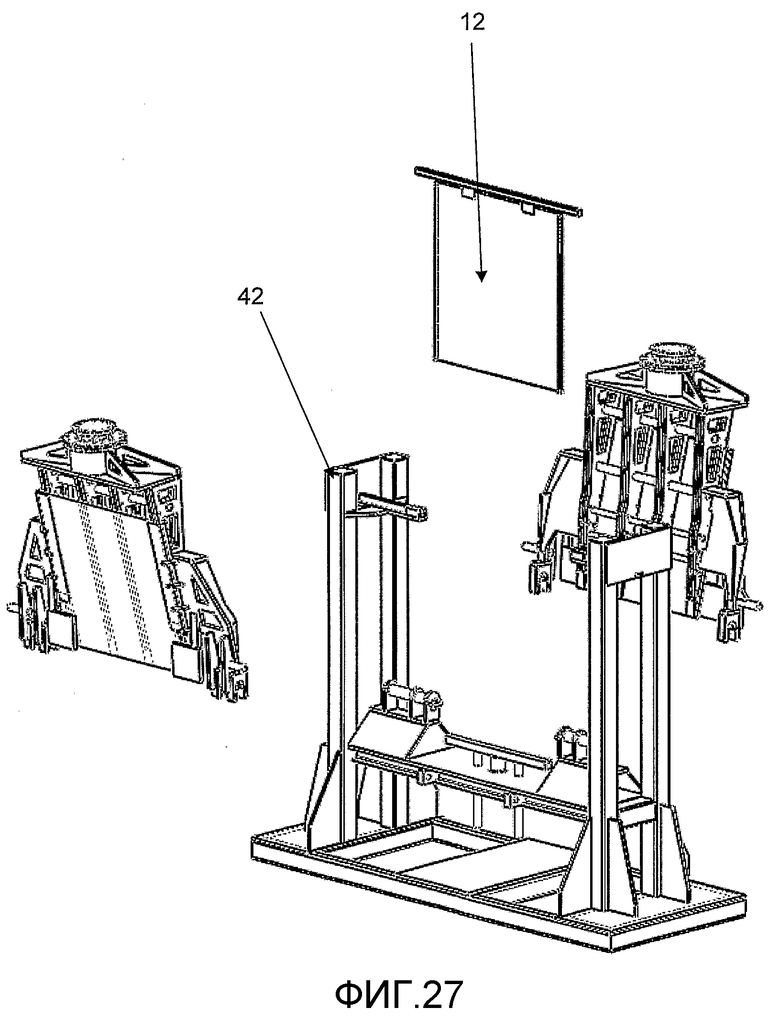
В конечном итоге, как показано на фиг.27, катодную пластину 12 убирают из станции 42 для сдирки металла, при этом может быть введена новая катодная пластина (не показана), и процесс сдирки может быть проведен на новой катодной пластине.
На протяжении всего описания слова «сдирка» и «отделение» были использованы в общем смысле. Тем не менее в современной технологии терминам «сдирка» и «отделение» иногда придают более конкретное значение, при этом «сдирка» относится к способу расширения зазора между металлом и катодной пластиной, а «отделение» относится к способу изгиба слоев металла (неоднократному, в случае необходимости) для разрушения связи осажденного металла, соединяющей два слоя металла.
Специалистам в данной области техники следует понимать, что в настоящее изобретение могут быть внесены изменения и дополнения, отличные от конкретно описанных. Следует понимать, что настоящее изобретение охватывает все такие изменения и дополнения, как находящиеся в пределах сущности и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ ОБОЛОЧКИ ИЗ МЕТАЛЛА НА КАТОДЕ И КАТОДНАЯ ПЛАСТИНА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ | 2000 |
|
RU2247799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЕННОГО ЭЛЕМЕНТА ЯЧЕЙКИ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ И ДИАФРАГМЕННЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2256729C1 |
| ГЕРМЕТИЗИРОВАННАЯ КАТОДНАЯ ПОДВЕСНАЯ БАЛКА И СПОСОБ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319795C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛА | 2000 |
|
RU2241072C2 |
| Устройство для сдирки катодных осадков | 1981 |
|
SU1017744A1 |
| СПОСОБ ЭЛЕКТРОЛИЗА И ЭЛЕКТРОЛИЗЕР ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2003 |
|
RU2331721C2 |
| КАТОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛОВ | 2001 |
|
RU2205250C2 |
| КАТОДНАЯ ЯЧЕЙКА С ОПУСКАЮЩИМСЯ СЛОЕМ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ВЫДЕЛЕНИЯ МЕТАЛЛА | 2004 |
|
RU2353711C2 |
| РАЗБОРНАЯ ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2001 |
|
RU2254233C2 |
| КРАЕВАЯ ПОЛОСА ДЛЯ КАТОДНОЙ ПЛАСТИНЫ И КАТОДНАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2000 |
|
RU2242541C2 |










Изобретение относится к устройству и способу для сдирки металла с катодной пластины. Устройство содержит сдирочный механизм со средством для сдирки металла, выполненным с возможностью размещения между металлом и катодной пластиной для отделения металла от катодной пластины с помощью средств его поворота и перемещения, при этом средство для сдирки металла соединено с роботизированным манипулятором с возможностью его перемещения в нескольких направлениях посредством манипулятора и имеет одно или более вставных средств, включающих в себя один или более клиновидных участков и выполненных с возможностью введения между металлом и катодной пластиной для отделения по меньшей мере части металла от катодной пластины. Раскрыт также способ сдирки металла с катодной пластины посредством вариантов устройства для сдирки металла. Обеспечивается повышение эффективности сдирки металла с катодной пластины и упрощение пакетирования снятого металла в штабель. 7 н. и 13 з.п. ф-лы, 27 ил.
1. Устройство для сдирки металла с катодной пластины, содержащее сдирочный механизм с по крайней мере одним средством для сдирки металла, выполненным с возможностью размещения между металлом и катодной пластиной для отделения металла от катодной пластины с помощью средств его поворота и перемещения, при этом средство для сдирки металла соединено с роботизированным манипулятором с обеспечением возможности его перемещения в нескольких направлениях и имеет одно или более вставных средств, выполненных с одним или более клиновидными участками для возможности введения между металлом и катодной пластиной для отделения по меньшей мере части металла от катодной пластины.
2. Устройство по п.1, в котором роботизированный манипулятор при приведении в действие перемещает средство для сдирки металла вдоль катодной пластины или металла, или того и другого для отжимания металла от катодной пластины.
3. Устройство по любому из пп.1 или 2, в котором средство для сдирки металла содержит по меньшей мере один валик.
4. Устройство по п.1, в котором средство для сдирки металла содержит по меньшей мере один валик на одной или обеих сторонах катодной пластины для размещения в зазоре между металлом и катодной пластиной.
5. Устройство по п.3, в котором средство для сдирки металла содержит по меньшей мере два валика, расположенных на одной или обеих сторонах катодной пластины, при этом один по меньшей мере из двух валиков контактирует с катодной пластиной и один по меньшей мере из двух валиков контактирует с металлом.
6. Устройство по п.4, в котором средство для сдирки металла содержит по меньшей мере два валика, расположенных на одной или обеих сторонах катодной пластины, при этом один по меньшей мере из двух валиков контактирует с катодной пластиной и один по меньшей мере из двух валиков контактирует с металлом.
7. Устройство по п.1, которое дополнительно содержит один или более наружных валиков, выполненных с возможностью вступления в контакт с наружной поверхностью металла, если металл, соединяющий металл, осажденный на противоположных сторонах катодной пластины, не разрушается при сдирке.
8. Устройство по п.7, в котором один или более наружных валиков выполнены с возможностью поддержания контакта с наружной поверхностью металла при сдирке.
9. Способ сдирки металла с катодной пластины с помощью устройства по любому из пп.1-8, включающий отделение, по меньшей мере, части металла от катодной пластины с образованием зазора между катодной пластиной и металлом, размещение средства для сдирки металла посредством роботизированного манипулятора в зазоре между металлом и катодной пластиной и приведение в действие роботизированного манипулятора для перемещения средства для сдирки металла вдоль катодной пластины или металла.
10. Способ по п.9, включающий этап изгибания катодной пластины для обеспечения отделения по меньшей мере части металла от катодной пластины.
11. Устройство для сдирки металла с катодной пластины, имеющей осажденный слой металла с каждой ее стороны и соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажденный вдоль нижнего края катодной пластины, содержащее сдирочный механизм с по крайней мере одним средством для сдирки металла, выполненным с возможностью размещения между металлом и катодной пластиной для отделения металла от катодной пластины с помощью средств его поворота и перемещения, при этом средство для сдирки металла соединено с роботизированным манипулятором с обеспечением возможности его перемещения в нескольких направлениях для отделения слоев металла с каждой стороны катодной пластины от нее и обеспечением возможности отжимания слоев металла при перемещении средства для сдирки металла роботизированным манипулятором с изгибанием слоев металла относительно соединительного металла при сохранении соединительного металла, осажденного вдоль нижнего края катодной пластины.
12. Устройство по п.11, которое содержит одно или более захватных средств, выполненных с возможностью предотвращения падения металла после начала сдирки металла с катодной пластины.
13. Устройство по п.12, в котором одно или более захватных средств выполнены с возможностью вступления в контакт с наружной поверхностью металла.
14. Способ сдирки металла с катодной пластины, имеющей осажденный слой металла с каждой ее стороны и соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажденный вдоль нижнего края катодной пластины, с помощью устройства по любому из пп.11-13, включающий отделение, по меньшей мере, части осажденных слоев металла от катодной пластины, сдирку слоев металла с катодной пластины с возможностью использования пары роботизированных манипуляторов, располагаемых по одному с каждой стороны катодной пластины, и при сохранении при начальной сдирке соединительного металла, осажденного вдоль нижнего края катодной пластины, слои металла подталкивают друг к другу упомянутым средством для сдирки металла посредством упомянутого роботизированного манипулятора.
15. Способ по п.14, включающий этап изгибания катодной пластины для обеспечения отделения по меньшей мере части металла от катодной пластины.
16. Устройство для сдирки металла с катодной пластины, имеющей осажденный слой металла с каждой ее стороны и соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажденный вдоль нижнего края катодной пластины, при этом часть металла отделена от катодной пластины с образованием зазора между нею и катодной пластиной, содержащее сдирочный механизм по крайней мере с одним средством для сдирки металла, выполненным с возможностью размещения между металлом и катодной пластиной для отделения металла от катодной пластины с помощью средств его поворота и перемещения, при этом средство для сдирки металла соединено с роботизированным манипулятором с возможностью его перемещения в нескольких направлениях манипулятором, одно или более вставных средств, выполненных с возможностью введения между металлом и катодной пластиной, и по меньшей мере один валик для размещения в зазоре между металлом и катодной пластиной, при этом одно или более упомянутых вставных средств соединено с упомянутым роботизированным манипулятором, а также приводное средство для перемещения по меньшей мере одного валика вдоль катодной пластины или металла.
17. Устройство для сдирки металла с катодной пластины, имеющей осажденный слой металла с каждой ее стороны и соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажденный вдоль нижнего края катодной пластины, при этом часть металла отделена от катодной пластины с образованием зазора между нею и катодной пластиной, содержащее сдирочный механизм со средством для сдирки металла, выполненным с возможностью размещения между металлом и катодной пластиной для отделения металла от катодной пластины с помощью средств его поворота и перемещения, при этом средство для сдирки металла соединено с роботизированным манипулятором с возможностью его перемещения в нескольких направлениях манипулятором, а также приводное средство для перемещения средства для сдирки металла вдоль катодной пластины или металла.
18. Устройство по п.17, в котором средство для сдирки металла содержит клиновидный участок, выполненный с возможностью перемещения кончиком клина между металлом и катодной пластиной.
19. Устройство по любому из пп.17 или 18, в котором угол между боковыми сторонами клиновидного участка, которые сходятся на кончике клина, составляет не более 20°.
20. Способ сдирки металла с катодной пластины, имеющей осажденный слой металла с каждой ее стороны и соединительный металл, образующий связь между слоями металла с каждой стороны катодной пластины, осажденный вдоль нижнего края катодной пластины, с помощью устройства для сдирки металла по любому из пп.17-19, включающий отделение, по меньшей мере, части осажденных слоев металла от катодной пластины, сдирку слоев металла с катодной пластины с использованием пары роботизированных манипуляторов, располагаемых по одному с каждой стороны катодной пластины с возможностью подталкивания слоев металла друг к другу средством для сдирки металла посредством упомянутых роботизированных манипуляторов с сохранением соединительного металла, осажденного вдоль нижнего края катодной пластины.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА ИЗ ИСКУССТВЕННЫХ СТЕКЛЯННЫХ ВОЛОКОН (ВАРИАНТЫ), УПАКОВКА, СОДЕРЖАЩАЯ ИСКУССТВЕННЫЙ СТЕКЛЯННЫЙ ВОЛОКНИСТЫЙ ПРОДУКТ (ВАРИАНТЫ), И ПРОДУКТ, ПОЛУЧЕННЫЙ ИЗ СТЕКЛЯННОГО РАСПЛАВА | 1997 |
|
RU2178776C2 |
| CN 101153404 A, 02.04.2008 | |||
| US 7306706 B2, 11.12.2007 | |||
| US 6797133 B2, 28.09.2004 | |||
| Устройство для сдирки и пакетирования катодных осадков | 1980 |
|
SU1055780A1 |
| Устройство для отделения катодных осадков | 1983 |
|
SU1100333A1 |
| Устройство для сбивки катодной сурьмы | 1981 |
|
SU1014995A1 |

