Изобретение относится к способу изготовления створки автомобиля, в частности заднего откидного борта пикапа.
Пикапы, в целом, содержат грузовой отсек, также называемый платформой, для перевозки грузов различных типов.
Грузовой отсек пикапа содержит панель основания, ограниченную вертикальными стенками, образующими контейнер. Стенки, в целом, содержат две боковые стенки, переднюю стенку и заднюю стенку. Задняя стенка, образующая створку, установлена с возможностью поворота для образования заднего откидного борта, облегчающего погрузку и разгрузку товаров из грузового отсека.
Задний откидной борт, в целом, содержит, внутреннюю панель, представляющую собой конструкционную деталь, и наружную панель, представляющую собой декоративную панель. Внутренняя панель содержит по существу плоскую панель и проходящие вокруг неё края, выступающие в плоскостях по существу перпендикулярных этой плоской панели. Каждый выступающий край примыкает к по меньшей мере одному другому выступающему краю, и каждый выступающий край соединен с примыкающим краем (краями) посредством соединительных краев.
Внутренняя панель, в целом, выполнена из металлического материала, например, из стали. Например, известно изготовление внутренней панели из цельной стальной заготовки, т.е. из заготовки, полученной разрезанием отдельного стального листа и холодной штамповкой заготовки для формирования внутренней панели.
При проектировании такого грузового отсека должны быть удовлетворены несколько требований, которые зачастую вступают в противоречие друг с другом. Желательно спроектировать грузовой отсек, в частности задний откидной борт, так чтобы он мог противодействовать ударным нагрузкам, в частности, воспринимаемым грузовым отсеком или возникающим в результате столкновения транспортного средства. Так же желательно, чтобы задний откидной борт мог поглощать значительное количество энергии при воздействии ударных нагрузок и мог значительно деформироваться перед разрушением. Кроме того, желательно уменьшить общую массу транспортного средства для уменьшения расхода энергии для удовлетворения в дальнейшем требований к охране окружающей среды. Таким образом, желательно уменьшить толщину деталей, образующих транспортное средство, в частности, заднего откидного борта. Однако простое уменьшение толщины заднего откидного борта приведет к снижению сопротивления ударным нагрузкам.
Ранее было предложено изготавливать задний откидной борт из высокопрочной стали, например, имеющей предел прочности на разрыв не менее 780 МПа.
Однако при использовании сталей с таким высоким пределом прочности на разрыв могут возникнуть проблемы во время штамповки заготовки из-за низкой деформируемости этих сталей. В частности, во время холодной штамповки возможно утолщение стали.
Задача изобретения заключается в устранении вышеуказанных проблем и, в частности, создании способа изготовления створки с уменьшенной массой и увеличенным сопротивлением деформации, не приводящего к сжатию или утолщению стали.
Поставленная задача решается способом изготовления створки автомобиля, содержащей по существу плоскую панель и проходящие вокруг неё края, выступающие в плоскостях по существу перпендикулярных к этой панели, при этом каждый край примыкает к по меньшей мере одному другому краю и соединен с одним или каждым примыкающим краем посредством соединительного края, включающим в себя этапы, на которых:
– берут по существу прямоугольную плоскую заготовку,
– разрезают указанную заготовку для удаления по меньшей мере одной её угловой части, она или каждая из которых приспособлена для образования соединительного края двух примыкающих краев створки,
– штампуют заготовку с вырезами для получения части створки, содержащей панель и проходящие вокруг неё края, отделенные друг от друга,
– соединяют примыкающие края посредством присоединения по меньшей мере одной соединительной части к части створки, при этом одна или каждая соединительная часть выполнена из материала, отличного от материала части створки, и образует соединительный край.
Образование части створки и соединительных частей в виде двух разных деталей, выполненных из различных материалов, позволяет выбирать для каждой из них материал, пригодный для образования этих частей посредством штамповки заготовок без утончения или утолщения стали.
Способ согласно изобретению может обладать следующими особенностями, используемыми по отдельности или в с любой технически возможной комбинации:
– размеры удаляемых из заготовки угловых частей, рассчитывают так, чтобы каждый из краев части створки при штамповке заготовки с вырезами был деформирован в отдельном направлении;
– материал части створки имеет предел прочности на разрыв не менее 780 МПа;
– предел текучести материала соединительных частей меньше предела текучести материала части створки;
– соединительные части изготавливают штамповкой;
– при штамповке обеспечивают скорость деформации соединительных частей по меньшей мере выше скорости критической деформации материала части створки;
– соединительные части прикреплены к двум примыкающим краям и к панели посредством болтового соединения;
– перед разрезанием заготовки определяют положения подлежащих удалению угловых частей и оценивают скорость деформации, необходимую для прикладывания к каждой точке заготовки для формирования части створки и соединительных частей, и определяют, в каких точках заготовки скорость деформации будет выше предельного значения скорости деформации для материала части створки;
– угловые части определяют угловые участки заготовки, содержащие точки, в которых скорость деформации выше предельного значения скорости деформации.
Изобретение также относится к створке автомобиля, содержащей по существу плоскую панель и проходящие вокруг неё края, выступающие в плоскостях по существу перпендикулярных этой панели, при этом каждый край примыкает к по меньшей мере одному другому краю и соединен с одним или каждым примыкающим краем посредством соединительного края, причем снаружи соединительных краев указанные панель и края образованы отдельной частью створки, и один или каждый соединительный край образован соединительной частью, прикрепленной к части створки.
Створка согласно изобретению может обладать следующими особенностями, используемыми по отдельности или в с любой технически возможной комбинации:
– одна или каждая соединительная часть выполнена из материала, отличного от материала части створки;
– по меньшей мере часть одного или каждого соединительного края обладает скоростью деформации большей скорости критической деформации материала части створки;
– каждая соединительная часть содержит два плеча, проходящих по существу в перпендикулярных направлениях и каждое из которых прикреплено к одному из двух примыкающих краев для соединения их вместе;
– створка образует по меньшей мере часть заднего откидного борта пикапа.
Другие особенности и преимущества изобретения станут более понятными из дальнейшего описания со ссылками на чертежи.
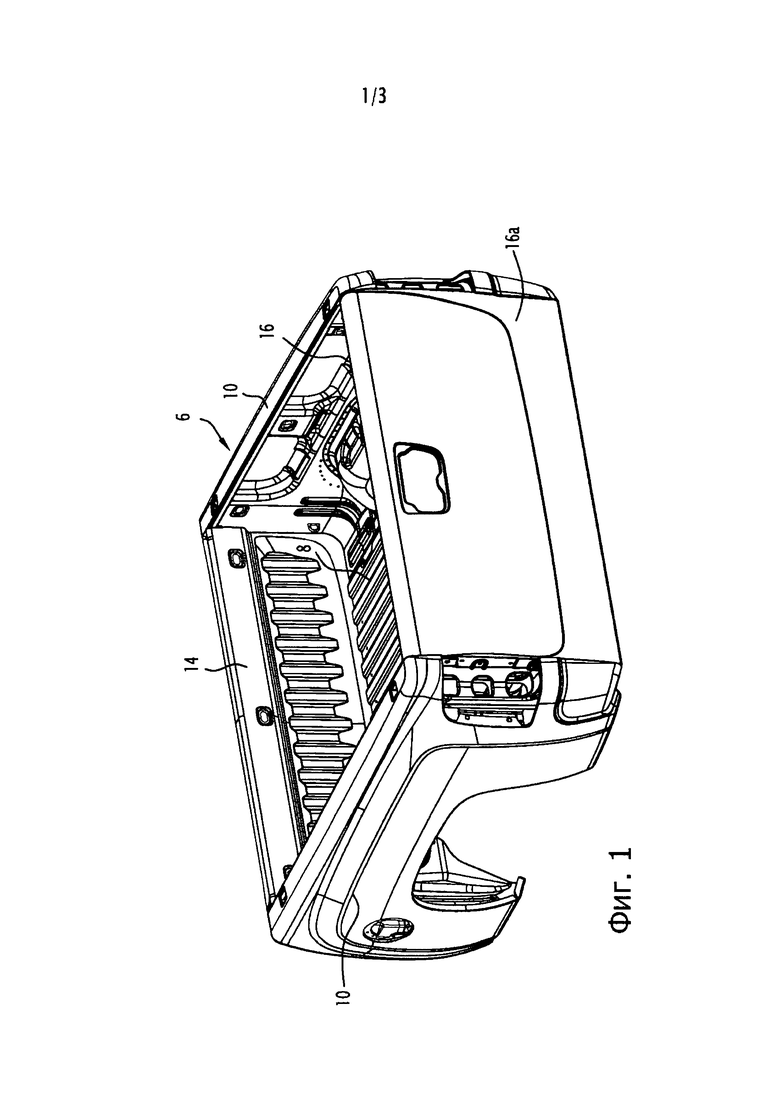
На фиг. 1 показан грузовой отсек, содержащий створку согласно конкретному варианту ее выполнения, вид в перспективе;
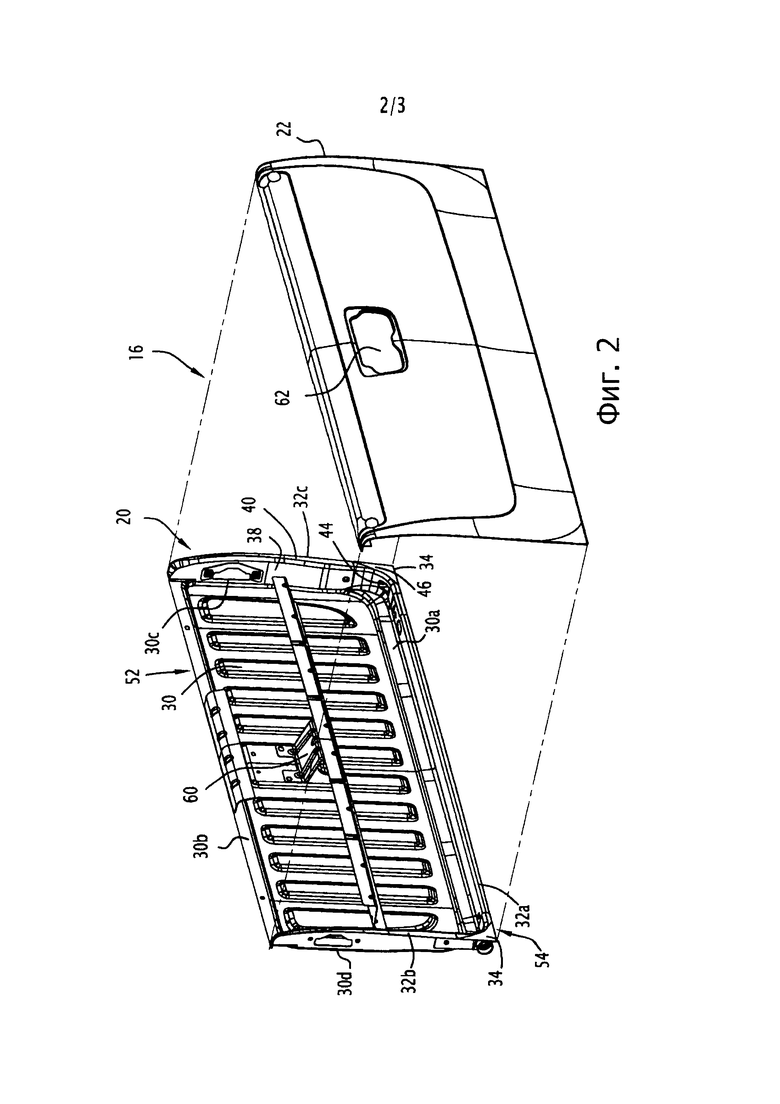
на фиг. 2 – частично разобранный задний откидной борт грузового отсека по фиг. 1, включающий в себя створку, вид в перспективе;
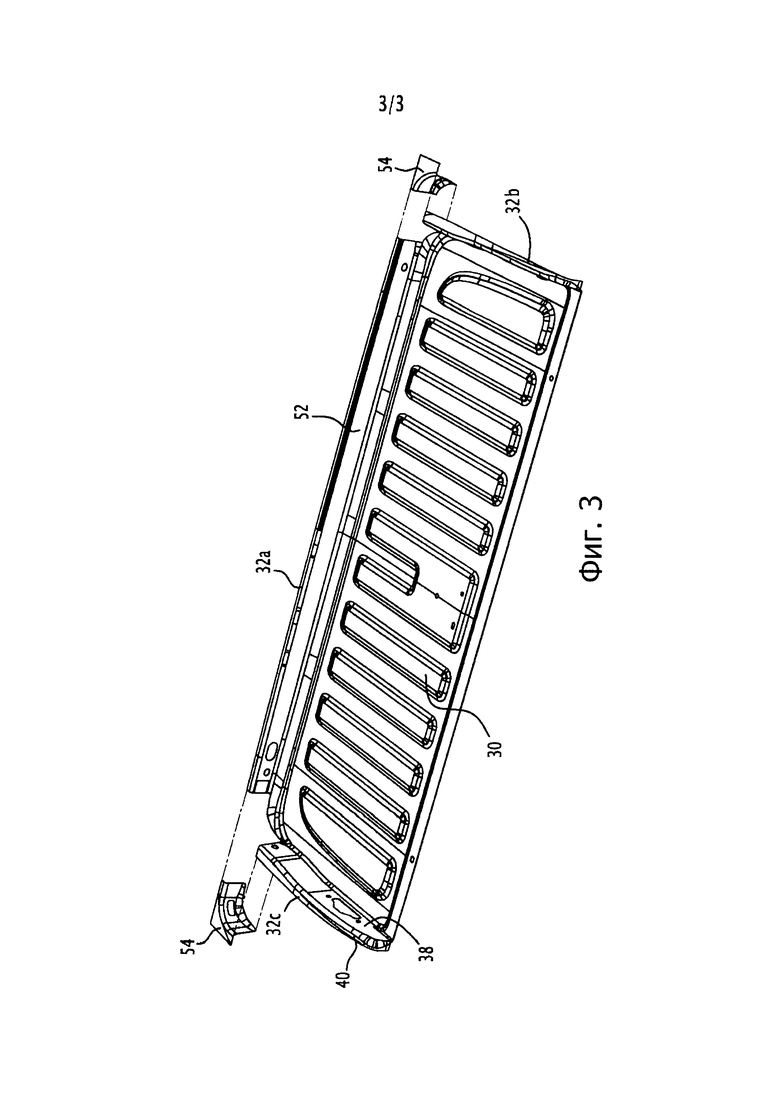
на фиг. 3 – разобранная створка по фиг. 2, вид в перспективе.
Пикап, в целом, содержит кабину для перевозки пассажиров и показанный на фиг. 1 грузовой отсек 6, также называемый кузовом, для перевозки грузов различных типов. Кабина и грузовой отсек 6 установлены на соответствующих переднем и заднем концах рамы пикапа.
Грузовой отсек 6 содержит основание 8 и четыре боковые стенки, включающие в себя правую и левую боковые стенки 10, переднюю стеку 14 и заднюю стенку, образующую задний откидной борт 16 грузового отсека 6.
Основание 8 имеет по существу прямоугольную форму.
Передняя стенка 14 проходит в поперечной плоскости и выступает вверх от переднего края основания 8.
Каждая боковая стенка 10 по существу проходит в вертикальной продольной плоскости. В частности, каждая боковая стенка 10 выступает вверх от бокового края основания 8.
Задний откидной борт 16 установлен с возможностью поворота у нижнего края 16a рядом с задним краем основания 8. Задний откидной борт 16 может поворачиваться между закрытым и открытым положениями. В закрытом положении задний откидной борт 16 выступает вверх по существу вертикально от заднего края основания 8. В открытом положении задний откидной борт 16 проходит по существу горизонтально, продолжая основание 8.
Как показано на фиг. 2, задний откидной борт 16 содержит створку 20, образующую внутреннюю панель этого борта 16, и наружную панель 22.
Створка 20 представляет собой конструктивную деталь грузового отсека 6.
Створка 20 содержит внутреннюю поверхность, ориентированную внутрь грузового отсека 6, и наружную поверхность, обращенную к внутренней поверхности наружной панели 22.
Наружная панель 22 является декоративной. Наружная панель 22 содержит внутреннюю поверхность, обращенную к наружной поверхности створки 20, и наружную поверхность, ориентированную наружу пикапа.
Створка 20 содержит по существу плоскую панель 30 и выступающие концевые края 32a, 32b, 32c. Концевые края 32a, 32b, 32c проходят вокруг панели в плоскостях, по существу перпендикулярных панели.
В частности, панель 30 имеет по существу прямоугольную форму и проходит вертикально (когда задний откидной борт закрыт) между нижним 30a и верхним 30b концами, а поперечно – между двумя боковыми концами 30c, 30d.
Концевые края выступают перпендикулярно по меньшей мере от некоторых из нижнего, верхнего и боковых концов панели 20.
В показанном варианте выполнения концевые края содержат нижний край 32a, выступающий от нижнего конца 30a панели 30, и два боковых края 32c, 32d, вступающих от боковых концов 30c, 30d панели 30.
Таким образом, каждый концевой край 32a, 32b, 32c примыкает к другому концевому краю 32a, 32b, 32c.
Каждый концевой край 32a, 32b, 32c соединен с каждым примыкающим краем посредством соединительного края 34. Таким образом, соединительные края 34 образуют угловые части створки 20.
В показанном варианте выполнения соединительные края 34 содержат два нижних соединительных края, каждый из которых соединяет боковой край 32c, 32d с концом нижнего края 32a.
Каждый концевой край 32a, 32b, 32c содержит внутренний участок 38, выступающий перпендикулярно панели 30, и наружный участок 40 по существу параллельный панели 30 и выступающий наружу от внутреннего участка 38.
Каждый соединительный край 34 содержит внутренний участок 44, выступающий перпендикулярно панели 30 и соединяющий внутренний участок 38 двух примыкающих концевых участков 32a, 32b, 32c и наружный участок 46 по существу параллельный панели 30 и выступающий наружу от внутреннего участка 44.
Кроме того, каждый соединительный край 34 содержит два плеча, проходящих по существу в перпендикулярных направлениях, каждое из которых прикреплено к одному из двух примыкающих концевых краев 32a, 32b, 32c для соединения двух краев вместе.
Как показано на фиг. 3, панель 30 и концевые края 32a, 32b, 32c выполнены как отдельная часть 52 створки, и каждый из соединительных краев 34 выполнен как соединительные части 54. Часть 52 створки и соединительные части 54 являются отдельными трехмерными деталями, выполненными из разных материалов, например, из разных сталей, соединенных друг с другом.
Часть 52 створки предпочтительно выполнена из цельной стальной заготовки, т.е. заготовки, полученной посредством резки отдельного стального листа.
Например, часть 52 створки выполнена из первого материала, а соединительная часть 54 выполнена из второго материала, отличного от первого материала.
Первый материал является сталью, например, имеющей предел прочности на разрыв не менее 780 МПа, предпочтительно не менее 980 МПа. Например, сталь имеет предел текучести не менее 450 МПа, предпочтительно не менее 550 МПа.
Например, первый материал является двухфазной сталью, имеющей отношение предела текучести к пределу прочности на разрыв не более 0,6. предпочтительно не более 0,5.
Фактически, двухфазная сталь имеет как хорошее механическое сопротивление, так и хорошую пластичность, и обеспечивает увеличение поглощения энергии при ударном воздействии по сравнению с обычной высокопрочной низколегированной сталью (так называемой HSLA), имеющей такой же предел текучести.
Первый материал может иметь покрытие, нанесенное гальванизацией, например, посредством любого подходящего процесса, такого как горячее покрытие, электроосаждение, вакуумное покрытие.
Предпочтительно, часть 52 створки имеет толщину 0,5 – 1,2 мм, например, 0,8 мм.
Второй материал предпочтительно является сталью, имеющей улучшенную пластичность по сравнению с первым материалом.
Фактически, соединительная часть 54 имеет более сложные формы, чем часть 52 створки, т.е. имеет общую скорость деформации при штамповке выше, чем часть 52 створки. В частности, самая высокая скорость деформации соединительных частей 54 больше самых высоких скоростей деформации части 52 створки.
В частности, скорость деформации соединительных частей 54 такова, что, если бы они были сделаны из первого материала, по меньшей мере некоторые части соединительных частей 54 подвергались бы утолщению или утончению.
Использование материала, имеющего лучшую пластичность по сравнению с первым материалом для образования соединительных частей 54, позволяет исключить это явление.
Например, второй материал является высокопрочной низколегированной сталью. Например, сталь имеет предел текучести 420 – 520 МПа и предел прочности на разрыв 470 – 590 МПа.
Второй материал предпочтительно имеет предел текучести ниже предела текучести первого материала.
Предпочтительно, второй материал имеет полное удлинение не менее 17%.
Предпочтительно второй материал имеет более высокое полное удлинение, чем первый материал.
Второй материал может иметь покрытие, нанесенное гальванизацией, например, любого подходящего процесса, такого как горячее покрытие, электроосаждение, вакуумное покрытие.
Соединительные части 54 имеют толщину предпочтительно 0,6 – 1,3 мм, например 0,9 мм. Например, соединительные части 54 имеют большую толщину, чем часть 52 створки.
Соединительные части 54 прикреплены к панели 30, например, посредством болтов или сварки.
Створка 20 дополнительно содержит ручку 60, выступающую перпендикулярно от панели 30 и предназначенную для размещения в соответствующем сквозном проеме 62, образованном в наружной панели 22.
Предпочтительно, ручка 60 выполнена как трехмерная деталь, отличающаяся от части створки и изготовленная из третьего материала, отличного от первого материала.
Например, третий материал является таким же, как и второй материал.
Далее описан способ изготовления створки 20.
Изготовление створки 20 включает в себя отдельное изготовление её части 52 и соединительных частей 54 и крепление соединительных частей 54 к части 52 створки.
Кроме того, изготовление створки 20 включает в себя изготовление ручки 60 отдельно от части 52 створки и соединительных частей 54 и крепление ручки 60 к части 52 створки.
Изготовление части 52 створки включает в себя формирование промежуточной заготовки из первого материала посредством разрезания листа из первого материала с получением требуемой формы, например, формы, позволяющей выполнять штамповку заготовки для получения части 52 створки и соединительных частей.
Промежуточная заготовка, например, является по существу прямоугольной плоской заготовкой.
Изготовление части 52 створки дополнительно включает в себя определение положения на промежуточной заготовке угловых частей, подлежащих удалению.
Эти угловые части соответствуют участкам промежуточной заготовки, которые, если бы промежуточную заготовку подвергали штамповке в таком виде без удаления угловых частей, образовывали бы соединительные края 34.
Предпочтительно определение положения угловых частей включает в себя оценку скорости деформации, которую необходимо прикладывать к каждой точке промежуточной заготовки для формирования части 52 створки и соединительных частей 54, и определение, какие точки заготовки подвергались бы воздействию скорости деформации, превышающей предельное значение скорости деформации для первого материала. Это предельное значение, например, определяют как скорость критической деформации, соответствующую самой высокой скорости деформации, которая могла бы быть приложена посредством холодной штамповки без утолщения или утонения в этих точках. Это определение, например, выполняют посредством диаграммы предельных значений.
Угловые части, например, определяют как угловые участки промежуточной заготовки, содержащие все точки, которые были бы подвержены воздействию скорости деформации, превышающей предельное значение.
Кроме того, размеры угловых частей предпочтительно такие, чтобы каждый край части створки был деформирован в отдельном направлении при последующей штамповке заготовки.
Далее промежуточную заготовку разрезают для удаления угловых частей из промежуточной заготовки для образования заготовки с вырезами.
Затем заготовку с вырезами подвергают холодной штамповке для получения трехмерной части 52 створки. После штамповки заготовка с вырезами образует панель 30 и концевые края 32a, 32b, 32c, проходящие вокруг панели, причем концевые края 32a, 32b, 32c отделены друг от друга.
Каждую из соединительных частей 54 изготавливают формированием заготовки соединительной части из второго материала посредством резки листа из второго материала с получением требуемой формы.
Заготовка соединительной части по существу является плоской.
Далее заготовку соединительной части подвергают холодной штамповке для получения трехмерной соединительной части 54.
Помимо этого, изготавливают ручку 60 формованием заготовки ручки из третьего материала посредством разрезания листа из третьего материала с получением требуемой формы, т.е. такой формы, чтобы заготовку ручки можно было штамповать для образования ручки 60.
Заготовка ручки является по существу плоской.
Далее заготовку ручки подвергают холодной штамповке для получения трехмерной ручки 60.
Далее каждую соединительную часть 54 прикрепляют к двум смежным краям части 52 створки, например, посредством болтов.
Образование части 52 створки и соединительных частей 54 в виде двух разных деталей, выполненных из разных материалов, позволяет выбирать как для части 52 створки, так и для соединительных частей 54 материал, который пригоден для образования этих частей посредством штамповки заготовок без утонения или утолщения стальной заготовки.
Это также дополнительно позволяет выбирать как для части 52 створки, так и для соединительных частей 54 материал и толщину, обеспечивающие оптимальные характеристики в зависимости от нагрузок, которые могут на них воздействовать, для оптимизации прочности конструктивной части и её массы.
В частности, соединительные части 54 можно изготовить из материала, имеющего лучшую деформируемость, чем часть 52 створки, без необходимости формирования створки 20 из этого материала, что позволяет изготавливать эту часть 52 створки из материала, имеющего хорошую прочность и хорошее сопротивление ударным нагрузкам.
Следует отметить, что изобретение не ограничивается показанными выше примерами.
Например, часть 52 створки может содержать четыре концевых края, каждый из которых примыкает к двум концевым краям и соединен с каждым примыкающим концевым краем посредством соединительного края 34. Таким образом, в этом случае створка 20 содержит четыре соединительных края 34, а этап разрезания промежуточной заготовки содержит удаление четырех угловых частей заготовки.
Группа изобретений относится к области транспортного машиностроения. Способ изготовления створки автомобиля включает в себя этапы, на которых:
- берут прямоугольную плоскую заготовку;
- разрезают заготовку для удаления одной её угловой части;
- штампуют заготовку с вырезами для получения части створки, содержащей панель и проходящие вокруг неё края;
- соединяют примыкающие края посредством присоединения соединительной части к части створки. Соединительная часть выполнена из материала, отличного от материала части створки. Створка автомобиля содержит плоскую панель и проходящие вокруг неё края, выступающие в плоскостях, перпендикулярных этой панели. Каждый край примыкает к другому краю и соединен с ним посредством соединительного края. Снаружи соединительных краев панель и края образованы отдельной частью створки. Каждый соединительный край образован соединительной частью, прикрепленной к части створки. Достигается уменьшение массы и повышение устойчивости к деформации створки. 2 н. и 12 з.п. ф-лы, 3 ил.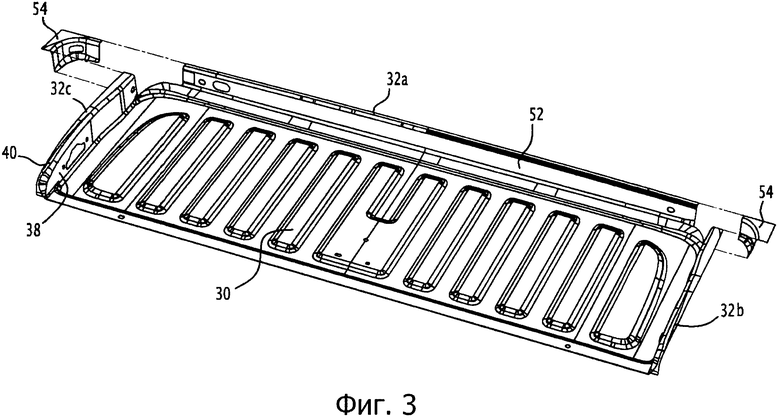
1. Способ изготовления створки (20) автомобиля, содержащей по существу плоскую панель (30) и проходящие вокруг неё края (32a, 32b, 32c), выступающие в плоскостях, по существу перпендикулярных этой панели (30), при этом каждый край (32a, 32b, 32c) примыкает к по меньшей мере одному другому краю (32a, 32b, 32c) и соединен с одним или каждым примыкающим краем (32a, 32b, 32c) посредством соединительного края (34), включающий в себя этапы, на которых:
- берут по существу прямоугольную плоскую заготовку,
- разрезают указанную заготовку для удаления по меньшей мере одной её угловой части, одна или каждая из которых приспособлена для образования соединительного края (34) двух примыкающих краев (32a, 32b, 32c) створки (20),
- штампуют заготовку с вырезами для получения части (52) створки, содержащей панель (30) и проходящие вокруг неё края (32a, 32b, 32c), отделенные друг от друга,
- соединяют примыкающие края (32a, 32b, 32c) посредством присоединения по меньшей мере одной соединительной части (54) к части (52) створки, при этом одна или каждая соединительная часть (54) выполнена из материала, отличного от материала части (52) створки, и образует соединительный край (34).
2. Способ по п.1, в котором размеры удаляемых из заготовки угловых частей рассчитывают так, чтобы каждый из краев (32a, 32b, 32c) части (52) створки при штамповке заготовки с вырезами был деформирован в отдельном направлении.
3. Способ по любому из пп.1 или 2, в котором материал части (52) створки имеет предел прочности на разрыв не менее 780 МПа.
4. Способ по п.3, в котором предел текучести материала соединительных частей (54) меньше предела текучести материала части (52) створки.
5. Способ по любому из пп.1-4, в котором соединительные части (54) изготавливают штамповкой.
6. Способ по п.5, в котором при штамповке обеспечивают скорость деформации соединительных частей (54) по меньшей мере частично выше скорости критической деформации материала части (52) створки.
7. Способ по любому из пп.1-6, в котором соединительные части (54) прикреплены к двум примыкающим краям (32a, 32b, 32c) и к панели (30) посредством болтового соединения.
8. Способ по любому из пп.1-7, в котором перед разрезанием заготовки определяют положения подлежащих удалению угловых частей и оценивают скорость деформации, необходимую для прикладывания к каждой точке заготовки для формирования части (52) створки и соединительных частей (54), и определяют, в каких точках заготовки скорость деформации будет выше предельного значения скорости деформации для материала части (52) створки.
9. Способ по п.8, в котором угловые части определяют угловые участки заготовки, содержащие точки, в которых скорость деформации выше предельного значения скорости деформации.
10. Створка (20) автомобиля, содержащая по существу плоскую панель (30) и проходящие вокруг неё края (32a, 32b, 32c), выступающие в плоскостях, по существу перпендикулярных этой панели (30), при этом каждый край (32a, 32b, 32c) примыкает к по меньшей мере одному другому краю (32a, 32b, 32c) и соединен с ним посредством соединительного края (34), причем снаружи соединительных краев (34) указанные панель (30) и края (32a, 32b, 32c) образованы отдельной частью (52) створки и один или каждый соединительный край (34) образован соединительной частью (54), прикрепленной к части (52) створки.
11. Створка по п.10, в которой одна или каждая соединительная часть (54) выполнена из материала, отличного от материала части (52) створки.
12. Створка по п.11, в которой по меньшей мере часть одного или каждого соединительного края (34) обладает скоростью деформации, большей скорости критической деформации материала части (52) створки.
13. Створка по любому из пп.10-12, в которой каждая соединительная часть (54) содержит два проходящих по существу в перпендикулярных направлениях плеча, каждое из которых прикреплено к одному из двух примыкающих краев (32a, 32b, 32c) для соединения их вместе.
14. Створка по любому из пп.10-13, которая образует по меньшей мере часть заднего откидного борта (16) пикапа.
| Состав присадочной проволоки | 1975 |
|
SU532497A1 |
| CN 202359974 U, 01.08.2012 | |||
| Шихта для изготовления огнеупорных изделий | 1979 |
|
SU775090A1 |
| Борт кузова транспортного средства | 1990 |
|
SU1754494A1 |

