Настоящее изобретение предлагает виниловые напольные покрытия.
Как правило, виниловые напольные покрытия можно изготавливать двумя различными способами. Первый способ включает стадии, на которых изготавливается каландрированный связный лист из поливинилхлорида (ПВХ), который имеет регулируемую толщину и затем ламинируется на подложечный материал, например, как описывает патентная заявка США № US 2008/0193697 A1. Поскольку каландрированный лист из ПВХ уже представляет собой связный материал, подложечный материал обычно не подвергается обработке при повышенных температурах, и напряжения, воздействующие на подложку, как правило, являются относительно низкими.
Второй способ изготовления виниловых напольных покрытий включает стадии, на которых изготавливается ПВХ пластизоль, и этим ПВХ пластизолем пропитывается материал носителя. После пропитывания материала носителя ПВХ пластизоль подвергается гелеобразованию при повышенной температуре, и получается связный слой ПВХ.
Например, амортизированное виниловое напольное покрытие можно изготавливать нанесением несколько слоев на основе ПВХ на материал носителя, причем каждый слой ПВХ имеет свою собственную функцию.
Носитель пропитывается слоем ПВХ пластизоля, который подвергается гелеобразованию при повышенной температуре, как правило, в интервале от 140°C до 170°C, причем пропитанный носитель находится в контакте с поверхностью горячего (металлического) валика. После этого вспенивающийся слой ПВХ пластизоля, в котором содержится пенообразующее вещество, наносится на превращающийся в гель пропитанный слой, который затем также подвергается гелеобразованию при повышенной температуре.
Желательные красочные изображения наносятся на превращенный в гель вспенивающийся слой с использованием печатных устройств. Поверх этого печатного слоя наносится слой бесцветного прозрачного ПВХ пластизоля, который образует слой износа, и повторно осуществляется гелеобразование при повышенной температуре. На нижнюю сторону можно наносить подложечный слой вспенивающегося ПВХ пластизоля, который содержит в относительно большом количестве пенообразующее вещество. Пенообразующие вещества в ПВХ пластизоле вспенивающегося слоя и подложечном слое активируются на стадии отверждения при температуре, превышающей температуры гелеобразования и находящейся, как правило, в интервале от 170°C до 230°C, чтобы вспенивался и отверждался ПВХ во вспенивающемся слое и в подложечном слое, и получалось амортизированное виниловое напольное покрытие.
Амортизированное виниловое напольное покрытие, включающее нетканый носитель, который составляют термопластические волокна, известно, например, из французского патента № FR 2013722 A1 и международной патентной заявки WO2005/118947 A1. Такой нетканый носитель, который составляют термопластические волокна, придает повышенную устойчивость к разрыву и гибкость амортизированному виниловому напольному покрытию по сравнению носителями на основе нетермопластических волокон.
Французский патент № FR 2013722 A1 описывает нетканый материал, состоящий из нейлоновых (полиамидных) волокон и имеющий винилхлоридное покрытие, который является пригодным для использования в качестве напольного покрытия. Этот нетканый материал соединяют водородные связи в точках пересечения волокон.
Международная патентная заявка № WO2005/118947 A1 описывает нетканый носитель, в котором нетканый материал составляют различные полимеры, и нетканый носитель термически соединяется полимером, источником которого являются волокна, содержащиеся в нетканом носителе.
Патент США № US 3968290 A описывает ПВХ напольное покрытие, включающее высококачественное упругое подложечное полотно, которое лишь частично пропитано поливинилхлоридом.
Китайский патент № CN 201011108 Y описывает ПВХ спортивное напольное покрытие, включающее носитель, который составляют стеклотканевая сетка и изготовленный из сложнополиэфирного штапельного волокна нетканый материал, прикрепленный к стеклотканевой сетке слоем связующего материала.
Однако, согласно наблюдениям, виниловые напольные покрытия, включающие нетканый носитель, который составляют термопластические волокна, в течение обработки в процессе изготовления винилового напольного покрытия могут образовывать складки, которые проходят преимущественно в машинном направлении винилового напольного покрытия, и в результате этого, в зависимости от количества и величины этих складок, получаются низкокачественные виниловые напольные покрытия или даже бракованные изделия, представляющие собой отходы,
Задача настоящего изобретения заключается в том, чтобы предложить виниловое напольное покрытие, включающее материал носителя, включающий нетканый слой, содержащий термопластические волокна, который проявляет нулевое, или, по меньшей мере, меньшее количество поверхностных дефектов, которые могут включать складки или дефекты печати, возникающие в результате неровной поверхности.
Задачу настоящего изобретения решает виниловое напольное покрытие в соответствии с пунктом 1 формулы изобретения.
Присутствие сетки в носителе для винилового напольного покрытия предотвращает или, по меньшей мере, уменьшает образование складок, которые проходят в машинном направлении винилового напольного покрытия. Считается, что присутствие сетки уменьшает растяжение в машинном направлении нетканого волокнистого слоя, содержащего термопластические волокна носителя, которое образуется в результате высоких напряжений, возникающих в процессе изготовления винилового напольного покрытия. Поскольку сетка уменьшает растяжение в машинном направлении, нетканый волокнистый слой будет проявлять в меньшей степени сжатие и/или усадку в перпендикулярном машинному направлении. Считается, что складки в нетканом волокнистом слое возникают вследствие локальной изменчивости свойств растяжения при напряжении при неоднородностях в регулярности массы нетканого волокнистого слоя.
Согласно варианту осуществления, виниловое напольное покрытие представляет собой амортизированное виниловое напольное покрытие.
В рамках настоящего изобретения термин «носитель» или «материал носителя» следует понимать как означающий материал, который является подходящим для пропитывания ПВХ пластизолем.
Термин «подложка» или «подложечный материал» следует понимать как означающий материал, который является подходящим для ламинирования с каландрированным связным листом ПВХ. Подложка прикрепляется на лист ПВХ.
Общее требование к носителям для (амортизированных) виниловых напольных покрытий представляет собой достаточную регулярность поверхности, т. е. достаточно равная толщина по всей поверхности носителя, что является обязательным для регулярного нанесения пропитывающего слоя по всей ширине носителя. Кроме того, требуется достаточно открытая структура для равномерного проникновения ПВХ пластизоля в объеме носителя, что обеспечивает достаточное сопротивление расслаиванию между верхними слоями и вспененным подложечным слоем. С другой стороны, структура материала носителя не должна быть чрезмерно открытой, чтобы предотвращать падение ПВХ пластизоля сквозь носитель до того, как ПВХ превращается в гель в составе связного ПВХ материала.
Согласно одному варианту осуществления винилового напольного покрытия, в процессе изготовления винилового напольного покрытия нетканый волокнистый слой и сетку носителя можно изготавливать как два отдельных слоя, при том условии, что в процессе изготовления винилового напольного покрытия напряжения воздействуют на все слои носителя.
Носитель может включать один или несколько дополнительных слоев, причем в качестве каждого слоя выбирается нетканый волокнистый слой и/или сетка, например, чтобы улучшить однородность массы носителя и/или дополнительно уменьшить усадку и/или сжатие в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе.
Предпочтительно нетканый волокнистый слой и сетка, а также необязательные дополнительные слои изготавливаются как единый цельный носитель, в котором сетка и нетканый волокнистый слой (и необязательные дополнительные слои) прикрепляются друг к другу, образуя цельный носитель. Присоединение сетки и нетканого волокнистого слоя друг к другу можно осуществлять, используя любой известный подходящий способ, такой как, например, способ, в котором используется связующее вещество, такое как клей, и/или горячий расплав, или термическое соединение, такое как соединение горячим воздухом или каландрирование, и/или способы механического соединения, такие как сшивание, механическое прокалывание иглой и/или сплетение текучей средой, например, гидросплетение. Термин «присоединенный» следует понимать как означающий также ситуацию, в которой сетка располагается (внедряется) между двумя неткаными волокнистыми слоями, причем нетканые волокнистые слои прикрепляются друг к другу посредством отверстий в сетке любым подходящим способом, и, таким образом, соединяются в одно целое основные и уточные нити сетки посредством инкапсулирования волокнами двух нетканых волокнистых слоев, прикрепленных друг к другу.
Предпочтительно, нетканый волокнистый слой и сетка цельного носителя прикрепляются друг к другу способами термического соединения и/или механического соединения таким образом, что не требуется нанесение дополнительного связующего вещества, и получается не содержащий связующего вещества носитель. Для нанесения связующего вещества требуются дополнительные устройства и дополнительные исходные материалы.
Предпочтительнее нетканый волокнистый слой и сетка цельного носителя прикрепляются друг к другу посредством термического соединения таким образом, что применение способов механического соединения не требуется. Способы механического соединения по своей природе создают риск повреждения сетки. Предпочтительно нетканый волокнистый слой и сетка цельного носителя прикрепляются друг к другу только посредством термического соединения.
Согласно варианту осуществления, в сетке, содержащейся в носителе, содержится в качестве основных нитей высокомодульная пряжа, такая как, например, стеклянная пряжа, арамидная пряжа или углеродная пряжа и/или другая высокомодульная пряжа или любая соответствующая комбинация, которая способна выдерживать температуры, возникающие в процессе изготовления винилового напольного покрытия. Предпочтительно в сетке содержится стеклянная пряжа в качестве основных нитей. Предпочтительно все основные нити в сетке представляет собой высокомодульная пряжа, предпочтительнее все основные нити в сетке представляет собой стеклянная пряжа. Высокомодульная пряжа имеет модуль упругости, составляющий, по меньшей мере, 25 ГПа, предпочтительно, по меньшей мере, 40 ГПа, предпочтительнее, по меньшей мере, 50 ГПа и наиболее предпочтительно, по меньшей мере, 75 ГПа.
Тип и количество высокомодульной пряжи, содержащейся в качестве основных нитей в сетке, выбирается таким образом, что модуль упругости сетки, который определяется под нагрузкой при относительном удлинении 2% (LASE 2%), составляет, по меньшей мере, 50 Н/5 см, в соответствии со стандартом EN29073-3 (08-1992), причем скорость зажимов составляет 200 мм/мин. Предпочтительно, модуль упругости сетки составляет, по меньшей мере, 100 Н/5 см, предпочтительнее, по меньшей мере, 200 Н/5 см и наиболее предпочтительно, по меньшей мере, 250 Н/5 см.
Согласно варианту осуществления, в качестве уточных нитей в сетке содержится высокомодульная пряжа, такая как, например, стеклянная пряжа, арамидная пряжа или углеродная пряжа и/или другая высокомодульная пряжа или любая соответствующая комбинация, которая способна выдерживать температуры, возникающие в процессе изготовления амортизированного винилового напольного покрытия. Все уточные нити в сетке может представлять собой высокомодульная пряжа, такая как стеклянная пряжа.
В рамках настоящего изобретения следует понимать, что термин «волокна» означает как штапельные волокна, так и непрерывные волокна. Штапельные волокна представляют собой волокна, которые имеют относительно короткую заданную длину в интервале от 2 до 200 мм. Непрерывные волокна представляют собой волокна, имеющие длину, которая составляет более чем 200 мм, предпочтительно более чем 500 мм, предпочтительнее более чем 1000 мм. Волокна могут быть даже практически бесконечными, например, когда они изготавливаются в процессе непрерывной экструзии и прядения волокна через прядильное отверстие в фильере.
Волокна могут иметь поперечное сечение любой формы, в том числе такой как круглая, трехдольчатая, многодольчатая или прямоугольная, причем в последнем случае различаются ширина и высота, и ширина может быть значительно больше, чем высота, таким образом, что, согласно данному варианту осуществления, волокно представляет собой ленту. Кроме того, вышеупомянутые волокна могут представлять собой однокомпонентные, двухкомпонентные или даже многокомпонентные волокна.
Согласно варианту осуществления, волокна в нетканом волокнистом слое имеют линейную плотность в интервале от 1 до 25 дтекс, предпочтительно в интервале от 2 до 20 дтекс, предпочтительнее в интервале от 5 до 15 дтекс и наиболее предпочтительно в интервале от 5 до 10 дтекс, чтобы обеспечивалась технологическая устойчивость и массовая регулярность носителя, и одновременно сохранялась достаточная открытость структуры для равномерного проникновения ПВХ пластизоля через носитель. Единицей «дтекс» определяется линейная плотность волокон, т. е. масса в граммах, которую имеет волокно длиной 10000 метров.
Нетканый волокнистый слой, содержащийся в носителе, может представлять собой нетканый материал любого типа, такой как, например, нетканый материал из штапельных волокон, изготовленный хорошо известными способами, такими как способы кардочесания, способы влажного формования или способы пневмоформования, или любые соответствующие комбинации. Нетканый волокнистый слой может также представлять собой нетканый материал, состоящий из волокон, изготовленных хорошо известным способом фильерного прядения, согласно которому волокна экструдируются из фильеры и после этого укладываются на конвейерную ленту в форме волокнистого полотна, а затем осуществляется соединение полотна, и образуется нетканый волокнистый слой, или двухстадийным способом, согласно которому осуществляется прядение волокон, наматываемых на катушки, предпочтительно в форме многоволоконной пряжи, после чего осуществляется стадия разматывания многоволоконной пряжи и укладка волокон на конвейерную ленту в форме волокнистого полотна, а затем полотно соединяется, образуя нетканый волокнистый слой.
Предпочтительно волокна в нетканом волокнистом слое представляют собой непрерывные волокна, которые придают носителю и/или виниловому напольному покрытию повышенную прочность при растяжении и/или повышенную прочность при разрыве.
Нетканый волокнистый слой может состоять из термопластических волокон, которые составляют, по меньшей мере, 50 мас.%, предпочтительно, по меньшей мере, 75 мас.%, предпочтительнее, по меньшей мере, 90 мас.%, еще предпочтительнее, по меньшей мере, 95 мас.% по отношению к полной массе волокон в нетканом волокнистом слое. При увеличении содержания термопластических волокон в нетканом волокнистом слое повышается прочность при растяжении и/или сопротивление разрыву, а также увеличивается гибкость винилового напольного покрытия.
Согласно варианту осуществления, нетканый волокнистый слой состоит на 100 мас.% из термопластических волокон по отношению к суммарной массе волокон в нетканом волокнистом слое.
Термопластический полимер, из которого состоят термопластические волокна в нетканом волокнистом слое, может представлять собой термопластический полимер любого типа, который способен выдерживать температуры, возникающие в процессе изготовления винилового напольного покрытия. Термопластические волокна, составляющие нетканый волокнистый слой, могут содержать сложный полиэфир, такой как, например, полиэтилентерефталат (PET) (основу которых составляет диметилтерефталат (DMT) или очищенная терефталевая кислота (PTA)), полибутилентерефталат (PBT), политриметилентерефталат (PTT), полиэтиленнафталат (PEN) и/или полимолочная кислота (PLA), полиамид, такой как, например, полиамид-6 (PA6), полиамид-6,6 (PA6,6) и/или полиамид-6,10 (PA6,10), полифениленсульфид (PPS), полиэтиленимин (PEI) и/или полиоксиметилен (POM) и/или любой сополимер, или любые их смеси.
Термопластические волокна могут содержать составляющие вплоть до 25 мас.% по отношению к суммарной массе волокон добавки, такие как, например, прядильные добавки, наполнители, огнестойкие материалы, ингибиторы ультрафиолетового излучения, замедлители/ускорители кристаллизации, пластификаторы, термостабилизаторы, противомикробные добавки, красящие вещества, такие как, например, технический углерод, или любые соответствующие комбинации.
Поверхностная плотность нетканого волокнистого слоя, содержащегося в носителе, может находиться в интервале от 40 г/м2 до 250 г/м2, предпочтительно в интервале от 45 г/м2 до 200 г/м2, предпочтительно в интервале от 50 г/м2 до 150 г/м2, предпочтительнее в интервале от 50 г/м2 до 120 г/м2 и наиболее предпочтительно в интервале от 60 г/м2 до 100 г/м2, чтобы структура носителя оставалась открытой в достаточной степени для проникновения пропитывающего слоя ПВХ пластизоля и обеспечения достаточной механической адгезии пропитывающего слоя по отношению к носителю. В результате снижения поверхностной плотности нетканого волокнистого слоя обеспечивается снижение расхода ПВХ пластизоля в пропитывающем слое, но в результате чрезмерного снижения поверхностной плотности нетканого волокнистого слоя ПВХ пластизоль может проходить через носитель до того, как ПВХ превращается в гель в составе связного ПВХ материала.
Согласно варианту осуществления, нетканый волокнистый слой, предпочтительно состоящий из волокон, могут составлять однокомпонентные волокна одного типа, которые соединяются любым подходящим способом соединения, таким как, например, каландрирование волокнистого полотна между двумя каландрирующими валиками, механическое прокалывание иглами, гидросплетение, ультразвуковое соединение или любая соответствующая комбинация.
Согласно еще одному варианту осуществления, нетканый волокнистый слой, предпочтительно состоящий из волокон, может включать однокомпонентные волокна двух типов, причем однокомпонентные волокна каждого типа составляют полимеры, имеющие различные химические структуры и различные температуры плавления. Оказывается предпочтительным, что температуры плавления двух различных полимеров различаются, по меньшей мере, на 10°C. Предпочтительнее температуры плавления различаются, по меньшей мере, на 50°C. Такой продукт можно термически соединять, нагревая волокнистое полотно до температуры в интервале от температуры плавления полимера, имеющего меньшую температуру плавления.
Согласно следующему варианту осуществления, нетканый волокнистый слой, предпочтительно состоящий из волокон, может включать двухкомпонентные волокна. Двухкомпонентные волокна представляют собой волокна, которые составляют два полимера, имеющие различные химические структуры. Основное различие представляют собой двухкомпонентные волокна трех типов, в том числе двухкомпонентные волокна типа параллельных компонентов, типа сердцевины в оболочке и типа островов в море. Согласно предпочтительному варианту осуществления, температуры плавления двух полимеров, составляющих двухкомпонентные волокна, различаются, по меньшей мере, на 10°C. Предпочтительнее температуры плавления различаются, по меньшей мере, на 50°C. Когда такой нетканый слой, содержащий двухкомпонентные волокна, составляют двухкомпонентные волокна типа параллельных компонентов и/или типа сердцевины в оболочке, его можно термически соединять, нагревая волокнистое полотно до температуры в интервале температуры плавления полимера, имеющего меньшую температуру плавления. Согласно предпочтительному варианту осуществления, нетканый носитель преимущественно составляют двухкомпонентные волокна типа сердцевины в оболочке, предпочтительно непрерывные волокна. Преимущественно это следует понимать как то, что, по меньшей мере, 50% предпочтительно, по меньшей мере, 75%, предпочтительнее, по меньшей мере, 90%, еще предпочтительнее, по меньшей мере, 95% и наиболее предпочтительно 100% волокон, содержащихся в нетканом волокнистом слое, представляют собой двухкомпонентные волокна типа сердцевины в оболочке.
Предпочтительно соотношение сердцевины и оболочки в двухкомпонентных волокнах типа сердцевины в оболочке составляет от 95/5 об.% до 5/95 об.%. Предпочтительнее соотношение сердцевины и оболочки составляет от 50/50 об.% до 95/5 об.%.
Согласно предпочтительному варианту осуществления оболочку двухкомпонентных волокон типа сердцевины в оболочке составляет, главным образом, полиамид, предпочтительно полиамид-6 (PA6), и сердцевину составляет, главным образом, сложный полиэфир, предпочтительно полиэтилентерефталат (PET).
Согласно варианту осуществления, носитель включает сетку, в которой уточные нити сетки должны соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, в частности, когда воздействуют напряжения в направлении основных нитей, которые возникают в процессе изготовления винилового напольного покрытия. Хотя согласно наблюдениям в сетке, включающей стеклянную пряжу в качестве основных и уточных нитей, полностью исключается образование складок, проходящих в машинном направлении винилового напольного покрытия, сетка, включающая стеклянную пряжу в качестве уточных нитей, может, в зависимости от фактического натяжения и/или температуры, которые присутствуют в процессе изготовления (амортизированного) винилового напольного покрытия, вызывает поверхностные неоднородности в конечном (амортизированном) виниловом напольном покрытии, и/или могут возникать ошибки печати в желательных красочных изображениях, которые наносятся на превращенный в гель вспенивающийся слой.
Неожиданно было обнаружено, что носитель, включающий нетканый волокнистый слой, содержащий термопластические волокна, и сетку, содержащую уточные нити, которые соответствуют усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, в частности, в течение гелеобразование пропитывающего слоя ПВХ пластизоля при повышенной температуре, которая, как правило, находится в интервале от 140°C до 170°C, предотвращает или, по меньшей мере, уменьшает образование ошибок печати и предотвращает или, по меньшей мере, уменьшает образование поверхностных неоднородностей в (амортизированном) виниловом напольном покрытии после вспенивания и отверждения ПВХ пластизоля во вспенивающемся слое и необязательно в подложечном слое.
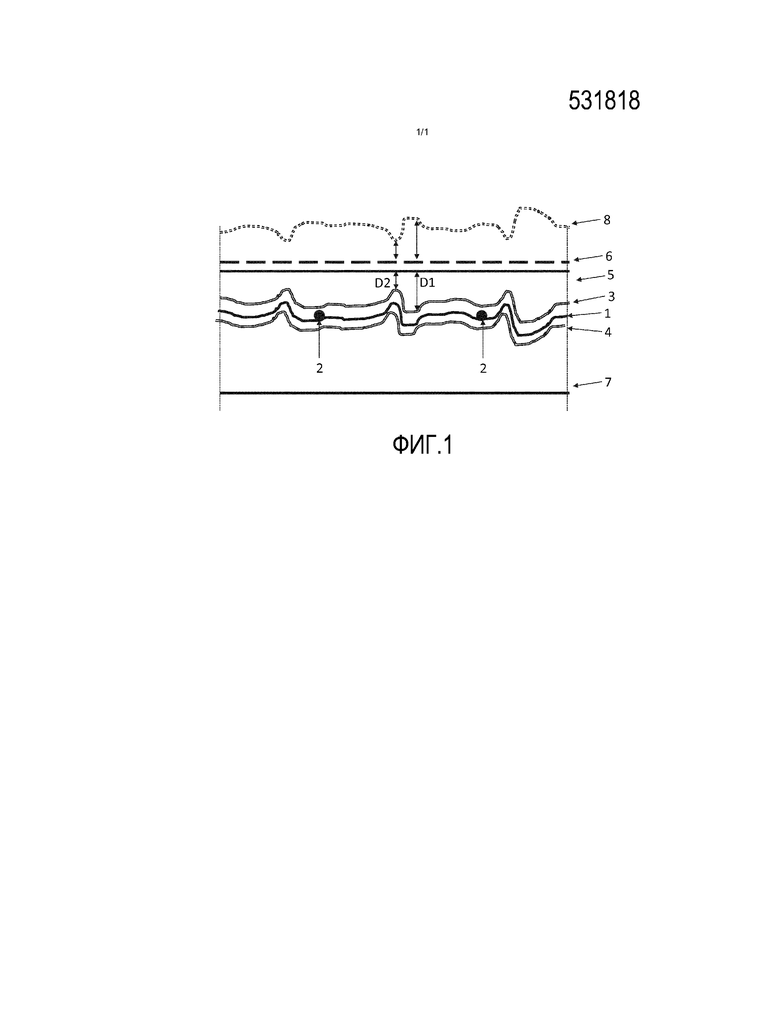
Считается, что носитель, включающий сетку, в которой уточные нити должны соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, предотвращает изгибание уточных нитей, т. е. искривление или скручивание уточных нитей в результате сжимающего напряжения, когда нетканый волокнистый слой подвергается усадке или сжимается в перпендикулярном машинному направлении. Без ограничения теорией, считается, что в результате изгибания уточных нитей сетки в течение гелеобразование ПВХ пластизоля в пропитывающем слое образуется неровная поверхность превращенного в гель пропитывающего слоя, в частности, когда происходит изгибание уточных нитей из плоскости, образующей поверхность носителя, как схематически проиллюстрировано на фиг. 1. Сетка включает основные нити (2) и уточные нити (1). Уточная нить (1) изгибается в течение гелеобразования пропитывающего слоя ПВХ пластизоля. Пропитывающий слой имеет неровную верхнюю поверхность (3) и неровную нижнюю поверхность (4) вследствие изгибание уточной нити (1). Вследствие неровной верхней поверхности (3) превращенного в гель пропитывающего слоя локально переменные количества, т. е. слои ПВХ пластизоля различной толщины (D1, D2) наносятся на неровную поверхность (3) превращенного в гель пропитывающего слоя. В случае амортизированных виниловых напольных покрытий у покровного слоя все же может присутствовать гладкая плоская верхняя поверхность (5) непосредственно после нанесения покрытия и после гелеобразования ПВХ пластизоля во вспенивающемся слое. Желательное красочное изображение и слой износа (6) можно наносить на поверхность (5), которую покрывает вспенивающийся слой. Локально переменные количества (D1, D2) ПВХ пластизоля, включающего пенообразующее вещество, вызывают поверхностные неоднородности на поверхности (8) конечного амортизированного винилового напольного покрытия после того, как отверждается (вспенивается) вспенивающийся слой. В тех местах, где ПВХ пластизоль, включающий пенообразующее вещество, наносится в большем количестве (D1), конечная толщина амортизированного винилового напольного покрытия после того, как вспенивается вспенивающийся слой, будет больше, чем в тех местах, где ПВХ пластизоль, включающий пенообразующее вещество, наносится в меньшем количестве (D2), и в результате этого образуются поверхностные неоднородности на поверхности (8) конечного амортизированного винилового напольного покрытия.
Кроме того, считается, что неровные поверхности (3, 4) превращенного в гель пропитывающего слоя, вследствие изгибания уточных нитей (1) сетки в результате усадки или сжатия в перпендикулярном машинному направлении нетканого волокнистого слоя, усложняет локальное нанесение желательных красочных изображений на превращенный в гель вспенивающийся слой (5). Хотя в результате нанесения и последующего гелеобразования вспенивающегося слоя может образовываться ровная поверхность (5) для краски, будет затруднительным обеспечение создания равномерного давления между печатным блоком и поверхностью (5) превращенного в гель вспенивающегося слоя на поверхности, предназначенной для печати, в частности, когда фактическое давление определяется опорой, обеспечиваемой опорным валиком, который находится в непосредственном контакте с противоположной поверхностью (4) неровного превращенного в гель пропитанного слоя. В конечном счете, подложечный слой (7) вспенивающегося ПВХ пластизоля покрывается на противоположной поверхности (4) неровного превращенного в гель пропитанного слоя. Вследствие неровной нижней поверхности (4) превращенного в гель пропитывающего слоя локально переменное количество, т. е. имеющий различную толщину слой ПВХ пластизоля, включающий пенообразующее вещество, также наносится как подложечный слой, покрывающий неровную поверхность (4) превращенного в гель пропитанного слоя. Поскольку подложечный слой можно обрабатывать на стадии тиснения, и обратная сторона амортизированного винилового напольного покрытия не является видимой после установки на пол, этот эффект может не иметь большого значения.
Предпочтительно при температуре в интервале от 140°C до 170°C сетка, содержащаяся в носителе, имеет свободную усадку в направлении уточных нитей, которая отличается не более чем на 1,00% от свободной усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе при такой же температуре, предпочтительнее отличается не более чем на 0,50%, еще предпочтительнее не более чем на 0,25%, еще предпочтительнее не более чем на 0,10% от свободной усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, чтобы предотвращать изгибание уточных нитей сетки. Наиболее предпочтительно при температуре в интервале от 140°C до 170°C сетка, содержащаяся в носителе, имеет свободную усадку в направлении уточных нитей, которая равняется свободной усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе, при такой же температуре.
Свободную усадку определяют, выдерживая образец сетки или образец нетканого волокнистого слоя, имеющий размеры 490 мм × 490 мм, в течение одной минуты в печи при заданной температуре в интервале от 140°C до 170°C, предпочтительно при температуре, составляющей 150°C, без приложения нагрузки к сетке, а затем измеряя размеры образца после охлаждения до комнатной температуры, чтобы определить усадку в направлении уточных нитей сетки или в перпендикулярном машинному направлении нетканого волокнистого слоя. Определяемая свободная усадка представляет собой среднее значение для пяти образцов.
Предпочтительно под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при температуре в интервале от 140°C до 170°C сетка, содержащаяся в носителе, имеет усадку в направлении уточных нитей, которая отличается не более чем на 1,00% от усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе при такой же температуре, предпочтительнее отличается не более чем на 0,50%, еще предпочтительнее не более чем на 0,25%, еще предпочтительнее не более чем на 0,10% от усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, чтобы предотвращалось изгибание уточных нитей сетки. Наиболее предпочтительно, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при температуре в интервале от 140°C до 170°C, сетка, содержащаяся в носителе, имеет усадку в направлении уточных нитей, которая равняется усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе, при такой же температуре.
Усадку сетки в направлении уточных нитей, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, определяют, прилагая нагрузку 300 Н/м к образцу сетки или к образцу нетканого волокнистого слоя, причем данный образец имеет размеры, составляющие 7 м в длину и 1 м в ширину, а также имеет предназначенную для измерения площадь, составляющую приблизительно 1 м × 1 м и отмеченную на образце. По меньшей мере, указанную измеряемую область образца в течение одной минуты выдерживают в печи, в которой установлена заданная температура в интервале от 140°C до 170°C, предпочтительно температура, составляющая 150°C, и размеры указанной измеряемой области измеряют после охлаждения образца, который при этом остается под нагрузкой, до комнатной температуры, чтобы определить усадку в направлении уточных нитей сетки или усадку в перпендикулярном машинному направлении нетканого волокнистого слоя. Усадка определяется как среднее значение для трех образцов.
Предпочтительно, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при температуре в интервале от 140°C до 170°C, предпочтительно при температуре, составляющей 150°C, сетка, содержащаяся в носителе, имеет усадку в направлении уточных нитей, который отличается не более чем на 1,00% от усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при такой же температуре, предпочтительнее отличается не более чем на 0,50%, еще предпочтительнее не более чем на 0,25%, еще предпочтительнее не более чем на 0,10% от свободной усадки в перпендикулярном машинному направлении нетканого волокнистого слоя, чтобы предотвращалось изгибание уточных нитей сетки. Наиболее предпочтительно, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при температуре в интервале от 140°C до 170°C, предпочтительно при температуре, составляющей 150°C, сетка, содержащаяся в носителе, имеет усадку в направлении уточных нитей, которая равняется усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе, под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при такой же температуре.
Когда сетка, которая включает уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, содержится в цельном носителе, в котором соединение между сеткой и нетканым волокнистым слоем осуществляется способом воздействия на сетку повышенной температуры, таким как, например, способ термического соединения, или посредством высушивания носителя после гидросплетения, уточные нити предпочтительно выбираются таким образом, что усадка уточных нитей в сетке соответствует усадке в перпендикулярном машинному направлении нетканого волокнистого слоя в цельном носителе после воздействия повышенной температуры, используемой для получения цельного носителя.
Согласно предпочтительному варианту осуществления сетка, которая включает уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, в качестве основных нитей включает высокомодульную пряжу, такую как, например, стеклянная пряжа, арамидная пряжа или углеродная пряжа и/или другая высокомодульная пряжа, которая способна выдерживать температуры, возникающие в процессе изготовления амортизированного винилового напольного покрытия. Предпочтительно сетка включает стеклянную пряжу в качестве основных нитей. Предпочтительно все основные нити в сетке представляют собой высокомодульную пряжу, предпочтительнее все основные нити в сетке представляют собой стеклянную пряжу. Высокомодульная пряжа можно имеют модуль упругости, составляющий, по меньшей мере, 25 ГПа, предпочтительно, по меньшей мере, 40 ГПа, предпочтительнее, по меньшей мере, 50 ГПа и наиболее предпочтительно, по меньшей мере, 75 ГПа.
Тип и количество высокомодульной пряжи, содержащейся в качестве основных нитей в сетке, которая включает уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, выбираются таким образом, что модуль упругости сетки составляет, по меньшей мере, 50 Н/5 см, что который определяется под нагрузкой при относительном удлинении 2% (LASE2%) в соответствии со стандартом EN29073-3 (08-1992), когда скорость зажимов составляет 200 мм/мин. Модуль упругости составляет предпочтительно, по меньшей мере, 100 Н/5 см, предпочтительнее, по меньшей мере, 200 Н/5 см и наиболее предпочтительно, по меньшей мере, 250 Н/5 см.
Предпочтительно после одноминутного выдерживания при заданной температуре в интервале от 140°C до 170°C, предпочтительно при температуре, составляющей 150°C, сетка в носителе, которая включает уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя в носителе, имеет свободную усадку, составляющую, по меньшей мере, 0,10%, предпочтительно, по меньшей мере, 0,15%, предпочтительнее, по меньшей мере, 0,20%, еще предпочтительнее, по меньшей мере, 0,25% и наиболее предпочтительно, по меньшей мере, 0,30%.
Предпочтительно после одноминутного выдерживания под воздействием нагрузки в направлении основных нитей, составляющей 300 Н/м, при заданной температуре в интервале от 140°C до 170°C, предпочтительно при температуре, составляющей 150°C, сетка в носителе, которая имеет уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя в носителе, имеет усадку, составляющую, по меньшей мере, 0,10%, предпочтительно, по меньшей мере, 0,15%, предпочтительнее, по меньшей мере, 0,20%, еще предпочтительнее, по меньшей мере, 0,25% и наиболее предпочтительно, по меньшей мере, 0,30%.
Уточные нити в сетке, которая должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, могут содержать любой подходящий полимер, способный выдерживать температуры, возникающие в процессе изготовления винилового напольного покрытия, чтобы предотвращать потерю структурной формы уточных нитей, и таким образом, сетки. Предпочтительно уточные нити содержат полимер, имеющий температуру плавления, превышающую температуру отверждения, используемую для отверждения/вспенивания ПВХ пластизоля в переднем слое и/или в подложечном слое, причем в качестве данного полимера предпочтительно выбираются сложный полиэфир, предпочтительно полиэтилентерефталат (PET), полибутилентерефталат (PBT), политриметилентерефталат (PTT), полиэтиленнафталат (PEN) и/или полимолочная кислота (PLA), полиамид, предпочтительно полиамид-6 (PA6), полиамид-6,6 (PA6,6) и/или полиамид-6,10 (PA6,10), полифениленсульфид (PPS), полиэтиленимин (PEI) и/или полиоксиметилен (POM) и/или любой их сополимер, или любая соответствующая смесь.
Степень усадки уточных нитей в сетке можно регулировать, используя хорошо известные способы, такие как, например, способы экструзионного прядения многоволоконной пряжи, в которых на усадку волоконной пряжи может влиять выбор технологических условий, таких как, например, натяжение и/или температура, в течение экструзии полимера через прядильные отверстия, в течение охлаждения экструдированных волокон и/или в течение растягивания охлажденных волокон, или способ изготовления ленты, где выбираются технологические условия, такие как, например, натяжение и/или температура, где формование листа полимера осуществляется посредством экструзии через щелевую головку, или способ раздувания пленки.
Носитель, включающий нетканый волокнистый слой, содержащий термопластические волокна, и сетку, которая включает уточные нити и должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, также является подходящим для других приложений, в которых носитель пропитывается под напряжением и/или подвергается воздействию повышенных температур, как, например, в производстве кровельных мембран, в частности, в случае кровельных мембран, включающих тонкий покровный слой, предпочтительно нанесенный на пропитанный носитель, или в производстве кровельных изоляционных листов.
Примеры
Пример 1
Амортизированное виниловое напольное покрытие изготавливали на основе носителя, включающего нетканый волокнистый слой и сетку. Нетканый волокнистый слой составляли двухкомпонентные волокна типа сердцевины в оболочке, имеющие линейная плотность 7,3 дтекс, причем сердцевину волокон составлял полиэтилентерефталат, а оболочку составляли полиамид-6, и их соотношение составляло 74 об.%/26 об.%, и нетканый волокнистый слой имел поверхностную плотность 75 г/м2. Сетка содержала стеклянную пряжу, имеющую линейную плотность 340 дтекс в машинном направлении и перпендикулярном машинному направлении, причем конструкция сетки содержала 1,3 стеклянного волокна на 1 см в направлении основных нитей и 0,8 стеклянного волокна на 1 см в направлении уточных нитей. Сетка встраивалась в нетканый волокнистый слой. Волокна в нетканом волокнистом слое термически соединялись с использованием горячего воздуха. Амортизированное виниловое напольное покрытие не проявляло складок при растяжении в машинном направлении.
Сравнительный пример
Амортизированное виниловое напольное покрытие изготавливали на основе носителя, состоящего из нетканого волокнистого слоя. Нетканый волокнистый слой составляли двухкомпонентные волокна типа сердцевины в оболочке, имеющие линейная плотность 7,3 дтекс, причем сердцевину волокон составлял полиэтилентерефталат, а оболочку составляли полиамид-6, и их соотношение составляло 74 об.%/26 об.%, и нетканый волокнистый слой имел поверхностную плотность 75 г/м2. Амортизированное виниловое покрытие проявляло складки при растяжении в машинном направлении, в частности, вблизи краев амортизированного винилового напольного покрытия.
Изобретение относится к виниловому напольному покрытию. Виниловое напольное покрытие, включающее ПВХ пластизоль, пропитывающий носитель, в котором носитель включает нетканый волокнистый слой, содержащий термопластические волокна, и сетку, причем сетка и нетканый волокнистый слой, содержащие термопластические волокна, прикреплены друг к другу посредством механического и/или термического соединения, образуя цельный носитель, при этом нетканый волокнистый материал представляет собой нетканый материал из волокон, причем нетканый волокнистый материал состоит из однокомпонентных волокон одного типа или состоит из однокомпонентных волокон двух типов, причем волокна каждого типа состоят из полимеров различных химических структур, имеющих различные температуры плавления, или состоит из двухкомпонентных волокон, которые составляют два полимера, имеющие различные химические структуры, при этом сетка содержит высокомодульную пряжу в качестве основных нитей, имеющих модуль упругости по меньшей мере 25 ГПа. 6 з.п. ф-лы, 1 ил.
1. Виниловое напольное покрытие, включающее ПВХ пластизоль, пропитывающий носитель, в котором носитель включает нетканый волокнистый слой, содержащий термопластические волокна, и сетку, причем сетка и нетканый волокнистый слой, содержащие термопластические волокна, прикреплены друг к другу посредством механического и/или термического соединения, образуя цельный носитель,
при этом нетканый волокнистый материал представляет собой нетканый материал из волокон, причем нетканый волокнистый материал состоит из однокомпонентных волокон одного типа или состоит из однокомпонентных волокон двух типов, причем волокна каждого типа состоят из полимеров различных химических структур, имеющих различные температуры плавления, или состоит из двухкомпонентных волокон, которые составляют два полимера, имеющие различные химические структуры,
при этом сетка содержит высокомодульную пряжу в качестве основных нитей, имеющих модуль упругости по меньшей мере 25 ГПа.
2. Виниловое напольное покрытие по п. 1, в котором сетка включает высокомодульную пряжу в качестве основных нитей, имеющих модуль упругости по меньшей мере 40 ГПа.
3. Виниловое напольное покрытие по п. 2, в котором тип и количество высокомодульной пряжи, содержащейся в качестве основных нитей в сетке, выбирается таким образом, что модуль упругости сетки составляет по меньшей мере 50 Н/5 см, предпочтительно по меньшей мере 100 Н/5 см, предпочтительнее по меньшей мере 200 Н/5 см и наиболее предпочтительно по меньшей мере 250 Н/5 см, когда он определяется под нагрузкой при относительном удлинении, составляющем 2%, в соответствии со стандартом EN 29073-3 (08-1992).
4. Виниловое напольное покрытие по любому из предшествующих пунктов, в котором усадка уточных нитей в сетке должна соответствовать усадке в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащего термопластические волокна.
5. Виниловое напольное покрытие по п. 4, в котором при температуре в интервале от 140 до 170°C, предпочтительно при температуре 150°C сетка, содержащаяся в носителе, имеет свободную усадку в направлении уточных нитей, которая отличается не более чем на 1,00%, предпочтительно не более чем на 0,50%, предпочтительнее не более чем на 0,25% и еще предпочтительнее не более чем на 0,10% от свободной усадки при такой же температуре в перпендикулярном машинному направлении нетканого волокнистого слоя, содержащегося в носителе, для предотвращения изгибания уточных нитей сетки.
6. Виниловое напольное покрытие по п. 4, в котором при температуре 150°C и одноминутной продолжительности выдерживания сетка имеет свободную усадку, составляющую по меньшей мере 0,10%, предпочтительно по меньшей мере 0,15%, предпочтительнее по меньшей мере 0,20%, еще предпочтительнее по меньшей мере 0,25% и наиболее предпочтительно по меньшей мере 0,30%.
7. Виниловое напольное покрытие по п. 5, в котором при температуре 150°C и одноминутной продолжительности выдерживания сетка имеет свободную усадку, составляющую по меньшей мере 0,10%, предпочтительно по меньшей мере 0,15%, предпочтительнее по меньшей мере 0,20%, еще предпочтительнее по меньшей мере 0,25% и наиболее предпочтительно по меньшей мере 0,30%.
| US 3968290 A, 06.07.1976 | |||
| CN 201011108 Y, 23.01.2008 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СИСТЕМА ДЛЯ ВИНИЛОВОГО НАПОЛЬНОГО ПОКРЫТИЯ С АРМИРОВАНИЕМ СЕГМЕНТИРОВАННЫМ ТКАНЫМ ИЛИ НЕТКАНЫМ СТЕКЛОВОЛОКОННЫМ МАТОМ | 2005 |
|
RU2394686C2 |
| НАПОЛЬНОЕ ПОКРЫТИЕ С УПРУГИМ ВИНИЛОВЫМ ПОДКЛАДОЧНЫМ СЛОЕМ | 2005 |
|
RU2373311C2 |

