РЬобретение относится к коглостроению, в частности к производству гнутых цельносварных трубных панелей для поверхностей нагрева паровых котлов.
Известны установки для гибки сварных трубных панелей без их кантовки, содер.кащие два гибочных органа, установленных на станине по обе стороны от плоскости обрабатываемой панели и выполненных в виде приводного поворотного вала со смонтированными на нем секционными гибочными шаблонами. Такие устройства не позволяют производить изгиб панели с обеих ее концов без кантовки заготовки, вследствие чего нарушается геометрия изогнутой панели и снижается качество гиба.
Кроме того, известные конструкции не позволяют осуществлять гибку более рациональным по сравнению с другими способом наматывания заготовки на шабло ;, обес1 ечивающим получение минимального радиуса гиба при изгибе отиосительно тонкостенных труб.
Цель изобретения - осуществление гибки панелей но способу на.матывания на шаблон, увеличение количества гибов в двух направлениях от нлоскости нанели и уменьщение радиуса гиба. Для этого гибочный орган в предложенной установке снабжен новоротным столом, расположенным соосно с приводным валом и имеющим независимое от него вращение; на столе установлена ра.ма со смонтированным на ней ползуном, который снабжен прижимными башмаками, соответствуюц;ими ручьям шаблона, и фиксаторами и имеет возможность неремещения но направляющим рамы, а также фнксации на приводном валу. В направляющнх станины с возможностью неремещения по ним установлено поджимное устройство для уравновешивания нротивомомента, возншчающего npis гибке.
Фиксация ползуна в требуемом ноложенин достигается тем, что па приводном поворотном валу установлены барабаны с пазами для размещения в них фиксаторов ползуна.
С целью компе1 сации погрешносгей по шагу между трубами гнбочные шаблоны выполнены плавающими.
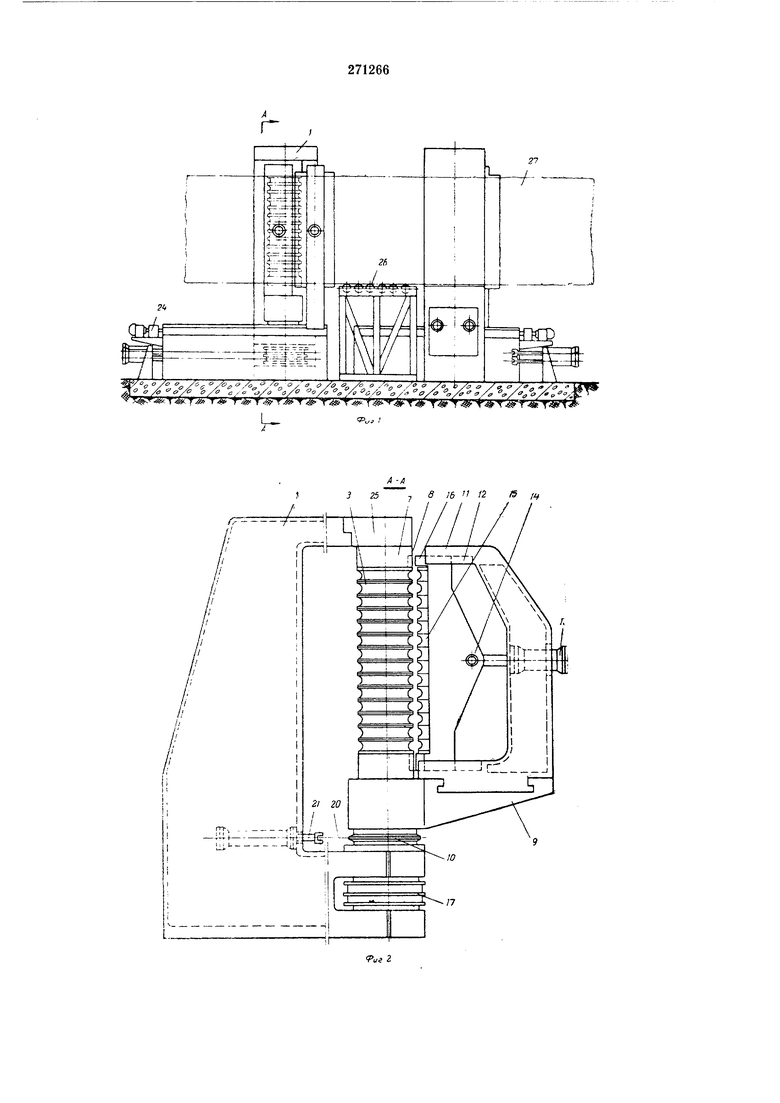
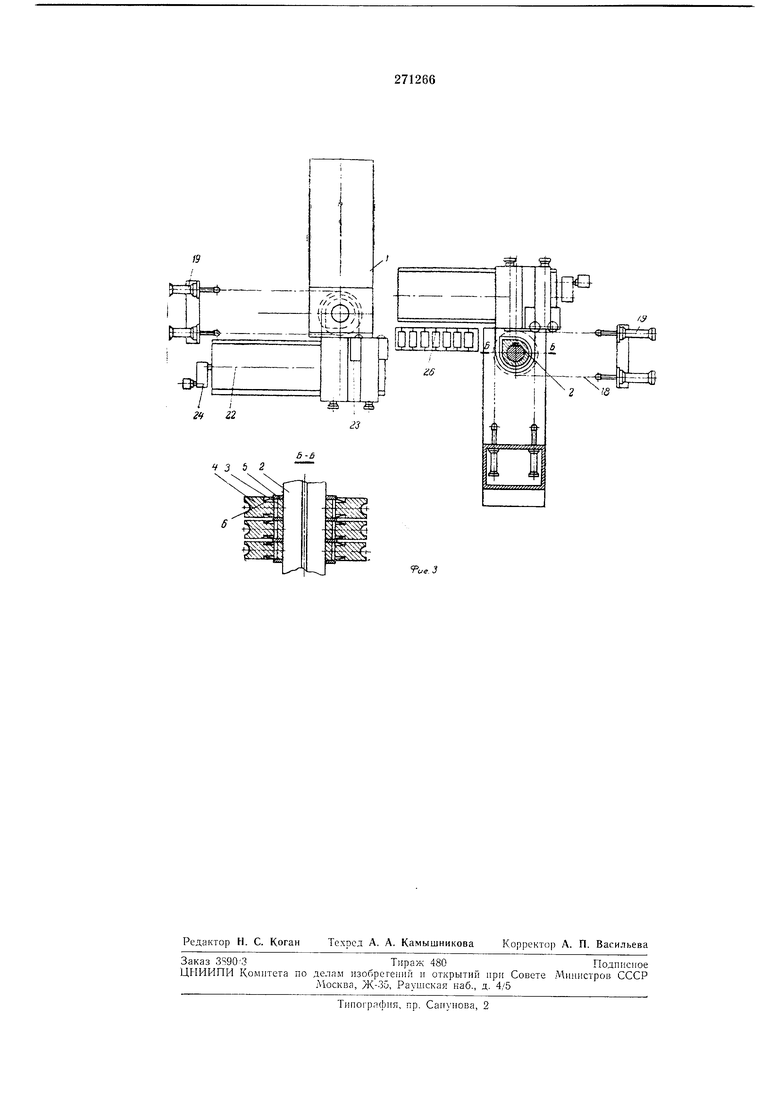
На фиг. 1 показана описываемая установка в общем виде; на фиг. 2 - то же, в попере-.ном разрезе по А-Л; на фиг. 3 - то же, в плане и разрезе по Б-Б.
Установка содержит два гибочных органа, каждый из которых состоит из станины / со смонтированным на ней приводным иоворотным валом 2, на котором укреплены втулки 3 и секционные гнбочные шаблоны с ручьями 4, отделенные друг от друга дисками 5 и компенсирующимп пружинами б , позволяющими каждому отдельному щаблону иере.мещаться в осевом направлении независимо от других.
Кроме того, на валу расположены барабаны 7 с пазами 8 и поворотный стол 9 с укрепленной на нем звездочкой 10, свободно вращающейся относительно вала. Рама 11 установлена подвижно относительно стола в поперечном направлении и имеет направляющие пазы 12, в которых при помощи гидроцилиндра 13 перемещается ползун 14 с укрепленными на нем прижимными башмаками 15, соответствующими ручьями щаблона, и фиксаторами 16.
Между нижними опорами станины на центральном валу при помощи шпонок закреплен барабан 17, приводимый во вращение посредством цепной передачи 18 гидроцилиндром 19. Звездочка 10 втулоч} 0-роликовой цепью 20 связана со штоками гидроцилиндров 21, при помощи которых осуществляется поворот стола независимо от вращения вала.
Перпендикулярно станине вдоль плоскости панели расположены направляющие 22, в которых установлено поджимное устройство 23, служащие для уравновешивания противомомента, действующего на изгибаемую паиель при гибке, и перемещающееся при перестройке гибочиых шаблонов на определенное направление гиба по направляющим 22 от иривода 24.
Для удобства замены гибочных шаблонов при необходимости гибки панелей с другими радиусами или другими диаметрами труб, составляющих панель, верхняя часть станины выполнена в виде съемной траверсы 25. Для поддержания панели в зоне гибки между гибочными агрегатами установлен рольганг 26.
Установка работает следующим образом.
Прямая цельносварная панель 27 подается в зону гибки одиого из гибочных агрегатов и устанавливается в ручьи гибочных шаблонов по предварительной разметке, после чего гидроцилиндр 13 подводит ползун 14 с укрепленными на нем башмаками 15 к папели и прижимает ее к одному из прижимных участков гибочных шаблонов. Фиксаторы 16, закрепленные на ползуие 14, входят в пазы барабанов 7, связывая стол 9 с расположенным на нем прижимным устройством с валом 2. Устройство 23 подводится к панели 27 со стороны, противоположной направлению вращения вала и стола.
Включеиием одиого из гидроцилиндров 19 через цеиь 18 сообщают вращение барабану 17, который передает крутящт момент валу. При вращении вала панель 27, зажатая башмаками 15, наматывается на гибочный шаблон, а свободный конец иаиели, укреплеииый на мостовом кране (на чертеже не показан), перемещается вместе с последним в продольном наиравлении.
По достижеиии задаиного угла гиба паиели гидроцилиндр 19 выключается, и гибочиый орган останавливается. Гидроцилиндр 13 отводит ползун 14 с башмаками 15 и разжимает
паиель, при этом фиксаторы 16 выходят из пазов барабанов 7. Стол возвращается в исходное нолол ;ение начала гибки, а вал с гибочными шаблонами остается в иоложении окончания ироцесса гибки. После этого панель с
полученным гибом перемещается в гибочную зону второго агрегата для производства второго гиба, направленного в противоположную сторопу по отношению к иредыдущему гибу, либо, в случае совпадения направления последнего гиба с направлением иредыдущего, паиель изгибается в том же гибочном агрегате.
Путем перестраивапия гибочных агрегатов на различные наиравления изгиба получают
иаиель сложиой коифнгурации с большим количеством изгибов в разных иаиравлениях от плоскости изгибаемой иаиели.
Предмет изобретения
1. Установка для гибки сварных трубных наиелей без их кантовки, содержащая два гибочных органа, установленных на станине и выполненных в виде приводиого иоворотиого
вала со смоитироваппыми на нем секционными гибочными шаблонами, отличающаяся тем, что, с целью осуществления гибки по способу наматывания на шаблои, увеличения количества гибов в двух направлениях от плоскости
иаиели и уменьшения радиуса гиба, каждый гибочиый орган снабжен поворотным столом, расположенным соосно с приводным валом и имеющим независимое от иего вращеиие, на указаином столе установлена рама со смонтированным на ней иолзуиом, сиабл%;ениым прижимными башмаками, соответствуюпцкми ручьям шаблопа, и фиксаторами, имеющими возможиость перемещения ио направляющим указанной рамы, а фиксации на ириводИОЛ1 валу, при этом в направляющих стаилиы с возможиостью перемещения по пим установлено поджимное устройство для уравиозешиваиия противомомеита, возникающего при гибке.
2. Установка по и. 1, отличающаяся тем, что, с целью осуществления фиксации ползуна в требуемом иолол ении, на приводном валу установлены барабаны с пазами для размещеппя в них фиксаторов ползуна.
3. Установка но пп. 1 и 2, отличающаяся тем, что, с целью компенсации иогрешностей по шагу мелсду трубами, гибочиые шаблоны выполнены илавающими.
-|Щ
.ъ °°f/ .%.V //.%s/x% Vg /. ,
f/, 2 X , x-, о
g /6
S.flj. -Нйу f .((. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки панелей | 1969 |
|
SU277520A1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
| Трубогибочный станок | 1988 |
|
SU1637902A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU259616A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Трубогибочное устройство | 1988 |
|
SU1667986A2 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |