Изобретение относится к пластиковому сосуду, изготавливаемому способом пневматической формовки и вытяжки, согласно родовому понятию пункта 1 формулы изобретения. Изобретение также относится к способу пневматической формовки и вытяжки для изготовления такого пластикового сосуда согласно родовому понятию независимого пункта формулы изобретения на способ.
Большое количество используемых на сегодняшний день пластиковых бутылок и подобных им пластиковых сосудов изготавливается способом пневматической формовки и вытяжки. Согласно этому способу так называемая преформа, обычно имеющая продолговатую форму в виде трубочки, на одном конце имеет донышко, а на другом конце имеет участок горлышка, вводится в полость формы для пневматической формовки и надувается посредством подаваемой под повышенным давлением среды. При этом преформу дополнительно вытягивают в осевом направлении посредством введенного в отверстие горлышка вытяжного стержня. После процесса пневматической формовки и вытяжки готовый пластиковый сосуд извлекают из формы для пневматической формовки.
Перед процессом пневматической формовки и вытяжки преформу обычно изготавливают отдельным способом литья под давлением. Также преформы могут быть изготовлены способом формования выдавливанием или посредством экструзионного выдувания. В так называемом одноступенчатом процессе пневматической формовки и вытяжки преформу подвергают формовке без включенного между ними охлаждения и выдерживания непосредственно после ее изготовления. Однако в большинстве случаев пластиковые сосуды изготавливают двухступенчатым способом, в котором сначала отдельным способом изготавливают, охлаждают преформы и осуществляют их промежуточное хранение для дальнейшего использования. Изготовление пластиковых сосудов происходит в отдельном процессе пневматической формовки и вытяжки, отделенном в пространственном и временном плане. В этом последующем процессе пневматической формовки и вытяжки преформы вновь нагревают, чтобы изготовить из них пластиковые бутылки. Например, для этого с помощью инфракрасного излучения по осевой или радиальной протяженности преформы устанавливают желаемый температурный режим, который необходим для процесса пневматической формовки и вытяжки. После введения преформы в формовочный инструмент выполняется ее формование в радиальном, а также осевом направлении посредством газа, подаваемого под избыточным давлением, и при этом она вытягивается в осевом направлении посредством вытяжного стержня. После этого готовый пластиковый сосуд извлекают из формы.
Большое число известных преформ имеет опорное кольцо, которое отделяет продолговатое тело преформы от участка горлышка. Опорное кольцо обычно имеет внешний диаметр, который по меньшей мере на 0,5 мм - 1 мм больше диаметра отверстия участка горлышка преформы и служит для транспортировки преформы. После изготовления преформы обычно неупорядоченным образом загружают в крупную тару, такую как, например, коробки, мешки, решетчатые ящики, октабины и т.п., и транспортируют их. Для дальнейшей обработки в способе пневматической формовки и вытяжки преформы загружают из тары в расположенный перед устройством для пневматической формовки и вытяжки бункер и разделяют. Через бункер преформы в большинстве случаев попадают на наклонный ленточный конвейер, посредством которого они в малых количествах, с перерывами или непрерывно транспортируются в устройство для роликовой сортировки. В устройстве для роликовой сортировки преформы таким образом ориентируются в соответствии со своим центром тяжести, что они скатываются по одной навстречу устройству для пневматической формовки и вытяжки, свисая в щель, и с телом преформы, обращенным вниз. Известные преформы удерживаются в устройстве для роликовой сортировки посредством опорного кольца или аналогичного радиального выступа между участком горлышка и телом преформы. Центр тяжести преформы очевидно лежит ниже опорного кольца или радиального выступа, в области тела преформы, и таким образом преформы правильно ориентируются и выходят из устройства для роликовой сортировки с телами преформ, обращенными вниз. Чем ближе находится центр тяжести преформы к опорному кольцу или радиальному выступу, тем больше риск того, что такие преформы могут занять неправильное положение. Это может привести к большим проблемам, в частности в случае с преформами с большим диаметром отверстия и длинной внешней резьбой, а также с маленьким легким телом преформы. Поэтому зачастую на выходе из устройства для роликовой сортировки предусмотрены устройства, посредством которых может быть проверена правильность ориентации преформ. Неправильно ориентированные преформы отбрасываются и снова направляются в устройство для роликовой сортировки. Однако если количество неправильно ориентированных преформ слишком велико, работа большинства систем сортировки нарушается.
В устройстве для пневматической формовки и вытяжки известная преформа опирается опорным кольцом на формовочный инструмент таким образом, что только тело преформы свисает в полость формы. Участок горлышка, находящийся над опорным кольцом, обычно далее не изменяется в процессе пневматической формовки и вытяжки.
Однако в уже прошедших процесс пневматической формовки и вытяжки пластиковых сосудах опорное кольцо часто оказывается мешающим, поскольку оно значительно выступает в радиальном направлении по отношению к горлышку сосуда таким образом, что это может отрицательно сказаться на степени свободы в отношении конструкции пластикового сосуда и/или приспособлений для закрывания пластикового сосуда. С другой стороны, однако, существует потребность в изготовлении способом пневматической формовки и вытяжки также пластиковых сосудов, например, для применения в уходе за телом или косметике, которые до этого обычно выдувались посредством процесса экструзионного выдувания из непрерывно или прерывисто экструдируемых пластиковых трубок. Это обусловлено тем, что способ пневматической формовки и вытяжки обеспечивает возможность экономичной обработки полиэтилентерефалата (ПЭТ). Пластиковые сосуды, изготовленные из ПЭТ, более всего зрительно и осязательно подобны стеклянным сосудам. Обработка ПЭТ в способе пневматической формовки и вытяжки позволяет изготавливать пластиковые сосуды с очень малой толщиной стенок, которые, однако, вследствие присущей материалу ПЭТ прочности на растяжение по-прежнему имеют требуемую прочность. Способ пневматической формовки и вытяжки обеспечивает относительно высокие общие коэффициенты растяжения, которые определяются как произведение продольного коэффициента растяжения и радиального коэффициента растяжения. При этом для ПЭТ общие коэффициенты растяжения составляют 8 - 14, что является предпочтительным для равномерности распределения толщины стенок и для прочности пластикового сосуда, изготовленного способом пневматической формовки и вытяжки.
Часто также имеется потребность в пластиковых сосудах, которые имеют как можно более длинное тело сосуда, однако в то же время имеют горлышко сосуда с относительно малым диаметром отверстия. Ранее в таких случаях обычно прибегали к выполнению тела преформы, находящегося под опорным кольцом, уже имеющим соответствующую длину. Вследствие длинного тела преформы центр тяжести преформы находится в теле преформы ниже опорного кольца, и имеется достаточное количество материала для изготовления пластикового сосуда посредством процесса пневматической формовки и вытяжки. С другой стороны, однако, более длинное тело преформы может привести к тому, что тело преформы будет недостаточно вытягиваться в направлении длины. Из-за этого весь процесс пневматической формовки и вытяжки может стать нестабильным, и вследствие этого необходимая толщина стенок в теле сосуда может стать более невоспроизводимой. Для борьбы с этой проблемой предусматриваются также преформы с малыми диаметрами отверстия и с опорными кольцами, внешний диаметр которых значительно больше, чем диаметр отверстия участка горлышка преформы. Например, внешний диаметр опорного кольца на 2,5 мм - 24 мм больше диаметра отверстия участка горлышка. Таким образом обеспечивается возможность формирования тела преформы с большим диаметром тела и одновременно с меньшей осевой длиной, таким образом, что в процессе пневматической формовки и вытяжки вновь возможен достаточно большой продольный коэффициент растяжения. Таким образом гарантируется, что центр тяжести преформы находится под опорным кольцом, и что имеется достаточное количество пластикового материала под опорным кольцом для процесса пневматической формовки и вытяжки.
В уже прошедших процесс пневматической формовки и вытяжки пластиковых сосудах часто оказывается мешающим опорное кольцо, имеющее большой внешний диаметр. Оно доминантно выступает в радиальном направлении по отношению к горлышку сосуда и может сильно отрицательно сказаться на степени свободы в отношении конструкции пластикового сосуда и/или приспособлений для закрывания пластикового сосуда.
Задача представленного изобретения состоит в том, чтобы устранить описанные проблемы в пластиковом сосуде, изготавливаемом способом пневматической формовки и вытяжки из уровня техники. Способ пневматической формовки и вытяжки, исходя из этого, должен быть изменен таким образом, чтобы с его помощью мог изготавливаться пластиковый сосуд, опорные кольца которого не препятствуют установке приспособлений для закрывания или тому подобного и обеспечивают наибольшую возможную свободу в отношении конструкции сосуда. При этом преформы должны обрабатываться с опорными кольцами, которые имеют достаточное количество пластикового материала в теле преформы, при этом их центр тяжести находится в теле преформы. Должна быть возможность изготавливать пластиковые сосуды, которые также при малых диаметрах отверстий горлышка сосуда могут обладать длинным телом сосуда. При этом пластиковый сосуд должен иметь достаточно большой продольный коэффициент растяжения и воспроизводимое распределение толщины стенок. Опорное кольцо, отделяющее горлышко сосуда от тела сосуда, не должно быть доминирующим над всем пластиковым сосудом и не должно в этом отношении создавать препятствий для конструкции пластикового сосуда.
Решение этой, а также других задач заключается в пластиковом сосуде, изготавливаемым путем пневматической формовки и вытяжки, в частности в пластиковой бутылке, которая имеет признаки, приведенные в пункте 1 формулы изобретения. Способ пневматической формовки и вытяжки согласно изобретению для такого пластикового сосуда характеризуется этапами способа, приведенными в независимом пункте формулы изобретения на способ. Дополнительные и/или предпочтительные варианты выполнения изобретения являются предметом соответствующих зависимых пунктов формулы изобретения.
Посредством изобретения создается пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, с телом сосуда, которое закрыто донышком сосуда, и с горлышком сосуда, завершающим тело сосуда через область плечиков, которое имеет отверстие сосуда. Тело сосуда и горлышко сосуда отделены друг от друга по существу радиально выступающим, проходящим по меньшей мере местами опорным кольцом, которое имеет нижнюю сторону опорного кольца. Область плечиков имеет первый участок плечиков, проходящий непосредственно смежно с нижней стороной опорного кольца, и второй участок плечиков, соединенный как одно целое с первым участком плечиков, который по существу радиально соединен с опорным кольцом.
Преформу, имеющую по существу температуру окружающей среды, нагревают в нагревательной печи до заданной температуры. При этом может быть сформирован профиль нагревания по осевой протяженности тела преформы. После этого преформу перемещают в инструмент для пневматической формовки, в полость формы, которая имеет форму изготавливаемого пластикового сосуда. В инструменте для пневматической формовки выполняется пневматическая формовка и вытяжка преформы в пластиковую бутылку или пластиковый сосуд. Из уровня техники известно, что нижняя сторона опорного кольца устанавливается на инструмент для пневматической формовки и, соответственно, только тело преформы свисает в полость формы. Для изготовления предложенного пластикового сосуда, однако тело преформы удерживается инструментом для пневматической формовки выше опорного кольца таким образом, что опорное кольцо свисает в полость формы. В ходе процесса пневматической формовки и вытяжки формируется область плечиков, которая имеет первый участок плечиков, который проходит непосредственно смежно с нижней стороной опорного кольца, и второй участок плечиков, который соединен с ним как одно целое и который по существу радиально соединен с опорным кольцом. За счет температуры преформы в области горлышка первый участок плечиков сначала остается неизменным в своей ориентации в направлении донышка сосуда и затем радиально проходит по существу параллельно нижней стороне опорного кольца таким образом, что он переходит во второй участок плечиков с поднимающейся ступенькой. Второй участок плечиков радиально соединен с периферийным краем опорного кольца и проходит вдоль полости формы до тела сосуда. Изгиб или изменение формы первого участка плечиков происходят, начиная с их вытягивания в направлении донышка сосуда через поднимающуюся ступеньку ко второму участку плечиков, которые далее проходит в радиальном направлении и граничит с внутренней стенкой полости формы. При этом формирование первой области плечика происходит не под управлением инструмента или влиянием полости. За счет разности температур между опорным кольцом и материалом под опорным кольцом сформированный первый участок плечиков соединен с опорным кольцом без неразъемного соединения. Формирование первого участка плечиков является независимым от дальнейшей формовки бутылки или сосуда таким образом, что даже бутылки, имеющие наклонное горлышко, так называемые бутылки с наклонным горлышком, могут иметь выполненный таким образом первый участок плечиков. У бутылок с наклонным горлышком первая срединная ось горлышка сосуда образует острый угол с опорным кольцом и второй срединной осью тела сосуда.
В пластиковом сосуде согласно изобретению опорное кольцо является чрезмерно выдутым и может образовывать с областью плечиков практически одну часть таким образом, что второй участок плечиков может радиально соединяться с опорным кольцом. Опорное кольцо, обычно доминантно выступающее из горлышка сосуда в известных пластиковых сосудах, может при этом образовывать составную часть области плечиков пластикового сосуда. Участок горлышка сосуда, который в сосудах из уровня техники обычно проходит между опорным кольцом и плечиком сосуда, формуется в первый участок плечиков и при этом переходит непосредственно в плечики сосуда. При этом первый участок плечиков образует самостоятельную часть стенки и не соединен неразъемно с нижней стороной опорного кольца. Между ним и нижней стороной опорного кольца может быть небольшое расстояние, или он может также непосредственно граничить с ней. Внешняя поверхность опорного кольца, обращенная к краю горлышка сосуда, при этом может быть выполнена по существу связанной с верхней стороной плечиков сосуда. При этом в процессе пневматической формовки и вытяжки участок тела преформы, прилегающий к опорному кольцу, вытягивается по существу таким образом, что он проходит по существу в соответствии с контуром нижней стороны опорного кольца и/или в соответствии с осевой ограничивающей поверхностью опорного кольца. Материал, вытянутый из тела преформы в процессе пневматической формовки и вытяжки, может окружать опорное кольцо по меньшей мере с его нижней стороны и на его радиальной периферии без того, чтобы при этом быть неразъемно соединенным с опорным кольцом. Протяженность горлышка сосуда в осевом направлении в таком пластиковом сосуде в общем ограничена опорным кольцом.
Благодаря форме пластикового сосуда согласно изобретению опорное кольцо более не представляет помехи для установки приспособления для закрывания и/или выливания. Поскольку опорное кольцо практически интегрировано с телом сосуда, его радиальное выступание по отношению к горлышку сосуда не играет роли. Таким образом могут изготавливаться пластиковые сосуды, имеющие горлышко сосуда с очень малым диаметром, но при этом очень длинное тело сосуда. Поскольку радиальное выступание опорного кольца в уже прошедшем процесс пневматической формовки и вытяжки пластиковом сосуде не играет более практически никакой роли, для изготовления таких пластиковых сосудов могут применяться преформы, которые имеют горлышко преформы с соответственно малым диаметром, однако оснащенные опорным кольцом, которое имеет очень большой выступ в радиальном направлении. Это позволяет присоединять тело преформы, которое по длине не отличается от обычного тела преформы, однако имеет значительно больший внешний диаметр. Соответственно в теле преформы также содержится намного больше пластикового материала, который доступен для последующего процесса вытягивания в осевом и радиальном направлении. Таким образом могут быть достигнуты оптимальные продольные коэффициенты растяжения и общие коэффициенты растяжения у пластиковых сосудов с малым диаметром горлышка и длинным телом сосуда.
В зависимости от формы полости формы инструмента для пневматической формовки область плечиков может иметь небольшое радиальное расстояние от опорного кольца таким образом, что область плечиков имеет при переходе от опорного кольца к плечикам предпочтительно проходящую по окружности канавку. Для этой цели на соответствующем участке формы для пневматической формовки может быть предусмотрен выступ, проходящий по окружности предпочтительно кольцеобразно. В качестве альтернативы, область плечиков может соединяться с опорным кольцом по существу без перехода. Под соединением по существу без перехода при этом следует понимать переход, при котором от опорного кольца до области плечиков определяется еще одна небольшая ступень с точки зрения расстояния в осевом направлении. При этом ступень может проходить в направлении края отверстия или в направлении донышка сосуда. В другом варианте выполнения пластикового сосуда согласно изобретению опорное кольцо может быть выполнено как одно целое с областью плечиков. В этом случае при переходе верхней стороны опорного кольца во внешние стенки плечиков сосуда не определяется какая-либо ступень. Опорное кольцо и участок плечиков в любом случае отличаются различной толщиной стенок и плотностью материала.
Вариант изготавливаемого способом пневматической формовки и вытяжки пластикового сосуда согласно изобретению может предусматривать, что горлышко сосуда имеет протяженность в осевом направлении, измеряемую от опорного кольца до окружающего отверстие сосуда края отверстия, которая равна или более 2 мм. Такие пластиковые сосуды с относительно короткими горлышками сосудов предусмотрены, в частности, для применения в области ухода за телом и косметики, в которой на тело сосуда и горлышко сосуда также устанавливаются особые приспособления для закрывания и выливания.
При необходимости пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, имеет на своем горлышке сосуда по меньшей мере один по меньшей мере местами проходящий по окружности структурный элемент. Он служит для того, чтобы закрепить пластиковый сосуд или преформу, из которой способом пневматической формовки и вытяжки изготавливается пластиковый сосуд, с геометрическим замыканием в инструменте для пневматической формовки. При этом структурный элемент на горлышке сосуда или горлышке преформы взаимодействует с выполненными соответствующим образом удерживающими средствами.
В варианте выполнения изобретения пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, имеет на своем горлышке сосуда структурный элемент в виде по существу радиально выступающего выступа. Радиальный выступ служит для того, чтобы преформа или пластиковый сосуд опирались на опору инструмента для пневматической формовки устройства для пневматической формовки и вытяжки. В уже прошедших процесс пневматической формовки и вытяжки пластиковых сосудах радиальный выступ может служить для установки приспособления для закрывания или приспособления для выливания. При необходимости радиально выступающий выступ имеет радиальную протяженность, которая составляет от 0,5 мм до 15 мм. Радиальный выступ может быть предусмотрен вдоль осевой протяженности горлышка сосуда. В другом варианте выполнения радиальный выступ может также находиться в области края отверстия горлышка сосуда. Помимо радиального выступа выполненный на участке горлышка структурный элемент может иметь также различные другие конфигурации, которые в зависимости от необходимости и целесообразности могут быть выполнены в виде углублений в форме канавки, или выступов или участков резьбы или контуров байонетного соединения.
В качестве материала для изготавливаемых способом пневматической формовки и вытяжки пластиковых сосудов можно рассматривать все материалы, пригодные для способа пневматического формования и пневматической формовки и вытяжки. Например, это полиэтилентерефталат (ПЭТ), полиэтилентерефталат-гликоль (ПЭТ-Г), полиэтилен высокой плотности (ПЭВП), полипропилен (ПП), полистирол (ПС), поливинилхлорид (ПВХ), сополимеры упомянутых пластиков, биопластики, такие как, например, полиэтиленфураноат (ПЭФ), наполненные пластики и смеси вышеназванных пластиков. Пластик или смесь пластиков могут содержать добавки, катализаторы, разделительные и смазывающие средства, а также красители. Предпочтительно преформу изготавливают из ПЭТ способом пневматического формования или способом штамповки выдавливанием. При этом не существенно, все ли компоненты пластиков или смесей пластиков получают из возобновляемого сырья или таким образом получают лишь часть этих компонентов, а оставшуюся часть компонентов получают, например, нефтехимическими способами.
В варианте выполнения изобретения пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, состоит из полиэтилентерефталата. Для достижения по возможности наиболее воспроизводимого распределения толщины стенок в теле сосуда представляется целесообразным, чтобы пластиковый сосуд имел по отношению к преформе, из которой он изготавливается, продольный коэффициент растяжения более 1,8.
В другом варианте выполнения изобретения тело сосуда, изготавливаемого способом пневматической формовки и вытяжки, имеет сечение, отличное от формы круга. Например, оно может быть выполнено овальным, эллиптическим или также многоугольным, причем «углы», соответственно, выполнены с радиусом.
Способ пневматической формовки и вытяжки для изготовления пластикового сосуда согласно изобретению отличается от обычных способов пневматической формовки и вытяжки тем, что преформа, которая имеет продолговатую форму тела преформы, которая на одном конце длины закрыта донышком преформы, а на другом конце длины соединена с горлышком преформы, причем тело преформы и горлышко преформы отделены друг от друга по существу радиально выступающим опорным кольцом, которое выполнено проходящим по меньшей мере частично по окружности, вставляется в полость формы инструмента для пневматической формовки таким образом, что опорное кольцо находится внутри полости формы. Затем тело преформы вытягивается в осевом направлении посредством вытяжного стержня и расширяется в осевом и радиальном направлении посредством газа, нагнетаемого под повышенным давлением, таким образом, что участок, образующий область плечиков изготавливаемого пластикового сосуда, радиально соединяется с опорным кольцом. Затем уже изготовленный способом пневматической формовки и вытяжки пластиковый сосуд извлекается из инструмента для пневматической формовки.
При том, что опорное кольцо преформы образует компонент тела сосуда, изготавливаемого из нее способом пневматической формовки и вытяжки, оно теряет свою роль элемента, доминирующего в конструкции пластикового сосуда и часто создающего помехи. Таким образом опорное кольцо более не создает помех для установки приспособлений для закрывания и/или выливания на уже изготовленный способом пневматической формовки и вытяжки сосуд. Могут применяться преформы, которые имеют горлышко преформы с малым диаметром, но снабжены опорным кольцом, которое имеет очень большой радиальный выступ. Это позволяет присоединять тело преформы которое не отличается по длине от обычного тела преформы, однако имеет значительно больший внешний диаметр. Соответственно в теле преформы также содержится значительно больше пластикового материала, который доступен для последующего процесса вытягивания в осевом и радиальном направлении. Кроме того, таким образом гарантируется, что центр тяжести преформы находится в теле преформы, за счет чего преформа занимает правильное положение при ее отделении в устройстве для роликовой сортировки. Из выполненных таким образом преформ также могут изготавливаться пластиковые сосуды, которые имеют малые диаметры горлышка, однако длинное тело сосуда, и при этом могут обеспечиваться оптимальные продольные коэффициенты растяжения и общие коэффициенты растяжения.
Варианты способа могут предусматривать то, что тело преформы в процессе пневматической формовки и вытяжки расширяется в радиальном направлении таким образом, что опорное кольцо выполнено как одно целое с областью плечиков.
В принципе преформа, введенная в инструмент для пневматической формовки, может быть зафиксирована в инструменте для пневматической формовки с силовым замыканием или с помощью вводимых внутрь нее удерживающих средств. Опорное кольцо, находящееся внутри полости формы, более не доступно для фиксации преформы. Например, преформа может удерживаться на вытяжном стержне со своим отверстием, обращенным вниз, и вводиться снизу в полость формы инструмента для пневматической формовки. Однако при необходимости преформа удерживается в инструменте для пневматической формовки с геометрическим замыканием.
В варианте выполнения способа пневматической формовки и вытяжки согласно изобретению фиксация преформы с геометрическим замыканием в инструменте для пневматической формовки происходит посредством по меньшей мере одного структурного элемента, по меньшей мере местами проходящего по окружности горлышка сосуда, который взаимодействует с соответствующими удерживающими средствами в инструменте для пневматической формовки. В примерном варианте способа преформа удерживается посредством выступа, по существу радиально выступающего из горлышка преформы, который опирается на соответствующую опору в инструменте для пневматической формовки.
Извлечение из формы и удаление изготовленного способом пневматической формовки и вытяжки пластикового сосуда из полости формы инструмента для пневматической формовки может выполняться, например, с помощью вакуумного устройства, распорного захвата или цангового захвата. Вакуумное устройство может, например, устанавливаться на краю отверстия горлышка сосуда. Распорный захват вводится через отверстие в горлышке сосуда и расширяется. Цанговый захват захватывает внешнюю стенку горлышка сосуда.
Другие преимущества и признаки следуют из нижеследующего описания примерного варианта выполнения изобретения с учетом схематичных чертежей, представленных не в масштабе:
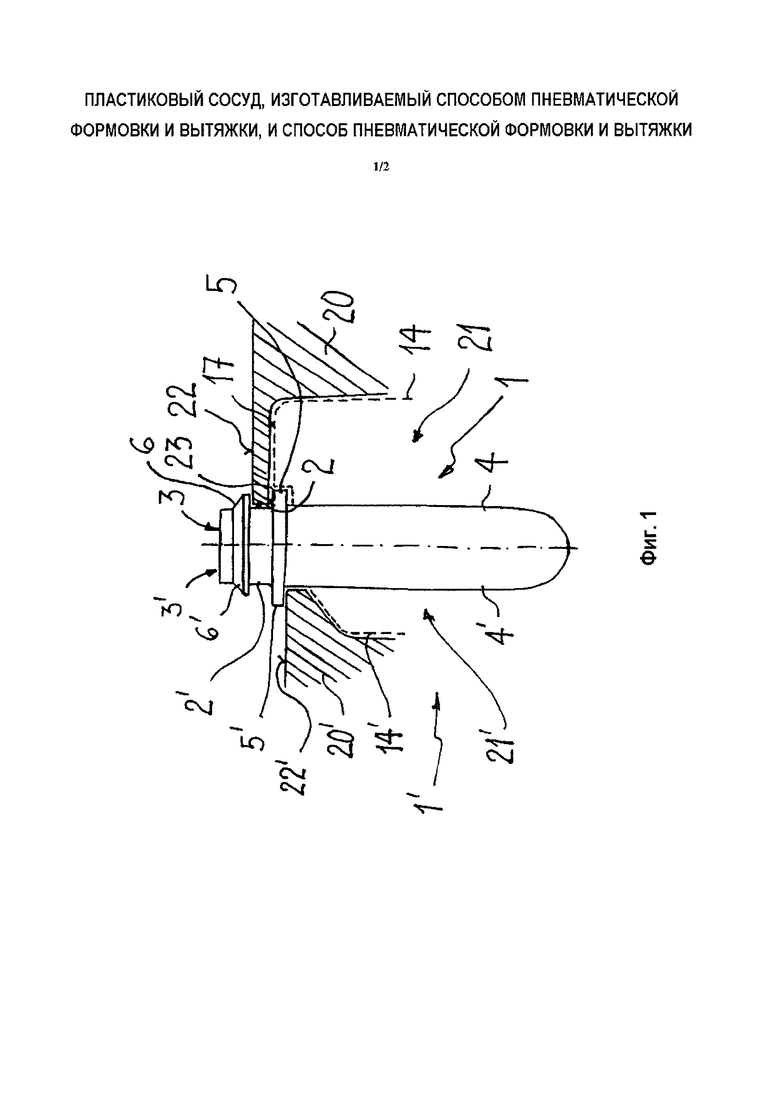
Фиг. 1 показывает вид преформы, введенной в представленный в разрезе вдоль оси инструмент для пневматической формовки для пояснения отличия способа пневматической формовки и вытяжки согласно изобретению от способа из уровня техники; и
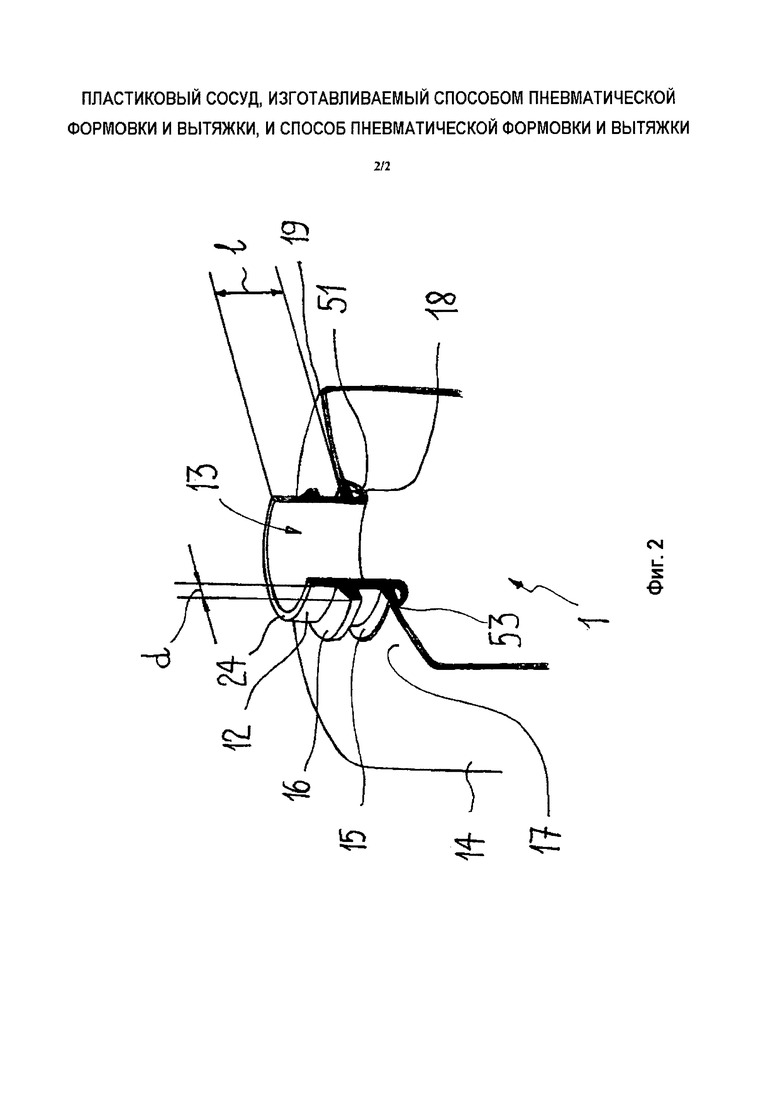
Фиг. 2 показывает вид в перспективе представленного в разрезе вдоль оси участка со стороны горлышка пластикового сосуда, изготовленного способом пневматической формовки и вытяжки согласно изобретению.
Схематичное представление на Фиг. 1 служит для пояснения отличия способа пневматической формовки и вытяжки, модифицированного согласно изобретению, от способа пневматической формовки и вытяжки из уровня техники. В частности, для этого на Фиг. 1 показана преформа, введенная в инструмент для пневматической формовки. При этом на левой половине Фиг. 1 показаны пропорции в способе пневматической формовки и вытяжки из уровня техники, в то время как на правой половине Фиг. 1 представлены пропорции для способа пневматической формовки и вытяжки согласно изобретению. Одинаковые компоненты или детали конструкции, соответственно, обозначены одинаковыми условными обозначениями, причем для лучшего различения условные обозначения для способа пневматической формовки и вытяжки из уровня техники дополнительно снабжены апострофом «'».
В левой половине Фиг. 1 показана преформа 1', которая введена в полость 21' формы инструмента 20' для пневматической формовки для способа пневматической формовки и вытяжки из уровня техники. Преформа 1', которая перед этим была изготовлена, например, способом литья под давлением или способом штамповки выдавливанием, имеет продолговатое тело 4' преформы, которое на одном конце длины выполнено закрытым. На другом конце длины примыкает горлышко 2' преформы, которое имеет отверстие 3'. Тело 4' преформы и горлышко 2' преформы отделены друг от друга так называемым опорным кольцом 5'. Опорное кольцо 5' выполнено выступающим по существу в радиальном направлении и по меньшей мере местами проходящим по окружности. Преформа 1', введенная в полость 21' формы инструмента 20' для пневматической формовки, обозначенного в разрезе, опирается своим опорным кольцом 5' на опору 22' инструмента 20' для пневматической формовки таким образом, что только тело 4' преформы расположено в полости 21' формы. Само опорное кольцо 5' находится снаружи полости 21' формы. Горлышко 2' преформы выступает над опорой 22' инструмента 20' для формовки вытягиванием и как правило более не подвергается формовке в процессе пневматической формовки и вытяжки. Горлышко 2' преформы, как показано, может быть выполнена с одним или более структурными элементами. Например, этот структурный элемент, как показано, выполнен в виде по существу радиально выступающего, по меньшей мере частично проходящего по окружности выступа 6'. Однако структурные элементы могут также быть выполнены в виде углублений в форме канавки, в виде участка резьбы, в виде углубленного или выступающего контура байонетного соединения и т.п. При этом также могут быть предусмотрены несколько структурных элементов различных видов в сочетании. Внутри полости 21' формы внешний контур тела 14' сосуда, подвергнутого пневматической формовке, обозначен пунктирной линией.
На правой половине Фиг. 1 показаны пропорции в соответствии со способом согласно изобретению. Преформа, введенная в полость 21 формы инструмента 20 для пневматической формовки, обозначена в общем позицией 1. Преформа 1 имеет продолговатое тело 4 преформы, которое на одном конце длины закрыто донышком преформы. На другом конце длины примыкает горлышко 2 преформы, имеющее отверстие 3. Тело 4 преформы и горлышко 2 преформы отделены друг от друга по существу радиально выступающим, по меньшей мере частично проходящим по окружности опорным кольцом 5. Преформа 1 опирается посредством выступа 6, который по существу радиально выступает наружу из горлышка 2 преформы и выполнен по меньшей мере частично проходящим по окружности, на опору 22 инструмента 20 для пневматической формовки. В отличие от пропорций в способе пневматической формовки и вытяжки из уровня техники, представленных в левой половине Фиг. 1, опорное кольцо 5 находится внутри полости 21 формы инструмента 20 для пневматической формовки. Например, в данном случае она граничит с ограничивающей полость 21 формы внутренней стенкой 23 инструмента 20 для пневматической формовки. При последующем расширении тела 4 преформы в осевом и радиальном направлении опорное кольцо 5 передувается таким образом, что участок, образующий плечики 17 сосуда, примыкает к опорному кольцу 5. Плечики 17 сосуда и тело 14 изготавливаемого таким способом пневматической формовки и вытяжки пластикового сосуда обозначены на правой половине Фиг. 1 пунктирной линией. Выступающее из полости 21 формы горлышко 2 преформы и выступающий из него в радиальном направлении выступ 6 более в общем не изменяются в процессе пневматической формовки и вытяжки и образуют горлышко сосуда.
После вытягивания в осевом направлении и расширения в радиальном направлении тела 1 преформы в пластиковый сосуд его извлекают из формы. Извлечение из формы и удаление прошедшего пневматическую формовку и вытяжку пластикового сосуда из инструмента 20 для пневматической формовки может выполняться, например, при помощи вакуумного устройства, распорного захвата или цангового захвата. Вакуумное устройство может, например, устанавливаться на краю отверстия горлышка сосуда или на радиально выступающем выступе 6. Распорный захват вводится через отверстие в горлышке сосуда и расширяется. Цанговый захват захватывает внешнюю стенку горлышка сосуда.
На Фиг. 2 показан вид в перспективе представленного в разрезе вдоль оси пластикового сосуда 11, изготовленного способом пневматической формовки и вытяжки, согласно изобретению с видом на горлышко 12 сосуда и отверстие 13 сосуда. Отверстие 13 сосуда в осевом направлении ограничено краем 24 отверстия, который может служить уплотняющей поверхностью для не показанной здесь крышки. Плечики 17 сосуда образованы первым участком 18 плечиков и вторым участком 19 плечиков, которые соединены друг с другом как одно целое. Первый участок 18 плечиков с нижней стороны опорного кольца непосредственно граничит с горлышком 12 сосуда. Первый участок 18 плечиков проходит в радиальном направлении непосредственно смежно с нижней стороной опорного кольца, однако не соединено с ней неразъемным соединением. На радиальной периферии 53 опорного кольца 5 первый участок 18 плечиков выполнен ступенчато выступающим по отношению ко второму участку 19 плечиков. Второй участок 19 плечиков проходит в радиальном направлении с соединением с радиальной периферией 53 опорного кольца 5 до тела 14 сосуда. Между радиальной периферией 53 опорного кольца 5 и вторым участком 19 плечиков может быть выполнена проходящая по окружности щель. В альтернативном примерном варианте выполнения второй участок 19 плечиков примыкает непосредственно к радиальной периферии 53 опорного кольца 5 таким образом, что щель не выполнена. Кроме того, ступенчатый подъем первого участка 18 плечиков может быть выполнен таким образом, что переход ко второму участку 19 плечиков выступает по отношению к опорному кольцу 5 в осевом направлении, т.е. имеет небольшое расстояние в осевом направлении от края 24 отверстия в качестве верхней стороны опорного кольца 5.
В другом альтернативном варианте выполнения опорное кольцо 15 может бесступенчато переходить в плечики 17 сосуда или оно выполнено как одно целое с плечиками 17 сосуда. К плечикам 17 сосуда примыкает тело 14 сосуда. Горлышко 12 сосуда, которое по существу уже определено горлышком преформы, проходит над опорным кольцом 15. Оно имеет длину 1, измеряемую от опорного кольца 15 до края 24 отверстия 13 сосуда, которая больше или равна 2 мм. По существу радиальный выступ, который выступает из горлышка 12 сосуда, имеет радиальную протяженность d, которая может составлять 0,5 мм и более, и до 15 мм. Как показано, радиальный выступ 16 может быть расположен между опорным кольцом 15 и краем отверстия 13 сосуда. В зависимости от формы горлышка преформы, из которой пневматической формовкой и вытяжкой изготавливается пластиковый сосуд 11, горлышко 12 сосуда может иметь выполненные по-разному структурные элементы. Вместо показанного на Фиг. 2 радиального выступа 16 эти структурные элементы также могут быть выполнены в виде углублений в форме канавки или участков резьбы, в виде углубленного или выступающего контура байонетного соединения и т.п. Также могут иметься несколько структурных элементов, выполненных по-разному, в сочетании.
В пластиковом сосуде 11 согласно изобретению опорное кольцо 15 передуто и образует с участком 17 плечиков практически одну часть. Опорное кольцо 15, которое в других случаях в известных пластиковых сосудах доминантно выступает по отношению к горлышку сосуда, таким образом образует компонент участка 17 плечиков пластикового сосуда 11. Таким образом опорное кольцо 15 более не создает помех для установки, например, приспособления для закрывания и/или выливания. При том, что опорное кольцо 15 практически интегрировано в участок 17 плечиков, его радиальное выступание по отношению к горлышку 12 сосуда не играет роли. Таким образом могут быть изготовлены пластиковые сосуды 11, которые имеют горлышко 12 сосуда с очень малым диаметром, однако очень длинное тело 14 сосуда. Поскольку радиальное выступание опорного кольца 15 в уже прошедшем процесс пневматической формовки и вытяжки пластиковом сосуде 11 практически более не играет роли, для изготовления таких пластиковых сосудов могут использоваться преформы, которые имеют, соответственно, горлышко преформы с малым диаметром, однако снабжены опорным кольцом с очень большим радиальным выступом. Это позволяет присоединить тело преформы, которое по длине не отличается от обычных тел преформы, однако имеет значительно больший внешний диаметр. Соответственно, тело преформы также содержит намного больше пластикового материала, который доступен для последующего процесса вытягивания в осевом и продольном направлении. Таким образом могут быть достигнуты оптимальные продольные коэффициенты растяжения и общие коэффициенты растяжения также у пластиковых сосудов 11 с малым диаметром горлышка и длинным телом 14 сосуда. В частности, при выполнении способа учитывается то, что продольный коэффициент растяжения, например, равен или более 1,8. Общий коэффициент растяжения, который определяется как произведение продольного коэффициента растяжения и радиального коэффициента растяжения, при необходимости имеет значение 8-14.
Описан пластиковый сосуд (11), изготавливаемый способом пневматической формовки и вытяжки, с телом (14) сосуда, которое закрыто донышком сосуда, и с горлышком (12) сосуда, которое через область (17) плечиков примыкает к телу (14) сосуда, который имеет отверстие (13) сосуда. Тело (14) сосуда и горлышко (12) сосуда отделены друг от друга по существу радиально выступающим, по меньшей мере местами проходящим по окружности опорным кольцом (15), которое имеет нижнюю сторону (51) опорного кольца. Область (17) плечиков имеет проходящий непосредственно смежно с нижней стороной (51) опорного кольца первый участок (18) плечиков и соединенный как одно целое с первым участком (18) плечиков второй участок (19) плечиков, который по существу радиально примыкает к опорному кольцу (5). Также описан способ пневматической формовки и вытяжки, в котором опорное кольцо преформы, введенной в полость формы инструмента для пневматической формовки, передувается при радиальном и осевом расширении преформы. 2 н. и 23 з.п. ф-лы, 2 ил.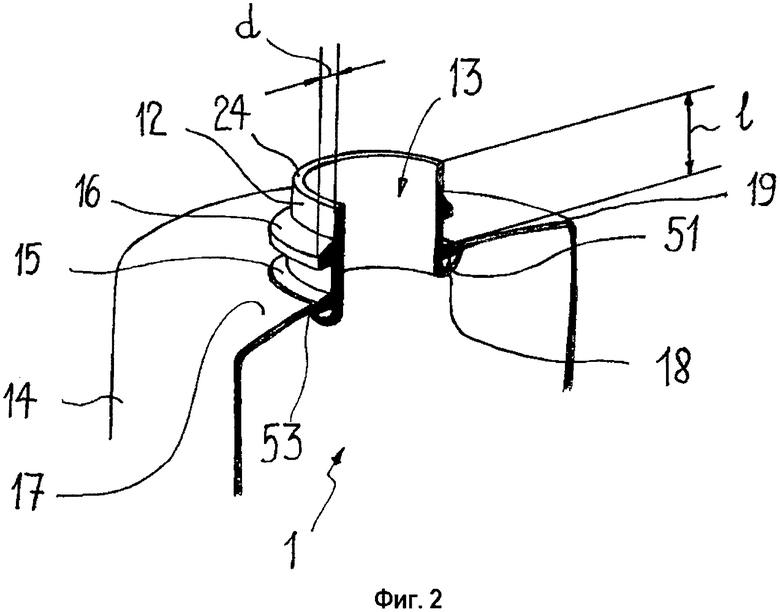
1. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, с телом (14) сосуда, которое закрыто донышком сосуда, и с горлышком (12) сосуда, примыкающим к области (17) плечиков тела (14) сосуда, которое имеет отверстие (13) сосуда, причем тело (14) сосуда и горлышко (12) сосуда отделены друг от друга по существу радиально выступающим, по меньшей мере местами проходящим по окружности опорным кольцом (15), которое имеет обращенную в направлении донышка сосуда нижнюю сторону (51) опорного кольца, отличающийся тем, что область (17) плечиков имеет первый участок (18) плечиков и соединенный с первым участком (18) плечиков как одно целое второй участок (19) плечиков, причем первый участок (18) плечиков сначала проходит неизменно в своей ориентации в направлении донышка сосуда, а затем радиально проходит по существу параллельно опорному кольцу (15) таким образом, что он переходит во второй участок (19) плечиков, который по существу радиально примыкает к периферийному краю опорного кольца (15), с поднимающейся ступенькой.
2. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1, отличающийся тем, что первый участок (18) плечиков имеет по существу ступенчатый переход и проходит в радиальном направлении смежно с нижней стороной (51) опорного кольца по существу параллельно опорному кольцу (15) и ступенчато переходит во второй участок (19) плечиков на периферийной окружности (52) опорного кольца.
3. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что первый участок (18) плечиков граничит с нижней стороной (51) опорного кольца.
4. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что на переходе от опорного кольца (15) ко второму участку (19) плечиков выполнена ступенька, на которой второй участок
(19) плечиков выступает в осевом направлении по отношению к опорному кольцу (15).
5. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 3, отличающийся тем, что на переходе от опорного кольца (15) ко второму участку (19) плечиков выполнена ступенька, на которой второй участок (19) плечиков выступает в осевом направлении по отношению к опорному кольцу (15).
6. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 4, отличающийся тем, что опорное кольцо (15) утоплено в область (17) плечиков.
7. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 5, отличающийся тем, что опорное кольцо (15) утоплено в область (17) плечиков.
8. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что второй участок (19) плечиков по меньшей мере местами удален от опорного кольца (15).
9. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что второй участок (19) плечиков примыкает к опорному кольцу (15) по существу без перехода.
10. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 3, отличающийся тем, что второй участок (19) плечиков примыкает к опорному кольцу (15) по существу без перехода.
11. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что горлышко (12) сосуда имеет протяженность (1) в осевом направлении, измеряемую от опорного кольца (15) до края отверстия, окружающего отверстие (13) сосуда, которая равна или более 2 мм.
12. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 3, отличающийся тем, что горлышко (12) сосуда имеет протяженность (1) в осевом направлении, измеряемую от опорного кольца (15) до края
отверстия, окружающего отверстие (13) сосуда, которая равна или более 2 мм.
13. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что горлышко (12) сосуда имеет по меньшей мере один по меньшей мере местами проходящий по окружности структурный элемент, посредством которого пластиковый сосуд (11) может закрепляться в инструменте (20) для пневматической формовки.
14. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 3, отличающийся тем, что горлышко (12) сосуда имеет по меньшей мере один по меньшей мере местами проходящий по окружности структурный элемент, посредством которого пластиковый сосуд (11) может закрепляться в инструменте (20) для пневматической формовки.
15. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 13, отличающийся тем, что структурный элемент представляет собой выступ (16), выступающий по существу радиально.
16. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 15, отличающийся тем, что радиально выступающий выступ (16) имеет протяженность (d) в радиальном направлении, которая составляет от 0,5 мм до 15 мм.
17. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что он изготовлен из полиэтилентерефталата и имеет продольный коэффициент растяжения, который равен или более 1,8.
18. Пластиковый сосуд, изготавливаемый способом пневматической формовки и вытяжки, по п. 1 или 2, отличающийся тем, что тело (14) сосуда имеет сечение, отличное от формы круга.
19. Способ пневматической формовки и вытяжки для изготовления пластикового сосуда (11) по одному из предшествующих пунктов из преформы (1), которая имеет продолговатое тело (4) преформы, один конец длины которого закрыт донышком преформы, и к другому концу длины которого примыкает горлышко (2) преформы, причем тело (4) преформы и
горлышко (2) преформы отделены друг от друга по существу радиально выступающим опорным кольцом (5), которое выполнено по меньшей мере местами проходящим по окружности и имеет нижнюю сторону (51) опорного кольца, отличающийся тем, что преформу (1) таким образом вводят в полость (21) формы инструмента (20) для пневматической формовки, что опорное кольцо (5) находится внутри полости (21) формы, что тело (4) преформы вытягивается в осевом направлении посредством по меньшей мере одного вытяжного стержня, и расширяется в осевом и радиальном направлениях посредством газа, нагнетаемого под избыточным давлением, таким образом, что формируется область (17) плечиков изготовленного пластикового сосуда (11), которая имеет первый участок (18) плечиков и соединенный с ним как одно целое второй участок (19) плечиков, причем первый участок (18) плечиков сформирован таким образом, что он сначала проходит в направлении донышка сосуда и затем радиально проходит по существу параллельно нижней стороне (51) опорного кольца, переходя затем с поднимающейся ступенькой во второй участок (19) плечиков, который по существу радиально примыкает к периферийному краю опорного кольца (5; 15), и что уже прошедший процесс пневматической формовки и вытяжки пластиковый сосуд (11) извлекают из полости (21) формы инструмента (20) для пневматической формовки.
20. Способ пневматической формовки и вытяжки по п. 19, отличающийся тем, что тело (4) преформы расширяется в радиальном направлении таким образом, что опорное кольцо (5; 15) выполнено как единое целое со вторым участком (19) плечиков.
21. Способ пневматической формовки и вытяжки по п. 19 или 20, отличающийся тем, что преформу (1), введенную в полость (21) формы инструмента (20) для пневматической формовки удерживают с геометрическим замыканием.
22. Способ пневматической формовки и вытяжки по п. 21, отличающийся тем, что фиксация преформы (1) с геометрическим замыканием в инструменте (20) для пневматической формовки выполняется посредством по меньшей мере одного структурного элемента, проходящего по меньшей мере местами по окружности горлышка (2) преформы, который взаимодействует с
соответствующими удерживающими средствами в инструменте (20) для пневматической формовки.
23. Способ пневматической формовки и вытяжки по п. 22, отличающийся тем, что фиксация с геометрическим замыканием осуществляется посредством выступа (6), по существу радиально выступающего из горлышка (2) преформы, который опирается на соответствующую опору (22) инструмента (20) для формовки вытягиванием.
24. Способ пневматической формовки и вытяжки по п. 19 или 20, отличающийся тем, что извлечение из формы и удаление прошедшего процесс пневматической формовки и вытяжки пластикового сосуда (11) из полости (21) формы инструмента (20) для пневматической формовки осуществляется при помощи вакуумного устройства, распорного захвата или цангового захвата.
25. Способ пневматической формовки и вытяжки по п. 19 или 20, отличающийся тем, что способ пневматической формовки и вытяжки является двухступенчатым, при этом в способе, разделенном на отделенные друг от друга во временном и/или пространственном отношении производственные процессы, преформу, изготовленную, например, способом литья под давлением, способом штамповки выдавливанием или способом экструзионного выдувания сначала вновь нагревают до требуемой величины и после этого подвергают пневматической формовке и вытяжке в устройстве для пневматической формовки и вытяжки для получения желаемого пластикового сосуда.
| Автоматическая установка для производства многокомпонентных пищевых смесей | 1986 |
|
SU1403028A1 |
| EP 1488911 A1, 22.12.2004 | |||
| СПОСОБ ЗАДЕЛКИ ПРОКОРРОДИРОВАННЫХ ДЕФЕКТОВ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2131344C1 |
| US 2012118849 A1, 17.05.2012. | |||

