Изобретение относится к приспособлению и способу для изгибания и наматывания проводников тока для изготовления сверхпроводящих катушек, в частности, сверхпроводящих катушек, имеющих витки круговой формы.
Типичное приспособление для изгибания и наматывания проводников для изготовления сверхпроводящих катушек в основном содержит узел разматывания и выпрямления, а также узел изгибания и наматывания. Узел разматывания и выпрямления выполняет функцию разматывания катушки с вертикальной осью, образованной проводником тока, который изогнут с постоянным радиусом и намотан по цилиндрической винтовой траектории, обеспечивая получение выпрямленного проводника. Для этой цели узлом разматывания и выпрямления приводят катушку во вращение вокруг ее вертикальной оси, и в то же время выпрямляют проводник, выходящий из катушки посредством роликового устройства выпрямления. Катушку обычно разматывают непрерывно и при постоянной скорости, но скорость может быть изменена оператором или системой управления по различным причинам, например, может быть уменьшена во время некоторых критических фаз последующей операции наматывания. Узел изгибания и наматывания содержит гибочное устройство, установленное так, чтобы изгибать выпрямленный проводник тока, и поворотный стол, на который укладывают изогнутый проводник, выходящий из гибочного устройства для формирования множества витков, чтобы изготовить сверхпроводящую катушку. Между узлом разматывания и выпрямления и узлом изгибания и наматывания могут быть размещены дополнительные устройства, которые располагают так, чтобы обрабатывать выходящий из узла разматывания и выпрямления выпрямленный проводник, например, такие как одно или несколько устройств конечного выпрямления для дополнительного выпрямления проводника, устройство очистки и пескоструйное устройство. Однако пескоструйное устройство может быть размещено по ходу также и после гибочного устройства. Дополнительные устройства могут быть расположены между гибочным устройством и поворотным столом, чтобы обрабатывать изогнутый проводник, выходящий из гибочного устройства.
Обычно сверхпроводящая катушка не получается при наматывании проводника по цилиндрической винтовой траектории с вертикальной осью, и, следовательно, с проводником, изогнутым с постоянным радиусом изгиба, но в следящем режиме. Сначала проводник изгибают с постоянным радиусом изгиба для создания широкого угла (например, 330°), а затем создают соединительный участок, обычно именуемый как «межвитковый переход», который занимает остающийся угол (например, 30°) до полного угла. Такой соединительный участок выполняют так, чтобы он заканчивался проводником, снова расположенным по касательной к оси катушки, но находящимся на расстоянии от нее, внутри или снаружи, на один шаг витка (который обычно равен поперечному размеру витка плюс пространство, которое занимает изолирующий слой). Этот способ позволяет получать совершенно симметричную вдоль оси обмотку для большого угла (который важен для гарантирования надежной работы катушки), при этом несимметричная вдоль оси траектория ограничивается относительно узким углом по отношению к полному углу.
Переход от одного витка к соседнему витку может быть выполнен в форме латинской буквы S с помощью штампа с гидравлическим приводом. Эта операция должна быть выполнена вручную и с остановленным поворотным столом, следовательно, она приводит к увеличению общего времени, требуемого для изготовления катушки, а также к вероятности появления ошибок позиционирования. По этой причине, хотя это первое решение позволяет ограничивать угол перехода, оно в настоящее время не является предпочтительным. В соответствии с альтернативным решением, которое в настоящее время является предпочтительным, переход от витка к следующему витку выполняют путем создания с помощью гибочного устройства на конце участка, имеющего постоянный радиус изгиба, соединительного участка, содержащего часть с меньшим радиусом изгиба (по отношению к вышеуказанному постоянному радиусу изгиба) и часть с большим радиусом изгиба (по отношению к вышеуказанному постоянному радиусу изгиба). Создание первой части с меньшим радиусом изгиба, а затем части с большим радиусом изгиба обеспечивает перемещение от первоначально сформированного витка к новому внутреннему витку, в то время как создание двух частей в обратном порядке обеспечивает перемещение от первоначально сформированного витка к новому внешнему витку. Предпочтительно, часть, имеющая больший радиус изгиба, является прямолинейной, т.е. частью с бесконечным радиусом изгиба, поскольку создание этой части прямолинейной позволяет минимизировать, при прочих равных условиях, общую длину соединительного участка.
Вышеупомянутое второе решение для создания перехода от витка к витку требует использования более широкого угла перехода, но оно является более быстрым и более точным и не приводит к остановке приспособления.
Чтобы позволить приспособлению выполнять переход от витка к витку с использованием этого второго решения, нужно иметь стационарное гибочное устройство наряду с узлом разматывания и выпрямления и с дополнительными устройствами, если они используются, перед гибочным устройством по ходу перемещения, а также иметь поворотный стол, выполненный с возможностью перемещения в горизонтальной плоскости (в частности, по направлению вперед относительно выпрямленного проводника, в дальнейшем определяемому как продольное направление или направление X, и по направлению, перпендикулярному направлению x, в дальнейшем определяемому как поперечное направление, или направление Y), для того чтобы поворотный стол мог изменять свое положение в горизонтальной плоскости (следовательно, как в направлении X, так и в направлении Y), когда радиус изгиба изменяется в начале переходной фазы и до окончания этой фазы. В конце переходной фазы поворотный стол будет находиться в том же самом положении вдоль направления X, как в первоначальный момент, в то время как вдоль направления Y он не будет смещен на расстояние, равное шагу витка. Как только переходную фазу выполнят, и до тех пор, пока не наступит следующая переходная фаза, поворотный стол подвергают только вращательному движению.
Когда необходимо изготовить сверхпроводящие катушки больших размеров с диаметром порядка 20 метров или более, может быть очень трудным переместить поворотный стол в горизонтальной плоскости. Поэтому приспособление, которое должно формировать катушки таких размеров и получать переход от витка к витку в соответствии с вышеописанным вторым решением, является очень сложным и дорогостоящим.
Задачей настоящего изобретения является создание приспособления и разработка способа для изгиба и наматывания проводников тока для изготовления сверхпроводящих катушек, которые позволяют получить переход от витка к витку в соответствии с вышеописанным вторым решением, и которое при этом является менее сложным, чем существующие.
Эта и другие задачи изобретения полностью достигаются приспособлением и способом для изгиба и наматывания проводников тока для изготовления сверхпроводящих катушек, как определено в независимых пунктах, соответственно, 1 и 4, формулы изобретения.
Дополнительные предпочтительные особенности изобретения раскрыты в зависимых пунктах формулы изобретения, содержание которых должно рассматриваться как составная и объединяющая часть последующего описания.
Изобретение основано на идее выполнения поворотного стола только с вращательным движением вокруг оси и расположения основной части приспособления по ходу перед поворотным столом (т.е. узла разматывания и выпрямления, гибочного устройства и дополнительных устройств, если они есть, между узлом разматывания и выпрямления и гибочным устройством) с поступательным перемещением вдоль поперечного направления, и выполнения только гибочного устройства также с продольным поступательным перемещением, вследствие чего фазу перехода от витка к витку выполняют с помощью соответствующего комбинирования вращательного движения поворотного стола, поступательного перемещения части приспособления по ходу перед поворотным столом, поступательного перемещения гибочного устройства в поперечном направлении и в продольном направлении.
Другие особенности изобретения будут в дальнейшем подробно описаны на примере вариантов его осуществления со ссылками на чертежи.
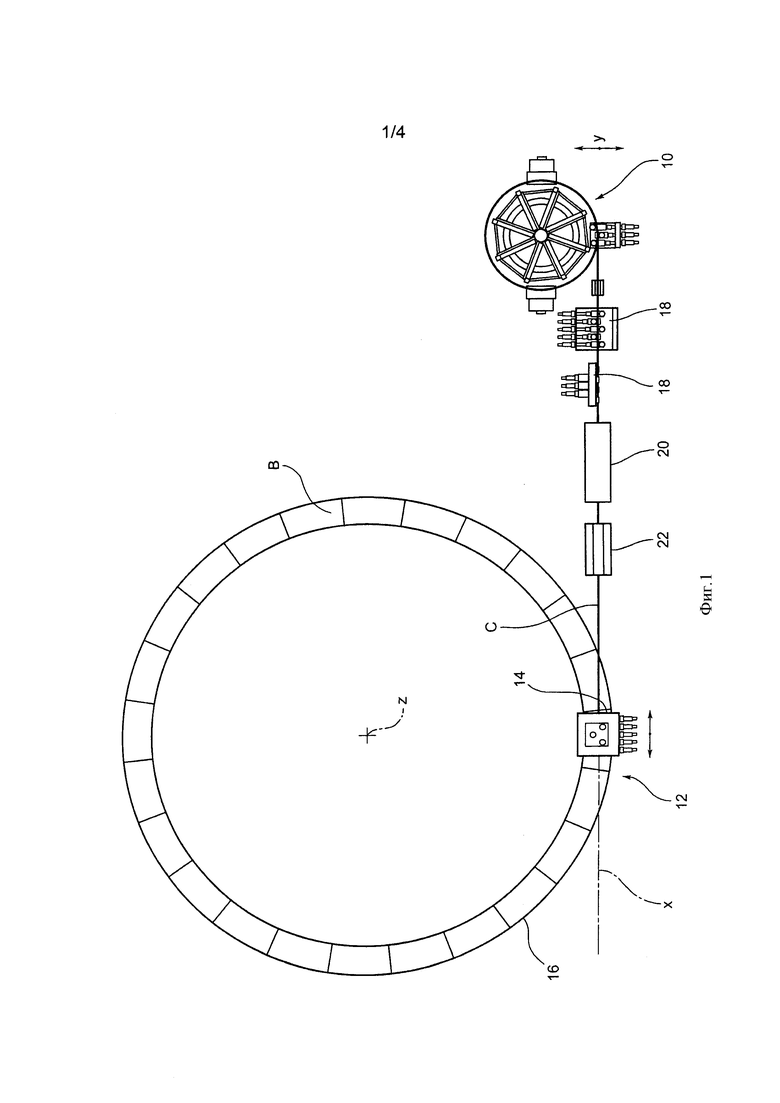
На фиг. 1 схематично показано приспособление для изгиба и наматывания проводников для изготовления сверхпроводящих катушек в соответствии с вариантом осуществления настоящего изобретения, вид сверху;
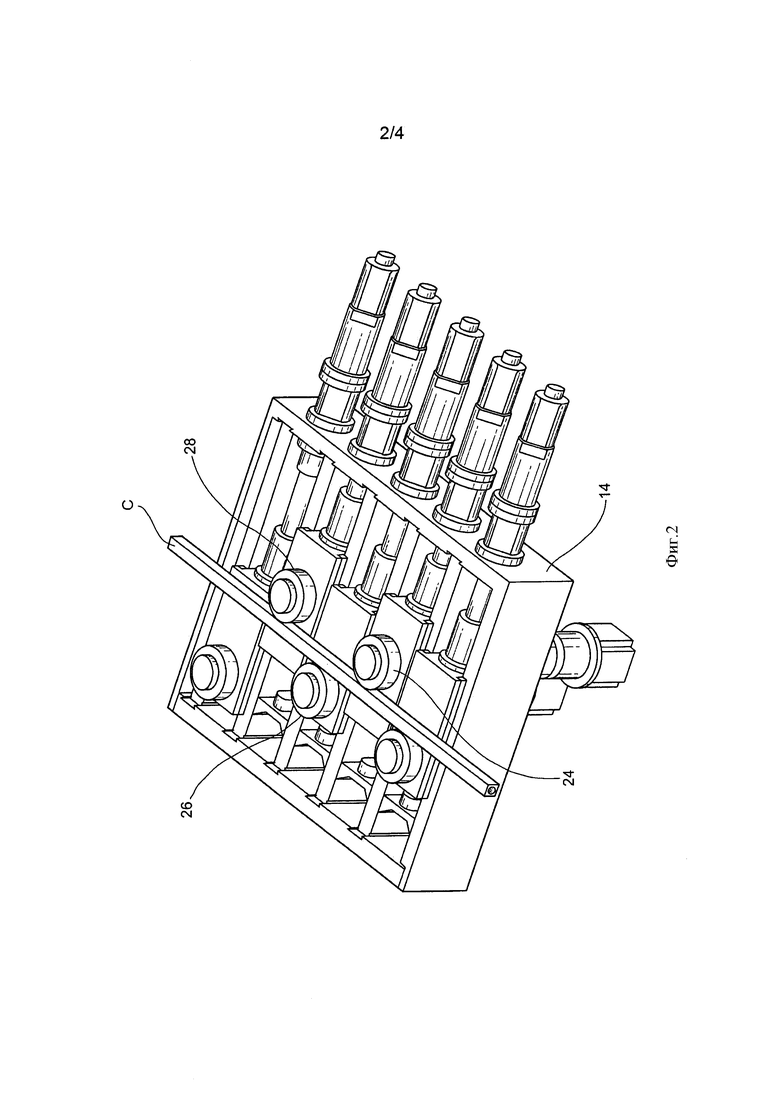
на фиг. 2 показано гибочное устройство приспособления, показанного на фиг. 1, вид в перспективе;
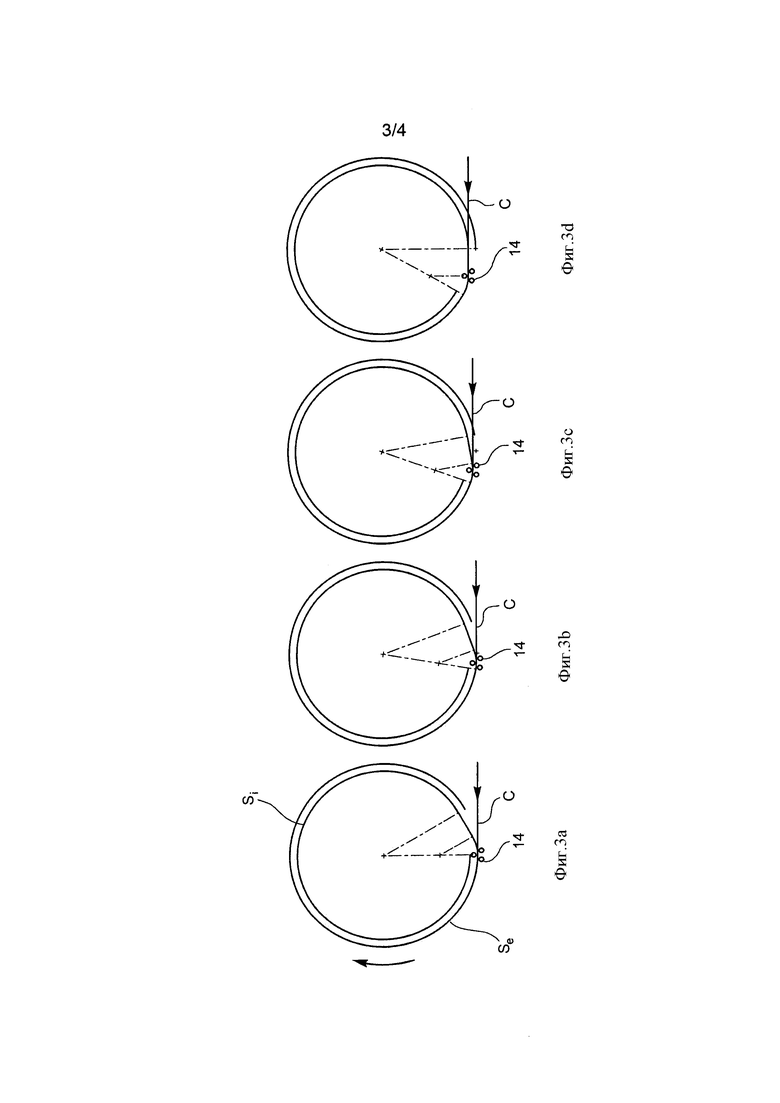
на фиг. 3а-3g схематично показано осуществление фазы перехода в последовательном порядке от витка к витку с помощью приспособления и способа в соответствии с изобретением.
Как показано на фиг. 1, приспособление для изгиба и наматывания проводников С для изготовления сверхпроводящих катушек B в основном содержит:
- узел 10 разматывания и выпрямления для разматывания катушки с вертикальной осью, которая формируется проводником C, изогнутым с постоянным радиусом и намотанным вдоль цилиндрической винтовой траектории, обеспечивающий получение выпрямленного проводника C;
- узел 12 изгиба и наматывания, включающий в себя гибочное устройство 14, расположенное так, чтобы изгибать выпрямленный проводник С, выходящий из узла 10 разматывания и выпрямления, и поворотный стол 16, на который укладывается изогнутый проводник C, выходящий из гибочного устройства 14, в результате чего формируется множество витков для изготовления сверхпроводящей катушки В;
- множество промежуточных устройств, которые расположены между узлом 10 разматывания и выпрямления и узлом 12 изгиба и наматывания так, чтобы обрабатывать проводник C перед узлом 12 изгиба и наматывания, например, таких как одно или несколько устройств 18 окончательного выпрямления, установленных для дополнительного выпрямления проводника C, выходящего из узла 10 разматывания и выпрямления, устройство 20 очистки и пескоструйное устройство 22.
Поворотный стол 16 установлен с возможностью вращения вокруг оси Z (вертикальной оси), а также мог поступательно перемещаться вдоль этой оси. Однако поворотный стол 16 не может перемещаться в горизонтальной плоскости, и поэтому положение оси Z является фиксированным. Гибочное устройство 14 может поступательно перемещаться вдоль направления X (в дальнейшем определяемого как продольное направление), совпадающего с направлением продольной оси выпрямленного проводника C, который подается узлом 10 разматывания и выпрямления к гибочному устройству 14. Все части приспособления, расположенные по ходу перед поворотным столом 16, т.е. гибочное устройство 14, узел 10 разматывания и выпрямления и промежуточные устройства 18, 20, и 22, если они содержатся, которые установлены между гибочным устройством 14 и узлом 10 разматывания и выпрямления, могут поступательно перемещаться вдоль направления Y (в дальнейшем определяемого как поперечное направление), ориентированного горизонтально и перпендикулярно продольному направлению X.
На фиг. 2 показан типичный пример гибочного устройства 14, которое может быть использовано в приспособлении для изгиба и наматывания проводников для изготовления сверхпроводящих катушек, и, в частности, к так называемому трехроликовому гибочному устройству, т.е. гибочному устройству, содержащему три ролика 24, 26 и 28, обычно определяемых, соответственно, как первый, средний ролик, и изгибающий ролик. Эти ролики расположены так, что проводник C, продвигаемый через гибочное устройство 14, проходит между первым роликом 24 и изгибающим роликом 28 с одной стороны и средним роликом 26 с противоположной стороны. В показанном на фиг. 2 варианте осуществления изобретения гибочное устройство 14 содержит дополнительные ролики 30 и 32, которые расположены, соответственно, по ходу перед и после трех вышеупомянутых роликов, но устройство может не содержать этих дополнительных роликов. Кроме того, конструкция гибочного устройства 14 может отличаться от показанной.
Путь переходной фазы от витка в витку, и, в частности, переход от наружного витка Se к внутреннему витку Si катушки В, который выполняется в приспособлении в соответствии с настоящим изобретением, будет описан со ссылкой на фиг. 3а-3g в отношении случая, когда соединительный участок между двумя витками содержит первую изогнутую часть, имеющую небольшой радиус изгиба, и вторую прямолинейную часть.
На фиг. 3a показано положение на конце основного участка витка с постоянным радиусом. Во время всего процесса создания этого участка витка гибочное устройство 14 не перемещается вдоль направления X, при этом часть приспособления, которая расположена по ходу перед поворотным столом 16 (включая гибочное устройство 14) не перемещается вдоль направления Y, и поворотный стол приводят во вращение вокруг оси Z (например, с постоянной скоростью) с проводником C, подаваемым от узла 10 разматывания и выпрямления вперед вдоль направления X (например, также с постоянной скоростью) к гибочному устройству 14.
Во время переходной фазы от витка к витку поступательное перемещение вдоль направления Y части приспособления, которая расположена по ходу перед поворотным столом 16, и поступательное перемещение вдоль направления X гибочного устройства 14, также как и вращательное движение поворотного стола 16 вокруг оси Z управляются так, как описано далее.
Поскольку рассматривается поступательное перемещение гибочного устройства 14 вдоль направления X, закон перемещения, предпочтительно, выражен следующим образом:
ΔХ(α)=R⋅sin α,
где α - текущее угловое положение поворотного стола 16 (и, следовательно, катушки В, которая формируется на поворотном столе 16), измеренное от начальной точки перехода, a R - расстояние между осью Z вращения поворотного стола 16 (т.е. катушки В) и центром кривизны первой части (изогнутой части) перехода, т.е. разница между радиусом витка Se, который уже был образован, и радиусом первой части перехода.
Как только участок витка с постоянным радиусом заканчивается, гибочное устройство начинают перемещать в направлении X (см. фиг. 3b и 3c), предпочтительно, в соответствии с вышеупомянутым законом перемещения так, чтобы отвечать требованию касания продольной оси проводника C с дугой переходного участка в текущей точке. Во время процесса создания изогнутой части перехода положение роликов гибочного устройства 14 регулируют так, чтобы задавать правильный радиус изогнутой части перехода. Кроме того, во время процесса создания изогнутой части перехода часть приспособления, которая расположена по ходу перед поворотным столом 16, перемещают вдоль направления Y в сторону к радиальному положению относительно поворотного стола 16, соответствующему внутреннему витку Si катушки.
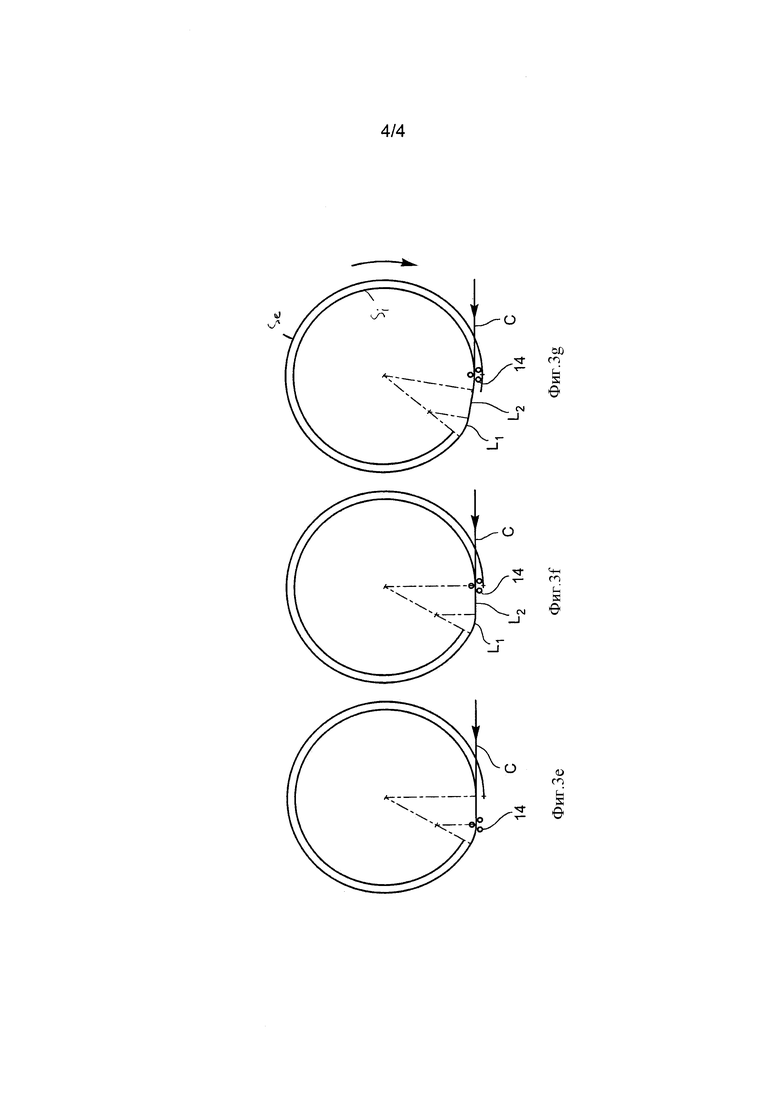
На фиг. 3d показана конечная точка изогнутой части перехода. В этом состоянии гибочное устройство 14 достигло положения максимального перемещения вперед вдоль направления X, в то время как часть приспособления, которая расположена по ходу перед поворотным столом 16, достигла положения вдоль направления Y, соответствующего внутреннему витку Si катушки, поскольку она переместилась вдоль этого направления на один шаг витка. В состоянии, показанном на фиг. 3d, как вращательное движение поворотного стола 16, так и поступательное перемещение проводника C было остановлено, чтобы позволить гибочному устройству 14 переместится назад к правильному положению вдоль направления X, чтобы можно было начать изгиб основного участка витка с постоянным радиусом, который будет иметь радиус, равный радиусу предыдущего витка Se, минус один шаг витка (см. фиг. 3f).
Чтобы позволить гибочному устройству 14 перемещаться вдоль направления X в противоположную сторону от предыдущего перемещения, необходимо сначала адаптировать положение роликов гибочного устройства 14, в частности, изгибающего ролика 28 к выпрямленному участку проводника C. Эта фаза показана на фиг. 3e.
На фиг. 3f показано состояние, в котором переходный участок полностью выполнен. На этой фигуре изогнутая часть переходного участка обозначена L1, а прямолинейная часть - L2.
На фиг. 3g показана первая часть с постоянным радиусом внутреннего витка Si, который уже выполнен. Изгибающий ролик 28 уже достиг положения для формирования внутреннего витка Si, начиная с конца фазы, показанной на фиг. 3е. Во всех отношениях к части с постоянным радиусом внутреннего витка Si применимы те же рассуждения, что и приведенные со ссылками на фиг. 3а.
Что касается перемещения роликов гибочного устройства 14 в направлении Y, т.е. перемещения, которое производит и управляет изгибом проводника C, то они обычно регулируются в зависимости от перемещения вперед проводника С через само гибочное устройство, в частности, в зависимости от перемещения проводника, выходящего из гибочного устройства. В этом случае это будет относительное перемещение вперед, т.е перемещение вперед выходящего из гибочного устройства проводника C по отношению к самому гибочному устройству. Для текущей дуги Δt перехода с радиусом r перехода применимо следующее уравнение:
Δt=α⋅r
Следует jnvtnbnm, что вышеупомянутые уравнения относятся только к параметрам «после изгиба», таким как α и Δt, в то время как перемещение вперед проводника по отношению к гибочному устройству также должно рассматриваться как «выходящее из гибочного устройства». Причина заключается в том, что в этом случае равенства не нарушаются из-за погрешностей приближения вследствие изменений длины проводника внутри гибочного устройства. Однако на практике не так легко измерить перемещение вперед проводника по отношению к гибочному устройству после изгиба, особенно в случае перехода, включающего в себя изменения радиуса. Поэтому допустимо, насколько это касается перехода, использовать на практике перемещение вперед перед изгибом, поскольку его легко измерить с помощью соответствующей системы с датчиком перемещения, вследствие чего распознается небольшая погрешность, связанная с изменением длины, на относительно коротком расстоянии.
В дополнение к обеспечению конструктивно менее сложного решения для создания перехода от витка к витку, который является особенно предпочтительным в случае катушек большого размера, настоящее изобретение имеет преимущество, заключающееся в возможности корректировок положения, которые требуются для компенсации погрешностей вследствие упругости части проводника, размещенной между роликами гибочного устройства. Обычно центр кривизны проводника, выходящего из гибочного устройства, не находится в середине поперечной плоскости самого гибочного устройства, т.е. в плоскости, перпендикулярной продольному расположению проводника, входящего в гибочного устройство, а проходит через ось среднего ролика гибочного устройства. Это происходит вследствие упругости части проводника, расположенной между роликами гибочного устройства. Когда проводник выходит из гибочного устройства, упругая составляющая исчезает. В целом положение центра кривизны проводника, выходящего из гибочного устройства, находится на значительном расстоянии от вышеуказанной средней поперечной плоскости, как в продольном направлении X, так и в поперечном направлении Y. Этот эффект должен быть компенсирован тем, что упругие напряжения в изогнутой части проводника, находящейся между гибочным устройством и поворотным столом, должны быть погашены, насколько это возможно, поскольку эти напряжения могут вызвать деформации проводника, которые являются нежелательными. Требуемые корректировки могут быть выполнены с помощью приспособления, выполненного в соответствии с изобретением, с помощью соответствующего перемещения гибочного устройства вдоль направлений X и Y и/или соответствующего перемещения части приспособления по ходу перед гибочным устройством вдоль направления Y.
Конечно, описанные выше варианты осуществления изобретения и детали конструкции приведены только в качестве неограничивающего примера могут быть в значительной степени изменены без какого-либо выхода за пределы объема изобретения, определенного его формулой.
Приспособление для изгибания и наматывания проводников тока для сверхпроводящих катушек содержит первый рабочий узел (10) для разматывания проводника (С) с катушки и его выпрямления, второй рабочий узел (12), включающий в себя гибочное устройство (14), поворотный стол (16), на который укладывается изогнутый проводник (C) для формирования множества витков сверхпроводящей катушки (B). Поворотный стол (16) установлен с возможностью вращения вокруг неподвижной вертикальной оси (Z). Гибочное устройство (14) установлено с возможностью поступательного перемещения как в продольном направлении (X), совпадающем с направлением продольной оси выпрямленного проводника (C), который подается первым рабочим узлом (10) к гибочному устройству (14), так и в поперечном направлении (Y), перпендикулярном продольному направлению (X). Первый рабочий узел (10) установлен с возможностью поступательного перемещения совместно с гибочным устройством (14) только в поперечном направлении (Y). Приспособление обеспечивает изготовление сверхпроводящих катушек, обеспечивающих переход от витка к витку менее сложным способом. 2 н. и 4 з.п. ф-лы, 3 ил. 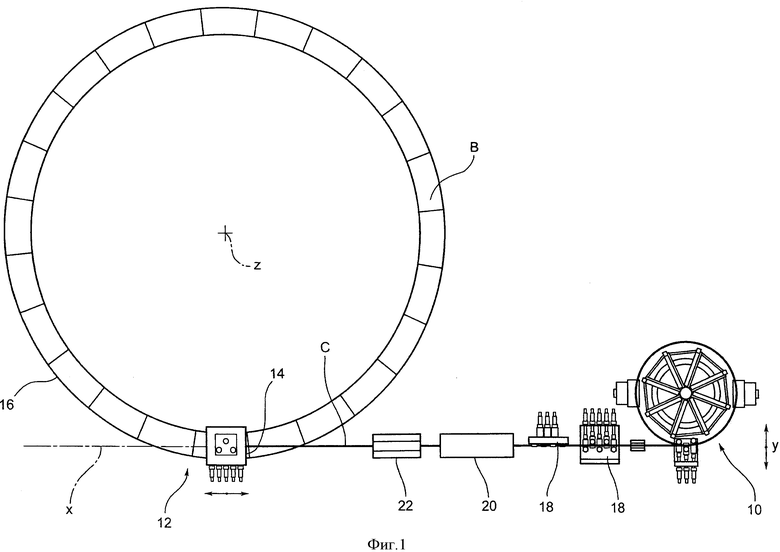
1. Приспособление для изгиба и наматывания проводников (C) тока для изготовления сверхпроводящих катушек (B), содержащее первый рабочий узел (10) для разматывания проводника с катушки (C) и его выпрямления, второй рабочий узел (12), включающий в себя гибочное устройство (14), выполненное с возможностью изгиба выходящего из первого рабочего узла (10) выпрямленного проводника (C), и поворотный стол (16) для укладки на него изогнутого проводника (C), выходящего из гибочного устройства (14), и формирования множества витков сверхпроводящей катушки (B), отличающееся тем, что поворотный стол (16) установлен с возможностью вращения вокруг неподвижной вертикальной оси (Z), гибочное устройство (14) установлено с возможностью поступательного перемещения как в продольном направлении (X), совпадающем с направлением продольной оси выпрямленного проводника (C), который подается первым рабочим узлом (10) к гибочному устройству (14), так и в поперечном направлении (Y), перпендикулярном продольному направлению (X), при этом первый рабочий узел (10) установлен с возможностью поступательного перемещения совместно с гибочным устройством (14) только в поперечном направлении (Y).
2. Приспособление по п. 1, отличающееся тем, что дополнительно содержит между первым рабочим узлом (10) и вторым рабочим узлом (12) промежуточные устройства (18, 20, 22) для обработки выпрямленного проводника (C), установленные по ходу перед вторым рабочим узлом (12) с возможностью поступательного перемещения совместно с первым рабочим узлом (10) и гибочным устройством (14) только в поперечном направлении (Y).
3. Приспособление по п. 2, отличающееся тем, что промежуточные устройства (18, 20, 22) содержат одно или несколько устройств (18) конечного выпрямления, установленных для дополнительного выпрямления выпрямленного проводника (C), выходящего из первого рабочего узла (10), и/или устройство (20) очистки, и/или пескоструйное устройство (22).
4. Способ изгиба и наматывания проводников (C) для изготовления сверхпроводящих катушек (B), включающий в себя этапы, на которых:
a) разматывают катушку проводника (C), выпрямляя проводник (C) в первом рабочем узле (10),
b) изгибают выпрямленный проводник (C) посредством гибочного устройства (14), и
c) укладывают изогнутый проводник (C) на поворотный стол (16), установленный с возможностью вращения вокруг неподвижной вертикальной оси (Z), для формирования множества витков сверхпроводящей катушки (B),
отличающийся тем, что
указанные этапы b) и c) осуществляют так, чтобы каждый раз формировать виток (Se), имеющий основную часть с постоянным радиусом изгиба, а также переходный участок (L1, L2), соединяющий основную часть этого витка (Se) с основной частью последующего витка (Si), при этом указанный переходный участок (L1, L2) формируют так, чтобы он заканчивался проводником (C), расположенным тангенциально по отношению к оси (Z) уже изготовленной катушки (B), но находящимся на заданном расстоянии внутри или снаружи от первого витка (Se), и содержал первую часть (L1), радиус изгиба которой меньше, чем радиус изгиба основной части первого витка (Se), и вторую часть (L2), радиус изгиба которой больше, чем радиус изгиба основной части первого витка (Se), причем переходный участок (L1, L2) получают посредством управления вращательным движением поворотного стола (16) вокруг вертикальной оси (Z), поступательным перемещением гибочного устройства (14) в продольном направлении (X), совпадающем с продольной осью выпрямленного проводника (C), и поступательным перемещением гибочного устройства (14) совместно с первым рабочим узлом (10) в поперечном направлении (Y), перпендикулярном продольному направлению (X).
5. Способ по п. 4, отличающийся тем, что указанную первую часть (L1) получают вращением поворотного стола (16) вокруг вертикальной оси (Z), и в то же время поступательным перемещением гибочного устройства (14) в продольном направлении (X) и перемещением гибочного устройства (14) совместно с первым рабочим узлом (10) в поперечном направлении (Y).
6. Способ по любому из пп. 4 или 5, отличающийся тем, что указанная вторая часть (L2) является прямолинейной, и ее получают при остановленном поворотном столе (16) посредством поступательного перемещения гибочного устройства (14) в продольном направлении (X).
| US4412438 A, 01.11.1983 | |||
| US4918958 A, 24.04.1990 | |||
| US7076979 B2, 18.07.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА КАТУШКИ ГРУЗОПОДЪЕМНОГО ЭЛЕКТРОМАГНИТА | 2000 |
|
RU2195733C2 |

