Предлагаемое техническое решение относится к композиционным материалам и технологии их получения, используемым в различных областях техники, в частности, в ракетной, авиационной и минно-торпедном вооружении, а именно, к обечайке защиты боевого зарядного отделения, в которых изделия работают в условиях криогенных температур, аэродинамического и теплового нагрева в ситуации внешнего пожара и высоких рабочих давлений.
Из патентной литературы известны композиционные материалы, работающие как при криогенных температурах, так и в условиях аэродинамического нагрева, содержащие вещества обеспечивающие теплозащиту за счет протекания эндотермических реакций со значительным поглощением тепла (патент США 5,322,725).
Из-за сложности и длительности технологического цикла послойного формирования композиционного материала теплозащиты предложенная конструкция недостаточно надёжна и не обеспечивает теплозащиту при высоких температурах 8000С и выше.
Это недостаток частично устранён в техническом решении по патенту США 6,663,051, выбранном заявителем в качестве ближайшего аналога. В многослойном изделии, работающем при значительных термических нагрузках, содержащем сотовый наполнитель в качестве демпферного слоя, и отдельные слои, содержащие компоненты, обеспечивающие протекание эндотермических реакций при нагреве. При этом газообразные продукты термической диссоциации эндотермических реакций выводятся через соты навстречу действия теплового потока.
В способе изготовления такого многослойного изделия, заключающемся в нанесении на металлическую основу, служащую элементом крепления, теплоизоляционного материала, содержащего эндотермические компоненты, покрытого слоем сотового наполнителя, закрытого сверху пористым износостойким слоем, обеспечивающим одновременно выход газообразных продуктов термического разложения эндотермических компонентов и эрозионную стойкость от внешнего воздействия.
Недостаток указанного технического решения заключается в длительности цикла изготовления и низкой эксплуатационной надёжности термической защиты, связанной с дискретностью слоёв, на границе которых возможно расслоение, приводящее к нарушению эффективности тепловой защиты.
Заявляемые решения относятся к группе изобретений, связанных между собой и образующих единый изобретательский замысел.
Технической проблемой, решаемой предполагаемым изобретением, является обеспечение эксплуатационной надёжности обечайки тепловой изоляции в условиях криогенных температур, аэродинамического и теплового нагрева в ситуации внешнего пожара и высоких рабочих давлений.
Техническим результатом является повышение эксплуатационной надежности обечайки при одновременном упрощении способа ее изготовления.
Заявленный технический результат достигается тем, что в обечайке тепловой изоляции, содержащей сотовый наполнитель, согласно изобретению, сотовый наполнитель выполнен из тканого материала, а соты заполнены неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния.
Кроме того, армирующие присадки выполнены в форме ворсинок карбида кремния длиной 200-400 мкм и диаметром 20-40 нм.
Сотовый наполнитель выполнен из препрега на основе стеклоткани, базальтового волокна или углеродных тканых материалов.
Также заявленный технический результат достигается тем, что в способе изготовления обечайки тепловой изоляции, включающем формообразование заготовки сотового наполнителя, согласно изобретению, заготовку сотового наполнителя получают по форме требуемой геометрии обечайки, после чего соты наполнителя послойно заполняют неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния, каждый слой сушат потоком горячего воздуха, обечайку с заполненными сотами помещают в конвекционную сушильную камеру до окончания сушки.
При этом используют армирующие присадки, выполненные в форме ворсинок карбида кремния длиной 200-400 мкм и диаметром 20-40 нм, а сотовый наполнитель изготавливают из препрега на основе стеклоткани, базальтового волокна или углеродных тканых материалов.
В условиях криогенных температур, аэродинамического и теплового нагрева в ситуации внешнего пожара и высоких рабочих давлений в материале, заполняющем соты, инициируется эндотермическая реакция с поглощением тепла благодаря наличию гомогенизированных добавок, входящих в состав неорганического связующего, заполняющего внутренний объём сот сотового наполнителя.
При этом прочностные характеристики керамической массы внутри сот обеспечиваются введением в состав связующего армирующих присадок на основе нанокарбида кремния в форме нановорсинок длиной 200-400 мкм и диаметром 20-40 нм, обеспечивающих целостность керамического массива внутри сот при тепловом воздействии на обечайку
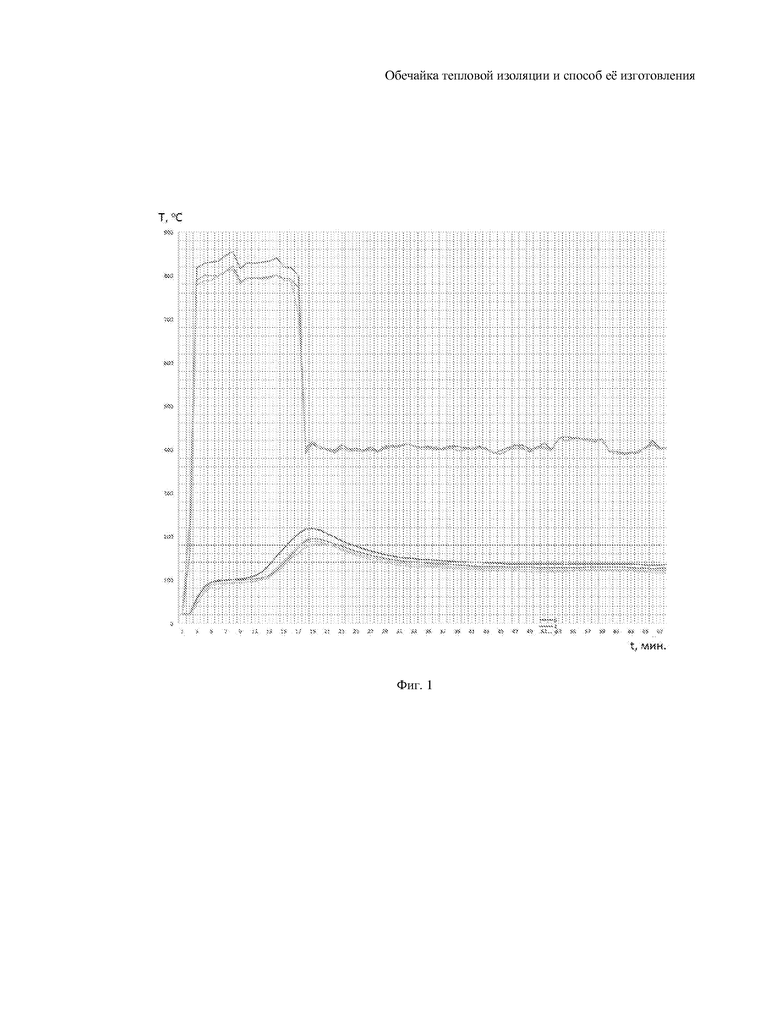
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 представлен график температурной зависимости нагрева внешней и внутренней поверхности обечайки в течение времени, на фиг. 2 – фотография испытания готовой обечайки тепловой изоляции, фиг.3 – фотография сотового наполнителя «РБ-КОМБ 130», на фиг. 4 – фотография сформированного композиционного материала обечайки.
Были проведены исследования процессов, происходящих при длительном тепловом воздействии на обечайку тепловой изоляции. В конкретном исследовании изучался случай применения обечайки тепловой изоляции для защиты боевого зарядного отделения торпеды морского применения. В качестве температуры нагрева внешней стороны обечайки был задан нагрев до 8000С, данная температура является характерной при возникновении пожара в торпедном отделении подводной лодки. По существующим нормативам пожар должен быть локализован в течение 15 минут. Температура нагрева с тыльной стороны обечайки в течение 15 минут не должна превышать 170-1800С. В случае превышения данной температуры возможна детонация взрывчатого вещества боевого зарядного отделения.
Как показано на графике (фиг.1), экспериментально построенном на основании данных измерений нагрева поверхности с внешней и тыльной стороны трёх образцов обечайки в течение времени, определяется горизонтальная площадка постоянства температуры с тыльной стороны обечайки начиная с 3-й по 15 минуту нагрева при температуре с внешней стороны 8000С. Наличие данной площадки объясняется протеканием эндотермических реакций, в которых происходит поглощение тепла и реализуется механизм «химического холодильника». В качестве эндотермических добавок использованы карбонаты магния и кальция. Учитывая различный порог температур, инициирующих начало эндотермических реакций для MgCO3 и CaCO3, 5500С и 8000С соответственно, имеем плавный переход теплопоглощения, обеспечивающий необходимую тепловую защиту.
Добавка на основе нановолокон карбида кремния за счет характеристик теплопроводности обеспечивает равномерность протекания эндотермических реакций в объёме соты, а также выполняет армирующую роль предотвращая разрушение материала при нагреве.
В процессе термического воздействия не происходит вздутия поверхности и разрушения обечайки, что подтверждается фотографией (фиг. 2)
Анализ представленного графика показывает, что обечайка тепловой защиты выполнила свой функционал и температура с её тыльной стороны не поднялась выше критических 170-1800С.
Обечайка тепловой изоляции содержит сотовый наполнитель (фиг. 3), который выполнен из тканого материала. Соты заполнены неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния, выполненными в форме ворсинок карбида кремния длиной 200-400 мкм и диаметром 20-40 нм.
Cотовый наполнитель может быть выполнен, например, из препрега на основе стеклоткани, из препрега на основе базальтового волокна или углеродных тканых материалов.
В случае необходимости использования обечайки в качестве внешнего конструкционного материала, возможна облицовка её ламинатом на основе углеродного волокна.
Пример конкретного выполнения обечайки приведен на фиг. 4.
Обечайка тепловой изоляции изготовлена из сотового наполнителя из препрега на основе стеклоткани с размером сот 5 мм, которые заполнены неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе карбида кремния - «РБ-ЭНДОКОМБ 350/1400».
Способ изготовления обечайки тепловой изоляции далее описан на конкретном примере его реализации.
В качестве исходного материала используется сотовый наполнитель «РБ-КОМБ 130», изготовленный из препрега на основе стеклоткани плотностью не выше 300 гр/м2 (фиг.3). Размер соты в сотовом наполнителе равен 5 мм, высота сотового наполнителя может составлять от 5 до 20 мм. В данном случае выбран наполнитель высотой 10 мм. В зависимости от конфигурации защищаемого боевого зарядного отделения, возможно придание сотовому наполнителю цилиндрической или конической формы. Задание геометрии формы осуществляется на специальной металлической оправке. После фиксации сотового наполнителя на оправке соты послойно заполняют неорганическим связующим «РБ-ЭНДОКОМБ 350/1400» посредством шприца-дозатора. После каждого слоя содержимое сот подсушивается потоком нагретого воздуха. После окончания заполнения сот связующим сформированный композиционный материал на оправке помещают в конвекционную сушильную камеру для окончательной сушки. После сушки композиционный материал представляет собой массив с плотностью 1200–1300 кг/м3 (фиг. 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный материал для защиты от внешних воздействующих факторов и способ его получения | 2018 |
|
RU2721323C1 |
| Листовой композитный материал | 2018 |
|
RU2712694C2 |
| МНОГОСЛОЙНАЯ БАРЬЕРНАЯ СИСТЕМА (ВАРИАНТЫ) | 2004 |
|
RU2329898C2 |
| ТЕРМОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573468C2 |
| ФТАЛОНИТРИЛЬНОЕ СВЯЗУЮЩЕЕ И КОМПОЗИЦИЯ НА ЕГО ОСНОВЕ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2021 |
|
RU2789601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА, ТЕПЛООБМЕННИК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА ДЛЯ ТЕПЛООБМЕННИКА | 2011 |
|
RU2479815C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668029C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2668030C1 |
| Износостойкий разделительный стакан магнитной муфты | 2024 |
|
RU2828951C1 |
| ФЕНОЛОФОРМАЛЬДЕГИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2007 |
|
RU2333922C1 |
Изобретения относятся к композиционным материалам, используемым в различных областях техники, в частности в ракетном, авиационном и минно-торпедном вооружении, а именно, к обечайке защиты боевого зарядного отделения и к способу её изготовления. Изготовление обечайки тепловой изоляции включает формообразование заготовки сотового наполнителя. Заготовки сотового наполнителя получают по форме требуемой геометрии обечайки. Затем соты наполнителя послойно заполняют неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния. Каждый слой сушат потоком горячего воздуха. Обечайку с заполненными сотами помещают в конвекционную сушильную камеру до окончания сушки. Повышается эксплуатационная надежность обечайки. 2 н. и 8 з.п. ф-лы, 4 ил.
1. Обечайка тепловой изоляции, содержащая сотовый наполнитель, отличающаяся тем, что сотовый наполнитель выполнен из тканого материала, а соты заполнены неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния.
2. Обечайка тепловой изоляции по п. 1, отличающаяся тем, что армирующие присадки выполнены в форме ворсинок карбида кремния длиной 200-400 мкм и диаметром 20-40 нм.
3. Обечайка тепловой изоляции по п. 1, отличающаяся тем, что сотовый наполнитель выполнен из препрега на основе стеклоткани.
4. Обечайка тепловой изоляции по п. 1, отличающаяся тем, что сотовый наполнитель выполнен из препрега на основе базальтового волокна.
5. Обечайка тепловой изоляции по п. 1, отличающаяся тем, что сотовый наполнитель выполнен из препрега на основе углеродных тканых материалов.
1. Способ изготовления обечайки тепловой изоляции, включающий формообразование заготовки сотового наполнителя, отличающийся тем, что заготовку сотового наполнителя получают по форме требуемой геометрии обечайки, после чего соты наполнителя послойно заполняют неорганическим связующим с гомогенизированными эндотермическими добавками на основе карбонатов магния и кальция и армирующими присадками на основе нанокарбида кремния, каждый слой сушат потоком горячего воздуха, обечайку с заполненными сотами помещают в конвекционную сушильную камеру до окончания сушки.
2. Способ изготовления обечайки тепловой изоляции по п. 6, отличающийся тем, что используют армирующие присадки, выполненные в форме ворсинок карбида кремния длиной 200-400 мкм и диаметром 20-40 нм.
3. Способ изготовления обечайки тепловой изоляции по п. 6, отличающийся тем, что сотовый наполнитель изготавливают из препрега на основе стеклоткани.
4. Способ изготовления обечайки тепловой изоляции по п. 6, отличающийся тем, что сотовый наполнитель выполнен из препрега на основе базальтового волокна.
5. Способ изготовления обечайки тепловой изоляции по п. 6, отличающийся тем, что сотовый наполнитель выполнен из препрега на основе углеродных тканых материалов.
| US 6663051 B2, 16.12.2003 | |||
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ КАУЧУКОВ | 0 |
|
SU172984A1 |

