Область техники, к которой относится настоящее изобретение
В настоящем документе раскрыты текстурированные полимерные листы, в частности полимерные листы, содержащие вспененный внутренний слой или вспененный защитный слой (слои).
Предшествующий уровень техники настоящего изобретения
Полимерный (например, поликарбонатный) листовой материал обычно используют в применениях для железнодорожного транспорта и авиации, например, для сидений или облицовочных применений. Эти применения обычно требуют, чтобы удовлетворялись строгие требования к пожарной безопасности, такие как огнестойкость, плотность дыма, токсичность дыма и выделение тепла. Полимерные материалы, такие как поликарбонат, имеют проблемы соответствия требованиям к выделению тепла для применений в железнодорожном транспорте и авиации и часто должны быть объединены с другими более дорогостоящими материалами, чтобы успешно проходить испытания для применений в железнодорожном транспорте и авиации. Различные требования устанавливались для таких свойств, как огнестойкость, плотность дыма, токсичность дыма и выделение тепла, листовых материалов, используемых при конструировании панелей и частей интерьера для применений в железнодорожном транспорте и авиации.
Легкие полимерные листы и продукты, полученные из них, имели значительный и важный коммерческий успех в ряде областей. Эти легкие листы использовали в самолетах и других устройствах для изоляционных и конструктивных назначений. В электронных устройствах и электронной промышленности используют полимерные пены для электрической и тепловой изоляции и для конструктивных назначений. В элементах интерьера самолетов на данный момент используют вспененные и пористые конструкционные материалы низкой плотности. Эти материалы обеспечивают отличную жесткость и легкий вес, но их сложно термоформовать, и они требуют нанесения дополнительного слоя из других листовых и/или пленочных материалов для получения листа с эстетичным видом поверхности.
Многослойные листы, которые могут удовлетворять или превышать различные требования к пожарной безопасности (например, для применений в железнодорожном транспорте и/или авиации), желательны в промышленности. Кроме того, также желательны многослойные листы, которые могут удовлетворять или превышать различные требования к пожарной безопасности для применений в интерьере транспортных средств; которые можно термоформовать без отрицательного влияния на липкость или термостойкость слоев многослойного листа и которые характеризуются низкими уровнями блеска для минимизации отражения света.
Таким образом, существует потребность в легких полимерных листах, которые можно термоформовать и которые не требуют нанесения дополнительных слоев из других листов/пленок для получения листа с функциональным назначением, состоящим, например, в уменьшении общего веса, улучшенной пожарной безопасности и/или наличии эстетичного вида поверхности.
Краткое раскрытие настоящего изобретения
Согласно различным вариантам осуществления раскрыты полимерные листы и способы их получения и изделия, в которых их используют.
Согласно одному варианту осуществления полимерный лист может содержать: вспененный слой, содержащий полимерный материал, причем полимерный материал характеризуется Tg большей или равной 100°C; и причем лист характеризуется уменьшением веса на 10-60% по сравнению с монолитным листом такой же геометрии и размера, полученным из такого же полимерного материала; и причем лист с толщиной 1,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла: 1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 65 киловатт на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116; 2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1; причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM E662-06; и причем лист термоформуемый.
Согласно варианту осуществления способ получения листа может предусматривать: плавление полимерного материала с образованием расплава; объединение расплава и химического вспенивающего средства с образованием смеси; нейтрализацию противоионов, образованных вспенивающим средством; образование зародышей пузырьков в смеси для получения ячеек и формование смеси в лист, содержащий вспененный внутренний слой.
Эти и другие признаки и характеристики более конкретно описаны ниже.
Краткое описание фигур
Далее следует краткое описание фигур, на которых подобные элементы пронумерованы одинаково и которые представлены только с целями иллюстрации типичных вариантов осуществления, раскрытых в настоящем документе, а не с целями их ограничения.
На фиг. 1 представлена схема непрерывного процесса получения легкого полимерного листа.
На фиг. 2 представлено изображение многослойного листа с внутренним слоем и необязательными защитными слоями.
На фиг. 3 представлен вид спереди самотекстурирующего легкого листа.
На фиг. 4 представлен вид спереди каландрованного текстурированного листа.
На фиг. 5 представлено поперечное сечение легкого полимерного листа.
На фиг. 6 представлена микрофотография поперечного сечения листа образца 17, взятого перпендикулярно направлению потока.
На фиг. 7 представлена микрофотография поперечного сечения листа образца 18, взятого перпендикулярно направлению потока.
На фиг. 8 представлена микрофотография поперечного сечения листа образца 20, взятого вдоль направления потока.
На фиг. 9 представлена микрофотография поперечного сечения листа образца 21, взятого вдоль направления потока.
На фиг. 10 представлена микрофотография поперечного сечения листа образца 22, взятого вдоль направления потока.
На фиг. 11 представлена микрофотография поперечного сечения листа образца 23, взятого вдоль направления потока.
Подробное раскрытие настоящего изобретения
В настоящем документе в различных вариантах осуществления раскрыты легкие конструкционные полимерные листы, содержащие полимерный материал внутреннего слоя, характеризующийся температурой стеклования большей или равной 100°C. Легкие полимерные листы характеризуются более низкой плотностью, чем монолитный лист (например, лист, который не был вспенен), но достаточно высокой плотностью, чтобы быть по существу термоформуемыми после обработки в экструдере. Например, легкие полимерные листы можно затем формовать в сложные профили посредством термоформования, и в то же время они могут обеспечивать дополнительное преимущество, заключающееся в значительном уменьшении веса по сравнению с монолитными листами. Внутренний слой может быть вспененным, что способствует уменьшению веса по сравнению с монолитными листами. Легкие полимерные листы можно термоформовать при помощи способов глубокой вытяжки. Легкие полимерные листы можно использовать в различных применениях, включая, помимо прочего, элементы интерьера самолетов, чемоданы, навесы, ангары, различные применения для транспортных средств, включая борта прицепов автомобилей-тягачей, ветроотбойники и панели на грузовиках, стены, полы, вывески и пр. Легкие полимерные листы могут дополнительно содержать необязательный защитный слой(слои) с одной или обеих сторон для обеспечения повышенной жесткости листов, а также соответствующего цвета и внешнего вида. Кроме того, необязательно можно наносить пленку на поверхность легкого полимерного листа. Легкие полимерные листы можно также необязательно отпечатывать на одной или обеих поверхностях для обеспечения эстетичных поверхностей, при необходимости. Текстуру можно также необязательно отпечатывать на одной или обеих поверхностях легкого полимерного листа для эстетичного вида поверхностей, используя текстурированный валок во время операции каландрования с охлаждением.
Термоформование представляет собой способ производства, при котором пластмассовый лист нагревают до температуры формования сгибанием, что обычно выше температуры стеклования пластмассового листа, лист затем формуют в конкретную форму в форме (в геометрию, отличную от исходного пластмассового листа) при помощи вакуума, при помощи давления или обоих и обрабатывают для создания пригодного продукта. Термоформуемый лист означает, что лист можно термоформовать по форме формы без механического повреждения листа во время процесса термоформования (например, без раскалывания, разрыва или другого механического повреждения).
Самотекстурирование может происходить за счет микроячеек под поверхностью защитного слоя или в отсутствие защитного слоя части самого материала. Распределение микроячеек, например, размер, форму и концентрацию, регулируют для осуществления признака самотекстурирования. Самотекстурирование может быть отдельным признаком или использоваться в комбинации с целенаправленно нанесенной текстурой при помощи каландрующего валка. Признак самотекстурирования не ухудшается после термоформования, что является общей проблемой для отпечатанных текстур, которые нагревают до температур термоформования обычно в диапазоне от 160°C до 185°C. Шероховатость поверхности (Ra) самотекстурирующей части может составлять от 0,076 микрон (мкм) до 30,48 мкм, в частности диапазон составляет от 10,16 мкм до 15,24 мкм для менее блестящих применений. Блеск может составлять в диапазоне от 2 до 90 единиц блеска (е.б.), обычно менее 50 е.б., и в частности менее 20 е.б., и более конкретно менее 10 е.б., что измерено при 60 градусах при помощи ATSM DS2457-08el и измерителя блеска BYK Gardner.
Уменьшения веса (масс.) на 5-60% можно достичь при помощи легких полимерных листов, раскрытых в настоящем документе, в частности уменьшение веса на 10-60%, более конкретно на 25-50% и еще более конкретно на 30-40% можно достичь по сравнению с монолитным листом такого же размера и из такого же полимерного материала (т.е. монолитным листом такого же состава, но без какого-либо вспенивающего средства или зародышеобразующего средства). Например, плотность легкого полимерного листа может быть больше 0,61 грамма на кубический сантиметр (г/см3), в частности большей или равной от 0,61 г/см3 до 1,0 г/см3, более конкретно от 0,65 г/см3 до 0,97 г/см3, еще более конкретно от 0,7 г/см3 до 0,95 г/см3 и еще более конкретно от 0,75 г/см3 до 0,90 г/см3. Легкие полимерные листы, характеризующиеся плотностями, раскрытыми в настоящем документе, могут успешно проходить испытания для элементов интерьера самолетов и на токсичность, как описано в настоящем документе, в то же время одновременно обеспечивая меньший вес по сравнению с монолитным листом. Защитный слой можно необязательно совместно экструдировать с внутренним слоем для получения многослойного легкого листа и эстетичного вида поверхности. Необязательный защитный слой (слои) можно также совместно экструдировать с использованием химических вспенивающих средств и использовать с монолитным внутренним слоем. Применение совместной экструзии может предусматривать много преимуществ относительно других способов обработки, включая, помимо прочего, более высокую эффективность формования, большую жесткость листов, лучший контроль цвета, простоту использования рецикла и дополнительные параметры текстурирования. Различные реологические характеристики (например, значительно различающиеся вязкости) между внутренним слоем и защитным слоем могут вызывать проблемы при формовании, такие как складки, находящиеся на листе, или волнистость края листа. При использовании материалов с различными реологическими характеристиками для внутреннего слоя и защитного слоя использование кольцевой экструзионной головки при совместной экструзии может исключать эти проблемы, а также способствовать сохранению сферической формы ячеек в легком внутреннем слое. Альтернативно, многоручьевую головку можно использовать для независимого регулирования температур экструзии защитного и внутреннего слоев.
Во время обработки легких полимерных листов при вспенивании внутреннего слоя или защитного слоя вспенивающее средство можно добавлять в сырье-смолу во время экструзии полимера. При нагревании вспенивающее средство разлагается и выделяет газ, который в результате выходит из экструдера в виде пузырьков, диспергированных в расплаве полимера (например, бикарбонат натрия, используемый в качестве вспенивающего средства, выделяет диоксид углерода в виде газа). Полученный расплав можно затем пропускать через ряд охлаждающих валков с получением легкого полимерного листа с более низкой плотностью, чем монолитный полимерный лист. Дополнительные стадии обработки на охлаждающих валках включают текстурирование, штампование, ламинирование и пр. Как указано, легкие полимерные листы, раскрытые в настоящем документе, могут обеспечивать уменьшение веса на 10-60% по сравнению с монолитными полимерными листами.
Легкие полимерные листы, раскрытые в настоящем документе, можно использовать в разнообразных применениях для интерьера самолетов и железнодорожного транспорта, а также интерьерных применений для других видов транспорта, таких как автобус, поезд, метро и подобное. Типичные элементы интерьера самолетов могут включать, помимо прочего, перегородки, стены кабины, панели боковых стенок, потолочные панели, панели пола, панели оборудования, панели освещения, оконные профили, оконные задвижки, камеры для хранения, кухонные поверхности, корпуса оборудования, корпуса сидений, корпуса громкоговорителей, оболочки трубопроводов, корпуса емкостей, полки, поддоны и подобное. То же самое используется для применений в железнодорожном транспорте. Обычно отмечают, что общий размер, форму, толщину, оптические свойства, электрические свойства и подобное легких полимерных листов, раскрытых в настоящем документе, можно изменять в зависимости от желаемого применения.
Применения в интерьере железнодорожного транспорта в Европе обычно требуют материалов или изделий, сделанных из них, которые удовлетворяют стандарту EN45545, который требует, чтобы материал или изделия успешно проходили испытание на плотность дыма согласно стандарту, изложенному Международной организацией по стандартизации (ISO) 5659-2:2003, испытание на выделение тепла согласно ISO 5660-1 и испытание на распространение пламени, изложенное в ISO 5658-2. Для применений в железнодорожном транспорте три степени опасности представлены в испытаниях, которые излагают допустимые пределы для испытаний на плотность дыма и выделение тепла. Для целей этого применения допустимый уровень опасности также рассматривали, который устанавливает предел для плотности дыма (Ds за 4 минуты) менее 300 и предел на выделение тепла (максимальное среднее выделение тепла (МСВТ) (МСВТ киловатт (кВт) при 50 кВт)) менее 90 киловатт на квадратный метр (кВт/м2). Удельная оптическая плотность (т.е. Ds) является безразмерной величиной количества дыма, выделяемого на единицу площади материалом, когда он горит. В испытании на плотность дыма согласно Национальному бюро стандартов (НБС), проводимом согласно § 25.853 статьи 14 Свода федеральных нормативных актов, измеряют максимальное значение Ds, которое возникает в течение первых 4 минут испытания. Примеры таких материалов, удовлетворяющих различным стандартам для железнодорожного транспорта, включают листовые продукты серии Н6000, стандартные и легкие формы, от фирмы SABIC Innovative Plastics.
Легкие листовые продукты, произведенные при помощи смолы (смол) Lexan* FST, продаваемых формой SABIC Innovative Plastics, испытывали на соответствие по плотности дыма для применений в интерьерах самолетов. Для авиационных применений материал или изделие должно удовлетворять требованиям, изложенным в стандарте E662 (2006) Американского общества специалистов по испытаниям и материалам (ASTM). Состав, соответствующий требованиям к образованию дыма для интерьеров кабин самолетов, подразумевает состав, который соответствует допустимым пределам, изложенным в ASTM E662 (2006). В этом методе испытания используют фотометрическую шкалу для измерения плотности дыма, выделяемого материалом. Легкие полимерные листы, удовлетворяющие требованиям к выделению дыма для интерьеров самолетов, характеризуются плотностью дыма меньшей 200 согласно ASTM E662-06. Хотя описанные испытания выбирали, чтобы показать способность легких полимерных листов, описанных в настоящем документе, удовлетворять требованиям как по образованию дыма, так и воспламеняемости для интерьеров самолетов, листы могут предпочтительно удовлетворять другим испытаниям, связанным с воспламеняемостью и безопасностью. Примеры других таких испытаний могут включать, помимо прочего, тесты FR-1, такие как NF Р 92-505, испытание ADB0031, разработанное производителем самолетов Airbus, FAR 25.853, испытания на токсичность и испытание OSU на выделение тепла 65/65, опубликованное производителем самолетов Boeing.
Согласно некоторым применениям для интерьеров может быть желательно, чтобы легкий полимерный лист характеризовался конкретными оптическими свойствами. Например, может быть желательным прозрачный лист, полупрозрачный лист или непрозрачный лист. Непрозрачный лист обычно относится к листу, который характеризуется светопроницаемостью меньшей или равной 3%, в частности светопроницаемостью меньшей или равной 1%, более конкретно светопроницаемостью меньшей или равной 0,5% и еще более конкретно светопроницаемостью меньшей или равной 0,25%. В отношении прозрачности или непрозрачности многослойного листа кратко отмечают, что в требованиях конечного пользователя (например, требованиях коммерческих авиалиний или применениях для коммерческого железнодорожного транспорта) обычно указывается, что элемент соответствует конкретному заранее определенному пороговому значению. Значения мутности, измеренные согласно ANSI/ASTM D1003-00, могут быть удобным определением оптических свойств прозрачного огнестойкого поликарбонатного листа. Чем ниже уровни мутности, тем выше значение светопроницаемости готового листа. Мутность можно измерять при помощи ASTM D1003-00, процедуре В, используя стандартный осветительный прибор С согласно МСК (Международной светотехнической комиссии). Полупрозрачный легкий лист будет определять условие, при котором свет может проходить через образец; а прозрачный будет разновидностью полупрозрачного, в котором оптическое изображение может также проходить через лист со светом. Огнезащитные добавки, например, натрия п-толуолсульфонат, могут иметь влияние на мутность готового полимерного листа. Таким образом, может быть желательно контролировать уровни мутности листа вместе со свойствами воспламенямости и дымообразования для получения изделия, которое соответствует требованиям как по безопасности, так и по эстетическим качествам.
Дополнительный полезный признак легких полимерных листов, производимых описанным способом, состоит в по существу более низкой теплопроводности по сравнению с монолитным листом такой же толщины. Теплопроводность характеризует перенос тепла через легкий полимерный лист, что измерено в ваттах на квадратный метр кельвин (Ватт/м2 К). Более конкретно, значение U представляет собой количество тепловой энергии, которая проходит через один квадратный метр листа низкой плотности при разнице температур между обеими сторонами листа и обычно называется термоизоляция или теплопроводность.
Как указывалось ранее, легкие полимерные листы, описанные в настоящем документе, могут содержать внутренний слой и необязательный защитный слой (слои). Внутренний слой и необязательный защитный слой (слои) могут содержать одинаковые или различные материалы. Внутренний слой и/или защитный слой (слои) могут содержать пластмассовые материалы, такие как полимерные смолы, термоотверждающиеся пластики и комбинации, содержащие по меньшей мере одно из вышеуказанного. Возможные полимерные смолы, которые можно использовать, включают, помимо прочего, олигомеры, полимеры, иономеры, дендримеры, сополимеры, такие как привитые сополимеры, блок-сополимеры (например, звездообразные блок-сополимеры, статистические сополимеры и пр.) и комбинации, содержащие по меньшей мере одно из вышеуказанного. Примеры таких полимерных смол, включают, помимо прочего, поликарбонаты (например, смеси поликарбонатов (такие как смеси поликарбоната-полибутадиена, сополимеры сложных полиэфиров и поликарбонатов)), полистиролы (например, сополимеры поликарбоната и стирола, смеси полифениленового эфира-полистирола), полиимиды (например, полиэфиримиды), акрилонитрил-стирол-бутадиен (АСБ), полиалкилметакрилаты (например, полиметилметакрилаты), сложные полиэфиры (например, сополимеры сложных полиэфиров, сложные политиоэфиры), полиолефины (например, полипропилены и полиэтилены, полиэтилены высокой плотности, полиэтилены низкой плотности, линейные полиэтилены низкой плотности), полиамиды (например, полиамидимиды), полиарилаты, полисульфоны (например, полиарилсульфоны, полисульфонамиды), полифениленсульфиды, политетрафторэтилены, полиэфиры (например, полиэфиркетоны, полиэфир (эфир)кетоны, полиэфирсульфоны), полиакрилаты, полиацетали, полибензоксазолы (например, полибензотиазинофенотиазины, полибензотиазолы), полиоксадиазолы, полипиразинохиноксалины, полипиромеллитимиды, полихиноксалины, полибензимидазолы, полиоксиндолы, полиоксоизоиндолины (например, полидиоксоизоиндолины), политриазины, полипиридазины, полипиперазины, полипиридины, полипиперидины, политриазолы, полипиразолы, полипирролидины, поликарбораны, полиоксабициклононаны, полидибензофураны, полифталиды, полиацетали, полиангидриды, поливинилы (например, поливиниловые эфиры, поливиниловые тиоэфиры, поливиниловые спирты, поливинилкетоны, поливинилгалогениды, поливинилнитрилы, сложные поливиниловые эфиры, поливинилхлориды), полисульфонаты, полисульфиды, полимочевины, полифосфазены, полисилазаны, полисилоксаны и комбинации, содержащие по меньшей мере одно из вышеуказанного.
Более конкретно, полимерный материал, используемый для внутреннего слоя и/или защитного слоя, может содержать, помимо прочего, поликарбонатные смолы (например, смолы LEXAN™, коммерчески доступные от фирмы SABIC Innovative Plastics, такие как LEXAN XHT, LEXAN HFD и пр.), смеси полифениленового эфира-полистирола (например, смолы NORYL™, коммерчески доступные от фирмы SABIC Innovative Plastics), полиэфиримидные смолы (например, смолы ULTEM™, коммерчески доступные от фирмы SABIC Innovative Plastics), смеси полибутилентерефталата-поликарбоната (например, смолы XENOY™, коммерчески доступные от фирмы SABIC Innovative Plastics), смолы сополимера сложного эфира и карбоната (например, смолы LEXAN SLX или LEXAN FST, коммерчески доступные от фирмы SABIC Innovative Plastics), акрилонитрил-бутадиен-стирольные смолы (например, смолы CYCOLOY™, коммерчески доступные от фирмы SABIC Innovative Plastics), смолы полиэфиримида/силоксана (например, SILTEM™, коммерчески доступные от фирмы SABIC Innovative Plastics) и комбинации, содержащие по меньшей мере одну из вышеуказанных смол. Еще более конкретно полимерные смолы могут содержать, помимо прочего, гомополимеры и сополимеры поликарбоната, сложного полиэфира, полиакрилата, полиамида, полиэфиримида, полифениленового эфира или комбинации, содержащей по меньшей мере одну из вышеуказанных смол. Поликарбонат может содержать сополимеры поликарбоната (например, поликарбонат-полисилоксан, такие как блок-сополимер поликарбоната-полисилоксана), линейный поликарбонат, разветвленный поликарбонат, поликарбонат с реакционными группами на конце (например, поликарбонат с нитрилом на конце), смеси ПК, такие как смесь ПК/АСБ, и комбинации, содержащие по меньшей мере одно из вышеуказанного, например, комбинацию разветвленного и линейного поликарбоната.
Внутренний и/или защитный слой(слои) полимерного легкого листа могут необязательно содержать различные добавки, обычно включенные в полимерные составы этого типа при условии, что добавка(и) выбраны так, чтобы они существенно отрицательно не влияли на желаемые свойства листа, в частности огнестойкость, плотность дыма, токсичность дыма, выделение тепла, термоформуемость, липкость после термоформования; устойчивость к гидротермическому воздействию, устойчивость к прониканию водяных паров, прочность на пробой и термическую усадку. Такие добавки можно примешивать в подходящее время при перемешивании компонентов для образования составов внутреннего и защитного слоя (слоев). Типичные добавки включают эластификаторы, наполнители, армирующие средства, антиоксиданты, термостабилизаторы, светостабилизаторы, светостабилизаторы ультрафиолетового (УФ) света, пластификаторы, смазывающие средства, смазки для форм, антистатические средства, красители (такие как сажа и органические красящие средства), добавки для поверхностного эффекта, стабилизаторы излучения (например, поглотители инфракрасного излучения), огнезащитные средства и средства против стекания по каплям. Можно использовать комбинацию добавок, например, комбинацию огнезащитного средства, термостабилизатора, смазки для форм и стабилизатора для ультрафиолетового света. В общем, добавки можно использовать в количествах, которые известны как эффективные. Общее количество добавок (отличных от любых эластификаторов, наполнителей или армирующих средств) может обычно составлять от 0,001 до 5 массовых процентов (масс. %) на основе общей массы состава конкретного слоя. Внутренний слой и/или защитный слой (слои) могут также необязательно дополнительно содержать огнезащитное средство. Огнезащитные средства содержат органические и/или неорганические материалы. Органические соединения включают, например, фосфор, сульфонаты и/или галогенированные материалы (например, содержащие бром, хлор и т.д., такие как бромированный поликарбонат). Небромированные и нехлорированные фосфорсодержащие огнезащитные добавки могут быть предпочтительными в некоторых применениях по нормативным причинам, например, органические фосфаты и органические соединения, содержащие связи фосфор-азот.
Неорганические огнезащитные средства включают, например, C1-16-алкилсульфонатные соли, такие как перфторбутансульфонат калия (соль Римара), перфтороктансульфонат калия, перфторгексансульфонат тетраэтиламмония и дифенилсульфонсульфонат калия (например, KSS); соли, такие как Na2CO3, K2CO3, MgCO3, СаСО3 и ВаСО3, или комплексы аниона фтора, такие как Li3AlF6, BaSiF6, KBF4, K3AlF6, KAlF4, K2SiF6 и/или Na3AlF6. Если присутствуют, неорганические соли-огнезащитные средства находятся в количествах от 0,01 до 1 масс, части, более конкретно от 0,02 до 0,5 масс, части, на основе 100 масс, частей всего состава слоя многослойного листа, в который он включен (т.е. внутренний слой), исключая любой наполнитель.
Средства против стекания по каплям можно также использовать в составе, образующем внутренний слой или защитный слой (слои), например, волокнообразующий фторполимер, такой как политетрафторэтилен (ПТФЭ). Средство против стекания по каплям может быть покрыто оболочкой из жесткого сополимера, например, сополимера стирола-акрилонитрила (САН). ПТФЭ, покрытый оболочкой из САН, известен как TSAN. Типичный TSAN содержит 50 масс. % ПТФЭ и 50 масс. % САН на основе всей массы покрытого оболочкой фторполимера. САН может содержать, например, 75 масс. % стирола и 25 масс. % акрилонитрила на основе всей массы сополимера. Средства против стекания по каплям можно использовать в количествах от 0,1 до 1 масс, части на основе 100 масс, частей всего состава конкретного слоя, исключая любой наполнитель.
При использовании в настоящем документе выражение "поликарбонат" означает составы, имеющие повторяющиеся структурные звенья карбоната формулы (1)
 ,
,
где по меньшей мере 60 процентов всего количества R1-групп содержат ароматические фрагменты, а остальные представляют собой алифатические, алициклические или ароматические. Согласно варианту осуществления каждый R1 представляет собой C6-30-ароматическую группу, а именно, содержит по меньшей мере один ароматический фрагмент. R1 можно получать из дигидроксисоединения формулы HO-R1-OH, в частности формулы (2)
 ,
,
где каждый из A1 и A2 представляет собой моноциклическую двухвалентную ароматическую группу, a Y1 представляет собой простую связь или мостиковую группу, имеющую один или несколько атомов, которые отделяют A1 от A2. Согласно типичному варианту осуществления один атом отделяет A1 от A2. В частности, каждый R1 может быть получен из дигидроксиароматического соединения формулы (3)
 ,
,
где каждый из Ra и Rb представляет собой галоген или C1-12-алкильную группу и может быть одинаковым или различным; и каждый из р и q независимо представляет собой целые числа от 0 до 4. Будет понятно, что Ra представляет собой водород, когда p равно 0, и аналогично Rb представляет собой водород, когда q равно 0. Также в формуле (3) Ха представляет собой мостиковую группу, соединяющую две гидроксизамещенные ароматические группы, где мостиковая группа и гидрокси-заместитель каждой C6-ариленовой группы имеют орто-, мета- или пара- (в частности пара-) размещение относительно друг друга на C6-ариленовой группе. Согласно варианту осуществления мостиковая группа Ха представляет собой простую связь, -О-, -S-, -S(O)-, -S(O)2-, -С(О)-или C1-18-органическую группу. C1-18-органическая мостиковая группа может быть циклической или ациклической, ароматической или неароматической и может также содержать гетероатомы, такие как галогены, кислород, азот, сера, кремний или фосфор. C1-18-органическая группа может располагаться так, что каждая из C6-ариленовых групп, присоединенных к ней, присоединяется к общему алкилиденовому углероду или к различным углеродам C1-18-органической мостиковой группы. Согласно одному варианту осуществления каждый из р и q равняется 1, а каждый из Ra и Rb представляет собой C1-3-алкильную группу, в частности метил, расположенный в мета-положении относительно гидроксигруппы на каждой ариленовой группе.
Согласно варианту осуществления Xa представляет собой замещенный или незамещенный C3-18-циклоалкилиден, C1-25-алкилиден формулы -C(Rc)(Rd) -, где каждый из Rc и Rd независимо представляет собой водород, С1-12-алкил, C1-12-циклоалкил, С7-12-арилалкил, С1-12-гетероалкил или циклический С7-12-гетероарилалкил, или группу формулы -C(=Re)-, где Re представляет собой двухвалентную С1-12-углеводородную группу. Типичные группы этого типа включают метилен, циклогексилметилен, этилиден, неопентилиден и изопропилиден, а также 2-[2.2.1]-бициклогептилиден, циклогексилиден, циклопентилиден, циклододецилиден и адамантилиден. Конкретный пример, где Ха представляет собой замещенный циклоалкилиден, представляет собой алкилзамещенный бисфенол с циклогексилиденовым мостиком формулы (4)
 ,
,
где каждый из Ra' и Rb' независимо представляет собой С1-12-алкил, Rg представляет собой С1-12-алкил или галоген, каждый из r и s независимо равняется 1-4, a t равняется 0-10. Согласно конкретному варианту осуществления по меньшей мере один из каждого из Ra' и Rb' расположен в мета-положении относительно циклогексилиденовой мостиковой группы. Заместители Ra', Rb' и Rg могут, когда содержат подходящее число атомов углерода, быть прямоцепочечными, циклическими, бициклическими, разветвленными, насыщенными или ненасыщенными. Согласно варианту осуществления каждый из Ra' и Rb' независимо представляет собой C1-4-алкил, Rg представляет собой C1-4-алкил, каждый из r и s равняется 1, a t равняется 0-5. Согласно другому конкретному варианту осуществления каждый из Ra', Rb' и Rg представляет собой метил, каждый из r и s равняется 1, at равняется 0-3. Бисфенол с циклогексилиденовым мостиком может представлять собой продукт реакции двух моль о-крезола с одним молем циклогексанона. Согласно другому типичному варианту осуществления бисфенол с циклогексилиденовым мостиком представляет собой продукт реакции двух моль крезола с одним молем гидрированного изофорона (например, 1,1,3-триметил-3-циклогексан-5-она). Такие циклогексансодержащие бисфенолы, например, продукт реакции двух моль фенола с одним молем гидрированного изофорона, пригодны для получения поликарбонатных полимеров с высокими температурами стеклования и высокими температурами деформации при нагреве.
Согласно другому варианту осуществления Xa представляет собой C1-18-алкиленовую группу, C3-18-циклоалкиленовую группу, сконденсированную C6-18-циклоалкиленовую группу или группу формулы -В1-W-B2-, где B1 и B2 представляют собой одинаковую или различную C1-6-алкиленовую группу, a W представляет собой C3-12-циклоалкилиденовую группу или C6-16-ариленовую группу.
Xa может также представлять собой замещенный C3-18-циклоалкилиден формулы (5)
 ,
,
где Rr, Rp, Rq и Rt независимо представляют собой водород, галоген, кислород или C1-12-органическую группу; I представляет собой простую связь, углерод или двухвалентный кислород, серу или -N(Z)-, где Z представляет собой водород, галоген, гидрокси, С1-12-алкил, C1-12-алкокси или С1-12-ацил; h равно 0-2, j равно 1 или 2, i представляет собой целое число 0 или 1, а k представляет собой целое число от 0 до 3 при условии, что по меньшей мере два из Rr, Rp, Rq и Rt, взятые вместе, представляют собой сконденсированное циклоалифатическое, ароматическое или гетероароматическое кольцо. Будет понятно, что, если сконденсированное кольцо ароматическое, кольцо, показанное в формуле (5), будет иметь ненасыщенную углерод-углеродную связь, если кольцо сконденсировано. Когда k равно 1, a i равно 0, кольцо, показанное в формуле (5), содержит 4 атома углерода, когда k равно 2, кольцо, показанное в формуле (5), содержит 5 атомов углерода, а когда k равно 3, кольцо содержит 6 атомов углерода. Согласно одному варианту осуществления две соседние группы (например, Rq и Rt, взятые вместе) образуют ароматическую группу, и согласно другому варианту осуществления Rq и Rt, взятые вместе, образуют одну ароматическую группу, a Rr и Rp, взятые вместе, образуют вторую ароматическую группу. Когда Rq и Rt, взятые вместе, образуют ароматическую группу, Rp может представлять собой атом кислорода с двойной связью, т.е. кетон.
Другие пригодные ароматические дигидроксисоединения формулы HO-R1-OH включают соединения формулы (6)
 ,
,
где каждый Rh независимо представляет собой атом галогена, C1-10-гидрокарбил, такой как C1-10-алкильная группа, галогензамещенная С1-10-алкильная группа, C6-10-арильная группа или галогензамещенная C6-10-арильная группа, а n равняется 0-4. Галоген обычно представляет собой бром.
Некоторые типичные примеры конкретных ароматических дигидроксисоединений включают следующие: 4,4'-дигидроксибифенил, 1,6-дигидроксинафталин, 2,6-дигидроксинафталин, бис(4-гидроксифенил)метан, бис(4-гидроксифенил)дифенилметан, бис(4-гидроксифенил)-1-нафтилметан, 1,2-бис(4-гидроксифенил)этан, 1,1 -бис(4-гидроксифенил)-1-фенилэтан, 2-(4-гидроксифенил)-2-(3-гидроксифенил)пропан, бис(4-гидроксифенил)фенилметан, 2,2-бис(4-гидрокси-3-бромфенил)пропан, 1,1-бис(гидроксифенил)циклопентан, 1,1-бис(4-гидроксифенил)циклогексан, 1,1-бис(4-гидроксифенил)изобутен, 1,1-бис(4-гидроксифенил)циклододекан, транс-2,3-бис(4-гидроксифенил)-2-бутен, 2,2-бис(4-гидроксифенил)адамантан, альфа,альфа-бис(4-гидроксифенил)толуол, бис(4-гидроксифенил)ацетонитрил, 2,2-бис(3-метил-4-гидроксифенил)пропан, 2,2-бис(3-этил-4-гидроксифенил)пропан, 2,2-бис(3-н-пропил-4-гидроксифенил)пропан, 2,2-бис(3 -изопропил-4-гидроксифенил)пропан, 2,2-бис(3-втор-бутил-4-гидроксифенил)пропан, 2,2-бис(3-трет-бутил-4-гидроксифенил)пропан, 2,2-бис(3-циклогексил-4-гидроксифенил)пропан, 2,2-бис(3-аллил-4-гидроксифенил)пропан, 2,2-бис(3-метокси-4-гидроксифенил)пропан, 2,2-бис(4-гидроксифенил)гексафторпропан, 1,1-дихлор-2,2-бис(4-гидроксифенил)этилен, 1,1 -дибром-2,2-бис(4-гидроксифенил)этилен, 1,1-дихлор-2,2-бис(5-фенокси-4-гидроксифенил)этилен, 4,4'-дигидроксибензофенон, 3,3-бис(4-гидроксифенил)-2-бутанон, 1,6-бис(4-гидроксифенил)-1,6-гександион, бис(4-гидроксифениловый) эфир этиленгликоля, бис(4-гидроксифениловый) эфир, бис(4-гидроксифенил)сульфид, бис(4-гидроксифенил)сульфоксид, бис(4-гидроксифенил)сульфон, 9,9-бис(4-гидроксифенил)фтор, 2,7-дигидроксипирен, 6,6'-дигидрокси-3,3,3',3'-тетраметилспиро(бис)индан («спиробииндан бисфенол»), 3,3-бис(4-гидроксифенил)фталимид, 2,6-дигидроксидибензо-п-диоксин, 2,6-дигидрокситиантрен, 2,7-дигидроксифеноксатин, 2,7-дигидрокси-9,10-диметилфеназин, 3,6-дигидроксидибензофуран, 3,6-дигидроксидибензотиофен и 2,7-дигидроксикарбазол, резорцин, замещенные резорциновые соединения, такие как 5-метилрезорцин, 5-этилрезорцин, 5-пропилрезорцин, 5-бутилрезорцин, 5-трет-бутилрезорцин, 5-фенилрезорцин, 5-кумилрезорцин, 2,4,5,6-тетрафторрезорцин, 2,4,5,6-тетрабромрезорцин или подобные; катехин; гидрохинон; замещенные гидрохиноны, такие как 2-метилгидрохинон, 2-этилгидрохинон, 2-пропилгидрохинон, 2-бутилгидрохинон, 2-трет-бутилгидрохинон, 2-фенилгидрохинон, 2-кумилгидрохинон, 2,3,5,6-тетраметилгидрохинон, 2,3,5,6-тетра-трет-бутилгидрохинон, 2,3,5,6-тетрафторгидрохинон, 2,3,5,6-тетрабромгидрохинон или подобное, или комбинации, содержащие по меньшей мере одно из вышеуказанных дигидроксисоединений.
Конкретные примеры бисфенольных соединений формулы (3) включают 1,1-бис(4-гидроксифенил)метан, 1,1 -бис(4-гидроксифенил)этан, 2,2-бис(4-гидроксифенил)пропан (здесь и далее «бисфенол А» или «БФА»), 2,2-бис(4-гидроксифенил)бутан, 2,2-бис(4-гидроксифенил)октан, 1,1-бис(4-гидроксифенил)пропан, 1,1 -бис(4-гидроксифенил)-н-бутан, 2,2-бис(4-гидрокси-2-метилфенил)пропан, 1,1 -бис(4-гидрокси-трет-бутилфенил)пропан, 3,3-бис(4-гидроксифенил)фталимидин, 2-фенил-3,3-бис(4-гидроксифенил)фталимидин (п,п-РРРВР) и 1,1-бис(4-гидрокси-3-метил фенил)циклогексан (DMBPC). Комбинации, содержащие по меньшей мере одно из вышеупомянутых дигидроксисоединений, можно также использовать. Согласно одному конкретному варианту осуществления поликарбонат представляет собой линейный гомополимер, полученный из бисфенола А, в котором каждый из А1 и А2 представляет собой п-фенилен, a Y1 представляет собой изопропилиден в формуле (3).
Гомополимер карбоната DMBPC, который представлен x частью формулы (7), или его сополимер с карбонатом БФА характеризуется общей химической структурой, представленной формулой (7)
 .
.
Карбонат DMBPC можно сополимеризовать с карбонатом БФА с образованием сополикарбоната DMBPC и БФА. Например, поликарбонат на основе DMBPC в виде сополимера или гомополимера (DMBPC) может содержать от 10 до 100 мольн. % карбоната DMBPC и от 90 до 0 мольн. % карбоната БФА.
Способ получения любого из поликарбонатов, описанных в настоящем документе, конкретно не ограничен. Его можно получить любым известным способом получения поликарбоната, включая способ полимеризации на границе раздела фаз, используя фосген, и/или способ полимеризации в расплаве, используя диарилкарбонат, такой как дифенилкарбонат или бисметилсалицилкарбонат, в качестве источника карбоната.
«Поликарбонаты» при использовании в настоящем документе также включают гомополикарбонаты (причем каждый R1 в полимере одинаковый), сополимеры, содержащие различные R1-фрагменты в карбонате (называемые в настоящем документе "сополикарбонаты"), сополимеры, содержащие карбонатные звенья и другие типы полимерных звеньев, такие как сложноэфирные звенья, и комбинации, содержащие по меньшей мере одно из гомополикарбонатов и/или сополикарбонатов. При использовании в настоящем документе "комбинация" включает композиции, смеси, сплавы, продукты реакции и подобное.
Например, сополимер поликарбоната-полисилоксана можно использовать во внутреннем и/или защитном слое(слоях). Состав сополимера поликарбоната-полисилоксана может содержать сложнополиэфирное звено в дополнение к необязательным повторяющимся карбонатным звеньям цепочки формулы (1). Как раскрыто в настоящем документе, сложнополиэфирные звенья или полимеры содержат повторяющиеся сложноэфирные звенья формулы (8):
 ,
,
где D представляет собой двухвалентную группу, полученную из дигидроксисоединения, и может представлять собой, например, C6-20-алициклическую группу или C6-20-ароматическую группу; а T представляет собой двухвалентную группу, полученную из двухосновной карбоновой кислоты, и может представлять собой, например, C6-20-алициклическую группу, C6-20-алкиленариленовую группу или C6-20-ариленовую группу. Согласно конкретному варианту осуществления T представляет собой C6-20-ариленовую группу. Согласно варианту осуществления D получен из дигидроксиароматического соединения, содержащего формулу (2), формулу (3), формулу (4), формулу (6) или комбинацию, содержащую по меньшей мере одно из вышеуказанных дигидроксиароматических соединений. D- и T-группы желательно минимально замещены углеводородсодержащими заместителями, такими как алкильные, алкокси или алкиленовые заместители. Согласно варианту осуществления количество менее 5 мольн. %, в частности менее или равное 2 мольн. % и еще более конкретно менее или равное 1 мольн. %, от общего числа моль D- и T-групп замещено углеводородсодержащими заместителями, такими как алкильные, алкокси или алкиленовые заместители.
Примеры ароматических двухосновных карбоновых кислот, из которых получают T-группу в сложноэфирном звене формулы (8), включают изофталевую или терефталевую кислоту, 1,2-ди(п-карбоксифенил)этан, 4,4'-дикарбоксидифениловый эфир, 4,4'-бисбензойную кислоту и комбинации, содержащие по меньшей мере одну из вышеуказанных кислот. Кислоты, содержащие сконденсированные кольца, могут также присутствовать, такие как в 1,4-, 1,5- или 2,6-нафталиндикарбоновых кислотах. Конкретные двухосновные карбоновые кислоты представляют собой терефталевую кислоту, изофталевую кислоту, нафталиндикарбоновую кислоту, циклогександикарбоновую кислоту или их комбинации. Конкретные двухосновные карбоновые кислоты содержат комбинацию изофталевой кислоты и терефталевой кислоты, причем массовое соотношение изофталевой кислоты к терефталевой кислоте составляет от 99:1 до 1:99.
Согласно варианту осуществления арилированные сложноэфирные звенья арилатсодержащих звеньев получают из продукта реакции одного эквивалента производного изофталевой кислоты и/или производного терефталевой кислоты. Согласно такому варианту осуществления арилированные звенья являются такими, как показано в формуле (9):
 ,
,
где Rf и u ранее определены для формулы (6), a m больше или равно 4. Согласно варианту осуществления m равно 4-50, в частности 5-30, более конкретно 5-25 и еще более конкретно 10-20. Также согласно варианту осуществления m меньше или равно 100, в частности меньше или равно 90, более конкретно меньше или равно 70 и еще более конкретно меньше или равно 50. Будет понятно, что нижнее и верхнее предельные значения для m можно независимо комбинировать. Согласно другому варианту осуществления молярное соотношение изофталата к терефталату может составлять от приблизительно 0,25:1 до приблизительно 4,0:1. Согласно конкретному варианту осуществления арилированные сложноэфирные звенья состоят из звеньев сложного эфира изофталата-терефталата. Согласно другому варианту осуществления арилированные сложноэфирные звенья получают из продукта реакции одного эквивалента производного изофталевой кислоты и/или производного терефталевой кислоты с резорцином формулы (6). Такие арилированные сложноэфирные звенья соответствуют формуле (14) ниже, где R1 получен из резорцина.
Типичные арилированные сложноэфирные звенья представляют собой звенья ароматического сложного полиэфира, такие как звенья сложного эфира изофталата-терефталата-резорцина, звенья сложного эфира изофталата-терефталата-бисфенола или комбинацию, содержащую их все. Конкретные арилированные сложноэфирные звенья включают сложные эфиры поли(изофталата-терефталата-резорцина), сложные эфиры поли(изофталата-терефталата-бисфенола-А), сополимер сложного эфира поли[(изофталата-терефталата-резорцина) и сложного эфира (изофталата-терефталата-бисфенола-А)] или комбинацию, содержащую по меньшей мере одно из указанного. Согласно варианту осуществления пригодное арилированное сложноэфирное звено представляет собой сложный эфир поли(изофталата-терефталата-резорцина). Согласно варианту осуществления арилированное сложноэфирное звено содержит звенья сложного эфира изофталата-терефталата-резорцина в количестве большем или равном 95 мольн. %, в частности большем или равном 99 мольн. % и еще более конкретно большем или равном 99,5 мольн. % на основе общего числа моль сложноэфирных звеньев в полиарилатном звене. Согласно другому варианту осуществления арилированные сложноэфирные звенья не замещены содержащими неароматические углеводороды заместителями, такими как, например, алкильными, алкокси или алкиленовыми заместителями.
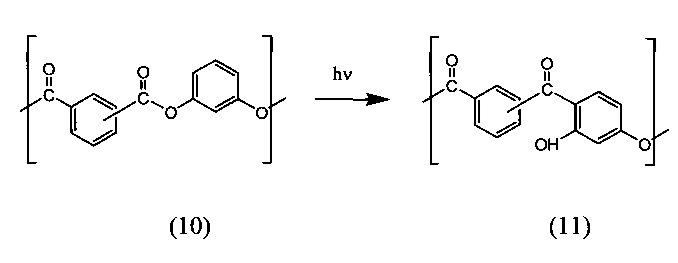
Согласно одному варианту осуществления составы сополимера полисилоксана, раскрытые в настоящем документе, являются стойкими к атмосферным воздействиям составами, содержащими звенья сложного эфира изофталата-терефталата-резорцина. Подвергание сложных эфиров изофталата-терефталата, таких как (10), ультрафиолетовому излучению может вызывать быструю фотохимически индуцируемую перегруппировку, известную как фотоперегруппировка Фриса, с образованием 2-гидроксибензофенона формулы (11) на поверхности, который выступает в качестве поглотителя ультрафиолетового излучения и стабилизатора ультрафиолетового излучения для находящегося ниже полимера. Составы, содержащие звенья сложного эфира резорцина, таким образом, также подвергаются только медленной фотоперегруппировке Фриса под поверхностью состава, и, таким образом, они оба устойчивы к воздействию погодных условий и подходят для использования в полимерных составах, раскрытых в настоящем документе.
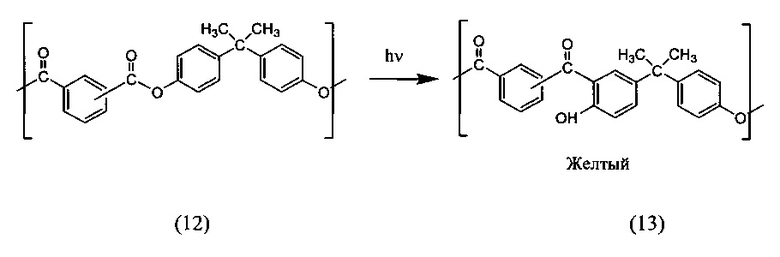
Другие сложноэфирные звенья, такие как содержащие бисфенол сложноэфирные звенья формулы (12), также подвергаются фотоперегруппировке Фриса с образованием соответствующего 2-гидроксибензофенона формулы (13). Ввиду электронной структуры этих частиц происходит большее поглощение света при длине волны приблизительно 400 нм. Как результат поглощенный или отраженный свет характеризуется заметным и нежелательным более желтым цветом, чем другие структуры, такие как структура, представленная формулой (11), что измеряется коэффициентом пожелтения («КП»). Таким образом, для применений, требующих стойкости к атмосферным воздействиям, также желательно минимизировать количество звеньев сложного эфира бисфенола, находящихся в таких смолах и изделиях, полученных из них.
Согласно варианту осуществления арилированные сложноэфирные звенья представляют собой звенья сложного полиэфира-поликарбоната со структурой, показанной в формуле (14):
 ,
,
где Rf, и и m определены в формуле (9), каждый из R1 независимо представляет собой C6-30-ариленовую группу, а n больше или равно единице. Согласно варианту осуществления n составляет от 3 до 50, в частности от 5 до 25 и более конкретно от 5 до 20. Также согласно варианту осуществления n меньше или равно 50, в частности меньше или равно 25 и более конкретно меньше или равно 20. Будет понятно, что предельные значения для n можно независимо комбинировать. Согласно варианту осуществления m составляет от 5 до 75, в частности от 5 до 30 и более конкретно от 10 до 25. Согласно конкретному варианту осуществления m составляет от 5 до 75, а n составляет от 3 до 50. Согласно конкретному варианту осуществления m составляет от 10 до 25, а n составляет от 5 до 20. Согласно варианту осуществления звено сложного полиэфира-поликарбоната представляет собой продукт реакции комбинации изофталевой и терефталевой двухосновных кислот (или их производных) с дигидроксисоединением формулы (6), причем молярное соотношение изофталатных звеньев к терефталатным звеньям составляет от 99:1 до 1:99, в частности от 95:5 до 5:95, более конкретно от 90:10 до 10:90 и еще более конкретно от 80:20 до 20:80. Согласно варианту осуществления молярное соотношение звеньев сложных эфиров изофталата-терефталата к карбонатным звеньям в сложном полиэфире-поликарбонате может составлять от 1:99 до 99:1, в частности от 5:95 до 90:10, более конкретно от 10:90 до 80:20.
Согласно конкретному варианту осуществления звено поликарбоната-сложного полиэфира содержит звенья карбоната резорцина, полученные из резорцинов формулы (6) и имеющие формулу (15):
 ,
,
где Rf и u описаны выше, а na больше или равно 1. Согласно другому варианту осуществления звено сложного полиэфира-поликарбоната также содержит звенья карбоната бисфенола, полученные из бисфенолов формул (3) и (4), имеющие формулу (16)
 ,
,
где каждый из Ra и Rb независимо представляет собой C1-8-алкил, Rc и Rd независимо представляют собой C1-8-алкил или C1-8-цилоалкилен, р и q равны 0-4, а nb больше или равно единице. Согласно другому варианту осуществления звено сложного полиэфира-поликарбоната содержит звенья карбоната резорцина формулы (15) и звенья карбоната бисфенола формулы (16) с молярным соотношением звеньев карбоната резорцина к звеньям карбоната бисфенола от 1:99 до 100:0. Согласно конкретному варианту осуществления звенья сложного полиэфира-поликарбоната получают из резорцина (т.е. 1,3-дигидроксибензола) или комбинации, содержащей резорцин и бисфенол-А. Согласно конкретному варианту осуществления звено сложного полиэфира-поликарбоната представляет собой сополимер поли(сложного эфира изофталата-терефталата-резорцина) и (карбоната резорцина) и (карбоната бисфенола-А).
Состав сополимера полисилоксана предпочтительно содержит минимальное количество насыщенного углеводорода, находящегося в виде заместителей или структурных групп, таких как мостиковые группы или другие соединительные группы. Согласно другому варианту осуществления количество меньшее или равное 25 мольн. %, в частности меньшее или равное 15 мольн. % и еще более предпочтительно меньшее или равное 10 мольн. % объединенных арилированных сложноэфирных звеньев и карбонатных звеньев содержит алкильные, алкокси или алкиленовые группы. Согласно конкретному варианту осуществления, где состав сополимера полисилоксана содержит карбонатные звенья, количество меньшее или равное 25 мольн. %, в частности меньшее или равное 15 мольн. % и еще более конкретно меньшее или равное 10 мольн. % карбонатных звеньев содержит алкильные, алкокси или алкиленовые группы на основе общего числа моль арилированных сложноэфирных звеньев и карбонатных звеньев. Согласно другому варианту осуществления арилированные сложноэфирные звенья и карбонатные звенья не замещены содержащими неароматические углеводороды заместителями, такими как, например, алкильные, алкокси или алкиленовые заместители.
Согласно варианту осуществления содержащие арилат звенья состава сополимера полисилоксана состоят из 50-100 мольных процентов (мольн. %) арилированных сложноэфирных звеньев, в частности 58-90 мольн. % арилированных сложноэфирных звеньев; 0-50 мольн. % звеньев ароматических карбонатов (например, звеньев карбоната резорцина, звеньев карбоната бисфенола и других карбонатных звеньев, таких как звенья алифатических карбонатов); 0-30 мольн. % звеньев карбоната резорцина, в частности 5-20 мольн. % звеньев карбоната резорцина; и 0-35 мольн. % звеньев карбоната бисфенола, в частности 5-35 мольн. % звеньев карбоната бисфенола.
Согласно типичному варианту осуществления содержащее арилат звено представляет собой звено сложного полиэфира-поликарбоната, которое может характеризоваться среднемассовой молекулярной массой (Mw) от 2000 до 100000 г/моль, в частности от 3000 до 75000 г/моль, более конкретно от 4000 до 50000 г/моль, более конкретно от 5000 до 35000 г/моль и еще более конкретно от 17000 до 30000 г/моль. Определения молекулярной массы проводят при помощи ГПХ, используя колонку из сшитого стирола-дивинилбензола с концентрацией образца 1 миллиграмм на миллилитр и откалиброванную по поликарбонатным стандартам. Образцы элюируют с расходом приблизительно 1,0 мл/мин метиленхлоридом в качестве элюента.
Состав сополимера полисилоксана также содержит полисилоксановое (также называемый в настоящем документе "полидиорганосилоксановое") звено в дополнение к содержащим арилат звеньям. Полисилоксановые звенья содержат повторяющиеся силоксановые звенья (также называемые в настоящем документе "диорганосилоксановые звенья") формулы (17):
 ,
,
где каждый отдельный R является одинаковым или различным и представляет собой C1-13-одновалентную органическую группу. Например, R могут независимо представлять собой C1-13-алкильную группу, C1-13-алкоксигруппу, C2-13-алкенильную группу, С2-13-алкенилоксигруппу, С3-6-циклоалкильную группу, С3-6-циклоалкоксигруппу, C6-14-арильную группу, C6-10-арилоксигруппу, C7-13-арилалкильную группу, C7-13-арилалкоксигруппу, C7-13-алкиларильную группу или C7-13-алкиларилоксигруппу. Вышеуказанные группы могут быть полностью или частично галогенированными фтором, хлором, бромом или йодом или их комбинацией. Комбинации вышеуказанных R-групп можно использовать в одном и том же сополимере. Согласно варианту осуществления полисилоксан содержит R-группы, которые характеризуются минимальным содержанием углеводородов. Согласно конкретному варианту осуществления R-группа с минимальным содержанием углеводородов представляет собой метальную группу.
Значение E в формуле (17) может широко изменяться в зависимости от типа и относительного количества каждого компонента в полимерном составе, желаемых свойств состава и подобных факторов. В настоящем документе E имеет среднее значение от 4 до 50. Согласно варианту осуществления E имеет среднее значение от 16 до 50, в частности от 20 до 45 и более конкретно от 25 до 45. Согласно другому варианту осуществления E имеет среднее значение от 4 до 15, в частности от 5 до 15, более конкретно от 6 до 15 и еще более конкретно от 7 до 10.
Согласно варианту осуществления полидиорганосилоксановые звенья получают из повторяющихся структурных звеньев формулы (18):
 ,
,
где E определено выше; каждый R может независимо быть одинаковым или различным и определен выше; и каждый Ar может независимо быть одинаковым или различным и представлять собой замещенную или незамещенную C6-30-ариленовую группу, причем связи непосредственно присоединены к ароматическому фрагменту. Подходящие Ar группы в формуле (18) можно получать из C6-30-дигидроксиароматического соединения, например, дигидроксиароматического соединения формулы (2), (3), (4), или (6) выше. Комбинации, содержащие по меньшей мере одно из вышеуказанных дигидроксиароматических соединений, можно также использовать. Типичные дигидроксиароматические соединения представляют собой резорцин (т.е. 1,3-дигидроксибензол), 4-метил-1,3-дигидроксибензол, 5-метил-1,3-дигидроксибензол, 4,6-диметил-1,3-дигидроксибензол, 1,4-дигидроксибензол, 1,1-бис(4-гидроксифенил)метан, 1,1-бис(4-гидроксифенил)этан, 2,2-бис(4-гидроксифенил)пропан, 2,2-бис(4-гидроксифенил)бутан, 2,2-бис(4-гидроксифенил)октан, 1,1-бис(4-гидроксифенил)пропан, 1,1-бис(4-гидроксифенил)-н-бутан, 2,2-бис(4-гидрокси-1-метилфенил)пропан, 1,1-бис(4-гидроксифенил)циклогексан, бис(4-гидроксифенилсульфид) и 1,1-бис(4-гидрокси-трет-бутилфенил)пропан. Комбинации, содержащие по меньшей мере одно из вышеуказанных дигидроксисоединений, можно также использовать. Согласно варианту осуществления дигидроксиароматическое соединение является незамещенным или не замещено содержащими неароматические углеводороды заместителями, такими как, например, алкильные, алкокси или алкиленовые заместители.
Звенья формулы (18) можно получать из соответствующего дигидроксиароматического соединения формулы (19):
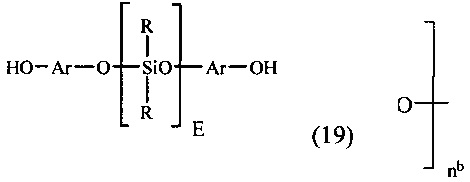 ,
,
где R, Ar и E описаны выше. Согласно конкретному варианту осуществления, где Ar получен из резорцина, по лисил океан имеет формулу (20):
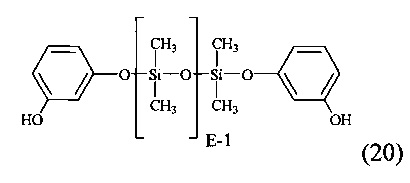 ,
,
или, где Ar получен из бисфенола-А, полисилоксан имеет формулу (21):
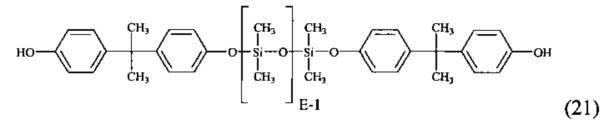 ,
,
где E для формул (20) и (21) такое, как определено для формулы (17) выше.
Согласно другому варианту осуществления полидиорганосилоксановые звенья представляют собой звенья формулы (22):
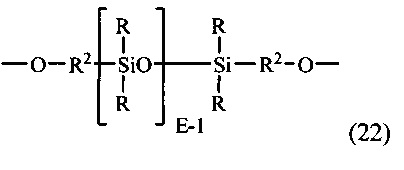 ,
,
где R и E являются такими, как определено для формулы (17), и каждый из R2 независимо представляет собой двухвалентный C1-30-алкилен или C7-30-ариленалкилен, и причем полимеризованное полисилоксановое звено представляет собой остаток реакции его соответствующего дигидроксиароматического соединения. Согласно конкретному варианту осуществления, где R2 представляет собой C7-30-ариленалкилен, полидиорганосилоксановые звенья имеют формулу (23):
 ,
,
где R и E являются такими, как определено для формулы (17). Каждый R3 в формуле (23) независимо представляет собой двухвалентную C2-8-алифатическую группу. Каждый М в формуле (23) может быть одинаковым или различным и может представлять собой галоген, циано, нитро, C1-8-алкилтио, C1-8-алкил, C1-8-алкокси, C2-8-алкенил, C2-8-алкенилоксигруппу, C3-8-циклооалкил, C3-8-циклоалкокси, C6-10-арил, C6-10-арилокси, C7-12-арилалкил, C7-12-арилалкокси, C7-12-алкиларил или C7-12-алкиларилокси, причем каждый n независимо равен 0,1,2, 3 или 4.
Согласно варианту осуществления М представляет собой бром или хлор, алкильную группу, такую как метил, этил или пропил, алкоксигруппу, такую как метокси, этокси или пропокси, или арильную группу, такую как фенил, хлорфенил или толил; R3 представляет собой диметиленовую, триметиленовую или тетраметиленовую группу; и R представляет собой C1-8-алкил, галогеналкил, такой как трифторпропил, цианоалкил или арил, такой как фенил, хлорфенил или толил. Согласно другому варианту осуществления R представляет собой метил, или комбинацию метила и трифторпропила, или комбинацию метила и фенила. Согласно еще одному варианту осуществления М представляет собой метокси, n равно 0 или 1, R3 представляет собой двухвалентную C1-3-алифатическую группу, и R представляет собой метил.
Звенья формулы (23) можно получать из соответствующих дигидроксиполидиорганосилоксанов (24):
 ,
,
где R, E, М, R3 и n являются такими, как описано для формулы (23).
Согласно конкретному варианту осуществления дигидроксиолигодиорганосилоксан имеет структуру, показанную формулой (25):
 ,
,
где E такое, как описано для формулы (17) выше.
Согласно другому конкретному варианту осуществления полидиорганосилоксановые звенья получают из дигидроксиолигодиорганосилоксанов формулы (26):
 ,
,
где E такое, как определено для формулы (17) выше.
Согласно конкретному варианту осуществления полисилоксан с гидроксиароматическими группами на конце общей формулы (21) (где Ar получен из бисфенола-А) образует связанную сложным эфиром структуру с производным карбоновой кислоты при образовании состава сополимера полисилоксана, которая имеет структуру формулы (27):
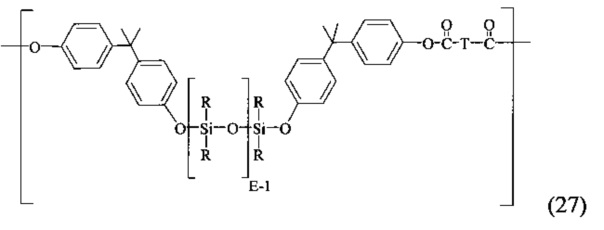 ,
,
или, если полисилоксан с гидроксиароматическими группами на конце формулы (21) (полученный из бисфенола) сополимеризуют с предшественником карбоната или галогенформиатом, образуется связанная карбонатом структура в составе сополимера полисилоксана, имеющая структуру формулы (28):
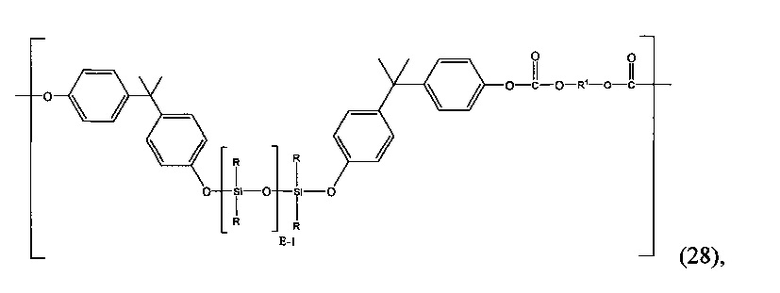
или комбинация, содержащая вышеуказанные полисилоксаны, причем для обеих формул (27) и (28) R и E являются такими, как описано для формулы (17) выше; T в формуле (27) представляет собой C6-30-ариленовую группу; и R1 в формуле (28) представляет собой C6-30-ариленовую группу. Согласно варианту осуществления T получают из продукта реакции реакционноспособного производного изофталевой и/или терефталевой кислоты. Согласно варианту осуществления R1 получают из карбонатного продукта реакции резорцина формулы (6) или комбинации резорцина формулы (6) и бисфенола формулы (3).
Согласно другому конкретному варианту осуществления полисилоксан с гидроксиароматическими группами на конце общей формулы (19) (где Ar получен из резорцина) образует связанную сложным эфиром структуру с производным карбоновой кислоты при образовании состава сополимера полисилоксана, которая имеет структуру формулы (29):
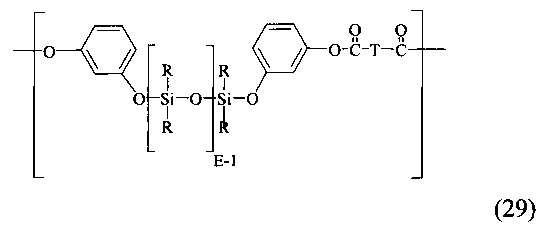 ,
,
или, где полисилоксан с гидроксиароматическими группами на конце формулы (20) (полученный из резорцина) сополимеризуют с предшественником карбоната или галогенформиатом, получают связанную карбонатом структуру в составе сополимера полисилоксана, имеющую структуру формулы (30):
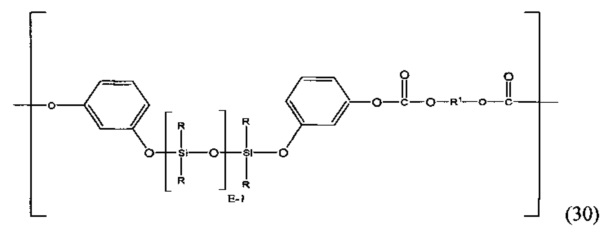 ,
,
причем для обеих формул (29) и (30) R и E являются такими, как описано для формулы (17) выше; T в формуле (29) представляет собой C6-30-ариленовую группу; и R1 в формуле (30) представляет собой C6-30-ариленовую группу. Согласно варианту осуществления T получают из продукта реакции реакционноспособного производного изофталевой и/или терефталевой кислоты. Согласно варианту осуществления R1 получают из карбонатного продукта реакции резорцина формулы (6) или комбинации резорцина формулы (6) и бисфенола формулы (3).
Согласно другому конкретному варианту осуществления полисилоксан с гидроксиароматическими группами на конце общей формулы (23), где R3 представляет собой триметилен, может образовывать связанную сложным эфиром структуру с производным карбоновой кислоты при образовании состава сополимера полисилоксана, которая имеет структуру формулы (31):
 ,
,
или, где полисилоксан с гидроксиароматическими группами на конце формулы (23) (где R3 представляет собой триметилен) сополимеризуют с предшественником карбоната или галогенформиатом, образуется связанная карбонатом структура в составе сополимера полисилоксана, имеющая структуру формулы (32):
 ,
,
или комбинация, содержащая эти полисилоксаны, причем для обеих формул (31) и (32) R и E являются такими, как описано для формулы (17), а М и n являются такими, как описано для формулы (23) выше; T в формуле (31) представляет собой C6-30-ариленовую группу; a R1 в формуле (32) представляет собой C6-30-ариленовую группу. Согласно варианту осуществления T получают из продукта реакции реакционноспособного производного изофталевой и/или терефталевой кислоты. Как и в формуле (23), каждый из ариленовых фрагментов формул (31) и (32) имеет связь как с атомом кислорода, который обеспечивает связь с соседними звеньями сложного эфира арилата и/или звеньями ароматического карбоната и получен из гидроксигруппы; так и алкиленовым фрагментом полисилоксановой концевой группы, которая также имеет связь как с конечным атомом кремния полисилоксанового фрагмента, так и ариленовым фрагментом полисилоксанового звена. Согласно варианту осуществления атом кислорода и алкиленовая группа, соединяющая ариленовый фрагмент с концевым атомом кремния полисилоксанового звена, могут быть расположены в орто-, мета- или пара-положении друг относительно друга на ариленовых фрагментах формул (31) или (32). Согласно варианту осуществления R1 получают из карбонатного продукта реакции резорцина формулы (6) или комбинации резорцина формулы (6) и бисфенола формулы (3).
Дигидроксиполисилоксаны обычно можно получать функционализацией замещенного силоксанового олигомера формулы (33):
 ,
,
где R и E являются такими, как ранее определено, a Z представляет собой Н, галоген (Cl, Br, I) или карбоксилат. Типичные карбоксилаты включают ацетат, формиат, бензоат и подобное. Согласно типичному варианту осуществления, где Z представляет собой Н, соединения формулы (33) можно получать катализируемым платиной присоединением с алифатически ненасыщенным, имеющим одну гидроксильную группу фенолом. Подходящие алифатически ненасыщенные, имеющие одну гидроксильную группу фенолы включают, например, эвгенол, 2-аллилфенол, 4-аллил-2-метилфенол, 4-аллил-2-фенилфенол, 4-аллил-2-бромфенол, 4-аллил-2-трет-бутоксифенол, 4-фенил-2-аллилфенол, 2-метил-4-пропенилфенол, 2-аллил-4,6-диметилфенол, 2-аллил-4-бром-6-метилфенол, 2-аллил-6-метокси-4-метилфенол и 2-аллил-4,6-диметилфенол. Можно также использовать комбинации, содержащие по меньшей мере одно из вышеуказанного. Если Z представляет собой галоген или карбоксилат, функционализацию можно проводить реакцией с дигидроксиароматическим соединением формул (2), (3), (4), (6) или комбинацией, содержащей по меньшей мере одно из вышеуказанных дигидроксиароматических соединений. Согласно типичному варианту осуществления соединения формулы (19) можно образовать из альфа,омега-бисацетоксиполидиорганосилоксана и дигидроксиароматического соединения при условиях фазового переноса.
Согласно варианту осуществления состав сополимера полисилоксана содержит силоксановые звенья в количестве от 0,5 до 20 мольн. %, в частности от 1 до 10 мольн. % силоксановых звеньев, на основе общего количества мольных процентов силоксановых звеньев, арилированных сложноэфирных звеньев и карбонатных звеньев и при условии, что силоксановые звенья обеспечиваются полисилоксановыми звеньями, ковалентно связанными в полимерном скелете состава сополимера полисилоксана.
Состав сополимера полисилоксана содержит силоксановые звенья в количестве от 0,1 до 25 масс. %. Согласно варианту осуществления состав сополимера полисилоксана содержит силоксановые звенья в количестве от 0,2 до 10 масс. %, в частности от 0,2 до 6 масс. %, более конкретно от 0,2 до 5 масс. % и еще более конкретно от 0,25 до 2 масс. % на основе общей массы состава сополимера полисилоксана при условии, что силоксановые звенья обеспечиваются полисилоксановыми звеньями, ковалентно связанными в полимерном скелете состава сополимера полисилоксана.
Состав сополимера полисилоксана может также содержать карбонатные звенья формулы (1). Согласно варианту осуществления состав сополимера полисилоксана содержит от 0,2 до 6 масс. % полисилоксановых звеньев, от 50 до 99,8 масс. % сложноэфирных звеньев и от 0 до 49,85 масс. % карбонатных звеньев, причем общие массовые проценты полисилоксановых звеньев, сложноэфирных звеньев и карбонатных звеньев составляет 100 масс. % всей массы состава сополимера полисилоксана. Согласно другому варианту осуществления состав сополимера полисилоксана содержит от 0,25 до 2 масс. % полисилоксановых звеньев, от 60 до 94,75 масс. % сложноэфиных звеньев и от 3,25 до 39,75 масс. % карбонатных звеньев, причем общие массовые проценты полисилоксановых звеньев, сложноэфирных звеньев и карбонатных звеньев составляет 100 масс. % всей массы состава сополимера полисилоксана.
Согласно варианту осуществления состав сополимера полисилоксана, описанный выше, характеризуется Tg меньшей или равной 165°C, в частности меньшей или равной 160°C и более конкретно меньшей или равной 155°C. Аналогично, согласно варианту осуществления состав сополимера полисилоксана, описанный выше, характеризуется Tg для поликарбонатного звена большей или равной 115°C, в частности большей или равной 120°C.
Сополимеры полисилоксана, описанные в настоящем документе, можно производить различными способами, такими как, например, полимеризация в растворе, полимеризация на границе раздела фаз и полимеризация в расплаве. Из них особенно эффективным способом является полимеризация на границе раздела фаз. Хотя условия реакции для полимеризации на границе раздела фаз могут изменяться, способ обычно предусматривает растворение или диспергирование реагента-двухосновного фенола в водном гидроксиде натрия или гидроксиде калия или, альтернативно, суспендирование или растворение реагента-двухосновного фенола в воде, добавляя полученную смесь в среду несмешиваемого с водой растворителя, и приведение в контакт реагентов с предшественником карбоната в присутствии катализатора, такого как, например, триэтиламин или катализатор фазового переноса, при условиях регулирования рН, например, от 8 до 11,5. Наиболее часто используемые несмешиваемые с водой растворители включают метиленхлорид, 1,2-дихлорэтан, хлорбензол, толуол и подобное. Типичные предшественники карбоната включают, например, карбонилгалогенид, такой как карбонилбромид или карбонилхлорид, или галогенформиат, такой как бисгалогенформиаты двухосновного фенола (например, бисхлорформиаты бисфенола А, гидрохинон или подобное), или гликоль (например, бисгалогенформиат этиленгликоля, неопентилгликоля, полиэтиленгликоля или подобного). Комбинации, содержащие по меньшей мере один из вышеуказанных типов предшественников карбоната, можно также использовать. Согласно типичному варианту осуществления в реакции полимеризации на границе раздела фаз с образованием карбонатных связей используют фосген в качестве предшественника карбоната, и ее называют реакцией фосгенирования.
Добавление полисилоксановых звеньев к составам сложного полиэфира-поликарбоната может повышать показатели скорости выделения тепла полученного состава сополимера полисилоксана, причем увеличение количеств полисилоксана-поликарбоната может обеспечивать увеличение показателей скорости выделения тепла. Однако, использование количеств полисилоксана в концентрациях больше 6 масс. % от общей массы полисилоксана в составе может приводить к нежелательным уровням помутнения и/или ухудшению показателей скорости выделения тепла.
Кроме того, размер полисилоксановых звеньев может влиять на помутнение и/или прозрачность состава сополимера полисилоксана. Звенья, различные по своему составу, в сополимере, такие как, например, полисилоксановые звенья в поликарбонате, сложном полиэфире или комбинации, можно упорядочивать с образованием большой прерывной фазы, в которой фаза более упорядоченного звена отделяется от окружающей полимерной матрицы. Эти большие области с разделенными фазами могут возникать, когда или большие звенья полисилоксана (т.е. больше 15 силоксановых звеньев), полиарилатные звенья большие чем 30 арилированных сложноэфирных звеньев и/или поликарбонатные звенья неоднородно распределены в полимерной цепи. Звенья могут, таким образом, образовывать участки с разделенными фазами (иногда называемые в настоящем документе «области»). Область можно определить как участок в окружающей матрице, имеющий определенную и видимую границу, отделяющую его от окружающей матрицы. Наличие конкретных областей несмешиваемых участков с разделенными фазами можно наблюдать при помощи подходящих аналитических способов, таких как трансмиссионная электронная микроскопия (ТЭМ). Эти участки с разделенными фазами могут сильно различаться по размеру, но могут обычно иметь сплошную протяженность по длине от 20 до 200 нанометров или больше, причем длина совпадает с направлением потока полимерного состава при экструзии или литьевом формовании. Считается, что присутствие этих участков с разделенными фазами в сополимере может рассеивать падающий свет. Считается, что каждое из увеличения размера участков с разделенными фазами, увеличения числа участков с разделенными фазами и увеличения концентрации участков с разделенными фазами внутри цепи отдельно связано с увеличением рассеивания падающего света. Объемные свойства образования области можно, таким образом, наблюдать при помощи измерений помутнения и/или светопроницаемости. Таким образом, отсутствует механизм для предупреждения, уменьшения, снижения или исключения образования этих участков с разделенными фазами, такие области, как можно наблюдать, образуются, если используют комбинации различных несмешивающихся полимерных звеньев. Механизмы регулирования образования областей включают ограничение размера звеньев, ограничение концентрации звеньев в сополимере и увеличение произвольности и однородности расположения звеньев, распределенных в поликарбонате. Таким образом, меньшие участки с разделенными фазами и меньшее число участков с разделенными фазами могут уменьшать количество рассеянного падающего света и при этом снижать измеряемое помутнение комбинации и, если необходимо, обеспечивать увеличение светопроницаемости.
Увеличение длины звена при сохранении общей массы полисилоксана в виде массовой процентной концентрации состава сополимера полисилоксана приводит к снижению показателей скорости выделения тепла в испытании OSU. Увеличение длины полисилоксанового звена до значения больше 15 дает меньшие показатели скорости выделения тепла для составов, содержащих полисилоксаны с различными длинами звеньев, но имеющих постоянную общую загрузку полисилоксана. Наивысшие показатели скорости выделения тепла получают с короткими длинами полисилоксановых звеньев (меньшими или равными 15 повторяющихся звеньев) при заданной общей загрузке полисилоксанового звена (в виде массовой процентной концентрации полисилоксана-поликарбоната). Таким образом, распределение большего числа короткого полисилоксана в полимерной матрице обеспечивает большую огнестойкость и оптимальную прозрачность. Наилучшую пластичность получают при помощи наибольших силоксановых звеньев. Для составов, требующих большой жесткости и хороших показателей огнестойкости, можно использовать большие силоксановые звенья или комбинацию больших и маленьких силоксановых звеньев. Для составов, требующих средних уровней жесткости с хорошей огнестойкостью, можно использовать более короткие силоксановые звенья.
Таким образом, может быть желательным иметь размер полисилоксанового звена для составов сополимера полисилоксана, который достаточно большой для обеспечения того, что состав сополимера полисилоксана имеет эффективные показатели скорости выделения тепла на основе распределения полисилоксана, и что звенья достаточно малы, чтобы не образовывать области такого размера, который может вызывать наблюдаемое рассеивание света (т.е. помутнение). Звенья также предпочтительно находятся в достаточной концентрации в составе сополимера полисилоксана для обеспечения желаемых свойств сопротивления ударным нагрузкам, при этом сохраняя низкое помутнение. Кроме того, желательно, чтобы звенья распределялись достаточно произвольно и равномерно располагались с промежутками в составе сополимера полисилоксана по вышеуказанным причинам - улучшения показателей скорости выделения тепла и слабого помутнения.
Состав сополимера полисилоксана, содержащий низкие уровни, например, меньшие или равные 10 масс. %, в частности меньшие или равные 6 масс. %, полисилоксанового звена из 4-50 силоксановых повторяющихся звеньев, в частности больше 15 и более конкретно больше 25 распределенных в сложнополиэфирном звене, поликарбонатном звене или как в сложнополиэфирном, так и поликарбонатном звеньях, может иметь низкую скорость выделения тепла, как определено сжиганием изделия, состоящего из состава сополимера полисилоксана. Состав сополимера полисилоксана с полисилоксановыми звеньями может характеризоваться улучшенными характерными свойствами выделения тепла при сравнении с поликарбонатами, сложными полиэфирами-поликарбонатами и комбинациями, их содержащими. Состав сополимера полисилоксана также может характеризоваться сравнимым или более слабым помутнением и сравнимыми или улучшенными свойствами прозрачности при сравнении с полиимидами и полисилоксан-полиимидами с хорошими свойствами выделения тепла. Состав сополимера полисилоксана с полисилоксановыми звеньями характеризуется более слабым помутнением, худшим цветом и сравнимым или лучшими свойствами прозрачности по сравнению с полимерами, характеризующимися хорошими свойствами выделения тепла, но сильным помутнением и низкой прозрачностью, такими как, например, полиимиды и полисилоксан-полиимиды.
Кроме того, слабое помутнение состава сополимера полисилоксана с полисилоксановыми звеньями обеспечивает полимерные составы, характеризующиеся другими желательными свойствами, такими как хорошая устойчивость к погодными условиям и хорошее сохранение блеска. Полиарилаты характеризуются лучшей устойчивостью к воздействию ультрафиолетового излучения и/или влаги в воздухе, что превосходно для других ударопрочных огнезащитных составов. Считается, что использование вышеуказанных полиарилатных звеньев для получения составов сополимера полисилоксана обеспечивает превосходную стойкость к погодным условиям согласно соответствующему протоколу воздействия погодных условий, такому как согласно ASTM G155-04a. Кроме того, устойчивость к погодным условиям полиарилатных звеньев обеспечивает улучшение прозрачности, уменьшение пожелтения (что измерено изменением коэффициента пожелтения после подвергания воздействию погодных условий), сохранение блеска поверхности после воздействия погодных условий и устойчивость к образованию помутнения состава сополимера полисилоксана. Кроме того, использование полисилоксановых звеньев, распределенных в полимерной цепи, как описано в настоящем документе, обеспечивает желаемые показатели скорости выделения тепла, свойства сопротивления ударным нагрузкам и пластичность при сохранении или улучшении желаемого слабого помутнения и прозрачности.
Также низкая загрузка меньшая или равная 0,25 масс. % полисилоксана в составе сополимера полисилоксана может обеспечивать желаемые свойства выделения тепла при сохранении желаемого слабого помутнения. Будет понятно специалисту в данной области, что в таких пределах каждый из комбинации параметров, включая размер полисилоксанового звена, число полисилоксановых звеньев, распределение полисилоксановых звеньев и состав полисилоксановых звеньев, можно регулировать относительно другого в композиционных параметрах, обеспеченных для достижения желаемых показателей помутнения и свойств сопротивления ударным нагрузкам, исходя из состава сополимера полисилоксана. Составы, содержащие составы сополимера полисилоксана, раскрытые в настоящем документе, могут также характеризоваться лучшей пластичностью и меньшей вязкостью расплава при более высоких скоростях сдвига, чем другие ударопрочные поликарбонаты, для улучшения характеристик течения расплава.
Для получения желаемого легкого листа полимерный состав внутреннего слоя может также содержать вспенивающее средство(а). Вспенивающее средство(а) могут быть разлагающегося типа (выделяют газ (например, диоксид углерода (СО2), азот (N2) и/или газообразный аммиак) при химическом разложении) и/или испаряющегося типа (которые испаряются без химической реакции). Возможные вспенивающие средства включают диоксид углерода, бикарбонат натрия, азидные соединения, карбонат аммония, нитрит аммония, цитрат натрия, легкие металлы, которые выделяют водород при реакции с водой, хлорированные углеводороды, хлорфторуглероды, азодикарбонамид, N,N'-динитрозопентаметилентетрамин, трихлормонофторметан, трихлортрифторэтан, метиленхлорид, органические карбоновые кислоты (такие как муравьиная кислота, уксусная кислота, щавелевая кислота, рицинолеиновая кислота и т.п.), пентан, бутан, этанол, ацетон, газообразный азот (N2), газообразный аммиак и т.п., а также комбинации, содержащие по меньшей мере одно из вышеуказанного. Типичные коммерческие вспенивающие средства, пригодные для экструзии и формования, включают, помимо прочего, 6257 ID Endo Foam 35 XFC, 5767 ID Endo Foam 100FC, 8812 ID Exo Foam 80, 8861 ID 25, 6851 ID 35 MFC, 6400 ID 35 NA, 6295 ID 70 XFC, 6265 ID 70 MFC, 7800 ID 70 NA, 6905 ID 90 NA, 6906 ID 90 NA FC, 6258 ID 100 XFC 100, 6836 ID 130 MFC, 6950 ID 40 EEFC, 6952 ID 40 EEXFC, 6112 ID 70 EEFC, 6833 ID 70 EEFC, 8085 ID 70 EEMFC, 7236 ID Foam EEFC, 7284 ID 80 2300 EXO, 7285 OD 80 2400 EXO, 71531 ID 100 MFC EXO, 8016 ID 120 EXO, 6831 ID 135 EXO, Palmarole EXP 141/92B, Palmarole BA.K2.S1, Palmarole BA.F4.S, Palmarole BA.F2.S, Palmarole BA.K5.S, Palmarole BA.F4.E.MG, Palmarole BA.K3.EF, Palmarole BA.M4.E, Palmarole MB.BA10, Palmarole MB.BA.13, Palmarole MB.BA.15, Palmarole MB.BA.16, Palmarole MB.BA.18, Palmarole BA.M7.E, Palmarole BA.K2.S1, Palmarole BA.F4.S, Palmarole BA.K4.S, Palmarole BA.F2.S, Palmarole BA.K3.EF, Palmarole BA.K4.C и Bergen International Foamazo™ серии 32, 40, 41, 43, 50, 57, 60, 61, 62, 63, 70, 71, 72, 73, 73S, 90, 91, 92, 93, 94, 95, 96, а также X0-255, X0-256, X0286, X0-330, X0-339, X0-355, X0-379, X0-385, X0-423, X0P-300, X0P-301, X0P-305 и X0P-341. Как описано ранее, при использовании некоторых классов вспенивающих средств, эндотермических или экзотермических типов или их комбинации, выделяется газообразный CO2 и, в конечном итоге, выходит из экструдера в виде пузырьков, диспергированных в полимерном расплаве. Пузырьки увеличиваются с образованием ячеек, которые формируют легкий полимерный лист. Ячейки могут быть открытыми или закрытыми, но обычно закрытыми. Ячейки могут иметь отношение размеров меньшее или равное 10, в частности меньшее или равное 7,5, более конкретно меньшее или равное 5, еще более конкретно меньшее или равное 3. Ячейки могут иметь размер меньший или равный 500 микрометрам (мкм), в частности меньший или равный 250 микрометрам, более конкретно меньший или равный 200 микрометрам, еще более конкретно меньший или равный 100 микрометрам, еще более конкретно меньший или равный 50 микрометрам и еще более конкретно меньший или равный 20 микрометрам. Количество используемого химического вспенивающего средства зависит от способа, условий обработки и конкретного полимерного материала(ов). Согласно некоторым вариантам осуществления количество вспенивающего средства может составлять от 0,1 масс. % до 10 масс. %, или конкретно от 0,1 масс. % до 5 масс. %, или более конкретно от 1 масс. % до 4 масс. %, причем массовая процентная концентрация представлена на основе всей массы полимерного состава (например, полимерный материал(ы), добавка(и), вспенивающее средство(а), зародышеообразующее средство(а) и пр.). Согласно некоторым вариантам осуществления вспенивающее средство может составлять от 0,1 масс. % до 4 масс. %, или конкретно от 0,5 масс. % до 3 масс. %, и от 0,25 масс. % до 2 масс. % дополнительного, отличного вспенивающего средства(средств), или конкретно от 0,5 масс. % до 1,5 масс. % дополнительного вспенивающего средства(средств).
Количество физического вспенивающего средства будет находиться в приблизительном диапазоне 0,02 масс. % для получения такого же легкого листа. Эти физические вспенивающие средства охватывают СО2, N2, Н2О, ацетон, бутан, аргон, как описывалось ранее. Предпочтительно избегают средств, разрушающих озоновый слой, по экологическим соображениям.
Предусматривают, что выбор композиции добавок для смолы будет основан на вспенивающем средстве. Другими словами, композиция добавок будет включена с тем, чтобы нейтрализовать любой противоион, образованный вспенивающим средством. Таким образом, добавку можно включать в состав с тем, чтобы рН можно было поддерживать в желаемом диапазоне так, чтобы, когда противоионы образовывались, они нейтрализовались. Желаемый рН будет зависеть от конкретного полимерного материала. Буфер можно добавлять в состав (полимерный материал) для нейтрализации противоионов, образованных вспенивающим средством. На показатели легкого листа в отношении длительных физических и механических свойств, включая показатели при циклическом изменении низких и высоких температур, показатели при повышенной температуре, устойчивость к влиянию окружающей среды, такому как высокая влажность и пр., влияет стабильность смолы. Композиция добавок для смолы будет требоваться для обеспечения гидролитической стабильности для работы химического и/или физического вспенивающего средства, побочных продуктов и мест зародышеобразования таким же образом, как она будет предупреждать преждевременное разложение смолы на, например, Агрессивной стадии переработки экструзией.
При производстве легких полимерных листов большинство химических вспенивающих средств оставляют остатки продуктов разложения в полимерной матрице, которые могут быть вредными для полимера, например, которые могут ухудшать химическую устойчивость или гидротермическую устойчивость полимерной матрицы. Выбор химического вспенивающего средства важен для полимеров поликонденсатного типа, таких как поликарбонаты, полиарилаты, сложные полиэфиры и полиэфиримиды, для минимизации вредного воздействия. Например, если бикарбонат натрия используют в качестве химического вспенивающего средства для получения легких поликарбонатных листов, бикарбонат натрия термически разлагается на стадии обработки расплава поликарбоната в карбонат натрия, воду и диоксид углерода, причем вода и диоксид углерода работают в качестве газообразного вспенивающего средства для получения вспененной структуры в поликарбонатном листе, тогда как остаток карбоната натрия, оставшийся внутри готового поликарбонатного вспененного листа, является относительно сильным основанием, которое может снижать гидротермическую устойчивость поликарбонатной матрицы, если желательны свойства гидротермической устойчивости или сохранение длительных физических и механических свойств. С другой стороны, некоторые другие химические вспенивающие средства с нейтральным, или слабокислотным, или слабоосновным характером остатка их продукта разложения при температуре процесса вспенивания, могут быть более безвредными для поликарбоната. Примеры включают цитрат мононатрия, лимонную кислоту, 5-фенил-3,6-дигидро-2Н-1,3,4-оксадиазин-2-он (PEDOX), 5-фенил-1Н-тетразол (5-РТ), а также комбинации, содержащие по меньшей мере одно из этих химических вспенивающих средств.
Ускоренное испытание на гидростабильность можно использовать для определения длительной стабильности легкого полимерного листа. Такое испытание предусматривает подвергание полимерного материала 90°C при 95% относительной влажности в течение 14 дней, или оно даже более быстрое при автоклавных условиях, таких как 121°C и давление водяного пара 18 фунтов/дюйм2 (фунтов на квадратный дюйм) в течение 24 часов (ч). В течение этого периода смола будет предпочтительно терять не более 30% или более предпочтительно терять не более 10% исходной начальной молекулярной массы. Эти типы испытаний ускоренного старения можно использовать в качестве индикатора прочности на изгиб и сохранения свойств сопротивления ударным нагрузкам по различным направлениям.
Дополнительное внимание при выборе других добавок для композиции смолы или регулирующих ячейки средств или в самой основной массе резины, или в маточной смеси, содержащей химическое вспенивающее средство, может влиять на зародешеобразование ячеек пены путем изменения поверхностного натяжения полимерного состава или за счет работы в качестве мест образования зародышей, из которых ячейки могут вырасти. Зародышеобразующее средство(а) можно добавлять в полимерный состав для ускорения образования пузырьков при обработке. Зародышеобразующие средства можно выбирать для создания ячеек конкретного размера и в конкретной концентрации в экструдированном или сформованном листе/пленке или ее части. Некоторые возможные зародышеобразующие средства включают тальк (силикат магния), стекловолокна, коллоидную двуокись кремния, диоксид титана, карбонат кальция, оксид цинка и т.п., а также комбинации, содержащие по меньшей мере одно из вышеуказанного. Количество и размер используемого зародышеобразующего средства(средств) зависят от способа, условий обработки, конкретного полимерного материала(ов), вспенивающего средства(средств), желаемого размера ячеек и общего баланса и показателей композиции добавок для смолы. Согласно некоторым вариантам осуществления количество зародышеобразующего средства(средств) может быть меньшим или равняться 10 масс. %, или конкретно от 0,01 масс. % до 5 масс. %, или более конкретно от 0,02 масс. % до 1 масс. %, причем массовые процентные концентрации представлены на основе общей массы полимерного состава.
Обнаружили, что, когда отношение размеров пузырьков пены стремится к 1, механические свойства улучшаются. Неожиданно обнаружили, что при использовании более 10 масс. % дискообразного неорганического наполнителя отношение размеров (длина/ширина (д/ш)) можно уменьшать, например, от приблизительно 5 до приблизительно 2. Таким образом, можно получать экструдированный вспененный лист с отношением размеров менее 3 и даже с меньшим или равным 2. Возможные дискообразные неорганические наполнители включают тальк и слюду, а также комбинации, содержащие по меньшей мере одно из вышеуказанного.
Различные техники можно использовать для получения легкого полимерного листа, включая непрерывный процесс или периодический процесс. Периодический процесс главным образом используют для получения пен с очень специфическими свойствами или партий небольших объемов, например, при двухкомпонентном литье под давлением, литьевом формовании, центробежном литье, формовании с удержанием газов в расплаве полимера противодавлением и формовании конструкционного пенопласта. Непрерывный процесс, однако, обеспечивает высокую производительность, способствующую операциям производственного масштаба. Эти непрерывные процессы могут включать экструзию, совместную экструзию, экструзию химической пены и экструзию проводов и кабелей. Один тип непрерывного процесса показан на фиг. 1. Согласно варианту осуществления в непрерывном процессе используют экструдер, например, одношнековый экструдер или двухшнековое устройство. В любом подходе можно использовать два шнека, вращающиеся в одном направлении. Способ предусматривает: введение полимерного материала и любой добавки(ок) в загрузочное окно экструдера, плавление полимерного материала, растворение вспенивающего средства(средств) в расплавленном полимерном материале, пластификацию полимерного материала, образование зародышей пузырьков (например, вследствие падения давления в головке), рост пузырьков после головки, стадию стабилизации структуры ячеек (например, при охлаждении и каландровании). Предпочтительно образуются зародыши ячеек в ограниченном количестве, и они растут одновременно с одинаковой скоростью во всех направлениях с получением пены с однородными пространственными механическими свойствами.
На фиг. 1 показан типичный непрерывный процесс получения легкого полимерного листа. Как можно увидеть на фиг. 1, полимерный материал (смолу) и химическое вспенивающее средство вводят посредством бункера 10 в загрузочное окно 11 основного экструдера 13. Необязательно один или несколько дополнительных экструдеров 14 с соответствующими бункерами 12 можно использовать в зависимости от конфигурации желаемого легкого листа. Отмечают, что химическое вспенивающее средство или необязательное физическое вспенивающее средство, введенное через отверстие 21 для ввода газа, будут добавлять ниже любой системы для отвода газов экструдера или использовать экструдером без отвода газов. Смолу и химическое вспенивающее средство вводят в загрузочное окно 11 для приведения в контакт со смесительной секцией 15 вращающегося шнека. Смола(ы) расплавляется при прохождении через нагретый экструдер, а химическое вспенивающее средство разлагается с выделением газа, который растворяется в смоле при высоком давлении и температуре. Расплав смолы выходит из цилиндра экструдера через распределительную решетку и набор 22 сеток, что помогает удерживать газ, растворенный путем увеличения противодавления, в цилиндре экструдера. Экструдат затем входит в приемник 16, который регулирует поток смолы из основного экструдера 13 и дополнительного экструдера 14 для помещения необязательного защитного слоя(ев) 49а и 49b (смотри фиг. 2). Из приемника 16 расплавленная смола входит в головку 18, где ее распределяют для экструзии в виде листа через выходную щель 19 головки экструдера. Падение давления на выходе из головки 19 позволяет растворенному газу расширяться и создавать ячейки 52. Размер, форму и концентрацию этих ячеек 52, в свою очередь, специально регулируют, например, прокатыванием расплава через каландровальные валки 20. Каландровальные валки 20 могут выполнять несколько функций, таких как регулирование толщины готового листа, охлаждение листа для фиксирования размера ячеек 52 и текстурирование совместно экструдированного слоя.
Способы совместной экструзии и/или способы нанесения покрытия (работающие периодически) можно также использовать при производстве листа для помещения различных полимеров на любую часть поверхности геометрии листа, для улучшения и/или изменения показателей листа, и/или для снижения стоимостей сырьевых материалов. Например, способы совместной экструзии можно использовать для нанесения защитного слоя на одну или обе стороны листа. Согласно одному варианту осуществления процесс совместной экструзии можно осуществлять для введения эстетического красителя в верхний слой. Покрытие(я) можно помещать на любую из поверхностей листа для улучшения показателей и/или свойств листа. Типичные покрытия или совместно экструдированные слои могут содержать противогрибковые покрытия, гидрофобные покрытия, гидрофильные покрытия, рассеивающие свет покрытия, предотвращающие конденсацию покрытия, царапиноустойчивые покрытия, поглощающие ультрафиолетовое излучение покрытия, светостабилизирующие покрытия и подобное. Специалистам в области совместной экструзии будет очевидно, что множество вариантов осуществления можно получить, используя процесс совместной экструзии.
Легкий полимерный лист можно совместно экструдировать с другим слоем(слоями). Например, как указано, легкий полимерный лист может также необязательно содержать защитный слой(слои). Легкий полимерный лист можно совместно экструдировать, ламинировать, склеивать и пр. с защитным слоем, который можно помещать рядом с любой стороной легкого листа (например, верхней, нижней и/или боковой(боковыми)). В общем, защитный слой может иметь любую толщину и располагаться спереди-сзади или сбоку-спереди-сзади, удовлетворяя требованиям к плотности, механическим свойствам, формованию, текстуре, эстетическим свойствам и пр. Как описано ранее, защитный слой(слои) может содержать такие же или отличные материалы, как внутренний слой. Защитный слой(слои) может необязательно содержать УФ-поглотитель(и) и другие добавки, органические или неорганические, для получения специальных качеств, как ранее описано, если желательно для конечного применения.
На фиг. 2 показан многослойный лист 40, содержащий внутренний слой 42, причем внутренний слой может содержать вспененный полимерный лист с ячейками 52. Внутренний слой 42 может иметь первую поверхность 44 и вторую поверхность 46. Защитный слой можно совместно экструдировать на первой поверхности и/или второй поверхности. Первый защитный слой 48 можно помещать на и в непосредственном контакте (например, физическом контакте) с первой поверхностью 44 внутреннего слоя 42 и/или второй защитный слой 50 можно помещать на и в непосредственном контакте (например, физическом контакте) со второй поверхностью 46 внутреннего слоя 42. Наружную поверхность 49а защитного слоя 48 и необязательно наружную поверхность 49b защитного слоя 50 можно текстурировать при помощи каландровального валка (валков) 20.
Легкий лист может также быть многослойным листом или рифленым листом и подобным. Это определяет варианты общих концепций, поясненных в настоящем документе, включая использование различных конфигураций головки и/или находящегося ниже по потоку оборудования для обработки. Например, для многослойного листа будут использовать специальную головку для получения поперечно направленных слоев для прочности конструкции и использовать находящийся ниже по потоку калибратор для регулирования общей толщины части. Для рифленой части будут, например, использовать управляемое компьютером работающее периодически формующее оборудование для производства легкого рифленого продукта. Как светопроницаемость, так и регулирование блеска можно регулировать ранее описанными способами.
Также предполагают, что легкий полимерный лист может содержать дополнительный внутренний и защитный слои (например, в количестве большем или равном двум внутренним слоям и/или большем или равном двум защитным слоям). Кроме того, легкий полимерный лист может также содержать слои, находящиеся между внутренним и защитным слоями, например, промежуточный слой или клеевой слой, при этом внутренний слой может затем находиться в контакте с промежуточным слоем, а промежуточный слой может находиться в контакте с защитным слоем, или любая их комбинация. Дополнительные слои или покрытия могут также находиться на поверхности защитных слоев (например, защитный слой находится между покрытием и внутренним слоем). Такие слои могут включать, помимо прочего, твердые покрытия (например, износостойкое покрытие, как ранее описано), устойчивые к УФ-излучению слои, поглощающие ИК-излучение слои и пр. Рассматриваемые дополнительные слои можно добавлять при условии, что они отрицательно не влияют на желаемые свойства многослойного листа (т.е. огнестойкость (сохранение, по меньшей мере, согласно стандарту UL класса V0 при толщине 1,0 мм) и/или плотности дыма (согласно прохождению испытания на плотность дыма)). Любая возможная комбинация описанных выше дополнительных слоев также рассматривается.
На фиг. 3, 4 и 5 представлены различные варианты осуществления изобретений, описанных в настоящем документе. На фиг. 3 представлен пример самотекстурирующего внутреннего листа 42 без защитных слоев 48 или 50. Первая поверхность 44 внутреннего слоя и необязательно вторая поверхность внутреннего слоя текстурируют самими ячейками с закрытой структурой для создания поверхности со слабым блеском. Размер, концентрация и распределение ячеек обеспечивают признак самотекстурирования. Неожиданно эти признаки ячеек поддерживаются при операциях термоформования для сохранения их внешнего вида со слабым блеском в отличие от бледной поверхности, получающейся при приложении тепла.
На фиг. 4 представлен пример поверхности со слабым блеском, каландрованной на защитный слой 48. Внутренний слой 42 (не показан на фиг. 4) может иметь отличный размер, распределение и концентрацию ячеек, чтобы облегчить повторное каландрование с большим усилием без разрушения или иного изменения желаемой структуры ячеек.
Наконец, на фиг. 5 представлено поперечное сечение внутреннего слоя 42, необязательного защитного слоя 48 и их соответствующих поверхностей 46, 44 и 49а. Ячейки 52, обозначенные на поперечном сечении, являются ячейками закрытого типа, которые предпочтительны для предполагаемых применений.
Блеск листового материала имеет эстетическое назначение для некоторых предполагаемых транспортных применений. Например, он может снижать яркость света, проходящего через и в пассажирские отсеки самолетов, поездов и автобусов. Самотекстурирующий и каландрованный легкий лист однозначно подходит для этой цели. Блеск просто определяется, как то, насколько материал является отражающим под определенным углом. Отполированное темное стекло с коэффициентом преломления 1,567 со значением в единицах блеска 100 согласно ATSM D523 используют для сравнения с этими образцами листов. Геометрия измерения взята как отклонение источника света перпендикулярно образцу. Таким образом, измерения обычно выполняют при геометриях в 20°, 60° и 85°. Сильный блеск обычно описывают как >70 единиц блеска (е.б.) при 20°, полуматовый составляет 10-70 е.б. при 60°, а слабый блеск описывают как <10 е.б. при конфигурации в 85°. В таблице 1 представлены единицы блеска, измеренные исходя из фиг. 3 и 4, что будет рассматриваться как слабый блеск при любых протестированных конфигурациях. Измерения проводили из трех различных мест образцов как в направлении обработки (НО), так и поперечном направлении (ПН).
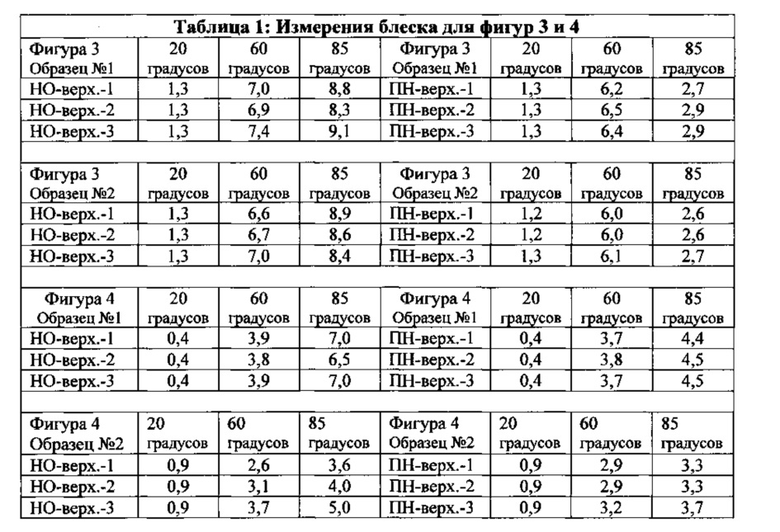
Лист можно формовать в различные формы для предполагаемых применений без потери свойств получаемой поверхности. Таким образом, наружная поверхность 44 или 49а со слабым блеском в легком листе может иметь текстуру и уровень блеска, сохранившиеся после формования. Техники формования могут представлять собой, например, вакуумное формование, формование высеканием и другие способы формования глубокой вытяжкой.
Ниже изложены некоторые варианты осуществления легкого полимерного листа, способы получения и изделия, в которых его используют.
Вариант осуществления 1: Полимерный лист, содержащий: вспененный слой, содержащий полимерный материал, причем полимерный материал характеризуется Tg большей или равной 100°C; и причем лист характеризуется уменьшением веса на 10-60% по сравнению с монолитным листом такой же геометрии и размера, образованным из такого же полимерного материала; и причем лист толщиной 1,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла: 1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 65 киловатт на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116; 2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1; причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM E662-06; и причем лист термоформуемый.
Вариант осуществления 2: Полимерный лист, содержащий: вспененный слой, содержащий полимерный материал, причем полимерный материал характеризуется Tg большей или равной 100°C; и причем лист характеризуется уменьшением веса на 10-60% по сравнению с монолитным листом такой же геометрии и размера, образованным из такого же полимерного материала; и причем лист термоформуемый.
Вариант осуществления 3: Лист по любому из вариантов осуществления 1-2, причем лист характеризуется самотекстурированием.
Вариант осуществления 4: Лист по любому из вариантов осуществления 1-3, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 90 е.б., измеренным при 60 градусах при помощи ATSM DS2457-08el и измерителя блеска В YK Gardner.
Вариант осуществления 5: Лист варианта осуществления 4, причем уровень блеска меньше 50 е.б.
Вариант осуществления 6: Лист по любому из вариантов осуществления 4-5, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 20 е.б.
Вариант осуществления 7: Лист по любому из вариантов осуществления 4-6, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 5 е.б.
Вариант осуществления 8: Лист по любому из вариантов осуществления 1-7, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 95 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
Вариант осуществления 9: Лист по любому из вариантов осуществления 1-8, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 60 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
Вариант осуществления 10: Лист по любому из вариантов осуществления 1-9, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 30 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
Вариант осуществления 11: Лист по любому из вариантов осуществления 1-10, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 10 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
Вариант осуществления 12: Лист по любому из вариантов осуществления 1-11, в котором полимерный материал содержит по меньшей мере одно из поликарбоната, полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфира, полиимида, полиэфиримида, полисульфона, полиэфиркетона, полиэфир(эфир)кетона, поли(метилметакрилата), поливинилхлорида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
Вариант осуществления 13: Лист по любому из вариантов осуществления 1-12, в котором полимерный материал содержит по меньшей мере одно из поликарбоната, полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфиримида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
Вариант осуществления 14: Лист по любому из вариантов осуществления 1-12, в котором полимерный материал содержит по меньшей мере одно из полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфиримида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
Вариант осуществления 15: Лист по любому из вариантов осуществления 1-14, в котором вспененный слой вспенивали химическим вспенивающим средством, содержащим по меньшей мере одно из диоксида углерода, бикарбоната натрия, цитрата мононатрия, лимонной кислоты, 5-фенил-3,6-дигидро-2Н-1,3,4-оксадиазин-2-она, 5-фенил-1Н-тетразола и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
Вариант осуществления 16: Лист по любому из вариантов осуществления 1-15, в котором вспененный слой вспенивали химическим вспенивающим средством, содержащим по меньшей мере одно из цитрата мононатрия, лимонной кислоты, 5-фенил-3,6-дигидро-2Н-1,3,4-оксадиазин-2-она, 5-фенил-1Н-тетразола и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
Вариант осуществления 17: Лист по любому из вариантов осуществления 1-16, в котором вспененный слой также содержит частицы каучука со структурой ядро-оболочка, диспергированные в полимерном материале, причем частицы каучука со структурой ядро-оболочка характеризуются средним размером частиц (D50) от 0,1 микрометра до 100 микрометров.
Вариант осуществления 18: Лист варианта осуществления 17, в котором частицы каучука со структурой ядро-оболочка содержат сшитое ядро из каучука, которое содержит по меньшей мере одно из бутадиенового каучука, стирол-бутадиенового каучука, акрилонитрил-бутадиенового каучука, поли(алкилакрилатного) каучука и силиконакрилового каучука.
Вариант осуществления 19: Лист по любому из вариантов осуществления 1-18, в котором вспененный слой также содержит более 10 масс. % дискообразного неорганического наполнителя, диспергированного в полимерном материале, на основе всей массы вспененного слоя.
Вариант осуществления 20: Лист варианта осуществления 19, в котором неорганический наполнитель содержит по меньшей мере одно из талька и слюды.
Вариант осуществления 21: Лист варианта осуществления 20, в котором неорганический наполнитель содержит тальк.
Вариант осуществления 22: Лист по любому из вариантов осуществления 1-21, в котором вспененный слой характеризуется средним размером пузырьков пены меньшим или равным 100 микрометрам или предпочтительно меньшим или равным 50 микрометрам; и причем средний размер пузырьков пены представляет собой среднечисловой диаметр пузырьков пены, измеренный на основе двумерных полученных микроскопией изображений поперечного сечения образца, которое перпендикулярно направлению экструзии вспененного слоя.
Вариант осуществления 23: Лист по любому из вариантов осуществления 1-22, в котором лист толщиной 3,0 мм характеризуется временем горения меньшим или равным 15 секундам и зоной сгорания меньшей или равной 6 дюймам, причем частица, которая горит дольше всего, самозатухает за время, меньшее или равное 3 секундам, согласно 60-секундному тесту на горение вертикально установленного образца согласно FAR 25.853, приложению F (2012), часть I, а, 1, i.
Вариант осуществления 24: Лист по любому из вариантов осуществления 1-23, в котором лист толщиной 3,0 мм, и/или 2,0 мм, и/или 1,0 мм характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 55 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 55 киловатт на квадратный метр и успешно проходит тест согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116.
Вариант осуществления 25: Лист по любому из вариантов осуществления 1-24, в котором лист толщиной 3,0 мм, и/или 2,0 мм, и/или 1,0 мм характеризуется плотностью дыма меньшей или равной 150 после четырех минут горения согласно ASTM E662-06.
Вариант осуществления 26: Лист варианта осуществления 25, у которого плотность дыма меньше или равна 100.
Вариант осуществления 27: Лист по любому из вариантов осуществления 1-26, в котором лист толщиной 3,0 мм, и/или 2,0 мм, и/или 1,0 мм успешно проходит испытания на токсичность газов, опубликованные Airbus ABD0031, Issue: F (2005) и/или Boeing BSS 7239, Revision A (1988).
Вариант осуществления 28: Лист по любому из вариантов осуществления 1-27, в котором лист толщиной 3,0 мм, и/или 2,0 мм, и/или 1,0 мм получает коэффициент распространения пламени меньший или равный 35 при тестировании согласно ASTM E 162-08.
Вариант осуществления 29: Лист по любому из вариантов осуществления 1-28, в котором лист классифицируют как M1 при тестировании согласно NF P 92-503.
Вариант осуществления 30: Лист по любому из вариантов осуществления 1-29, в котором лист классифицируют как M1 класс F1 при тестировании согласно NF F 16-101 (1988).
Вариант осуществления 31: Лист по любому из вариантов осуществления 1-30, в котором лист удовлетворяет стандартам для европейской железной дороги и для американского железнодорожного транспорта.
Вариант осуществления 32: Лист по любому из вариантов осуществления 1-31, в котором лист характеризуется исходной среднемассовой молекулярной массой, и причем лист сохраняет 70% или больше исходной среднемассовой молекулярной массы после того, как образец подвергали обработке в автоклаве в течение 24 часов при 121°C и при условии давления водяного пара 18 фунтов/дюйм2.
Вариант осуществления 33: Лист варианта осуществления 32, в котором лист сохраняет 90% или больше исходной среднемассовой молекулярной массы после того, как образец подвергали обработке в автоклаве в течение 24 часов при 121°C и при условии давления водяного пара 18 фунтов/дюйм2.
Вариант осуществления 34: Лист по любому из вариантов осуществления 1-33, в котором лист характеризуется плотностью от большей 0,60 г/см3 до меньшей или равной 1,1 г/см3.
Вариант осуществления 35: Лист по любому из вариантов осуществления 1-34, причем лист толщиной 2,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла: 1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 65 киловаттам на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116; и 2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1; причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM E662-06.
Вариант осуществления 36: Лист по любому из вариантов осуществления 1-34, причем лист толщиной 3,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла: 1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 65 киловатт на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116; и 2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1; причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM E662-06.
Вариант осуществления 37: Изделие, сформованное из листа по любому из вариантов осуществления 1-36.
Вариант осуществления 38: Изделие варианта осуществления 37, дополнительно содержащее по меньшей мере один монолитный слой, расположенный рядом с листом.
Вариант осуществления 39: Изделие варианта 38, в котором лист расположен между двумя монолитными слоями.
Вариант осуществления 40: Изделие по любому из вариантов осуществления 37-39, дополнительно содержащее второй вспененный слой, расположенный рядом с монолитным слоем или листом.
Вариант осуществления 41: Изделие по любому из вариантов осуществления 37-40, в котором изделие содержит более одного листа, и причем структура содержит чередующиеся монолитные слои и листы.
Вариант осуществления 42: Изделие по любому из вариантов осуществления 37-41, в котором изделие представляет собой элемент интерьера самолета, элемент интерьера железнодорожного вагона, интерьера моторного средства передвижения, чемодан, навес, гараж, включая борта прицепов автомобилей-тягачей, ветроотбойники или панель. Например, изделие может представлять собой панель на грузовике, панель на стене, панель на полу или панель на вывеске.
Вариант осуществления 43: Способ получения листа по любому из вариантов осуществления 1-36, предусматривающий: плавление полимерного материала с образованием расплава; объединение расплава и химического вспенивающего средства с образованием смеси; нейтрализацию противоионов, образованных вспенивающим средством; образование зародышей пузырьков в смеси для получения ячеек и формование смеси в лист, содержащий вспененный внутренний слой.
Вариант осуществления 44: Способ варианта осуществления 43, в котором формование смеси в лист предусматривает экструзию смеси.
Вариант осуществления 45: Способ по любому из вариантов осуществления 43-44, в котором расплав и химическое вспенивающее средство объединяют в экструдере.
Следующие примеры только иллюстрируют устройство, раскрытое в настоящем документе, и не предназначены для ограничения его объема.
Примеры
Пример 1
Согласно этому примеру получают два поликарбонатных легких листа (образцы 2 и 3), используя поликарбонатную смолу SABIC Lexan™ 103R. Бикарбонат натрия (NaHCO3), который выделяет газообразный диоксид углерода (CO2) при нагревании, использовали в качестве вспенивающего средства. Все это получали на лабораторной экструзионной линии при помощи одногнездной пресс-формы шириной 30 дюймов (762 миллиметра (мм)). Установка экструзионной линии содержала блок из 3 валков и 2,5 дюймовый (63,5 мм) основной экструдер. Экструзионную линию запускали на монолитном листе, используя поликарбонатную смолу Lexan™ 103R, доступную от SABIC, при температуре плавления 240-270°C и рабочем давлении 50-200 бар (5000-20000 килопаскаль (кПа)). Химическое вспенивающее средство добавляли в количестве ~1,2 масс. % с получением поликарбонатных легких листов целевой плотности 0,84 г/см3. Получали легкие вспененные листы с одинаковой толщиной защитного слоя. Средняя толщина образцов, толщина верхнего/нижнего защитного слоя и общая плотность перечислены в таблице 2. Образец 1 представляет собой поликарбонатный монолитный лист, для которого использовали ту же смолу и экструзионное оборудование для сравнения физических свойств. Образцы тестировали на свойства сопротивления ударным нагрузкам по различным направлениям (ASTM D3763), включая энергию до максимальной нагрузки, работу разрушения и общую энергию, все измерено в Джоулях (Дж); максимальную нагрузку, выдерживаемую до разрушения, измеренную в килоньютонах (кН), деформацию при максимальной нагрузке, измеренную в мм, и пластичность в %, как показано в таблице 3. Образцы также тестировали на свойства при изгибе (ASTM D790) в направлении обработки (НО) и поперечном направлении (ПН) для модуля упругости при изгибе и напряжении при изгибе, измеренных в мегапаскалях (МПа), что дано в таблице 4. Оба легких образца характеризовались подобной толщиной и уменьшением веса (~30%), хотя и различной толщиной защитного слоя. Образец 3 характеризовался более толстыми защитными слоями и лучшими механическими свойствами (ударопрочностью и жесткостью).

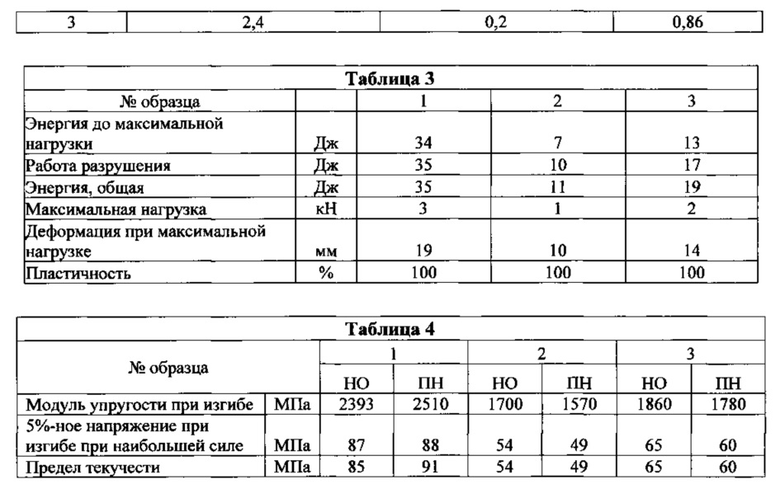
Пример 2
В этом примере получали образцы и проводили испытания для оценки требований к оборудованию, например, к скорости, конструкции шнеков, насосу плавления, ограничению количества валков, условиям подачи и пр., и проблем способа, связанных с получением поликарбонатных легких листов с плотностью в диапазоне от 0,61 г/см3 до 1,0 г/см3, в частности от 0,7 г/см3 до 0,85 г/см3. Установка экструзионной линии содержала машину с блоком из 3 валков и 6 дюймовым основным экструдером, а затем зубчатый насос. Зубчатый насос использовали для локализации изменения давления из-за колебания подачи и, таким образом, для обеспечения более равномерной толщины. Желательно иметь одну фазу для получения равномерного распределения ячеек и равномерной толщины защитного слоя при высоком давлении в полости пресс-формы. Нежелательно иметь две фазы - газа и расплава - в головке при низком давлении. Отводное отверстие затыкали, используя заглушку вентиляционного отверстия от изготовителя комплектного оборудования (ИКО), для предупреждения утечки вспенивающего средства. Бикарбонат натрия (NaHCO3), который выделяет газообразный диоксид углерода (CO2) при нагревании, использовали в качестве вспенивающего средства. Использовали одногнездную пресс-форму шириной 56 дюймов (142 сантиметра (см)) с щелью в 0,100 дюйм (2,5 миллиметра (мм)). Экструзионная линия была также оборудована смесителем периодического действия, подающим гравиметрически контролируемую смесь 8 килограммовыми (кг) партиями. Датчик наполнения перемещали к загрузочному окну для минимизации количества материала над шнеком экструдера и циркуляции от 4 до 12 кг, обеспечивая возможность быстрого изменения состава. Совместный экструдер использовали для подачи чистой поликарбонатной смолы в качестве защитных слоев для вспененного внутреннего слоя.
Экструзионную линию запускали на монолитном листе, используя поликарбонатную смолу Lexan* 103R, доступную от SABIC, при температуре плавления 240-270°C и рабочем давлении 50-200 бар (5000-20000 килопаскаль (кПа)). Химическое вспенивающее средство добавляли в концентрации 0,8-1,2 масс. % для получения легких поликарбонатных листов. Легкий вес в целевом диапазоне плотности от 0,7 г/см3 до 0,85 г/см3 получали в насосе плавления при 15 оборотах в минуту (об./мин.) и 550 килограммах в час (кг/ч), давая давление на выходе 1230 фунтов на квадратный дюйм (фунт/дюйм, 8,48 мегапаскаль (МПа)). Легкий лист также получали при 10 об./мин. и 370 кг/ч, давая давление на выходе 2030 фунтов на квадратный дюйм (фунт/дюйм) (14 МПа).
Внешний вид легких листов, например, устранение следов вытягивания, контролировали путем регулирования температуры плавления защитных слоев относительно легкого внутреннего слоя. Это также увеличивало толщину защитного слоя постоянно по полотну, как показано в таблице 5 для примера 5. Здесь, КРОМКА 1 относится к одной кромке легкого листа, СЕР к середине листа, а КРОМКА 2 - к другой стороне листа. 2/3 между КРОМКОЙ 1 и СЕР относится к измерению толщины на 2/3 расстояния между КРОМКОЙ 1 и СЕР, 1/3 относится к измерению толщины на 1/3 расстояния между КРОМКОЙ 1 и СЕР и т.д. при измерениях между СЕР и КРОМКОЙ 2. Скорость расплава можно регулировать общим расходом и щель головки экструдера регулировали для получения структуры легкого листа с однородной морфологией ячеек (размером и распределением), как показано на фиг. 5.
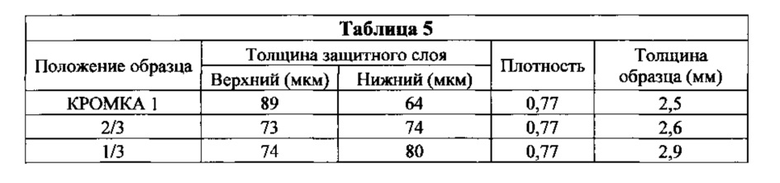

В таблице 6 перечислены толщины образца и верхнего/нижнего защитного слоя для поликарбонатных легких образцов 4-8, в которых использовали поликарбонатную смолу Lexan* 103R от SABIC. Как можно увидеть в таблице 6, плотность, измеренная в граммах на кубический сантиметр (г/см3), каждого легкого листа находилась в желаемом диапазоне от 0,61 г/см3 до 1,0 г/см3, в частности от 0,7 г/см3 до 0,85 г/см3. Образец 4 не имел защитного слоя. MAI (сопротивление ударным нагрузкам по различным направлениям, ASTM D3763) для этих пяти образцов листов измеряли при 23°C при скорости 3,3 м/с, как указано в таблице 7. Для образцов листов с одинаковой толщиной, чем толще защитный слой, тем выше ударопрочность. 3-точечное испытание на изгиб согласно ASTM D790 также проводили при 23°C с тестовой скоростью 1,27 мм/мин, как указано в таблице 8. Модуль упругости при изгибе для легких образцов в направлении обработки (НО) выше, чем в поперечном направлении (ПН), указывая на некоторую анизотропию ячеек. Контроль при помощи микроскопии показал, что ячейки ориентированы главным образом в направлении обработки, что, как считается, обеспечивает анизотропные физические свойства.
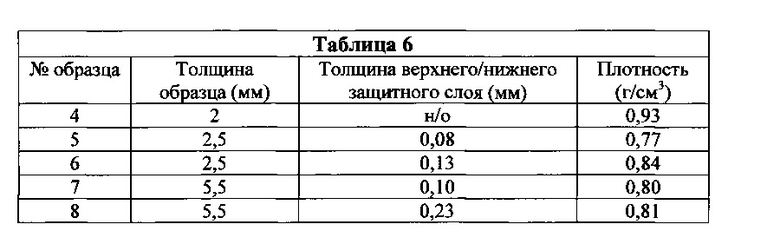
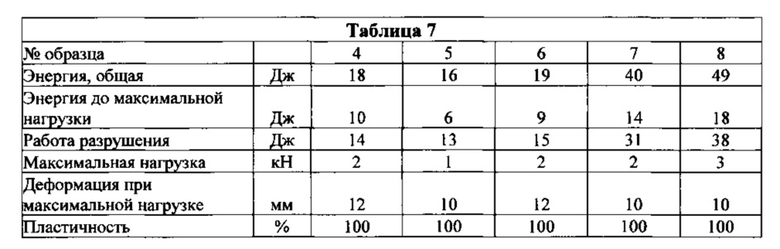
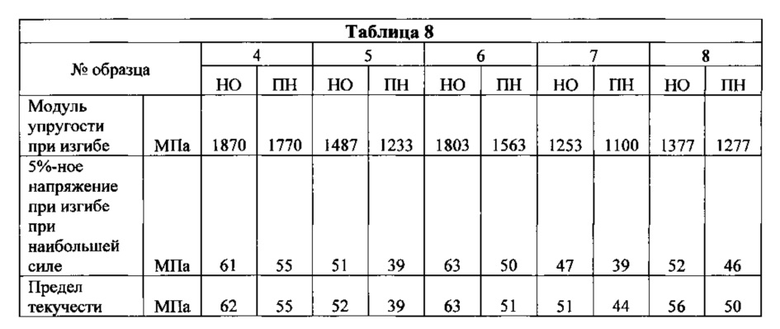
Регулировали вакуумметрическое давление в основном зубчатом насосе для легкого внутреннего слоя (например, для устранения колебаний подачи в экструдере и колебаний давления) при экструзии. Температура расплава такая, что центр головки, которую охлаждают воздухом, не может быть ниже 240°C (464°F) при 15 об./мин. или ниже 220°C (428°F) при 10 об./мин., но кромки можно регулировать до 215~°C (419°F). Более низкая температура расплава (например, 220°C (428°F)), связанная со скоростью шнека 10 об./мин., дает значительно более высокое давление на выходе зубчатого насоса 14,5 МПа (2100 фунт/дюйм2) по сравнению со скоростью шнека 15 об./мин., что дает давление на выходе 10 МПа (1450 фунт/дюйм2).
В примере 2 загрузка химического вспенивающего средства в количестве от 0,8 до 1,25 масс. % давала легкий лист с целевой плотностью от 0,7 г/см3 до 0,85 г/см3 при наличии защитных слоев. Без защитного слоя загрузка химического вспенивающего средства в количестве 1,2 масс. % давала плотность 0,93 г/см3. Щель головки экструдера соотносится с заданной толщиной и плотностью (независимо от скорости) так, чтобы согласовывать скорость расплава со скоростью листа, которая будет больше из-за расширения.
Пример 3
В этом примере получали поликарбонатный легкий лист толщиной 2 мм (образец 9) и толщиной 1,5 мм (образец 11), используя поликарбонатную смолу Lexan™ FR от SABIC. Оба образца характеризовались толщиной верхнего/нижнего защитного слоя 0,1 мм и соответствовали целевой общей плотности 0,84 г/см3 (30% уменьшение веса). В качестве контроля образцы 10 и 12 производили в виде монолитного листа, используя Lexan™ 103R, толщиной 2,0 мм и 1,5 мм, соответственно. Эти поликарбонатные легкие и монолитные листы тестировали на свойства сопротивления ударным нагрузкам по различным направлениям (ASTM D3763) и свойства при растяжении (ASTM D638) в НО и ПН, как показано в таблицах 9 и 10. Образцы для испытания на растяжение тестировали, используя Instron 3366 при 23°C с датчиком нагрузки 2 кН при скорости деформаций 5 мм/мин до разрушения. Измеренные значения представляли собой модуль упругости при растяжении, разрушающее напряжение, предел текучести, все измеренные в МПа; и деформация при разрушении, % деформации при пределе текучести, все измеренные в %. Легкие листы также проходили тестирование на огнестойкость и на выделение дыма согласно стандартным методам тестирования, перечисленным выше.
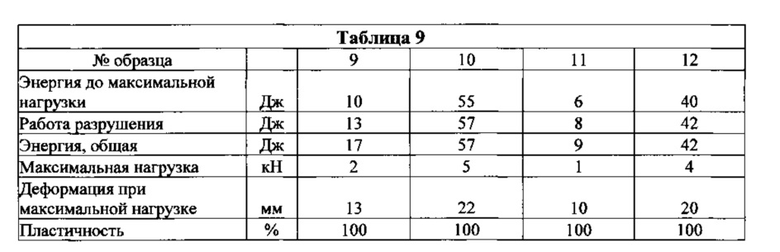
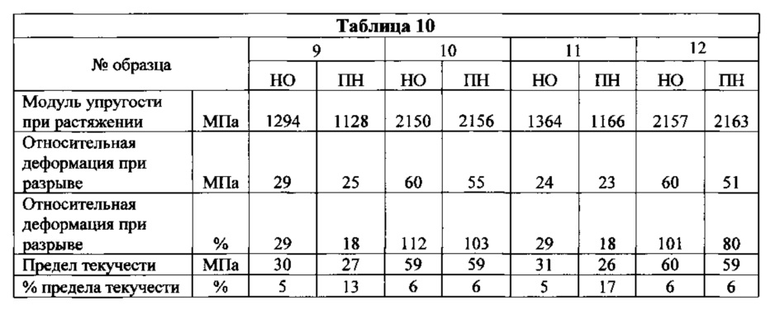
Пример 4
В этом примере четыре поликарбонатных легких листа (образцы 13-16) получали, используя смолу Lexan™ FST от SABIC. Толщина, толщина верхнего/нижнего защитного слоя и плотность указаны в таблице 11. Все образцы характеризовались ~30% уменьшением веса (выбирая плотность 0,93 г/см3). Легкие листы из Lexan* FST оценивали на свойства сопротивления ударным нагрузкам по различным направлениям (ASTM D3763) и свойства при изгибе (ASTM D790) в направлении обработки (НО) и поперечном направлении (ПН), как показано в таблицах 12 и 13. Эти легкие листы проходили тестирование на огнестойкость и по OSU согласно стандартным методам тестирования, перечисленным ранее.
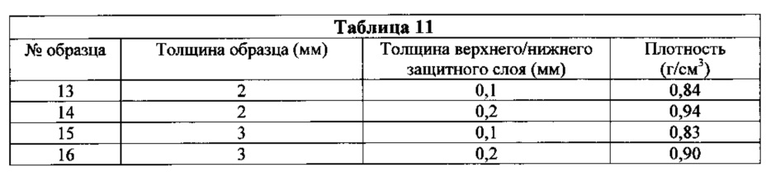
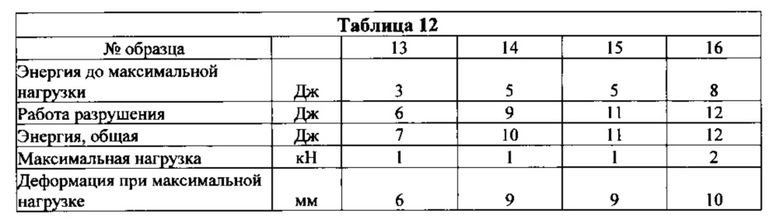
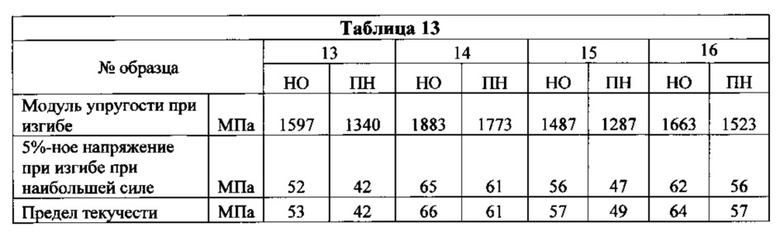
Пример 5
В этом примере получают два однослойных вспененных легких листа (образцы 17 и 18) при помощи аналогичного способа, как описано в примере 1, за исключением того, что используют смолу Lexan™ FST от SABIC и другое химическое вспенивающее средство вместо смолы Lexan 103R и бикарбоната натрия. Два образца вспененного листа не имеют также монолитного защитного слоя. Различия в составах сведены в таблице 14. Толщина, плотность, среднечисловые размеры пузырьков пены и механические характеристики обоих образцов листов сведены в таблице 15. Оба образца имеют 35-40% уменьшение веса по сравнению с монолитным листом контроля (образец 19), который получен из той же смолы, но без вспененной структуры. Как предполагается, наличие эластификатора PARALOID™ EXL2335 (закупленного в Dow Chemical Company) в образце 18 помогает улучшать пластичность вспененного листа, что показано более высоким относительным удлинением образца 18 по сравнению с образцом 17. Неожиданно обнаружили, что образец 18 также характеризуется меньшим средним размером пузырьков пены, чем образец 17, как показано на фиг. 6 (образец 17), фиг. 7 (образец 18) и в таблице 15.
Без ограничения какой-либо теорией, считается, что частица каучука со структурой ядро-оболочка, такая как PARALOID™ EXL2335, работает в качестве эффективного зародышеобразующего средства, которое облегчает начальное образование пузырьков пены из газа, изначально растворенного в полимерном расплаве при экструзии вспененного листа. Это объясняет, почему средний размер пузырька пены меньше при наличии частиц каучука со структурой ядро-оболочка в образце 18 относительно 17 в примере 5. Эластификатор PARALOID™ EXL2335 имеет сшитое поли(бутилакрилатное) ядро с привитой полиметилметакрилатной оболочкой. Структура ядро-оболочка обеспечивает распределение эластификатора в виде отдельных частиц в матрице из смолы Lexan™ FST, а сшитое ядро сохраняет размер частиц каучука, на который не влияет смешивание и процесс экструзии, что является желательной характеристикой как для эластификаторов, так и/или зародышеобразующих средств для пены. Хотя этот пример показывает пригодность только конкретного типа добавки каучука со структурой типа ядро-оболочка на основе сшитого поли(бутилакрилатного) ядра, другие типы каучука со структурой типа ядро-оболочка с различными сшитым или частично сшитым каучуковым ядром будет работать аналогичным образом, что включает добавки каучука со структурой типа ядро-оболочка на основе бутадиенового каучука, стирол-бутадиенового каучука, акрилонитрил-бутадиенового каучука и силикон-акрилового каучука.
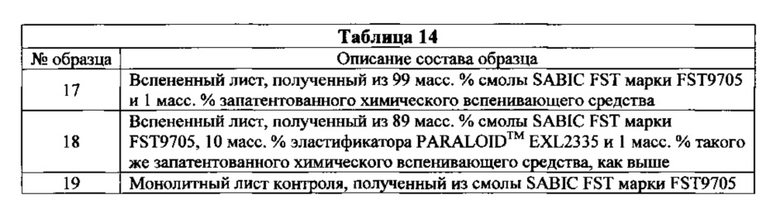
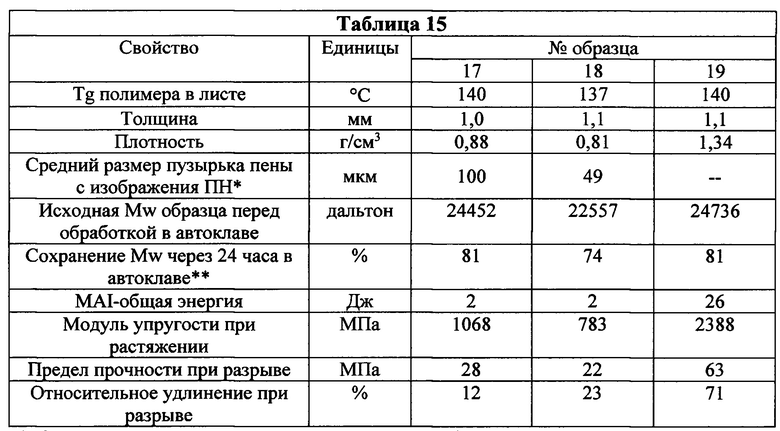
* Средний размер пузырьков пены представляет собой среднечисловой диаметр пузырьков пены, измеренный исходя из двумерных полученных микроскопией изображений поперечного сечения поверхности образцов, которое перпендикулярно направлению экструзии (ПН) легкого полимерного листа. Хотя диаметры подразумевают сферическую или круглую форму, выражение диаметр при использовании в настоящем документе также относится к среднему отрезку или ширине пузырька пены, который не является сферическим или круглым на двумерном изображении. Вышеуказанный среднечисловой диаметр пузырьков пены рассчитывают при помощи программного обеспечения Clemex Image Analysis, допуская, что все отдельные пузырьки имеют круглую форму, но все еще сохраняют такую же площадь их исходного размера.
** Условие обработки в автоклаве устанавливали на 121°С и давлении водяного пара 18 фунт/дюйм2 (0,124 МПа).
Пример 6
В этом примере получали четыре однослойных вспененных листа (образцы 20-23) и их соответствующий контроль - монолитный лист (образцы 24-27, т.е. полученные из той же смолы, но без использования вспенивающего средства), используя смолы Cycoloy™ от SABIC и подобный способ, как описано в примере 1. Для получения вспененного листа образцов 20-27 использовали 1 масс. % химического вспенивающего средства. Образцы 20 и 24 содержали формулу А, образцы 21 и 25 содержали формулу В, образцы 22 и 26 содержали формулу С, а образцы 23 и 27 содержали формулу D. Составы смол Cycoloy™ этих образцов листов описаны в таблице 16. Толщина, плотность, среднее удлинение пузырьков пены и механические свойства как вспененных листов, так и монолитных листов контроля сведены в таблице 17. Все вспененные листы характеризовались 26-32% уменьшением веса относительно их монолитных листов контроля. Как ожидалось, модуль упругости при растяжении как вспененных листов, так и монолитных листов контроля увеличивался, когда уровни загрузки талька увеличивались. Однако, мы также неожиданно обнаружили, что
вспененный лист, содержащий 15% талька (образец 23), имел пузырек пены намного менее удлиненный по сравнению с другими вспененными листами с меньшим содержанием наполнителя или без наполнителей, как показано в фиг. 11 по сравнению с фиг. 8-10.
Легкие вспененные листы с 30% уменьшением веса из различных полимерных смол успешно получали при помощи различных химических вспенивающих средств для обеспечения уменьшения веса и, неожиданно, удовлетворения требованиям специальных испытаний на пожаробезопасность для транспортных средств, и они имели способность к текстурированию при операциях каландрования, а также к самотекстурированию при термоформовании.
Это наглядно для пояснения конкретных обозначений и номенклатуры, описанной в настоящем документе. Размеры каучуковых частиц или частиц неорганических наполнителей, если иное не указано, даны в микрометрах, 10-6 метра. Специалисты в данной области техники оценят, что размеры частиц выражены в диаметрах. Хотя диаметры могут предполагать сферическую или круглую форму, выражение диаметр при использовании в настоящем документе также относится к среднему отрезку или ширине частицы, которая не является сферической. Обозначение, используемое в настоящем документе, представляет собой "D50", что определено как размер частиц при подсчете 50% со стороны меньшего размера на численном основании общего распределения размеров частиц. Все диапазоны, раскрытые в настоящем документе, включают предельные значения, и предельные значения независимо комбинируются друг с другом (например, диапазоны «до 25 масс. %, или более конкретно от 5 масс. % до 20 масс. %», включают предельные значения и все промежуточные значения диапазонов «от 5 масс. % до 25 масс. %» и пр.). «Комбинация» включает композиции, смеси, сплавы, продукты реакции и подобное. Кроме того, выражения «первый», «второй» и подобные в настоящем документе не означают какой-либо порядок, количество или важность, а скорее используются для различения одного элемента от другого. Выражения в единственном числе в настоящем документе не означают ограничение количества, и подразумевают включение форм как единственного, так и множественного числа, если иное не указано в настоящем документе или явно не противоречит контексту. Окончание множественного числа при использовании в настоящем документе предназначен для включения как единственной, так и множественной формы выражения, которое он изменяет, таким образом включая одно или несколько единиц этого выражения (например, пленка(и) содержит одну или несколько пленок). Ссылка во всем описании на «один вариант осуществления», «другой вариант осуществления», «вариант осуществления» и т.п. означает, что конкретный элемент (например, признак, структура и/или характеристика), описанная совместно с вариантом осуществления, включена в по меньшей мере один вариант осуществления, описанный в настоящем документе, и может присутствовать или может не присутствовать в других вариантах осуществления. Кроме того, следует понимать, что описанные элементы можно объединять любым подходящим образом в различных вариантах осуществления. При использовании в настоящем документе «или» означает «и/или», если иное ясно не указано.
Фигуры (также называемые в настоящем документе «фиг.») представляют собой только схематическое изображение для удобства и простоты демонстрации настоящего раскрытия, и, таким образом, не предназначены для обозначения относительного размера и габаритов устройств или их компонентов и/или для определения или ограничения объема типичных вариантов осуществления. Хотя конкретные выражения используют в описании фигур для ясности, эти выражения предназначены для обозначения только конкретной структуры вариантов осуществления, выбранных для иллюстрации на фигурах, и не предназначены для определения или ограничения объема настоящего раскрытия. На фигурах и в их соответствующих описаниях, понимают, что подобные числовые обозначения относятся к компонентам с подобной функцией.
Все цитируемые патенты, патентные заявки и другие ссылки включены в настоящий документ ссылкой во всей их полноте. Однако, если выражение в настоящей заявке опровергает или противоречит выражению во включенной ссылке, выражение из настоящей заявки имеет преимущество относительно противоречащего выражения из включенной ссылки.
Хотя конкретные варианты осуществления были описаны, альтернативы, модификации, варианты, улучшения и существенные эквиваленты, которые есть или могут быть теперь не предусмотрены, могут осуществляться заявителями или другими специалистами в данной области. Следовательно, приложенная формула изобретения, как подано, и как она может быть изменена, предполагает включение всех таких альтернатив, модификаций, вариантов, улучшений и существенных эквивалентов.
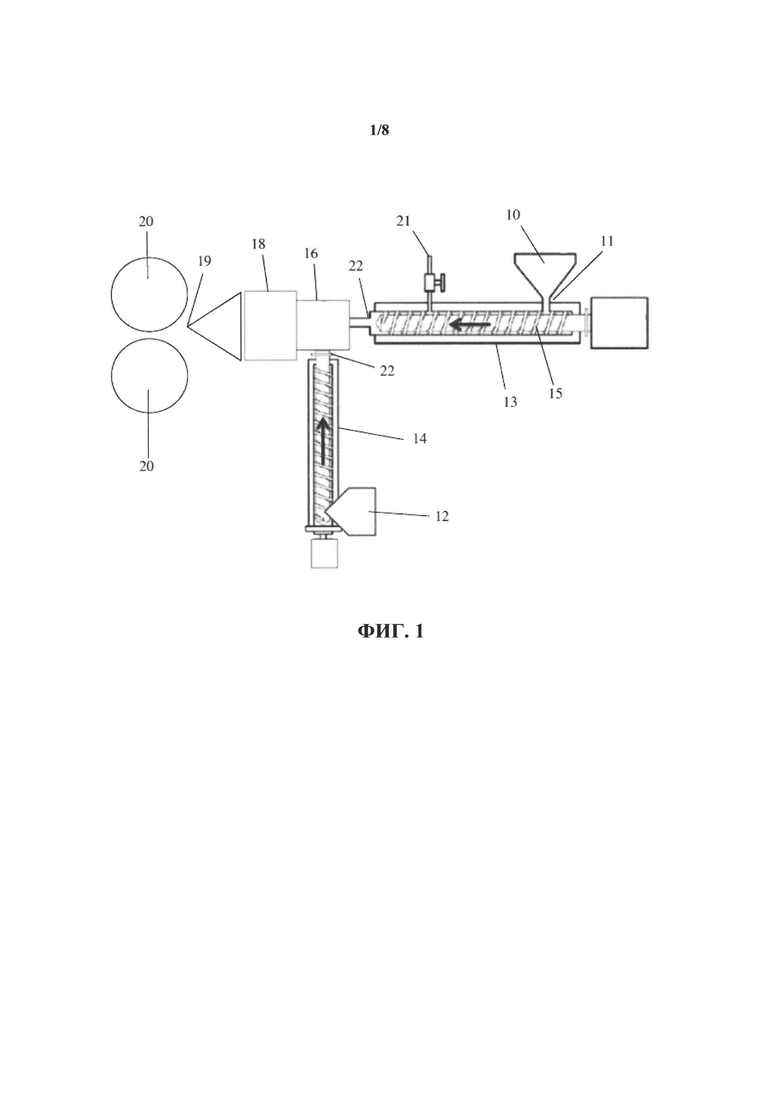
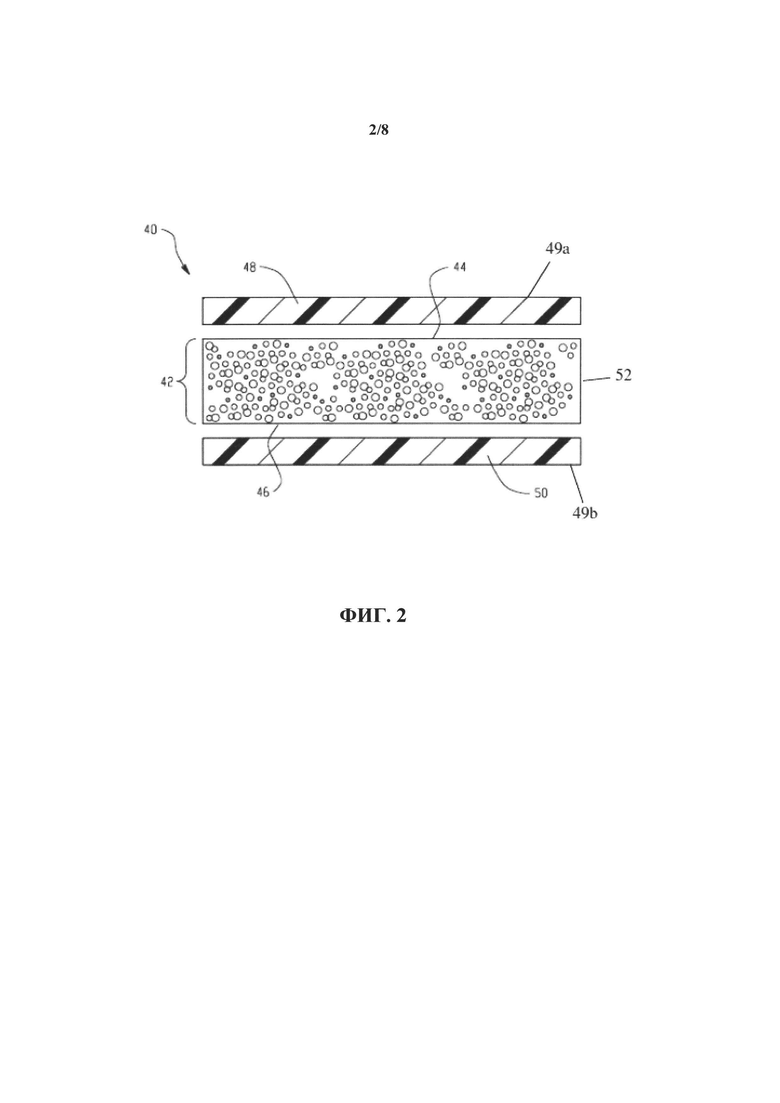
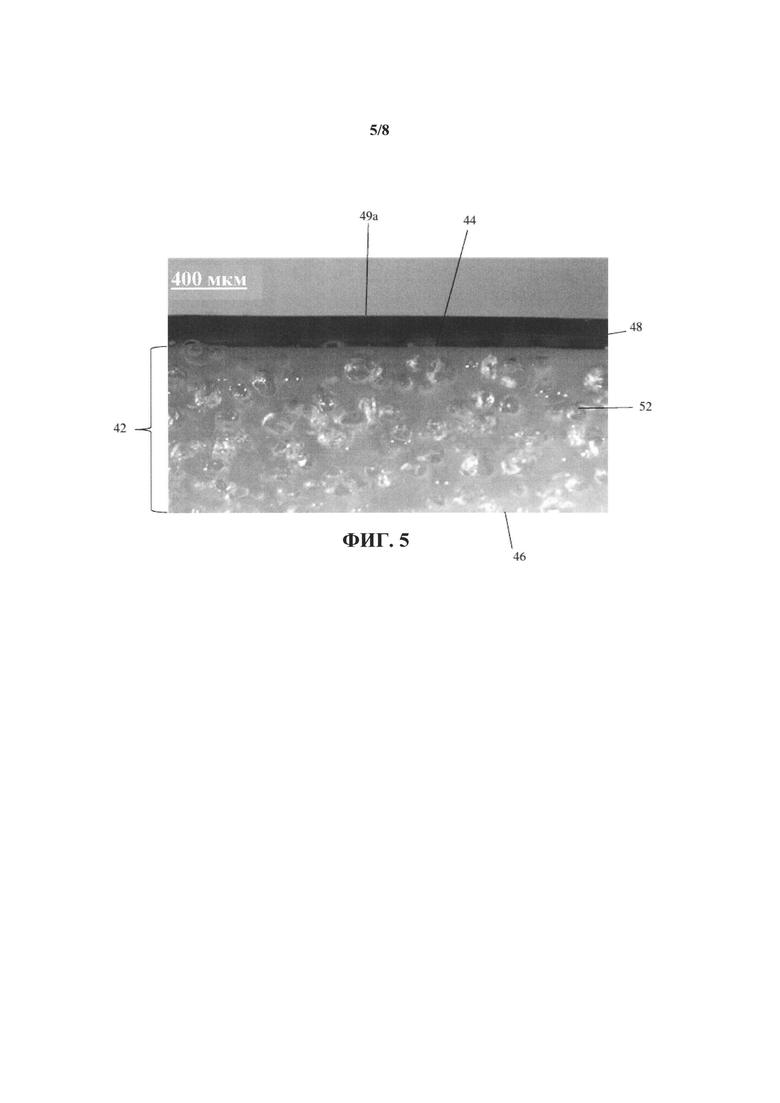
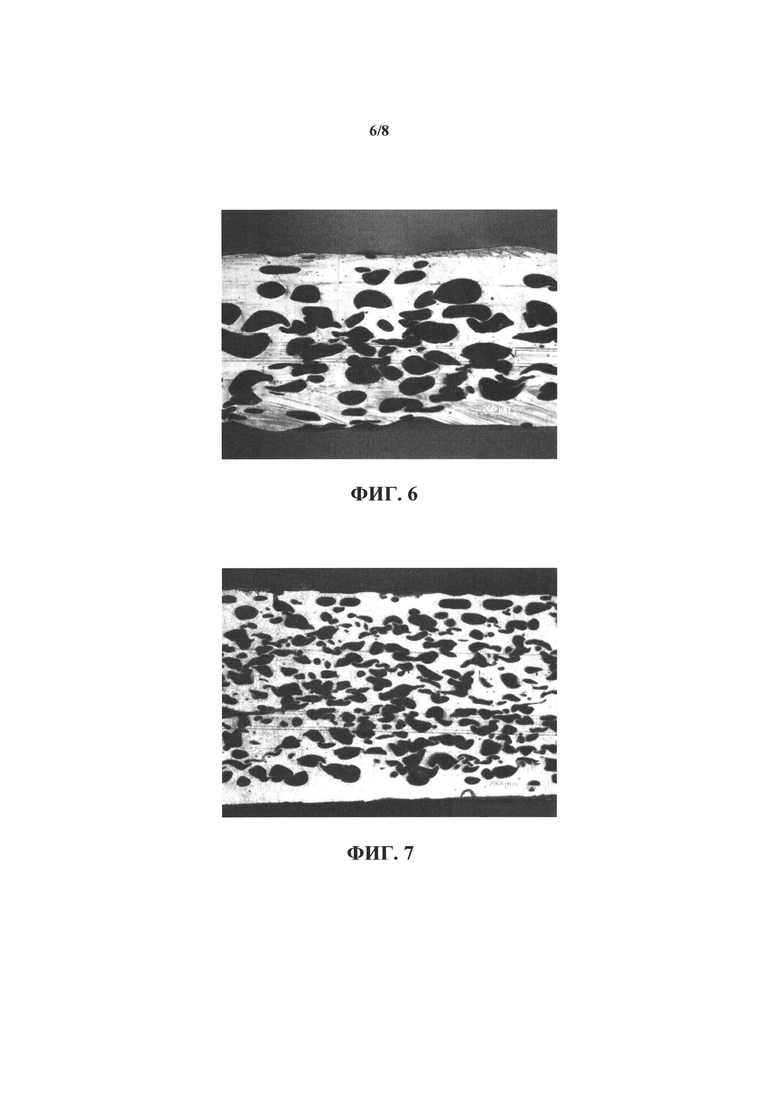
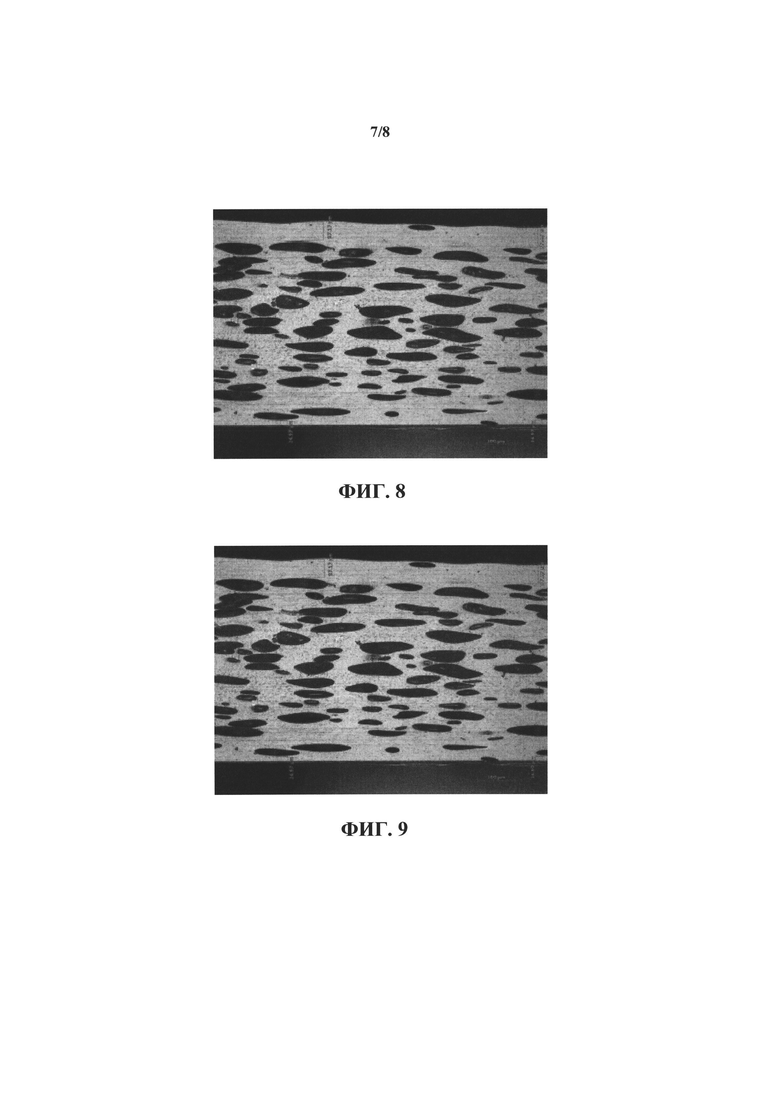
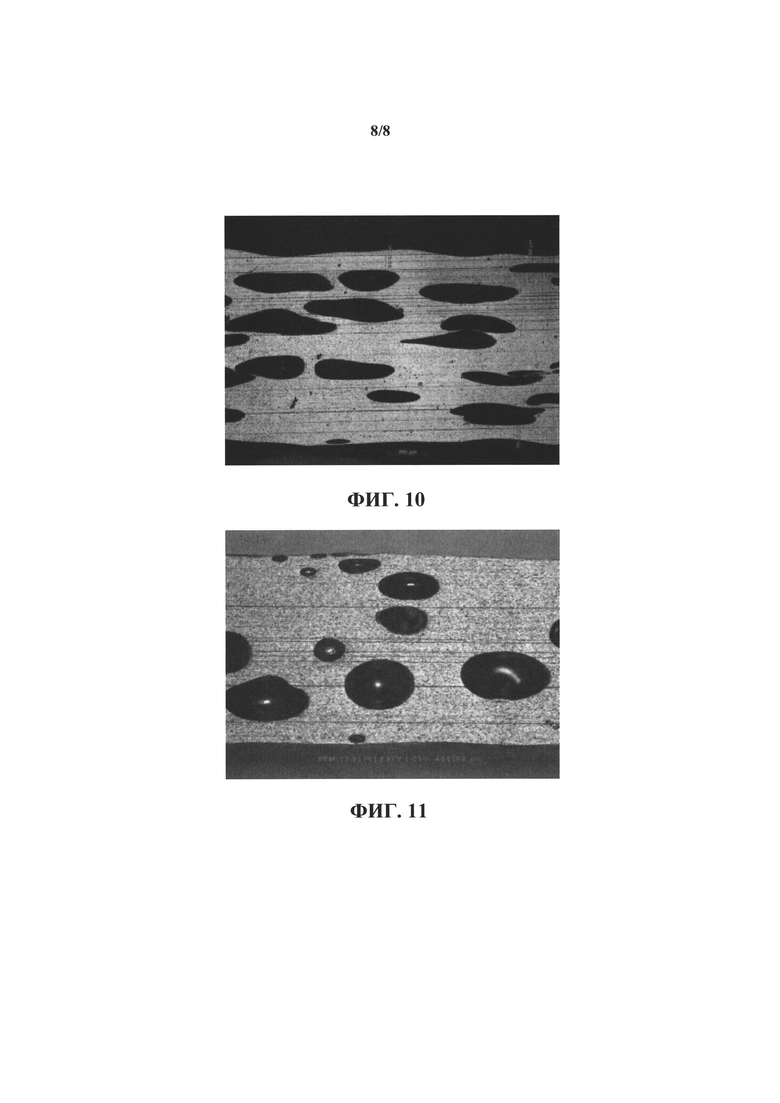
Изобретение относится к полимерным листам, содержащим вспененный внутренний слой или вспененный защитный слой(слои). Полимерный лист содержит вспененный слой, содержащий полимерный материал, причем полимерный материал характеризуется Tg большей или равной 100°С, и при этом вспененный слой представляет собой вспененный слой с ячейками закрытого типа, который вспенивают химическим вспенивающим средством, содержащим по меньшей мере одно из цитрата мононатрия, лимонной кислоты, 5-фенил-3,6-дигидро-2Н-1,3,4-оксадиазин-2-она, 5-фенил-1Н-тетразола и комбинаций, содержащих по меньшей одно из вышеуказанного; причем лист характеризуется уменьшением веса на 10-60% по сравнению с монолитным листом такой же геометрии и размера, полученным из такого же полимерного материала; и причем лист толщиной 1,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла: 1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла release меньшей 65 киловатт на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116; 2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1; причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM Е662-06; и причем лист термоформуемый. 3 н. и 37 з.п. ф-лы, 11 ил., 17 табл.
1. Полимерный лист, содержащий
вспененный слой, содержащий полимерный материал, причем полимерный материал характеризуется Tg большей или равной 100°С, и
при этом вспененный слой представляет собой вспененный слой с ячейками закрытого типа, который вспенивают химическим вспенивающим средством, содержащим по меньшей мере одно из цитрата мононатрия, лимонной кислоты, 5-фенил-3,6-дигидро-2Н-1,3,4-оксадиазин-2-она, 5-фенил-1Н-тетразола и комбинаций, содержащих по меньшей одно из вышеуказанного,
причем лист характеризуется уменьшением веса на 10-60% по сравнению с монолитным листом такой же геометрии и размера, полученным из такого же полимерного материала, и
причем лист толщиной 1,0 мм удовлетворяет по меньшей мере одному из следующих требований к выделению тепла:
1) характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 65 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла release меньшей 65 киловатт на квадратный метр согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116;
2) характеризуется максимальной средней скоростью теплового излучения (MARHE) меньшей или равной 90 кВт/м2 при условии испытания на уровень излучения 50 кВт/м2 согласно ISO 5660-1,
причем лист толщиной 1,0 мм характеризуется плотностью дыма меньшей или равной 200 через четыре минуты горения согласно ASTM Е662-06 и
причем лист термоформуемый.
2. Лист по п. 1, в котором лист характеризуется плотностью от большей 0,60 г/см3 до меньшей или равной 1,1 г/см3.
3. Лист по п. 1, в котором лист характеризуется самотекстурированием.
4. Лист по п. 1, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 90 е.б., измеренным при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
5. Лист по п. 4, у которого уровень блеска составляет меньше 50 е.б.
6. Лист по п. 4, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 20 е.б.
7. Лист по п. 4, в котором по меньшей мере одна сторона листа характеризуется уровнем блеска меньшим 5 е.б.
8. Лист по п. 1, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 95 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
9. Лист по п. 1, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 60 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
10. Лист по п. 1, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 30 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
11. Лист по п. 1, в котором по меньшей мере одна сторона листа сохраняет уровень блеска меньший 10 е.б. после термоформования, измеренный при 60 градусах при помощи ATSM DS2457-08e1 и измерителя блеска BYK Gardner.
12. Лист по п. 1, в котором полимерный материал содержит по меньшей мере одно из поликарбоната, полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфира, полиимида, полиэфиримида, полисульфона, полиэфиркетона, полиэфир(эфир)кетона, поли(метилметакрилата), поливинилхлорида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
13. Лист по п. 1, в котором полимерный материал содержит по меньшей мере одно из поликарбоната, полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфиримида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
14. Лист по п. 1, в котором полимерный материал содержит по меньшей мере одно из полиарилата, сложного полиэфира, полифениленового эфира, полистирола, акрилонитрил-бутадиен-стирола, полиэфиримида, полисилоксана и комбинаций, содержащих по меньшей мере одно из вышеуказанного.
15. Лист по п. 1, в котором вспененный слой также содержит частицы каучука со структурой ядро-оболочка, диспергированные в полимерном материале, причем частицы каучука со структурой ядро-оболочка характеризуются средним размером частиц (D50) от 0,1 микрометра до 100 микрометров.
16. Лист по п. 15, в котором частицы каучука со структурой ядро-оболочка содержат сшитое ядро из каучука, которое содержит по меньшей мере одно из бутадиенового каучука, стирол-бутадиенового каучука, акрилонитрил-бутадиенового каучука, поли(алкилакрилатного) каучука и силиконакрилового каучука.
17. Лист по п. 1, в котором вспененный слой также содержит более 10 мас.% дискообразного неорганического наполнителя, диспергированного в полимерном материале, на основе всей массы вспененного слоя.
18. Лист по п. 17, в котором неорганический наполнитель содержит по меньшей мере одно из талька и слюды.
19. Лист по п. 18, в котором неорганический наполнитель содержит тальк.
20. Лист по п. 1, в котором вспененный слой характеризуется средним размером пузырьков пены меньшим или равным 100 микрометрам, и причем средний размер пузырьков пены представляет собой среднечисловой диаметр пузырьков пены, измеренный на основе двумерных полученных микроскопией изображений поперечного сечения образца, которое перпендикулярно направлению экструзии вспененного слоя.
21. Лист по п. 1, в котором лист толщиной 3,0 мм характеризуется временем горения меньшим или равным 15 секундам и зоной сгорания меньшей или равной 6 дюймам, причем частица, которая горит дольше всего, самозатухает за время меньшее или равное 3 секундам, согласно 60-секундному тесту на горение вертикально установленного образца согласно FAR 25.853, приложению F (2012), часть I, а, 1, i.
22. Лист по п. 1, в котором лист толщиной 1,0 мм характеризуется общей скоростью выделения тепла за две минуты меньшей или равной 55 киловатт-минутам на квадратный метр и пиковой скоростью выделения тепла меньшей 55 киловатт на квадратный метр и успешно проходит тест согласно части IV, теста OSU на выделение тепла FAR/JAR 25.853, поправке 25-116.
23. Лист по п. 1, в котором лист в 1,0 мм характеризуется плотностью дыма меньшей или равной 150 после четырех минут горения согласно ASTM Е662-06.
24. Лист по п. 23, у которого плотность дыма меньше или равна 100.
25. Лист по п. 1, в котором лист толщиной 1,0 мм успешно проходит испытания на токсичность газов, опубликованные Airbus ABD0031, Issue: F (2005) и/или Boeing BSS 7239, Revision A (1988).
26. Лист по п. 1, в котором лист толщиной 1,0 мм получает коэффициент распространения пламени меньший или равный 35 при тестировании согласно ASTM Е 162-08.
27. Лист по п. 1, в котором лист классифицируют как M1 при тестировании согласно NF Р 92-503.
28. Лист по п. 1, в котором лист классифицируют как M1 класс F1 при тестировании согласно NF F 16-101 (1988).
29. Лист по п. 1, в котором лист удовлетворяет стандартам для европейской железной дороги и для американского железнодорожного транспорта.
30. Лист по п. 1, в котором лист характеризуется исходной среднемассовой молекулярной массой, и причем лист сохраняет 70% или больше исходной среднемассовой молекулярной массы после того, как образец подвергали обработке в автоклаве в течение 24 часов при 121°С и при условии давления водяного пара 18 фунтов/дюйм2.
31. Лист по п. 30, в котором лист сохраняет 90% или больше исходной среднемассовой молекулярной массы после того, как образец подвергали обработке в автоклаве в течение 24 часов при 121°С и при условии давления водяного пара 18 фунтов/дюйм2.
32. Изделие, сформованное из листа по любому из пп. 1-31.
33. Изделие по п. 32, дополнительно содержащее по меньшей мере один монолитный слой, расположенный рядом с листом.
34. Изделие по п. 33, в котором лист расположен между двумя монолитными слоями.
35. Изделие по п. 32, дополнительно содержащее второй вспененный слой, расположенный рядом с монолитным слоем или листом.
36. Изделие по п. 32, в котором изделие содержит более одного листа, и причем структура содержит чередующиеся монолитные слои и листы.
37. Изделие по п. 32, в котором изделие представляет собой элемент интерьера самолета, элемент интерьера железнодорожного вагона, интерьера моторного средства передвижения, чемодан, навес, гараж, борт прицепа автомобиля-тягача, ветроотбойники или панель.
38. Способ получения листа по любому из пп. 1-31, предусматривающий:
плавление полимерного материала с образованием расплава;
объединение расплава и химического вспенивающего средства с образованием смеси;
нейтрализацию противоионов, образованных вспенивающим средством;
образование зародышей пузырьков в смеси для получения ячеек и
формование смеси в лист, содержащий вспененный внутренний слой.
39. Способ по п. 38, в котором формование смеси в лист предусматривает экструзию смеси.
40. Способ по п. 38, в котором расплав и химическое вспенивающее средство объединяют в экструдере.
| Колосоуборка | 1923 |
|
SU2009A1 |
| ДЕРЖАТЕЛЬ ДВЕРИ | 2010 |
|
RU2423250C1 |
| СПОСОБ ФАРМАКОЛОГИЧЕСКОЙ КОРРЕКЦИИ ИШЕМИИ КОНЕЧНОСТИ, В ТОМ ЧИСЛЕ ПРИ L-NAME ИНДУЦИРОВАННОМ ДЕФИЦИТЕ ОКСИДА АЗОТА | 2010 |
|
RU2426174C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ИЗОЛИРУЮЩИЙ ЭКСТРУДИРОВАННЫЙ ПЕНОПЛАСТ, СОДЕРЖАЩИЙ МОНОВИНИЛОВЫЙ АРОМАТИЧЕСКИЙ ПОЛИМЕР С ШИРОКИМ МОЛЕКУЛЯРНО-МАССОВЫМ РАСПРЕДЕЛЕНИЕМ | 2000 |
|
RU2247756C2 |

