Изобретение относится к пиротехнике и может быть использовано в производстве пиронагревателей, обеспечивающих приведение в действие тепловых химических источников электрического тока, а также электродных (анодных и катодных), сепараторных, воспламенительных и других элементов пиротехнических источников электрического тока.
Уровень технологии данной области техники характеризует промышленная технология изготовления асбоцементных плит (шиферных листов) по способу, приведенному в книге: Верней И.И. Теория формования асбоцементных листов и труб. - М.: Стройиздат, 1988. - 288 с. Он по технической сущности и совпадающим признакам выбран в качестве аналога заявляемому способу.
В известном способе асбест конвейером доставляют в дозатор, а далее в бегуны - механическую дробилку, на измельчение, затем в гидропушитель, где происходит распушка - разделение асбеста на волокна суспензии с концентрацией 5% по массе. Приготовленную суспензию перекачивают в турбосмеситель, куда из расходного бункера с помощью дозатора подают тонкодисперсный наполнитель - цемент и производят гомогенизацию полученной суспензии.
Турбосмеситель представляет собой диспергатор, ротор которого оснащен тангенциально расположенными отверстиями, формирующими при вращении локальные центробежные потоки суспензии, взаимодействующие с соплами турбины, что обеспечивает турбулизацию взвеси. При принудительном центробежном вытеснении суспензии на границе раздела ротор - турбина возникают гидроудары, сопровождающиеся кавитациоными процессами, что способствует улучшению однородности смеси (в том числе за счет дополнительного расщепления и фрагментации волокон асбеста).
Полученную суспензию подают в ковшовую мешалку для равномерного распределения структурных компонентов в объеме. Далее асбоцементную суспензию подают в желоб, в который дополнительно поступает вода для уменьшения вязкости и концентрации водной взвеси. Полученный полуфабрикат самотеком поступает в ванны листоформовочной машины, где на трех сетчатых цилиндрах происходит фильтрация асбестоцементной суспензии (удаление воды) и формование отливок асбоцементного материала (шифера).
Слой асбоцемента с влажностью 41-45% и толщиной ~ 0,15 мм суконным конвейером подают в вакуумную коробку, где происходит принудительное обезвоживание материала до влажности 32-37%, а затем, проходя через прессовые валки, материал уплотняется и обезвоживается до содержания влаги 19-25%, затем подается на поверхность форматирующего барабана. После 5-7 оборотов барабана на его поверхности слой асбоцемента увеличивается до заданной толщины. Его срезают и с помощью механизма раскроя режут на пластины заданных размеров.
Полученные пластины укладывают в стопы между металлическими прокладками, уплотняют на прессах и направляют на окончательную сушку.
Влажные асбоцементные обрезки (отходы) подают в смеситель, где их перемешивают с водой, превращая в асбоцементную суспензию, и подают в ковшовую мешалку.
Способ изготовления асбоцементных изделий широко применяется в нашей стране и за рубежом. Однако для изготовления по этой технологии тонких многокомпонентных пиронагревателей способ непригоден, так как он обеспечивает удовлетворительное качество изделий только технического назначения из двухкомпонентных композиций, у которых удельные плотности ингредиентов (цемента и асбеста) отличаются незначительно. Распушивание асбеста по известному способу происходит неравномерно, при этом толщина волокон составляет доли миллиметра, поскольку без предварительной длительной термической обработки асбеста невозможно получить материал с диаметром волокон, составляющих микрометры.
Кроме этого, смешивание компонентов технологической суспензии в ковшовой мешалке продолжительное и не обеспечивает необходимой для пиротехнических изделий степени равномерности распределения компонентов.
По данной технологии практически невозможно обеспечить стабильные параметры горения пиронагревателей из-за неравномерности распределения в их объеме грубодисперсных асбестовых волокон, и электродных компонентов (цирконий, барий хромовокислый, оксид меди, фториды лития и щелочноземельных металлов, диоксид циркония), плотности которых существенно различаются. По этим же причинам невозможно обеспечение стабильности выходных электрических характеристик пиротехнических источников тока.
Отмеченные недостатки устранены в более совершенном способе изготовления композитных пластин (пластинчатых пиронагревателей), приведенном в патенте РФ на изобретение №2526857, МПК H01M 6/36, опубликованном 27.08.2014 г. По числу совпадающих признаков указанный способ наиболее близок заявляемому техническому решению (является прототипом).
Указанный способ изготовления композитных пластин с сотовым асбестовым каркасом, заполненным пиротехническим порошковым материалом включает предварительное распушивание асбеста в водной суспензии, введение функционального материала (пиротехнического порошкового материала) при перемешивании суспензии и последующее формирование из композитной смеси (водной суспензии) пластин отливкой в форму при удалении воды. Мелкодисперсное распушивание асбестовых волокон проводят на фрагменты длиной 1,2-1,6 мм при массовом соотношении их с водой в диапазоне 0,0015-0,0030 посредством циркулирования суспензии через турбинный диспергатор в течение 70000-90000 оборотов его ротора. Приготовленную суспензию разливают в мерные формы под диаметр электродов, удаляют вакуумированием воду и проводят сушку композитных пластин на ситах при температуре 150±10°С до влажности не более 0,7%.
Предложенный способ обеспечивает возможность формирования электродных пиротехнических пластин идентичной геометрической формы с повышенной прочностью, что позволяет повысить надежность работы электродов пиротехнических источников тока, предназначенных для автономного питания исполнительных устройств.
Основными недостатками известного способа - прототипа являются:
- нестабильность электротехнических характеристик пиротехнических источников тока, обусловленная повышенной влажностью композитных пластин (свыше 0,4%), при которой происходит самопроизвольное протекание окислительно-восстановительных и электродных электрохимических процессов с нецелевым расходованием активных компонентов;
- неравномерное распределение пиротехнических компонентов в матрице асбестового каркаса из-за большого разброса размеров волокон асбеста, обусловленного рекомендованными технологическими режимами подготовки асбеста.
Вследствие указанных причин скорость горения пиронагревателей, изготовленных по известной технологии, нестабильна. Соответственно, выходные электрические характеристики гальванических элементов из электродных пиронагревателей и их батарей - пиротехнических источников тока на их основе, имеют пониженные значения и нестабильны.
Задачей, на решение которой направлено настоящее изобретение, является устранение отмеченных недостатков для улучшения показателей назначения пиротехнических источников тока за счет усовершенствования технологии изготовления тонких пиронагревателей с повышенной функциональной надежностью.
Требуемый технический результат достигается тем, что асбест марки АХО-2 (асбест хризотиловый обезжелезенный), являющийся минеральным связующим (волокнистым гидросиликатом магния), перед применением прокаливают при температуре от 390 до 450°С не менее 2 ч, выдерживают его при комнатной температуре в течение 1,5-2 ч, а затем распушивание асбеста проводят путем измельчения и расчесывания на волокна в водной суспензии с концентрацией 0,2-3% после предварительной выдержки его в воде не менее 30 минут, а затем осуществляют обезвоживание и высушивание.
Для формования пиронагревателей гомогенизируют водную суспензию асбеста и компонентов пиронагревателей при концентрации (30±15) г/л, объемно дозируют ее в форму с фильтром-подложкой, удаляют воду вакуумированием при перепаде давления над уровнем суспензии и под фильтром-подложкой не менее 60 кПа (0,6 кг/см2), полученные пластины - заготовки пиронагревателей сушат при температуре 90±10°С до массовой доли влаги не более 0,4%. Затем из них вырубают пиронагреватели заданных размеров и формы для последующей комплектации гальванических элементов и их батарей - пиротехнических источников тока, или тепловых (разогревных) источников тока.
Пример реализации способа приведен ниже. Для изготовления пиронагревателей асбест подвергают специальной подготовке: размещают его ровным слоем в металлическом лотке, и прокаливают при температуре от 390 до 450°С не менее 2 ч. После термостатирования при температуре ниже 390°С разделение асбеста на волокна затруднено, выше 450°С начинается необратимая термическая деструкция волокнистых кристаллов с образованием порошкообразных оксидов и других продуктов разложения. При длительности прокаливания меньше 2 ч не обеспечивается необходимая фрагментация всего объема материала и удаления из него примесей. Выдержка больше 2 ч сопровождается неоправданными затратами энергии и времени.
Прокаленный асбест охлаждают до комнатной температуры в течение 1-1,5 ч для обеспечения релаксации напряжений в волокнистых кристаллах, вызванных термообработкой, что устраняет их последующую деструкцию при распушивании. Время меньше 1 ч недостаточно для релаксации напряжений в материале. Охлаждение асбеста более 1,5 ч неоправданно увеличивает длительность технологического процесса.
Остывший асбест выдерживают в воде в течение 30 минут (не менее) при периодическом перемешивании. Время выдержки в воде меньше 30 минут не обеспечивает полной гидратации всей массы (набухания) для равномерного распределения волокон асбеста в объеме воды, а выдержка в воде больше 30 минут неоправданно увеличивает длительность технологического процесса. Периодическое перемешивание ускоряет распределение волокон асбеста в объеме воды.
Распушивание асбеста производят путем измельчения и расчесывания материала до заданных размеров волокон при 0,2-3% концентрации водной суспензии. При концентрации больше 3% суспензия нетехнологична из-за высокой вязкости, кроме того увеличивается износ инструмента из-за повышенных механических нагрузок. При концентрации суспензии меньше 0,2% резко снижается производительность процесса.
Указанные режимы подготовки и распушивания асбеста обеспечивают получение устойчивой водной суспензии с оптимальными размерами волокон, исключающими седиментацию.
Распушивание асбеста в водной суспензии с последующим обезвоживанием позволяет с максимальной полнотой удалить растворимые в воде и летучие при температуре горения минеральные примеси, что улучшает характеристики пиротехнических источников тока.
Гомогенизируют водную суспензию асбеста и компонентов пиронагревателей при концентрации (30±15) г/л. Суспензия с концентрацией более 45 г/л нетехнологична из-за повышенной вязкости и агрегативной неустойчивости, а при концентрации менее 15 г/л увеличивается длительность удаления жидкой фазы, что способствует расслоению компонентов и ухудшению характеристик изделий. Для формования пластин - заготовок пиронагревателей заданной массы и толщины отбирают рассчитанные объемы водной взвеси (пульпы) и передают их на операцию формования пластин методом вакуумного осаждения при перепаде давления над уровнем суспензии и под фильтром - подложкой не менее 60 кПа (0,6 кг/см2). При меньшем перепаде давления увеличивается время удаления жидкой фазы, что вызывает расслоение компонентов суспензии, отличающихся плотностью, размерами и формой частиц.
Полученные пиротехнические пластины затем сушат при температуре 90±10°С до массовой доли влаги не более 0,4% по массе. Сушка полученных изделий при данной температуре позволяет сформировать оптимальную структуру изделий и обеспечить стабильность их характеристик. Этот режим обеспечивает динамичное и равномерное испарение воды с поверхности и из объема, а также минимальное технологическое время операции при ламинарном течении паров воды без разрушения структуры изделий. При температуре ниже 60°С время высушивания увеличивается, при температуре больше 100°С снижаются прочностные характеристики изделий из-за интенсивного испарения воды, требуются значительные неоправданные затраты энергии.
Остаточная влажность пиротехнических изделий более 0,4% по массе приводит к самопроизвольному протеканию окислительно-восстановительных электрохимических реакций в пиронагревателях и гальванических элементах на их основе. В гальванических элементах происходит кроме того электрохимическое взаимодействие между анодом и катодом, сопровождающееся образованием электродных потенциалов (ЭДС саморазряда) и расходованием активных компонентов, указанные причины подтверждают необходимость максимально полного высушивания пластин.
Остаточная влажность отливок - заготовок пиронагревателей 0,4% по массе и менее не оказывает отрицательного влияния на характеристики пиронагревателей, гальванических элементов и их батарей (пиротехнических и тепловых источников тока), поэтому сушка изделий до меньшей влажности экономически нецелесообразна.
Из высушенных пластин индивидуальными или групповыми просечками (штампами) вырубают пиронагреватели заданных размеров и формы для комплектации гальванических элементов и их батарей (пиротехнических и тепловых источников тока).
Отличительные признаки предложенного технического решения обеспечивают достижение высокого качества пиронагревателей, предназначенных для пиротехнических и тепловых источников тока.
Заявляемые режимы термической обработки асбеста АХО-2 (температура и длительность операций) необходимы для полного удаления органических примесей, ухудшающих условия протекания высокотемпературных электрохимических процессов (генерирования электрического тока). Они обеспечивают разделение массы асбеста на максимально тонкие волокна и равномерность распределения всех ингредиентов в пиронагревателях.
Выдерживание прокаленного асбеста при комнатной температуре в течение 1,5-2 ч и предварительное замачивание в воде на 30 минут перед измельчением обеспечивают релаксацию термических напряжений в волокнах, способствуют набуханию массы за счет гидратации поверхности природных жгутов из элементарных волокон асбеста и ослаблению связей между ними. Это облегчает процесс распушивания (расщепления) материала на максимально тонкие волокна при измельчении и расчесывании, которые производят при концентрации водной суспензии асбеста 0,2-3%.
Режимы подготовки асбеста, заявляемые концентрации суспензий и последовательность операций, перепад давления ≥60 кПа (0,6 кг/см2) над уровнем водной суспензии и под фильтром - подложкой, температурный режим формования и сушки изделий обеспечивают стабильность характеристик пиротехнических пластин - заготовок и пиротехнических источников тока за счет раномерного распределения компонентов в суспензии и в объеме пиронагревателей.
Каждый существенный признак необходим, а их совокупность является достаточной для достижения новизны качества, не присущей признакам в разобщенности. Поставленная в изобретении техническая задача решена не только суммой эффектов, но и новым «сверхэффектом» суммы признаков.
В том случае, если режимы подготовки асбеста, последовательность и режимы операций будут отличны от приведенных в формуле изобретения, то обеспечить оптимальные характеристики пиронагревателей, гальванических элементов и пиротехнических источников тока, а также их стабильность будет невозможно. Сравнительные характеристики пиронагревателей, изготовленных по заявляемому и известному способам, и гальванических элементов на их основе (анод + катод) приведены в таблице.
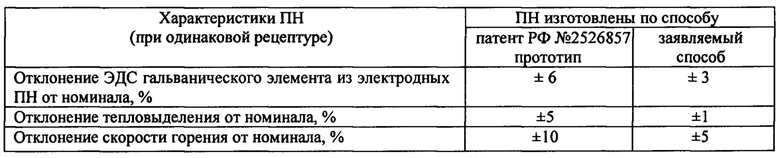
Как следует из таблицы, заявляемый способ изготовления пиронагревателей обеспечивает в 2-5 раз более высокую стабильность основных технических характеристик пиронагревателей и гальванических элементов на их основе.
Сопоставительный анализ предложенного технического решения с выявленными аналогами уровня техники, из которого изобретение явным образом не следует для специалистов по пиротехнике и электротехнике, показывает, что оно неизвестно, а с учетом возможности промышленного серийного изготовления пиронагревателей можно сделать вывод о соответствии решению критериям патентоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПЛАСТИН | 2013 |
|
RU2526857C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ ПИРОНАГРЕВАТЕЛЕЙ | 2007 |
|
RU2326470C1 |
| СОСТАВ ДЛЯ ПИРОТЕХНИЧЕСКИХ ЛЕНТОЧНЫХ ВОСПЛАМЕНИТЕЛЕЙ | 2007 |
|
RU2342352C2 |
| ПИРОТЕХНИЧЕСКИЙ ИСТОЧНИК ТОКА | 2008 |
|
RU2364989C1 |
| ПИРОТЕХНИЧЕСКИЙ ИСТОЧНИК ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2519274C1 |
| ПИРОТЕХНИЧЕСКИЙ СОСТАВ ЭЛАСТИЧНЫХ ВОСПЛАМЕНИТЕЛЕЙ | 2013 |
|
RU2545335C1 |
| СОСТАВ ДЛЯ ПИРОТЕХНИЧЕСКОГО ЛЕНТОЧНОГО ВОСПЛАМЕНИТЕЛЯ (ПЛВ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2461099C2 |
| ПИРОТЕХНИЧЕСКИЙ ИСТОЧНИК ЭЛЕКТРИЧЕСКОГО ТОКА | 2013 |
|
RU2525843C1 |
| ПИРОТЕХНИЧЕСКИЙ ИСТОЧНИК ЭЛЕКТРИЧЕСКОГО ТОКА | 2011 |
|
RU2468478C1 |
| ПИРОТЕХНИЧЕСКИЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОГО ТОКА | 1994 |
|
RU2088558C1 |
Изобретение относится к изготовлению тонких пиротехнических нагревателей (пиронагревателей) для тепловых (разогревных) и пиротехнических источников тока. Перед применением асбест прокаливают при температуре от 390 до 450°С не менее 2 ч, выдерживают при комнатной температуре, а затем проводят распушивание асбеста путем измельчения и расчесывания на волокна в водной суспензии с концентрацией 0,2-3% после предварительной выдержки его в воде не менее 30 мин, после чего обезвоживают и высушивают заготовку. Для изготовления пиронагревателей часть заготовленного асбеста диспергируют в воде, при перемешивании вводят компоненты пиронагревателей, гомогенизируют суспензию, формируют пластины из суспензии отливкой в форму, удаляют воду и сушат. Способ обеспечивает высокую стабильность основных технических характеристик пиронагревателей и гальванических элементов на их основе. 1 табл.
Способ изготовления пиронагревателей с асбестовым связующим, включающий распушивание асбеста в водной суспензии, введение функционального материала в водную суспензию асбеста при перемешивании, формирование пластин из суспензии отливкой в форму при удалении воды и сушку, отличающийся тем, что асбест предварительно прокаливают при температуре от 390 до 450°С не менее 2 ч, выдерживают его при комнатной температуре в течение 1,5-2 ч, распушивание асбеста проводят путем измельчения и расчесывания материала на волокна в водной суспензии с концентрацией 0,2-3% после предварительной выдержки их в воде не менее 30 мин, обезвоживают и высушивают асбестовую пластинчатую заготовку, часть которой далее диспергируют в воде, гомогенизируют водную суспензию асбеста и компонентов пиронагревателей при концентрации 30±15 г/л, объемно дозируют ее в форму с фильтром-подложкой, удаляют воду вакуумированием при перепаде давления над уровнем суспензии и под фильтром - подложкой не менее 60 кПа (0,6 кг/см2), полученные пластины пиронагревателей сушат при температуре 90±10°С до массовой доли влаги не более 0,4%.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПЛАСТИН | 2013 |
|
RU2526857C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ ПИРОНАГРЕВАТЕЛЕЙ | 2007 |
|
RU2326470C1 |
| СОСТАВ ДЛЯ ПИРОТЕХНИЧЕСКОГО ЛЕНТОЧНОГО ВОСПЛАМЕНИТЕЛЯ (ПЛВ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2461099C2 |
| JP S6077362 A, 01.05.1985 | |||
| US 4041217 A, 09.08.1977 | |||
| Устройство для сортировки цилиндрических изделий | 1985 |
|
SU1482738A1 |

