ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к устройству для изготовления и способу изготовления изделия штамповкой. Более конкретно, настоящее изобретение относится к устройству для изготовления и способу изготовления изделия штамповкой, полученного посредством растяжения заготовки между пуансоном и матрицей в состоянии, в котором край заготовки зажат матрицей и держателем заготовки, с тем чтобы заготовка не втекала в область формования.
УРОВЕНЬ ТЕХНИКИ
[0002]
В целом, формование на прессе тонких листов условно делится на три: гибка, штамповка и вытяжка. Гибка – это способ формования заготовки посредством сгибания ее, используя матрицу и пуансон, не зажимая края заготовки. В отличие от этого, штамповка и вытяжка являются способами штамповки заготовки посредством прижимания пуансона к области формования, расположенной в центре заготовки, в состоянии, в котором края заготовки зажаты матрицей и держателем заготовки.
[0003]
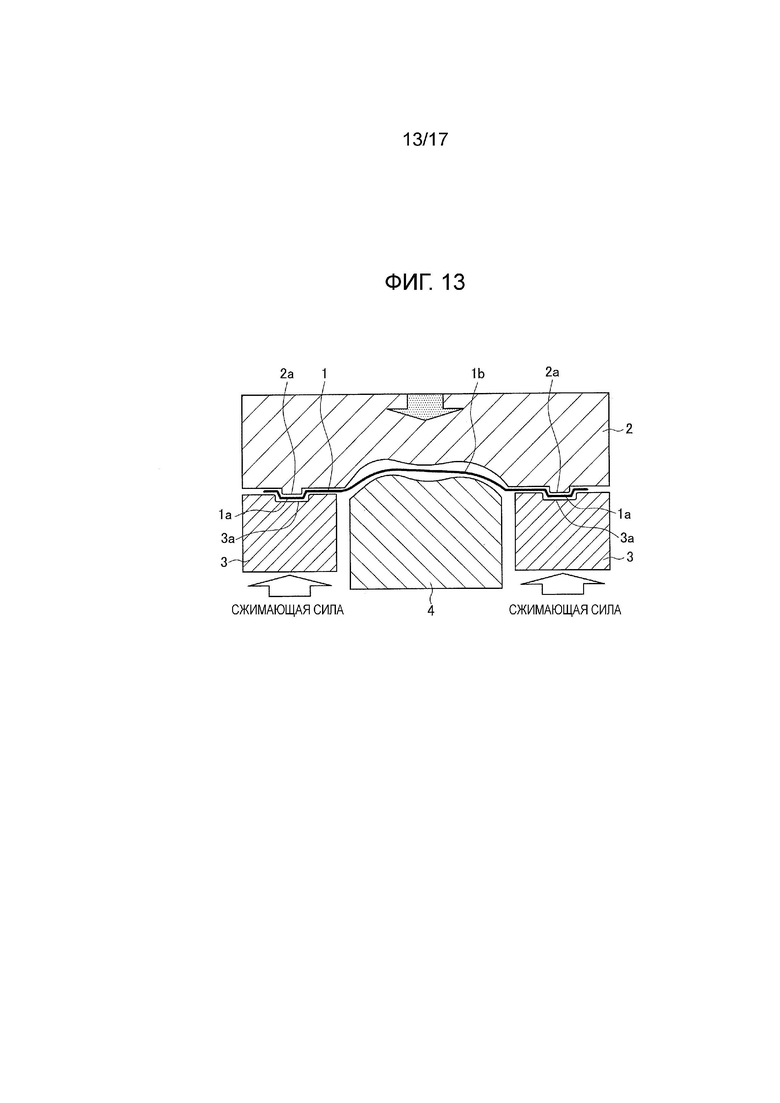
Фиг.13 – пояснительная схема, показывающая штамповку. Как показано на фиг.13, при штамповке, пуансон 4 относительно вдавливается в матрицу 2 в состоянии, в котором главным образом зажимается целевая область 1a зажима, обеспеченная на краю заготовки 1, посредством трапецеидальных буртиков 2a и 3a, в качестве одной из форм фиксирующих буртиков, которые обеспечиваются на/в матрице 2 и держателе 3 заготовки. Соответственно, штампуемое изделие формуют посредством растяжения заготовки 1 так, чтобы края заготовки 1 по существу не втекали (не перемещались) в направлении области 1b формования заготовки 1, которая соответствует области изделия. Посредством штамповки обычно производятся, например, автомобильные компоненты, крупноразмерные компоненты, имеющие сравнительно простые формы, такие как наружная панель двери, наружная панель капота и панель крыши.
[0004]
В отличие от этого, при вытяжке, пуансон относительно вдавливается в матрицу в состоянии, в котором главным образом зажимается целевая область зажима, обеспеченная на краю заготовки, посредством вытяжных буртиков, которые обеспечиваются на/в матрице и держателе заготовки. При вытяжке, величина заготовки, которая втекает с краев заготовки в направлении области формования заготовки, которая соответствует области изделия, надлежащим образом контролируется для каждого компонента посредством вытяжных буртиков во время штамповки. Таким образом, формообразование контролируется, с тем чтобы трещины, складки и тому подобное не формировались на/в изделии. Посредством вытяжки обычно формируется компонент, имеющий сравнительно сложную форму, например, наружная боковая панель, в автомобильных компонентах.
[0005]
Как фиксирующие буртики, используемые при штамповке, так и вытяжные буртики, используемые при вытяжке, являются буртиками для регулировки растягивающей силы, которая должна быть приложена к заготовке, с тем чтобы дефекты формы, такие трещины и складки, и чрезмерная деформация поверхности, не формировались в области формования (области изделия) подобной заготовки. Тем не менее, в то время как штамповка не вызывает втекание заготовки с края заготовки в область формования, вытяжка вызывает втекание заготовки с края заготовки в область формования. Соответственно, фиксирующие буртики, используемые при штамповке, отличаются от вытяжных буртиков, используемых при вытяжке, так как управление втеканием заготовки в точке, в которой заготовка втекает с краев заготовки в область формования, по существу исключается.
[0006]
До настоящего времени, такие трапецеидальные буртики, как показано на фиг.13, общеизвестными в качестве буртиков, которые обеспечиваются в/на матрице и держателе заготовки и зажимают края заготовки, чтобы исключить втекание заготовки в область формования. Трапецеидальные буртики являются по существу трапецеидальными в сечении, и зажимают заготовку 1 так, чтобы заготовка 1 не втекала внутрь из-за сопротивления деформации сгибающей и разгибающей деформации трапецеидальной угловой области и из-за сопротивления трения, вызываемого за счет контакта буртиков 2a и 3a, каждый из которых обеспечен на/в матрице 2 и держателе 3 заготовки, с заготовкой 1.
[0007]
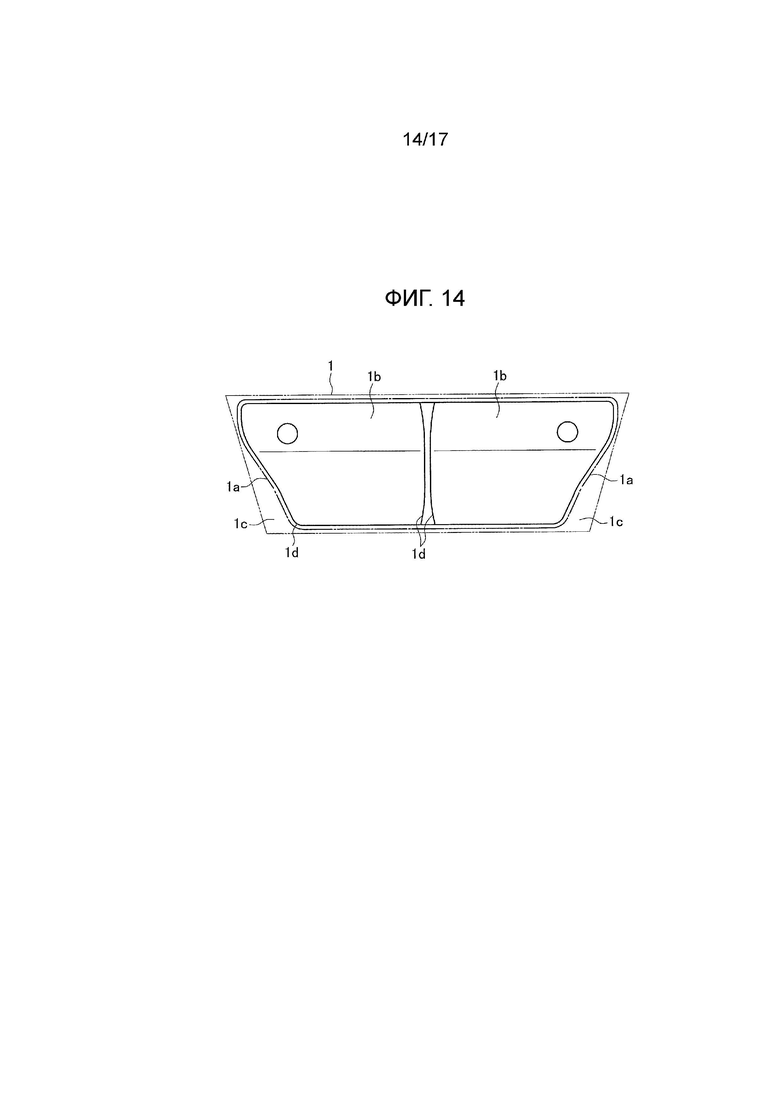
Фиг.14 - пояснительная схема, показывающая один пример заготовки 1, которая содержит целевую область 1a зажима, которая должна быть зажата буртиками, и область 1b формования, соответствующую области изделия (задней наружной панели) заготовки 1, и используется при штамповке. Фиг.14 - пример заготовки 1 в случае изготовления двух наружных панелей задней двери из одной заготовки 1.
[0008]
Как проиллюстрировано на фиг.14, наружная периферийная область 1c целевой области 1a зажима заготовки 1 обрезается вдоль линии 1d обрезки и отрезается вместе с целевой областью 1a заготовки. Соответственно, если наружная периферийная область 1c и целевая область 1a зажима может устанавливаться настолько маленькой, насколько возможно, после обеспечения силы зажимания заготовки, которая требуется для штамповки, весь размер заготовки 1 станет настолько маленьким, насколько возможно. Таким образом, выработка материала при штамповке улучшается. В частности, так как штамповка используется для формования сравнительно крупных компонентов, как описано выше, эффект уменьшение количества используемого материала, то есть, улучшение выработки материала благодаря уменьшению заготовки 1, является большим.
[0009]
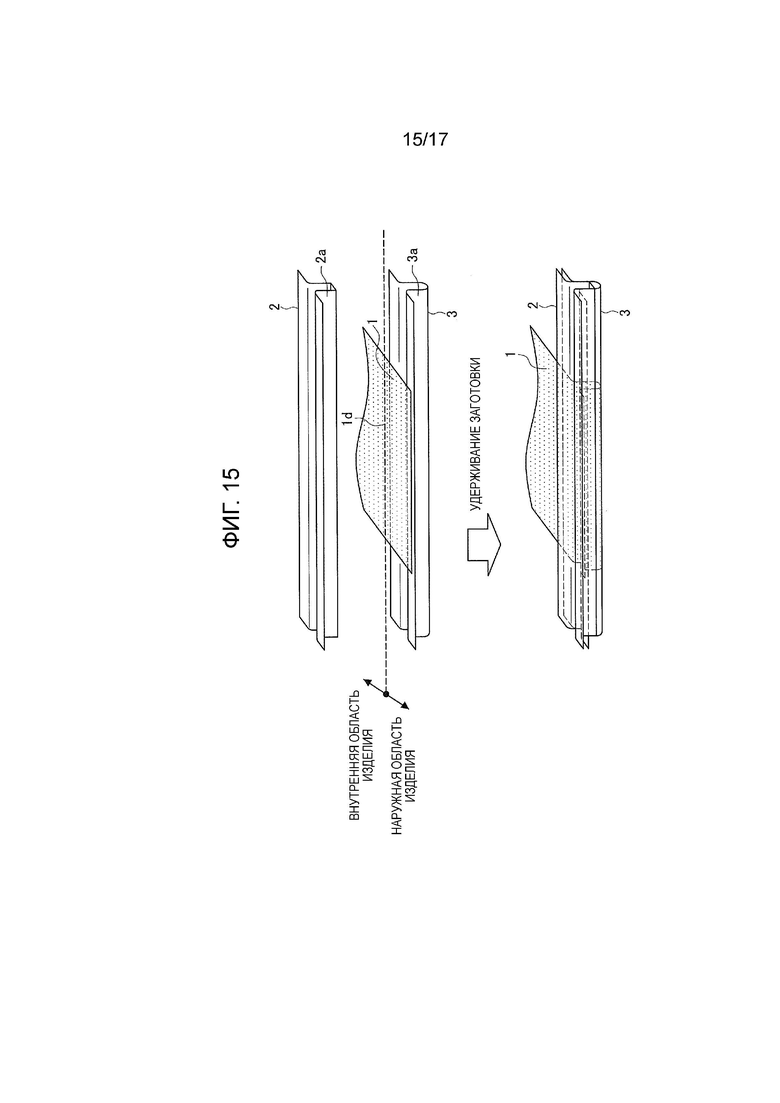
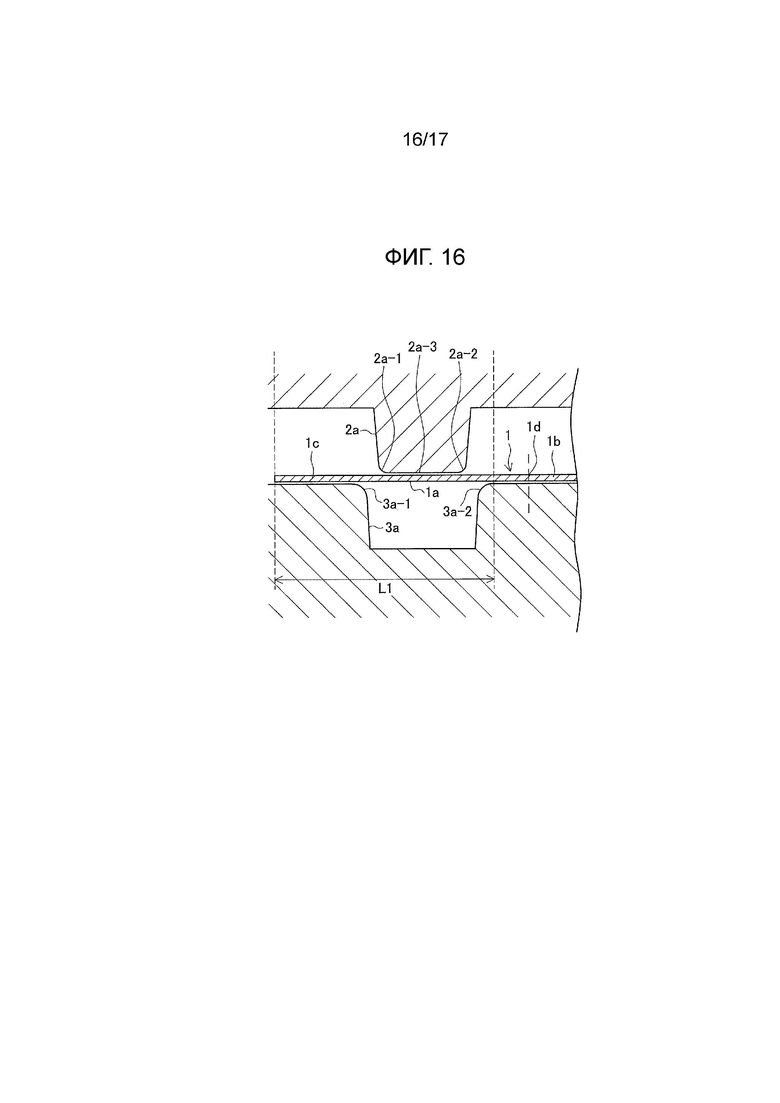
Фиг.15-17 представляют собой пояснительные схемы, показывающие состояния вблизи трапецеидального буртика 2a в случае выполнения штамповки посредством использования матрицы, содержащей обычные трапецеидальные буртики 2a и 3a. Фиг.15 - вид в перспективе, показывающий состояния до и после зажимания заготовки 1 посредством матрицы 2 и держателя 3 заготовки. Фиг.16 - вид в разрезе, показывающий окрестность трапецеидальных буртиков 2a и 3a, включая целевую область 1a зажима, наружную периферийную область 1c и линию 1d обрезки заготовки 1. Фиг.17 - вид сверху, показывающий окрестность трапецеидальных буртиков 2a и 3a, включая целевую область 1a зажима, наружную периферийную область 1c и линию 1d обрезки заготовки 1. Следует отметить, что, на фиг. с 15 по 17, хотя граница между внутренней областью и наружной областью изделия показана пунктирной линией, область длины L1 является областью, соответствующей буртику, заготовки 1, которая должна быть зажата буртиками 2a и 3a, и является областью, которая обычно отбрасывается.
[0010]
Трапецеидальные буртики 2a и 3a приспособлены, чтобы получать силу зажимания заготовки, которая является достаточной для штамповки, посредством формирования сопротивления разгибающей деформации четырех угловых частей 2a-1, 2a-2, 3a-1, и 3a-2 трапеции. При массовой штамповке необходимо делать длину секционной прямой боковой части 2a-3 в некоторой степени длинной, чтобы не убрать трапецеидальный буртик 2a, и чтобы вызвать сопротивление сгибающей и разгибающей деформации угловых частей 2a-1 и 2a-2 трапеции по отдельности в соответствующих угловых частях. Соответственно, длина L1 сжимания трапецеидальных буртиков 2a и 3a в направлении, перпендикулярном линии 1d обрезки, неизбежно становится длинной. Следовательно, сложно укоротить длину L1 сжимания и уменьшить заготовку 1 с трапецеидальными буртиками 2a и 3a.
[0011]
В Патентном документе 1 раскрыт способ вытяжки, в вытяжном устройстве, которое обеспечено матрицей, пуансоном и держателем заготовки, для вытяжки материала в состоянии, в котором материал удерживается держателем заготовки и направленной к нему матрицы, в которой вытяжные буртики, содержащие непрерывные части буртиков, которые не параллельны линии, параллельной профилю вытяжки материала, сформированы на поверхностях сжимания кладок.
[0012]
В Патентном документе 2 раскрыт способ вытяжки, в вытяжном устройстве, которое обеспечено матрицей, пуансоном и держателем заготовки, обеспечивающем подвижную поверхность матрицы, которая конфигурирует часть поверхности матрицы и может перемещаться относительно корпуса держателя заготовки, позволяя подвижной поверхности матрицы и подвижному держателю заготовки свободно перемещаться вперед и назад из наружной области внутрь в направлении гибочной углубленной части в матрице, перемещая подвижную поверхность матрицы и подвижный держатель заготовки из наружной области внутрь в связи с прижиманием заготовки, и, таким образом, выполняя вытяжку с высокой выработкой, с тем чтобы шоковая линия не входила в область изделия.
[0013]
В Патентном документе 3 раскрыт штамп, который выполняет вытяжку и растяжение посредством формирования буртика на одной матрице и формирования части размещения буртика для размещения буртика в области, направленной к буртику, на другой матрице, в которой на ведущем конце буртика обеспечены ступенчатые части, выступающие по отдельности, высоты которых постепенно снижаются в боковом направлении, ступенчатые углубленные части, которые соответствуют ступенчатым частям, обеспечиваются в части размещения буртика, неравномерность, которая соответствует ступенчатым частям в случае, когда материал заготовки зажат и удерживается между ними, формируется на краю материала заготовки и, таким образом, формирование складок может быть предотвращено даже в случае применения в штамповочной машине, имеющей невысокую допустимую нагрузку.
[0014]
В Патентном документе 4, раскрыт буртик, который должен обеспечиваться на поверхности сжимания складок вытяжной матрицы, вытяжной буртик, сконфигурированный частью вертикальной стенки и гофрированной частью, которая сформирована, чтобы располагаться вслед за вертикальной частью и иметь гофрированное сечение.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0015]
Патентный документ 1: JP H9-29348A
Патентный документ 2: JP H9-225552A
Патентный документ 3: JP H8-267154A
Патентный документ 4: JP 2007-245188A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0016]
Способ, описанный в Патентном документе 1, является способом, который предназначен для фиксирования материала, с тем чтобы материал не втекал из наружной области буртика во внутреннюю область буртика, посредством использования буртиков, которые имеют трапецеидальное сечение и являются гофрированными в виде сверху. В этом способе, описанном в Патентном документе 1, заготовку зажимают с помощью сопротивления деформации сгибающей и разгибающей деформации трапецеидальной угловой части, поверхностное давление буртика относительно заготовки и сопротивление деформации расширения/сжатия согласно гофрированной форме. Способ, описанный в Патентном документе 1, может увеличивать сопротивление прохождению материала буртика посредством вытягивания материала вплоть до области снаружи части, зажатой буртиком. Соответственно, способ, описанный в Патентном документе 1 не может улучшить выработку материала из-за увеличения частей, которые отрезаются вдоль профиля вытяжки и отбрасываются.
[0017]
Способ, описанный в Патентном документе 2, является способом, нацеленным на вытяжку, которая вовлекает втекание материала, хотя и имеет цель улучшения выработки материала. Соответственно, способ, описанный в Патентном документе 2, не может улучшить выработку материала при штамповке, которая не вовлекает втекание материала.
[0018]
Способ, описанный в Патентном документе 3, не может улучшить выработку материала при штамповке, так как длина буртика в направлении, перпендикулярном направлению втекания материала, неизбежно увеличивается.
[0019]
Хотя вытяжной буртик, описанный в Патентном документе 4, является буртиком, задачей которого является улучшения выработки стального материала посредством сдерживания втекания материала, он подразумевает использование вытяжного буртика при вытяжке. Соответственно, вытяжной буртик, описанный в Патентном документе 4, не является буртиком, который улучшает выработку материала посредством предотвращения втекания материала в фиксирующие буртики, предназначенные для использования при штамповке.
[0020]
Настоящее изобретение было создано ввиду вышеупомянутых проблем, и целью настоящего изобретения является предложить устройство для изготовления и способ изготовления изделия штамповкой, которые могут улучшить выработку материала при штамповке, выполняемой, зажимая заготовку посредством фиксирующих буртиков.
РЕШЕНИЕ ПРОБЛЕМЫ
[0021]
Чтобы решить проблему, согласно аспекту настоящего изобретения, предложено устройство для изготовления и способ изготовления изделия штамповкой, устройство для изготовления, включающее в себя: матрицу и держатель заготовки, которые содержат зажимные поверхности, обращенные друг к другу, пуансон, который, в состоянии, в котором край заготовки из листового материала зажат зажимными поверхностями матрицы и держателя заготовки, относительно вдавливает область формования заготовки в матрицу, и тем самым выполняет штамповку в области формования заготовки, и фиксирующие буртики, которые обеспечены на зажимных поверхностях матрицы и держателя заготовки во взаимно схожих формах и содержат первые поверхности, вторые поверхности, которые пересекаются с первыми поверхностями, и третьи поверхности, которые пересекаются со вторыми поверхностями от наружных краев к центрам матрицы и держателя заготовки, а каждая из первых поверхностей содержит множество углубленных и выступающих частей.
[0022]
Если смотреть на множество углубленных и выступающих частей со стороны наружного края к центру матрицы или держателя заготовки, множество углубленных и выступающих частей могут иметь любую из трапецеидальной формы, прямоугольной формы или треугольной формы, или их комбинацию.
[0023]
Каждая из множества углубленных и выступающих частей может содержать четвертую поверхность и пятую поверхность, пересекающиеся друг с другом, четвертая поверхность и пятая поверхность могут пересекаться со второй поверхностью, а по меньшей мере одна из четвертой поверхности и пятой поверхности может пересекаться с первой поверхностью.
[0024]
Каждая из множества углубленных и выступающих частей может содержать четвертую поверхность и шестую поверхность, обращенные друг к другу, и пятую поверхность, которая пересекается с четвертой поверхностью и шестой поверхностью, причем четвертая поверхность, пятая поверхность и шестая поверхность могут пересекаться со второй поверхностью, а по меньшей мере одна из четвертой поверхности, пятой поверхности и шестой поверхности могут пересекаться с первой поверхностью.
[0025]
В случае, в котором каждая из множества углубленных и выступающих частей имеет треугольную форму, интервал шага множества углубленных и выступающих частей, когда треугольная форма определена за один шаг, может находиться в диапазоне от 5 до 50 мм, а угол подъема поверхности углубленной и выступающей части может находиться в диапазоне от 10 до 40 градусов.
[0026]
В случае, в котором каждая из множества углубленных и выступающих частей имеет трапецеидальную форму или прямоугольную форму, интервал шага множества углубленных и выступающих частей, когда группа из выступающей формы и углубленной формы определена за один шаг, может находиться в диапазоне от 5 до 50 мм, а высота углубленной выступающей части может находиться в диапазоне от 1.0 до 10.0 мм.
[0027]
Кроме того, чтобы решить вышеупомянутые проблемы, согласно другому аспекту настоящего изобретения, предложен способ изготовления изделия штамповкой, включающий этап зажимания края заготовки из листового материала посредством зажимных поверхностей матрицы и держателя заготовки, которые обеспечены фиксирующими буртиками, которые содержат первые поверхности, вторые поверхности, которые пересекаются с первыми поверхностями, и третьи поверхности, которые пересекаются со вторыми поверхностями от наружных краев к центрам матрицы и держателя заготовки в положениях, соответствующих краям заготовки из листового материала, причем каждая из первых поверхностей содержит множество углубленных и выступающих частей, а фиксирующие буртики обеспечены во взаимно схожих формах, и этап штамповки изделия посредством относительного вдавливания области формования заготовки в матрицу посредством пуансона в состоянии, в котором край заготовки зажат матрицей и держателем заготовки.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0028]
Согласно настоящему изобретению, выработка материала при штамповке, выполняемой, зажимая заготовку фиксирующими буртиками, может быть улучшена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0029]
[Фиг.1] Фиг.1 представляет собой вид в перспективе для объяснения конфигурации устройства для изготовления изделия штамповкой согласно варианту осуществления настоящего изобретения.
[Фиг.2] Фиг.2 представляет собой вид в перспективе, показывающий состояния до и после зажимания заготовки посредством фиксирующих буртиков согласно варианту осуществления.
[Фиг.3] Фиг.3 представляет собой вид в разрезе, показывающий фиксирующие буртики, наружную периферийную область заготовки и линию обрезки.
[Фиг.4] Фиг.4 представляет собой вид сверху, показывающий фиксирующие буртики, наружную периферийную область заготовки и линию обрезки.
[Фиг.5] Фиг.5 представляет собой вид в перспективе, показывающий состояния до и после зажимания заготовки посредством фиксирующих буртиков.
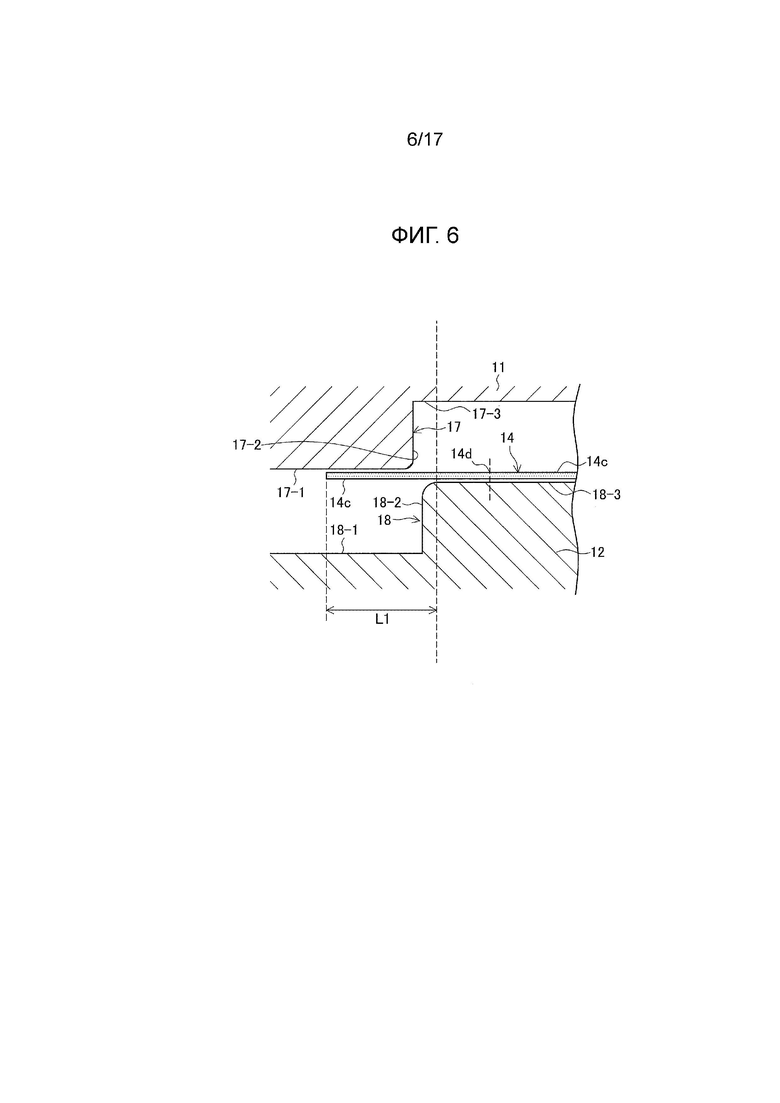
[Фиг.6] Фиг.6 представляет собой вид в разрезе, показывающий другие фиксирующие буртики, наружную периферийную область заготовки и линию обрезки.
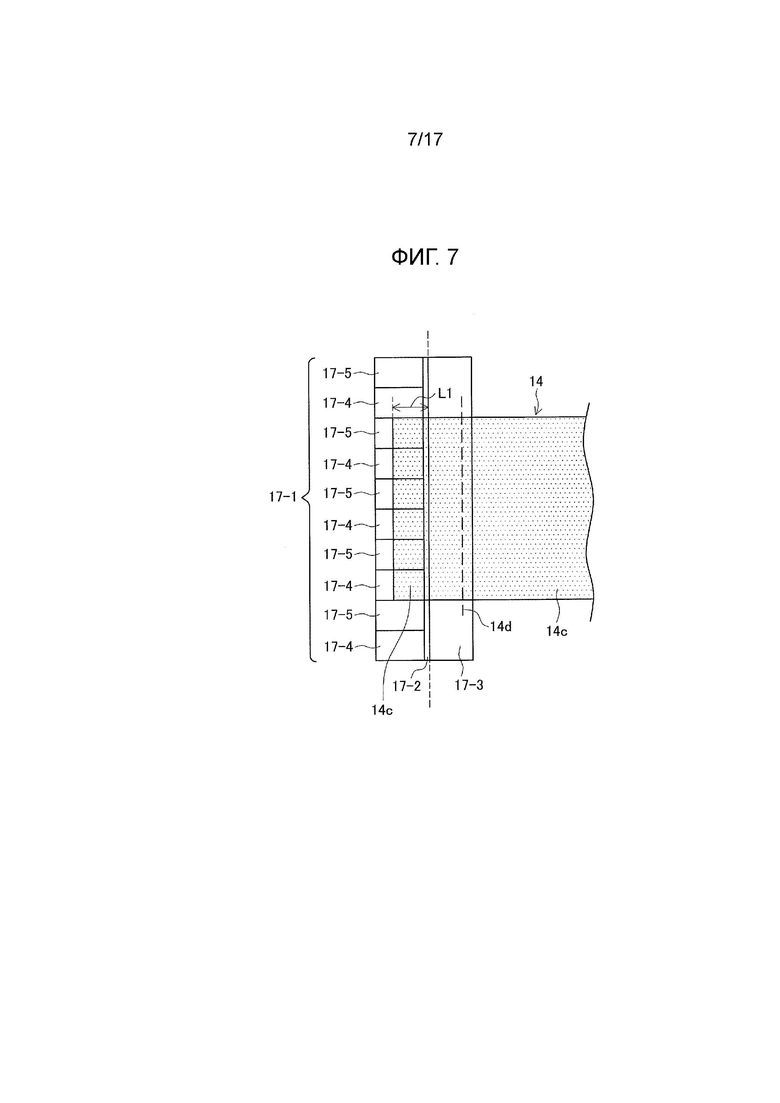
[Фиг.7] Фиг.7 представляет собой вид сверху, показывающий другие фиксирующие буртики, наружную периферийную область заготовки и линию обрезки.
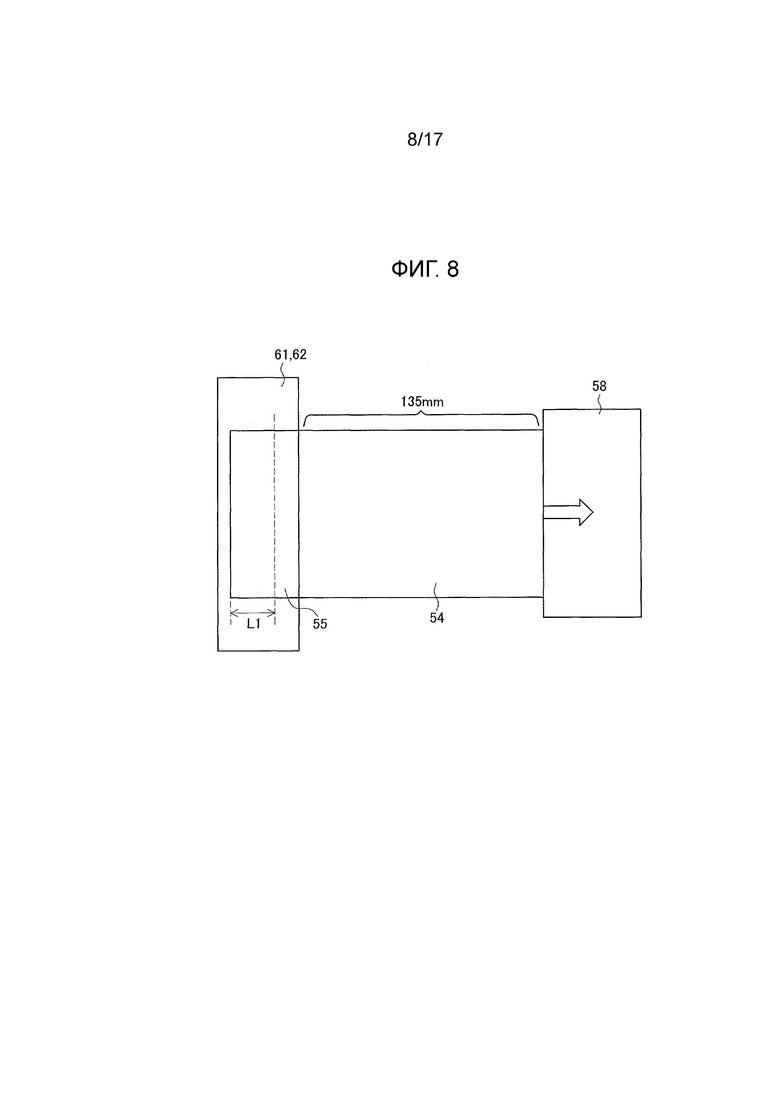
[Фиг.8] Фиг.8 представляет собой пояснительное изображение, показывающее процедуру тестирования согласно оценке 1 в примере.
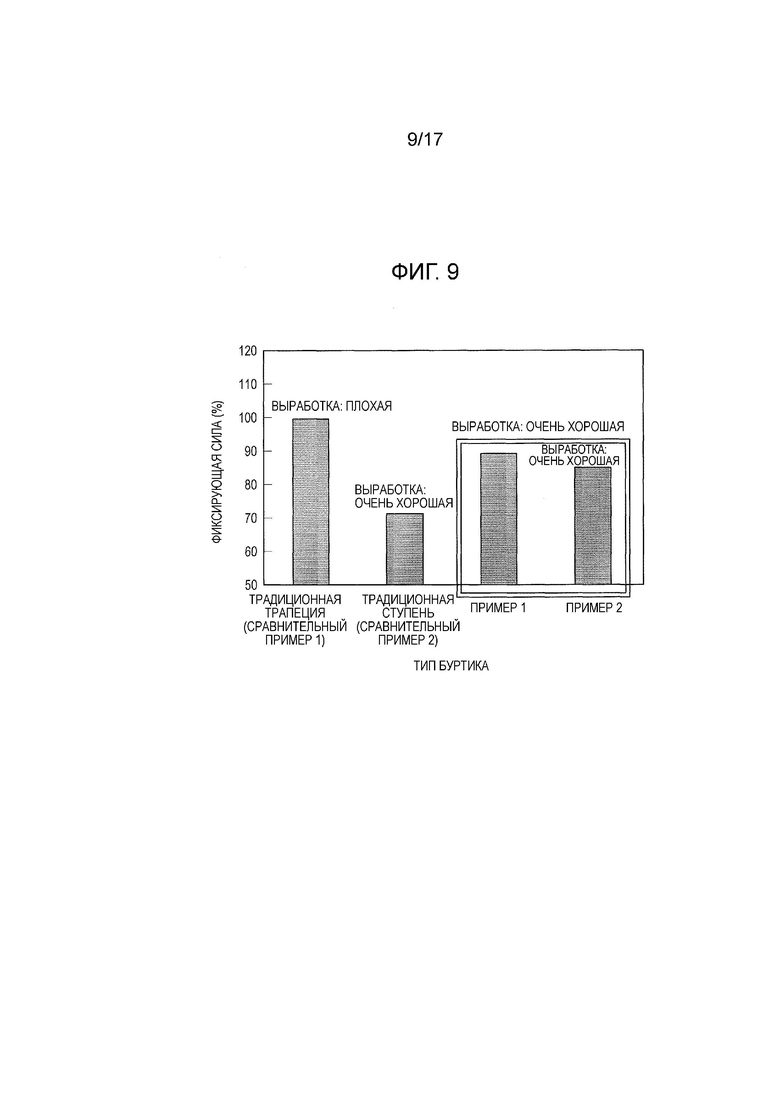
[Фиг.9] Фиг.9 представляет собой график, показывающий результат оценки 1 в примере.
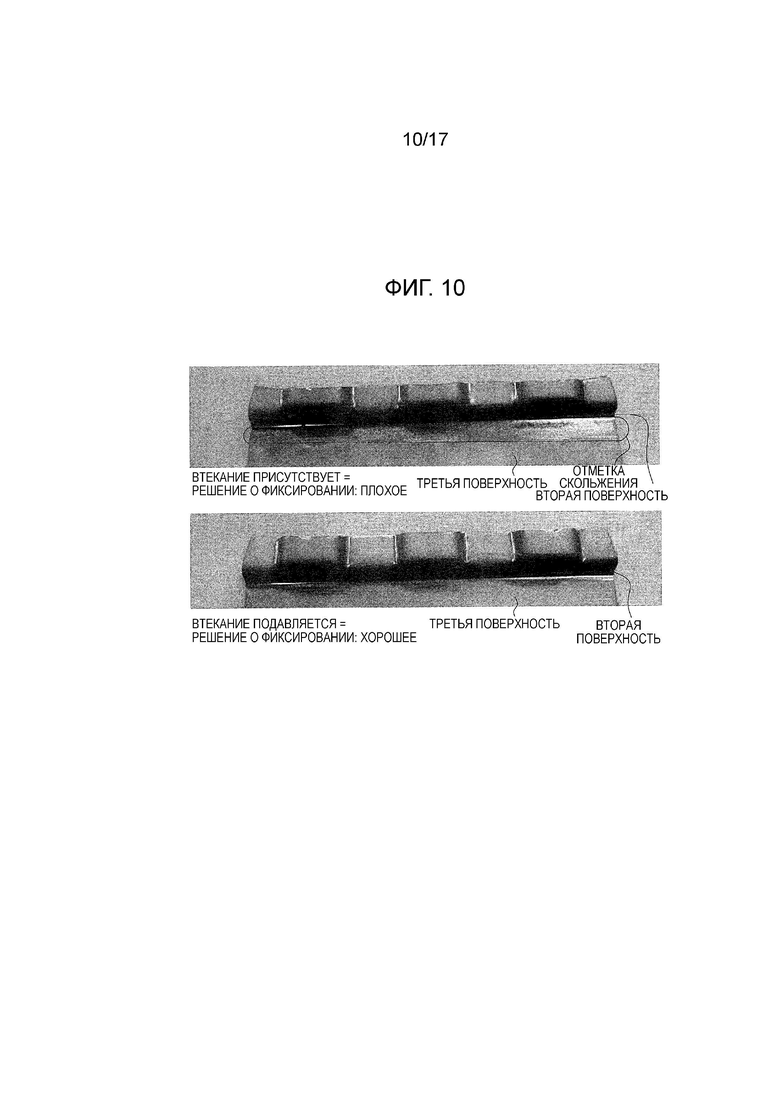
[Фиг.10] Фиг.10 иллюстрирует фотографии для объяснения разницы в отметке втекания заготовки из-за разницы в решении об эффективности фиксирования.
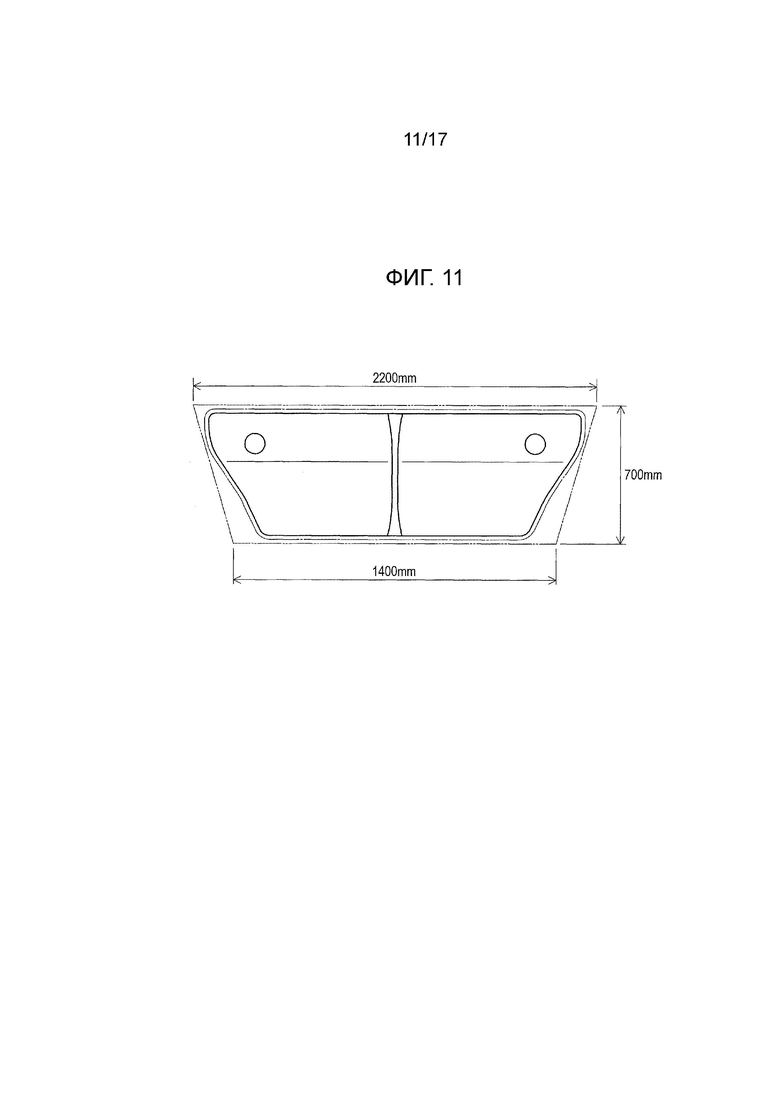
[Фиг.11] Фиг.11 представляет собой вид спереди, показывающий форму контура заготовки штампуемого изделия, произведенного с помощью оценки 3 в примере.
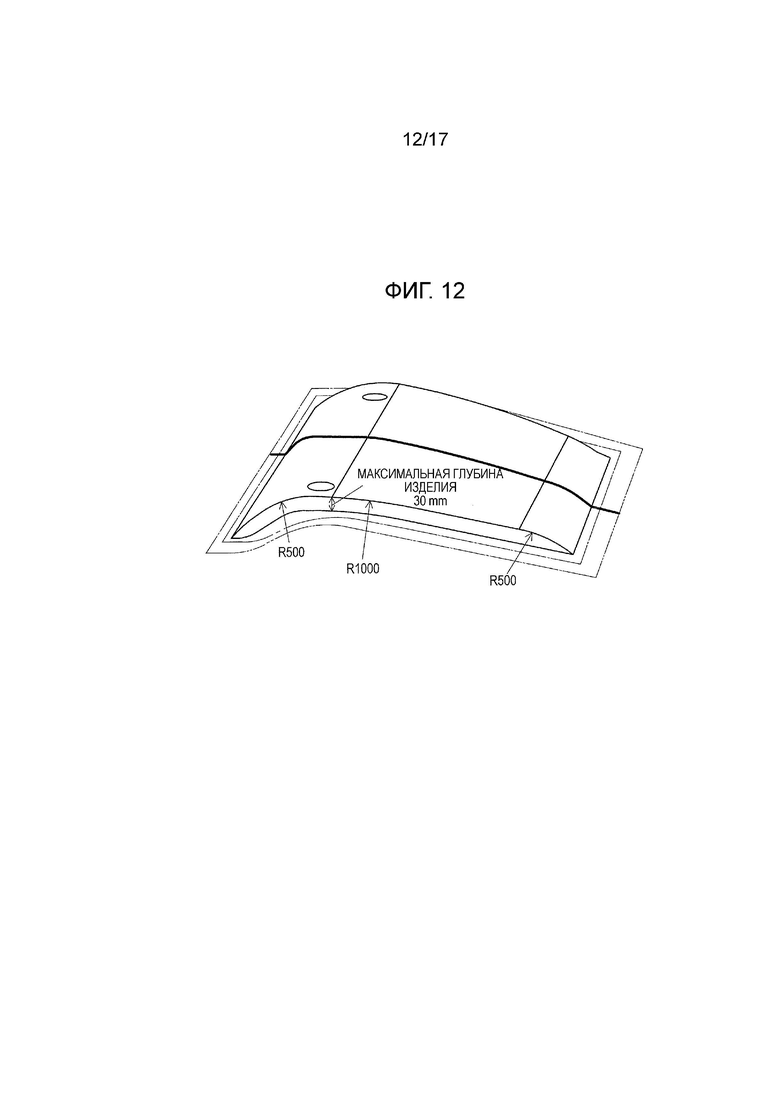
[Фиг.12] Фиг.12 представляет собой вид в перспективе, показывающий размер каждой части штампуемого изделия, произведенного с помощью оценки 3 в примере.
[Фиг.13] Фиг.13 представляет собой пояснительную схему, показывающую состояние штамповки.
[Фиг.14] Фиг.14 представляет собой пояснительную схему, показывающую один из примеров заготовки, используемой при штамповке.
[Фиг.15] Фиг.15 представляет собой вид в перспективе, показывающий состояния до и после зажимания заготовки при штамповке, использующей матрицу, обеспеченную традиционными трапецеидальными буртиками.
[Фиг.16] Фиг.16 представляет собой вид в разрезе, показывающий окрестность традиционных трапецеидальных буртиков.
[Фиг.17] Фиг.17 представляет собой вид сверху, показывающий окрестность традиционных трапецеидальных буртиков.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0030]
В дальнейшем в материалах настоящей заявки, предпочтительные варианты осуществления настоящего изобретения будут подробно описаны со ссылкой на прилагаемые чертежи. В данном описании и на прилагаемых чертежах, конструктивные элементы, которые имеют по существу одинаковые функции и конструкцию, обозначены одинаковыми ссылочными позициями, и их повторное описание опускается. Несмотря на то, что далее описание будет производиться посредством рассмотрения случая, в котором штампуемое изделие является наружной панелью двери, в качестве примера, штампуемое изделие не ограничено наружной панелью двери. Настоящее изобретение также в равной степени применимо к другим штампуемым изделиям, таким как наружная панель капота и панель крыши.
[0031]
<1. Устройство для изготовления изделия штамповкой>
Фиг.1 – принципиальная пояснительная схема, показывающая конфигурацию устройства 10 для изготовления изделия штамповкой согласно настоящему варианту осуществления. Фиг.1 - вид в перспективе, показывающий устройство 10 для изготовления, частично опускающий детали и упрощающий его. Как показано на фиг.1, устройство 10 для изготовления содержит матрицу 11, держатель 12 заготовки и пуансон 13. На фиг.1, контур заготовки 14 показан штрихпунктирной линией с двумя точками.
[0032]
(1-1. Базовая конфигурация)
Матрица 11 содержит зажимную поверхность 11a, которая зажимает заготовку 14. Зажимная поверхность 11a содержит часть размещения пуансона, в которой должен размещаться пуансон 13 во время штамповки, и клиновидный буртик 15, который обеспечен вдоль наружной области края заготовки 14. Клиновидный буртик 15 является одной из форм фиксирующего буртика. Чтобы сделать чертеж более понятным, на фиг.1, матрица 11 и клиновидный буртик 15 показаны в упрощенном виде штрихпунктирной линией с одной точкой. Подробности клиновидного буртика 15 будут описаны далее со ссылкой на фиг.2. Кроме того, часть размещения пуансона опущена на фиг.1.
[0033]
Заготовка 14 расположена в центре и содержит область 14b формования, соответствующую части, которая станет изделием (в примере на фиг.1, наружной панелью задней двери), целевая область 14a зажима, которая должна быть зажата матрицей 11, держателем 12 заготовки и линией 14d обрезки. Целевая область 14a зажима и наружная периферийная область 14c отрезаются вдоль линии 14d обрезки и отбрасываются. Отметим, что на фиг.1 линия 14d обрезки опущена.
[0034]
Клиновидный буртик 15 может располагаться на всей окружности заготовки 14. В качестве альтернативы, в случае, когда на заготовке 14 имеется область, которая должна быть подвергнута вытяжке, которая вовлекает втекание материала, и область, которая должна быть подвергнута штамповке, которая не вовлекает втекание материала, клиновидный буртик 15 может располагаться лишь на области, которая должна быть подвергнута штамповке. В данном случае, различные типы известных буртиков для вытяжки могут обеспечиваться на области, которая должна быть подвергнута вытяжке.
[0035]
Держатель 12 заготовки расположен с тем, чтобы быть направленным к матрице 11. Держатель 12 заготовки содержит часть размещения пуансона, в которой размещен пуансон 13, и зажимную поверхность 12a, которая зажимает заготовку 14 вместе с зажимной поверхностью 11a матрицы 11. Клиновидный буртик 16 обеспечен на зажимной поверхности 12a вдоль края заготовки 14. Клиновидный буртик 16 расположен в положении, соответствующем клиновидному буртику 15, обеспеченному на матрице 11. Подробности клиновидного буртика 16 будут описаны далее со ссылкой на фиг.2.
[0036]
Пуансон 13 расположен в части размещения пуансона держателя 12 заготовки с тем, чтобы быть направленным к части размещения пуансона матрицы 11. Пуансон 13 относительно вдавливается в матрицу 11 во время штамповки. Посредством этого, область 14b формования заготовки 14 подвергается штамповке, и область 14b формования формуется в наружной панели двери.
[0037]
Так как материалы и функции матрицы 11, держателя 12 заготовки и пуансона 13 могут быть такими же, как материалы и функции, которые известны в качестве таковых для матриц, держателей заготовки и пуансонов такого типа, и хорошо известны специалисту в данной области техники, дальнейшее описание матрицы 11, держателя 12 заготовки и пуансона 13 будет опущено.
[0038]
(1-2. Фиксирующий буртик (клиновидный буртик))
Клиновидный буртик 15, который должен быть обеспечен на матрице 11, и клиновидный буртик 16, который должен быть обеспечен на держателе 12 заготовки, обеспечены с тем, чтобы взаимно соответствовать друг другу в положении и форме. Во время штамповки, целевая область 14a зажима заготовки 14 захватывается и удерживается, и зажимается клиновидными буртиками 15 и 16 так, чтобы заготовка 14 не втекала в область 14b формования.
[0039]
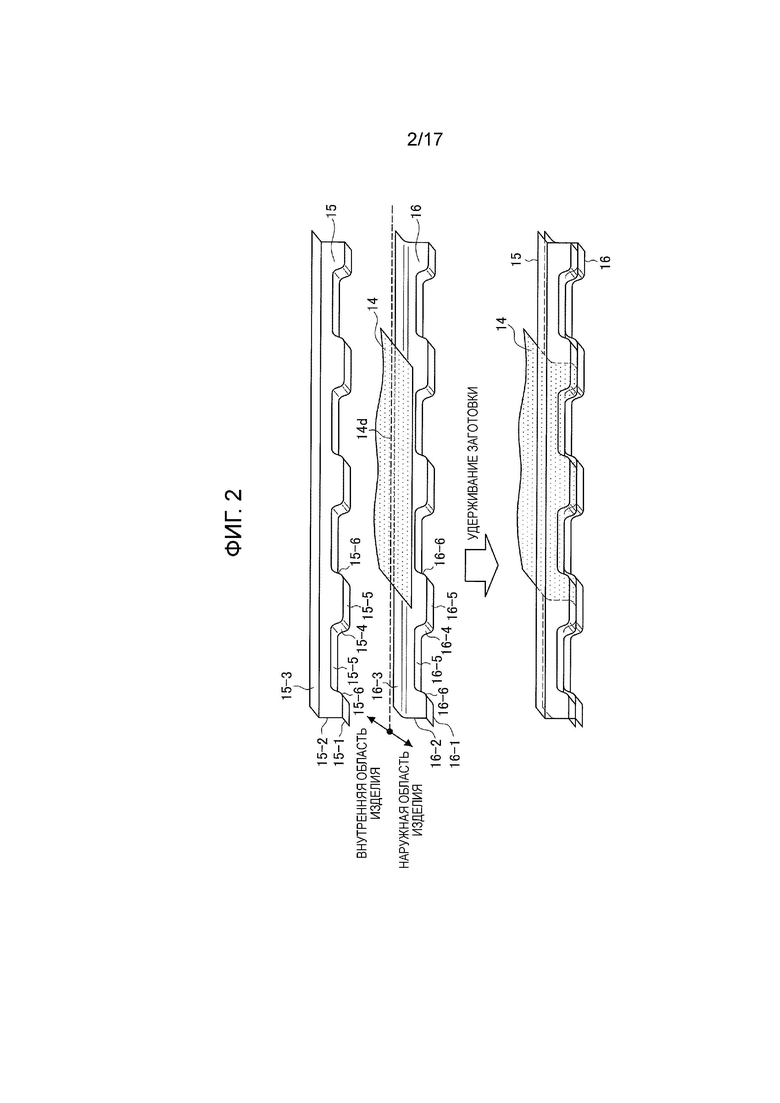
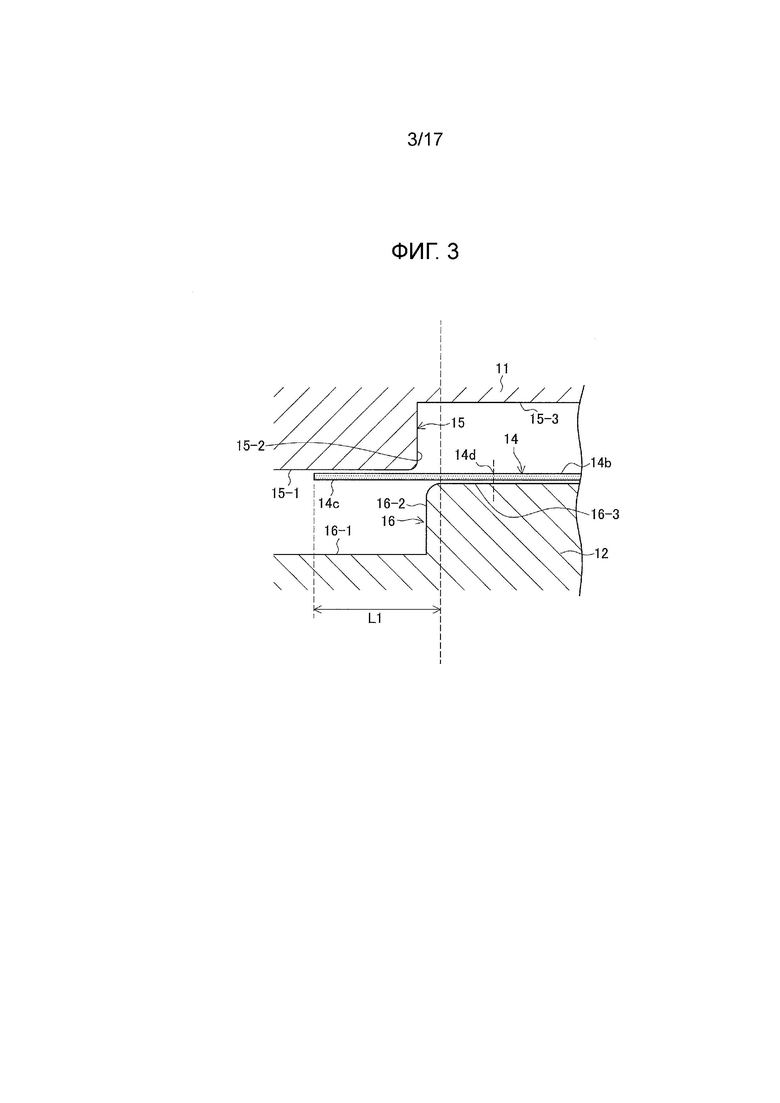
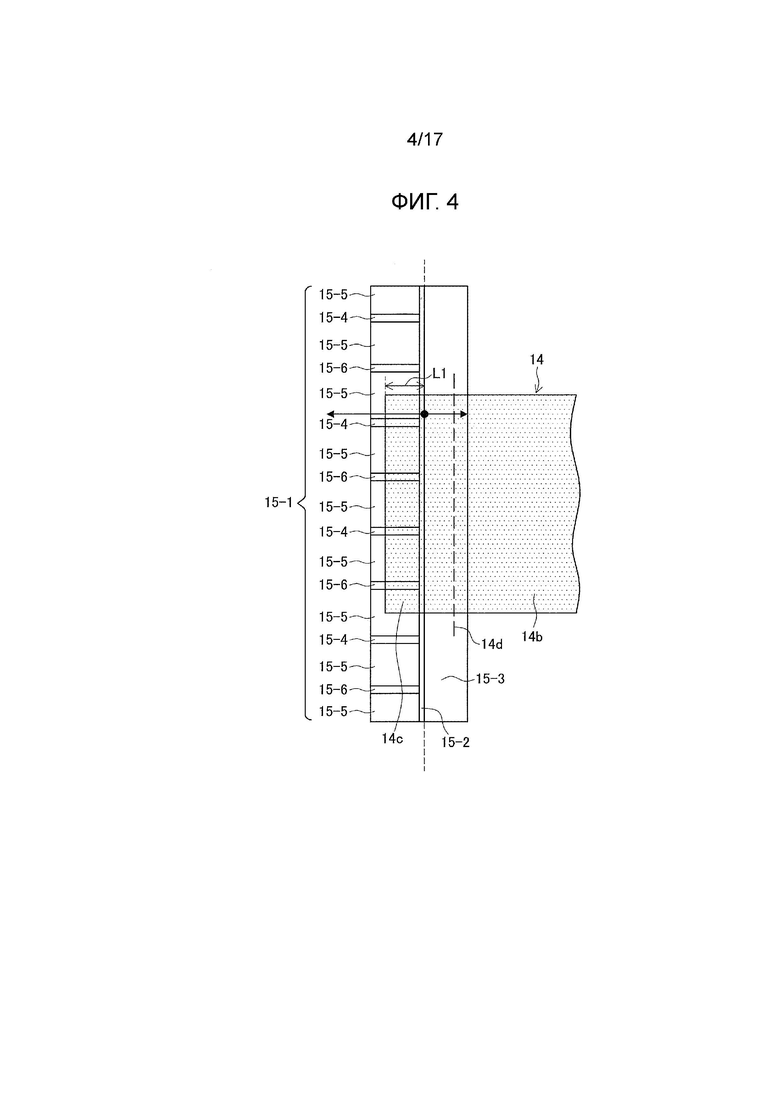
Фиг.2-4 - пояснительные схемы, показывающие состояния клиновидных буртиков 15 и 16 во время штамповки. Фиг.2 - вид в перспективе, показывающий состояния до и после зажимания заготовки 14. Фиг.3 - вид в разрезе, показывающий клиновидные буртики 15 и 16, и наружную периферийную область 14c и линию 14d обрезки заготовки 14. Фиг.4 - вид сверху, показывающий клиновидный буртик 15, и наружную периферийную область 14c и линию 14d обрезки заготовки 14. Область длины L1 является частью, которая должна быть зажата клиновидными буртиками 15 и 16 и в большинстве случаев отброшена.
[0040]
Следует отметить, в дальнейшем описании, главным образом будет описываться клиновидный буртик 15 обеспеченный на матрице 11. Так как клиновидный буртик 16, обеспеченный на держателе 12 заготовки, соответствует клиновидному буртику 15 в положении и форме, его можно понять посредством прочтения с соответствующими изменениями.
[0041]
Как показано на фиг.2 и фиг.3, клиновидный буртик 15 имеет ступенчатую форму, включающую в себя первую поверхность 15-1, вторую поверхность 15-2 и третью поверхность 15-3 от наружного края к центру матрицы 11 (слева направо на фиг.3). То есть, первая поверхность 15-1, вторая поверхность 15-2 и третья поверхность 15-3 формируют ступень от наружных краев к центрам держателя 12 заготовки и матрицы 11. Вторая поверхность 15-2 пересекается с первой поверхностью 15-1 (в показанном примере, перпендикулярна ей). Третья поверхность 15-3 пересекается со второй поверхностью 15-2 (в показанном примере, перпендикулярна ей).
[0042]
Как показано на фиг.2 и фиг.4, первая поверхность 15-1 клиновидного буртика 15 содержит множество углубленных и выступающих частей, каждая из которых сконфигурирована посредством четвертой поверхности 15-4, пятой поверхности 15-5 и шестой поверхности 15-6. Пятая поверхность 15-5 пересекается с четвертой поверхностью 15-4. Шестая поверхность 15-6 пересекается с пятой поверхностью 15-5 и направлена к четвертой поверхности 15-4. То есть, четвертая поверхность 15-4 и пятая поверхность 15-6 направлены друг к другу.
[0043]
Четвертая поверхность 15-4, пятая поверхность 15-5 и шестая поверхность 15-6 сформированы непрерывно в порядке - четвертая поверхность 15-4, пятая поверхность 15-5, шестая поверхность 15-6 и пятая поверхность 15-5 - в направлении протяженности клиновидного буртика 15, то есть, в направлении, перпендикулярном направлению, идущему от наружного края к центру матрицы 11. Таким образом, углубленные и выступающие формы чередующимся образом расположены на первой поверхности 15-1 в направлении протяженности клиновидного буртика 15. В секции, параллельной второй поверхности 15-2, четвертая поверхность 15-4, пятая поверхность 15-5 и шестая поверхность 15-6 клиновидного буртика 15 по существу формируют три стороны четырехугольника. Хотя они формируют три стороны трапеции в показанном примере, они могут формировать три стороны прямоугольника.
[0044]
Высота и шаг этого четырехугольника, углы подъема четвертой поверхности 15-4 и шестой поверхности 15-6, и радиус кривизны угловой части, формируемой четвертой поверхностью 15-4 или шестой поверхностью 15-6 и пятой поверхностью 15-5, могут быть установлены надлежащим образом. Тем не менее, когда высота четырехугольника является слишком низкой, или шаг является слишком большим, становится сложно получить эффект увеличения сопротивления деформации (далее в материалах настоящей заявки, также указываемого ссылкой, как «сопротивление разгибающей деформации»), вызываемой, когда углубленные и выступающие формы разгибаются в плоские формы, и сила зажимания заготовки снижается в некоторых случаях. Тем временем, когда высота четырехугольника слишком большая, имеется риск разрушения заготовки 14 при зажимании заготовки 14. Между тем, когда углы подъема четвертой поверхности 15-4 и шестой поверхности 15-6 являются слишком маленькими, становится сложно получить эффект увеличения сопротивления разгибающей деформации, и сила зажимания заготовки снижается в некоторых случаях.
[0045]
Принимая во внимание эти соображения, в случае, в котором должен быть сформирован клиновидный буртик 15, имеющий форму четырехугольного клина (включая трапецеидальный и прямоугольный), предпочтительно, чтобы интервал шага, где выступающая часть и углубленная часть четырехугольника определены за одну группу, находился в диапазоне от 5 до 50 мм, и чтобы высота четырехугольника находилась в диапазоне от 0.1 до 10.0 мм. Следует отметить, что интервал шага в случае клина в форме трапеции и тому подобного, обозначает интервал шага, когда группа из выступающей формы и углубленной формы трапеции определена за один шаг, с положением, в котором высота трапеции равна 1/2, установленным в качестве точки отсчета.
[0046]
Кроме того, когда, относительно высоты второй поверхности 15-2, разница в уровне между третьей поверхностью 15-3 и пятой поверхностью 15-5 слишком маленькая, изгибающая деформация заготовки 14 на углубленных и выступающих частях и изгибающая деформация на границе между второй поверхностью 15-2 и третьей поверхностью 15-3 не могут формироваться по отдельности, и возникает риск того, что эффект увеличения сопротивления разгибающей деформации может не быть достигнут. Кроме того, когда разница в уровне слишком большая, возникает риск того, что выработка материала заготовки 14 может быть снижена. Соответственно, предпочтительно, чтобы разница в уровне находилась в диапазоне от 1,5 до 8,0 мм.
[0047]
Четвертая поверхность 16-4, пятая поверхность 16-5 и шестая поверхность 16-6 клиновидного буртика 16, обеспеченного на держателе 12 заготовки, расположены в положениях, соответствующих четвертой поверхности 15-4, пятой поверхности 15-5 и шестой поверхности 15-6 клиновидного буртика 15, обеспеченного на матрице 11. Соответственно, в состоянии зажимания заготовки 14 матрицей 11 и держателем 12 заготовки, четвертая поверхность 15-4, пятая поверхность 15-5 и шестая поверхность 15-6 клиновидного буртика 15, соответственно, направлены к четвертой поверхности 16-4, пятой поверхности 16-5 и шестой поверхности 16-6 клиновидного буртика 16 через заготовку 14.
[0048]
Следует отметить, что несмотря на то, что в вышеприведенном описании в качестве примера был взят случай, в котором клиновидный буртик 15, 16 имеет ступенчатую форму, в которой первая поверхность 15-1, 16-1 расположена ниже, чем третья поверхность 15-3, 16-3, ступенчатая форма может быть перевернутой. То есть, клиновидный буртик 15, 16 может иметь ступенчатую форму, в которой первая поверхность 15-1, 16-1 расположена выше, чем третья поверхность 15-3, 16-3.
[0049]
(1-3. Измененные примеры фиксирующего буртика (клиновидного буртика))
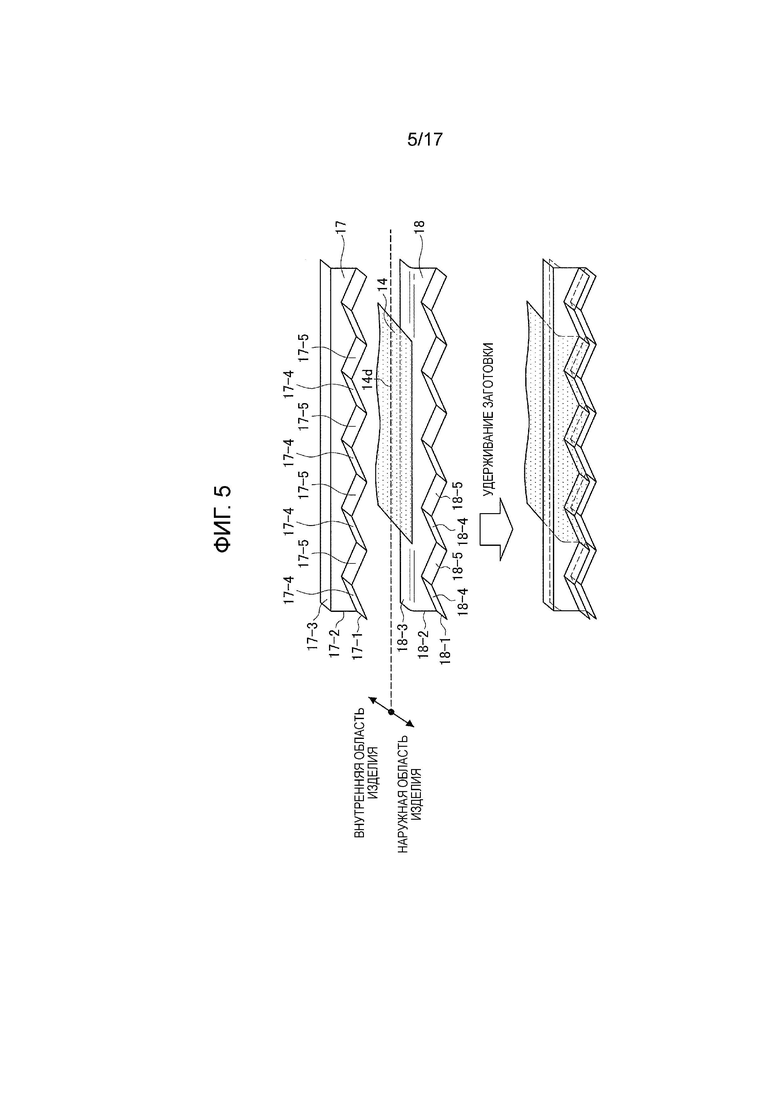
Фиг.5-7 - пояснительные схемы, показывающие другие клиновидные буртики 17 и 18 используемые для штамповки, в качестве измененных примеров фиксирующего буртика. Фиг.5 - вид в перспективе, показывающий состояния до и после зажимания заготовки 14. Фиг.6 - вид в разрезе, показывающий клиновидные буртики 17 и 18, и наружную периферийную область 14c и линию 14d обрезки заготовки 14. Фиг.7 - вид сверху, показывающий клиновидный буртик 17, и наружную периферийную область 14c и линию 14d обрезки заготовки 14. Область длины L1 является частью, которая должна быть зажата клиновидными буртиками 17 и 18 и в большинстве случаев отброшена.
[0050]
Следует отметить, что, как и в вышеприведенном описании, далее главным образом будет описываться клиновидный буртик 17 обеспеченный на матрице 11. Так как клиновидный буртик 18, обеспеченный на держателе 12 заготовки, также соответствует клиновидному буртику 17 в положении и форме, его можно понять посредством прочтения с соответствующими изменениями.
[0051]
Как показано на фиг.5 и фиг.6, клиновидный буртик 17 имеет ступенчатую форму, включающую в себя первую поверхность 17-1, вторую поверхность 17-2 и третью поверхность 17-3 от наружного края к центру матрицы 11 (слева направо на фиг.6). То есть, первая поверхность 17-1, вторая поверхность 17-2 и третья поверхность 17-3 формируют ступень от наружных краев к центрам держателя 12 заготовки и матрицы 11. Вторая поверхность 17-2 пересекается с первой поверхностью 17-1 (в показанном примере, перпендикулярна ей). Третья поверхность 17-3 пересекается со второй поверхностью 17-2 (в показанном примере, перпендикулярна ей).
[0052]
Как показано на фиг.5 и фиг.7, первая поверхность 17-1 клиновидного буртика 17 содержит множество углубленных и выступающих частей, в которых четвертая поверхность 17-4 и пятая поверхность 17-5 поочередно и непрерывно сформированы в направлении протяженности клиновидного буртика 17, то есть, в направлении, перпендикулярном направлению, идущему от наружного края к центру матрицы 11. Таким образом, углубленные и выступающие формы чередующимся образом расположены на первой поверхности 17-1 в направлении протяженности клиновидного буртика 17. В секции, параллельной второй поверхности 17-2, четвертая поверхность 17-4 и пятая поверхность 17-5 клиновидного буртика 17 формируют две стороны треугольника.
[0053]
Высота и шаг этого треугольника, углы подъема четвертой поверхности 17-4 и шестой поверхности 17-5, и радиус кривизны угловой части, формируемой четвертой поверхностью 17-4 и пятой поверхностью 17-5, могут быть установлены надлежащим образом. Тем не менее, когда высота треугольника слишком низкая или шаг слишком большой, становится сложно получить эффект увеличения сопротивления разгибающей деформации, и сила зажимания заготовки снижается в некоторых случаях. Между тем, когда углы подъема четвертой поверхности 17-4 и пятой поверхности 17-5 являются слишком маленькими, шаг треугольника становится большим, и, следовательно, становится сложно получить эффект увеличения сопротивления разгибающей деформации, и сила зажимания заготовки снижается в некоторых случаях. В то же время, когда углы подъема четвертой поверхности 17-4 и пятой поверхности 17-5 являются большими, и высота треугольника становится слишком высокой, возникает риск того, что заготовка 14 может быть разрушена во время зажимания заготовки 14, и складки могут быть сформированы на заготовке 14.
[0054]
Принимая во внимание эти соображения, в случае, в котором должен быть сформирован клиновидный буртик 17, имеющий форму треугольного клина, предпочтительно, чтобы интервал шага треугольника находился в диапазоне от 5 до 50 мм, а углы подъема четвертой поверхности 17-4 и пятой поверхности 17-5 находились в диапазоне от 10 до 40 градусов. Следует отметить, что интервал шага в случае формы треугольного клина обозначает длину основания треугольника.
[0055]
Кроме того, когда, относительно высоты второй поверхности 17-2, разница уровня между третьей поверхностью 17-3 и вершиной треугольника слишком маленькая, изгибающая деформация заготовки 14 на углубленных и выступающих частях и изгибающая деформация на границе между второй поверхностью 17-2 и третьей поверхностью 17-3 не могут формироваться по отдельности, и возникает риск того, что эффект увеличения сопротивления разгибающей деформации может не быть достигнут. Кроме того, когда разница в уровне слишком большая, возникает риск того, что выработка материала заготовки 14 может быть снижена. Соответственно, предпочтительно, чтобы разница в уровне находилась в диапазоне от 1,5 до 8,0 мм.
[0056]
Четвертая поверхность 18-4 и пятая поверхность 18-5 клиновидного буртика 18, обеспеченного на держателе 12 заготовки, расположены в положениях, соответствующих четвертой поверхности 17-4 и пятой поверхности 17-5 клиновидного буртика 17, обеспеченного на матрице 11. Соответственно, в состоянии зажимания заготовки 14 матрицей 11 и держателем 12 заготовки, четвертая поверхность 18-4 и пятая поверхность 18-5 клиновидного буртика 18, соответственно, направлены к четвертой поверхности 17-4 и пятой поверхности 17-5 клиновидного буртика 17 через заготовку 14.
[0057]
Следует отметить, что несмотря на то, что в вышеприведенном описании в качестве примера был взят случай, в котором клиновидный буртик 17, 18 имеет ступенчатую форму, в которой первая поверхность 17-1, 18-1 расположена ниже, чем третья поверхность 17-3, 18-3, ступенчатая форма может быть перевернутой. То есть, клиновидный буртик 17, 18 может иметь ступенчатую форму, в которой первая поверхность 17-1, 18-1 расположена выше, чем третья поверхность 17-3, 18-3.
[0058]
<2. Способ изготовления изделия штамповкой>
Далее, способ изготовления изделия штамповкой, использующий устройство для изготовления изделия штамповкой согласно настоящему варианту осуществления, будет описан вместе с действием фиксирующего буртика. В дальнейшем примере, описание будет производиться со ссылкой на фиг.1-4, надлежащим образом, посредством рассмотрения случая, в котором матрица 11 и держатель 12 заготовки, соответственно, обеспечены клиновидными буртиками 15 и 16, показанными на фиг. со 2 по 4, в качестве примера. Кроме того, случай, в котором матрица 11 и держатель 12 заготовки, соответственно, обеспечены клиновидными буртиками 17 и 18, показанными на фиг. с 5 по 7, может быть понят схожим образом.
[0059]
В способе изготовления изделия штамповкой согласно настоящему варианту осуществления, известный процесс штамповки может быть приспособлен в качестве всего процесса штамповки. Вкратце, сначала заготовку 14 выравнивают и размещают на держателе 12 заготовки. Затем, край заготовки 14 зажимается посредством зажимных поверхностей 11a и 12a матрицы 11 и держателя 12 заготовки, на которых обеспечены клиновидные буртики 15 и 16, посредством относительного перемещения матрицы 11 к держателю 12 заготовки.
[0060]
Область 14b формования, расположенная в центре заготовки 14, относительно прижимается в направлении матрицы 11 посредством относительного перемещения пуансона 13 в направлении матрицы 11 в этом состоянии. В это время, целевая область 14a зажима заготовки 14 зажимается клиновидными буртиками 15 и 16, обеспеченными на зажимных поверхностях 11a и 12a, с тем чтобы заготовка 14 не втекала из области наружного края заготовки 14 в направлении области 14b формования. Таким образом, получают штампуемое изделие без втекания заготовки 14 в область 14b формования.
[0061]
В это время, при зажимании заготовки 14, например, нагрузка, в целом составляющая около 200 тонн, становится необходимой в некоторых случаях. Соответственно, функция зажимания посредством клиновидных буртиков 15 и 16 становится важной, чтобы предотвратить втекание заготовки 14 в область 14b формования, даже во время зажимания заготовки 14 посредством прикладывания большой нагрузки.
[0062]
В настоящем варианте осуществления, как показано на фиг.2-4, клиновидный буртик 15, 16 имеет ступенчатую форму, сформированную первой поверхностью 15-1, 16-1, второй поверхностью 15-2, 16-2 и третьей поверхностью 15-3, 16-3 от наружного края к центру каждой из матрицы 11 и держателя 12 заготовки. Вторая поверхность 15-2, 16-2 пересекается с первой поверхностью 15-1, 16-1. Третья поверхность 15-3, 16-3 пересекается со второй поверхностью 15-2, 16-2.
[0063]
Первая поверхность 15-1, 16-1 содержит четвертую поверхность 15-4, 16-4 и шестую поверхность 15-6, 16-6, обращенные друг к другу в направлении протяженности клиновидного буртика 15, 16. Дополнительно, первая поверхность 15-1, 16-1 содержит пятую поверхность 15-5, 16-5, которая расположена между четвертой поверхностью 15-4, 16-4 и шестой поверхностью 15-6, 16-6 и пересекается с четвертой поверхностью 15-4, 16-4 и шестой поверхностью 15-6, 16-6.
[0064]
Посредством конфигурации клиновидных буртиков 15 и 16 таким образом, целевая область 14a зажима заготовки 14, которая зажимается клиновидными буртиками 15 и 16, становится нелинейной в сечении в направлении, перпендикулярном направлению идущему от области наружного края в направлении области 14b формования заготовки 14. Таким образом, жесткость к изгибу заготовки 14, зажатой клиновидными буртиками 15 и 16, улучшается, и сопротивление разгибанию, когда заготовка 14 стремится течь в направлении области 14b формования, становится большим.
[0065]
Кроме того, на целевой области 14a зажима заготовки 14, в угловой части, соответствующей граничному участку между первой поверхностью 15-1, 16-1 и второй поверхностью 15-2, 16-2 клиновидного буртика 15, 16, длина части, которая становится не параллельной угловой части, соответствующей граничному участку между второй поверхностью 15-2, 16-2 и третьей поверхностью 15-3, 16-3 клиновидного буртика 15, 16, увеличивается. Таким образом, сопротивление разгибанию, когда заготовка 14 стремится течь в направлении области 14b формования, также становится большим.
[0066]
Соответственно, во взаимодействии с сопротивлениями деформации сгибающей и разгибающей деформации в угловой части ступени, которая сформирована первой поверхностью 15-1, 16-1, второй поверхностью 15-2, 16-2 и третьей поверхностью 15-3, 16-3 клиновидного буртика 15, 16 и сопротивлениями трения клиновидного буртика 15, 16 с заготовкой 14, втекание заготовки 14 из наружной периферийной области 14c в область 14b формования заготовки 14 может быть эффективно предотвращена.
[0067]
Соответственно, даже в случае, когда длина L1 сжимания посредством клиновидных буртиков 15 и 16 вдоль направления, идущего от наружной периферийной области 14c в направлении области 14b формования заготовки 14 становится короткой, обеспечивается сила зажимания заготовки, требуемая для штамповки. В настоящем варианте осуществления, выработка материала заготовки 14 может быть улучшена на величину, на которую длина L1 сжимания посредством клиновидных буртиков 15 и 16 может быть укорочена таким образом.
Примеры
[0068]
Далее будут описаны примеры настоящего изобретения.
[0069]
(Оценка 1)
В оценке 1, эффективность зажимания заготовки (сила фиксирования заготовки) каждого буртика оценивалась в соответствии описанными ниже процедурами тестирования, используя устройство тестирования скольжения материала, которое оборудовано частью для зажимания заготовки, содержащей буртика каждой формы, сформированной на матрице и держателе заготовки. Используемая заготовка (тестовый материал) является легированным оцинкованным горячим способом стальным листом, который имеет толщину листа 0,7 мм и предел прочности на разрыв 340 МПа, измеренный с помощью испытания на растяжение на основе JIS Z 2241.
[0070]
В примере 1, эффективность зажимания заготовки (эффективность фиксирования заготовки) клиновидных буртиков 15 и 16 оценивалась, используя устройство тестирования скольжения материала, которое оборудовано частью для зажимания заготовки, в которой сформированы клиновидные буртики 15 и 16, показанные на фиг. со 2 по 4. В примере 2, эффективность зажимания заготовки клиновидных буртиков 17 и 18 оценивалась схожим образом с примером 1, за исключением того, что использовалось устройство тестирования скольжения материала, которое оборудовано частью для зажимания заготовки, в которой сформированы клиновидные буртики 17 и 18, показанные на фиг.5-7.
[0071]
В сравнительном примере 1, эффективность зажимания заготовки трапецеидальных буртиков 2a и 3a оценивалась схожим образом с примером 1, за исключением того, что использовалось устройство тестирования скольжения материала, которое оборудовано частью для зажимания заготовки, в которой сформированы традиционные трапецеидальные буртики 2a и 3a, показанные на фиг.15-17. Кроме того, в сравнительном примере 2, эффективность зажимания заготовки ступенчатых буртиков оценивалась схожим образом с примером 1, за исключением того, что использовалось устройство тестирования скольжения материала, которое оборудовано частью для зажимания заготовки, в которой сформированы ступенчатые буртика, составленные лишь посредством ступенчатых форм, в которых первые поверхности 15-1, 16-1, 17-1 и 18-1 на фиг.2 и фиг.5 являются плоскими.
[0072]
[Процедура тестирования]
Как показано на фиг.8, заготовка 54, имеющая ширину листа 60 мм, зажимается матрицей 61 и держателем 62 заготовки каждого устройства для изготовления, с сжимающей силой на единицу длины вдоль направления протяженности буртика, установленной на 30 кгс/мм. Длина L1 сжимания заготовки 54, которая зажимается силами зажимания матрицы 61 и держателя 62 заготовки, была установлена следующим образом.
Пример 1 (клиновидные буртики): L1 = 9,5 мм.
Пример 2 (клиновидные буртики): L1 = 9,0 мм.
Сравнительный пример 1 (трапецеидальные буртики): L1 = 19,0 мм.
Сравнительный пример 2 (ступенчатые буртика): L1 = 9,0 мм.
[0073]
Заготовка 54 зажимается и удерживается посредством зажимного патрона 58 в положении, в котором расстояние до конца целевой области 55 зажима, которая должна быть зажата зажимными поверхностями матрицы 61 и держателя 62 заготовки, имеющими соответствующие буртика, достигает 135 мм. Зажимной патрон 58 перемещают из этого состояния, и заготовку 54 вытягивают из матрицы 61 и держателя 62 заготовки. В этом случае, тестирование выполнялось множество раз посредством изменения длины вытягивания множеством способов, и длина втекания оценивалась из отметки скольжения, сформированной на заготовке 54 после каждого тестирования.
[0074]
Здесь, момент, когда длина втекания достигает около 1 мм, обозначен в качестве предела фиксирования, то есть, в качестве неисправной работы, как фиксирующего замка. Затем, сила вытягивания на пределе фиксирования (длина втекания = 1 мм), то есть, фиксирующая сила, была рассчитана и оценена посредством интерполяции «данные о силе втягивания - длина втекания», полученная в вышеупомянутых тестированиях. Фиг.9 - график, показывающий результат оценок. На фиг.9, фиксирующая сила обозначена посредством относительного значения, с фиксирующей силой традиционных трапецеидальных буртиков 2a и 3a, установленных за 100%.
[0075]
Как показано на фиг.9, хотя трапецеидальные буртики 2a и 3a в сравнительном примере 1 проявляют высокую фиксирующую силу, длина L1 сжимания матрицей и держателем заготовки составляет 19.0 мм, и сложно минимизировать заготовку 54 посредством укорачивания длины L1 сжимания. Соответственно, сравнительный пример 1 имеет низкую выработку материала заготовки 54. Кроме того, хотя ступенчатый буртик в сравнительном примере 2 имеет длину L1 сжимания 9 мм, и возможно укоротить длину L1 сжимания, фиксирующая сила составляет около 70%. Соответственно, сравнительный пример 2 не может обеспечить фиксирующую силу, требуемую для штамповки.
[0076]
В отличие от этого, клиновидные буртики 15, 16, 17 и 18 в примерах 1 и 2, соответственно, имеют длину L1 сжимания 9,5 мм и 9 мм, их длины L1 сжимания возможно укоротить также, как в сравнительном примере 2, и их фиксирующие силы достигают 89% и 85%, соответственно. В частности, так как клиновидный буртик в примере 1 содержит шестую поверхность вместе с четвертой поверхностью и пятой поверхностью, обеспечивалась фиксирующая сила, превосходящая силу клиновидного буртика в примере 2. Клиновидные буртики 15, 16, 17 и 18 в примерах 1 и 2 демонстрируют высокие эффективности фиксирования, требуемые для штамповки таким образом. Кроме того, так как клиновидные буртики 15, 16, 17 и 18 в примерах 1 и 2 могут уменьшать длины L1 сжимания в большей степени, чем традиционные трапецеидальные буртики, выработка материала заготовки 54 может быть повышена намного лучше.
[0077]
(Оценка 2)
В оценке 2, эффективность зажимания заготовки (сила фиксирования заготовки), выработка материала, внешний вид целевой области зажима и влияние на поверхность изделия оценивались посредством вытягивания заготовки посредством использования зажимного патрона, схожим образом с оценкой 1, в то же время изменяя формы клиновидных буртиков 15 и 16, показанных на фиг. со 2 по 4, и клиновидных буртиков 17 и 18, показанных на фиг. с 5 по 7. Используемая заготовка (тестовый материал) является легированным оцинкованным горячим способом стальным листом, который имеет толщину листа 0.7 мм и предел прочности на разрыв 340 МПа, измеренный с помощью испытания на растяжение на основе JIS Z 2241, как и в оценке 1. Таблица 1 указывает формы клиновидных буртиков и результаты оценки. Примеры с 3 по 9 и сравнительные примеры с 3 по 7 относятся к клиновидным буртикам 15 и 16, которые имеют форму трапецеидального клина (включая квадратную форму), а примеры с 10 по 14и сравнительные примеры с 8 по 12 относятся клиновидным буртикам 17 и 18, которые имеют форму треугольного клина.
[0078]
отсутствие ступени
[0079]
В сравнительных примерах 7 и 12, «отсутствие ступени» обозначает форму, в которой вторые поверхности 15-2, 16-2, 17-2 и 18-2 и третьи поверхности 15-3, 16-3, 17-3 и 18-3 на фиг.2 и фиг.5 не обеспечиваются, и клиновидные буртики формируются на плоских поверхностях. Шаг клина в случае трапецеидальной формы клина обозначает интервал шага, когда группа из выступающей формы и углубленной формы трапеции определена за один шаг, с положением, в котором высота трапеции равна 1/2, установленным в качестве точки отсчета. Кроме того, интервал шага в случае треугольной формы клина соответствует длине основания треугольника. Угол стенки клина обозначает углы подъема четвертых поверхностей 15-4 и 16-4 и шестых поверхностей 15-6 и 16-6 в случае трапецеидальной формы клина, и обозначает углы подъема четвертых поверхностей 17-4 и 18-4 и пятых поверхностей 17-5 и 18-5 в случае треугольной формы клина.
[0080]
Фиг.10 показывает отметки скольжения на заготовке, соответственно, в случае, когда решение об эффективности фиксирования является хорошим, и в случае, когда оно является плохим. Фотография, показанная в верхней части фиг.10, является фотографией заготовки в случае, когда решение об эффективности фиксирования является плохим, со стороны держателя заготовки, а фотография, показанная в нижней части фиг.10, является фотографией заготовки в случае, когда решение об эффективности фиксирования является хорошим, со стороны держателя заготовки. В случае, в котором решение о фиксировании является плохим, отметка скольжения наблюдается из угла границы между второй поверхностью и третьей поверхностью в сторону третьей поверхности. В отличие от этого, в случае в котором решение о фиксировании является хорошим, на заготовке наблюдается несколько отметок скольжения.
[0081]
Как показано в таблице 1, в случае клиновидного буртика с трапецеидальной формой клина, сравнительный пример 3, в котором интервал шага составляет 80 мм, сравнительный пример 4, в котором высота клина составляет 0,5 мм, сравнительный пример 5, в котором угол стенки клина составляет 15 градусов, и сравнительный пример 7, в котором отсутствует ступень, имеют сниженную эффективность фиксирования и не могут обеспечить фиксирующую силу, требуемую для штамповки. Среди них, в отношении сравнительного примера 7, также наблюдалось влияние на поверхность изделия. В отношении сравнительного примера 5, возможно влияние из-за увеличения шага клина в комбинации с небольшим углом стенки клина. Кроме того, в сравнительном примере 6, в котором высота клина составляет 20,0 мм, целевая область зажима заготовки была уничтожена, фиксирующая сила не могла быть оценена, и, также, выработка материала была снижена.
[0082]
С другой стороны, было обнаружено, что, в случае клиновидного буртика, имеющего форму трапецеидального клина, если интервал шага находится в диапазоне от 5 до 50 мм, и высота клина находится в диапазоне от 1,0 до 10,0 мм, может быть обеспечена фиксирующая сила, требуемая для штамповки, и, кроме того, выработка материала заготовки может быть улучшена.
[0083]
Тем временем, в случае клиновидного буртика, имеющего форму треугольного клина, сравнительные примеры 8, 9, 11 и 12, в которых угол стенки клина составляет 4 градуса или 6 градусов, имеют сниженную эффективность фиксирования и не могут обеспечить фиксирующую силу, требуемую для штамповки. Кроме того, в сравнительном примере 10, в котором высота клина составляет 10.0 мм, угол стенки клина достигал 45 градусов, целевая область зажима заготовки была уничтожена, на заготовке были сформированы складки, фиксирующая сила не могла быть оценена, и, также, выработка материала была снижена.
[0084]
С другой стороны, в случае клиновидного буртика, имеющего форму треугольного клина, было обнаружено, что, если интервал шага находится в диапазоне от 5 до 50 мм, и угол стенки клина находится в диапазоне от 10 до 40 градусов, может быть обеспечена фиксирующая сила, требуемая для штамповки, и, кроме того, выработка материала заготовки может быть улучшена.
[0085]
(Оценка 3)
В оценке 3, в отношении случая, в котором использовался клиновидный буртик, и случая, в котором использовался традиционный трапецеидальный буртик, выработка материала оценивалась по отдельности. Фиг.11 и фиг.12 - схемы, показывающие заготовку и форму очертаний изделия штамповкой, произведенного в примере и сравнительном примере. Фиг.11 - вид спереди заготовки изделия штамповкой, а фиг.12 - вид в перспективе, показывающий размер каждой части изделия штамповкой. Штампуемое изделие является изделием, которое было сформировано, моделируя наружную панель двери.
[0086]
В примере, штамповка выполнялась, используя матрицу и держатель заготовки, содержащие клиновидные буртики 15 и 16, показанные на фиг. со 2 по 4, и было изготовлено штампуемое изделие, показанное на фиг 11 и фиг.12. Кроме того, в качестве сравнительного примера, штамповка выполнялась, используя матрицу и держатель заготовки, содержащие традиционные трапецеидальные буртики, показанные на фиг. с 15 по 17, и было изготовлено штампуемое изделие, показанное на фиг 11 и фиг.12. В обоих случаях, используемая заготовка являлась легированным оцинкованным горячим способом стальным листом, который имеет толщину листа 0,7 мм и предел прочности на разрыв 340 МПа, измеренный с помощью испытания на растяжение на основе JIS Z 2241. В обоих случаях использовалась заготовка минимальной площади, не затрудняющая штамповку.
[0087]
Длина L1 сжимания целевой области зажима заготовки, предназначенная для зажимания каждым фиксирующим буртиком, составляла 9,5 мм в примере и 19,0 мм в сравнительном примере. Следовательно, в то время как площадь заготовки в примере составляла около 1,372 м2, площадь заготовки в сравнительном примере составляла 1,425 м2. Соответственно, в случае, в котором использовались клиновидные буртики согласно примеру, выработка материала при штамповке была улучшена примерно на 4% по сравнению со случаем, в котором использовались традиционные трапецеидальные буртики согласно сравнительному примеру. В настоящее время, улучшение выработки материала при штамповке находится в ситуации, когда она почти достигает своего предела, и эффект, состоящий в возможности улучшения выработки материала на 4%, является очень существенным.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
[0088]
10 устройство для изготовления
1 матрица
11a зажимная поверхность
12 держатель заготовки
12a зажимная поверхность
13 пуансон
14 заготовка
14a целевая область зажима
14b область формования
14c наружная периферийная область
14d линия обрезки
15, 16, 17, 18 клиновидный буртик (фиксирующий буртик)
15-1, 16-1, 17-1, 18-1 первая поверхность
15-2, 16-2, 17-2, 18-2 вторая поверхность
15-3, 16-3, 17-3, 18-3 третья поверхность
15-4, 16-4, 17-4, 18-4 четвертая поверхность
15-5, 16-5, 17-5, 18-5 пятая поверхность
15-6, 16-6 шестая поверхность
54 заготовка
55 целевая область зажима
58 зажимной патрон
61 матрица
62 держатель заготовки
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2706398C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ЭЛЕМЕНТА | 2016 |
|
RU2688976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ, ШТАМП И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2674364C1 |
| ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2007 |
|
RU2340989C1 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ В ВИДЕ ПАНЕЛИ, ДВЕРЬ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ В ВИДЕ ПАНЕЛИ | 2017 |
|
RU2705042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С ПОПЕРЕЧНЫМ СЕЧЕНИЕМ В ФОРМЕ ШЛЯПЫ | 2015 |
|
RU2669956C1 |
| КРЕПЕЖНАЯ СИСТЕМА | 2018 |
|
RU2751732C2 |
| ОБОРУДОВАНИЕ ДЛЯ ШТАМПОВКИ МОЛОТОМ | 2008 |
|
RU2465977C2 |
| ПАНЕЛЕОБРАЗНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702671C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |


Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления изделий штамповкой. Зажимные поверхности матрицы и держателя заготовки устройства во взаимно схожих формах выполнены с буртиками и содержат первые поверхности, вторые поверхности, которые пересекаются с первыми поверхностями, и третьи поверхности, которые пересекаются со вторыми поверхностями от наружных краев к центрам матрицы и держателя заготовки, причем каждая из первых поверхностей содержит множество углубленных и выступающих частей. При этом со стороны наружного края к центру держателя заготовки имеют любую из трапецеидальной формы, прямоугольной формы или их комбинацию. Обеспечивается лучшая фиксация фланца заготовки и исключение его перемещения в формующую область. 2 н. и 1 з.п. ф-лы, 17 ил., 1 табл.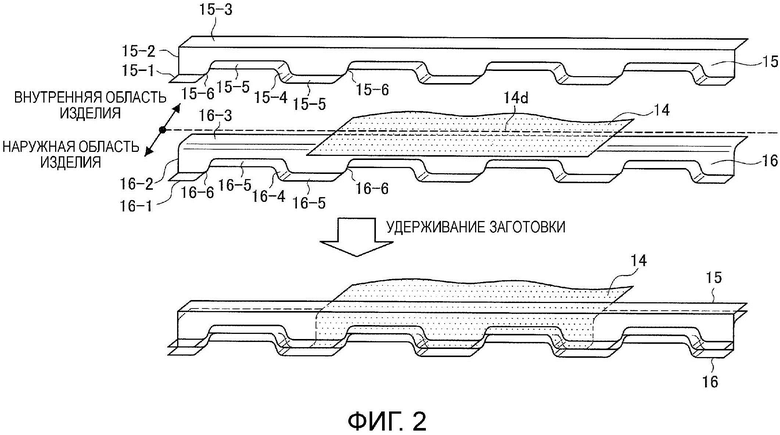
1. Устройство для изготовления изделия штамповкой, содержащее:
матрицу и держатель заготовки, которые содержат зажимные поверхности, обращенные друг к другу;
пуансон, который, в состоянии, в котором край заготовки из листового материала зажат зажимными поверхностями матрицы и держателя заготовки, относительно вдавливает область формования заготовки в матрицу и тем самым выполняет штамповку в области формования заготовки; и
фиксирующие буртики, которые обеспечены на зажимных поверхностях матрицы и держателя заготовки во взаимно схожих формах и содержат первые поверхности, вторые поверхности, которые пересекаются с первыми поверхностями, и третьи поверхности, которые пересекаются со вторыми поверхностями от наружных краев к центрам матрицы и держателя заготовки, причем каждая из первых поверхностей содержит множество углубленных и выступающих частей, при этом
каждая из множества углубленных и выступающих частей содержит четвертую поверхность и шестую поверхность, обращенные друг к другу, и пятую поверхность, которая пересекается с четвертой поверхностью и шестой поверхностью,
причем четвертая поверхность, пятая поверхность и шестая поверхность пересекаются со второй поверхностью, и, если смотреть на множество углубленных и выступающих частей со стороны наружного края к центру держателя заготовки, множество углубленных и выступающих частей имеют любую из трапецеидальной формы, прямоугольной формы или их комбинацию.
2. Устройство по п. 1, в котором
в случае, в котором каждая из множества углубленных и выступающих частей имеет трапецеидальную форму или прямоугольную форму, интервал шага множества углубленных и выступающих частей, когда группа из выступающей формы и углубленной формы определена за один шаг, находится в диапазоне от 5 до 50 мм, а высота углубленной и выступающей частей находится в диапазоне от 1.0 до 10.0 мм.
3. Способ изготовления изделия штамповкой, включающий:
расположение заготовки из листового материала между матрицей и держателем заготовки, которые включают в себя, на зажимных поверхностях, обращенных друг к другу, фиксирующие буртики, которые содержат первые поверхности, вторые поверхности, которые пересекаются с первыми поверхностями, и третьи поверхности, которые пересекаются со вторыми поверхностями от наружных краев к центрам, причем каждая из первых поверхностей содержит множество углубленных и выступающих частей, а фиксирующие буртики обеспечены во взаимно схожих формах;
зажатие края заготовки матрицей и держателем заготовки; и
штамповку заготовки посредством относительного вдавливания области формования заготовки в матрицу пуансоном в состоянии, в котором край заготовки зажат, при этом
каждая из множества углубленных и выступающих частей содержит четвертую поверхность и шестую поверхность, обращенные друг к другу, и пятую поверхность, которая пересекается с четвертой поверхностью и шестой поверхностью,
причем четвертая поверхность, пятая поверхность и шестая поверхность пересекаются со второй поверхностью, и, если смотреть на множество углубленных и выступающих частей со стороны наружного края к центру держателя заготовки, множество углубленных и выступающих частей имеют любую из трапецеидальной формы, прямоугольной формы или их комбинацию.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ШТАМП ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 1988 |
|
RU1584221C |

