ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к станкам и способам гибки удлиненных элементов, преимущественно из металла, в которых их длина, которая может составлять несколько десятков метров, на порядок больше, чем их поперечный размер, таких как, например, прутки, стержни, профильные прутки или прочие подобные изделия. Конкретное применение настоящего изобретения, даже если оно этим не ограничивается, касается гибки так называемых арматурных стержней для железобетона.
УРОВЕНЬ ТЕХНИКИ
В области производственных станков и способов гибки удлиненных металлических элементов, Заявитель проработал несколько инновационных решений за последние десятилетия, которые были раскрыты в различных патентных документах, таких как, например, международные патентные заявки, опубликованные под номерами WO-A-03/045603, WO-A-2009/077554, WO-A-2009/068529, WO-A-2009/135845, WO-A-2011/064222 и WO-A-2017/033145, а также европейские патентные заявки EP-A-0379030 и EP-A-3151985.
В патенте EP-A-3151985 описан станок и способ гибки одного или нескольких стержней одновременно, с разными характеристиками и номинальными диаметрами. Станок, описанный в патенте EP-A-3151985 содержит станину, предназначенную для поддержки стержней, удлиненное основание по отношению к длине стержней и два независимых автономных гибочных узла, с контролем движения вдоль опорной оси, параллельной станине, предназначенных для гибки стержней, путем деформации. Каждый из двух гибочных узлов содержит пару упорных роликов, между которыми проходят стержни, и гибочный ролик, расположенный во внешнем положении относительно пары упорных роликов и выполненный с возможностью получения заданной кривизны с выбранным радиусом, который может быть постоянным и/или переменным на каждом стержне, расположенным между двумя упорными роликами, путем деформирования каждого стержня.
В патенте WO-A-2017/033145 описывается станок и способ гибки для придания изгиба или формы одному или нескольким стержням любого типа и формы, и получения таким образом, изогнутых металлических изделий, по меньшей мере с одной изогнутой частью. Станок описанный в WO-A-2017/033145, содержит опорный стол, снабженный зажимными элементами для временной фиксации стержней, предназначенных для поддержки и направления вдоль одной оси перемещения двух линейно скользящих ползунков. Каждый ползунок снабжен рабочей плоскостью, на которой задействован соответствующий гибочный узел, аналогичный описанному в ЕР-А-3151985, и, следовательно, он также способен гнуть стержни с заданным радиусом кривизны, постоянным и / или переменным, который может быть достаточно большим. Кроме того, в рабочей плоскости каждого ползунка в определенных фиксированных положениях также есть один или несколько гибочных элементов, например типа, описанного в EP-A-0379030, каждый из которых связан с соответствующим гибочным узлом, установленным на тот же ползунок. Более конкретно, каждый гибочный узел содержит центральный упорный ролик и гибочный палец, вращающийся вокруг центрального упорного ролика, чтобы гнуть стержни с заранее определенным радиусом кривизны, который соответствует радиусу центрального упорного ролика.
Однако вышеупомянутые известные станки, имеют некоторые ограничения, заключающиеся в том, что, с одной стороны, каждый гибочный узел не способен совершать изгибы с очень малыми радиусами кривизны, и, с другой стороны, каждый гибочный узел используется только для получения изгибов с относительно малыми радиусами кривизны, то есть соответствующим радиусу центрального упорного ролика. Кроме того, в станке, описанном в WO-A-2017/033145, каждый обрабатываемый стержень должен быть перемещен из первого положения, в котором он находится в оси перемещения ползунов, во второе положение, по существу параллельное первому положению, в котором гибочные узлы могут совершать гибку удлиненного элемента.
Другой недостаток вышеупомянутых машин заключается в том, что они громоздкие и сложные в управлении.
Первая цель настоящего изобретения заключается в устранении недостатков известных станков и способов изготовления гибочных устройств и совершенствование соответствующего способа гибки удлиненного элемента, например, его верхнего или нижнего конца с заданными и относительно малыми радиусами кривизны, например, между 20 мм и 200 мм.
Также целью настоящего изобретения является получения правильных кривых, небольших или просто очерченных, то есть с радиусами кривизны от среднего до большого, с широким диапазоном значений, например от нескольких сантиметров до более чем десятков или сотен метров, по всей длине удлиненного элемента, или его части.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие признаки изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями, станок для гибки удлиненных элементов, предпочтительно из металла, таких как прутки, стержни, профильные прутки или прочие подобные изделия, согласно настоящему изобретению, содержит:
- узел подачи, выполненный с возможностью подачи, по меньшей мере, одного из удлиненных элементов вдоль продольной оси,
- опорную конструкцию, снабженную боковыми направляющими, параллельными поперечной оси, перпендикулярной продольной оси, и
- гибочный инструмент, установленный на опорной конструкции, избирательно перемещаемый по боковым направляющим, расположенным ниже узла подачи и снабженным упорным роликом и гибочным пальцем, избирательно вращающимся вокруг упорного ролика, чтобы согнуть удлиненный элемент вокруг упорного ролика.
Согласно одному аспекту настоящего изобретения, станок, в соответствии с вышеуказанными целями, содержит гибочный узел, расположенный ниже по потоку от гибочного инструмента и сконфигурированный для изгиба удлиненного элемента вдоль его вытянутой части.
Варианты осуществления настоящего изобретения относятся к способу гибки удлиненных элементов, предпочтительно из металла, который включает в себя подачу, с помощью узла подачи, по меньшей мере, одного из удлиненных элементов вдоль продольной оси, и изгиб данного элемента вокруг упорного ролика под действием гибочного пальца, вращающегося вокруг упорного ролика.
Упорный ролик и гибочный палец являются частью гибочного инструмента, перемещаемого, вдоль боковых направляющих опорной конструкции и параллельно поперечной оси, расположенной перпендикулярно по отношению к продольной оси.
Согласно возможному решению, способ также включает гибку удлиненного элемента вдоль его вытянутой части с помощью гибочного узла, расположенного ниже от гибочного инструмента.
Другие варианты осуществления изобретения предусматривают, что удлиненный элемент расположен в промежутке, образованном между упорным роликом и гибочным пальцем, причем последний выполнен c возможностью вращения относительно упорного ролика, чтобы оказывать деформирующее давление на удлиненный элемент в направлении, поперечном продольной оси, и вокруг упорного ролика.
Кроме того, в то время как гибочный палец воздействует на удлиненный элемент, последний перемещается в направлении, параллельном продольной оси, под действием узла подачи, подвергаясь деформации, которая проходит вдоль, по меньшей мере, части длины удлиненного элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие характеристики настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, приведенного в качестве неограничивающего примера со ссылкой на приложенные чертежи, на которых:
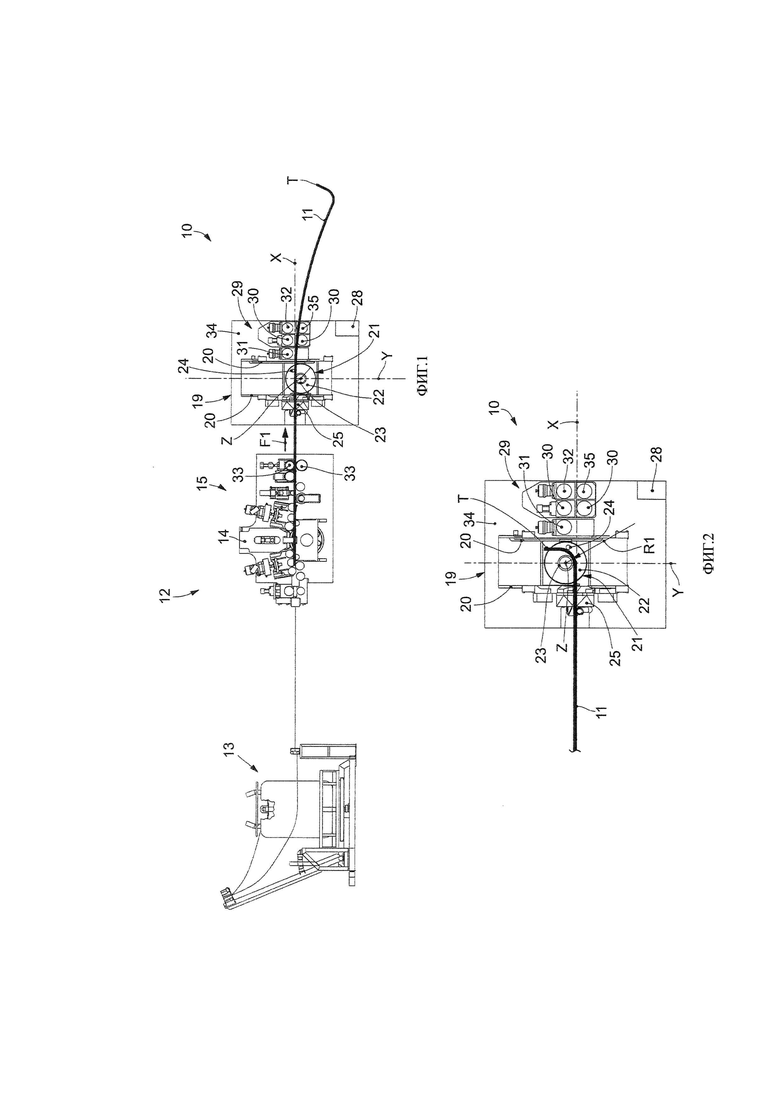
фиг. 1 представляет собой схематичный вид спереди станка для гибки удлиненных элементов согласно настоящему изобретению и в соответствии с первым вариантом осуществления;
фиг. 2-11 представляют схематические виды спереди станка, представленного на фиг. 1, в соответствии с первым вариантом исполнения;
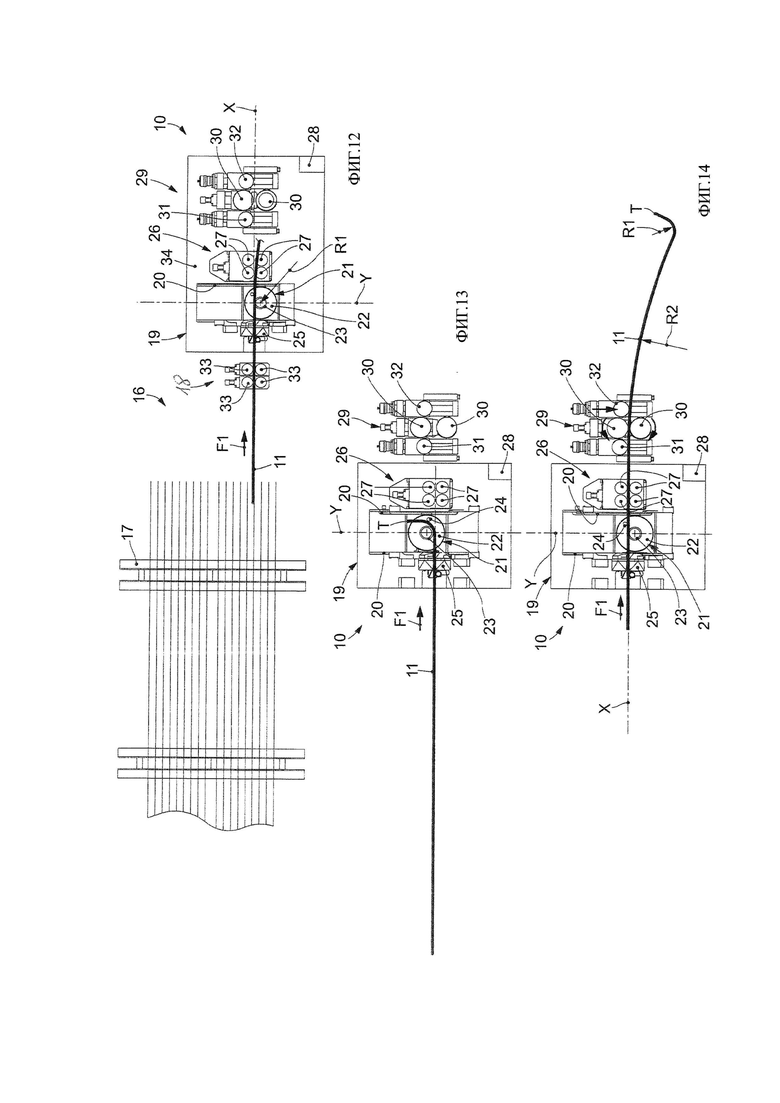
фиг. 12 представляет собой схематичный вид спереди одного из вариантов станка, представленного на фиг 1;
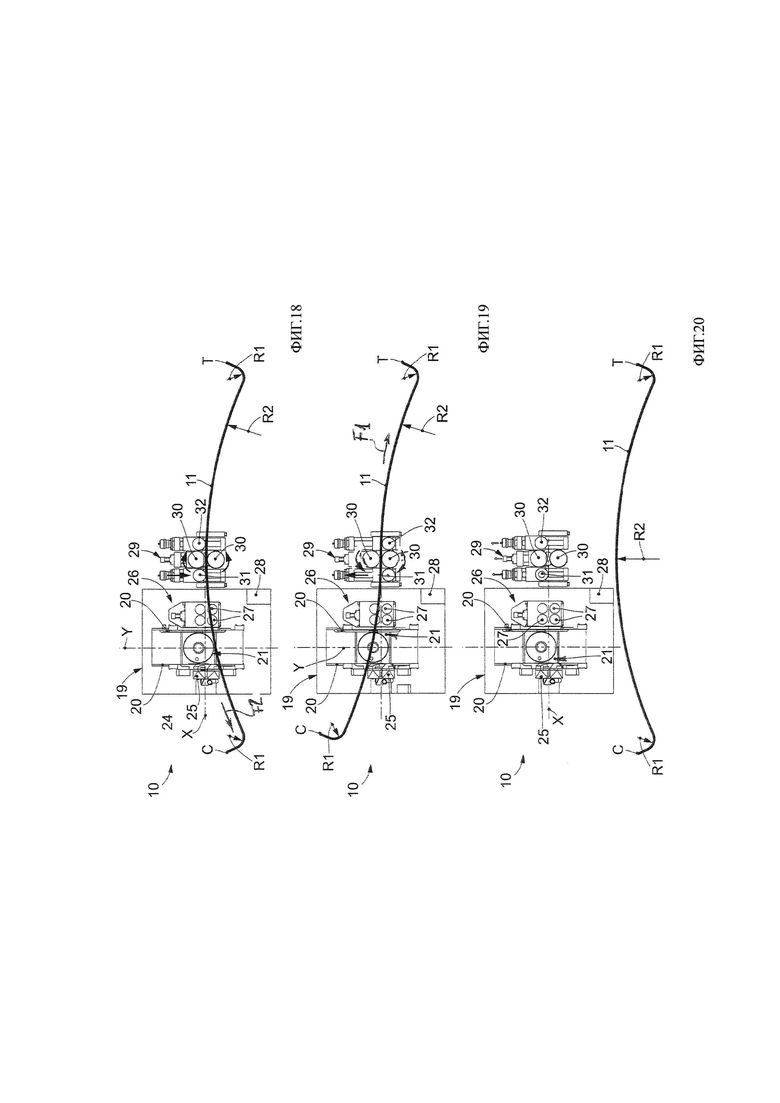
фиг. 13-20 представляют собой схематические виды спереди станка на фиг. 12 и показывают другие этапы работы над тем же удлиненным элементом;
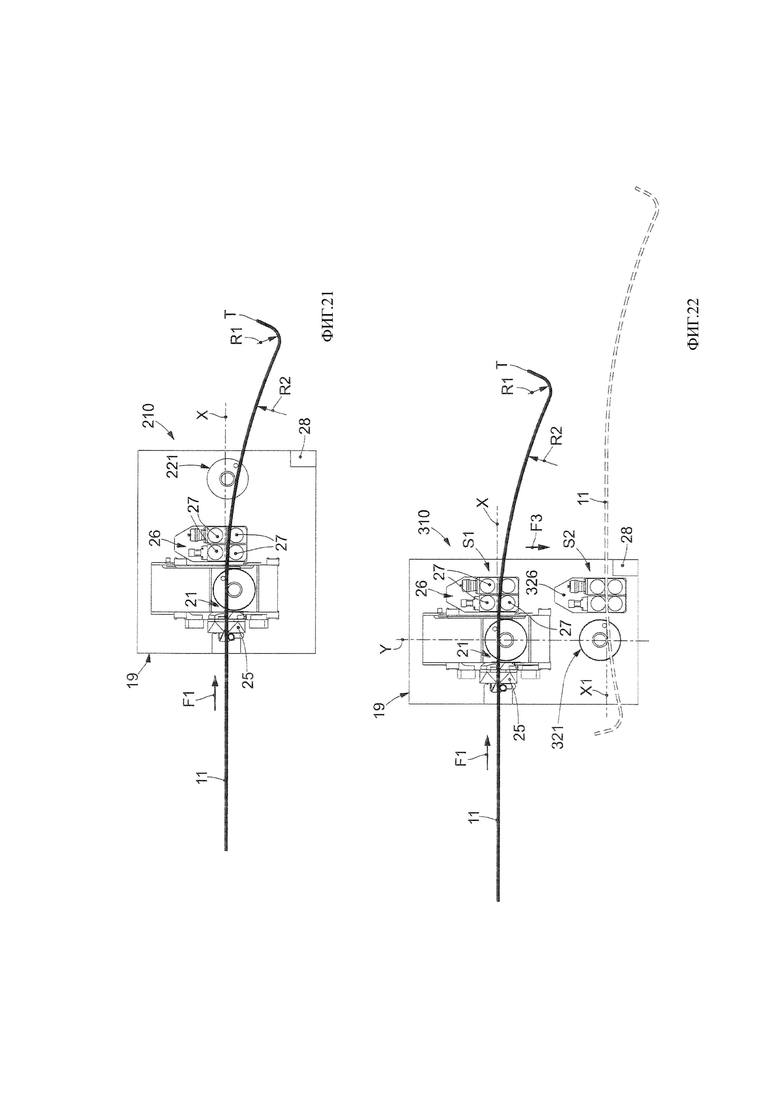
фиг.21 представляет собой схематичный вид спереди станка для гибки удлиненных элементов согласно другому варианту осуществления изобретения;
на фиг. 22 приведен схематический вид спереди станка для гибки удлиненных элементов согласно настоящему изобретению и в соответствии с четвертым вариантом осуществления.
Следует уточнить, что в последующем описании некоторых вариантов осуществления настоящего изобретения одинаковые ссылочные номера указывают на идентичные или очень похожие части.
ДЕТАЛЬНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Со ссылкой на приложенные чертежи, станок 10, в соответствии с настоящим изобретением, используется для гибки удлиненных элементов 11, как определено выше, таких прутки, стержни, профильные прутки или прочие подобные изделия.
В соответствии с настоящим изобретением, станок 10 содержит узел подачи 15, 18, выполненный с возможностью подачи, по меньшей мере одного удлиненного элемента 11 вдоль продольной оси X, которая определяет рабочую ось, то есть ось продольного направления станка 10.
Узел подачи 15, 18 может содержать, по меньшей мере, одну пару вытяжных роликов 33, образующих вытяжной узел, расположенные напротив друг друга относительно продольной оси X для вытягивания и подачи удлиненного элемента 11.
Вытяжные ролики 33 могут быть выполнены с возможностью перемещения удлиненного элемента 11 в обоих направлениях и ограничения его положения, то есть для фиксации, относительно продольной оси X.
Согласно первому варианту осуществления изобретения (фиг. 1) узел подачи 15 может содержать намоточный барабан 13 известного типа, в котором нитевидный удлиненный элемент 11, например металлический, наматывается спирально.
Узел подачи 15 может также содержать выпрямляющий узел 14, расположенный после намоточного барабана 13 и расположенный перед вытяжными роликами 33 и выполненный с возможностью выпрямления удлиненного элемента 11 перед его подачей вниз по потоку.
В соответствии с вариантом осуществления, показанным на фиг. 1, образуется первая рабочая установка 12, сконфигурированная для обработки удлиненных элементов 11, полученных путем резки проволоки, намотанной в катушку, также называемая на участке, как установка для обработки катушки.
В соответствии с вариантом осуществления, показанным на фиг.12, узел подачи 18 содержит хранилище 17, в котором временно хранятся обрабатываемые удлиненные элементы 11, которые уже выпрямлены и имеют заданную длину.
Таким образом, в соответствии с вариантом осуществления, показанным на фиг.12, образуется вторая рабочая установка 16, сконфигурированная для обработки предварительно нарезанных удлиненных элементов 11, также называемая на данном участке, как установка для обработки прутков.
В соответствии с возможным решением изобретения (фиг. 1 и 12) станок 10 содержит опорную конструкцию 19, снабженную боковыми направляющими 20, параллельными поперечной оси Y, которая перпендикулярна продольной оси X.
Опорная конструкция 19 также определяет, по существу, рабочую плоскость 34, в отношении которой выполняются операции на удлиненном элементе 11.
В соответствии с возможным решением, продольная ось Х и поперечная ось Y лежат на рабочей плоскости 34, определяемой опорной конструкции 19.
Опорная конструкция 19 также может быть выполнена с возможностью поддержки вытяжных роликов 33.
Гибочный инструмент 21, сконфигурированный, по меньшей мере, для сгиба удлиненного элемента 11, смонтирован на боковых направляющих 20 с возможностью скольжения.
Гибочный инструмент 21 также может быть известного типа, как например, описанный в документе EP-A-0379030.
Кроме того, в возможных решениях гибочный инструмент 21 может быть зафиксирован относительно продольной оси X, в то же время он также может быть подвижным, например, вдоль других осей, согласованных относительно продольной оси X.
В частности, гибочный инструмент 21 может содержать упорный ролик 23 и гибочный палец 24, избирательно вращающийся вокруг упорного ролика 23, чтобы согнуть удлиненный элемент 11 вокруг упорного ролика 23.
Гибочный палец 24 вращается по определенной траектории вокруг оси вращения Z, перпендикулярной продольной оси X. Упорный ролик 23 может быть расположен соосно с осью вращения Z.
Между упорным роликом 23 и гибочным пальцем 24 в каждом случае определяется промежуток, в котором размещается обрабатываемый удлиненный элемент 11.
В частности, под изгибом, здесь и далее в описании, подразумевается, что удлиненный элемент 11 подвергается локализованной деформации только в зоне, в которой он взаимодействует со встречным упорным роликом 23. Когда изгибающий инструмент 21 приводится в действие, удлиненный элемент 11 находится в зафиксированном положении, и не перемещается в направлении, параллельном продольной оси X.
В соответствии с возможным решением гибочный инструмент 21 может содержать диск 22, установленный с возможностью вращения вокруг оси Z.
Упорный ролик 23 установлен на диске 22 и расположен соосно оси вращения Z, а гибочный палец 24 установлен в радиальном положении относительно упорного ролика 23.
В соответствии с возможным решением, упорный ролик 23 может иметь определенный радиус R1, относительно небольшой, например, от 20 мм до 200 мм, который определяет так называемый радиус изгиба.
Гибочный палец 24, или в данном случае диск 22, связан с элементом двигателя, не показанным на чертеже, выполненным с возможностью избирательного вращения гибочного пальца 24 вокруг оси вращения Z в обоих направлениях вращения, то есть вокруг упорного ролика 23.
Вращение гибочного пальца 24 также может быть под выбранным углом, даже очень малым, менее одного градуса, примерно до 180°, в зависимости от необходимости закруглять и / или изгибать обрабатываемый удлиненный элемент 11, как будет описано ниже более подробно.
В соответствии с возможным вариантом осуществления настоящего изобретения гибочный инструмент 21 в сочетании с узлом подачи 15, 18 также может быть выполнен с возможностью осуществления гибочных операций на удлиненном элементе 11.
В частности, здесь и далее в описании под термином «изгиб» подразумевается, что удлиненный элемент 11 подвергается непрерывной деформации на вытянутой продольной части длины удлиненного элемента 11, например, по меньшей мере, на расстоянии 20 см или по всей длине.
Во время гибочных операций удлиненный элемент 11 перемещается в направлении, параллельном продольной оси X, тогда как сила деформации на удлиненный элемент 11 прикладывается в направлении, поперечном продольной оси X.
Когда предполагается выполнить гибку с помощью гибочного инструмента 21, удлиненный элемент 11, расположен в промежутке между упорным роликом 23 и гибочным пальцем 24, и последний приводится во вращение относительно упорного ролика 23, чтобы воздействовать на удлиненный элемент 11 деформирующей силой в направлении, поперечном продольной оси X, вокруг упорного ролика 23.
В то время как гибочный палец 24 воздействует на удлиненный элемент 11, последний перемещается в направлении, параллельном продольной оси X, под действием узла подачи 15, 18, для приложения деформации, которая проходит вдоль, по меньшей мере, части длины удлиненного элемента 11.
В соответствии с другим решением изобретения, гибочный инструмент 21 выборочно перемещается в направлении, параллельном оси вращения Z между рабочим положением, в котором гибочный инструмент 21 выступает из рабочей плоскости 34 опорной конструкции 19, и нерабочим положением, в котором гибочное устройство 21 удалено от рабочей плоскости 34.
В частности, может быть предусмотрено, что в рабочем положении плоскость диска 22 лежит на рабочей плоскости 34 удлиненных элементов 11, и в нерабочем положении, в котором упорный ролик 23 и гибочный палей 24 удалены от рабочей плоскости 34 и не препятствуют обработке удлиненного элемента 11.
В соответствии с другим вариантом осуществления изобретения станок 10 может содержать режущий инструмент 25, расположенный перед гибочным инструментом 21 относительно направления подачи удлиненных элементов 11, который на фиг. 1 и 2 расположен слева направо, как указано стрелкой F1. Режущий инструмент 25 может содержать, например, ножницы, способные резать даже не зафиксированный обрабатываемый удлиненный элемент 11.
Режущий инструмент 25 может быть установлен на опорной конструкции 19, и расположено между узлом подачи 15, 18 и гибочным инструментом 21.
Согласно одному из аспектов настоящего изобретения, станок 10 содержит гибочный узел блок 29, расположенный ниже по потоку от гибочного инструмента 21 и выполненный с возможностью закруглять удлиненный элемент 11 вдоль его продольного направления.
Гибочный узел 29 может быть установлен на опорной конструкции 19.
В соответствии с возможным решением действие деформации, создаваемое гибочным узлом 29, происходит практически непрерывно вдоль всей длины продольного участка, на который воздействует изгиб.
Согласно возможному варианту осуществления, гибочный узел 29 может быть выполнен с возможностью перемещения удлиненного элемента 11 вдоль продольной оси X, и его деформирования, под действием силы деформации, приложенной в направлении, поперечном продольной оси X
Согласно другому варианту осуществления изобретения (фиг. 1 и 12), гибочный узел 29 может быть расположен соосно с гибочным инструментом 21 вдоль продольной оси X.
В соответствии с другим вариантом осуществления настоящего изобретения, гибочный узел 29 содержит два направляющих ролика 30, расположенные на одной другой стороне продольной оси X, и выполненные с возможностью перемещения удлиненного элемента 11, обрабатываемого вдоль продольной оси X, в обоих направлениях F1 и F2, чтобы фиксировать или не препятствовать обработке удлиненного элемента11.
Гибочный узел 29 также содержит, по меньшей мере, один гибочный ролик 31, 32, расположенный рядом с одним из двух направляющих роликов 30 и перемещающийся по меньшей мере в направлении, параллельном поперечной оси Y, для придания обрабатываемому удлиненному элементу 11 усилия для его изгиба по отношению к одному из двух направляющих роликов 30, и для придания ему кривизны, имеющей переменный радиус кривизны R2.
Согласно возможному решению (фиг. 1 и 12), гибочный узел 29 содержит два гибочных ролика 31, 32, расположенных один выше по потоку и один ниже по потоку от направляющих роликов 30 вдоль продольной оси X, и каждый перемещающийся по отдельности, по меньшей мере, в направлении, параллельном поперечной оси Y. Наличие гибочных роликов 31, 32 на одной стороне и другой относительно направляющих роликов 30 позволяет гнуть как часть удлиненного элемента 11, которая расположена выше по потоку, так и ту часть, которая находится ниже по потоку от направляющих роликов 30.
В соответствии с возможным решением изобретения (фиг. 1), опорный ролик 35 связан по меньшей мере с одним из двух гибочных роликов 31, 32, в случае, показанном здесь, с гибочным роликом 32, и расположен противоположно гибочному ролику 32 и продольной оси X, предназначенный для поддержки удлиненного элемента 11 во время изгиба.
В соответствии с возможными решениями, опорный ролик 35 может быть выполнен с возможностью избирательного перемещения в направлении, параллельном оси вращения Z, чтобы переходить в убранное положение относительно рабочей плоскости 34 и не препятствовать обработке удлиненного элемента 11.
В соответствии с другим вариантом осуществления настоящего изобретения (фиг. 1 и 12), по меньшей мере, один гибочный ролик 31, 32, в данном случае оба ролика 31 и 32, может быть расположен как над, так и под продольной осью X путем поступательного перемещения в направлении, параллельном поперечной оси Y. Для этой цели подвижные элементы могут быть связаны с гибочным роликом 31, 32, чтобы обеспечить возможность указанного перемещения.
Согласно данному варианту осуществления изобретения, если гибочный узел 29 содержит два гибочных ролика 31, 32, последний может чередовать функцию гибочного ролика и упорного ролика.
Например, если гибочный ролик 31, расположенный выше по ходу, оказывает давление на обрабатываемый удлиненный элемент 11, часть последнего, расположенная после направляющих роликов 30, стремится к вращению вокруг одного из двух направляющих роликов 30, двигаясь вверх или вниз. гибочный ролик 32, расположенный ниже по ходу, в этом случае, выполняет функцию упорного ролика, который препятствует этому вращению, и обеспечивает правильное выполнение изгиба.
В соответствии с другим вариантом осуществления изобретения гибочный узел 29 может быть выполнен с возможностью избирательного перемещения, например, в направлении, параллельном оси вращения Z, между рабочим положением, в котором он выступает из рабочей плоскости 34, и нерабочим положением в котором он отводится относительно рабочей плоскости 34 и не препятствует обработке удлиненного элемента 11.
Согласно возможному решению, описанному, например, со ссылкой на фиг. 12, станок 10 также содержит вытяжной узел 26, расположенный между гибочным инструментом 21 и гибочным узлом 29, предназначенный как для перемещения удлиненных элементов 11, выборочно, и в обоих направлениях, в направлении, определяемом продольной осью х, так и для фиксации удлиненных элементов 11 в определенных случаях, как будет описано ниже более подробно.
Вытяжной узел 26 может быть также установлен на опорной конструкции 19.
Вытяжной узел 26 содержит, по меньшей мере, одну, в данном случае две пары вытяжных роликов 27, в которых ответные ролики каждой пары выровнены с продольной осью х и перемещают удлиненный элемент 11.
Наличие вытяжного узла 26, расположенного за гибочным инструментом 21, позволяет зажимать удлиненный элемент 11, предотвращая его скручивание, что привело бы к получению дефектного изделия.
После выполнения гибки с помощью гибочного инструмента 21 можно удерживать обрабатываемый удлиненный элемент 11 и перемещать его вместе с вытяжным узлом, предотвращая его скручивание по направлению к гибочному узлу 29.
В соответствии с возможными решениями каждая пара вытяжных роликов 27 может содержать приводной ролик и прижимной ролик, которые могут приводиться в движение известным способом для получения осевого смещения или зажима обрабатываемого удлиненного элемента 11.
Вытяжной узел 26 также, как и гибочный инструмент 21, избирательно перемещается, например, параллельно оси вращения Z, между рабочим положением, в котором его две пары вытяжных роликов 27 выступают из рабочей плоскости 34 удлиненных элементов 11, для взаимодействия с ним, и нерабочим положением, в котором две одинаковые пары вытяжных роликов 27 удалены от рабочей плоскости 34. Например, они могут быть расположены под рабочей плоскостью 34 и не препятствовать работе продолговатого элемента 11.
В соответствии с другим решением станок 10 может содержать узел управления 28, для координирования привода, по меньшей мере, узла подачи 15, 18 гибочного инструмента 21 и гибочного узла 29 при выполнении операций как гибки, так и скругления удлиненного элемента 11.
Согласно возможному решению изобретения, узел управления 28 может быть связан как с гибочным инструментом 21, чтобы управлять его перемещением вдоль поперечной оси Y, так и с гибочным пальцем 24, чтобы привести его в требуемое радиальное положение, а также с вытяжным узлом 26 и / или узлом подачи 15, 18, чтобы выборочно управлять перемещением или зажимом обрабатываемого удлиненного элемента 11.
Узел управления 28 также выполнен с возможностью управления выборочным перемещением как гибочного инструмента 21, так и вытяжного узла 26 независимо друг от друга или совместно, из их рабочего положения в нерабочее положение и наоборот.
Кроме того, в возможных вариантах осуществления изобретения узел управления 28, связанный с гибочным узлом 29, выполнен с возможностью управления возвратно-поступательным движением и вращением направляющих роликов 30, перемещением гибочных роликов 31 и 32 и выборочным перемещением гибочного узла 29 из его рабочего положения в нерабочее положение и наоборот.
Способ работы станка 10 для гибки удлиненных элементов 11 осуществляется следующим образом и показан со ссылкой на фиг.2 -11.
Если, например, необходимо выполнить изгиб под углом 90° верхнего конца Т удлиненного элемента 11, то используется гибочный инструмент 21.
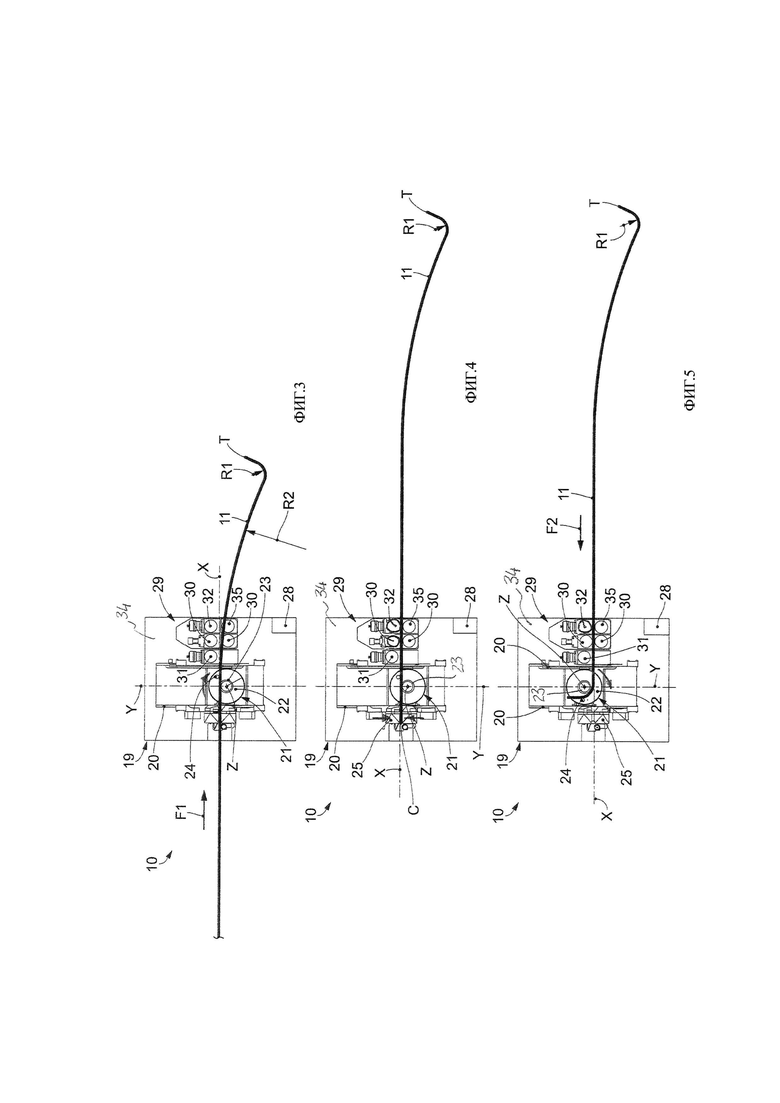
Например, если изгиб под углом 90° должен быть выполнен вверх (фиг.2), то выполняется первый этап обработки или первый этап гибки, который предусматривает, что гибочный инструмент 21 расположен вдоль поперечной оси Y, так что его упорный ролик 23 находится над продольной осью х и расположен касательно к удлиненному элементу 11, подлежащему изгибу.
Кроме того, в исходном положении, которое не показано, гибочный палец 24 расположен вниз по потоку, так, что удлиненный элемент 11, подлежащий гибке, может быть вставлен между упорным роликом 23 и гибочным пальцем 24, двигаясь в направлении подачи (стрелка F1) узлом подачи 15 (рис. 1 и 2). Затем с помощью узла подачи 15 удлиненный элемент 11 удерживается в неподвижном положении, а гибочный палец 24 вращается в направлении против часовой стрелки до тех пор, пока он не будет приведен в положение, показанное на фиг. 3, таким образом, и не выполнит изгиб с фиксированным радиусом R1.
Если впоследствии удлиненный элемент 11 должен быть изогнут, например, вниз (фиг. 3), второй этап обработки или первый этап гибки выполняется с использованием того же гибочного инструмента 21.
Так, прежде всего и гибочный инструмент 21, и гибочный узел 29 перемещаются в нерабочее положение.
Затем гибочный инструмент 21 перемещается вдоль поперечной оси Y до тех пор, пока упорный ролик 23 не окажется ниже продольной оси X касательно к удлиненному обрабатываемому элементу 11.
Кроме того, также одновременно, гибочный палец 24 вращается в направлении против часовой стрелки, чтобы поднять его над продольной осью X и касательно к удлиненному элементу 11, который обрабатывается. Гибочный инструмент 21 затем возвращается в рабочее положение, в то время как вытяжной узел 26 остается в нерабочем положении. Таким образом, обрабатываемый удлиненный элемент 11 будет расположен между упорным роликом 23, под ним, и гибочным пальцем 24, расположенным над ним.
Из этого положения диск 22 приводится во вращение в направлении по часовой стрелке под заданным углом, даже небольшим, например, от 2° до 15°, так что гибочный палец 24 придает удлиненному элементу 11 усилие, такое как изгиб с заданным радиусом кривизны R2. Узел подачи 15, расположенный выше по потоку, затем приводится в движение для подачи удлиненного элемента 11 вправо (стрелка F1 на фиг. 3), который, таким образом, будет подвергнут гибке гибочным инструментом 21. Когда гибка должна быть прервана, гибочный палец 24 приводится во вращение в направлении против часовой стрелки так, чтобы прервать взаимодействие с удлиненным элементом 11. В примере на фиг. 3 изгиб был выполнено только на первой части продолговатого элемента 11, то есть той, которая близка к его верхнему концу Т.
Затем следует третий этап обработки или этап резки, на котором удлиненный элемент 11 (фиг. 4) обрезается по размеру режущим инструментом 25 в соответствии с его нижним концом C. Во время этапа резки удлиненный элемент 11 фиксируется в неподвижном положении направляющими роликами 30, гибочным роликом 32 и опорным роликом 35.
Если, например, необходимо выполнить изгиб под углом 90° нижнего конца С удлиненного элемента 11, уже изогнутого и частично изогнутого, как описано выше, то снова используется гибочный инструмент 21, и выполняется четвертый этап обработки, или вторая стадия гибки.
Таким образом, например, если изгиб на 90° должен быть выполнен вблизи нижнего конца C (фиг. 5), то сначала гибочный инструмент 21 переводится в нерабочее положение, из этого положения оно перемещается вдоль поперечной оси Y так, чтобы его упорный ролик 23 был расположен над продольной осью X и касательно к удлиненному элементу 11, подлежащего изгибу.
Кроме того, диск 22 вращается таким образом, что гибочный палец 24 направлен к низу и лежит на поперечной оси Y (положение не показано на чертежах), так что удлиненный элемент 11, подлежащий изгибу, должен быть расположен между упорным роликом 23 и гибочным пальцем 24.
Затем направляющие ролики 30 приводятся в движение, так что обрабатываемый удлиненный элемент 11 смещается в осевом направлении вдоль продольной оси X до тех пор, пока его нижний конец C не будет расположен в соответствии с упорным роликом 23. Затем гибочный инструмент 21 также возвращается в рабочее положение.
Диск 22 поворачивается по часовой стрелке на угол, превышающий 90°, до тех пор, пока гибочный палец 24 не будет переведен в положение, показанное на фиг. 5, и, таким образом, выполнится изгиб нижнего конца C обрабатываемого удлиненного элемента 11.
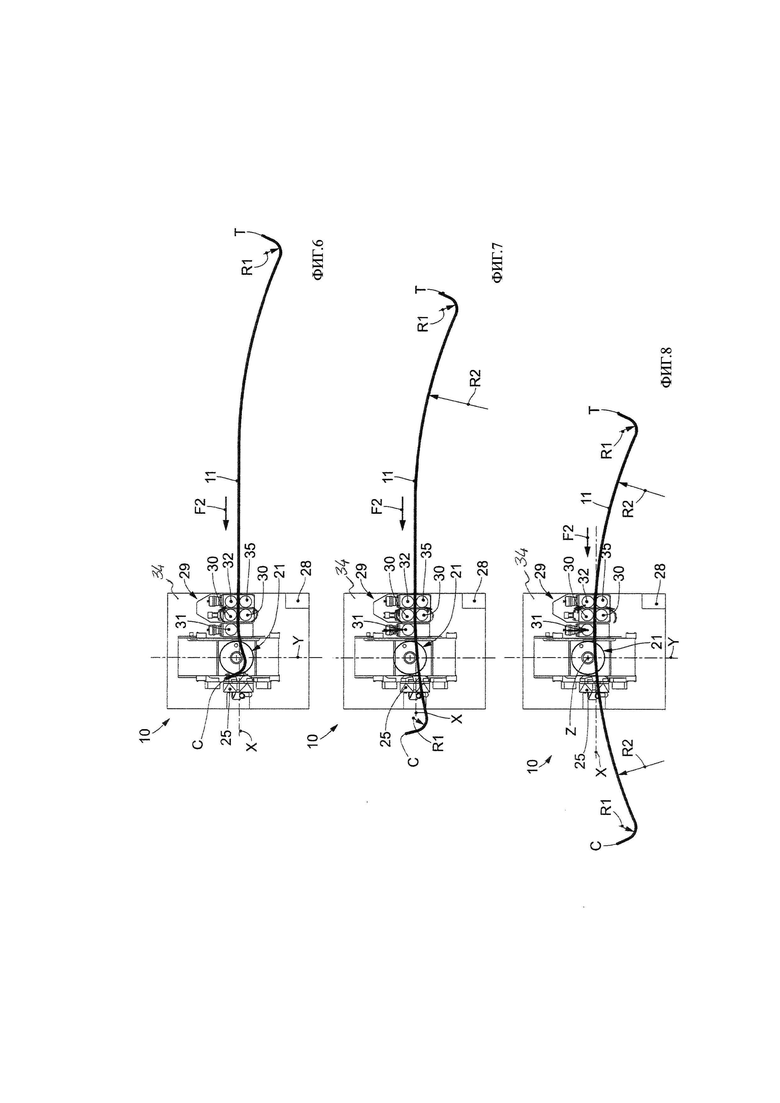
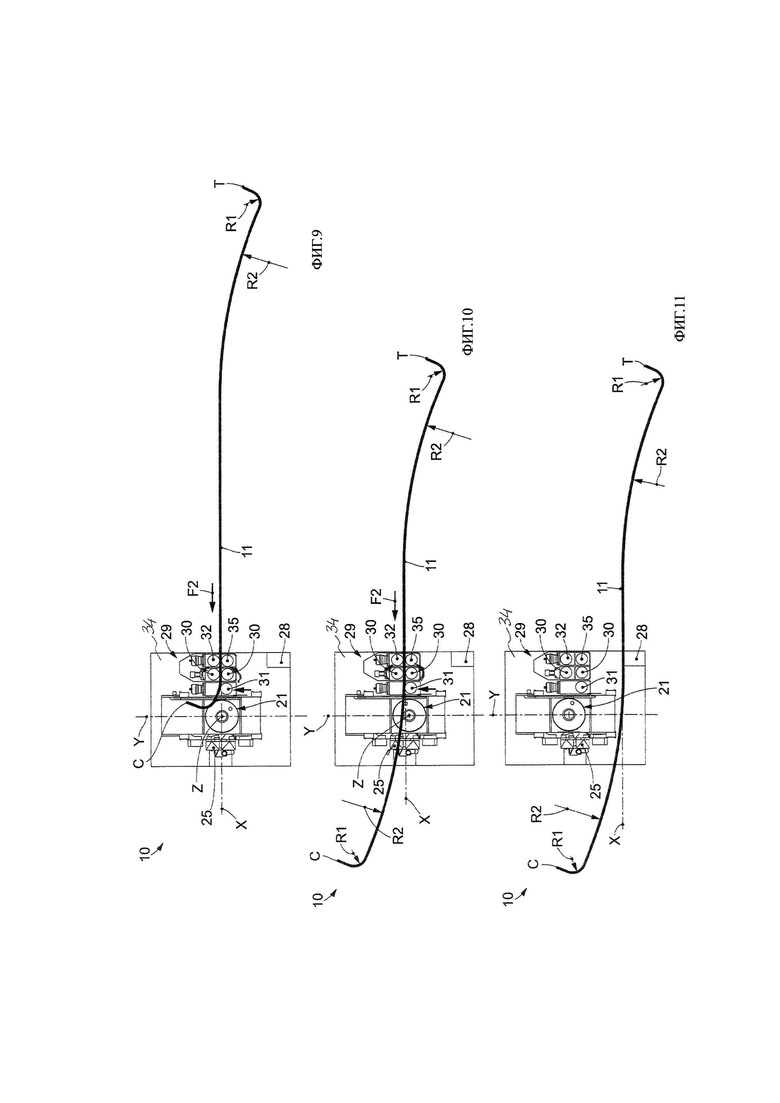
Кроме того, с помощью гибочного узла 29 можно также завершить гибку обрабатываемого удлиненного элемента 11, например еще ниже (рис. 6, 7 И 8), выполнив пятый этап обработки, или второй этап гибки.
В частности, в первую очередь гибочный инструмент 21 переводится в нерабочее положение; гибочный ролик 31 перемещается в направлении, параллельном поперечной оси Y, чтобы деформировать удлиненный элемент 11. На этом этапе направляющие ролики 30 прижимают удлиненный элемент 11, таким образом препятствуя его нежелательному вращению.
Путем приведения в движение направляющих роликов 30 можно перемещать удлиненный элемент 11 в направлении, указанном стрелкой F2 на фиг.6, в то время как изгибающий ролик 31 деформирует удлиненный элемент 11.
В частности, со ссылкой на фиг.6 -8, показана последовательность получения изгиба с вогнутостью, обращенной вниз, и в которой изгибающий ролик 31 расположен над продолговатым элементом 11.
Со ссылкой на фиг.9 -11, вместо этого показана последовательность для получения изгиба с вогнутостью, обращенной вверх, и в которой изгибающий ролик 31 расположен под продолговатым элементом 11.
Также на станке 10, показанном на фиг.12 -20, можно выполнить изгибы, например на 90°, верхнего конца Т или нижнего конца С удлиненного элемента 11, с помощью гибочного инструмента 21, как описано выше.
При таких изгибах гибочный узел 29 переводится в нерабочее положение.
Станок 10 позволяет гнуть удлиненные элементы 11 как с гибочным инструментом 21, так и с гибочным узлом 29.
Поэтому, со ссылкой на фиг.13 -20, будет описан только способ обработки удлиненного элемента 11, с использованием гибочного узла 29, поскольку уже были описаны рабочие этапы гибки того же удлиненного элемента 11, который обрабатывается с использованием гибочного инструмента 21.
На фиг.13 можно увидеть, что уже был произведен изгиб вверх на 90° верхнего конца Т обрабатываемого удлиненного элемента 11.
Если, например, на обрабатываемом удлиненном элементе 11 должен быть выполнен нисходящий изгиб с использованием гибочного узла 29 (фиг. 14), то выполняется седьмой этап обработки или четвертый этап гибки. В частности, гибочный инструмент 21, вытяжной узел 26 и гибочный узел 29 переводятся в нерабочее положение. Затем удлиненный элемент 11 перемещается вперед вправо (стрелка F1) с помощью узла подачи 18, до тех пор, пока изгиб верхнего конца T не выйдет за пределы правого гибочного ролика 32.
Затем гибочный узел 29 и вытяжной блок 26 приводятся в рабочее положение, и, в частности, направляющие ролики 30 и вытяжные ролики 27 используются для захвата обрабатываемого удлиненного элемента 11, а правый гибочный ролик 32 опускается таким образом, что последний толкает обрабатываемый удлиненный элемент 11 вниз и придает ему желаемую кривизну, в то время как тот же обрабатываемый элемент 11 перемещается вправо направляющими роликами 30 и вытяжным узлом 26.
Радиус кривизны удлиненного элемента 11 зависит от положения гибочного ролика 32 относительно продольной оси X. В этом случае нижний направляющий ролик 30 выполняет функцию упорного ролика.
Затем следует этап резки (фиг.15), на котором обрабатываемый удлиненный элемент 11 обрезается по размеру режущим инструментом 25 в соответствии с нижним концом C. Во время этапа резки обрабатываемый удлиненный элемент 11 находится в неподвижном положении посредством направляющих роликов 30 гибочного узла 29 и посредством вытяжных роликов 27 вытяжного узла 26, в то время как гибочный ролик 32 снова находится в своем исходном нерабочим положении, относительно обрабатываемого удлиненного элемента 11.
Если, например, необходимо выполнить изгиб вверх на 90° вблизи нижнего конца C (фиг. 16), используется гибочный инструмент 21, как описано выше со ссылкой на четвертый этап обработки, с той разницей, что перемещение обрабатываемого удлиненного элемента 11 осуществляется направляющими роликами 30 гибочного узла 29 и вытяжным узлом 26.
Если впоследствии, например, требуется завершить нисходящий изгиб обрабатываемого удлиненного элемента 11 (фиг. 17 и 18), выполняется восьмой этап обработки или пятый этап гибки, во время которого гибочный инструмент 21 возвращается в нерабочее положение и обрабатываемый элемент 11 подается вправо (стрелка F1) с использованием направляющих роликов 30 гибочного узла 29 до тех пор, пока угол 90° вблизи нижнего конца C не будет близок к левому гибочному ролику 31 (фиг. 17). Затем левый гибочный ролик 31 (рис. 18) опускается таким образом, чтобы толкать обрабатываемый элемент 11, движущийся вниз, изгибая его с заданным радиусом кривизны, и направление вращения направляющих роликов 30 инвертируется чтобы сместить обрабатываемый элемент 11 влево (стрелка F2 на фиг .18). В этом случае нижний направляющий ролик 30 также выполняет функцию упорного ролика.
Если, например, вместо завершения нисходящего изгиба удлиненного элемента 11 необходимо изогнуть его вверх (фиг. 19) это можно сделать выполнив девятый этап обработки или шестой этап гибки, используя гибочный узел 29, следующим образом, начиная с положения удлиненного элемента 11, показанного на фиг15.
В этом положении удлиненный элемент 11, который обрабатывается, зажимается с помощью вытяжного узла 26, временно переводимого в рабочее положение, гибочный инструмент 21 удерживается в нерабочем положении, и гибочный узел 29 также переходит в нерабочее положение.
Гибочные ролики 31 и 32 перемещаются вниз таким образом, чтобы они находились полностью под продольной осью х, затем происходит поворот на 90° вверх вблизи нижнего конца С удлиненного элемента 11, как описано выше со ссылкой на фиг.16, с использованием гибочного инструмента 21, после возврата его в рабочее положение.
Затем гибочный узел 29 приводится в рабочее положение, направляющие ролики 30 приводятся в действие таким образом, что они зажимают удлиненный элемент 11, гибочный инструмент 21 и вытяжной узел 26 переводятся в нерабочее положение.
Затем обрабатываемый удлиненный элемент 11 подают вправо (стрелка F2), с помощью направляющих роликов 30 гибочного узла 29, до тех пор, пока изгиб на 90° вблизи нижнего конца C не будет близок к левому гибочному ролику 31, то есть в том же положении, что показано на фиг.17.
Затем левый гибочный ролик 31 поднимается, чтобы толкать вверх обрабатываемый удлиненный элемент 11, изгибая его с заданным радиусом кривизны, и направление вращения направляющих роликов 30 инвертируется так, чтобы подать удлиненный элемент 11 влево (стрелка F2).
В этом случае речь идет о верхнем направляющем ролике 30, который выполняет функцию упорного ролика.
Когда гибка удлиненного элемента как с помощью гибочного инструмента 21, так и с помощью гибочного узла 29 выполнена, гибочный узел 29 также переводится в нерабочее положение, так что удлиненный элемент 11 может быть удален из станка 10 (фиг.20).
Со ссылкой на фиг. 21 станок 210 настоящего изобретения, согласно третьему варианту осуществления, очень похож на станок 10, описанный ранее, с той разницей, что второй гибочный инструмент 221, выровненный с продольной осью X, расположен за вытяжным узлом 26 на той же рабочей плоскости, также имеет функцию гибочного узла 29, равную гибочному инструменту 21, и, возможно, пригодный для использования совместно с гибочным инструментом 21, под управлением узла 28, чтобы изогнуть и/или скруглить удлиненный элемент 11, как описано выше.
Со ссылкой на фиг. 22, станок 310 настоящего изобретения, в соответствии с четвертым вариантом осуществления очень похож на станок 10, описанный ранее, с той разницей, что другое гибочное устройство 321, выровненное вдоль оси х1, параллельной продольной оси х, соответствует гибочному инструменту 21, и другой вытяжной узел 326, соответствует вытяжному узлу 26, также под управлением узла 28. В частности, оба гибочных инструмента 21 и 321 расположены на поперечной оси Y.
Таким образом, станок 310 имеет две независимые и автономные рабочие станции S1 и S2, одна из которых состоит из гибочного инструмента 21 и вытяжного узла 26, а другая из гибочного инструмента 321 и вытяжного узла 326 для изгибания и/или скругления удлиненных элементов 11 путем пропускания их, посредством узла подачи от одной рабочей станции к другой в направлении, параллельном поперечной оси Y (стрелка F3 на фиг.22)
Очевидно, что две рабочие станции S1 и S2 станка 310 могут быть согласованы между собой для оптимизации этапов обработки и времени выполнения различных изгибов и кривых на удлиненных элементах 11.
Следует отметить, что при использовании станка 10, 210 или 310 и соответствующего способа гибки, описанного выше, можно сгибать удлиненный элемент 11 с заданным радиусом кривизны (r1), а также изгибать последний, с заданным радиусом кривизны, (R2), используя, если требуется, только гибочный инструмент 21.
Кроме того, можно использовать гибочный инструмент 21, 221 или 321 для гибки удлиненного элемента 11 с заданным радиусом кривизны (R1) вместо использования гибочного узла 29, придавая ему любой радиус кривизны (R2), начиная от минимального радиуса, который, например, может быть равен указанному заданному радиусу кривизны (R1).
Следует понимать, что в станки 10, 210, 310 и соответствующие способы гибки удлиненных элементов, описанных ранее, могут быть внесены изменения и/или дополнения деталей и/или этапов без отступления от области и объема настоящего изобретения.
Также следует понимать, что, хотя настоящее изобретение было описано со ссылкой на некоторые конкретные примеры, специалист в данной области техники, безусловно, сможет достичь многих других эквивалентных форм станков и/или способов для гибки продолговатых элементов, имеющих характеристики, изложенные в формуле изобретения и, следовательно, все находящиеся в пределах области защиты, определенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНЫЙ СТАНОК С МАТРИЦЕЙ И КОНТРМАТРИЦЕЙ ДЛЯ ПРАВОСТОРОННЕЙ И ЛЕВОСТОРОННЕЙ ГИБКИ УДЛИНЕННОЙ ДЕТАЛИ | 2014 |
|
RU2569616C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243842C1 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| ГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ИЗОГНУТОЙ ФОРМЫ ПОСРЕДСТВОМ ОБРАБОТКИ ПРОВОЛОЧНОГО СТЕРЖНЯ | 2016 |
|
RU2733528C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2129929C1 |
| СТАНОК И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2789481C2 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА | 2018 |
|
RU2736556C1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано при гибке удлиненных элементов, предпочтительно из металла. Станок для гибки содержит узел подачи (15), гибочный инструмент (21) и гибочный узел (29). Узел подачи (15) выполнен с возможностью подачи по меньшей мере одного из удлиненных элементов (11) вдоль продольной оси (X). Гибочный инструмент (21) расположен ниже по ходу от узла подачи (15). Гибочный узел (29) расположен ниже по ходу от гибочного инструмента (21) и выполнен с возможностью гибки удлиненного элемента (11). В результате обеспечивается возможность гибки с получением различных радиусов кривизны, при этом исключается необходимость использования громоздкого и сложного в управлении оборудования. 3 н. и 8 з.п. ф-лы, 22 ил.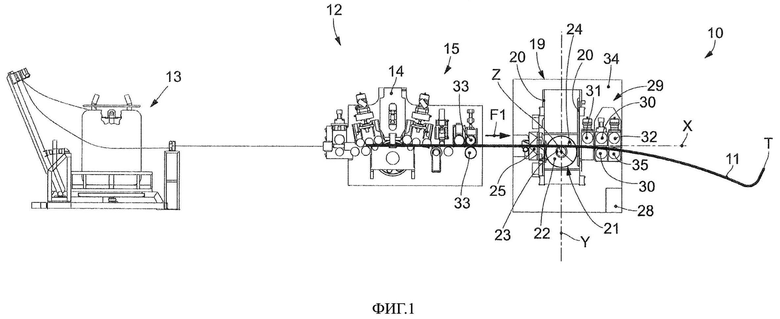
1. Станок для гибки удлиненных элементов (11), предпочтительно из металла, содержащий:
- узел подачи (15, 18), выполненный с возможностью подачи по меньшей мере одного из удлиненных элементов (11) вдоль продольной оси (Х),
- опорную конструкцию (19), снабженную боковыми направляющими (20), параллельными поперечной оси (Y), перпендикулярной продольной оси,
- гибочный инструмент (21), установленный на указанную опорную конструкцию (19), избирательно перемещаемый по указанным боковым направляющим (20), расположенным ниже указанного узла подачи (15, 18), и снабженный упорным роликом (23) и гибочным пальцем (24), избирательно вращающимся вокруг указанного упорного ролика (23), чтобы согнуть указанный удлиненный элемент (11) вокруг указанного упорного ролика (23), отличающийся тем, что он содержит гибочный узел (29), расположенный ниже по потоку от указанного гибочного инструмента (21) и предназначенный для гибки указанного удлиненного элемента (11).
2. Станок по п.1, отличающийся тем, что гибочный узел (29) расположен соосно указанному гибочному инструменту (21) вдоль продольной оси (X).
3. Станок по п.1, отличающийся тем, что гибочный узел (29) содержит два направляющих ролика (30), расположенных с одной и другой стороны продольной оси (X) и выполненных с возможностью перемещения удлиненного элемента (11) вдоль продольной оси (X) в обоих направлениях (F1, F2) или зажима, не препятствуя обработке удлиненного элемента (11), и по меньшей мере один гибочный ролик (31, 32), расположенный рядом с одним из двух направляющих роликов (30) и перемещающийся по меньшей мере в направлении, параллельном указанной поперечной оси (Y), для приложения усилия к указанному обрабатываемому удлиненному элементу (11), чтобы изогнуть его по отношению к одному из направляющих роликов (30) с заданным радиусом кривизны (R2).
4. Станок по п.3, отличающийся тем, что гибочный узел (29) содержит два гибочных ролика (31, 32), расположенных один выше по потоку и один ниже по потоку от направляющих роликов (30) вдоль продольной оси (X), причем каждый ролик выполнен с возможностью перемещения независимо друг от друга по меньшей мере в направлении, параллельном указанной поперечной оси (Y).
5. Станок по любому из пп. 1-4, отличающийся тем, что он также содержит вытяжной узел (26), расположенный между гибочным инструментом (21) и гибочным узлом (29) и предназначенный как для перемещения удлиненных элементов (11) выборочно и в обоих направлениях вдоль продольной оси (X), так и для фиксации удлиненных элементов (11).
6. Станок по любому из пп. 1-5, отличающийся тем, что он содержит узел управления (28) для координирования привода по меньшей мере узла подачи (15, 18), гибочного инструмента (21) и гибочного узла (29) при выполнении операций как гибки, так и скругления удлиненного элемента (11).
7. Станок по любому из пп. 1-6, отличающаяся тем, что гибочный инструмент (21) в сочетании с узлом подачи (15, 18) также выполнен с возможностью выполнения операций гибки удлиненного элемента (11).
8. Способ гибки удлиненных элементов (11), предпочтительно из металла, включающий подачу с помощью узла подачи (15, 18) по меньшей мере одного из удлиненных элементов (11) вдоль продольной оси (X) и изгиб удлиненного элемента (11) вокруг упорного ролика (23) под действием гибочного пальца (24), который выполнен с возможностью вращения вокруг указанного упорного ролика (23), указанный упорный ролик (23) и указанный гибочный палец (24) являются частью гибочного инструмента (21), перемещаемого вдоль боковых направляющих (20) опорной конструкции (19) и параллельно поперечной оси (Y), перпендикулярной продольной оси (X), отличающийся тем, что также включает гибку удлиненного элемента (11) вдоль его вытянутой части с помощью гибочного узла (29), расположенного ниже по потоку от гибочного инструмента (21).
9. Способ по п.8, отличающийся тем, что два направляющих ролика (30) указанного гибочного узла (29) расположены с одной и другой стороны продольной оси (X) и перемещают обрабатываемый удлиненный элемент (11) вдоль продольной оси (X) и по меньшей мере один гибочный ролик (31, 32) гибочного узла (29), расположенный рядом по меньшей мере с одним из направляющих роликов (30), оказывает воздействие на удлиненный элемент (11) для его изгиба по отношению к одному из направляющих роликов (30), чтобы придать ему заданный радиус кривизны (R2), в то время как удлиненный элемент (11) перемещается вдоль продольной оси (X).
10. Способ по п.8, отличающийся тем, что удлиненный элемент (11) расположен в промежутке между упорным роликом (23) и гибочным пальцем (24) и последний выполнен с возможностью поворота относительно упорного ролика (23) для приложения на удлиненный элемент (11) усилия деформации в направлении, поперечном продольной оси (X), и вокруг упорного ролика (23), и тем, что при воздействии на удлиненный элемент (11) гибочного пальца (24) последний перемещается в направлении, параллельном продольной оси (X), под действием узла подачи (15, 18), чтобы приложить деформирующую силу, которая проходит вдоль по меньшей мере части длины удлиненного элемента (11).
11. Способ гибки удлиненных элементов (11), предпочтительно из металла, который включает подачу с помощью узла подачи (15, 18) по меньшей мере одного из удлиненных элементов (11) вдоль продольной оси (X) и гибку удлиненного элемента (11) вокруг упорного ролика (23) под действием гибочного пальца (24), который выполнен с возможностью вращения вокруг указанного упорного ролика (23), указанный упорный ролик (23) и указанный гибочный палец (24) являются частью гибочного инструмента (21), перемещаемого вдоль боковых направляющих (20) опорной конструкции (19) и параллельно поперечной оси (Y), перпендикулярной продольной оси (X), отличающийся тем, что удлиненный элемент (11) расположен в промежутке между упорным роликом (23) и гибочным пальцем (24) и последний выполнен с возможностью поворота относительно упорного ролика (23) для приложения на удлиненный элемент (11) деформирующей силы в направлении, поперечном продольной оси (X), и вокруг упорного ролика (23), и тем, что при воздействии на удлиненный элемент (11) гибочного пальца (24) последний перемещается в направлении, параллельном продольной оси (X), под действием узла подачи (15, 18), чтобы прилагать деформирующую силу, которая проходит вдоль по меньшей мере части длины удлиненного элемента (11).
| КОМПАКТНОЕ УСТРОЙСТВО ТИПА "ЭЛЕКТРОННЫЙ НОС" | 2018 |
|
RU2699366C1 |
| Гибочно-отрезной автомат для изготовления проволочных изделий | 1984 |
|
SU1414493A1 |
| Автомат для одновременной гибки в противоположных направлениях концов длинномерной заготовки | 1987 |
|
SU1542659A1 |
| Способ определения скорости течения шлакового расплава | 1961 |
|
SU152120A1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |
| УСТРОЙСТВО КОРРЕКЦИИ СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЭЛЕКТРОПРИВОДА ПОСТОЯННОГО ТОКА | 0 |
|
SU379030A1 |

