Изобретение относится к измерительной технике и может быть использовано в машиностроении, преимущественно для измерения параметров пазов на торцах втулок.
Известен способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по центрирующим пальцам путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов (RU №2240499, G01B 5/24, 2004 г.).
Однако известным способом нельзя измерять параметры паза, расположенного на торце втулки.
Наиболее близким по технической сущности является способ измерения параметров паза на торце вала, заключающийся в том, что устанавливают корпус с отсчетной головкой и двумя установочными пальцами на торец вала, размещая установочные пальцы в измеряемом пазу и обеспечивая касание измерительного щупа с наружной цилиндрической поверхностью вала в первой ее точке, выверяют взаимное угловое положение корпуса и вала путем возвратно-поворотных движений корпуса, добиваясь касания установочных пальцев с первой боковой поверхностью измеряемого паза, расположенной с первой точкой касания измерительного щупа по одну сторону от оси упомянутого паза, снимают первый отсчет, смещают корпус по торцу вала в направлении ширины измеряемого паза до касания установочных пальцев со второй боковой поверхностью упомянутого паза, снимают второй отсчет, переустанавливают с поворотом на 180° корпус, добиваясь касания измерительного щупа с наружной цилиндрической поверхностью вала во второй точке, расположенной диаметрально противоположно ее первой точке, повторяют выверку взаимного углового положения, добиваясь касания установочных пальцев со второй боковой поверхностью измеряемого паза, снимают третий отсчет, определяют ширину упомянутого паза по разнице первых двух отсчетов и с учетом диаметра установочных пальцев, а отклонение от симметричности - по полуразнице первого и третьего отсчетов (RU №2496097, G01B 5/24, 2013 г.).
Однако указанный способ позволяет измерять параметры паза, выполненного на торце вала, и не позволяет измерять параметры паза, расположенного на торце втулки.
Технической проблемой изобретения является разработка способа измерения отклонения ширины и отклонения от симметричности паза, выполненного на торце втулки.
Техническим результатом изобретения является повышение производительности измерений.
Указанная проблема и технический результат достигаются тем, что в способе измерения параметров паза на торце втулки устанавливают корпус с отсчетными головками и двумя центрирующими пальцами на торец втулки, выверяют взаимное угловое положение корпуса и втулки путем возвратно-поворотных движений корпуса, снимают первый отсчет, переустанавливают с поворотом на 180° корпус, повторяют выверку взаимного углового положения, снимают второй отсчет, определяют отклонение от симметричности паза по полуразнице отсчетов и отклонение от настроенного значения ширины паза. Согласно изобретению при установке и переустановке корпуса размещают центрирующие пальцы в отверстии втулки и измерительные щупы в пазу, при выверках взаимного углового положения обеспечивают касания центрирующих пальцев с отверстием втулки, а измерительных щупов - с боковыми поверхностями паза, причем при выверке после установки обеспечивают касание измерительных щупов с первой боковой поверхностью паза, а при выверке после переустановки - со второй боковой поверхностью данного паза, кроме того, при выверках добиваются выравнивания показаний отсчетных головок, отклонение от симметричности паза определяют по полуразнице двух отсчетов, а отклонение ширины паза - по сумме двух отсчетов.
Таким образом, в предлагаемом способе установку и выверку выполняют при иных условиях, исключено смещение корпуса по торцу вала в направлении ширины измеряемого паза, по иному определяют отклонение ширины паза, что в совокупности обеспечивает измерение параметров паза на торце втулки и достижение при этом повышения производительности измерений.
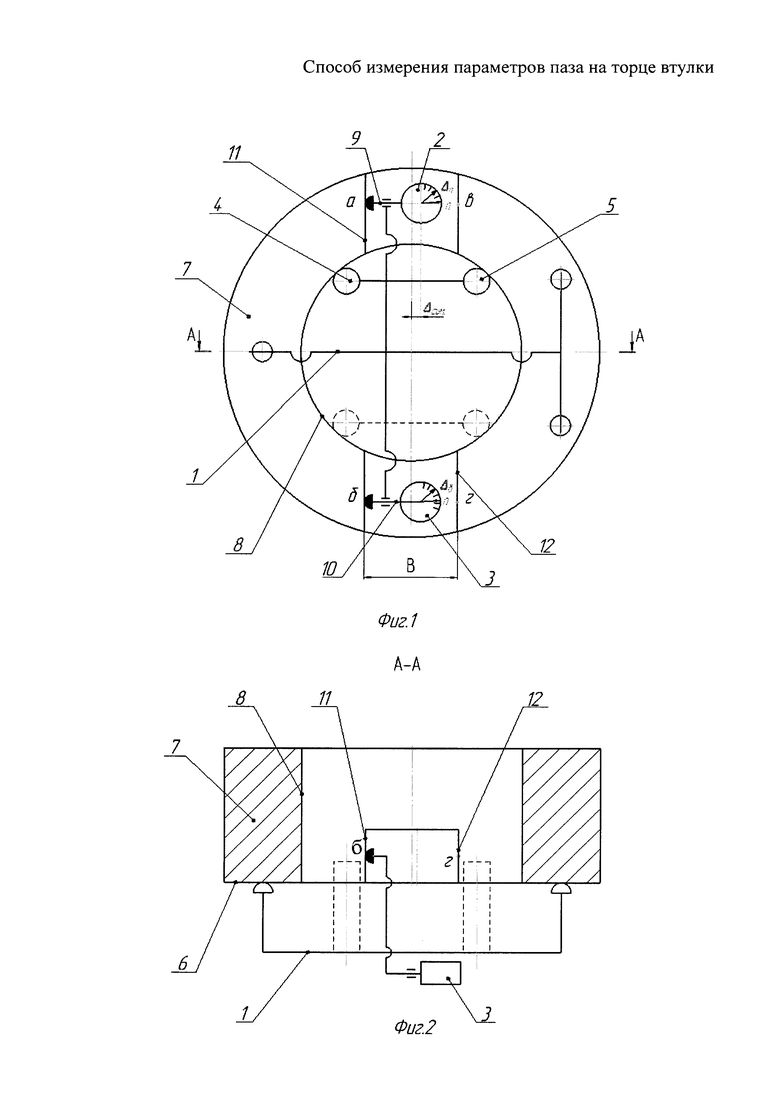
На фиг. 1 представлена схема измерения указанным способом, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
Корпус 1 с двумя отсчетными головками 2 и 3 и двумя центрирующими пальцами 4 и 5 устанавливают на торец 6 втулки 7, размещая центрирующие пальцы 4 и 5 в отверстии 8 втулки 7 и измерительные щупы 9 и 10 в измеряемом пазу. Выверяют взаимное угловое положение корпуса 1 и втулки 7 путем возвратно-поворотных движений упомянутого корпуса, обеспечивая касания центрирующих пальцев 4 и 5 с отверстием 8 втулки 7 и измерительных щупов 9 и 10 с первой боковой поверхностью 11 измеряемого паза соответственно в точках а и б. При этой выверке добиваются выравнивания показаний Δа и Δб отсчетных головок соответственно 2 и 3. Снимают первый отсчет Δ1=Δа. Переустанавливают с поворотом на 180° корпус 1, размещая центрирующие пальцы 4 и 5 в отверстии 8 втулки 7 и измерительные щупы 9 и 10 в измеряемом пазу. Повторяют выверку взаимного углового положения, обеспечивая касания центрирующих пальцев 4 и 5 с отверстием 8 втулки 7 и измерительных щупов 9 и 10 со второй боковой поверхностью 12 измеряемого паза в точках г и в, добиваясь выравнивания показаний Δг=Δв соответственно отсчетных головок 2 и 3. Снимают второй отсчет Δ2=Δг. Определяют отклонение Δ от настроенного значения ширины В упомянутого паза по формуле: Δ=Δ1+Δ2, где Δ1 - первый отсчет, Δ2 - второй отсчет. Определяют отклонение от симметричности паза Δсим. относительно оси отверстия по формуле: Δсим.=(Δ1-Δ2)/2.
Таким образом, измеряют отклонения от симметричности и ширины паза на торце втулки.
Способ может быть использован на машиностроительных предприятиях при измерении параметров паза на торце втулки.
Изобретение относится к измерительной технике, в частности к способам измерения ширины и отклонения расположения паза, выполненного на торце втулки. Корпус с двумя отсчетными головками и двумя центрирующими пальцами устанавливают на торец втулки, размещая упомянутые пальцы в отверстии втулки и измерительные щупы в измеряемом пазу. Выверяют взаимное угловое положение корпуса и втулки путем возвратно-поворотных движений корпуса, обеспечивая касания центрирующих пальцев с отверстием втулки и измерительных щупов с первой боковой поверхностью измеряемого паза, добиваясь выравнивания показаний отсчетных головок. Снимают первый отсчет. Переустанавливают с поворотом на 180° корпус, размещая центрирующие пальцы в отверстии втулки и измерительные щупы в измеряемом пазу. Повторяют выверку взаимного углового положения, обеспечивая касания центрирующих пальцев с отверстием втулки и измерительных щупов со второй боковой поверхностью измеряемого паза, добиваясь выравнивания показаний отсчетных головок. Снимают второй отсчет. Определяют отклонение от настроенного значения ширины измеряемого паза по сумме двух отсчетов, а отклонение от его симметричности относительно оси отверстия - по полуразнице упомянутых отсчетов. Технический результат - повышение производительности измерений. 2 ил.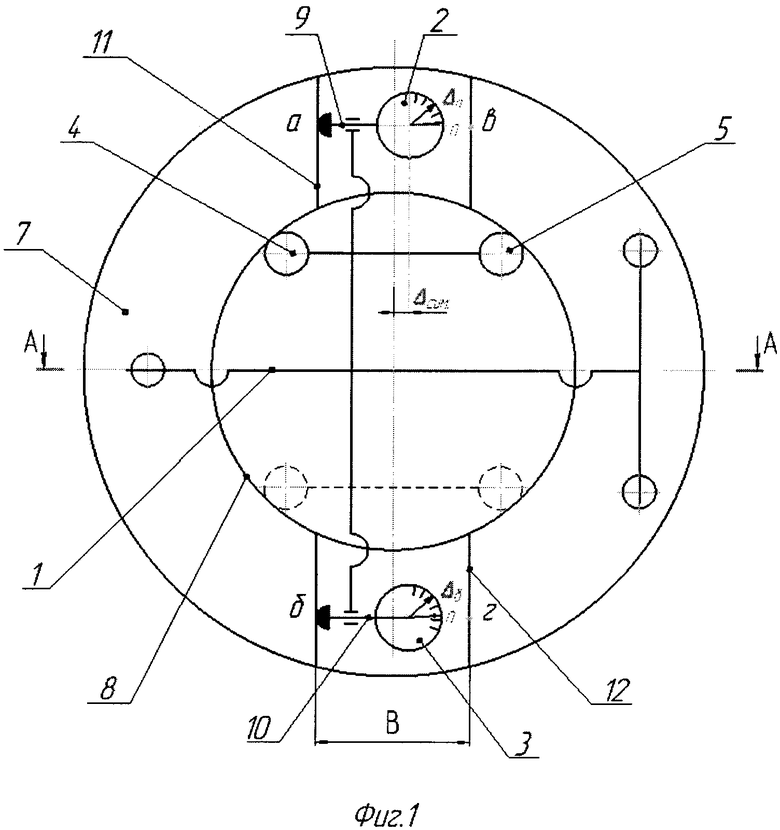
Способ измерения параметров паза на торце втулки, заключающийся в том, что устанавливают корпус с отсчетными головками и двумя центрирующими пальцами на торец втулки, выверяют взаимное угловое положение корпуса и втулки путем возвратно-поворотных движений корпуса, снимают первый отсчет, переустанавливают с поворотом на 180° корпус, повторяют выверку взаимного углового положения, снимают второй отсчет, определяют отклонение от симметричности паза по полуразнице отсчетов и отклонение от настроенного значения ширины паза, отличающийся тем, что при установке и переустановке корпуса размещают центрирующие пальцы в отверстии втулки и измерительные щупы в пазу, при выверках взаимного углового положения обеспечивают касания центрирующих пальцев с отверстием втулки, а измерительных щупов - с боковыми поверхностями паза, причем при выверке после установки обеспечивают касание измерительных щупов с первой боковой поверхностью паза, а при выверке после переустановки - со второй боковой поверхностью данного паза, кроме того, при выверках добиваются выравнивания показаний отсчетных головок, отклонение от симметричности паза определяют по полуразнице двух отсчетов, а отклонение ширины паза - по сумме двух отсчетов.
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПАЗА НА ТОРЦЕ ВАЛА | 2012 |
|
RU2496097C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ | 2003 |
|
RU2240499C1 |
| СПОСОБ РЕГЕНЕРАЦИИ РЕЗИНЫ | 2020 |
|
RU2770045C2 |
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |

