Область техники
[0001] Настоящее изобретение относится к способу изготовления компонента, имеющего поперечное сечение в форме шляпы.
Уровень техники
[0002] В качестве конструктивных элементов, образующих каркас кузова автомобиля, например, элементов его передней части, применяют штампованные компоненты, поперечное сечение которых имеет форму шляпы (в настоящей спецификации также называемые «компонентами с поперечным сечением в форме шляпы»). Такие компоненты с поперечным сечением в форме шляпы получают путем штампования (вытяжки) и т.п. листовых металлических материалов (например, стальных листов) (см., например, выложенные заявки на японский патент (JP-A) №№ 2003-103306, 2004-154859 и 2006-015404).
Сущность изобретения
Техническая проблема
[0003] При изготовлении компонентов с поперечным сечением в форме шляпы иногда получают начальный формованный компонент, поперечное сечение которого имеет форму шляпы, и выполняют дополнительную обработку начального формованного компонента для изменения его высоты и изготовления компонента с поперечным сечением в форме шляпы. Например, при дополнительной обработке вертикальные стенки на одной, в направлении по длине, стороне начального формованного компонента изгибают и растягивают для увеличения его высоты, а вертикальные стенки на другой, в направлении по длине, стороне начального формованного компонента изгибают в обратном направлении для уменьшения его высоты, что позволяет изготовить компонент с поперечным сечением в форме шляпы.
[0004] Однако при дополнительной обработке, например, имеется вероятность возникновения трещин и т.п. в граничной области между областями вертикальной стенки, которые изогнуты и растянуты, и областями вертикальной стенки, которые изогнуты в обратном направлении, если изгибание и растягивание выполняют одновременно с изгибанием в обратном направлении.
[0005] С учетом указанных выше обстоятельств, настоящее изобретение относится к разработке способа изготовления компонента с поперечным сечением в форме шляпы, при выполнении которого высоту начального формованного компонента можно изменять, не допуская возникновения трещин и т.п.
Устранение проблемы
[0006] Способ изготовления компонента с поперечным сечением в форме шляпы, который устраняет эту проблему, включает: этап зажимания, на котором располагают пару вертикальных стенок удлиненного по форме начального формованного компонента, ранее полученного с поперечным сечением в форме шляпы, с продольных сторон пуансона и зажимают верхнюю пластину этого компонента с использованием пуансона и прижима; после этапа зажимания этап изгибания и растягивания, на котором перемещают матрицу, расположенную с обеих продольных сторон прижима, в сторону пуансона и относительно начального формованного компонента и используют матрицу для изгибания и растягивания вертикальных стенок в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне этого компонента; и после этапа зажимания этап изгибания в обратном направлении, на котором перемещают держатель, расположенный с обеих продольных сторон пуансона, в сторону прижима и относительно начального формованного компонента и используют держатель для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне этого компонента.
[0007] Согласно способу изготовления компонента с поперечным сечением в форме шляпы, который решает эту проблему, на этапе зажимания верхнюю пластину удлиненного по форме начального формованного компонента, ранее полученного с поперечным сечением в форме шляпы, зажимают с использованием пуансона и прижима. При выполнении этого пару вертикальных стенок начального формованного компонента располагают с продольных сторон пуансона. Затем, на этапе изгибания и растягивания, после этапа зажимания, перемещают матрицу, расположенную с обеих продольных сторон прижима, в сторону пуансона и относительно начального изогнутого компонента и используют матрицу для изгибания и растягивания вертикальных стенок в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне этого компонента. Таким образом, высоту вертикальных стенок на одной, в направлении по длине, стороне начального формованного компонента изменяют таким образом, чтобы она стала больше.
[0008] В то же время, на этапе изгибания в обратном направлении, после этапа зажимания, держатель, расположенный с обеих продольных сторон пуансона, перемещают в сторону прижима и относительно начального изогнутого компонента. Держатель используют для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне этого компонента. Таким образом, высоту вертикальных стенок на другой, в направлении по длине, стороне начального формованного компонента изменяют таким образом, чтобы она стала меньше.
[0009] Кроме того, в случаях, когда область вертикальной стенки, которая изогнута и растянута, и область вертикальной стенки, которая изогнута в обратном направлении, являются смежными, если смотреть в направлении по длине начального формованного компонента, этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания, либо этап изгибания и растягивания выполняют после этапа изгибания в обратном направлении. Это позволяет не допустить возникновения трещин и т.п. в граничной области между областью вертикальной стенки, которая изогнута и растянута, и областью вертикальной стенки, которая изогнута в обратном направлении. Кроме того, за счет расположения на расстоянии друг от друга области вертикальной стенки, которая изогнута и растянута, и области вертикальной стенки, которая изогнута в обратном направлении, в направлении по длине начального формованного компонента можно не допустить какого-либо влияния изгибания в обратном направлении на область вертикальной стенки, которая изогнута и растянута, и какого-либо влияния изгибания и растягивания на область вертикальной стенки, которая изогнута в обратном направлении, даже если изгибание и растягивание выполняют одновременно с изгибанием в обратном направлении. Благодаря тому, что описано выше, можно изменять высоту начального формованного компонента, не допуская возникновения трещин и т.п.
Преимущества при применении изобретения
[0010] Способ изготовления компонента с поперечным сечением в форме шляпы, соответствующий настоящему изобретению, обеспечивает превосходное преимущество, заключающееся в возможности изменять высоту начального формованного компонента, не допуская возникновения трещин и т.п.
Краткое описание чертежей
[0011] На Фиг.1А приведен общий вид примерного начального изогнутого компонента, полученного на первом этапе способа изготовления компонента с поперечным сечением в форме шляпы, соответствующего примерному варианту.
На Фиг.1В приведен вид сверху начального изогнутого компонента, показанного на Фиг.1А.
На Фиг.1С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.1А.
На Фиг.1D приведен вид спереди (с одной из коротких сторон) начального изогнутого компонента, показанного на Фиг.1А.
На Фиг.2 приведен общий вид начального изогнутого компонента, соответствующий приведенному на Фиг.1, для описания ребер в местах, соответствующих изогнутой области вогнутой формы и изогнутой области выпуклой формы.
На Фиг.3А приведен общий вид исходного металлического листа перед формованием.
На Фиг.3В приведен общий вид панели, полученной в результате вытяжки.
На Фиг.4 приведен общий вид, соответствующий приведенному на Фиг.3В, на котором показаны места на полученной в результате вытяжки панели, где могут возникнуть трещины и морщины.
На Фиг.5 приведен общий вид с пространственным разделением деталей, на котором показаны части устройства, применяемого на первом этапе.
На Фиг.6А приведен разрез, иллюстрирующий стадию в начале обработки в устройстве, показанном на Фиг.5.
На Фиг.6В приведен разрез устройства, показанного на Фиг.5, на стадии зажимания и удерживания исходного металлического листа между матрицей с прижимом и держателем с пуансоном.
На Фиг.6С приведен разрез, иллюстрирующий стадию, когда пуансон продвинут дальше по сравнению со стадией, показанной на Фиг.6В.
На Фиг.6D приведен разрез, иллюстрирующий состояние, когда пуансон продвинут дальше по сравнению со стадией, показанной на Фиг.6С, в результате чего пуансон полностью вошел в матрицу.
На Фиг.7 приведен общий вид с пространственным разделением деталей для другого устройства, применяемого на первом этапе.
На Фиг.8А приведен разрез устройства, показанного на Фиг.7, на стадии в начале обработки.
На Фиг.8В приведен разрез, иллюстрирующий стадию, когда исходный металлический лист зажат и удерживается между матрицей с прижимом и держателем с пуансоном, входящими в состав устройства, показанного на Фиг.7.
На Фиг.8С приведен разрез, иллюстрирующий стадию, когда пуансон продвинут дальше по сравнению со стадией, показанной на Фиг.8В.
На Фиг.8D приведен разрез, иллюстрирующий состояние, когда пуансон продвинут дальше по сравнению со стадией, показанной на Фиг.8С, в результате чего пуансон полностью вошел в матрицу.
На Фиг.9А приведен разрез штампа, служащий для иллюстрации дефекта, возникающего при удалении из него начального изогнутого компонента после того, как пуансон полностью вошел в матрицу, и этот начальный изогнутый компонент получен из исходного металлического листа.
На Фиг.9В приведен разрез штампа на стадии, когда пуансон отводится от матрицы при переходе из состояния, показанного на Фиг.9А.
На Фиг.9С приведен разрез штампа на стадии, когда пуансон полностью отведен от матрицы при переходе из состояния, показанного на Фиг.9В.
На Фиг.10А приведен разрез штампа в состоянии, когда пуансон полностью вошел в матрицу.
На Фиг.10В приведен разрез штампа на стадии, когда пуансон отводится от матрицы при переходе из состояния, показанного на Фиг.10А.
На Фиг.10C приведен разрез штампа на стадии, когда пуансон полностью отведен от матрицы при переходе из состояния, показанного на Фиг.10В.
На Фиг.11А приведен разрез штампа в состоянии, когда пуансон полностью вошел в матрицу.
На Фиг.11В приведен разрез штампа на стадии, когда пуансон отводится от матрицы при переходе из состояния, показанного на Фиг.11А.
На Фиг.11С приведен разрез штампа на стадии, когда пуансон полностью отведен от матрицы при переходе из состояния, показанного на Фиг.11В.
На Фиг.12А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.12В приведен вид сверху начального изогнутого компонента, показанного на Фиг.12А.
На Фиг.12С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.12А.
На Фиг.12D приведен вид спереди (с одной из коротких сторон) начального изогнутого компонента, показанного на Фиг.12А.
На Фиг.13А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.13В приведен вид сверху начального изогнутого компонента, показанного на Фиг.13А.
На Фиг.13С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.13А.
На Фиг.13D приведен общий вид начального изогнутого компонента, показанного на Фиг.13А, если смотреть со стороны нижней поверхности.
На Фиг.14А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.14В приведен вид сверху начального изогнутого компонента, показанного на Фиг.14А.
На Фиг.14С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.14А.
На Фиг.14D приведен вид спереди (с другой из коротких сторон) начального изогнутого компонента, показанного на Фиг.14А.
На Фиг.15А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.15В приведен вид сверху начального изогнутого компонента, показанного на Фиг.15А.
На Фиг.15С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.15А.
На Фиг.15D приведен вид спереди (с другой из коротких сторон) начального изогнутого компонента, показанного на Фиг.15А.
На Фиг.16А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.16В приведен вид сверху начального изогнутого компонента, показанного на Фиг.16А.
На Фиг.16С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.16А.
На Фиг.16D приведен общий вид начального изогнутого компонента, показанного на Фиг.16А, если смотреть со стороны нижней поверхности.
На Фиг.17А приведен общий вид другого начального изогнутого компонента, полученного на первом этапе.
На Фиг.17В приведен вид сверху начального изогнутого компонента, показанного на Фиг.17А.
На Фиг.17С приведен вид сбоку (с одной из длинных сторон) начального изогнутого компонента, показанного на Фиг.17А.
На Фиг.17D приведен общий вид начального изогнутого компонента, показанного на Фиг.17А, если смотреть со стороны нижней поверхности.
На Фиг.18А приведен общий вид исходного металлического листа перед предварительной обработкой.
На Фиг.18В приведен общий вид исходного металлического листа, прошедшего предварительную обработку.
На Фиг.18С приведен общий вид начального изогнутого компонента, полученного из исходного металлического листа, прошедшего предварительную обработку.
На Фиг.18D приведен общий вид, иллюстрирующий состояние, когда начальный изогнутый компонент, показанный на Фиг.18С, обрезан.
На Фиг.19 приведен общий вид примерного промежуточного изогнутого компонента, который обработан на втором этапе способа изготовления компонента с поперечным сечением в форме шляпы, соответствующего представленному примерному варианту.
На Фиг.20 приведен вид сбоку (с одной из длинных сторон) промежуточного изогнутого компонента, показанного на Фиг.19.
На Фиг.21 приведен общий вид, иллюстрирующий соответствующие области устройства, применяемого на втором этапе.
На Фиг.22А приведен общий вид устройства, показанного на Фиг.21, на стадии начала обработки.
На Фиг.22В приведен общий вид, иллюстрирующий стадию, когда прижим и матрица перемещены из состояния, показанного на Фиг.22А, и верхняя пластина начального изогнутого компонента зажата и удерживается прижимом и пуансоном.
На Фиг.22С приведен общий вид, иллюстрирующий стадию этапа изгибания и растягивания, на которой происходит относительное перемещение матрицы к пуансону из состояния, показанного на Фиг.22В, и вертикальные стенки на одной, в направлении по длине, стороне начального изогнутого компонента изгибаются и растягиваются.
На Фиг.22D приведен общий вид, иллюстрирующий стадию этапа изгибания в обратном направлении, на которой происходит относительное перемещение держателя к матрице из состояния, показанного на Фиг.22С, и вертикальные стенки на другой, в направлении по длине, стороне начального изогнутого компонента изгибаются в обратном направлении.
На Фиг.23 приведен разрез (при сечении плоскостью 23-23, показанной на Фиг.22В), иллюстрирующий состояние, когда область на одной, в направлении по длине, стороне верхней пластины начального изогнутого компонента зажата и удерживается прижимом и пуансоном на стадии, показанной на Фиг.22В.
На Фиг.24 приведен разрез (при сечении плоскостью 24-24, показанной на Фиг.22В), иллюстрирующий состояние, когда область на другой, в направлении по длине, стороне верхней пластины начального изогнутого компонента зажата и удерживается прижимом и пуансоном на стадии, показанной на Фиг.22В.
На Фиг.25 приведен разрез, иллюстрирующий стадию этапа изгибания в обратном направлении, показанного на Фиг.22D.
На Фиг.26А приведен общий вид, иллюстрирующий состояние начального изогнутого компонента перед обработкой на втором этапе.
На Фиг.26В приведен общий вид, иллюстрирующий состояние начального изогнутого компонента, обработанного на этапе изгибания и растягивания, выполняемом на втором этапе.
На Фиг.27 приведен общий вид примерного готового изогнутого компонента, полученного при обработке на третьем этапе способа изготовления компонента с поперечным сечением в форме шляпы, соответствующего представленному примерному варианту.
На Фиг.28 приведено сечение (в плоскости 28-28, показанной на Фиг.27) примерного готового изогнутого компонента, полученного при обработке на третьем этапе способа изготовления компонента с поперечным сечением в форме шляпы, соответствующего представленному примерному варианту.
На Фиг.29А приведен разрез, иллюстрирующий стадию, на которой опорный элемент устройства, применяемого на третьем этапе, служит опорой снизу верхней пластине промежуточного изогнутого компонента.
На Фиг.29В приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.29А, верхняя пластина промежуточного изогнутого компонента вошла в первую область углубления в матрице и зажата и удерживается матрицей и опорным элементом.
На Фиг.29С приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.29В, пуансон продвинут во вторую область углубления в матрице.
На Фиг.29D приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.29С, пуансон продвинут дальше во вторую область углубления в матрице и полностью вошел в матрицу.
На Фиг.30А приведен разрез, иллюстрирующий стадию, на которой опорный элемент другого устройства, применяемого на третьем этапе, служит опорой снизу верхней пластине промежуточного изогнутого компонента.
На Фиг.30В приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.30А, верхняя пластина промежуточного изогнутого компонента вошла в первую область углубления в матрице и зажата и удерживается матрицей и опорным элементом.
На Фиг.30C приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.30В, пуансон продвинут во вторую область углубления в матрице.
На Фиг.30D приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.30С, пуансон продвинут дальше во вторую область углубления в матрице и полностью вошел в матрицу.
На Фиг.31А приведен разрез, иллюстрирующий стадию, на которой опорный элемент другого устройства, применяемого на третьем этапе, служит опорой снизу верхней пластине промежуточного изогнутого компонента.
На Фиг.31В приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.31А, верхняя пластина промежуточного изогнутого компонента вошла в первую область углубления в матрице и зажата и удерживается матрицей и опорным элементом.
На Фиг.31С приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.31В, пуансон продвинут во вторую область углубления в матрице.
На Фиг.31D приведен разрез, иллюстрирующий стадию, на которой после стадии, показанной на Фиг.31С, пуансон продвинут дальше во вторую область углубления в матрице и полностью вошел в матрицу.
На Фиг.32А приведен разрез, соответствующий приведенному на Фиг.31А и иллюстрирующий стадию, на которой опорный элемент другого устройства, применяемого на третьем этапе, служит опорой снизу верхней пластине промежуточного изогнутого компонента.
На Фиг.32В приведен разрез, соответствующий приведенному на Фиг.31В и иллюстрирующий стадию, на которой после стадии, показанной на Фиг.32А, верхняя пластина промежуточного изогнутого компонента вошла в первую область углубления в матрице и зажата и удерживается матрицей и опорным элементом.
На Фиг.32С приведен разрез, соответствующий приведенному на Фиг.31С и иллюстрирующий стадию, на которой после стадии, показанной на Фиг.32В, пуансон продвинут во вторую область углубления в матрице.
На Фиг.32D приведен разрез, приведен разрез, соответствующий приведенному на Фиг.31D и иллюстрирующий стадию, на которой после стадии, показанной на Фиг.32С, пуансон продвинут дальше во вторую область углубления в матрице и полностью вошел в матрицу.
На Фиг.33А приведен общий вид начального изогнутого компонента, схематично иллюстрирующий возникновение механических напряжений в вертикальных стенках.
На Фиг.33В приведен общий вид начального изогнутого компонента, иллюстрирующий возникновение морщин на вертикальных стенках из-за сдвига.
На Фиг.33С приведен вид сбоку начального изогнутого компонента, иллюстрирующий возникновение морщин на вертикальных стенках из-за сдвига.
На Фиг.34А приведен разрез устройства для пояснения размеров и т.п. соответствующих областей, позволяющих предотвратить возникновение морщин из-за сдвига.
На Фиг.34В приведено поперечное сечение начального изогнутого компонента для пояснения размеров и т.п. соответствующих областей, позволяющих предотвратить возникновение морщин из-за сдвига.
На Фиг.34С приведен разрез устройства для пояснения размеров и т.п. соответствующих областей, позволяющих предотвратить возникновение морщин из-за сдвига.
На Фиг.34D приведено поперечное сечение начального изогнутого компонента для пояснения размеров и т.п. соответствующих областей, позволяющих предотвратить возникновение морщин из-за сдвига.
На Фиг.35 приведена таблица для рассмотрения условий, при которых в начальном изогнутом компоненте возникают морщины при изменении различных параметров на первом этапе.
На Фиг.36А приведен общий вид начального изогнутого компонента, изготовленного с использованием устройства, показанного на Фиг.5.
На Фиг.36В приведен вид сверху начального изогнутого компонента, показанного на Фиг.36А.
На Фиг.36С приведен вид сбоку (с одной длинной стороны) начального изогнутого компонента, показанного на Фиг.36А.
На Фиг.36D приведено сечение начального изогнутого компонента, изображенного на Фиг.36А, в плоскости D-D, показанной на Фиг.36С.
На Фиг.37 приведен разрез штампа, иллюстрирующий зазор, указанный в таблице на Фиг.35.
На Фиг.38 приведен вид сбоку другого примерного промежуточного изогнутого компонента, обработанного на втором этапе способа изготовления компонента с поперечным сечением в форме шляпы, соответствующего примерному варианту.
На Фиг.39 приведен разрез, соответствующий приведенному на Фиг.23, на котором показан модифицированный пример устройства, изображенного на Фиг.21, в состоянии, когда область на одной, в направлении по длине, стороне верхней пластины начального изогнутого компонента зажата и удерживается прижимом и пуансоном.
На Фиг.40 приведен разрез, соответствующий приведенному на Фиг.24, на котором показан модифицированный пример устройства, изображенного на Фиг.21, в состоянии, когда область на другой, в направлении по длине, стороне верхней пластины начального изогнутого компонента зажата и удерживается прижимом и пуансоном.
На Фиг.41 приведен разрез, соответствующий приведенному на Фиг.25, на котором показан модифицированный пример устройства, изображенного на Фиг.21, на стадии изгибания в обратном направлении.
Подробное описание вариантов осуществления изобретения
[0012] Далее со ссылкой на чертежи будет рассмотрен способ изготовления компонента с поперечным сечением в форме шляпы, соответствующий примерному варианту. Способ изготовления компонента с поперечным сечением в форме шляпы включает первый этап (этап формования со сдвигом) или «этап начального формования», предназначенный для получения начального формованного компонента, второй этап (промежуточный этап), предназначенный для обработки (формования) начального формованного компонента с целью изменения его высоты, и третий этап, служащий в качестве «этапа правки», предназначенный для правки начального формованного компонента, для которого был выполнен второй этап. Далее будет рассмотрен каждый из этих этапов. Следует отметить, что на чертежах эквивалентные элементы и т.п. обозначены одинаковыми ссылочными позициями, и при последующем рассмотрении повторное описание эквивалентных элементов, соответственно, опущено после первичного описания.
[0013] Первый этап
Как показано на Фиг.5, на первом этапе в качестве «начального формованного компонента» и «изогнутого элемента» путем вытяжки исходного металлического листа 601 с использованием устройства 500 получают начальный изогнутый компонент 10 (см. Фиг.2). Сначала будет рассмотрена конфигурация начального изогнутого компонента 10, после чего будет рассмотрено устройство 500 и затем первый этап.
[0014] Конфигурация начального изогнутого компонента 10
Как показано на Фиг.1А - Фиг.1D и Фиг.2, начальный изогнутый компонент 10 создан из высокопрочного стального листа, имеющего прочность на растяжение от 200 МПа до 1960 МПа. Начальный изогнутый компонент 10 получают удлиненной формы и с поперечным сечением в форме шляпы. Если говорить конкретно, начальный изогнутый компонент 10 включает верхнюю пластину 11, проходящую в его продольном направлении, и соответствующие вертикальные стенки 12а, 12b, изогнутые таким образом, чтобы они проходили вниз (в одном из направлений по толщине верхней пластины 11) с обеих продольных сторон верхней пластины 11. Начальный изогнутый компонент 10 дополнительно включает соответствующие фланцы 13а, 13b, изогнутые таким образом, чтобы они проходили в направлении по ширине и вовне относительно верхней пластины 11 от нижних краев (краев с противоположной от верхней пластины 11 стороны) вертикальных стенок 12а, 12b.
[0015] Между верхней пластиной 11 и вертикальными стенками 12а, 12b созданы ребра 14а, 14b, проходящие в продольном направлении начального изогнутого компонента 10. Между вертикальными стенками 12а, 12b и фланцами 13а, 13b созданы ребра 15а, 15b, проходящие в продольном направлении начального изогнутого компонента 10.
[0016] Ребра 14а, 14b и ребра 15а, 15b созданы проходящими, по существу, параллельно. А именно, высота вертикальных стенок 12а, 12b, проходящих вверх (в другом из направлений по толщине верхней пластины 11) от фланцев 13а, 13b, является, по существу, одинаковой, если смотреть в направлении по длине начального изогнутого компонента 10.
[0017] Как показано на Фиг.2, если смотреть сбоку, в одной части верхняя пластина 11 имеет изогнутую область 11а выпуклой формы, которая по дуге изгибается в направлении вовне от поперечного сечения в форме шляпы, а именно, в направлении внешней поверхности верхней пластины 11 (в упомянутом другом из направлений по толщине). В другой части верхняя пластина 11 имеет изогнутую область 11b вогнутой формы, которая по дуге изгибается в направлении внутрь поперечного сечения в форме шляпы, а именно, в направлении внутренней поверхности верхней пластины 11 (в упомянутом одном из направлений по толщине). В изогнутой области 11а выпуклой формы и изогнутой области 11b вогнутой формы ребра 14а, 14b между верхней пластиной 11 и вертикальными стенками 12а, 12b также изогнуты в виде дуги, в местах 16а, 16b и 17а, 17b, соответствующих этим областям 11а и 11b. Следует отметить, что «дуга» может представлять собой не только часть окружности, но также часть другой кривой, например, эллипса, гиперболы или синусоиды.
[0018] Описанный выше начальный изогнутый компонент 10 получен в ходе создания панели 301 (см. Фиг.3В) путем вытяжки исходного металлического листа 201 прямоугольной формы, служащего в качестве «металлического листа» и показанного на Фиг.3А, и последующего отрезания ненужных частей панели 301.
[0019] При этом, во время изготовления начального изогнутого компонента 10 с поперечным сечением в форме шляпы путем вытяжки, на стадии создания панели 301 в этой панели имеется лишний материал в верхней пластине 301а, находящейся в изогнутой области вогнутой формы, и фланце 301b, находящемся в изогнутой области выпуклой формы, как показано на Фиг.4, и могут возникнуть морщины. Как известно, эффективным в плане недопущения возникновения морщин в ходе процесса формования является усиление удерживания исходного металлического листа 201 на периферии, например, за счет увеличения давления со стороны держателя заготовки или добавления в держатель заготовки участков для создания валиков вытяжки, что позволяет не допустить течения материала исходного металлического листа 201 к держателю заготовки.
[0020] Однако, если течение материала исходного металлического листа 201 к держателю заготовки усиленно подавляется, также имеет место значительное уменьшение толщины панели 301 в соответствующих областях, включающих верхнюю пластину 301с, находящуюся в изогнутой области выпуклой формы, фланец 301d, находящийся в изогнутой области вогнутой формы, и обе области 301е на продольных краях. В случаях, когда материал исходного металлического листа 201 имеет очень низкую растяжимость (например, сталь с высокой прочностью на растяжение), по всей видимости, в этих областях могут возникать трещины.
[0021] Соответственно, если иметь в виду недопущение возникновения морщин и трещин при изготовлении изогнутых компонентов с поперечным сечением в форме шляпы, например, элементов передней части каркаса кузова автомобиля, путем штамповки с использованием вытяжки, вряд ли можно применять высокопрочные материалы с низкой растяжимостью в качестве материала для исходного металлического листа 201, то есть, надо применять низкопрочные материалы с высокой растяжимостью.
[0022] Однако возникновение таких морщин и трещин можно не допустить при выполнении описанного позднее первого этапа, на котором применяется устройство 500, соответствующее представленному примерному варианту.
[0023] Устройство 500
Далее будет рассмотрено устройство 500. На Фиг.5 приведен общий вид с пространственным разделением деталей для устройства 500, применяемого при изготовлении начального изогнутого компонента 501, служащего в качестве «начального формованного компонента». Следует отметить, что конфигурация начального изогнутого компонента 501, по существу, идентична конфигурации начального изогнутого компонента 10 (см. Фиг.1А). На Фиг.6А приведен разрез устройства, показанного на Фиг.5, в начале обработки. На Фиг.6В приведен разрез устройства, показанного на Фиг.5, на стадии зажимания и удерживания исходного металлического листа 601 между матрицей 502 для начального формования с прижимом 503 для начального формования и держателями 505 заготовки для начального формования с пуансоном 504 для начального формования. На Фиг.6С приведен разрез, иллюстрирующий стадию, когда пуансон 504 для начального формования продвинут дальше по сравнению со стадией, показанной на Фиг.6В. На Фиг.6D приведен разрез, иллюстрирующий состояние, когда пуансон 504 для начального формования продвинут дальше по сравнению со стадией, показанной на Фиг.6С, в результате чего этот пуансон полностью вошел в матрицу 502 для начального формования.
[0024] Как показано на Фиг.5, устройство 500 выполнено включающим матрицу 502 для начального формования (ниже называемую просто «матрицей 502»), которая имеет форму, соответствующую форме внешней поверхности, соответственно, вертикальных стенок 501а, 501b и фланцев 501d, 501е начального изогнутого компонента 501, и прижим 503 для начального формования (ниже называемый просто «прижимом 503»), который имеет форму, соответствующую форме внешней поверхности верхней пластины 501с. Устройство 500 дополнительно включает пуансон 504 для начального формования (ниже называемый просто «пуансоном 504»), который расположен напротив матрицы 502 и прижима 503 и имеет форму, соответствующую форме внутренней поверхности, соответственно, верхней пластины 501с и вертикальных стенок 501а, 501b начального изогнутого компонента 501, и держатели 505 заготовки для начального формования (ниже называемые просто «держателями 505 заготовки), служащими в качестве «держателя для начального формования» и имеющие форму, соответствующую форме внутренней поверхности фланцев 501d, 501е.
[0025] Как показано на Фиг.6А - Фиг.6D, матрица 502 и пуансон 504 расположены друг против друга, если смотреть в вертикальном направлении, и матрица 502 расположена над пуансоном 504. Если смотреть в направлении по ширине (направлении слева направо на чертеже), в центральной части матрицы 502 выполнено углубление 502а, открытое вниз (в сторону пуансона 504). Внутренние боковые поверхности углубления 502а в матрице 502 представляют собой поверхности формования, имеющие форму, соответствующую форме внешних поверхностей вертикальных стенок 501а, 501b (см. Фиг.5) начального изогнутого компонента 501. Кроме того, если смотреть в направлении по ширине, обращенные вниз (в сторону держателя 505 заготовки) торцевые поверхности в обеих продольных частях матрицы 502 представляют собой поверхности формования, имеющие форму, соответствующую форме верхних поверхностей (поверхностей со стороны вертикальных стенок 501а, 501b (см. Фиг.5)) фланцев 501d, 501е начального изогнутого компонента 501. С закрытой стороны (верхней стороны) углубления 502а, созданного в матрице 502, установлен блок 506 прижатия прижима, который описан позднее. Кроме того, матрица 502 соединена с перемещающим устройством 509, например, газовой пружиной, гидравлическим приводом, пружиной или электрическим приводным механизмом. При приведении его в действие, перемещающее устройство 509 перемещает матрицу 502 в вертикальном направлении.
[0026] Прижим 503 расположен в углублении 502а, созданном в матрице 502. Прижим 503 соединен с блоком 506 прижатия прижима, представляющим собой газовую пружину, гидравлический привод, пружину, электрический приводной механизм и т.п. Поверхность прижима 503, обращенная к пуансону 504, представляет собой поверхность формования, имеющую форму, соответствующую форме внешней поверхности верхней пластины 501с (см. Фиг.5) начального изогнутого компонента 501. При приведении в действие блока 506 прижатия прижима, прижим 503 перемещается в сторону пуансона 504, и, если смотреть в направлении по ширине (направление слева направо на чертеже) исходного металлического листа 601, центральная часть 601а этого листа прижимается к прижиму 503 и пуансону 504 и зажимается между ними.
[0027] Если смотреть в вертикальном направлении, пуансон 504 создан такой формы, что, находясь в нижней части штампа, в месте напротив прижима 503 он выступает в сторону этого прижима. С обеих сторон пуансона 504 установлены блоки 507 прижатия держателей заготовки, которые описаны позднее. Внешние поверхности пуансона 504 представляют собой поверхности формования, имеющие форму, соответствующую форме внутренних поверхностей вертикальных стенок 501а, 501b и верхней пластины 501с (см. Фиг.5) начального изогнутого компонента 501.
[0028] Держатели 505 заготовки соединены с блоками 507 прижатия держателей заготовки, служащих в качестве «блоков прижатия держателя», которые представляют собой газовые пружины, гидравлические приводы, пружины, электрические приводные механизмы и т.п. Обращенные вверх (в сторону матрицы 502) торцевые поверхности держателей 505 заготовки представляют собой поверхности формования, имеющие форму, соответствующую форме нижних поверхностей (поверхностей, обращенных в противоположную от вертикальных стенок 501а, 501b сторону (см. Фиг.5)) фланцев 501d, 501е начального изогнутого компонента 501. При приведении в действие блоков 507 прижатия держателей заготовки, держатели 505 заготовки перемещаются в сторону матрицы 502, и обе боковые, если смотреть в направлении по ширине, части 601b, 601с исходного металлического листа 601 прижимаются матрицей 502 и держателями 505 заготовки и зажимаются между ними.
[0029] Далее будет рассмотрен первый этап, целью которого является штампование исходного металлического листа 601 при помощи описанного выше устройства 500.
[0030] Сначала, как показано на Фиг.6А, исходный металлический лист 601 располагают между матрицей 502 с прижимом 503 и пуансоном 504 с держателями 505 заготовки.
[0031] Затем, как показано на Фиг.6В, центральную часть 601а исходного металлического листа 601 (а именно, часть этого листа, которая будет создавать верхнюю пластину 501с (см. Фиг.5)) прижимают при помощи прижима 503 к пуансону 504 и зажимают между прижимом и пуансоном. Обе боковые части 601b, 601с исходного металлического листа 601 (а именно, части этого листа, которые будут создавать вертикальные стенки 501а, 501b и фланцы 501d, 501е (см. Фиг.5)) прижимают при помощи держателей 505 заготовки к матрице 502 и зажимают между держателями и матрицей.
[0032] Блок 506 прижатия прижима и блоки 507 прижатия держателей заготовки приводят в действие таким образом, чтобы центральная часть 601а и обе боковых части 601b, 601с исходного металлического листа 601 прижимались и зажимались с заранее определенным давлением. Центральную часть 601а и обе боковых части 601b, 601с исходного металлического листа 601 в результате формуют с получением изогнутой формы, которая будет повторять изогнутую форму штампующих поверхностей.
[0033] В этом состоянии приводят в действие перемещающее устройство 509, и держатели 505 заготовки и матрица 502 перемещаются вниз (опускаются), что позволяет получить начальный изогнутый компонент 501. При опускании матрицы 502 блок 506 прижатия прижима и блоки 507 прижатия держателей заготовки выполняют обратный ход в вертикальном направлении. Центральная часть 601а и обе боковых части 601b, 601с исходного металлического листа 601 также прижимаются с заранее определенным давлением, когда блок 506 прижатия прижима и блоки 507 прижатия держателей заготовки выполняют обратный ход в вертикальном направлении.
[0034] Как показано на Фиг.6С, при перемещении держателей 505 заготовки и матрицы 502 вниз, материал исходного металлического листа 601, зажатый между этими матрицей и держателями заготовки, течет в углубление 502а, имеющееся между пуансоном 504 и держателями 505 заготовки, что позволяет создать вертикальные стенки 501а, 501b (см. Фиг.5).
[0035] Затем, как показано на Фиг.6D, держатели 505 заготовки и матрица 502 перемещаются на заранее определенное расстояние, и формование завершается в момент, когда высота вертикальных стенок 501а, 501b достигает заранее определенного значения.
[0036] Следует отметить, что в примере, показанном на Фиг.6А - Фиг.6D, начальный изогнутый компонент 501 получают за счет перемещения держателей 505 заготовки и матрицы 502 вниз, когда пуансон 504 и прижим 503 остаются неподвижными. Однако настоящее изобретение этим не ограничивается, и начальный изогнутый компонент 501 можно получать следующим образом.
[0037] На Фиг.7 показано другое устройство 600 для изготовления начального изогнутого компонента 501. На Фиг.8А приведен разрез, на котором показано устройство, изображенное на Фиг.7, на стадии в начале обработки. На Фиг.8В приведен разрез, иллюстрирующий стадию, когда исходный металлический лист 601 зажат и удерживается между матрицей 602 для начального формования (ниже называемой просто «матрицей 602») с прижимом 603 для начального формования (ниже называемым просто «прижимом 603») и держателями 605 заготовки для начального формования (ниже называемыми просто «держателями 605 заготовки») с пуансоном 604 для начального формования (ниже называемым просто «пуансоном 604»), входящими в состав устройства, показанного на Фиг.7. На Фиг.8С приведен разрез, иллюстрирующий стадию, когда пуансон 604 продвинут дальше по сравнению со стадией, показанной на Фиг.8В. На Фиг.8D приведен разрез, иллюстрирующий состояние, когда пуансон 604 продвинут дальше по сравнению со стадией, показанной на Фиг.8С, в результате чего пуансон 604 полностью вошел в матрицу 602.
[0038] В отличие от устройства 500 для изготовления компонента с поперечным сечением в форме шляпы, показанного на Фиг.5А и Фиг.6А - Фиг.6D, в устройстве 600 держатели 605 заготовки и пуансон 604 установлены над матрицей 602 и прижимом 603. В устройстве 600 начальный изогнутый компонент 501 получают за счет перемещения (опускания) прижима 603 и пуансона 604 в состоянии, когда матрица 602 является неподвижной, а держатели 605 заготовки прижимают исходный металлический лист 601 к матрице 602 без их перемещения. Следует отметить, что, как в устройстве 600, так и в устройстве 500, относительное перемещение в штампе является одинаковым, и исходный металлический лист 601 можно формовать в начальный изогнутый компонент 501, используя любое из этих устройств.
[0039] Далее будет рассмотрен этап удаления начального изогнутого компонента 501 из устройства 500 (штампа) после штампования исходного металлического листа 601, то есть, после получения этого компонента.
[0040] Как показано на Фиг.9А - Фиг.9С, при вынимании начального изогнутого компонента 501 из устройства 500 (штампа), матрицу 502 можно переместить вверх из состояния, показанного на Фиг.6D, и на удаление от пуансона 504, чтобы создать зазор в штампе. При выполнении этого, как показано на Фиг.9В и Фиг.9С, так как прижим 503 и держатели 505 заготовки прижимались, соответственно, при помощи блока 506 прижатия прижима и блоков 507 прижатия держателей заготовки, во время вынимания на начальный изогнутый компонент 501 со стороны прижима 503 и держателей 505 заготовки из-за давления непосредственно будут действовать силы, имеющие противоположные направления, которые вызовут деформирование и разрушение этого компонента, как показано на Фиг.9С.
[0041] Соответственно, как показано на Фиг.10А - Фиг.10С, конструкция сделана такой, что после формования исходного металлического листа 601 в начальный изогнутый компонент 501 матрица 502 и прижим 503 отводятся от держателей 505 заготовки в таких условиях, когда эти держатели не перемещаются относительно пуансона 504 и не прижимают полученный изогнутый компонент к матрице 502. Соответственно, при том, что прижим 503 прижимает изогнутый компонент до тех пор, пока блок 506 прижатия прижима не завершит свой ход, прижим 503 начинает отдаляться от пуансона 504, после того, как матрица 502 переместилась на определенное расстояние, и блок 506 прижатия прижима полностью завершил свой ход. В результате на начальный изогнутый компонент 501 одновременно не действует давление со стороны прижима 503 и держателей 505 заготовки, и матрицу 502 с прижимом 503 можно отвести от держателей 505 заготовки с пуансоном 504, это позволяет удалить начальный изогнутый компонент 501 из штампа без деформирования.
[0042] В качестве другого примерного варианта, как показано на Фиг.11А - Фиг.11С, после формования исходного металлического листа в начальный изогнутый компонент 501, прижим 503 не перемещается относительно матрицы 502 и не прижимает полученный начальный изогнутый компонент 501 к пуансону 504. Когда прижим 503 и матрица 502 отводятся от держателей 505 заготовки и пуансона 504 в таких условиях, держатели 505 заготовки прижимают изогнутый компонент до тех пор, пока блоки 507 прижатия держателей заготовки не завершат свой ход. Затем держатели 505 заготовки начинают отдаляться от матрицы 502 после того, как эта матрица переместилась на определенное расстояние, и блоки 507 прижатия держателей заготовки полностью завершили свой ход. Таким образом, можно развести матрицу 502 с прижимом 503 и держатели 505 заготовки с пуансоном 504 без одновременного воздействия на начальный изогнутый компонент 501 давления со стороны прижима 503 и держателей 505 заготовки, это позволяет удалить начальный изогнутый компонент 501 из штампа без деформирования.
[0043] Еще одним примерным вариантом является такой, в котором, хотя это и не показано на чертежах, после формования исходного металлического листа в начальный изогнутый компонент 501 прижим 503 не перемещается относительно держателей 505 заготовки и не прижимает полученный изогнутый компонент к пуансону 504. Когда прижим 503, матрица 502 и держатели 505 заготовки отдаляются от пуансона в таких условиях, держатели 505 заготовки прижимают начальный изогнутый компонент 501 до тех пор, пока блоки 507 прижатия держателей заготовки не завершили свой ход. Затем держатели 505 заготовки начинают отдаляться от матрицы 502 после того, как эта матрица переместилась на определенное расстояние, и блоки 507 прижатия держателей заготовки полностью завершили свой ход. Таким образом, можно отвести матрицу 502 с прижимом 503 от держателей 505 заготовки с пуансоном 504 без одновременного воздействия на начальный изогнутый компонент 501 давления со стороны прижима 503 и держателей 505 заготовки, это позволяет удалить начальный изогнутый компонент 501 из штампа без деформирования.
[0044] Соответственно, чтобы предотвратить повреждение начального изогнутого компонента 501 во время вынимания из штампа, нужно снабдить устройство 500 ограничителем давления, позволяющим предотвращать одновременное воздействие на этот компонент давления со стороны прижима 503 и держателей 505 заготовки.
[0045] Начальный изогнутый компонент 501, служащий в качестве «начального формованного компонента» получают описанным выше образом на первом этапе. Однако характеристики (форма и т.п.) матрицы 502, прижима 503, пуансона 504 и держателей 505 заготовки, входящих в состав устройства 500, могут быть изменены подходящим образом для изменения формы начального изогнутого компонента. Далее будут рассмотрены модифицированные примеры начального изогнутого компонента.
[0046] Изначальный изогнутый компонент: Модифицированный пример 1
Начальный изогнутый компонент 100, показанный на Фиг.12А - Фиг.12D и служащий в качестве «начального формованного компонента», изогнут с получением, по существу, S-образной формы, если смотреть сверху, но не выглядит изогнутым, если смотреть сбоку. Начальный изогнутый компонент 100 выполнен включающим верхнюю пластину 102, вертикальные стенки 104, 106, созданные проходящими параллельно от ребер 102а, 102b верхней пластины 102, и фланцы 108а, 108b, созданные на передних краях вертикальных стенок 104, 106.
[0047] Как показано на Фиг.12В, верхняя пластина 102 представляет собой плоскую пластину, изогнутую с получением, по существу, S-образной формы, если смотреть в плоскости чертежа на Фиг.12В. Фланцы 108а, 108b созданы проходящими, по существу, параллельно верхней пластине 102 и представляют собой плоские пластины, изогнутые с получением, по существу, S-образной формы. Вертикальные стенки 104, 106 представляют собой изогнутые пластины, которые изогнуты с получением, по существу, S-образной формы, если смотреть в направлении по их толщине, и проходят параллельно.
[0048] Начальный изогнутый компонент: Модифицированный пример 2
Как показано на Фиг.13А - Фиг.13D, начальный изогнутый компонент 110, служащий в качестве «начального формованного компонента», изогнут с получением, по существу, S-образной формы, если смотреть сверху, а также изогнут с получением, по существу, S-образной формы, если смотреть сбоку. Начальный изогнутый компонент 110 выполнен включающим верхнюю пластину 112, вертикальные стенки 114, 116, созданные проходящими параллельно от ребер 112а, 112b верхней пластины 112, и фланцы 118а, 118b, созданные на передних краях вертикальных стенок 114, 116. Верхняя пластина 112 представляет собой изогнутую пластину, изогнутую с получением, по существу, S-образной формы, если смотреть в направлении по ее толщине. Фланцы 118а, 118b созданы проходящими, по существу, параллельно верхней пластине 112 и аналогично верхней пластине 112 представляют собой изогнутые пластины, которые изогнуты с получением, по существу, S-образной формы, если смотреть в направлении по их толщине. Вертикальные стенки 114, 116 также представляют собой изогнутые пластины, которые изогнуты с получением, по существу, S-образной формы, если смотреть в направлении по их толщине.
[0049] Начальный изогнутый компонент: Модифицированный пример 3
Как показано на Фиг.14А - Фиг.14D, начальный изогнутый компонент 120, служащий в качестве «начального формованного компонента», изогнут с получением дугообразной формы, если смотреть сбоку, в промежуточной, в направлении по длине, области. Начальный изогнутый компонент 120 выполнен включающим верхнюю пластину 122, вертикальные стенки 124а, 124b, созданные проходящими параллельно от ребер 128а, 128b верхней пластины 122, и фланцы 126а, 126b, созданные на передних краях вертикальных стенок 124а, 124b. Ребра 129а, 129b - это ребра между вертикальными стенками 124а, 124b и фланцами 126а, 126b.
[0050] Верхняя пластина 122 представляет собой изогнутую пластину, которая изогнута, если смотреть в направлении по ее толщине, и фланцы 126а, 126b представляют собой изогнутые пластины, созданные проходящими, по существу, параллельно верхней пластине 122. В промежуточной, в направлении по длине, области верхней пластины 122 создана изогнутая область 122а выпуклой формы, служащая в качестве «изогнутой области», которая изгибается по дуге в направлении внешней поверхности (в упомянутом другом из направлений по толщине) верхней пластины 122. Вертикальные стенки 124а, 124b представляют собой плоские пластины, проходящие параллельно плоскости чертежа на Фиг.14С.
[0051] Начальный изогнутый компонент: Модифицированный пример 4
Как показано на Фиг.15А - Фиг.15D, если смотреть сбоку, начальный изогнутый компонент 130, служащий в качестве «начального формованного компонента», имеет обратную кривизну по сравнению с начальным изогнутым компонентом 120, представляющим собой Модифицированный пример 3. Начальный изогнутый компонент 130 выполнен включающим верхнюю пластину 132, вертикальные стенки 134, 136, созданные проходящими параллельно от ребер 132а, 132b верхней пластины 132, и фланцы 138а, 138b, проходящие в направлении по ширине и вовне от ребер 135а, 135b на передних краях вертикальных стенок 134, 136. Кроме того, в промежуточной, в направлении по длине, области верхней пластины 132 создана изогнутая область 132а вогнутой формы, служащая в качестве «изогнутой области», которая изгибается по дуге в направлении внутренней поверхности (в упомянутом одном из направлений по толщине) верхней пластины 132 с получением со стороны этой поверхности выпуклой формы. Фланцы 138а, 138b проходят, по существу, параллельно верхней пластине 132, и вертикальные стенки 134, 136 на Фиг.15С расположены параллельно плоскости чертежа.
[0052] Начальный изогнутый компонент: Модифицированный пример 5
Как показано на Фиг.16А - Фиг.16D, начальный изогнутый компонент 140, служащий в качестве «начального формованного компонента», выполнен включающим верхнюю пластину 142, вертикальные стенки 144, 146, созданные проходящими параллельно от ребер 142а, 142b верхней пластины 142, и фланцы 148а, 148b, созданные на передних краях вертикальных стенок 144, 146. Верхняя пластина 142 представляет собой изогнутую пластину, которая изогнута с получением, по существу, S-образной формы, если смотреть в направлении по ее толщине. Фланцы 148а, 148b представляют собой, по существу, S-образные изогнутые пластины, созданные проходящими, по существу, параллельно верхней пластине 142. Вертикальные стенки 144, 146 также представляют собой изогнутые пластины, которые изогнуты с получением, по существу, S-образной формы, если смотреть в направлении по их толщине. В этом начальном изогнутом компоненте 140 фланцы 148а, 148b созданы таким образом, что они не проходят по всей длине вертикальных стенок 144, 146. А именно, вертикальные стенки 144, 146 имеют части, где нет фланцев 148а, 148b. На Фиг.16А - Фиг.16D фланцы 148а, 148b отсутствуют на нижних краях вертикальных стенок 144, 146 на одном конце начального изогнутого компонента 140. Фланец 148а является более длинным по сравнению с фланцем 148b.
[0053] Начальный изогнутый компонент: Модифицированный пример 6
Как показано на Фиг.17А - Фиг.17D, начальный изогнутый компонент 150, служащий в качестве «начального формованного компонента», изогнут с получением, по существу, S-образной формы, если смотреть сбоку, и его ширина постепенно уменьшается с приближением к одному продольному краю, если смотреть сверху. Начальный изогнутый компонент 150 выполнен включающим верхнюю пластину 152, вертикальные стенки 154, 156, созданные проходящими параллельно от ребер 152а, 152b верхней пластины 152, и фланцы 158а, 158b, созданные на передних краях вертикальных стенок 154, 156. Верхняя пластина 152 представляет собой изогнутую пластину, изогнутую с получением, по существу S-образной формы, если смотреть в направлении по ее толщине. Фланцы 158а, 158b представляют собой изогнутые пластины, созданные проходящими, по существу, параллельно верхней пластине 152. Как показано на Фиг.17В, каждая из вертикальных стенок 154, 156 представляет собой плоскую пластину, которая изогнута с получением, по существу, S-образной формы, если смотреть сбоку. Ширина верхней пластины 152 постепенно увеличивается с приближением к ее краю на одной, в направлении по длине, стороне начального изогнутого компонента 150.
[0054] Начальный изогнутый компонент: Модифицированный пример 7
Начальный изогнутый компонент 70, показанный на Фиг.18D и служащий в качестве «начального формованного компонента», получен путем штамповки и последующего обрезания из предварительно обработанного металлического листа, полученного в результате предварительной обработки исходного металлического листа.
[0055] Предварительно обработанный лист 72-1 получен путем создания множества областей 74 в форме выступов, показанных на Фиг.18В, в исходном металлическом листе 72 прямоугольной формы, показанном на Фиг.18А. Затем предварительно обработанный металлический лист 72-1 подвергают штамповке при помощи устройства 500 для изготовления компонента с поперечным сечением в форме шляпы (см. Фиг.5), которое описано выше, что позволяет получить начальный изогнутый компонент 70-1, показанный на Фиг.18С, который включает области, ненужные в изготавливаемом изделии. Ненужные области начального изогнутого компонента 70-1 затем отрезают для получения начального изогнутого компонента 70, показанного на Фиг.18D.
[0056] Следует отметить, что, как показано на Фиг.18С, при получении предварительно обработанного металлического листа 72-1, включающего области 74 в форме выступов, с использованием устройства 500 (см. Фиг.5), верхнюю пластину прижимают к пуансону 504 при помощи прижима 503, и при этом возможно деформирование ранее созданных областей 74 в форме выступов. Соответственно, прижим 503 и пуансон 504 в предпочтительном случае делают такой формы, которая соответствует областям 74 в форме выступов, чтобы сделать возможными прижатие и зажимание этих областей без их деформирования.
[0057] Второй этап
Далее будет рассмотрен второй этап. Сначала будет рассмотрена конфигурация промежуточного изогнутого компонента 700, служащего в качестве «компонента с поперечным сечением в форме шляпы» и получаемого на втором этапе (при его обработке), затем будет рассмотрено устройство 710, применяемое на втором этапе, и после этого будет рассмотрен второй этап. Следует отметить, что далее будет рассмотрен случай, когда на втором этапе промежуточный изогнутый компонент 700 получают из начального изогнутого компонента 120, служащего в качестве «начального формованного компонента».
[0058] Промежуточный изогнутый компонент 700
Как показано на Фиг.19, промежуточный изогнутый компонент 700 получают с поперечным сечением в форме шляпы и удлиненной формой, которые аналогичны поперечному сечению и форме начального изогнутого компонента 120. А именно, промежуточный изогнутый компонент 700 выполнен включающим верхнюю пластину 702, проходящую в его продольном направлении, пару вертикальных стенок 704а, 704b, проходящих от обоих продольных краев верхней пластины 702 в направлении вниз (в одном из направлений по толщине верхней пластины 702, и пару фланцев 706а, 706b, проходящих от нижних краев вертикальных стенок 704а, 704b в направлении по ширине и вовне относительно верхней пластины 702. Ребра 708а, 708b - это ребра между верхней пластиной 702 и вертикальными стенками 704а, 704b, и ребра 709а, 709b - это ребра между вертикальными стенками 704а, 704b и фланцами 706а, 706b. В промежуточной, в направлении по длине, области верхней пластины 702 создана изогнутая область 702а выпуклой формы, которая изгибается по дуге в направлении внешней поверхности (в другом из направлений по толщине) верхней пластины 702.
[0059] Промежуточный изогнутый компонент 700 имеет конфигурацию, аналогичную конфигурации начального изогнутого компонента 120, за исключением следующих моментов. А именно, при том, что ширина промежуточного изогнутого компонента 700 задана равной ширине начального изогнутого компонента 120, высота промежуточного изогнутого компонента 700 (вертикальных стенок 704а, 704b) задана отличающейся от высоты начального изогнутого компонента 120 (вертикальных стенок 124а, 124b). Далее будет конкретно рассмотрен этот момент. Следует отметить, что, так как промежуточный изогнутый компонент 700 получают симметричной формы, если смотреть в направлении по ширине (симметрия левой и правой половин), далее рассмотрена только одна такая половина промежуточного изогнутого компонента 700, и другая такая половина не рассматривается.
[0060] Как показано на Фиг.20, если смотреть в направлении по длине, высота промежуточного изогнутого компонента 700 в области с одной стороны (конкретно, в области со стороны, проходящей в направлении по стрелке А, показанном на Фиг.20, от изогнутой области 702а выпуклой формы) больше высоты начального изогнутого компонента 120. Если говорить более конкретно, фланец 706а-1 с упомянутой одной стороны промежуточного изогнутого компонента 700 наклонен таким образом, что он уходит вниз (удаляется от верхней пластины 702) с приближением к краю этой стороны промежуточного изогнутого компонента 700, если сравнивать с фланцами 126а начального изогнутого компонента 120 (см. фланец 126а, показанный на Фиг.20 штрих-пунктирными линиями). Соответственно, высота вертикальной стенки 704а-1, соединенной с фланцем 706а-1, задана постепенно увеличивающейся с приближением к краю упомянутой одной стороны промежуточного изогнутого компонента 700.
[0061] Высота промежуточного изогнутого компонента 700 в области с другой, в направлении по длине, стороны (конкретно, в области со стороны, проходящей в направлении по стрелке В, показанном на Фиг.20, эта область является соседней вертикальной стенке 704а-1 и фланцу 706а-1) меньше высоты начального изогнутого компонента 120. Если говорить конкретно, фланец 706а-2 с упомянутой другой стороны промежуточного изогнутого компонента 700 наклонен относительно фланцев 126а начального изогнутого компонента 120 (см. фланцы 126а, показанные на Фиг.20 штрих-пунктирными линиями) таким образом, что он уходит вверх (приближается к верхней пластине 702) с приближением к краю этой другой стороны промежуточного изогнутого компонента 700. Таким образом, высота вертикальной стенки 704а-2, соединенной с фланцем 706а-2, задана постепенно уменьшающейся с приближением к краю упомянутой другой стороны. Соответственно, высота промежуточного изогнутого компонента 700 (вертикальной стенки 704а), задана такой, что, если смотреть в направлении по длине этого компонента, она увеличивается от края с упомянутой другой стороны этого компонента к краю на упомянутой одной стороне этого компонента. То есть, по сравнению с начальным изогнутым компонентом 120, высота промежуточного изогнутого компонента 700 (вертикальной стенки 704а) непрерывно изменяется на всей его длине.
[0062] Устройство 710
Как показано на Фиг.21, устройство 710 выполнено включающим матрицу 711 для промежуточного формования (ниже называемую просто «матрицей 711»), служащую в качестве «матрицы», и прижим 712 для промежуточного формования (ниже называемый просто «прижимом 712»), служащий в качестве «прижима», которые образуют верхнюю часть устройства 710. Устройство 710 дополнительно включает пуансон 713 для промежуточного формования (ниже называемый просто «пуансоном»), служащий в качестве «пуансона», и держатель 714 для промежуточного формования (ниже называемый просто «держателем 714»), служащий в качестве «держателя», которые образуют нижнюю часть устройства 710. На Фиг.21 для простоты матрица 711 показана разделенной в продольном направлении устройства 710, однако части матрицы 711 в действительности соединяются в единое целое в верхней концевой части. Аналогичным образом, держатель 714 показан разделенным в продольном направлении устройства 701, однако части держателя 714 также соединяются в единое целое в нижней концевой части.
[0063] Как показано на Фиг.22А - Фиг.22D и Фиг.23 - Фиг.25, матрица 711 расположена над пуансоном 713. Если смотреть в направлении по ширине, в центральной части матрицы 711 выполнено углубление 711а, открытое вниз, и внутренние боковые поверхности в нижней части углубления 711а имеют форму, соответствующую форме внешних поверхностей верхней пластины 122 и вертикальных стенок 124а, 124b начального изогнутого компонента 120. А именно, ширина углубления 711а задана, по существу, равной ширине начального изогнутого компонента 120 (промежуточного изогнутого компонента 700) с внешней стороны.
[0064] Кроме того, нижняя поверхность (торцевая поверхность, обращенная вниз) матрицы 711 представляет собой поверхность формования, форма которой соответствует форме внешних поверхностей фланцев 706а, 706b промежуточного изогнутого компонента 700. Матрица 711 соединена с перемещающим устройством (на чертежах не показано), имеющим конструкцию, аналогичную конструкции перемещающего устройства 509, входящего в состав устройства 500. При приведении его в действие, перемещающее устройство перемещает матрицу 711 в вертикальном направлении.
[0065] Прижим 712 расположен в углублении 711а, созданном в матрице 711. Прижим 712 соединен с блоком 715 прижатия прижима (см. Фиг.23), имеющим конструкцию, аналогичную конструкции блока 506 прижатия прижима в устройстве 500. Нижняя поверхность (поверхность, обращенная вниз) прижима 712 имеет форму, соответствующую форме внешней поверхности верхней пластины 122 начального изогнутого компонента 120. При приведении в действие блока 715 прижатия прижима, прижим 712 создает прижимающую силу, действующую на верхнюю пластину 122 начального изогнутого компонента 120 в направлении вниз (в сторону пуансона 713), и эта верхняя пластина прижимается к пуансону 713, который описан позднее, и прижиму 712 и зажимается между ними.
[0066] Пуансон 713 расположен ниже прижима 712 и напротив него, если смотреть в вертикальном направлении. Внешние поверхности пуансона 713 имеют форму, соответствующую форме внутренних поверхностей верхней пластины 702 и вертикальных стенок 704а, 704b промежуточного изогнутого компонента 700. Если смотреть в направлении по длине, с одной стороны пуансона 713 создана пара областей 713а формования фланцев, которые являются неотъемлемыми частями этого пуансона и выступают от него вовне в направлении по его ширине. Верхние поверхности областей 713а формования фланцев представляют собой поверхности формования, форма которых соответствует форме внутренних поверхностей фланцев 706а, 706b промежуточного изогнутого компонента 700.
[0067] Держатель 714 расположен рядом с пуансоном 713 с его боковых сторон, если смотреть в направлении по ширине, и рядом с областями 713а формования фланцев, имеющимися в пуансоне 713, на другой стороне пуансона, если смотреть в направлении по длине. Держатель 714 расположен в нижней части устройства в области, находящейся у другой стороны матрицы 711, если смотреть в направлении по длине, и напротив этой матрицы, если смотреть в вертикальном направлении. Верхние поверхности держателя 714 представляют собой поверхности формования, форма которых соответствует форме внутренних поверхностей фланцев 706а, 706b промежуточного изогнутого компонента 700. Держатель 714 соединен с блоками 716 прижатия держателя (см. Фиг.24), имеющими конструкцию, аналогичную конструкции блоков 507 прижатия держателей заготовки в устройстве 500. При приведении их в действие, блоки 716 прижатия перемещают держатель 714 в вертикальном направлении.
[0068] В состоянии, когда блоки 716 прижатия держателя не приведены в действие, держатель 714 расположен ниже областей 713а формования фланцев, имеющихся в пуансоне 713. А именно, в этом состоянии верхние поверхности областей 713а формования фланцев смещены относительно верхних поверхностей держателя 714 в вертикальном направлении.
[0069] Далее со ссылкой на Фиг.22А - Фиг.22D и Фиг.23 - Фиг.25 будет рассмотрен второй этап, целью которого является получение промежуточного изогнутого компонента 700 с использованием устройства 710. Следует отметить, что для простоты на Фиг.22А - Фиг.22D начальный изогнутый компонент 120 (промежуточный изогнутый компонент 700) не показан.
[0070] Сначала, когда устройство 710 находится в состоянии, показанном на Фиг.22А, на пуансон 713 сверху устанавливают начальный изогнутый компонент 120, при этом на пуансоне 713 находится верхняя пластина 122 этого компонента. Таким образом, пуансон служит верхней пластине 122 опорой снизу. Далее, как показано на Фиг.22В, Фиг.23 и Фиг.24, матрицу 711 и прижим 712 перемещают вниз (к пуансону 713), и верхняя пластина 122 прижимается прижимом 712 и пуансоном 713 и зажимается между ними (этап зажимания).
[0071] Из этого состояния, как показано на Фиг.22С, матрицу 711 перемещают (опускают) дальше вниз (в сторону пуансона 713), что позволяет создать вертикальные стенки 704а-1, 704b-1 и фланцы 706а-1, 706b-1 на одной, в направлении по длине, стороне промежуточного изогнутого компонента 700 (этап изгибания и растягивания). Если говорить конкретно, как показано штрих-пунктирными линиями на Фиг.23, при опускании матрицы 711 (см. матрицу 711-1, показанную на Фиг.23 штрих-пунктирными линиями на одной, в направлении по длине, стороне матрицы 711) ее нижние поверхности приходят в контакт с верхними поверхностями фланцев 126а, 126b на одной, в направлении по длине, стороне начального изогнутого компонента 120, что позволяет давить на фланцы 126а, 126b вниз. Ребра 129а, 129b, находящиеся между вертикальными стенками 124а, 124b и фланцами 126а, 126b начального изогнутого компонента 120, в результате постепенно перемещаются вниз (с удалением от верхней пластины 122), и фланцы 126а, 126b на упомянутой одной стороне начального изогнутого компонента 120 перемещаются вниз, повторяя движение нижних поверхностей матрицы 711. Затем, когда матрица 711 достигает крайней точки своего хода (см. матрицу 711-2, показанную на Фиг.23 штрих-пунктирными линиями), фланцы 126а, 126b начального изогнутого компонента 120 прижимаются областями 713а формования фланцев, имеющимися в пуансоне 713, и матрицей 711 и зажимаются между ними, что позволяет создать фланцы 706а-1, 706b-1 промежуточного изогнутого компонента 700. То есть, изгибание и растягивание в представленном примерном варианте - это процедура обработки, в ходе которой изогнутые области ребер 129а, 129b, находящихся между вертикальными стенками 704а-1, 704b-1 и фланцами 126а, 126b, постепенно смещаются и деформируются при растягивании.
[0072] Благодаря тому, что описано выше, на этапе изгибания и растягивания вертикальные стенки 124а, 124b начального изогнутого компонента 120 изгибаются и растягиваются в направлении вниз, в результате чего, на одной, в направлении по длине, стороне этого компонента ребра 129а, 129b удаляются от верхней пластины 122. В результате создают вертикальные стенки 704а-1, 704b-1 и фланцы 706а-1, 706b-1 промежуточного изогнутого компонента 700, при этом определенная область каждого из фланцев 126а, 126b начального изогнутого компонента 120 создает часть соответствующей вертикальной стенки 124а, 124b (начальный изогнутый компонент 120 формуют с получением формы, показанной на Фиг.26В, из формы, показанной на Фиг.26А). Кроме того, как описано выше, высоту вертикальной стенки 704а-1, соединенной с фланцем 706а-1, задают таким образом, чтобы, если смотреть в направлении по длине, она увеличивалась с приближением к краю промежуточного изогнутого компонента 700 на упомянутой одной его стороне. Соответственно, на этапе изгибания и растягивания, если смотреть в направлении по длине, степень изгибания и растягивания начального изогнутого компонента 120 увеличивается с приближением к краю этого компонента на упомянутой одной его стороне.
[0073] Следует отметить, что, как показано штрих-пунктирными линиями на Фиг.24, на этапе изгибания и растягивания, когда матрица 711 достигает крайней точки своего хода, она находится выше фланцев 126а, 126b и на расстоянии от этих фланцев на другой, в направлении по длине, стороне начального изогнутого компонента 120. А именно, на этапе изгибания и растягивания, если смотреть в направлении по длине, вертикальные стенки 124а, 124b изгибаются и растягиваются только на одной стороне начального изогнутого компонента 120, на другой же стороне этого компонента с ними этого не происходит (см. Фиг.26В).
[0074] Как показано на Фиг.22D, после этапа изгибания и растягивания приводят в действие блоки 716 прижатия держателя и перемещают (поднимают) держатель 714 вверх, что позволяет создать вертикальные стенки 704а-2, 704b-2 и фланцы 706а-2, 706b-2 на другой, в направлении по длине, стороне промежуточного изогнутого компонента 700, (этап изгибания в обратном направлении). Если говорить конкретно, как показано на Фиг.24, при подъеме держателя 714 (см. держатель 714-1, показанный штрих-пунктирными линиями на Фиг. 24) верхние поверхности держателя 714 приходят в контакт с нижними поверхностями фланцев 126а, 126b на другой, в направлении по длине, стороне начального изогнутого компонента 120, давя на эти фланцы вверх. Соответственно, ребра 129а, 129b, находящиеся между вертикальными стенками 124а, 124b и фланцами 126а, 126b на этой другой стороне начального изогнутого компонента 120, постепенно перемещаются вверх (с приближением к верхней пластине 122), и фланцы 126а, 126b на этой другой стороне начального изогнутого компонента 120 перемещаются вверх, повторяя движение верхних поверхностей держателя 714. Затем, как показано на Фиг.25, когда держатель 714 достигает крайней точки своего хода, фланцы 126а, 126b начального изогнутого компонента 120 прижимаются держателем 714 и матрицей 711 и зажимаются между ними, что позволяет создать фланцы 706а-2, 706b-2 промежуточного изогнутого компонента 700. То есть, изгибание в обратном направлении в представленном примерном варианте - это процедура обработки, в ходе которой изогнутые области ребер 129а, 129b, находящихся между вертикальными стенками 704а-2, 704b-2 и фланцами 126а, 126b, постепенно смещаются и деформируются при изгибании в обратном направлении.
[0075] Благодаря тому, что описано выше, на этапе изгибания в обратном направлении вертикальные стенки 124а, 124b начального изогнутого компонента 120 изгибаются в обратном направлении, то есть, вверх, в результате чего, на другой, в направлении по длине, стороне этого компонента ребра 129а, 129b приближаются к верхней пластине 122. В результате создают фланцы 706а-2, 706b-2 и вертикальные стенки 704а-2, 704b-2 промежуточного изогнутого компонента 700, при этом определенная область каждой из вертикальных стенок 124а, 124b начального изогнутого компонента 120 создает часть соответствующего фланца 126а, 126b (формование с получением формы, показанной на Фиг.19, из формы, показанной на Фиг.26В). Следует отметить, что, как описано выше, высоту вертикальной стенки 704а-2, соединенной с фланцем 706а-2, задают таким образом, чтобы, если смотреть в направлении по длине, она уменьшалась с приближением к краю промежуточного изогнутого компонента 700 на упомянутой другой его стороне. Соответственно, на этапе изгибания в обратном направлении, если смотреть в направлении по длине, степень изгибания начального изогнутого компонента 120 в обратном направлении увеличивается с приближением к краю этого компонента на упомянутой другой его стороне.
[0076] Соответственно, на втором этапе, на этапе изгибания и растягивания, опускают матрицу 711, чтобы изогнуть и растянуть в направлении вниз вертикальные стенки 124а, 124b на одной, в направлении по длине, стороне начального изогнутого компонента 120. Затем на этапе изгибания в обратном направлении, следующем за этапом изгибания и растягивания, поднимают держатель 714, чтобы изогнуть в обратном направлении, то есть, вверх, вертикальные стенки 124а, 124b на другой, в направлении по длине, стороне начального изогнутого компонента 120 с целью получения промежуточного изогнутого компонента 700. Таким образом, на втором этапе изменяют высоту вертикальных стенок 124а, 124b начального изогнутого компонента 120.
[0077] Третий этап
Далее будет рассмотрен третий этап, целью которого является правка промежуточного изогнутого компонента 700, полученного на втором этапе. На третьем этапе промежуточный изогнутый компонент 700, в котором возникло обратное пружинение, правят для получения готового изогнутого компонента 800, служащего в качестве «компонента с поперечным сечением в форме шляпы». Далее сначала будет рассмотрен готовый изогнутый компонент 800, полученный (обработанный) на третьем этапе, после чего будет рассмотрено устройство 820, применяемое на третьем этапе, и затем будет рассмотрен третий этап.
[0078] Готовый изогнутый компонент 800
Как показано на Фиг.27 и 28, готовый изогнутый компонент 800 получают удлиненной формы и с поперечным сечением в форме шляпы. Если говорить конкретно, готовый изогнутый компонент 800 выполнен включающим верхнюю пластину 802, проходящую в продольном направлении, пару первых вертикальных стенок 804а, 804b, проходящих, соответственно, от обоих продольных краев верхней пластины 802 в направлении вниз (в одном из направлений по толщине верхней пластины 802), пару горизонтальных стенок 806а, 806b, проходящих, соответственно, от передних краев первых вертикальных стенок 804а, 804b в направлении по ширине и вовне относительно верхней пластины 802, пару вторых вертикальных стенок 808а, 808b, проходящих, соответственно, от передних краев горизонтальных стенок 806а, 806b в направлении вниз, и пару фланцев 810а, 810b, проходящих, соответственно, от передних краев вторых вертикальных стенок 808а, 808b в направлении по ширине и вовне относительно верхней пластины 802. То есть, если смотреть в направлении по ширине, каждая из обращенных вовне областей верхней пластины 802 готового изогнутого компонента 800 имеет ступенчатую форму из-за наличия первых вертикальных стенок 804а, 804b и горизонтальных стенок 806а, 806b.
[0079] Ширину W1 (см. Фиг.28), измеряемую между внешними поверхностями первых вертикальных стенок 804а, 804b готового изогнутого компонента 800, задают равной ширине W3 (см. Фиг.29А), измеряемой между внешними поверхностями промежуточного изогнутого компонента 700. При этом ширину W2, измеряемую между внешними поверхностями вторых вертикальных стенок 808а, 808b готового изогнутого компонента 800, задают больше упомянутой ширины W3. То есть, на третьем этапе промежуточный изогнутый компонент 700 правят таким образом, чтобы увеличить ширину с открытой стороны этого компонента по сравнению с W3, что позволяет получить готовый изогнутый компонент 800 и повысить точность размеров этого компонента.
[0080] Устройство 800
Как показано на Фиг.29А - Фиг.29D, устройство 820 выполнено включающим матрицу 822 для правки (ниже называемую просто «матрицей 822»), расположенную в верхней части этого устройства, и пуансон 826 для правки (ниже называемый просто «пуансоном 826»), расположенный в нижней части этого устройства.
[0081] В матрице 822 выполнено открытое вниз углубление 824 для формования, которое проходит в направлении по длине матрицы 822, соответствующем направлению по длине промежуточного изогнутого компонента 700. Углубление 824 для формования выполнено включающим первую область 824а, расположенную в его верхней части (в устройстве - выше), и вторую область 824b, в которой оно открыто вовне (в устройстве - ниже). Ширину второй области 824b углубления задают больше ширины первой области 824а углубления.
[0082] Первая область 824а углубления имеет форму, соответствующую форме внешних поверхностей верхней пластины 702 и верхних частей вертикальных стенок 704а, 704b промежуточного изогнутого компонента 700. А именно, верхняя поверхность в первой области 824а углубления изогнута в соответствии с формой верхней пластины 702 промежуточного изогнутого компонента 700, и ширина W4 (см. Фиг.29А) первой области 824а углубления задана, по существу, равной ширине W3 (см. Фиг.29А) промежуточного изогнутого компонента 700. Хотя это более подробно рассмотрено позднее, на третьем этапе промежуточный изогнутый компонент 700 правят в состоянии, когда его верхняя область (область со стороны верхней пластины 702) вошла внутрь первой области 824а углубления (см. Фиг.29В).
[0083] Вторая область 824b углубления имеет форму, соответствующую форме горизонтальных стенок 806а, 806b и вторых вертикальных стенок 808, 808b готового изогнутого компонента 800. А именно, внутренние боковые поверхности во второй области 824b углубления представляют собой поверхности формования, имеющие форму, соответствующую форме внешних поверхностей, соответственно, горизонтальных стенок 806а, 806b и вторых вертикальных стенок 808а, 808b готового изогнутого компонента 800. Кроме того, матрица 822 соединена с перемещающим устройством (на чертежах не показано), имеющим конструкцию, аналогичную конструкции перемещающего устройства 509, входящего в состав устройства 500. При приведении его в действие, перемещающее устройство перемещает матрицу 822 в вертикальном направлении.
[0084] Пуансон 826 расположен ниже матрицы 822 и проходит в направлении по длине этой матрицы. Пуансон 826 выступает в направлении углубления 824 для формования, созданного в матрице 822, и расположен напротив этого углубления, если смотреть в вертикальном направлении. Внешние поверхности пуансона 826 представляют собой поверхности формования, имеющие форму, соответствующую форме внутренних поверхностей, соответственно, горизонтальных стенок 806а, 806b и вторых вертикальных стенок 808а, 808b готового изогнутого компонента 800.
[0085] Если смотреть в направлении по ширине, в центральной части пуансона 826 обеспечен опорный элемент 828, служащий опорой верхней пластине 702 промежуточного изогнутого компонента 700. Опорный элемент 828 проходит в направлении по длине пуансона 826, чтобы обеспечивать опору для верхней пластины 702 непрерывно на всей ее длине. Опорный элемент 828 расположен ниже углубления 824 для формования, созданного в матрице 822, и выполнен с возможностью выдвижения вверх относительно пуансона 826. Если говорить конкретно, опорный элемент 828, например, соединен с устройством для прижатия опорного элемента (на чертежах не показано), например, газовой пружиной, гидравлическим приводом, пружиной или электрическим приводным механизмом. При приведении его в действие, устройство для прижатия опорного элемента выдвигает опорный элемент 828 вверх относительно пуансона 826.
[0086] Опорный элемент 828 на всей длине имеет, по существу, Т-образную форму. Другими словами, в верхней части опорного элемента 828 имеются области, выступающие вовне, если смотреть в направлении по ширине. В верхней части опорного элемента 828 создана опорная часть 828а. Если устройство для прижатия опорного элемента не приведено в действие, опорная часть 828а находится рядом с пуансоном 826 сверху него. Опорная часть 828а, кроме того, имеет форму, соответствующую форме внутренних поверхностей верхней пластины 702 и верхних частей пары вертикальных стенок 704а, 704b промежуточного изогнутого компонента 700. А именно, верхняя поверхность опорной части 828а изогнута в соответствии с формой верхней пластины 702, и ширина опорной части 828а задана, по существу, равной ширине промежуточного изогнутого компонента 700 с внутренней стороны. Хотя это более подробно описано позднее, на третьем этапе опорная часть 828а входит в первую область 824а углубления 824 для формования, созданного в матрице 824, вместе с промежуточным изогнутым компонентом 700 (см. Фиг.29В). Высота опорной части 828а, соответственно, задана меньше глубины первой области 824а углубления на толщину верхней пластины 802.
[0087] Далее будет рассмотрен третий этап, целью которого является правка промежуточного изогнутого компонента 700 с использованием устройства 820.
[0088] Сначала приводят в действие устройство для прижатия опорного элемента, и опорный элемент 828 выдвигается вверх относительно пуансона 826. В этом состоянии сверху на опорную часть 828а опорного элемента 828 устанавливают промежуточный изогнутый компонент 700, при этом верхняя пластина 702 промежуточного изогнутого компонента 700 находится на верхней поверхности опорной части 828а (см. Фиг.29А). Таким образом, опорный элемент 828 служит опорой снизу всей верхней пластине 702 промежуточного изогнутого компонента 700 (этап опирания). Следует отметить, что, так как ширина опорной части 828а задана, по существу, равной ширине промежуточного изогнутого компонента 700 с внутренней стороны, в этом состоянии оба продольных края опорной части 828а примыкают к вертикальным стенкам 704а, 704b этого компонента, что позволяет ограничить его перемещение в направлении по ширине относительно опорного элемента 828. При этом в данном состоянии высоту опорного элемента 828 в положении, когда он выдвинут относительно пуансона 826, задают таким образом, чтобы передние края вертикальных стенок 704а, 704b промежуточного изогнутого компонента 700 не контактировали с пуансоном 826.
[0089] Далее приводят в действие перемещающее устройство, при этом матрица 822 перемещается вниз (в сторону пуансона 826). Соответственно, происходит относительное перемещение вместе промежуточного изогнутого компонента 700 и опорного элемента 828 к находящейся выше матрице 822, и они входят в углубление 824 для формования, созданное в этой матрице. После этого, как показано на Фиг.29В, матрицу 822 опускают в заранее определенное положение, что позволяет ввести верхнюю часть промежуточного изогнутого компонента 700 и опорную часть 828а в первую область 824а углубления в матрице 822 (этап позиционирования). Так как ширина W4 первой области 824а углубления задана, по существу, равной ширине W3 промежуточного изогнутого компонента 700, в этом состоянии перемещение этого компонента в направлении по ширине ограничено первой областью 824а углубления. Соответственно, верхняя пластина 702 промежуточного изогнутого компонента 700 прижимается опорной частью 828а и матрицей 822 и зажимается ими в состоянии, когда промежуточный изогнутый компонент 700 с его продольных сторон позиционирован в направлении по ширине при помощи первой области 824а углубления.
[0090] Затем, как показано на Фиг.29С, матрицу 822 перемещают дальше вниз в условиях, когда верхняя пластина 702 промежуточного изогнутого компонента 700 зажата опорной частью 828а и этой матрицей. В результате происходит относительное перемещение пуансона 826 к находящейся выше матрице 822, и он входит в углубление 824 для формования, созданное в матрице 822. В результате пуансоном 826 и матрицей 822 создаются вторые вертикальные стенки 808а, 808b готового изогнутого компонента 800. Следует отметить, что при создании пуансоном 826 и матрицей 822 вторых вертикальных стенок 808а, 808b готового изогнутого компонента 800, фланцы 706а, 706b промежуточного изогнутого компонента 700 являются свободными. Свободное состояние фланцев 706а, 706b промежуточного изогнутого компонента 700 - это состояние, при котором эти фланцы не прижимаются матрицей 822 и пуансоном 826 и не зажаты ими (или держателем и т.п.) при создании вторых вертикальных стенок 808а, 808b. Как описано позднее, после завершения формования промежуточного изогнутого компонента 700 фланцы 706а, 706b можно прижимать и зажимать при помощи пуансона 826 и матрицы 822.
[0091] Как показано на Фиг.29D, когда матрица 822 достигает крайней точки своего хода, пуансоном 826 и этой матрицей создаются горизонтальные стенки 806а, 806b и фланцы 810а, 810b готового изогнутого компонента 800 (этап формования). В результате готовый изогнутый компонент 800 получают при увеличении ширины промежуточного изогнутого компонента 700 с открытой стороны.
[0092] В устройстве 820, используемом на описанном выше третьем этапе, для правки промежуточного изогнутого компонента 700 матрицу 822 перемещают в сторону пуансона 826 и опорного элемента 828. Однако конструкция устройства 820 этим не ограничивается. Например, для правки промежуточного изогнутого компонента 700 можно перемещать пуансон 826 и опорный элемент 828 в сторону матрицы 822. В таких случаях в устройстве можно поменять относительное расположение пуансона 826 с опорным элементом 828 и матрицы 828 на обратное, если смотреть в вертикальном направлении. То есть, пуансон 826 и опорный элемент 828 можно расположить выше матрицы 822.
[0093] Устройство 820 также может иметь конструкцию, как в приведенных далее модифицированных примерах.
Устройство 820: Модифицированный пример 1
Как показано на Фиг.30А - Фиг.30D, в Модифицированном примере 1 опорный элемент 828 устройства 820 проходит в вертикальном направлении и по длине пуансона 826, и опорная часть 828а этого элемента не имеет областей, выступающих вовне, если смотреть в направлении по ширине. Соответственно, как показано на Фиг.30А, когда опорный элемент 828 служит опорой снизу верхней пластине 702 промежуточного изогнутого компонента 700, опорная часть 828а обеспечивает опору центральной части этой пластины, если смотреть в направлении по ширине. При перемещении матрицы 822 к пуансону 826 верхняя пластина 702 промежуточного изогнутого компонента 700 входит в первую область 824а углубления в матрице 822 (см. Фиг.30В). При дальнейшем перемещении матрицы 822 к пуансону 826 происходит правка промежуточного изогнутого компонента 700 с использованием матрицы 822 и пуансона 826 (см. Фиг.3°C и Фиг.30D).
[0094] Устройство 820: Модифицированный пример 2
Как показано на Фиг.31А - Фиг.31D, в Модифицированном примере 2 вверху первой области 824а углубления, созданного в матрице 822, выполнено посадочное углубление 830, которое открыто вниз. Матрица 822 снабжена прижимом 832 для правки, являющимся ее составной частью, который соединен с блоком прижатия прижима (на чертежах не показан), имеющим конструкцию, аналогичную конструкции блока 506 прижатия прижима, используемого на первом этапе. В состоянии, когда блок прижатия прижима не приведен в действие, прижим 832 для правки находится в посадочном углублении 830. Когда блок прижатия прижима приводится в действие, прижим 832 для правки выдвигается относительно матрицы 822 вниз и прижимает внешнюю поверхность верхней пластины 702 промежуточного изогнутого компонента 700.
[0095] Затем, как показано на Фиг.31А, когда опорный элемент 828 обеспечивает опору верхней пластине 702 промежуточного изогнутого компонента 700, эту верхнюю пластину прижимают при помощи прижима 832 для правки и опорного элемента 828 и зажимают между ними. Соответственно, прижимом 832 для правки ограничивается перемещение промежуточного изогнутого компонента 700 вверх относительно опорного элемента 828. Затем матрицу 822 перемещают к пуансону 826, при этом прижим 832 для правки помещается в посадочное углубление 830, и верхняя пластина 702 промежуточного изогнутого компонента 700 входит в первую область 824а углубления в матрице 822, когда эта верхняя пластина зажата прижимом 832 для правки и опорным элементом 828 (см. Фиг.31В). Соответственно, в Модифицированном примере 2 промежуточный изогнутый компонент 700 входит в первую область 824а углубления в матрице 822 в то время, когда опорный элемент 828 обеспечивает ему надежную опору. Затем выполняют правку промежуточного изогнутого компонента 700 при помощи матрицы 822 и пуансона 826 за счет перемещения матрицы дальше к пуансону (см. Фиг.31С и Фиг.31D).
[0096] Как описано выше, в Модифицированном примере 2 верхняя часть промежуточного изогнутого компонента 700 входит в первую область 824а углубления, когда верхняя пластина 702 этого компонента зажата прижимом 832 для правки и опорным элементом 828. Чтобы обеспечить это, силу, действующую вниз со стороны прижима 832 для правки, задают меньше силы, действующей вверх со стороны опорного элемента 828, и при перемещении матрицы 822 вниз перемещают прижим 832 для правки относительно этой матрицы таким образом, чтобы он убирался в эту матрицу. Кроме того, как показано на Фиг.32А - Фиг.32D, в Модифицированном примере 2 форма опорного элемента 828 может быть сделана аналогичной форме опорного элемента 828 из Модифицированного примера 1. То есть, верхнюю пластину 702 промежуточного изогнутого компонента 700 можно зажимать при помощи опорного элемента 828 и прижима 832 для правки, когда опорный элемент 828 служит опорой снизу для центральной части верхней пластины 702, если смотреть в направлении по ширине.
[0097] Выполнение представленного примерного варианта и преимущества при применении этого варианта, подходящие значения различных параметров и т.д.
Далее будут рассмотрены выполнение представленного примерного варианта и преимущества при применении этого варианта, а также подходящие значения различных параметров и т.д.
[0098] Как описано выше, на первом этапе представленного примерного варианта во время создания вертикальных стенок 501а, 501b начального изогнутого компонента 501 при помощи устройства 500, область исходного металлического листа 601, которая будет создавать верхнюю пластину 501с, прижимают и зажимают при помощи прижима 503 и пуансона 504. Таким образом, пока давление является достаточным, эта область не может деформироваться в направлении по толщине на этапе формования, что позволяет не допустить возникновения в ней морщин. Кроме того, области исходного металлического листа 601, которые будет создавать фланцы 501d, 501е, также прижимают и зажимают при помощи держателей 505 заготовки и матрицы 502, в результате чего, пока давление является достаточным, эти области не могут деформироваться в направлении по толщине на этапе формования, что позволяет не допустить возникновения в них морщин.
[0099] Однако, если указанные выше давления являются недостаточными, нельзя предотвратить деформирование исходного металлического листа 601 в направлении по толщине, и в области исходного металлического 601, которая будет создавать верхнюю пластину 501с, и в областях этого листа, которые будут создавать фланцы 501d, 501е, будут возникать морщины. Толщина листа в конструктивных элементах, образующих каркас кузова автомобиля (например, элементах передней части), обычно составляет от 0,8 мм до 3,2 мм. При формовании стального листа с прочностью на растяжение, составляющей от 200 МПа до 1960 МПа, с использованием устройства 500 для изготовления компонента с поперечным сечением в форме шляпы, показанного на Фиг.5 - Фиг.6D, упомянутые давления в предпочтительном случае составляют 0,1 МПа или более.
[0100] На Фиг.33А показаны механические напряжения, возникающие в вертикальных стенках 501а, 501b начального изогнутого компонента 501. На Фиг.33В и Фиг.33С показаны морщины W из-за сдвига, возникающие в вертикальных стенках 501а, 501b начального изогнутого компонента 501.
[0101] Как можно видеть на Фиг.33А, при создании вертикальных стенок 501а, 501b начального изогнутого компонента 501, деформация областей исходного металлического листа 601, которые будут создавать эти стенки, является, главным образом, деформацией сдвига. Создание вертикальных стенок 501а, 501b начального изогнутого компонента 501 при возникновении, главным образом, деформации сдвига препятствует уменьшению толщины вертикальных стенок 501а, 501b по сравнению с толщиной исходного металлического листа 601. Это позволяет не допустить возникновения морщин и трещин в вертикальных стенках 501а, 501b.
[0102] Во время создания вертикальных стенок 501а, 501b, в областях исходного металлического листа 601, которые будут создавать эти стенки, будет возникать деформация сжатия в направлении возникновения минимальных деформаций сдвига. Соответственно, как показано на Фиг.33В и Фиг.33C, если зазор между матрицей 602 и пуансоном 604 становится большим, в вертикальных стенках 501а, 501b начального изогнутого компонента 501 будут возникать морщины W из-за сдвига. Для недопущения возникновения таких морщин W из-за сдвига эффективным является уменьшение зазора между матрицей 602 и пуансоном 604 таким образом, чтобы при создании вертикальных стенок 501а, 501b он был близким к толщине исходного металлического листа 501.
[0103] Как показано на Фиг.34А - Фиг.34D, пока внутренний угол θ между соответствующей вертикальной стенкой 501а, 501b и верхней пластиной 501с составляет 90° или более, при формовании в штампе не возникает отрицательных углов. Однако если угол очень значительно превышает 90°, то во время начального формования увеличивается зазор, поэтому выгодно применять угол, равный 90°, или угол, который, если и больше 90°, то очень незначительно. При использовании стальных листов с толщиной от 0,8 мм до 3,2 мм и прочностью на растяжение от 200 МПа до 1960 МПа, например, тех, которые обычно применяются для конструктивных элементов, образующих каркас кузова автомобиля, для получения компонента, у которого высота вертикальных стенок 501а, 501b составляет 200 мм или менее, внутренний угол между верхней пластиной 501с и вертикальными стенками 501а, 501b предпочтительно составляет от 90° до 92°. В таких случаях зазор b между матрицей 502 и пуансоном 504 в областях, где создаются вертикальные стенки 501а, 501b, после завершения их создания предпочтительно составляет от 100% до 120% от толщины исходного металлического листа 601.
[0104] Далее со ссылкой на таблицу, приведенную на Фиг.35, будут рассмотрены результаты исследования на предмет возникновения морщин в начальном изогнутом компоненте 501, с использованием следующих параметров: угла между вертикальными стенками 501а, 501b и верхней пластиной 501с, зазора в штампе (изменения толщины t листа в условиях фиксированного зазора b), давления, приложенного к прижиму 503 (давление на прижиме), давления, приложенного к держателям 505 заготовки (давление на держателях) и прочности материала на растяжение.
[0105] На Фиг.36А приведен общий вид начального изогнутого компонента 501. На Фиг.36В приведен вид сверху начального изогнутого компонента 501, показанного на Фиг.36А. На Фиг.36С приведен вид сбоку начального изогнутого компонента, показанного на Фиг.36А. На Фиг.36D приведено сечение начального изогнутого компонента 501 в плоскости D-D, показанной на Фиг.36С. На Фиг.37 приведен разрез штампа.
[0106] Угол θ в таблице, приведенной на Фиг.35, представляет собой внутренний угол θ, возникающий между вертикальными стенками 501а, 501b и верхней пластиной 501с, как показано на Фиг.36D. Зазор b в таблице, приведенной на Фиг.35, представляет собой промежуток между прижимом 503 и пуансоном 504, между матрицей 502 и пуансоном 504 и между матрицей 502 и держателями 505 заготовки, как показано на Фиг.37.
[0107] Каждый из Примеров 1-19 в таблице, приведенной на Фиг.35, представляет собой пример, полученный на первом этапе представленного примерного варианта. В таблице формулировка «есть морщины», приведенная с одной окружностью, указывает приемлемый уровень возникновения морщин. Формулировка «нет морщин», приведенная с двумя концентрическими окружностями, указывает, что морщины не возникали. №№ 1-5 представляют собой примеры случаев, когда менялся угол, возникающий между вертикальными стенками 501а, 501b и верхней пластиной 501с. №№ 6-9 представляют собой примеры случаев, когда менялся зазор в штампе, если говорить более конкретно, когда менялась толщина t листа в условиях фиксированного зазора b. №№ 10-13 представляют собой примеры случаев, когда менялось давление, приложенное к прижиму 503 (давление на прижиме). №№ 14-16 представляют собой примеры случаев, когда менялось давление, приложенное к держателям 505 заготовки (давление на держателях). №№ 17-19 представляют собой примеры случаев, когда менялась прочность материала на растяжение. Наличие или отсутствие морщин исследовалось в изогнутых компонентах, изготовленных для каждого Примера.
[0108] В указанной выше таблице можно видеть, что неприемлемые морщины не возникали в начальном изогнутом компоненте 501 во всем исследуемом диапазоне параметров. Первый этап представленного примерного варианта позволяет описанным выше образом получать хороший начальный изогнутый компонент 501.
[0109] Кроме того, на втором этапе, на этапе изгибания и растягивания, опускают матрицу 711, что позволяет изогнуть вертикальные стенки 124а, 124b и растянуть их в направлении вниз на одной, в направлении по длине, стороне начального изогнутого компонента 120 для создания вертикальных стенок 704а-1, 704b-1 промежуточного изогнутого компонента 700. Затем на этапе изгибания в обратном направлении, после этапа изгибания и растягивания, поднимают держатель 714, что позволяет изогнуть вертикальные стенки 124а, 124b в обратном направлении, то есть, вверх, на другой, в направлении по длине, стороне начального изогнутого компонента 120 для создания вертикальных стенок 704а-2, 704b-2 промежуточного изогнутого компонента 700. Это позволяет изменить высоту вертикальных стенок 124а, 124b начального изогнутого компонента 120, не допуская при этом возникновения трещин, морщин и т.п. в вертикальных стенках 704а, 704b промежуточного изогнутого компонента 700.
[0110] Далее этот момент рассмотрен с проведением сравнения со сравнительным примером, в котором этап изгибания и растягивания и этап изгибания в обратном направлении выполняют одновременно. В устройстве 710, соответствующем сравнительному примеру, так как этап изгибания и растягивания и этап изгибания в обратном направлении выполняют одновременно, держатель 714 поднимают одновременно с опусканием матрицы 711. Соответственно, имеется вероятность возникновения трещин в промежуточной, в направлении по длине, области вертикальной стенки 704а (704b) промежуточного изогнутого компонента 700, показанного на Фиг.20 (если говорить конкретно, в зоне, ограниченной штрих-пунктирной линией С на Фиг.20, являющейся граничной областью между вертикальной стенкой 704а-1 и вертикальной стенкой 704а-2). То есть, промежуточная, в направлении по длине, область стенок 704а (704b) изгибается и растягивается вниз на упомянутой одной стороне и изгибается в обратном направлении, то есть, вверх, на упомянутой другой стороне. Соответственно, в промежуточной, в направлении по длине, области вертикальной стенки 704а (704b) изгибание с растягиванием и изгибание в обратном направлении, соответствующим образом деформирующие вертикальную стенку 704а (704b) в противоположных направлениях, происходят одновременно. Поэтому имеется вероятность возникновения трещин в промежуточной, в направлении по длине, области вертикальной стенки 704а (704b).
[0111] В отличие от этого, на втором этапе представленного примерного варианта этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания. Соответственно, не допускается одновременное выполнение изгибания с растягиванием и изгибания в обратном направлении, деформирующих вертикальные стенки 704а (704b) в противоположных направлениях, в промежуточной, в направлении по длине, области этих стенок. Это позволяет не допустить возникновения трещин в промежуточной, в направлении по длине, области вертикальной стенки 704а (704b). В частности, как описано выше, на первом этапе, когда при получении начального изогнутого компонента 120 области исходного металлического листа 601, соответствующие вертикальным стенкам 124а, 124b начального изогнутого компонента 120, подвергаются деформации сдвига, высота создаваемых вертикальных стенок 124а, 124b является, по существу, неизменной в направлении по длине этого компонента. Соответственно, даже если в различных спецификациях компонента с поперечным сечением в форме шляпы высота этого компонента изменяется в направлении по его длине, к таким различающимся спецификациям можно эффективным образом адаптироваться за счет получения промежуточного изогнутого компонента 700 на втором этапе.
[0112] На втором этапе промежуточный изогнутый компонент 700 получают, выполняя после этапа изгибания и растягивания для начального изогнутого компонента 120, включающего изогнутую область 122а выпуклой формы, являющуюся выпуклой со стороны внешней поверхности верхней пластины 122, этап изгибания в обратном направлении. Это позволяет не допустить возникновения трещин, морщин и т.п. в промежуточной, в направлении по длине, области промежуточного изогнутого компонента 700 по сравнению со случаями, когда этап изгибания и растягивания выполняют после этапа изгибания в обратном направлении. А именно, в случаях, когда сначала выполняют этап изгибания в обратном направлении, в результате перемещения фланца 706а-2 вверх из его положения перед формованием граничная область между фланцем 706а-1 и фланцем 706а-2 вытягивается вверх. Если в этом состоянии должен выполняться этап изгибания и растягивания, граничная область между фланцем 706а-1 и фланцем 706а-2, которая была удлиненна вверх, будет изгибаться и растягиваться, в результате чего появится вероятность возникновения трещин и т.п. в этой граничной области.
[0113] В отличие от этого, когда при получении промежуточного изогнутого компонента 700 этап изгибания и растягивания выполняют раньше, происходит скапливание материала фланца 706а-2 на границе между этим фланцем и фланцем 706а-1. В результате, при выполнении этапа изгибания в обратном направлении в этом состоянии, фланец 706а-2 перемещается вверх из его положения перед формованием, с растягиванием материала, который скопился на границе. Это в результате позволяет не допустить возникновения трещин, морщин и т.п. в граничной области между фланцем 706а-1 и фланцем 706а-2. В частности, так как фланцы 706а, 706b промежуточного изогнутого компонента 700, если смотреть сбоку, изогнуты в изогнутой области 702а выпуклой формы, можно изменять высоту этого компонента, не допуская возникновения трещин и морщин в изогнутой области, где такое возникновение является вероятным.
[0114] Кроме того, в промежуточном изогнутом компоненте 700 после выполнения второго этапа вертикальная стенка 704а-1, которая была изогнута и растянута на этапе изгибания и растягивания, и вертикальная стенка 704а-2, которая была изогнута в обратном направлении на этапе изгибания в обратном направлении, являются смежными, если смотреть в направлении по длине этого компонента. Кроме того, если смотреть в направлении по длине, на этапе изгибания и растягивания степень изгибания и растягивания вертикальных стенок 124а, 124b задают таким образом, чтобы она постепенно увеличивалась с приближением к краю упомянутой одной стороны начального изогнутого компонента 120, и на этапе изгибания в обратном направлении степень изгибания вертикальных стенок 124а, 124b в обратном направлении задают таким образом, чтобы она постепенно увеличивалась с приближением к краю упомянутой другой стороны этого компонента. Соответственно, высоту промежуточного изогнутого компонента 700 (вертикальных стенок 704) можно непрерывно изменять по всей его длине.
[0115] На третьем этапе представленного примерного варианта промежуточный изогнутый компонент 700 правят при помощи устройства 820, чтобы получить готовый изогнутый компонент 800. Устройство 820 снабжено опорным элементом 828, проходящим вверх от пуансона 826, и этот опорный элемент 828 служит опорой верхней пластине 702 промежуточного изогнутого компонента 700 со стороны ее внутренней поверхности. Соответственно, когда промежуточный изогнутый компонент 700, в котором произошло обратное пружинение, устанавливают в устройстве 820 (на опорный элемент 828), этот компонент находится выше пуансона 826, что позволяет не допустить контакта вертикальных стенок 704а, 704b этого компонента с пуансоном 826. В результате, например, можно не допустить такой установки промежуточного изогнутого компонента 700 в устройстве 820, при которой его вертикальные стенки 704а, 704b попадают на боковую область пуансона 826. Это позволяет расположить промежуточный изогнутый компонент 700 в устройстве 820 правильным образом (в правильной ориентации) при его правке.
[0116] Кроме того, ширину W4 первой области 824а углубления в матрице 822 задают, по существу, равной ширине W3 промежуточного изогнутого компонента 700. Соответственно, на третьем этапе, когда верхняя пластина 702 промежуточного изогнутого компонента 700 зажата матрицей 822 и опорным элементом 828, верхняя часть промежуточного изогнутого компонента 700 входит в первую область 824а углубления в матрице 822. Таким образом, промежуточный изогнутый компонент 700 позиционируется в направлении по ширине при помощи пары его вертикальных стенок 704а, 704b и первой области 824а углубления. А именно, положение промежуточного изогнутого компонента 700 относительно матрицы 822 определяется областями у оснований (на стороне верхней пластины 702) вертикальных стенок 704а, 704b, образующих эту пару, где обратное пружинение является небольшим, и первой областью 824а углубления. Это позволяет обеспечить устойчивое положение промежуточного изогнутого компонента 700 относительно матрицы 822 во время формования с правкой.
[0117] На третьем этапе фланцы 706а, 706b промежуточного изогнутого компонента 700 являются свободными, когда при помощи пуансона 826 и матрицы 822 создают вторые вертикальные стенки 808а, 808b готового изогнутого компонента 800. Соответственно, нет необходимости снабжать устройство 820 держателем для удерживания фланцев 706а, 706b промежуточного изогнутого компонента 700. Это позволяет упростить конструкцию устройства 820.
[0118] В устройстве 820, используемом на третьем этапе, ширина опорной части 828а опорного элемента 828 задана, по существу, равной ширине промежуточного изогнутого компонента 700 с его внутренней стороны. Соответственно, оба продольных края опорной части 828а примыкают к вертикальным стенкам 704а, 704b промежуточного изогнутого компонента 700, когда опорная часть 828а служит опорой верхней пластине 702 этого компонента. Это позволяет верхней части промежуточного изогнутого компонента 700 войти в первую область 824а углубления в матрице 822 при одновременном ограничении перемещения этого компонента в направлении по ширине относительно опорного элемента 828.
[0119] Следует отметить, что в представленном примерном варианте на втором этапе, если смотреть в направлении по длине начального изогнутого компонента 120, после изгибания и растягивания вертикальных стенок 124а, 124b на одной стороне этого компонента, эти стенки изгибают в обратном направлении на другой стороне этого компонента. А именно, на втором этапе конструкция сделана такой, что этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания. В качестве альтернативы, в зависимости от конфигурации начального изогнутого компонента, на втором этапе последовательность выполнения этапа изгибания и растягивания и этапа изгибания в обратном направлении можно поменять на обратную. Что касается этого момента, далее будет рассмотрен пример случая, когда на втором этапе в промежуточный изогнутый компонент 720 формуют начальный изогнутый компонент 130 (см. Фиг.15А - Фиг.15D), служащий в качестве «начального формованного компонента».
[0120] Сначала будет рассмотрена конфигурация промежуточного изогнутого компонента 720. На Фиг.38 приведен вид сбоку промежуточного изогнутого компонента 720. Как показано на Фиг.38, промежуточный изогнутый компонент 720 имеет поперечное сечение в форме шляпы и удлиненную форму, которые аналогичны поперечному сечению и форме начального изогнутого компонента 130. А именно, промежуточный изогнутый компонент 720 выполнен включающим верхнюю пластину 722, проходящую в продольном направлении, пару вертикальных стенок 724, проходящих, соответственно, от ребер 723 с обоих продольных краев верхней пластины 722 в направлении вниз (в одном из направлений по толщине верхней пластины 722), и пару фланцев 726, проходящих, соответственно, от ребер 725 на нижних краях вертикальных стенок 724 в направлении по ширине и вовне относительно верхней пластины 722. В промежуточной, в направлении по длине, области верхней пластины 722 создана изогнутая область 722а вогнутой формы, которая изгибается по дуге в направлении внутренней поверхности (в упомянутом одном из направлений по толщине) верхней пластины 722 с получением со стороны этой поверхности выпуклой формы.
[0121] Кроме того, высота промежуточного изогнутого компонента 720 (высота его вертикальных стенок 724) задана отличающейся от высоты начального изогнутого компонента 130 (высоты его вертикальных стенок 134а, 134b). А именно, если смотреть в направлении по длине, высота области на одной стороне промежуточного изогнутого компонента 720 (более конкретно, в области на стороне, проходящей в направлении по стрелке А от изогнутой области 722а вогнутой формы на Фиг.38) задана таким образом, чтобы она увеличивалась с приближением к краю этой стороны. Если говорить более конкретно, фланцы 726-1 с упомянутой одной стороны промежуточного изогнутого компонента 720 наклонены таким образом, что они уходят вниз (удаляются от верхней пластины 702) с приближением к краю этой стороны промежуточного изогнутого компонента 720, если сравнивать с фланцами 136а (136b) начального изогнутого компонента 130 (см. фланец 136а, указанный на Фиг.38 штрих-пунктирными линиями). Соответственно, высота вертикальных стенок 724-1, соединенных с фланцами 726-1, задана больше высоты вертикальных стенок 134а (134b) начального изогнутого компонента 130.
[0122] В то же время, если смотреть в направлении по длине, высота промежуточного изогнутого компонента 720 в области на другой стороне (более конкретно, в области на стороне, проходящей в направлении по стрелке В от изогнутой области 722а вогнутой формы на Фиг.38) задана таким образом, чтобы она уменьшалась с приближением к краю этой другой стороны. Если говорить более конкретно, фланцы 726-2 с упомянутой другой стороны промежуточного изогнутого компонента 720 наклонены таким образом, что они приближаются к верхней стороне (приближаются к верхней пластине 722) с приближением к краю этой другой стороны промежуточного изогнутого компонента 720, если сравнивать с фланцами 136а (136b) начального изогнутого компонента 130 (см. фланец 136а, указанный на Фиг.38 штрих-пунктирными линиями). Соответственно, высота вертикальных стенок 724-2, соединенных с фланцами 726-2, задана меньше высоты вертикальных стенок 134а (134b) начального изогнутого компонента 130.
[0123] Следует отметить, что, хотя это и не показано на чертежах, на втором этапе, заключающемся в получении промежуточного изогнутого компонента 720, на этапе изгибания в обратном направлении держатель поднимают, в результате чего вертикальные стенки 134а (134b) на упомянутой другой стороне начального изогнутого компонента 130 изгибаются в обратном направлении, то есть, вверх, что позволяет создать вертикальные стенки 724-2 промежуточного изогнутого компонента 720. Затем на этапе изгибания и растягивания после этапа изгибания в обратном направлении матрицу опускают, в результате чего вертикальные стенки 134а (134b) на упомянутой одной стороне начального изогнутого компонента 130 изгибаются и растягиваются вниз, что позволяет создать вертикальные стенки 724-1 промежуточного изогнутого компонента 720. Соответственно, изгибание с растягиванием и изгибание в обратном направлении, во время которых вертикальные стенки 724 деформируются в противоположных направлениях, не выполняются одновременно в промежуточных, в направлении по длине, областях этих стенок (граничные области между вертикальными стенками 724-1 и вертикальными стенками 724-2). Это позволяет изменять высоту вертикальных стенок 134а, 134b начального изогнутого компонента 130, не допуская возникновения трещин, морщин и т.п. в вертикальных стенках 724 промежуточного изогнутого компонента 720.
[0124] Кроме того, на втором этапе, заключающемся в получении промежуточного изогнутого компонента 720, этап изгибания и растягивания выполняют после этапа изгибания в обратном направлении, что позволяет не допустить возникновения трещин, морщин и т.п. в промежуточной, в направлении по длине, области промежуточного изогнутого компонента 720 по сравнению со случаями, когда этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания. А именно, если бы на втором этапе, заключающемся в получении промежуточного изогнутого компонента 720, этап изгибания и растягивания выполнялся раньше, то фланцы 726-1 перемещались бы ниже их положения перед формованием, в результате чего граничные области между фланцами 726-1 и фланцами 726-2 вытягивались бы вниз. Кроме того, так как изогнутая область 132а вогнутой формы в начальном изогнутом компоненте 130 изогнута таким образом, что является выпуклой со стороны внутренней поверхности верхней пластины 132, области фланцев 136, соответствующие изогнутой области 132а вогнутой формы, вытягивались бы вовне, если смотреть в направлении по длине начального изогнутого компонента 130. Соответственно, если бы на втором этапе, заключающемся в получении промежуточного изогнутого компонента 720, сначала выполнялся этап изгибания и растягивания, то появлялась бы вероятность возникновения трещин и т.п. в граничной области между фланцами 726-1 и фланцами 726-2.
[0125] Однако на втором этапе, заключающемся в получении промежуточного изогнутого компонента 720, сначала выполняют этап изгибания в обратном направлении, что приводит к возникновению утолщения при одновременном недопущении возникновения трещин в граничных областях между фланцами 726-1 и фланцами 726-2. А именно, изгибание начального изогнутого компонента 130 в обратном направлении приводит к тому, что материал фланцев 726-2 скапливается на границе между этими фланцами и фланцами 726-1. Кроме того, при выполнении этапа изгибания и растягивания после этапа изгибания в обратном направлении можно растянуть это утолщение в направлении по длине промежуточного изогнутого компонента 720. В результате это позволяет не допустить возникновения трещин, морщин и т.п. в граничной области между фланцами 726-1 и фланцами 726-2.
[0126] Таким образом, для начальных изогнутых компонентов, имеющих различную конфигурацию, на втором этапе, заключающемся в получении промежуточного изогнутого компонента, высоту начального изогнутого компонента можно изменять, не допуская возникновения трещин и т.п. в получаемом промежуточном изогнутом компоненте, за счет изменения подходящим образом последовательности выполнения этапа изгибания и растягивания и этапа изгибания в обратном направлении в соответствии с конфигурацией (ориентацией кривизны изогнутой области верхней пластины) начального изогнутого компонента.
[0127] Кроме того в представленном примерном варианте на этапе изгибания в обратном направлении, выполняемом на втором этапе, держатель 714 перемещают (поднимают) вверх, что позволяет создать вертикальные стенки 704а-2, 704b-2 и фланцы 706а-2, 706b-2 на упомянутой другой стороне промежуточного изогнутого компонента 700. В качестве альтернативы, в случае конструкции, при которой держатель 714 не может перемещаться, матрицу 711, прижим 712 и пуансон 713 можно перемещать вниз относительно держателя 714, чтобы создать вертикальные стенки 704а-2, 704b-2 и фланцы 706а-2, 706b-2 на упомянутой другой стороне промежуточного изогнутого компонента 700. Такой случай будет рассмотрен далее со ссылкой на Фиг.39 и Фиг.40.
[0128] В подобных случаях, как показано на Фиг.39, конструкция такова, что пуансон 713 соединен с перемещающим устройством 717, и его можно перемещать в вертикальном направлении за счет приведения в действие этого устройства. С другой стороны, держатель 714 (см. Фиг.40) выполнен без возможности его перемещения относительно нижней части штампа, которая на чертежах не показана.
[0129] Кроме того, этап прижатия и зажимания и этап изгибания и растягивания на втором этапе выполняют так же, как и в представленном примерном варианте. А именно, как показано на Фиг.39, на этапе прижатия и зажимания, выполняемом на втором этапе, прижим 712 перемещают вниз (к пуансону 713), и верхнюю пластину 122 прижимают при помощи прижима 712 и пуансона 713 и зажимают между ними. Затем, как показано на Фиг.39 штрих-пунктирными линиями, при опускании матрицы 711 на этапе изгибания и растягивания, выполняемом на втором этапе, если смотреть в направлении по длине, нижние поверхности матрицы 711 на одной стороне приходят в контакт с верхними поверхностями фланцев 126а, 126b на одной стороне начального изогнутого компонента 120 (см. матрицу 711-1, показанную штрих-пунктирными линиями на Фиг.39), давя на эти фланцы вниз. Соответственно, ребра 129а, 129b, находящиеся между вертикальными стенками 124а, 124b и фланцами 126а, 126b начального изогнутого компонента 120, постепенно перемещаются вниз (на удаление от верхней пластины 122), и фланцы 126а, 126b на упомянутой одной стороне начального изогнутого компонента 120 перемещаются вниз, повторяя движение нижних поверхностей матрицы 711. Затем фланцы 126а, 126b начального изогнутого компонента 120 прижимаются областями 713а формования фланцев, имеющимися в пуансоне 713, и матрицей 711 и зажимаются между ними (см. матрицу 711-2, показанную штрих-пунктирными линиями на Фиг.39), что позволяет создать фланцы 706а-1, 706b-1 промежуточного изогнутого компонента 700 (см. фланцы 706а-1, 706b-1, показанные штрих-пунктирными линиями на Фиг.39).
[0130] На этапе изгибания и растягивания, в состоянии, когда матрица 711 и области 713а формования фланцев, имеющиеся в пуансоне 713, прижимают и зажимают фланцы 126а, 126b начального изогнутого компонента 120, матрица 711 находится выше фланцев 126а, 126b и на расстоянии от этих фланцев на другой, в направлении по длине, стороне начального изогнутого компонента 120 (см. матрицу 711, показанную штрих-пунктирными линиями на Фиг.40).
[0131] Затем на этапе изгибания в обратном направлении, выполняемом на втором этапе, матрицу 711, прижим 712 и пуансон 713 перемещают вниз относительно держателя 714, что позволяет создать вертикальные стенки 704а-2, 704b-2 и фланцы 706а-2, 706b-2 на другой, в направлении по длине, стороне промежуточного изогнутого компонента 700. Если говорить конкретно, в то время, когда матрицу 711, прижим 712 и пуансон 713 перемещают вниз (к держателю 714), верхнюю пластину 122 начального изогнутого компонента 120 сохраняют прижатой и зажатой при помощи прижима 712 и пуансона 713. Другими словами, происходит перемещение держателя 714 к матрице 711 (прижиму 712) относительно этих матрицы и прижима, а также пуансона 713 и начального изогнутого компонента 120. Соответственно, нижние поверхности фланцев 126а, 126b на упомянутой другой стороне начального изогнутого компонента 120 приходят в контакт с верхней поверхностью держателя 714 (см. фланцы 126а, 126b, показанные штрих-пунктирными линиями на Фиг.40), и держатель 714 давит на эти фланцы вверх. Соответственно, ребра 129а, 129b, находящиеся между вертикальными стенками 124а, 124b и фланцами 126а, 126b на упомянутой другой стороне начального изогнутого компонента 120, постепенно перемещаются вверх (с приближением к верхней пластине 122), и фланцы 126а, 126b на упомянутой другой стороне начального изогнутого компонента 120 перемещаются вверх, следуя за движением верхней поверхности держателя 714.
[0132] Затем, как показано на Фиг.41, когда матрица 711, прижим 712 и пуансон 713 достигают крайних точек своего хода, фланцы 126а, 126b начального изогнутого компонента 120 прижимаются при помощи держателя 714 и матрицы 711 и зажимаются между ними, что позволяет создать фланцы 706а-2, 706b-2 промежуточного изогнутого компонента 700. Благодаря тому, что описано выше, если конструкция держателя 714 не предусматривает его перемещения, перемещение матрицы 711, прижима 712 и пуансона 713 вниз относительно этого держателя позволяет создать вертикальные стенки 704а-2, 704b-2 и фланцы 706а-2, 706b-2 на другой, в направлении по длине, стороне промежуточного изогнутого компонента 700.
[0133] Соответственно, в настоящем изобретении на этапе изгибания в обратном направлении «перемещение держателя, расположенного с обеих продольных сторон пуансона, в сторону прижима и относительно начального формованного компонента» охватывает перемещение держателя 714 в сторону прижима 712 (матрицы 711) и относительно начального изогнутого компонента 120 за счет перемещения прижима 712 и пуансона 713 в сторону этого держателя 714.
[0134] Кроме того, в представленном примерном варианте, в промежуточном изогнутом компоненте 700 вертикальная стенка 704а-1, которая изогнута и растянута на этапе изгибания и растяжения, и вертикальная стенка 704а-2, которая изогнута в обратном направлении на этапе изгибания в обратном направлении, являются смежными, если смотреть в направлении по длине этого компонента. А именно, на втором этапе высоту промежуточного изогнутого компонента 700 (вертикальных стенок 704) изменяют «непрерывно» на всей длине этого компонента. Другими словами, высоту изменяют во всем промежуточном изогнутом компоненте 700 (вертикальных стенках 704). В качестве альтернативы, вертикальную стенку 704а-1, которая изогнута и растянута на этапе изгибания и растягивания, и вертикальную стенку 704а-2, которая изогнута в обратном направлении на этапе изгибания в обратном направлении, можно расположить на расстоянии друг от друга, если смотреть в направлении по длине промежуточного изогнутого компонента 700. То есть, высоту промежуточного изогнутого компонента 700 (вертикальных стенок 704) можно изменять «прерывисто» на длине этого компонента. Другими словами, высоту промежуточного изогнутого компонента 700 (вертикальных стенок 704) можно изменять локально. Например, как показано на Фиг.20, если смотреть в направлении по длине, вся вертикальная стенка 704а-1, находящаяся на одной стороне вертикальной стенки 704, может быть изогнута и растянута на этапе изгибания и растягивания, кроме промежуточной области (области, соединенной с изогнутой областью 702а выпуклой формы, на Фиг.20 - заштрихованная область), и вся вертикальная стенка 704а-2, находящаяся на другой стороне вертикальной стенки 704, может быть изогнута в обратном направлении на этапе изгибания в обратном направлении, кроме упомянутой промежуточной области. Кроме того, в таких случаях на втором этапе этап изгибания и растягивания и этап изгибания в обратном направлении можно выполнять одновременно.
[0135] То есть, в случаях, когда высоту промежуточного изогнутого компонента 700 (вертикальных стенок 704) изменяют «прерывисто» на длине этого компонента, как описано выше, тогда, если смотреть в направлении по длине, изогнутая и растянутая вертикальная стенка 704а-1 и вертикальная стенка 704а-2, изогнутая в обратном направлении, разделены промежуточной областью вертикальной стенки 704. Соответственно, даже если этап изгибания и растягивания и этап изгибания в обратном направлении выполняют одновременно, за счет наличия упомянутой промежуточной области вертикальной стенки не допускается какое-либо влияние изгибания в обратном направлении на вертикальную стенку 704а-1 и какое-либо влияние изгибания и растягивания на вертикальную стенку 704а-2. Соответственно, даже если этап изгибания и растягивания и этап изгибания в обратном направлении выполняют одновременно, за счет расположения на расстоянии друг от друга, если смотреть в направлении по длине промежуточного изогнутого компонента 700, вертикальной стенки 704а-1, которая изогнута и растянута, и вертикальной стенки 704а-2, которая изогнута в обратном направлении, можно не допустить возникновения трещин и т.п. в упомянутой промежуточной области вертикальной стенки 704.
[0136] Для повышения точности позиционирования изогнутого компонента относительно матрицы и пуансона на втором и третьем этапах представленного примерного варианта можно снабдить пуансон и/или опорный элемент позиционирующими штырями. Например, если рассматривать это для третьего этапа, позиционирующий штырь может быть установлен в опорной части 828а опорного элемента 828 таким образом, чтобы он выступал вверх, и в верхней пластине 702 промежуточного изогнутого компонента 700 может быть выполнено позиционирующее отверстие, в которое вставляют позиционирующий штырь. В таких случаях, например, позиционирующее отверстие создают до выполнения первого этапа путем предварительной обработки исходного металлического листа, и в матрице 822 создают углубление, чтобы ничто не мешало позиционирующему штырю.
[0137] Чтобы повысить точность позиционирования промежуточного изогнутого компонента 700 относительно матрицы 822 и пуансона 826 в направлении по длине, например, можно снабдить опорный элемент 828 направляющими штырями, которые контактируют с обоими поперечными краями верхней пластины 702, или направляющими стенками, которые контактируют с обоими поперечными краями верхней пластины 702.
[0138] В устройстве 820, применяемом на третьем этапе представленного примерного варианта, опорный элемент 828 проходит по всей длине промежуточного изогнутого компонента 700, чтобы обеспечить непрерывную опору верхней пластине 702 этого компонента на всей длине. Однако опорный элемент 828 можно разделить таким образом, что для верхней пластины 702 промежуточного изогнутого компонента 700 им будет создаваться прерывистая опора. Например, конструкция может быть сделана такой, что, если смотреть в направлении по длине, опорный элемент 828 обеспечивает опору для областей на обоих краях и в промежуточной области верхней пластины 702.
[0139] В устройстве 820, применяемом на третьем этапе представленного примерного варианта, углубление 824 для формования, созданное в матрице 822, выполнено включающим первую область 824а и вторую область 824b. То есть, углубление 824 для формования состоит из двух областей. В качестве альтернативы, углубление 824 для формования может состоять из трех или более областей. Например, с обращенной вовне стороны второй области 824b углубления может быть создана третья область углубления, имеющая большую ширину, чем эта вторая область. В таких случаях форма пуансона 826 может быть модифицирована подходящим образом для соответствия углублению 824 для формования.
[0140] Кроме того, в способе изготовления компонента с поперечным сечением в форме шляпы, соответствующем представленному примерному варианту, готовый изогнутый компонент, служащий в качестве «компонента с поперечным сечением в форме шляпы», создают в ходе выполнения этапов с первого по третий. Однако в случаях, когда точность размеров промежуточного изогнутого компонента является сравнительно высокой, третий этап можно исключить из упомянутого способа. В таких случаях готовый компонент - это промежуточный изогнутый компонент.
[0141] Кроме того, выше был рассмотрен пример, в котором в качестве материала исходного металлического листа используется сталь, однако материал исходного металлического листа этим не ограничивается. Например, в качестве материала исходного металлического материала могут использоваться алюминий, титан, нержавеющая сталь или композит, например, аморфный материал.
[0142] Выше рассмотрен примерный вариант осуществления настоящего изобретения. Однако настоящее изобретение рассмотренным выше не ограничивается, и очевидно, что могут быть сделаны различные модификации, не выходящие за пределы сущности этого изобретения.
[0143] Материалы заявки на японский патент № 2014-259102, зарегистрированной 22 декабря 2014 года, этим упоминанием во всей полноте включены в настоящую спецификацию.
[0144] Дополнение
Согласно первому аспекту, способ изготовления компонента с поперечным сечением в форме шляпы включает: этап зажимания, на котором располагают пару вертикальных стенок удлиненного по форме начального формованного компонента, ранее полученного с поперечным сечением в форме шляпы, с продольных сторон пуансона и зажимают верхнюю пластину этого компонента с использованием пуансона и прижима; после этапа зажимания этап изгибания и растягивания, на котором перемещают матрицу, расположенную с обеих продольных сторон прижима, в сторону пуансона и относительно начального формованного компонента и используют матрицу для изгибания и растягивания вертикальных стенок в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне этого компонента; и после этапа зажимания этап изгибания в обратном направлении, на котором перемещают держатель, расположенный с обеих продольных сторон пуансона, в сторону прижима и относительно начального формованного компонента и используют держатель для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне этого компонента.
[0145] Кроме того, в предпочтительном случае начальный формованный компонент представляет собой изогнутый элемент, включающий изогнутую область, являющуюся выпуклой со стороны внешней поверхности верхней пластины, если смотреть сбоку; на этапе изгибания и растягивания вертикальные стенки изгибают и растягивают с одной стороны от изогнутой области, если смотреть в направлении по длине; на этапе изгибания в обратном направлении вертикальные стенки изгибают в обратном направлении с другой стороны от изогнутой области, если смотреть в направлении по длине; и этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания.
[0146] Кроме того, в предпочтительном случае начальный формованный компонент представляет собой изогнутый элемент, включающий изогнутую область, являющуюся выпуклой со стороны внутренней поверхности верхней пластины, если смотреть сбоку; на этапе изгибания и растягивания вертикальные стенки изгибают и растягивают с одной стороны от изогнутой области, если смотреть в направлении по длине; на этапе изгибания в обратном направлении вертикальные стенки изгибают в обратном направлении с другой стороны от изогнутой области, если смотреть в направлении по длине; и этап изгибания и растягивания выполняют после этапа изгибания в обратном направлении.
[0147] Кроме того, в предпочтительном случае область вертикальной стенки, которую растягивают на этапе изгибания и растягивания, и область вертикальной стенки, которую изгибают в обратном направлении на этапе изгибания в обратном направлении, являются смежными, если смотреть в направлении по длине компонента с поперечным сечением в форме шляпы; на этапе изгибания и растягивания, степень изгибания и растягивания вертикальных стенок увеличивают с приближением к краю упомянутой одной стороны начального формованного компонента; и на этапе изгибания в обратном направлении, степень изгибания вертикальных стенок в обратном направлении увеличивают с приближением к краю упомянутой другой стороны начального формованного компонента.
[0148] Кроме того, в предпочтительном случае на этапе начального формования, на котором получают начальный формованный компонент, центральную часть металлического листа зажимают при помощи пуансона для начального формования и прижима для начального формования, чтобы получить металлический лист, изогнутый в направлениях вверх и вниз; обе боковых части металлического листа зажимают при помощи матрицы для начального формования и держателя для начального формования, расположенного с обеих продольных сторон пуансона для начального формования; и получают начальный формованный компонент путем перемещения пуансона для начального формования и прижима для начального формования в вертикальном направлении относительно упомянутых держателя и матрицы.
[0149] Кроме того, в предпочтительном случае начальный формованный компонент получен из стального листа, имеющего толщину от 0,8 мм до 3,2 мм и прочность на растяжение от 200 МПа до 1960 МПа.
[0150] Кроме того, в предпочтительном случае способ дополнительно включает этап правки, на котором правят компонент с поперечным сечением в форме шляпы, для которого выполнены этап изгибания и растягивания и этап изгибания в обратном направлении. Этап правки включает следующие этапы: располагают компонент с поперечным сечением в форме шляпы между пуансоном для правки и матрицей для правки, расположенными друг против друга, и обеспечивают опору для верхней пластины этого компонента на стороне пуансона для правки при помощи опорного элемента, продолжающегося от пуансона для правки в сторону матрицы для правки; помещают верхнюю пластину в первую, верхнюю область углубления для формования, которое выполнено в матрице для правки и открыто в сторону пуансона для правки, зажимают верхнюю пластину с использованием опорного элемента и матрицы для правки, и позиционируют компонент с поперечным сечением в форме шляпы в направлении по ширине с использованием первой области углубления и пары вертикальных стенок этого компонента; и вводят пуансон для правки во вторую область углубления, находящуюся с открытой стороны этого углубления и имеющую ширину, которая больше ширины первой области углубления, и правят компонент с поперечным сечением в форме шляпы с использованием пуансона для правки и матрицы для правки.
[0151] Кроме того, в предпочтительном случае на этапе правки компонент с поперечным сечением в форме шляпы правят с использованием пуансона для правки и матрицы для правки в таком состоянии этого компонента, когда фланцы, расположенные на его обоих продольных краях, являются свободными.
[0152] Кроме того, в предпочтительном случае на этапе правки прижим для правки, являющийся частью матрицы для правки, выдвигают в сторону пуансона для правки, и верхнюю пластину компонента с поперечным сечением в форме шляпы, опорой которой служит опорный компонент, помещают в первую область углубления при ее одновременном зажимании при помощи прижима для правки и опорного элемента.
[0153] Кроме того, в предпочтительном случае применяемый опорный элемент приводят в контакт с парой вертикальных стенок компонента с поперечным сечением в форме шляпы.
[0154] Согласно второму аспекту способ изготовления компонента с поперечным сечением в форме шляпы включает следующие этапы: этап изгибания и растягивания, на котором зажимают верхнюю пластину удлиненного по форме начального формованного компонента, ранее полученного с поперечным сечением в форме шляпы, с использованием пуансона и прижима, перемещают матрицу, расположенную напротив пуансона, в сторону пуансона и используют матрицу для изгибания и растягивания вертикальных стенок в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне начального формованного компонента; и после этапа изгибания и растягивания этап изгибания в обратном направлении, на котором обеспечивают относительное перемещение держателя, расположенного с обеих продольных сторон пуансона, к матрице, и используют держатель для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне начального формованного компонента.
[0155] Кроме того, в предпочтительном случае начальный формованный компонент представляет собой изогнутый элемент, включающий изогнутую область, являющуюся выпуклой со стороны внешней поверхности или со стороны внутренней поверхности верхней пластины, если смотреть сбоку; на этапе изгибания и растягивания вертикальные стенки изгибают и растягивают с одной стороны от изогнутой области, если смотреть в направлении по длине; и на этапе изгибания в обратном направлении вертикальные стенки изгибают в обратном направлении с другой стороны от изогнутой области, если смотреть в направлении по длине.
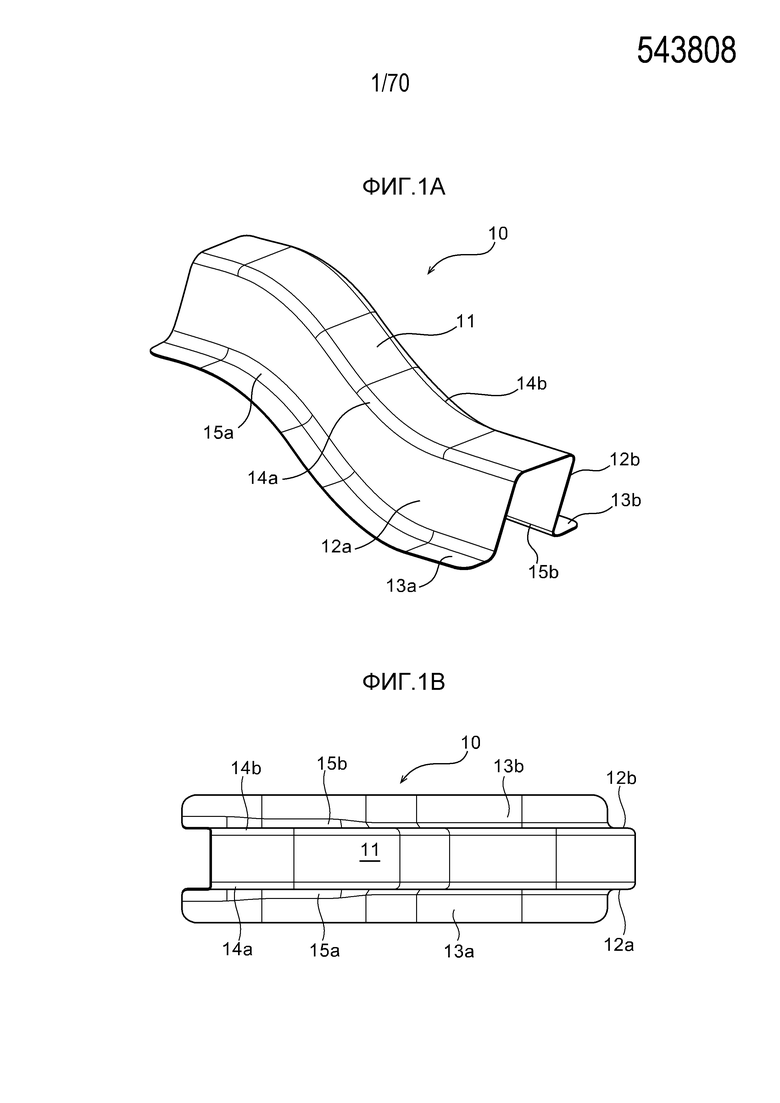

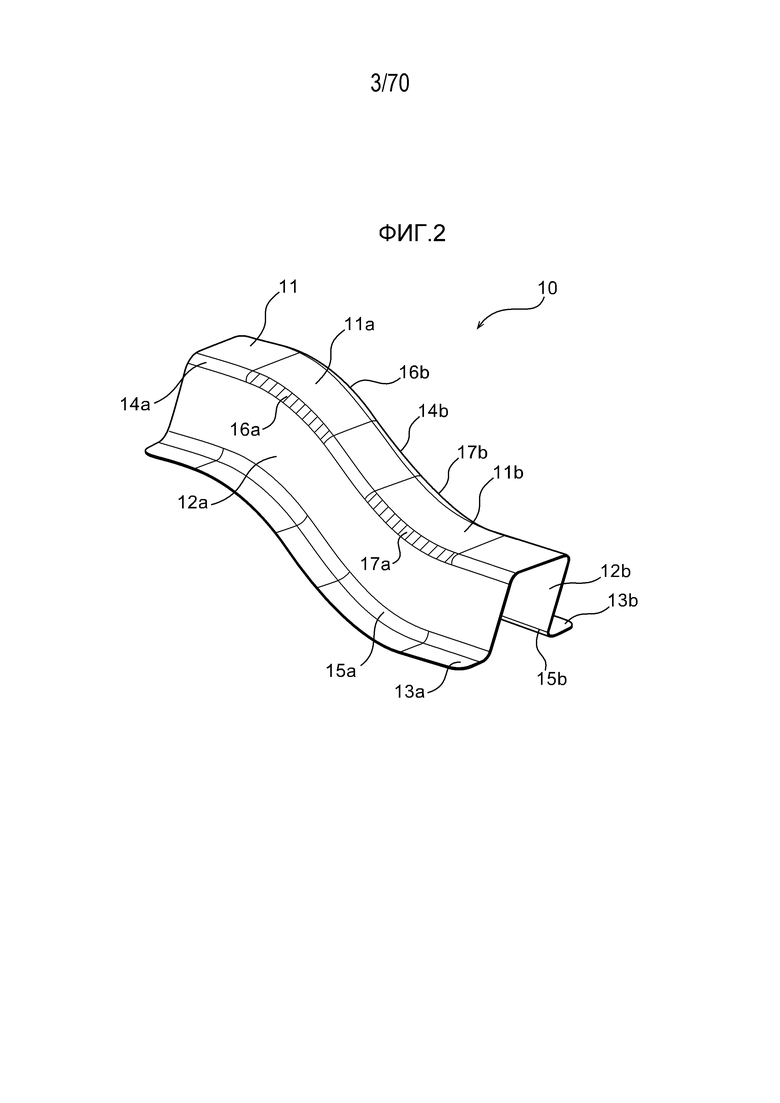

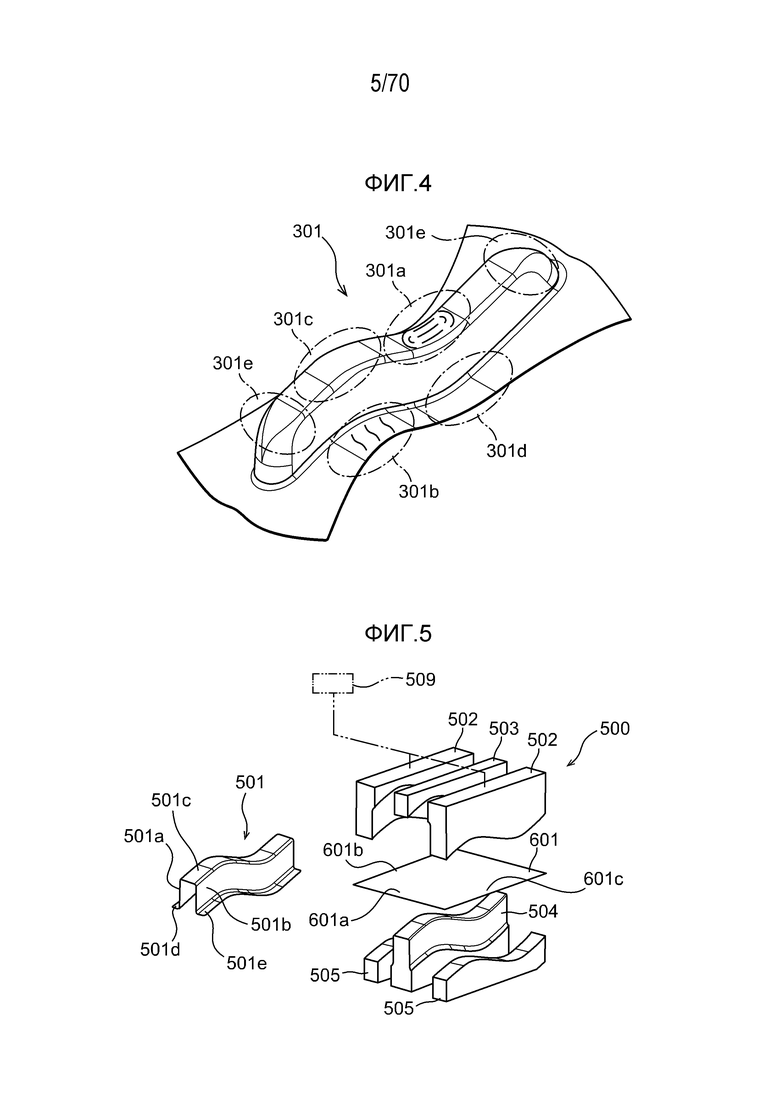
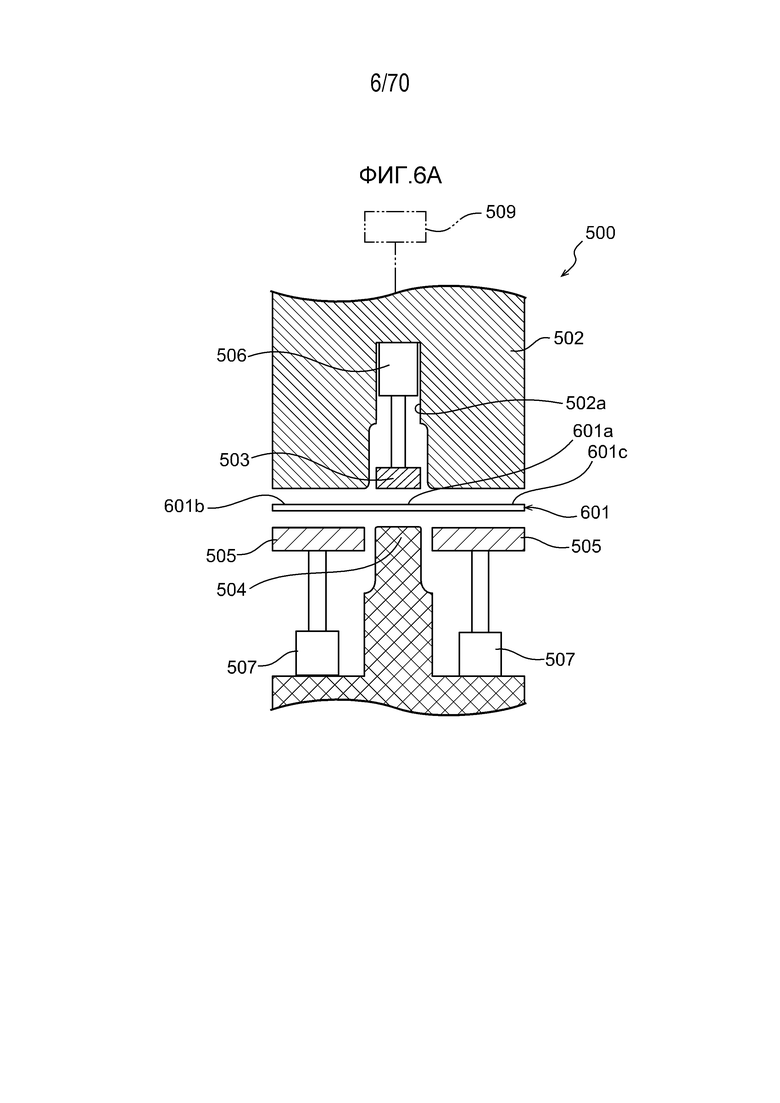
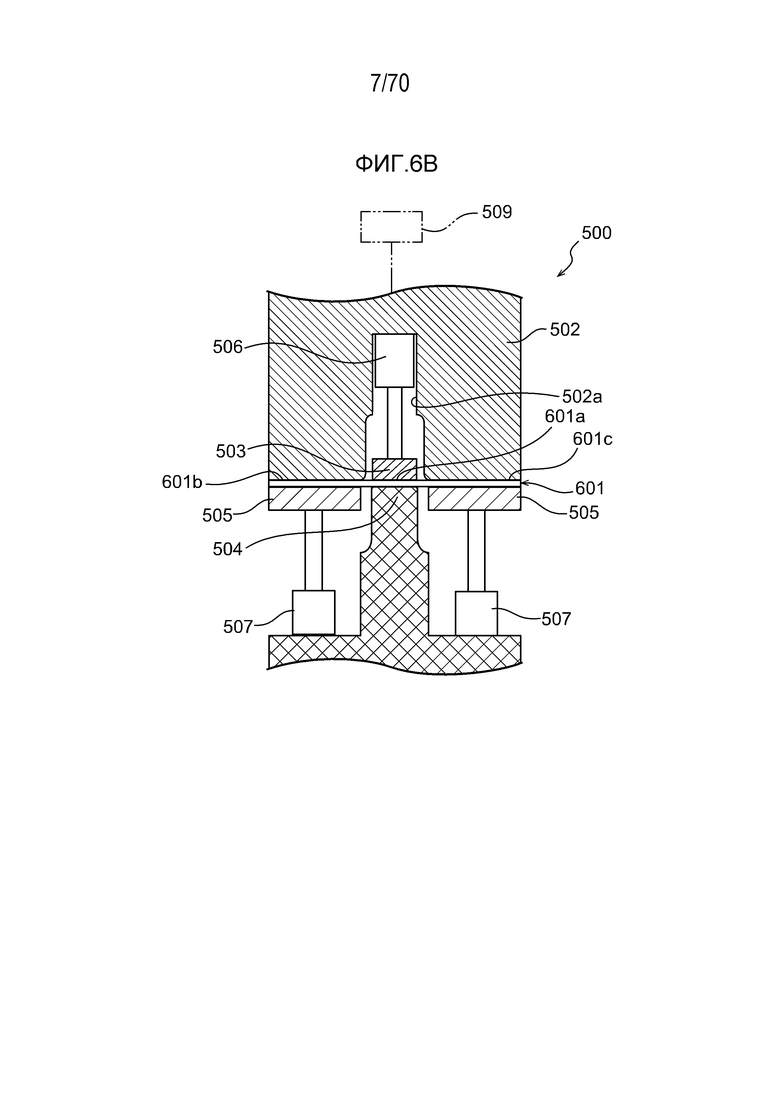
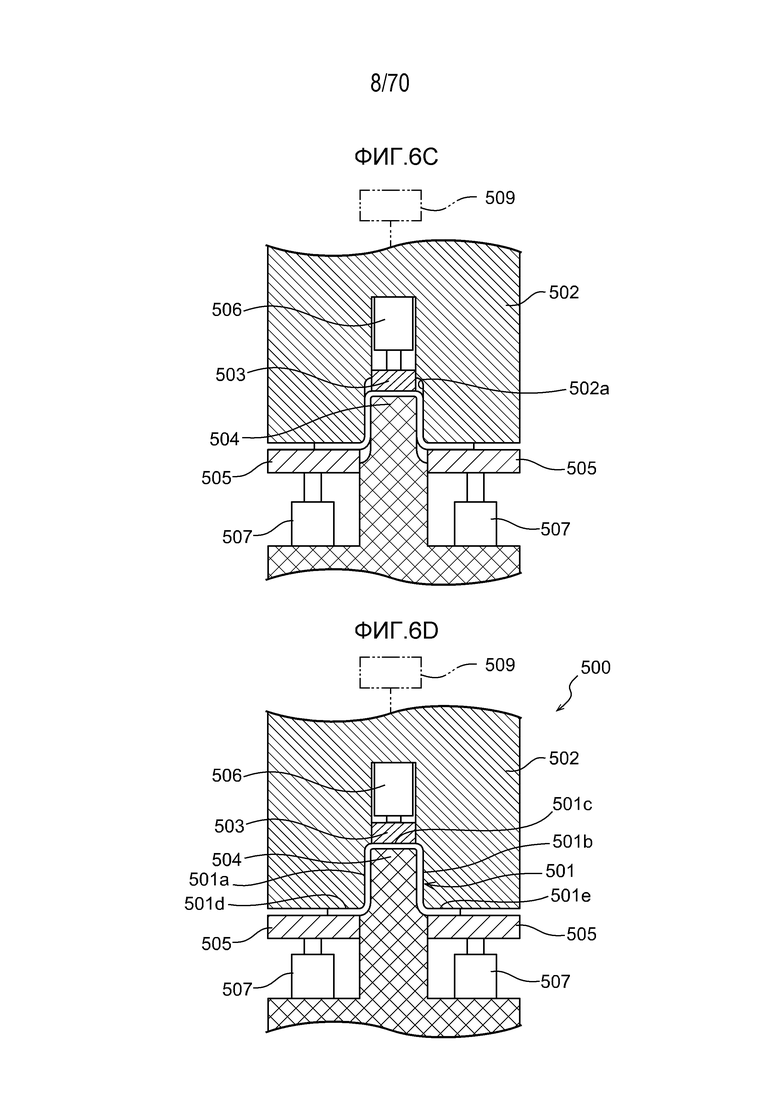
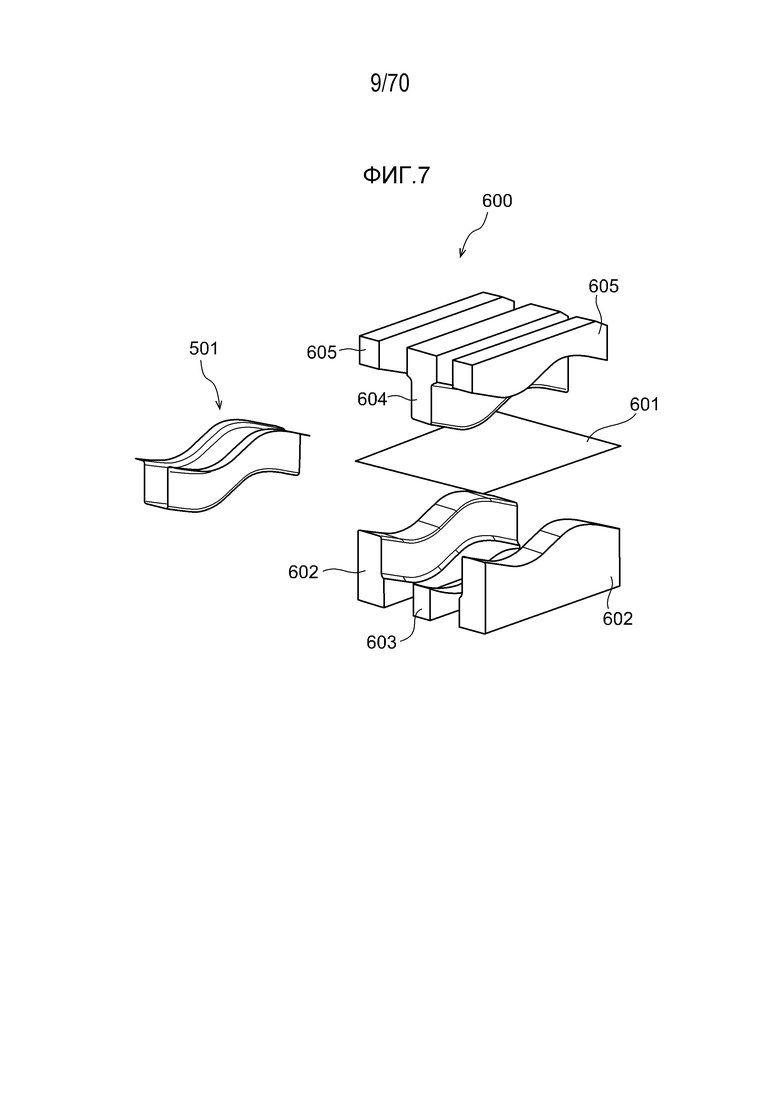
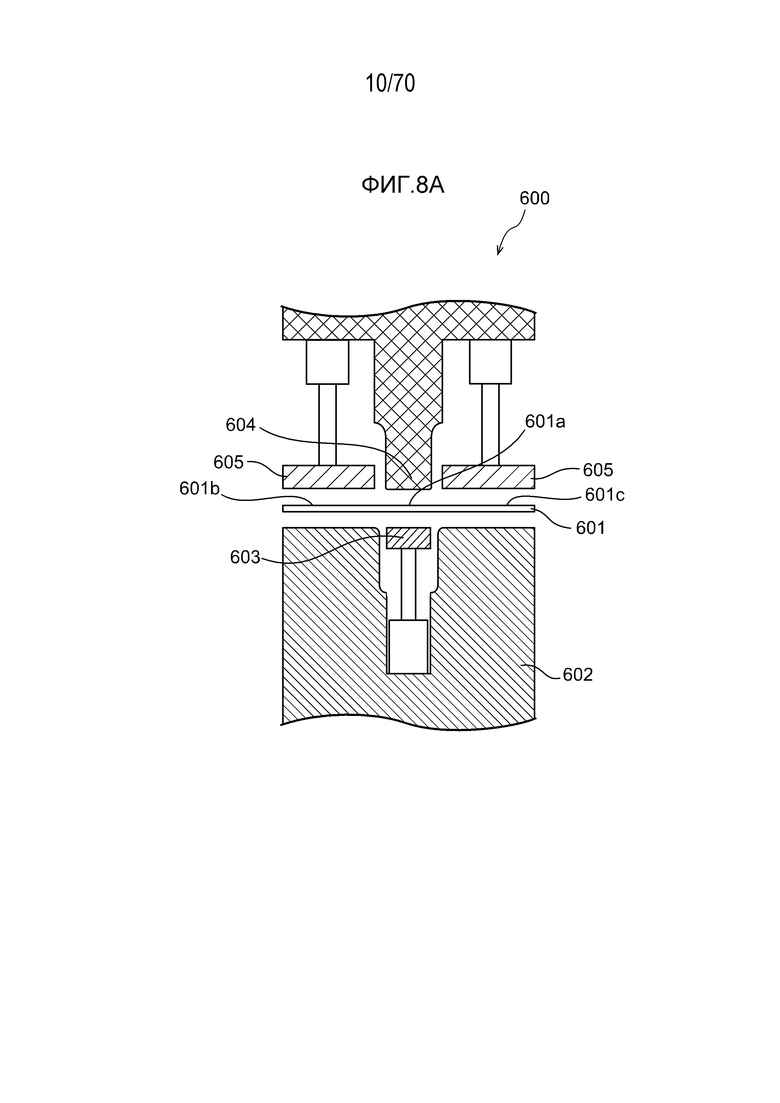
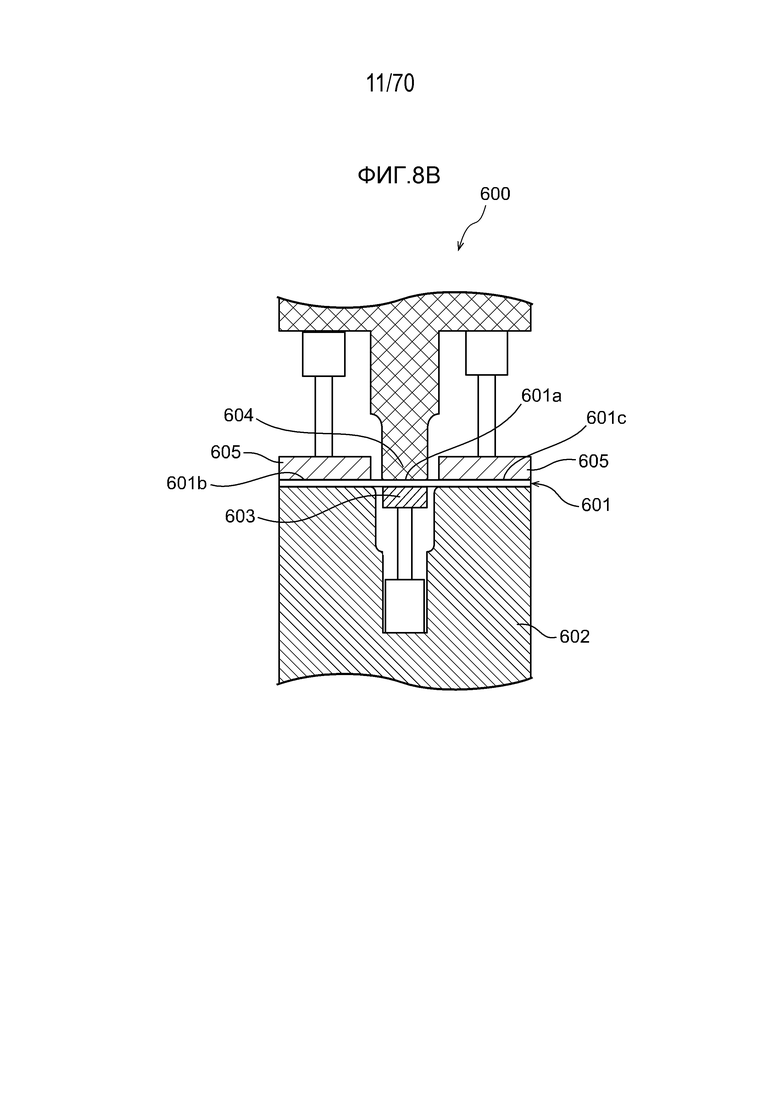

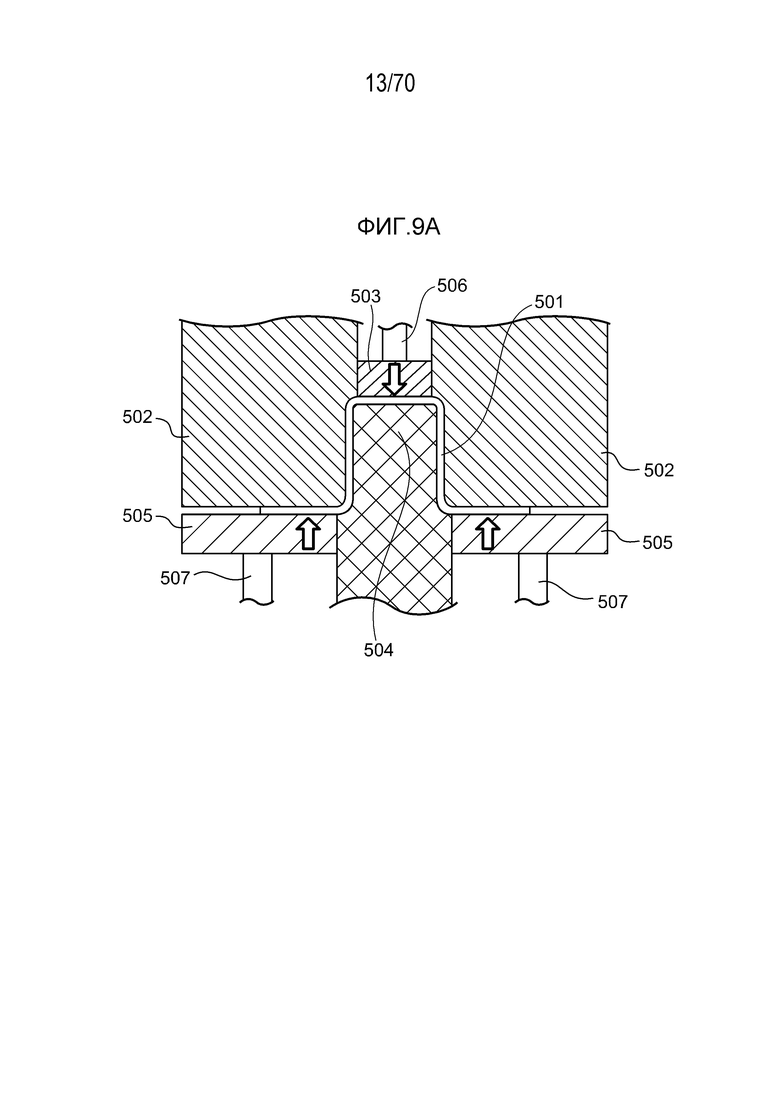
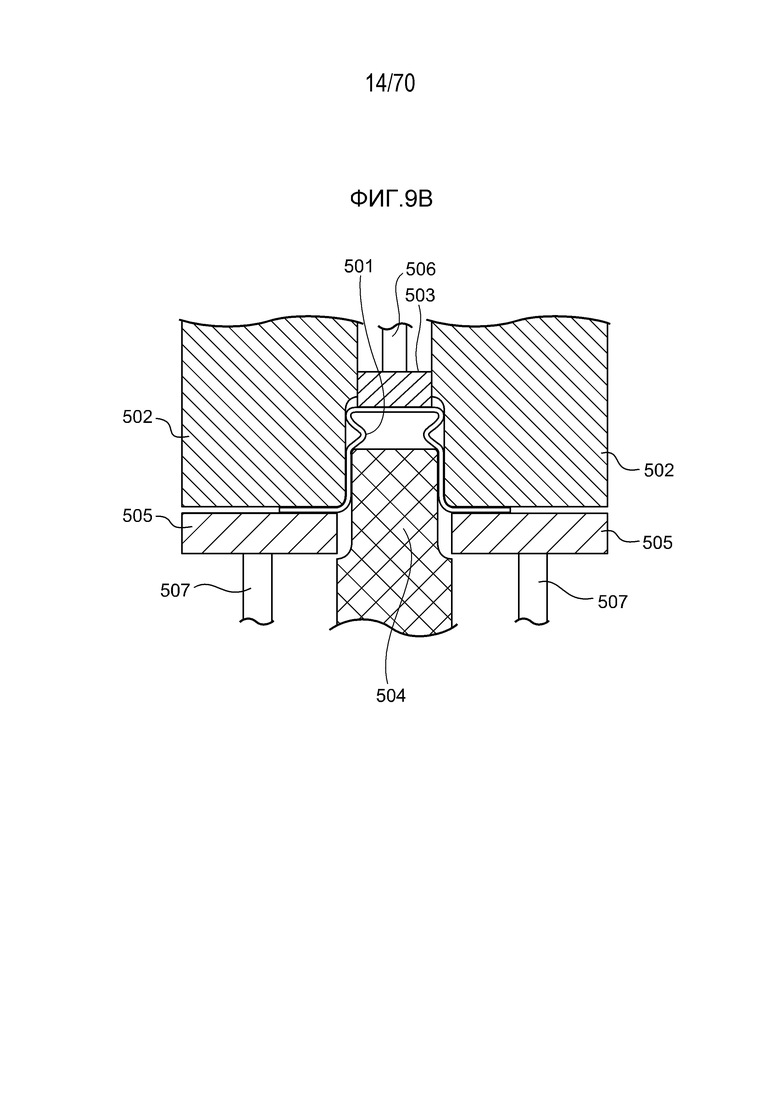
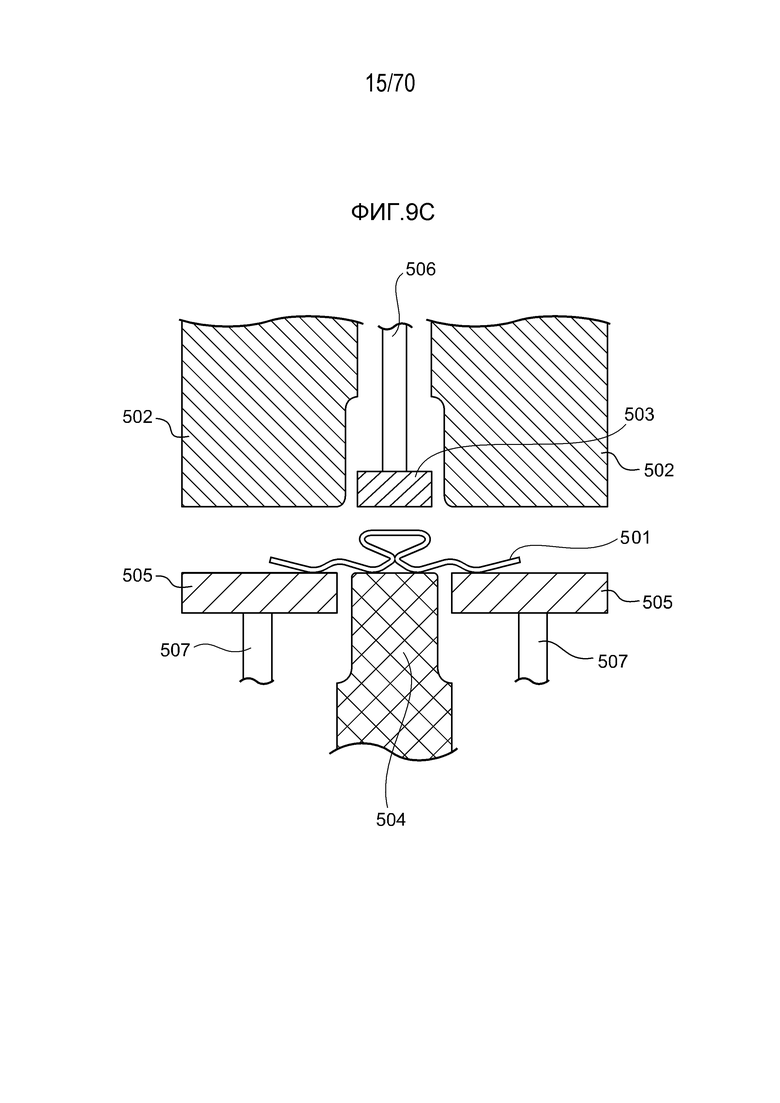
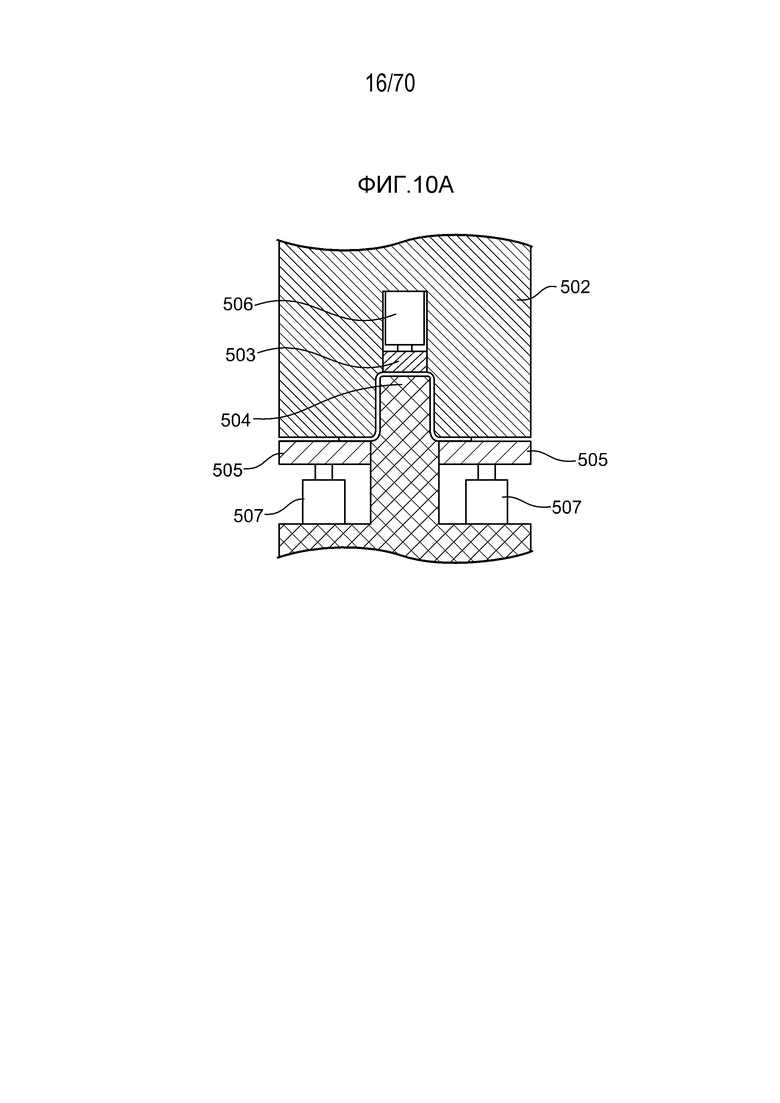
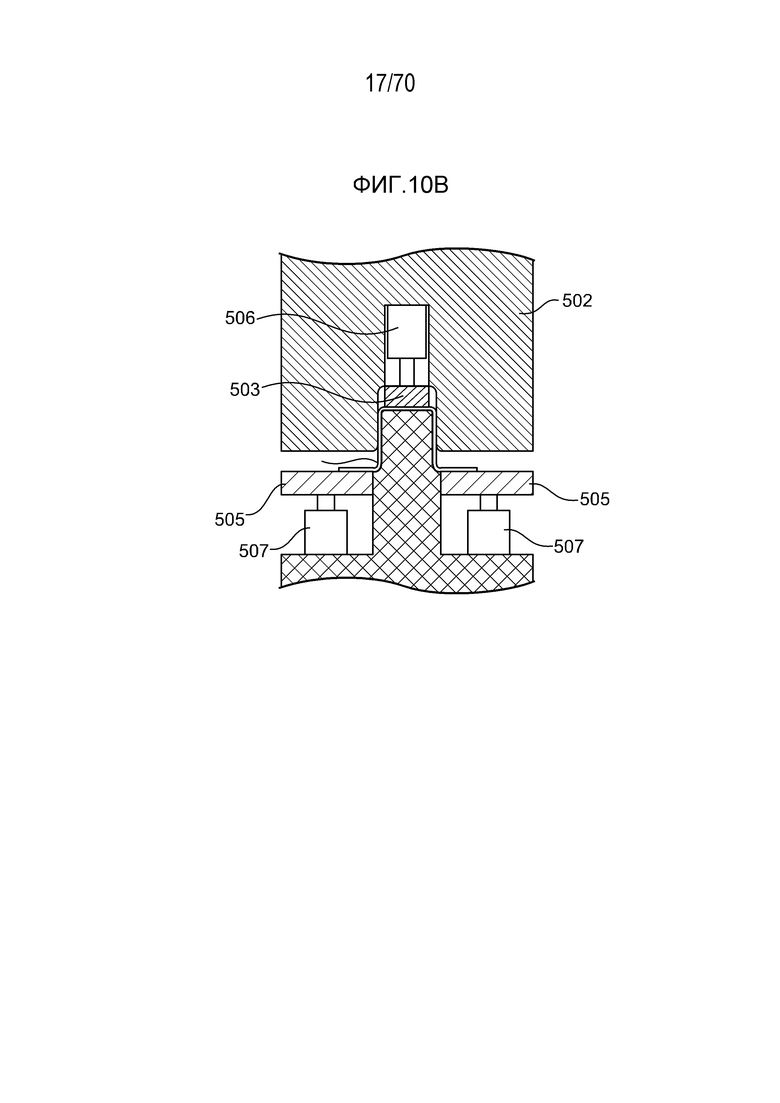
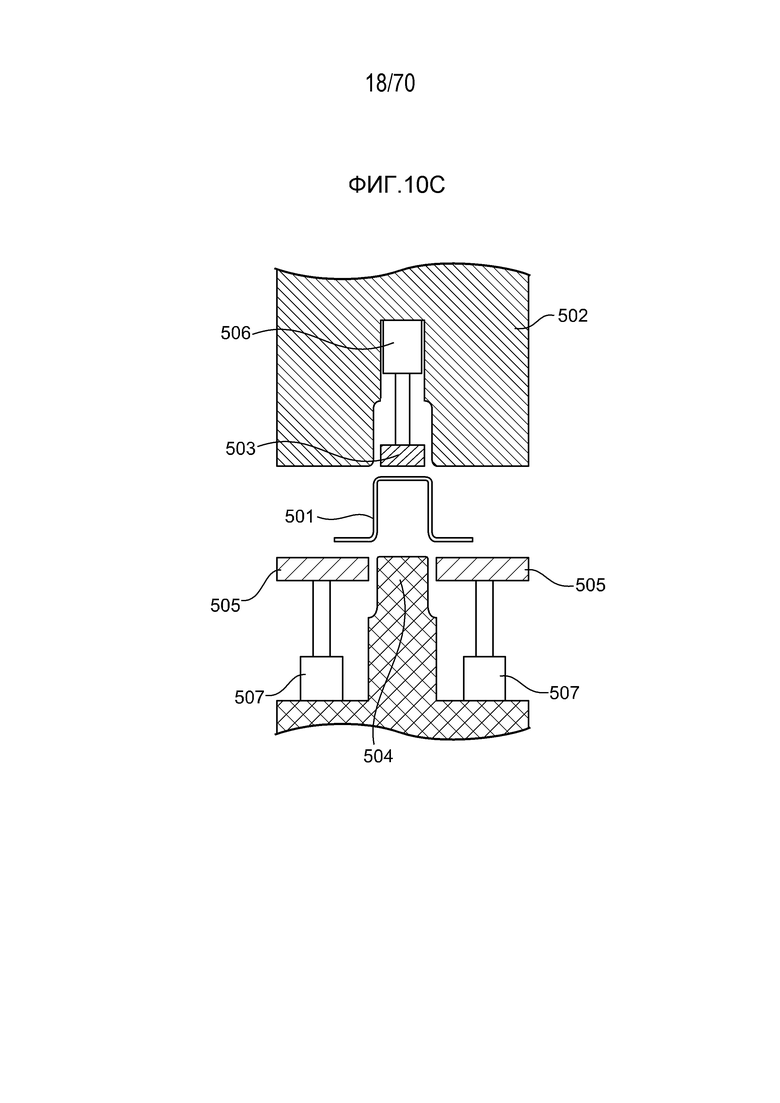
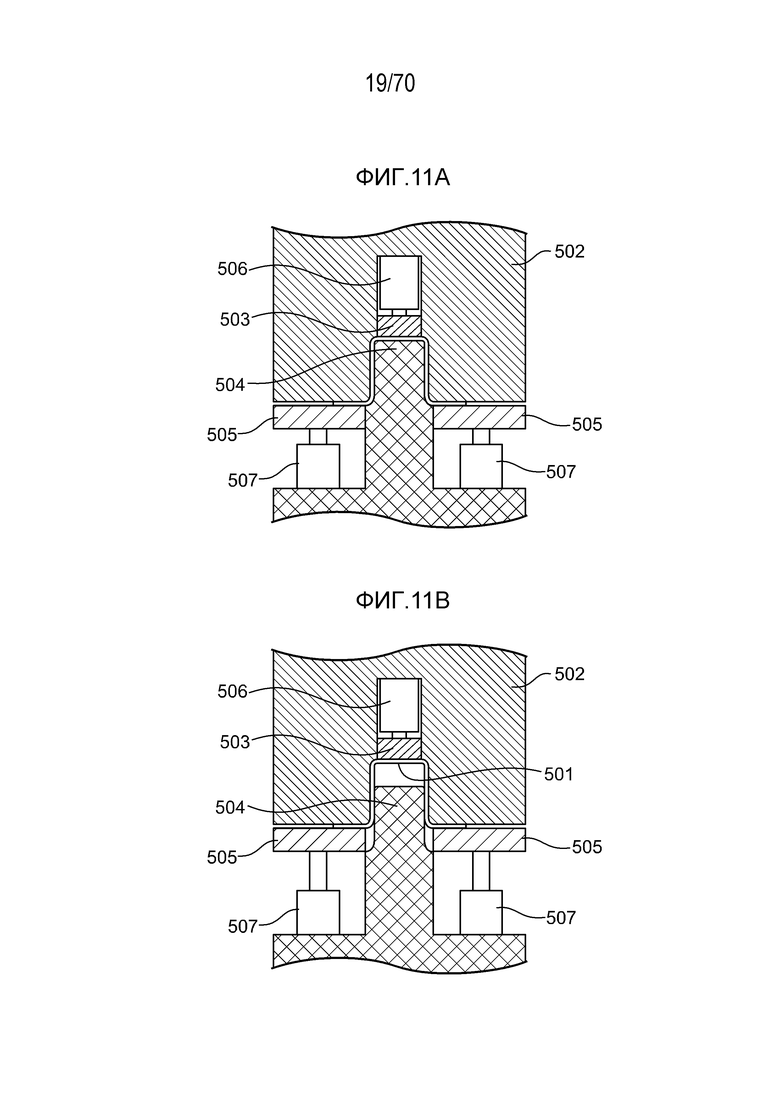
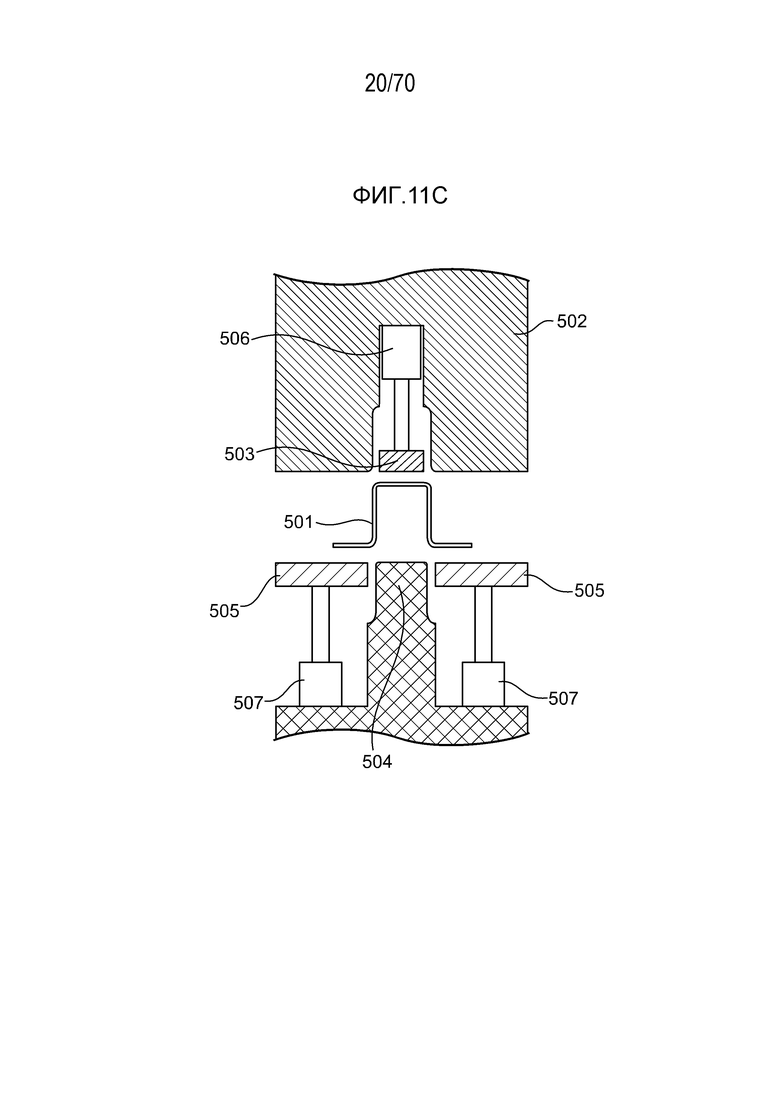

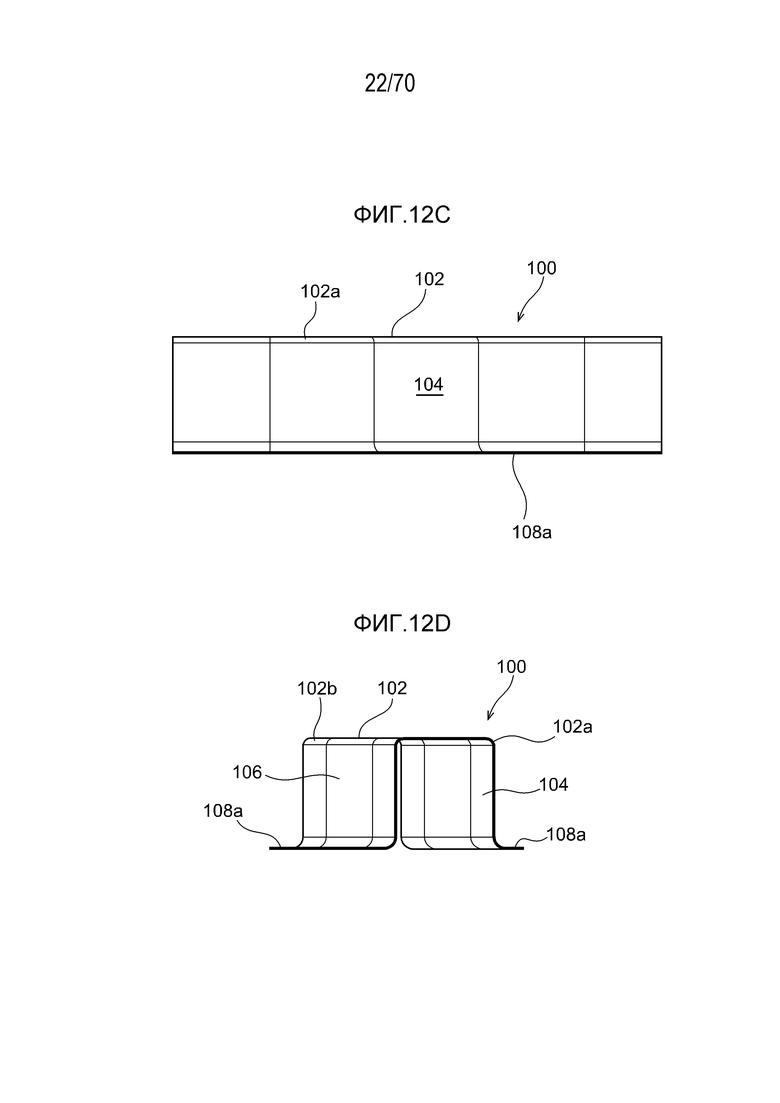

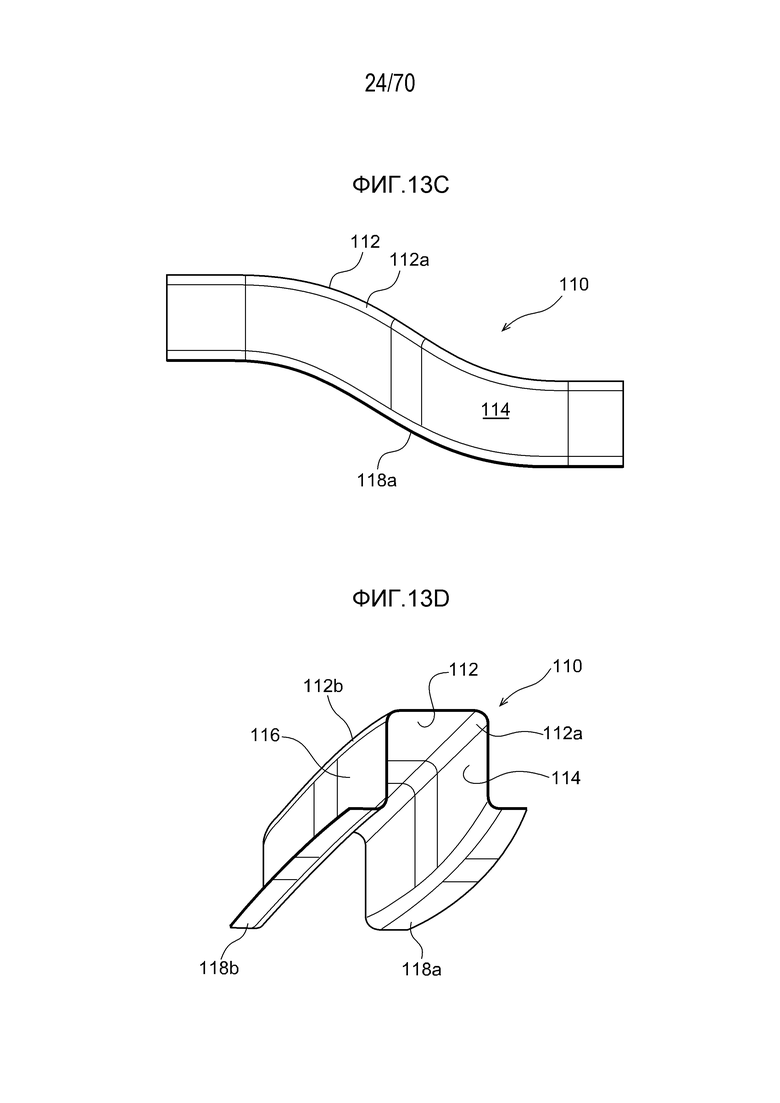

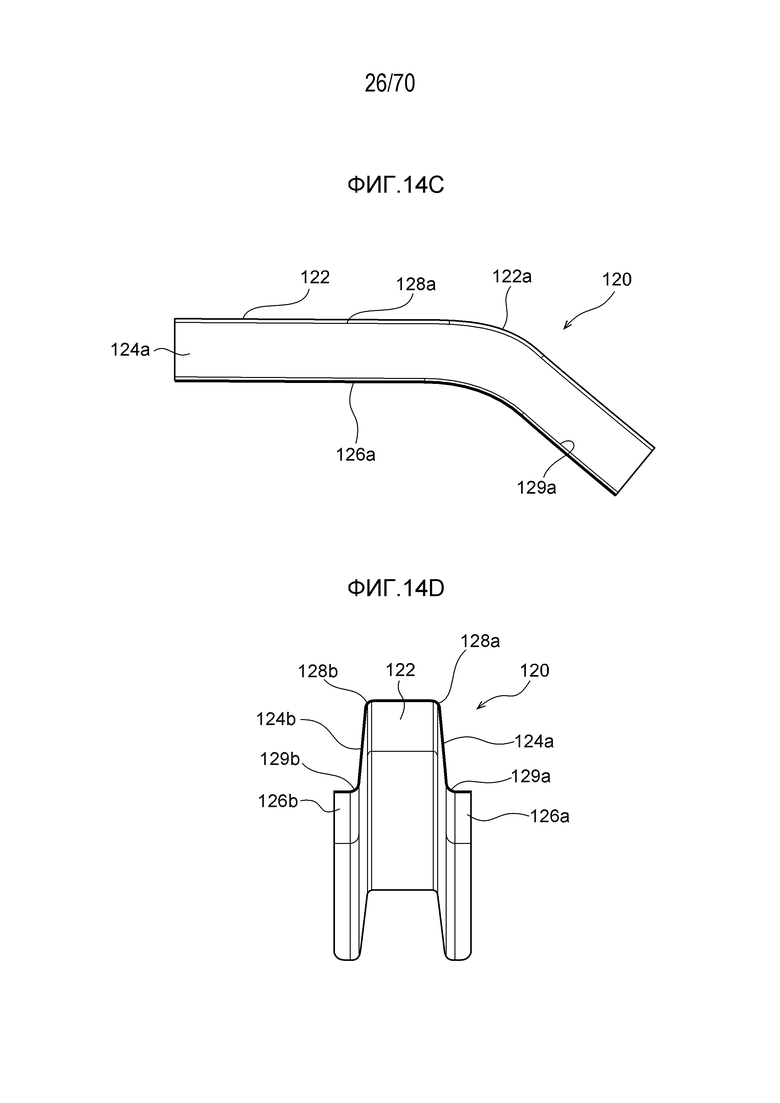
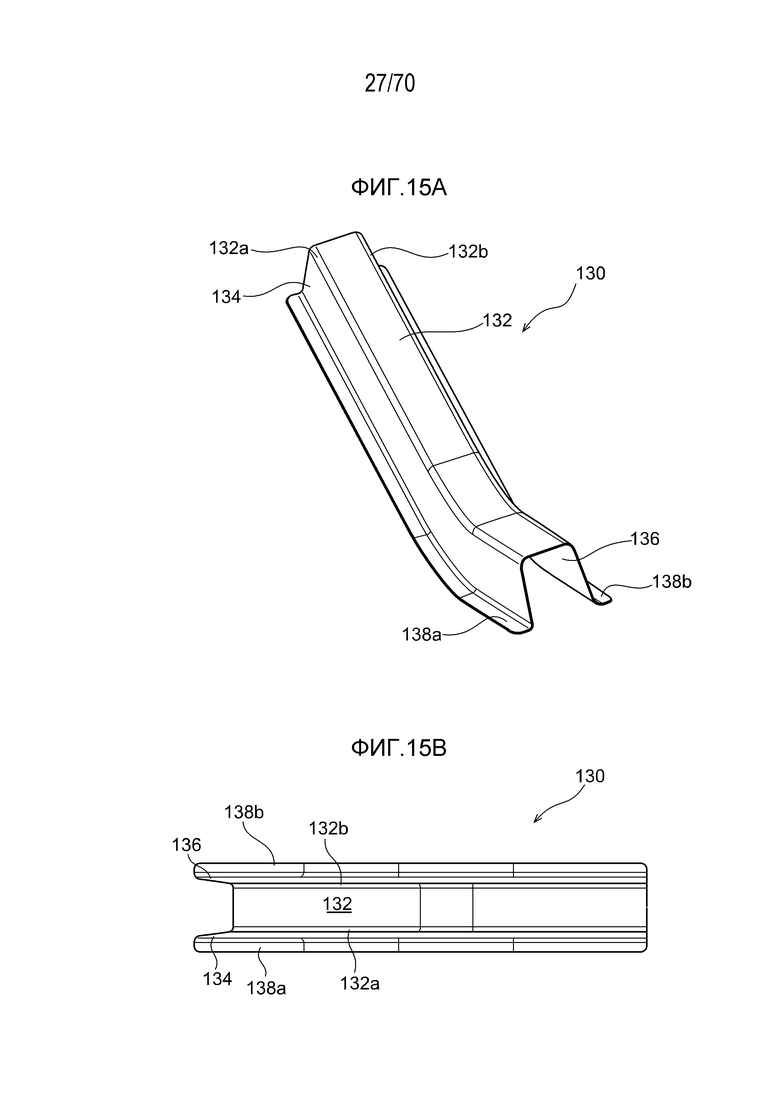
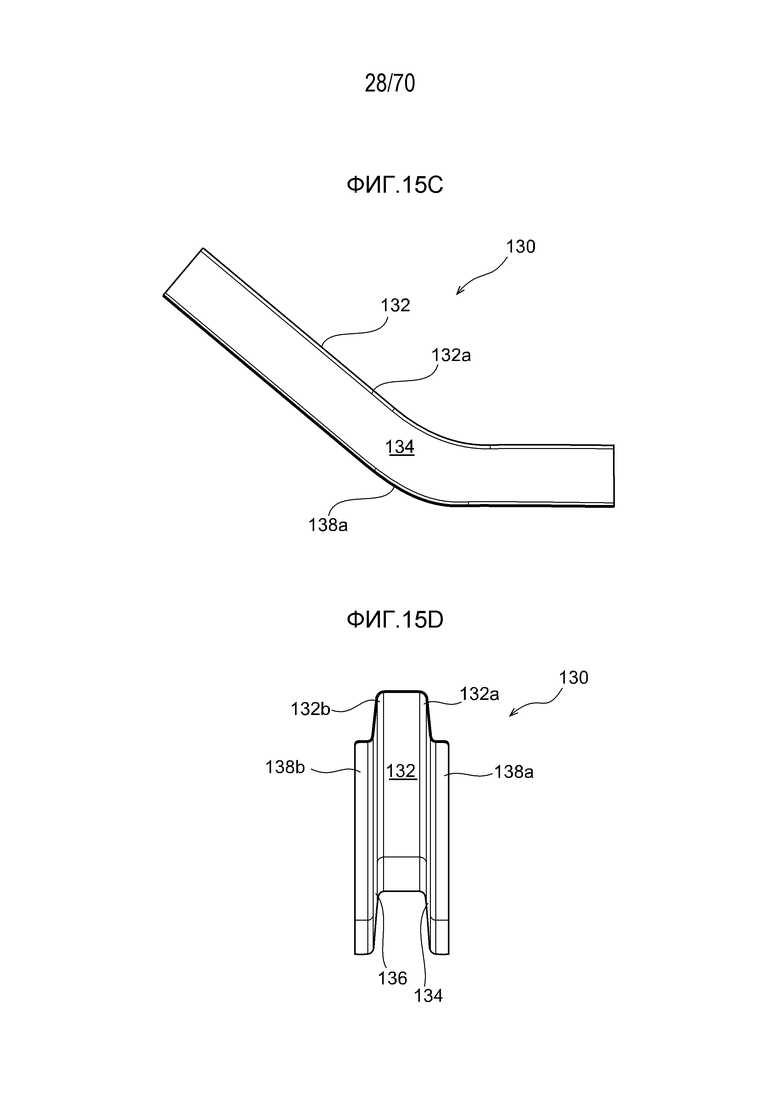
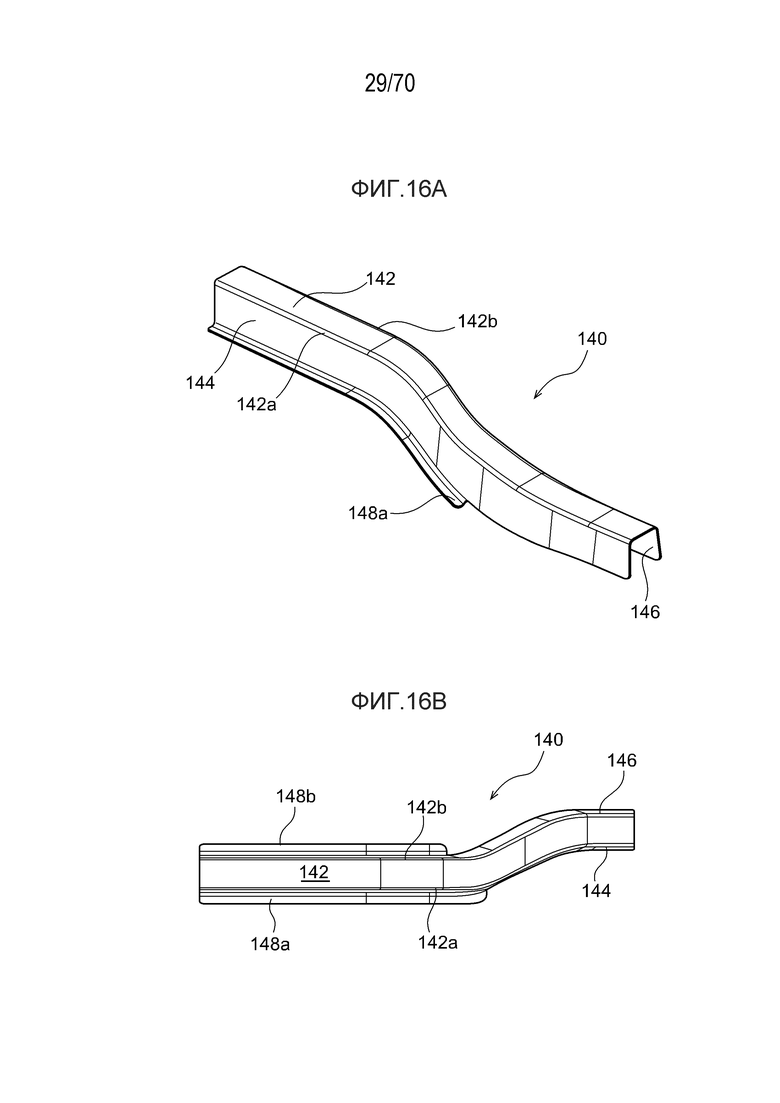
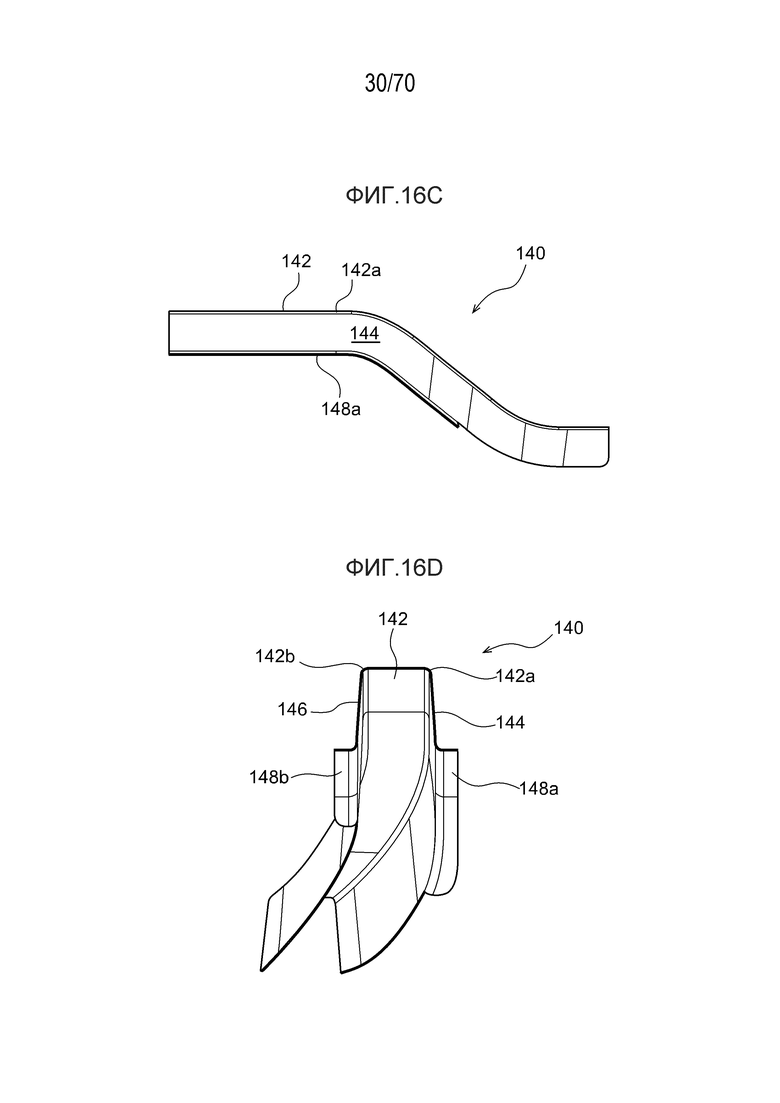
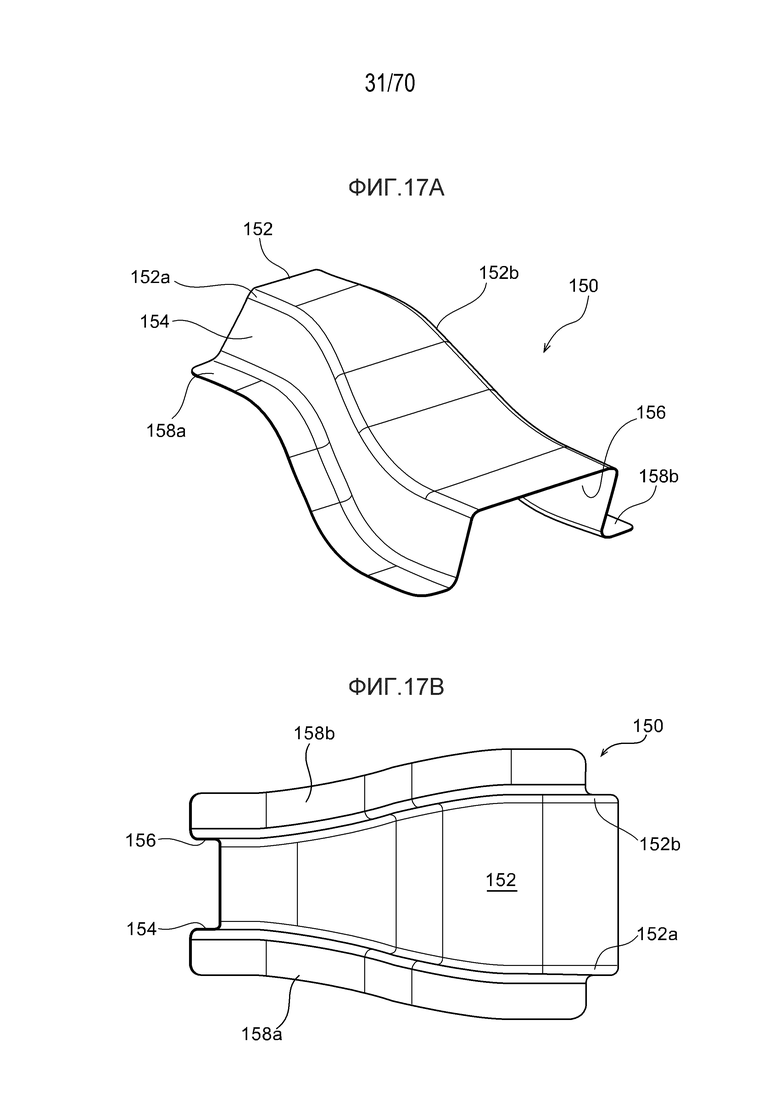


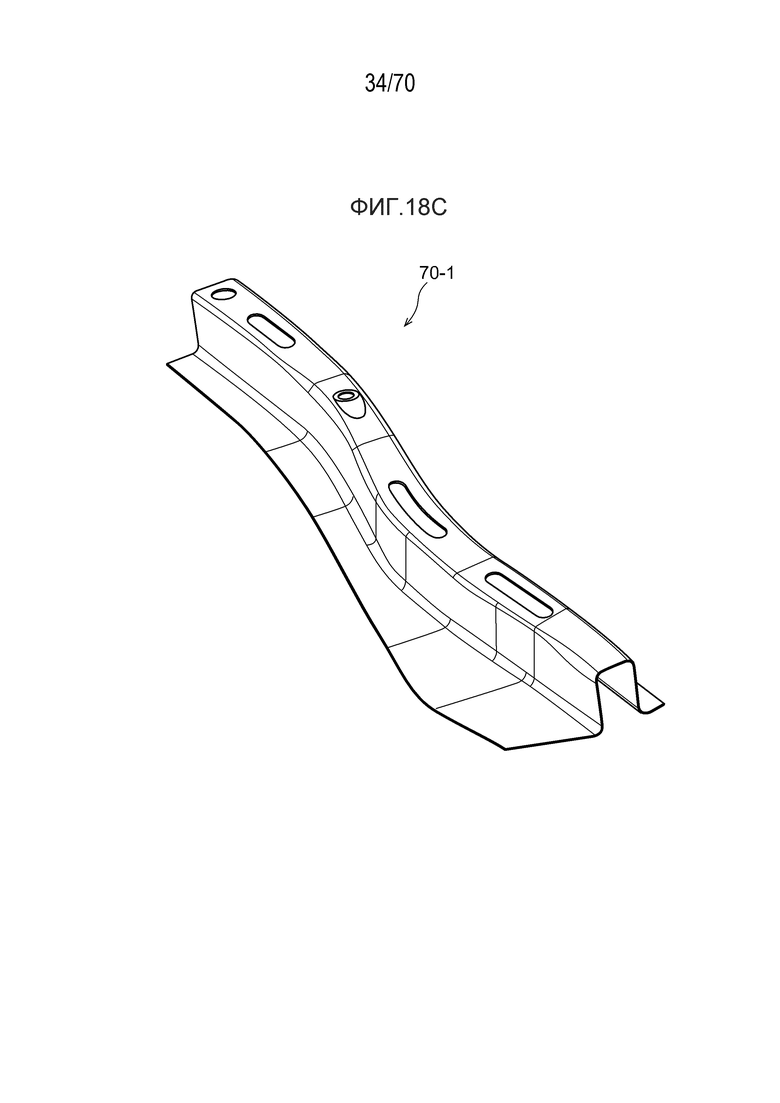

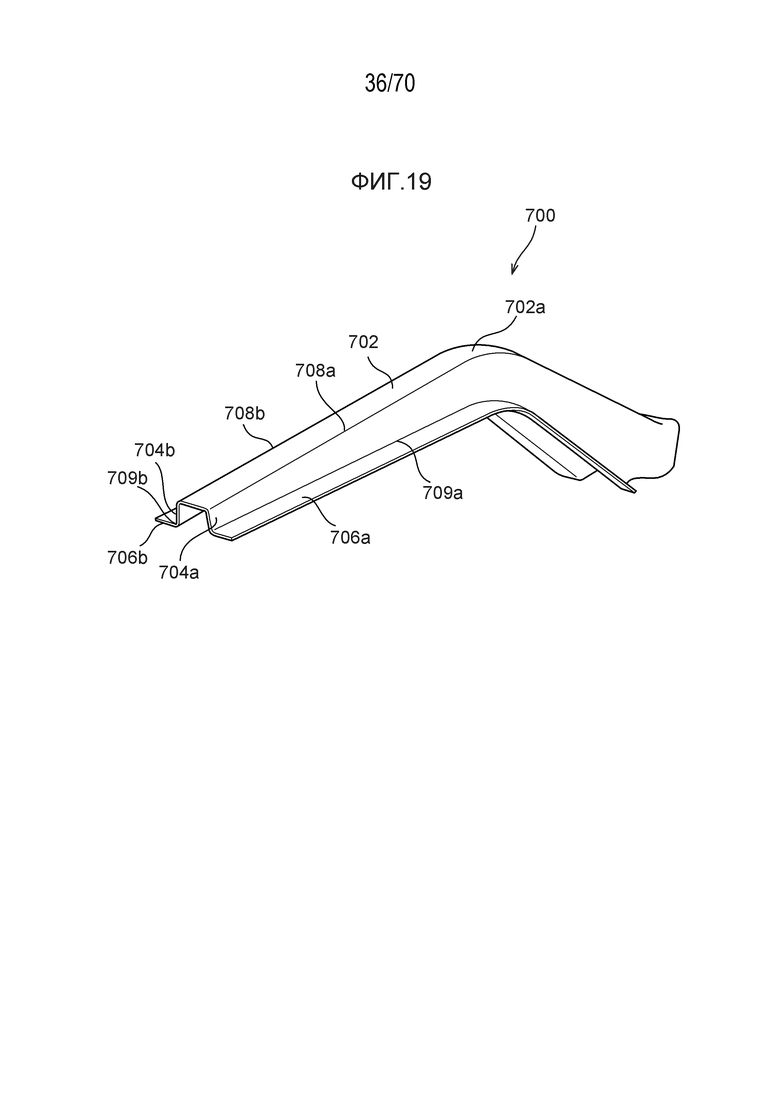
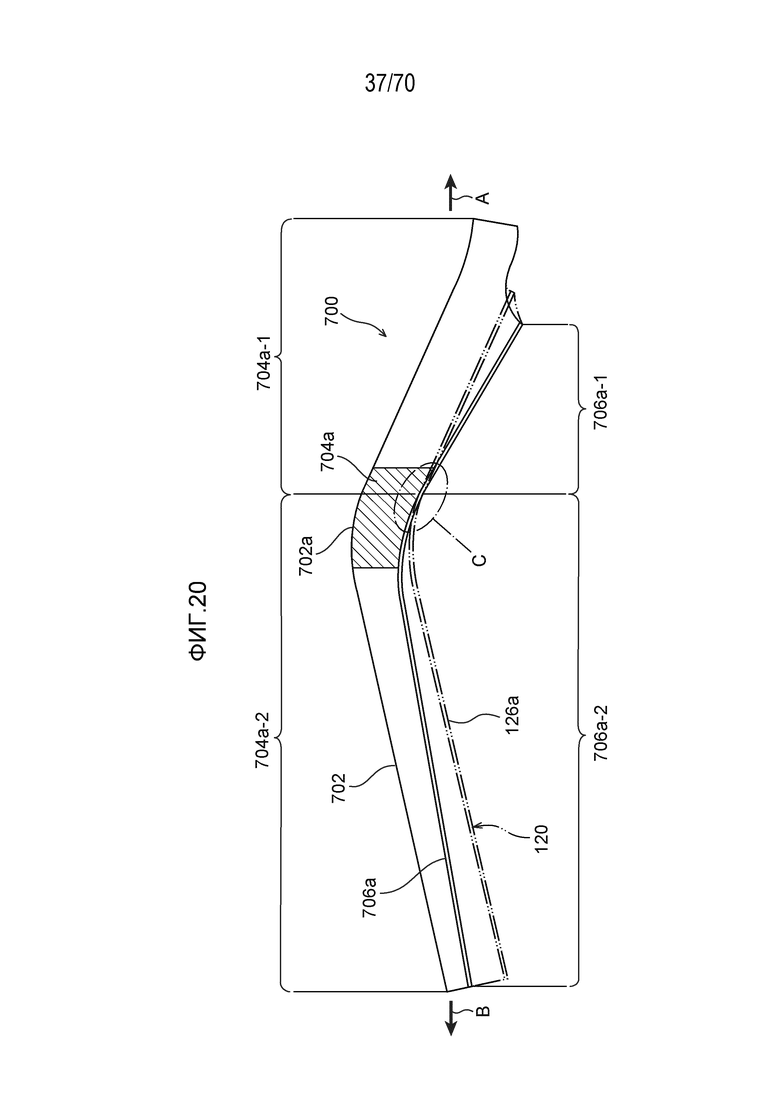
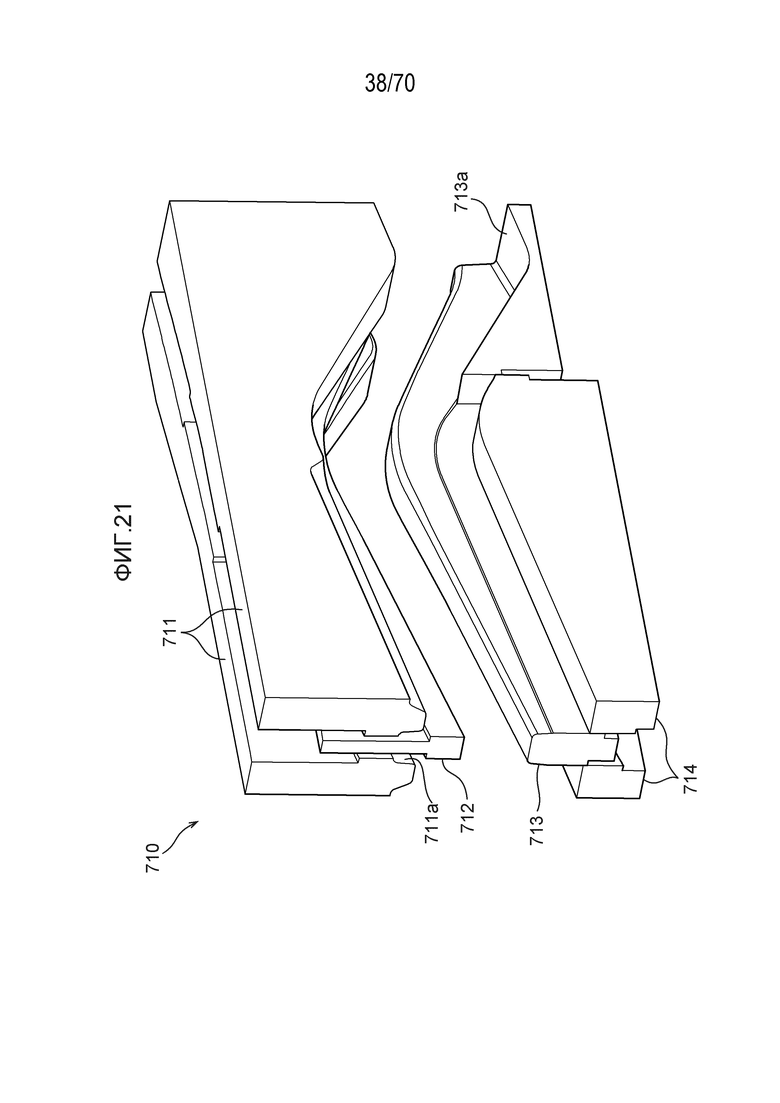
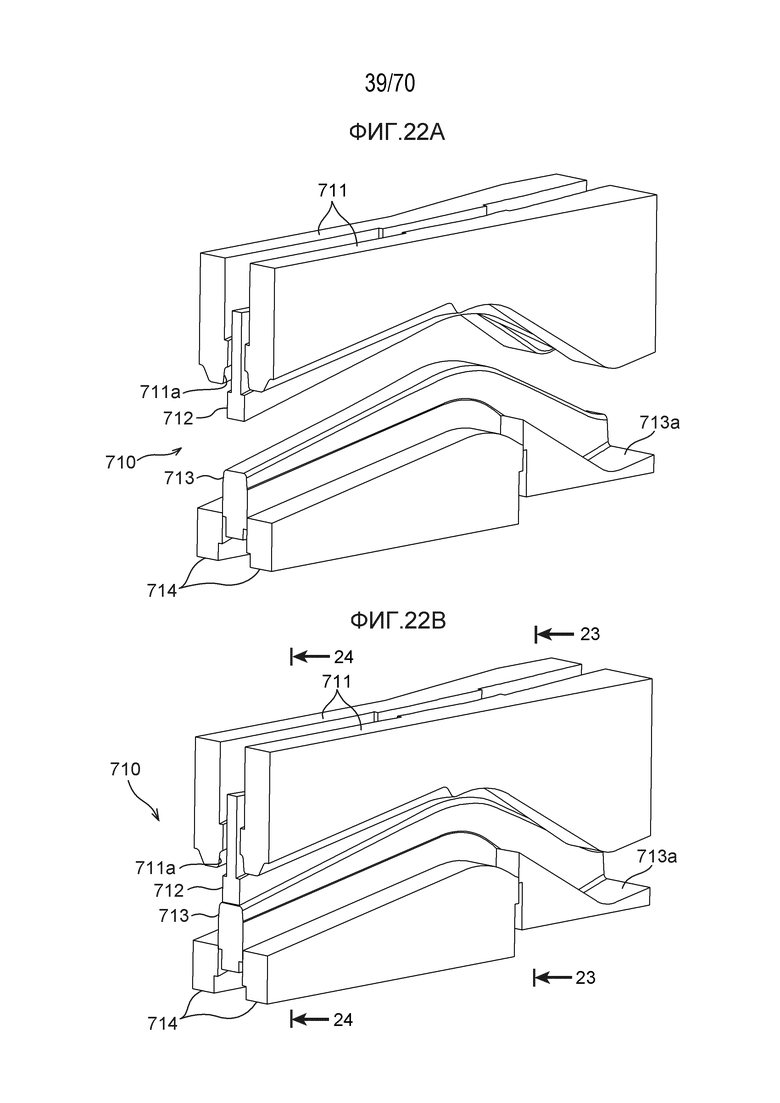
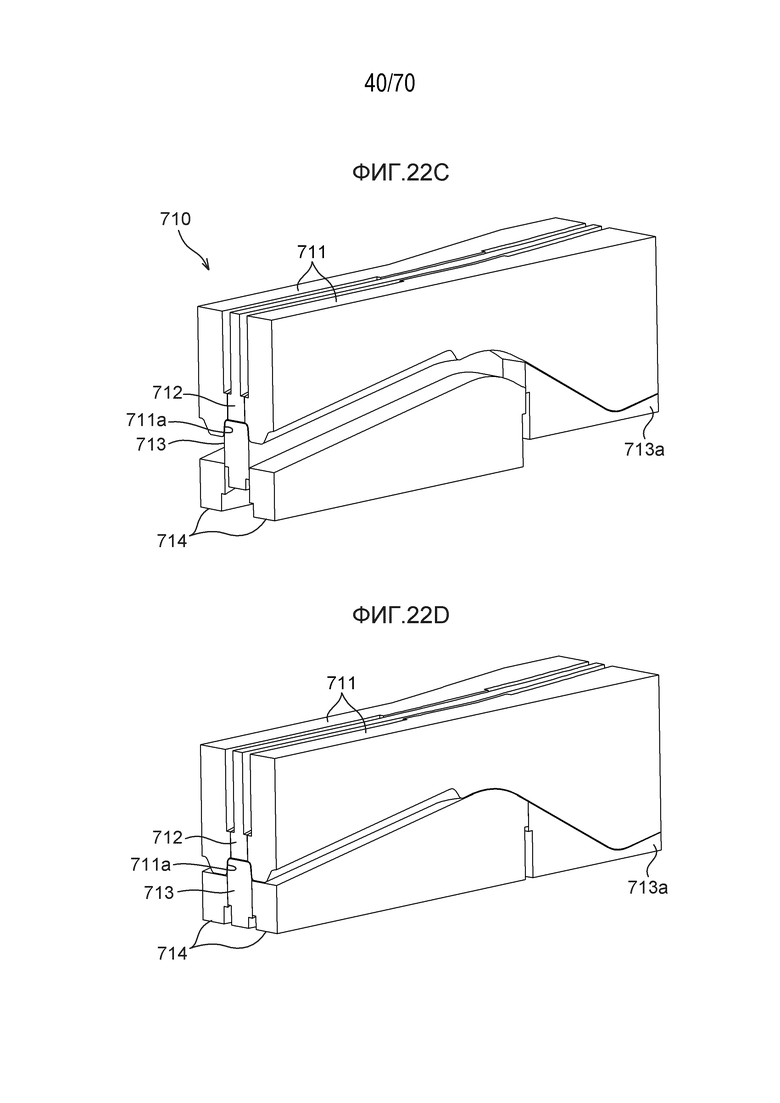
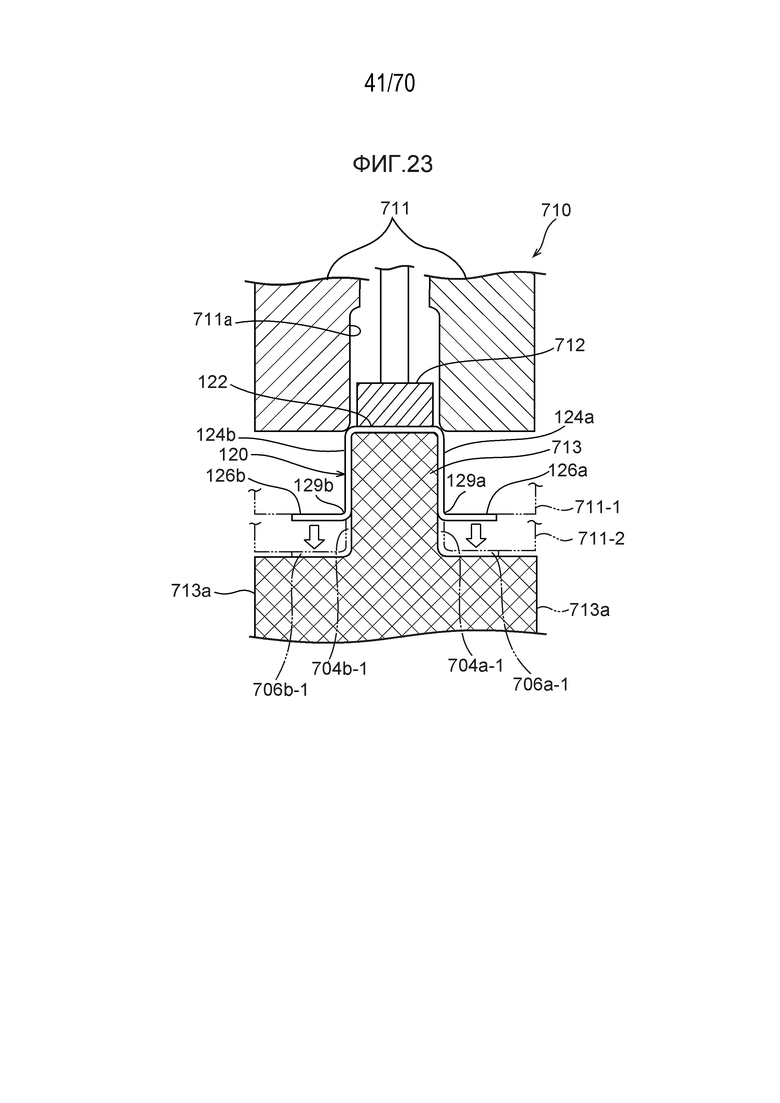
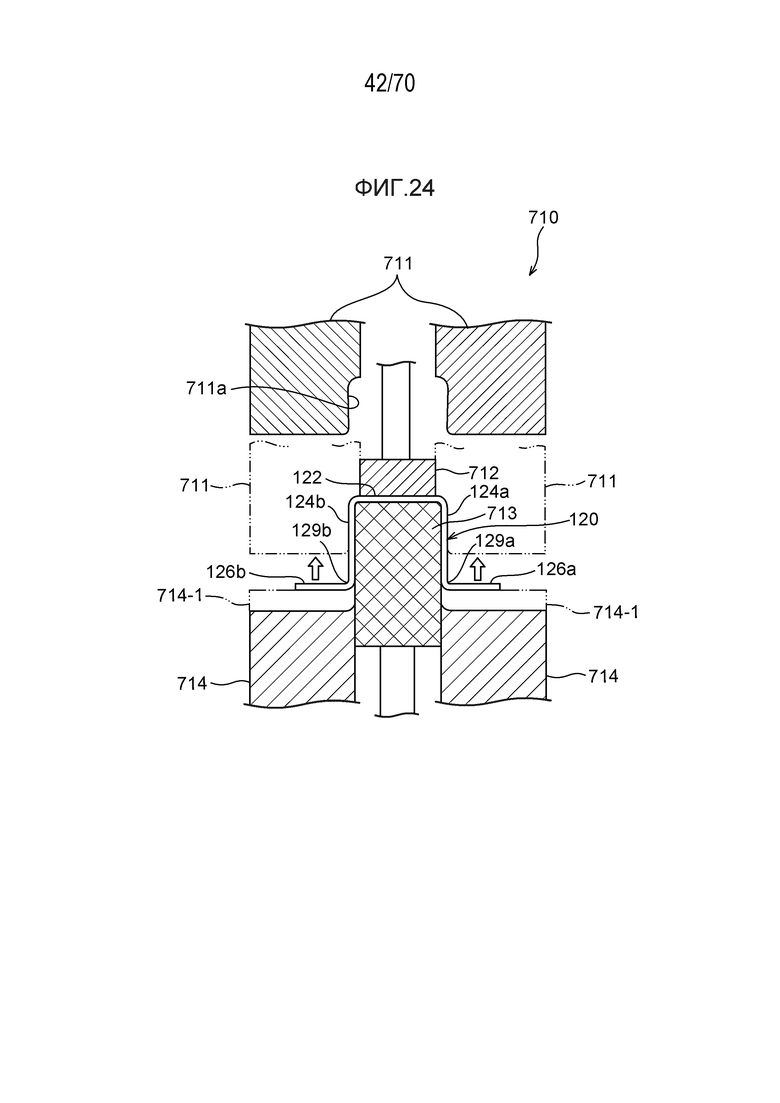

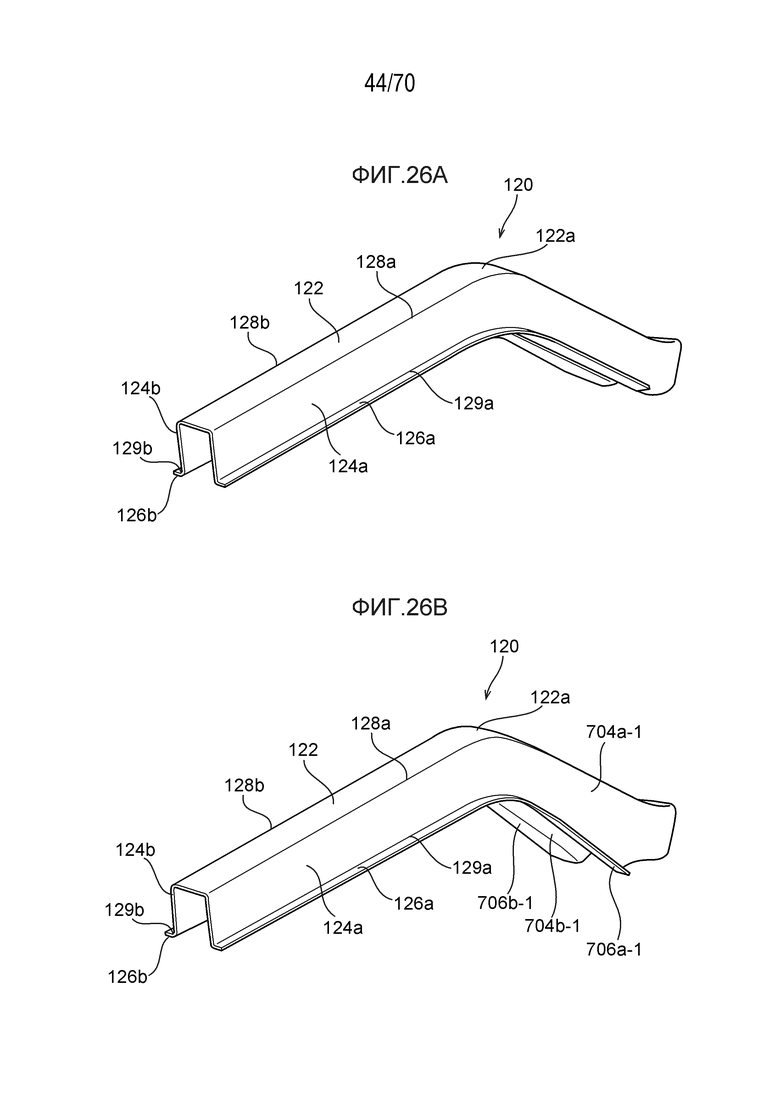
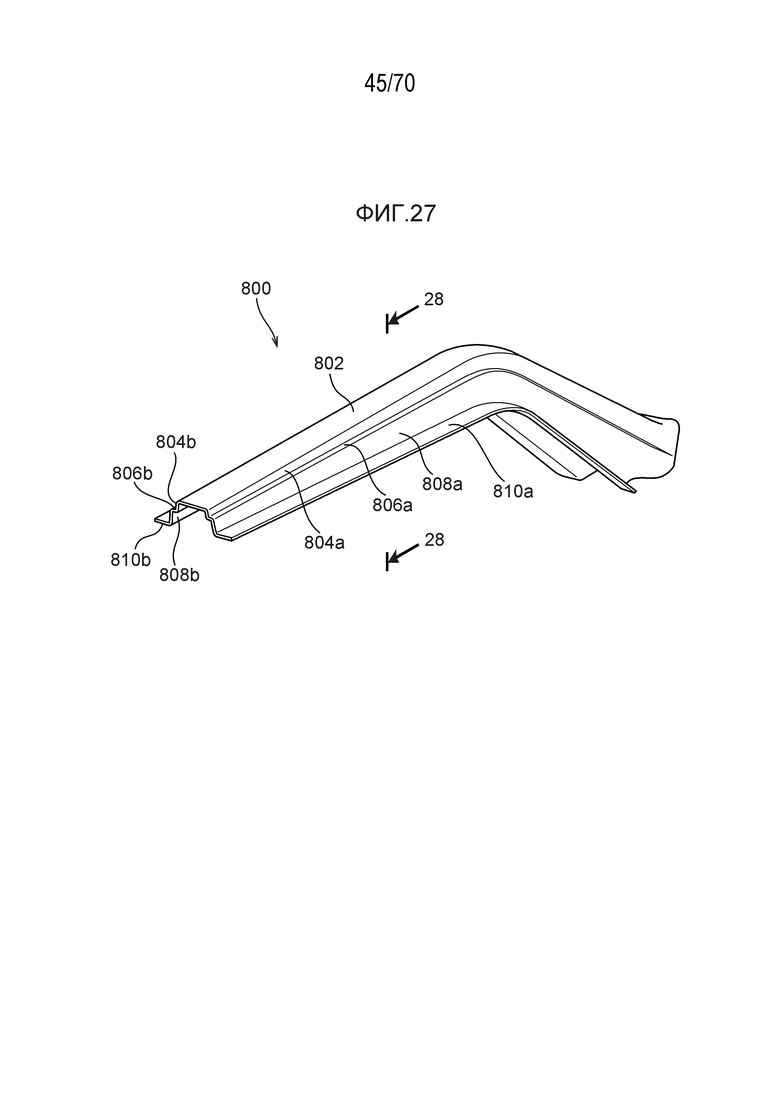
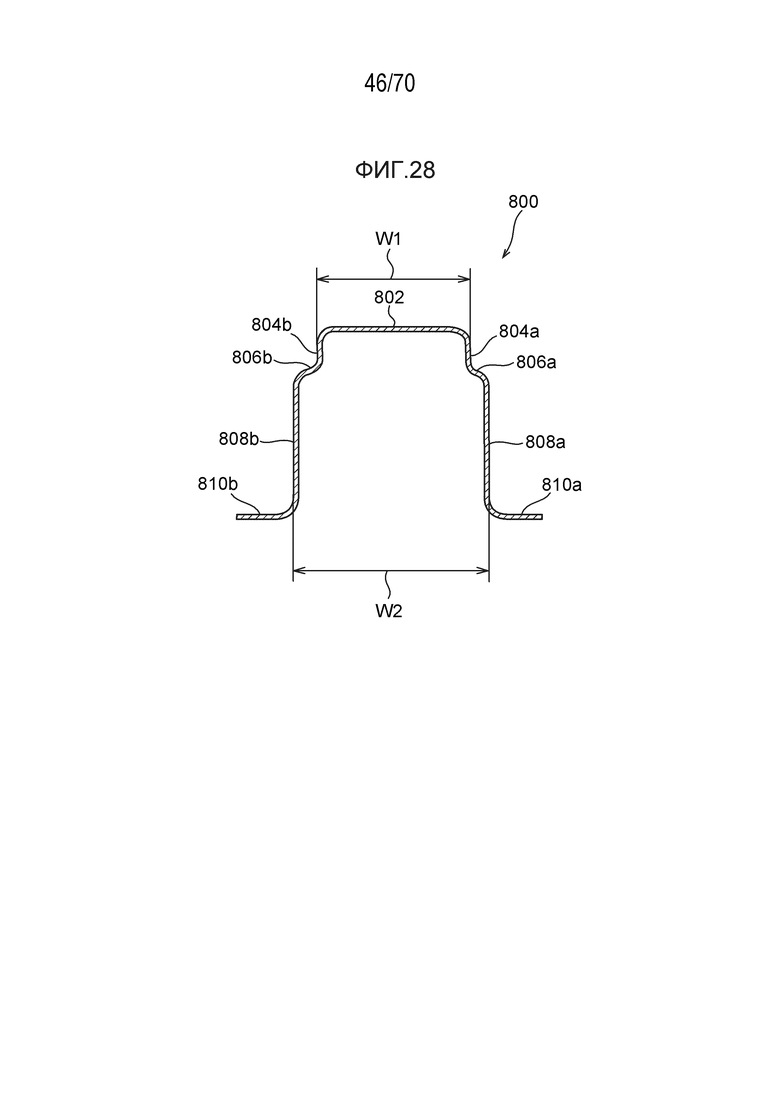
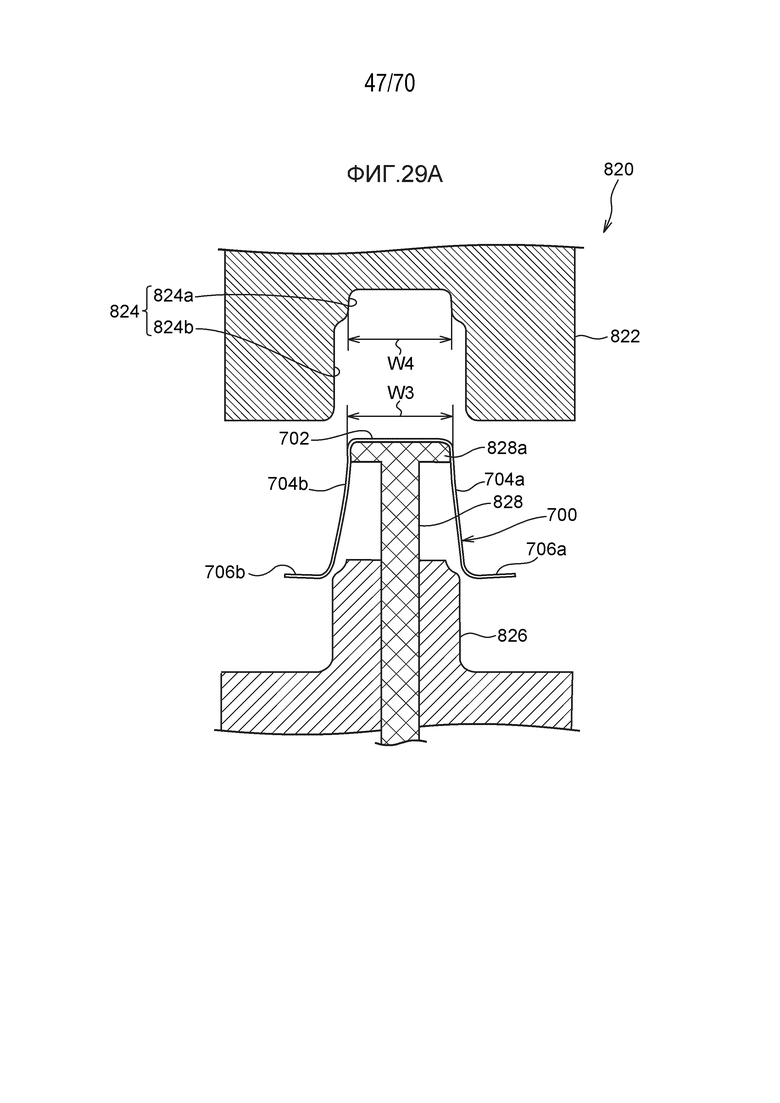
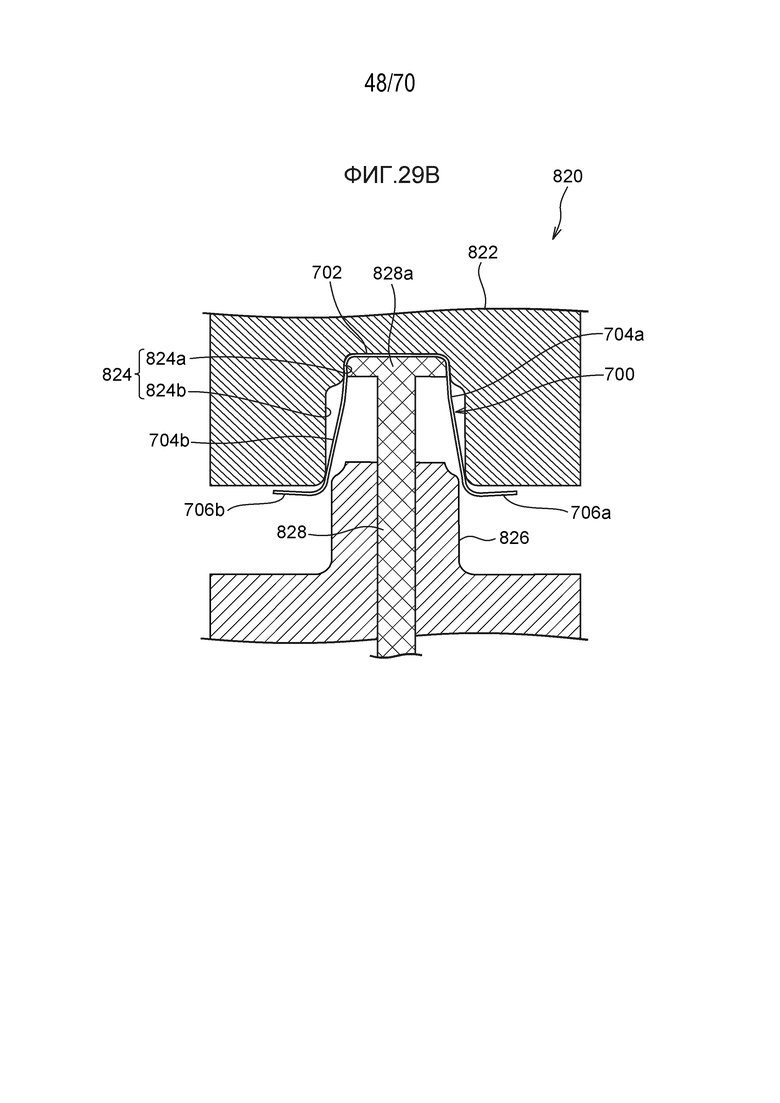
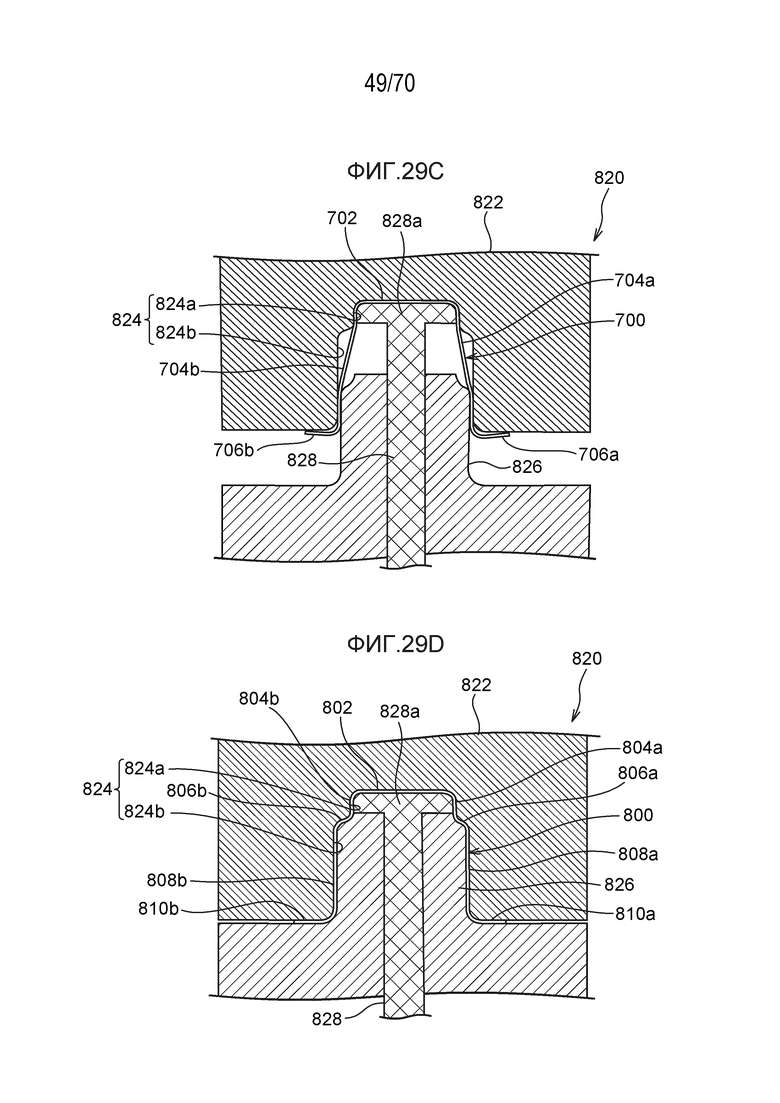
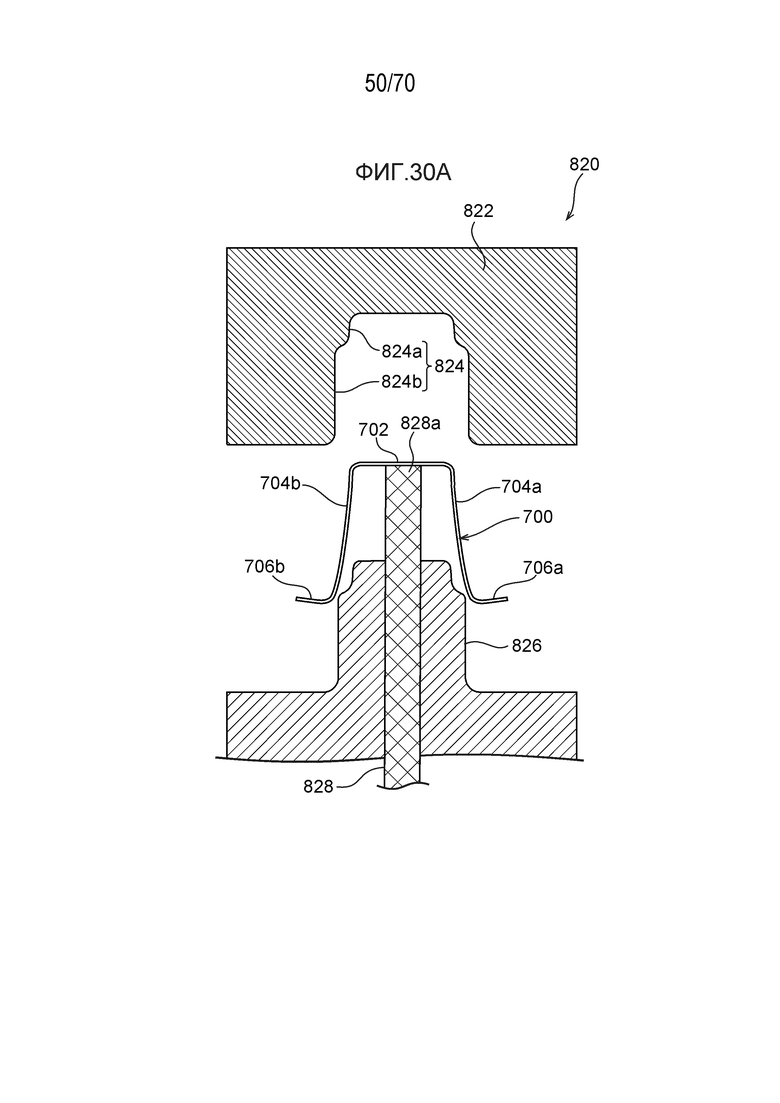

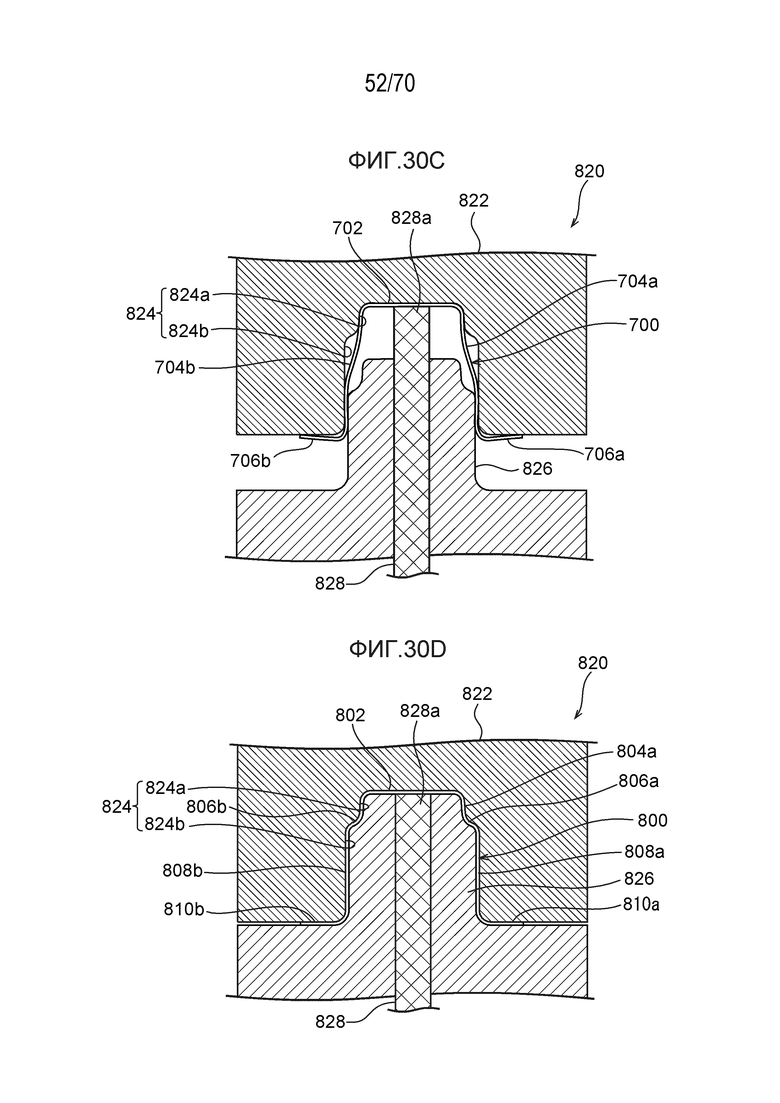

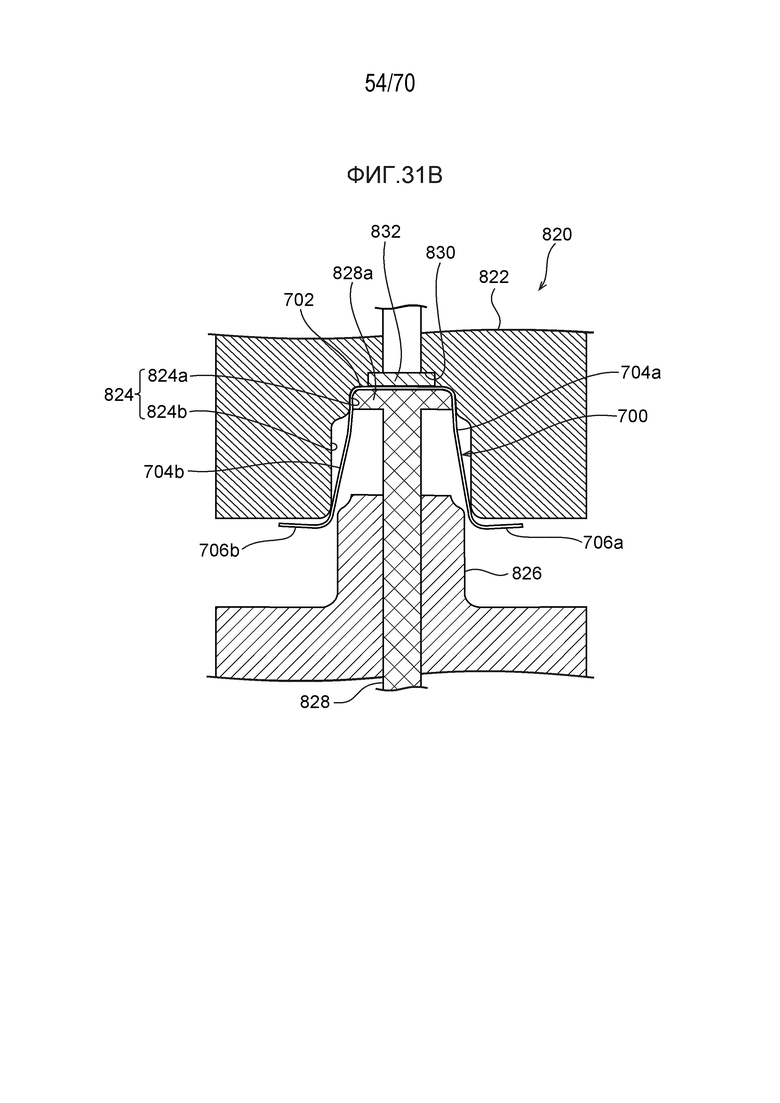
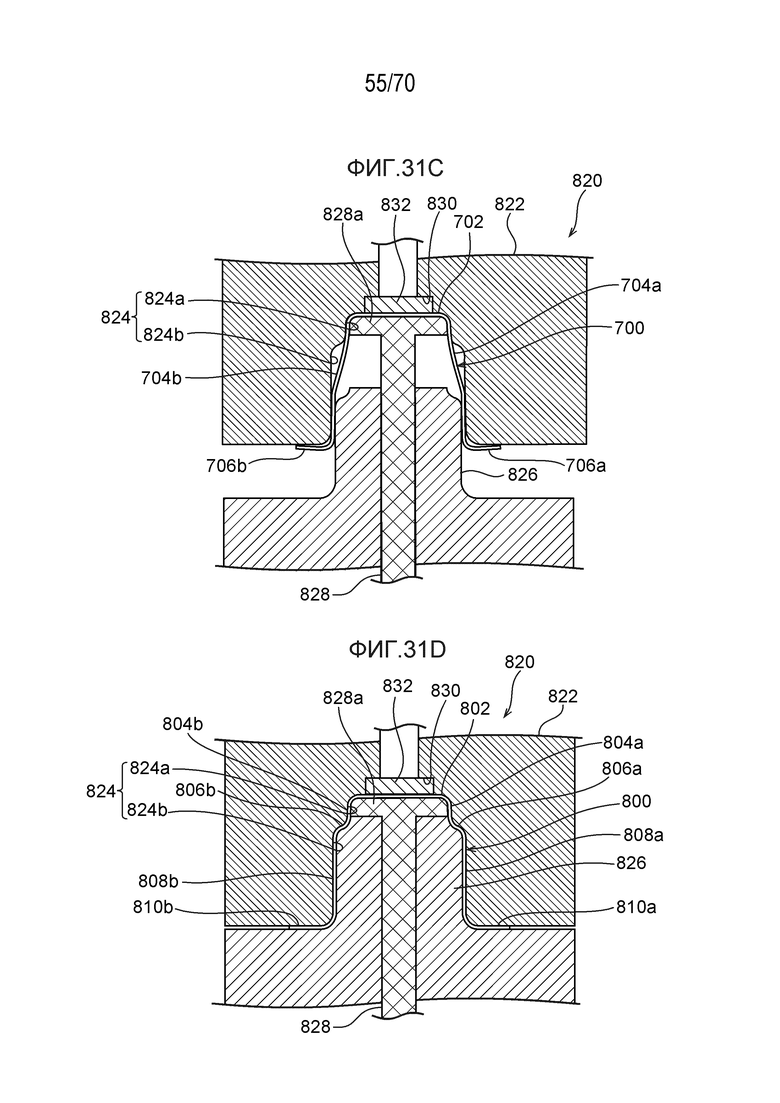
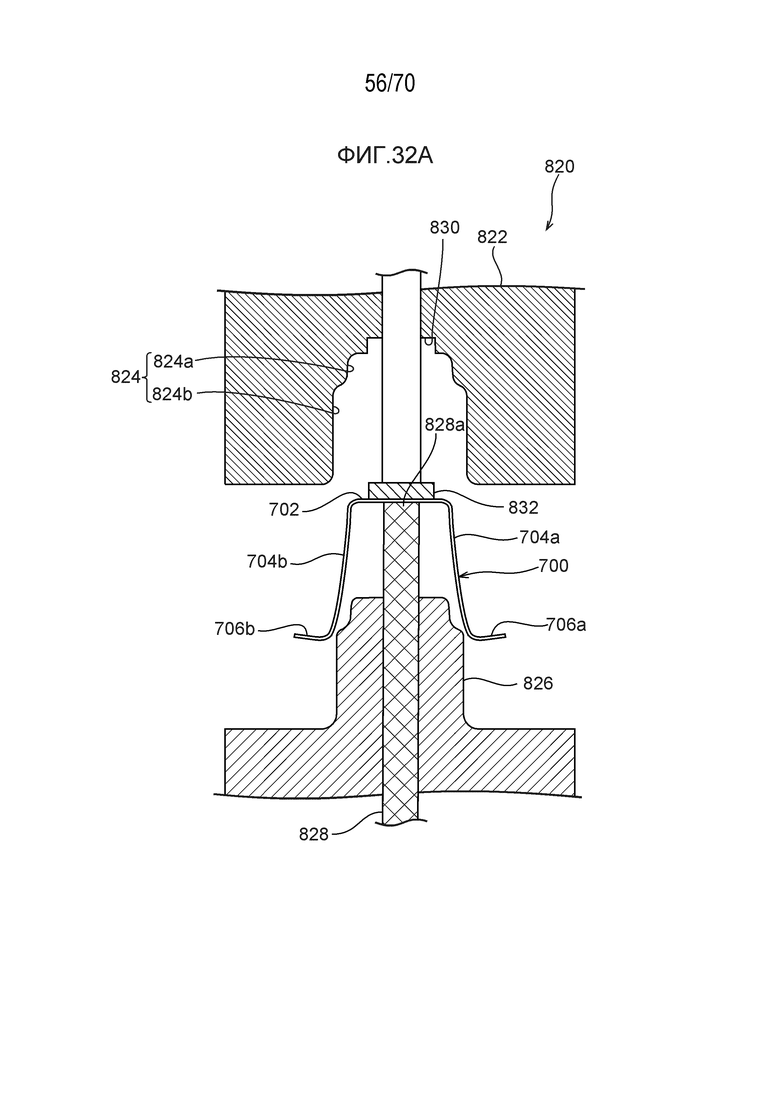
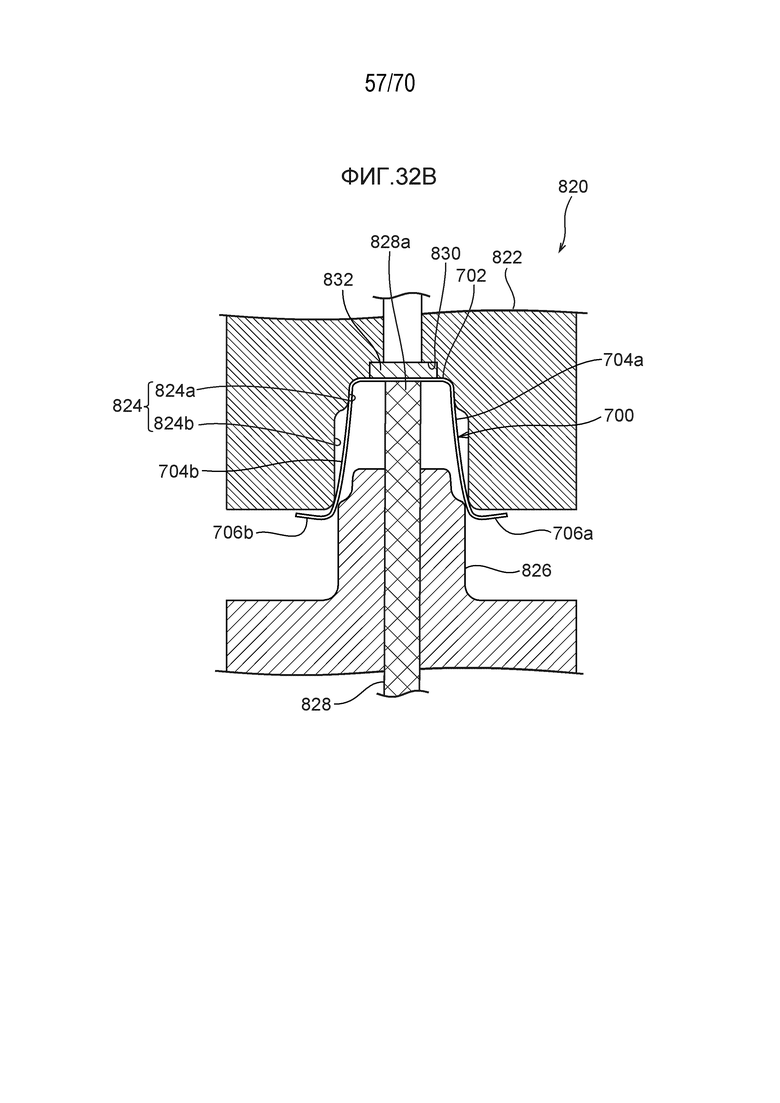
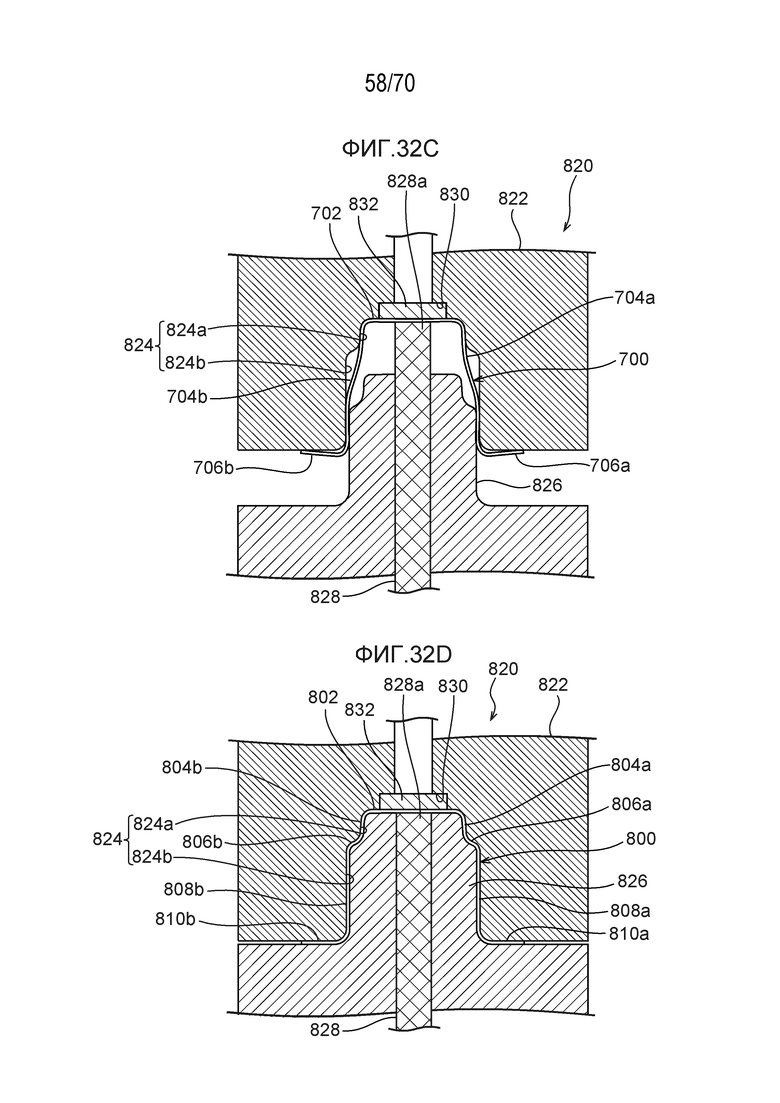
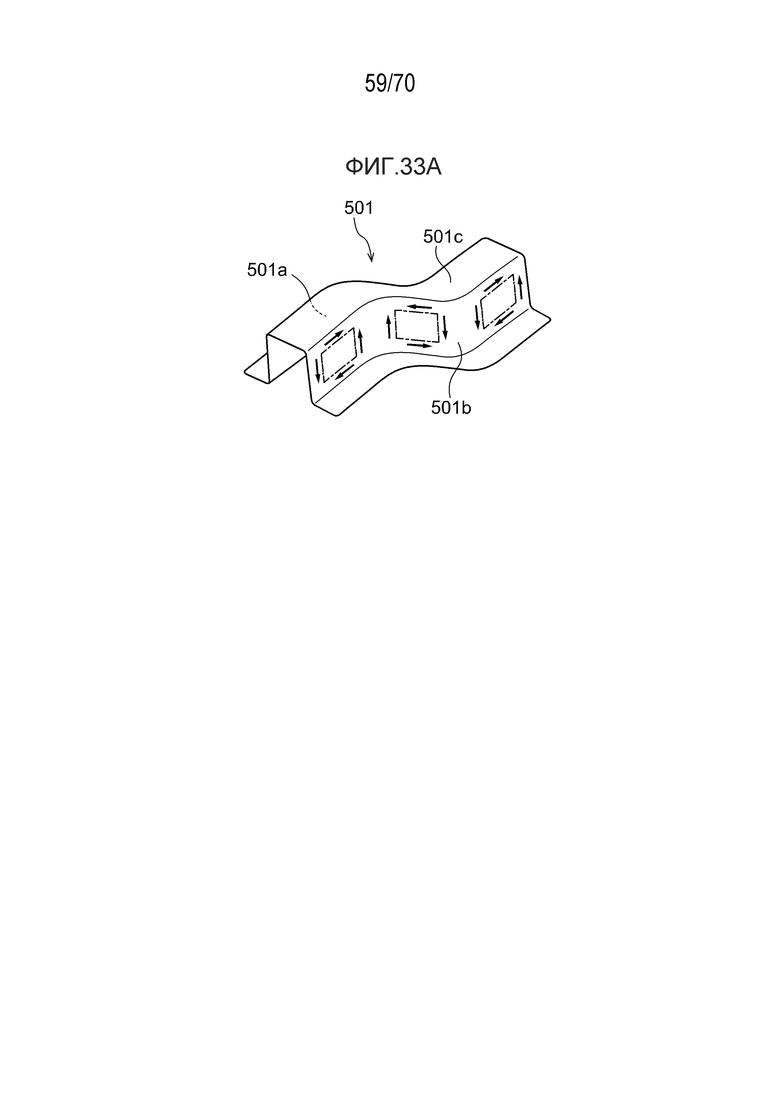
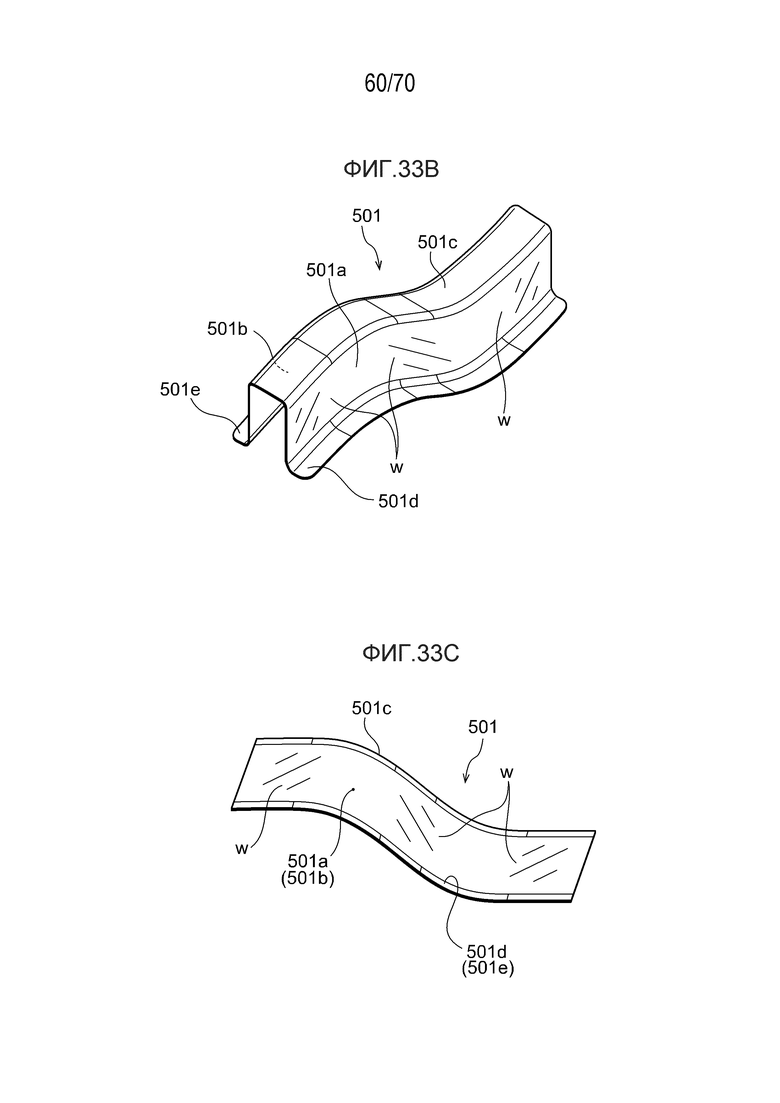



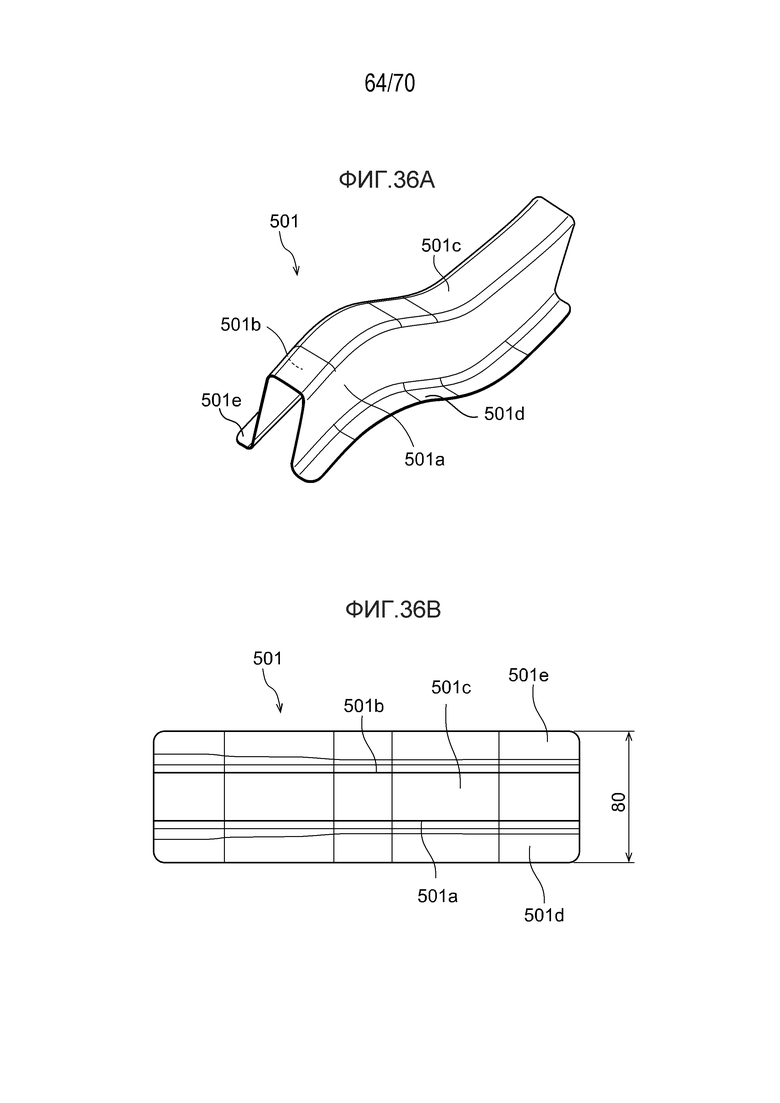
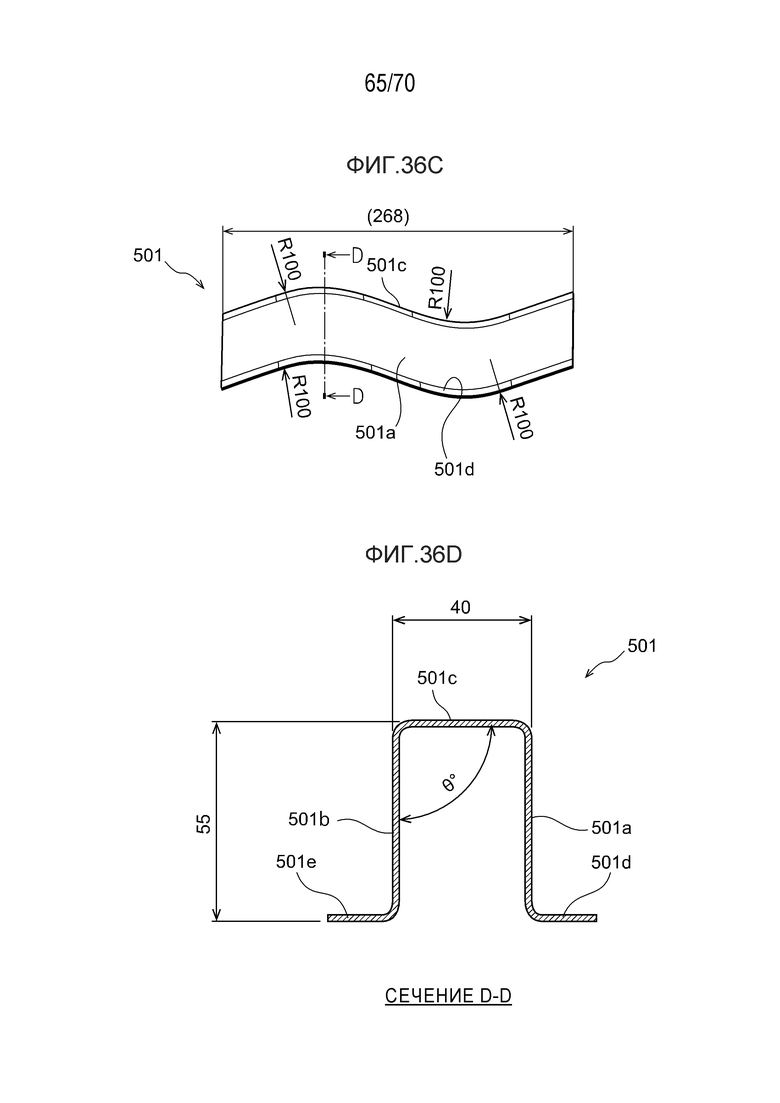
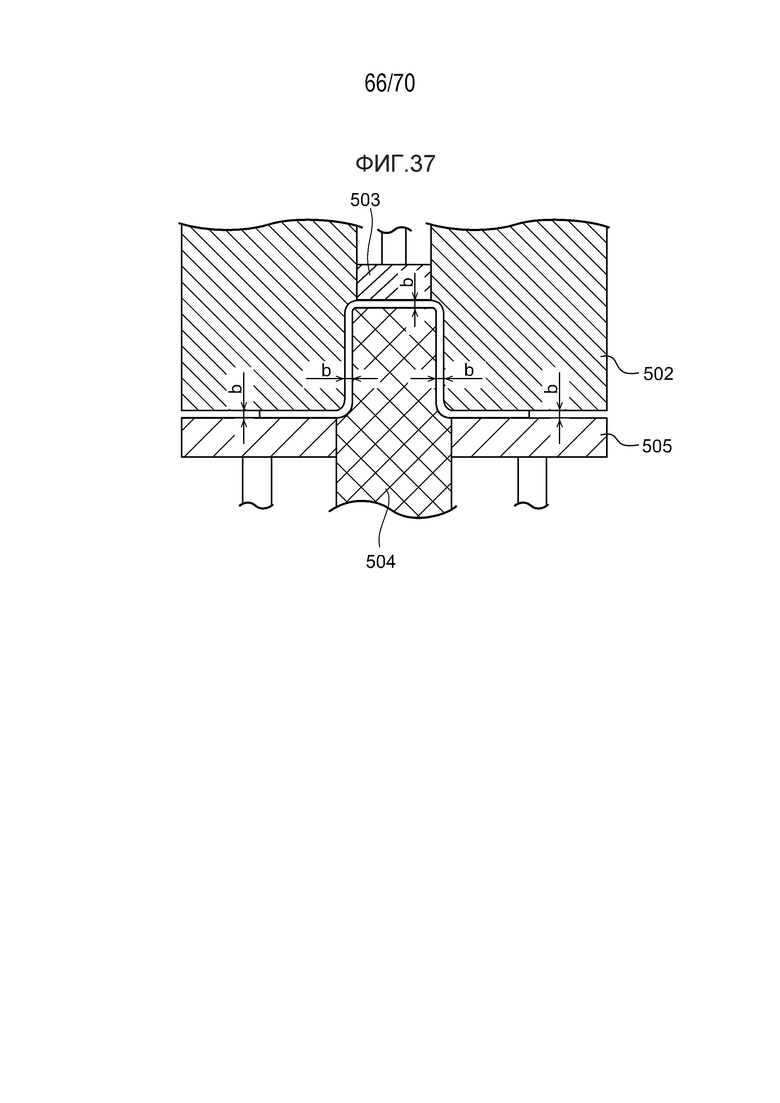
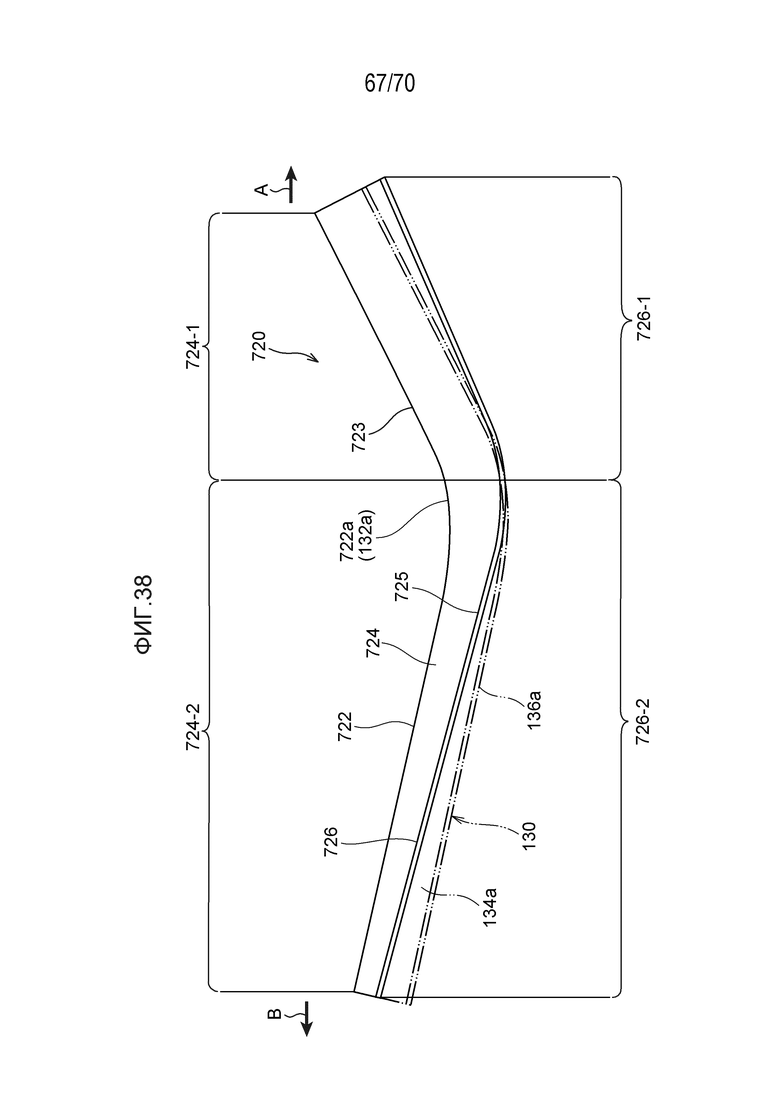
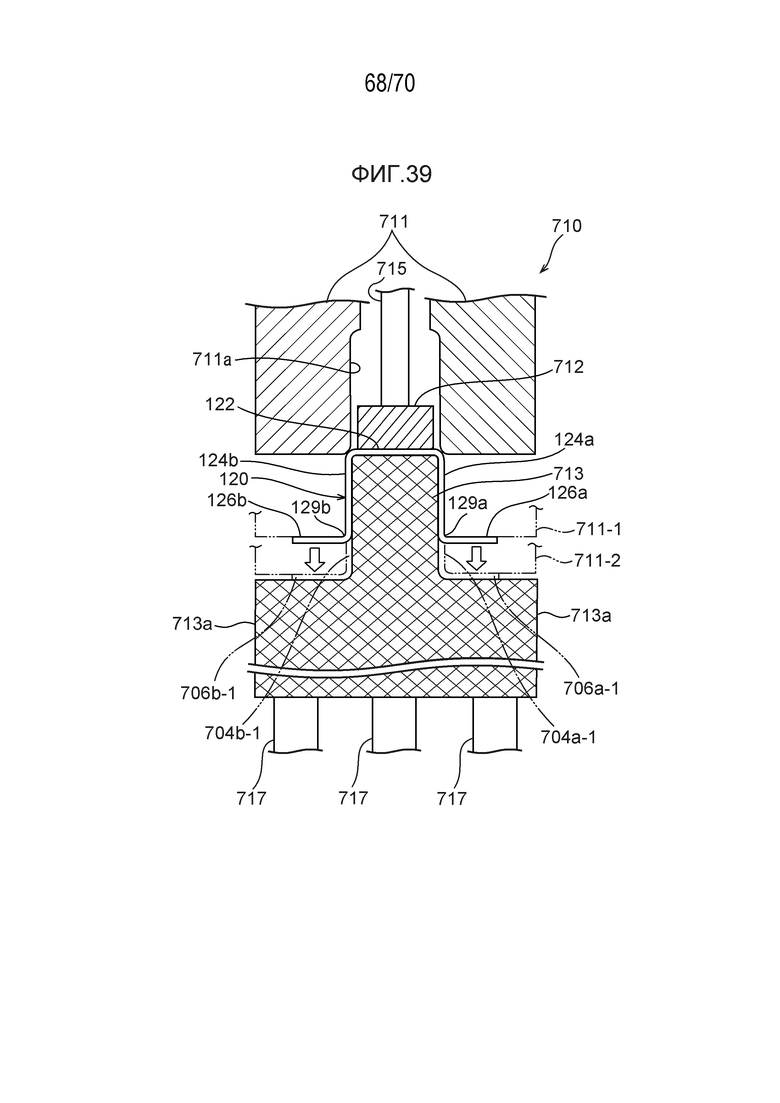
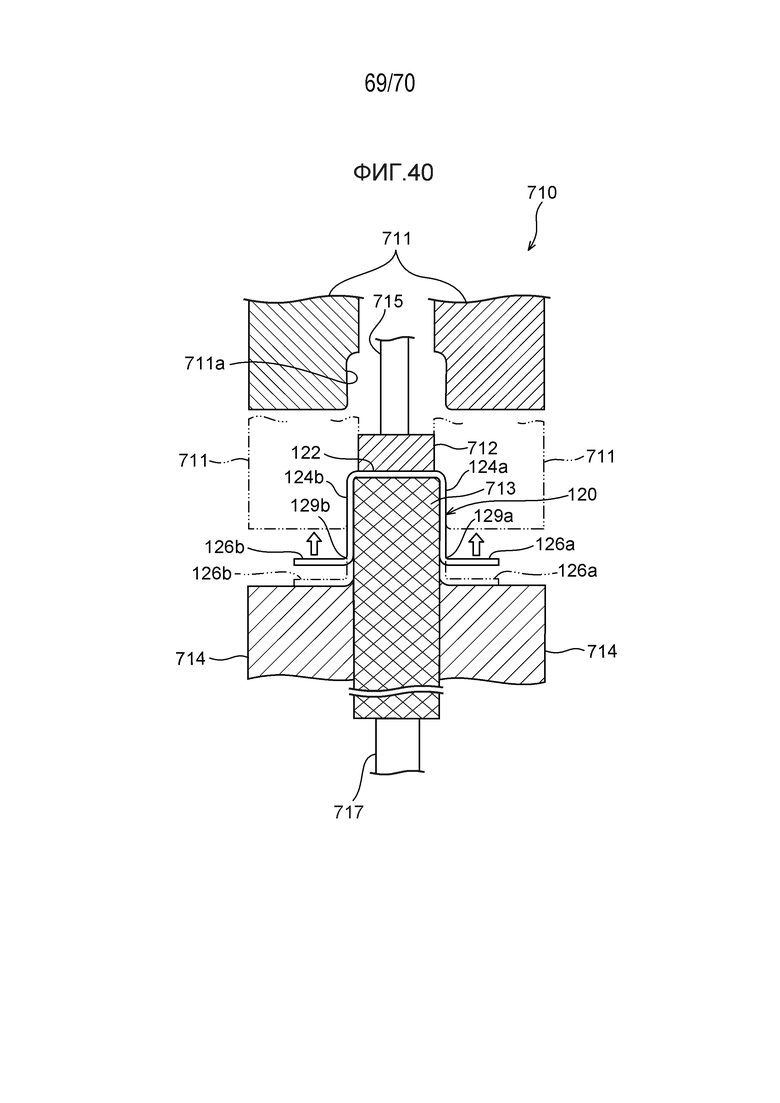
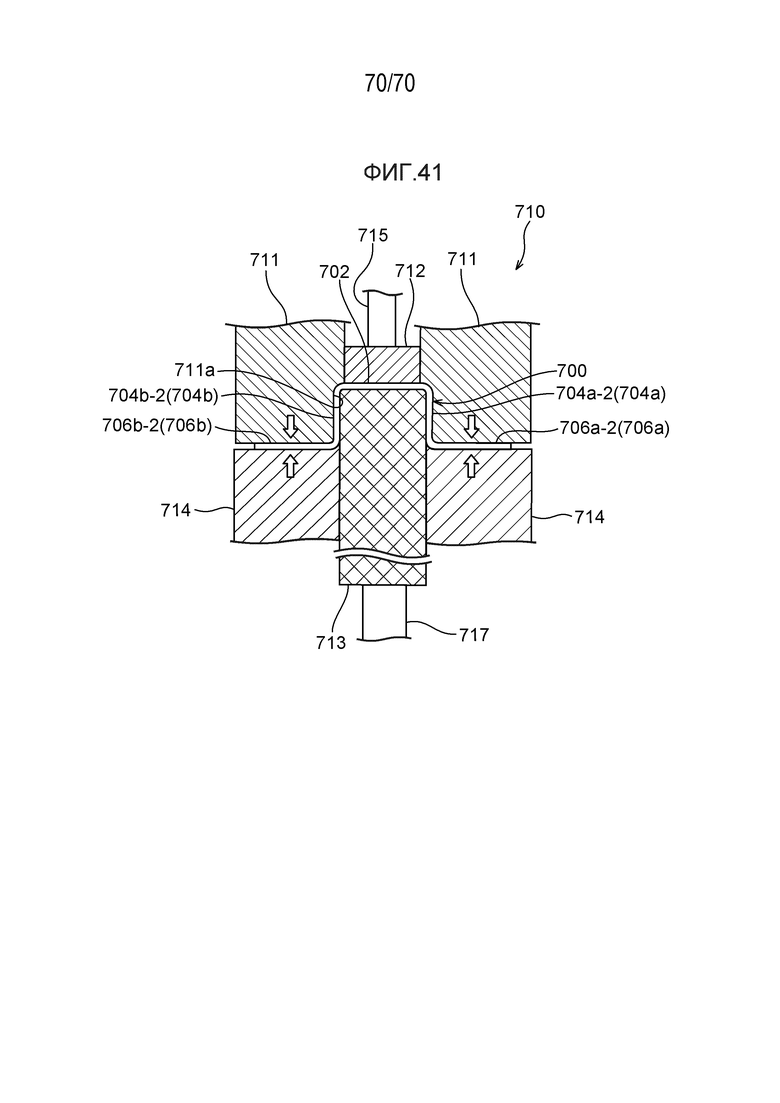
Изобретение относится к области обработки металлов давлением, в частности к получению компонентов в форме шляпы. На этапе зажимания зажимают верхнюю пластину этого компонента с использованием пуансона и прижима. После этапа зажимания на этапе изгибания и растягивания посредством матрицы изгибают и растягивают вертикальные стенки в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне этого компонента. На этапе изгибания в обратном направлении используют держатель для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне этого компонента. Повышается качество компонента в форме шляпы за счет устранения трещинообразования при изменении его высоты. 9 з.п. ф-лы, 102 ил.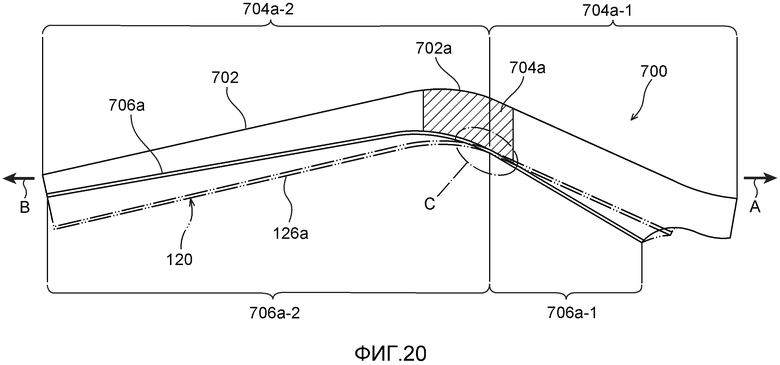
1. Способ изготовления компонента с поперечным сечением в форме шляпы, включающий:
этап зажима, на котором располагают пару вертикальных стенок удлиненного по форме начального формованного компонента, ранее полученного с поперечным сечением в форме шляпы, с продольных сторон пуансона и зажимают верхнюю пластину этого компонента с использованием пуансона и прижима;
после этапа зажима этап изгибания и растягивания, на котором перемещают матрицу, расположенную с обеих продольных сторон прижима, в сторону пуансона и относительно начального формованного компонента и используют матрицу для изгибания и растягивания вертикальных стенок в противоположную от верхней пластины сторону на одной, в направлении по длине, стороне этого компонента; и
после этапа зажима этап изгибания в обратном направлении, на котором перемещают держатель, расположенный с обеих продольных сторон пуансона, в сторону прижима и относительно начального формованного компонента и используют держатель для изгибания вертикальных стенок в обратном направлении, в сторону верхней пластины, на другой, в направлении по длине, стороне этого компонента.
2. Способ по п.1, в котором:
начальный формованный компонент представляет собой изогнутый элемент, включающий изогнутую область, являющуюся выпуклой со стороны внешней поверхности верхней пластины, если смотреть сбоку;
на этапе изгибания и растягивания вертикальные стенки изгибают и растягивают с одной стороны от изогнутой области, если смотреть в направлении по длине;
на этапе изгибания в обратном направлении вертикальные стенки изгибают в обратном направлении с другой стороны от изогнутой области, если смотреть в направлении по длине; и
этап изгибания в обратном направлении выполняют после этапа изгибания и растягивания.
3. Способ по п.1, в котором:
начальный формованный компонент представляет собой изогнутый элемент, включающий изогнутую область, являющуюся выпуклой со стороны внутренней поверхности верхней пластины, если смотреть сбоку;
на этапе изгибания и растягивания вертикальные стенки изгибают и растягивают с одной стороны от изогнутой области, если смотреть в направлении по длине;
на этапе изгибания в обратном направлении вертикальные стенки изгибают в обратном направлении с другой стороны от изогнутой области, если смотреть в направлении по длине; и
этап изгибания и растягивания выполняют после этапа изгибания в обратном направлении.
4. Способ по п.2 или 3, в котором:
область вертикальной стенки, которую растягивают на этапе изгибания и растягивания, и область вертикальной стенки, которую изгибают в обратном направлении на этапе изгибания в обратном направлении, являются смежными, если смотреть в направлении по длине компонента с поперечным сечением в форме шляпы;
на этапе изгибания и растягивания степень изгибания и растягивания вертикальных стенок увеличивают с приближением к краю упомянутой одной стороны начального формованного компонента; и
на этапе изгибания в обратном направлении степень изгибания вертикальных стенок в обратном направлении увеличивают с приближением к краю упомянутой другой стороны начального формованного компонента.
5. Способ по любому из пп. 1-4, который включает этап начального формования, на котором получают начальный изогнутый компонент и на котором:
центральную часть металлического листа зажимают при помощи пуансона для начального формования и прижима для начального формования, чтобы получить металлический лист, изогнутый в направлениях вверх и вниз;
обе боковые части металлического листа зажимают при помощи матрицы для начального формования и держателя для начального формования, расположенного с обеих продольных сторон пуансона для начального формования; и
получают начальный формованный компонент путем перемещения пуансона для начального формования и прижима для начального формования в вертикальном направлении относительно упомянутых держателя и матрицы.
6. Способ по любому из пп. 1-5, в котором начальный формованный компонент получают из стального листа, имеющего толщину от 0,8 до 3,2 мм и прочность на растяжение от 200 до 1960 МПа.
7. Способ по любому из пп. 1-6, который дополнительно включает:
этап правки, на котором правят компонент с поперечным сечением в форме шляпы, для которого выполнены этап изгибания и растягивания и этап изгибания в обратном направлении, причем этап правки включает следующие этапы, на которых:
располагают компонент с поперечным сечением в форме шляпы между пуансоном для правки и матрицей для правки, расположенными друг против друга, и обеспечивают опору для верхней пластины этого компонента на стороне пуансона для правки при помощи опорного элемента, продолжающегося от пуансона для правки в сторону матрицы для правки;
помещают верхнюю пластину компонента с поперечным сечением в форме шляпы в первую, верхнюю область углубления для формования, которое выполнено в матрице для правки и открыто в сторону пуансона для правки, зажимают верхнюю пластину с использованием опорного элемента и матрицы для правки и позиционируют компонент с поперечным сечением в форме шляпы в направлении по ширине с использованием первой области углубления и пары вертикальных стенок этого компонента; и
вводят пуансон для правки во вторую область углубления, находящуюся с открытой стороны этого углубления и имеющую ширину, которая больше ширины первой области углубления, и правят компонент с поперечным сечением в форме шляпы с использованием пуансона для правки и матрицы для правки.
8. Способ по п.7, в котором на этапе правки компонент с поперечным сечением в форме шляпы правят с использованием пуансона для правки и матрицы для правки в таком состоянии этого компонента, когда фланцы, расположенные на его обоих продольных краях, являются свободными.
9. Способ по п.7 или 8, в котором на этапе правки прижим для правки, являющийся частью матрицы для правки, выдвигают в сторону пуансона для правки, и верхнюю пластину компонента с поперечным сечением в форме шляпы, опорой которой служит опорный компонент, помещают в первую область углубления при ее одновременном зажимании при помощи прижима для правки и опорного элемента.
10. Способ по любому из пп.7-9, в котором применяемый опорный элемент приводят в контакт с парой вертикальных стенок компонента с поперечным сечением в форме шляпы.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

