ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение в целом относится к выполнению отверстий в заготовках, в частности, к выполнению отверстий в заготовках, имеющих многослойную конструкцию.
УРОВЕНЬ ТЕХНИКИ
[002] Сверление отверстий в заготовках, имеющих многослойную конструкцию, может иметь непредсказуемые последствия. Например, при сверлении режущим инструментом сквозного отверстия в заготовке, имеющей многослойную конструкцию, выход режущего инструмента из заготовки при завершении отверстия может привести к расслаиванию слоев в той или иной степени заготовки возле отверстия. Расслаивание слоев заготовки может ослабить заготовку и дестабилизировать соединение крепежных элементов с отверстием.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[003] Объект настоящей заявки был разработан с учетом современного состояния в данной области техники, в частности с учетом недостатков известных способов сверления отверстий в заготовках, и в связанных с этой операцией сверлильных системах, которые пока еще не устранены полностью имеющимися в настоящее время методами. Соответственно, объект настоящей заявки был разработан для обеспечения создания способов выполнения отверстий в заготовках, в частности имеющих многослойную конструкцию, и связанных систем, которые позволяют преодолеть по меньшей мере некоторые из указанных выше недостатков известных технических решений.
[004] Способы и системы согласно настоящему изобретению предназначены для того, чтобы уменьшить расслаивание в заготовках, имеющих многослойную конструкцию, во время выполнения отверстий в заготовках. В общем случае на поверхности выхода из заготовки выполняют фаску вокруг направляющего отверстия, заранее выполненного в этой заготовке. Фаска, выполненная на поверхности выхода из заготовки, может быть обозначена как задняя фаска. Когда для расширения отверстия режущий инструмент проходит через заранее выполненное отверстие от поверхности входа к поверхности выхода из заготовки, режущий инструмент выходит из заготовки через фаску. Характеристики фаски, такие как наклонные или скошенные поверхности фаски, уменьшают склонность слоев заготовки к расслаиванию при выполнении режущим инструментом расширения отверстия и выходе из заготовки. Для заготовок, поверхность выхода которых может быть недоступной для выполнения задней фаски, например если поверхность выхода выполнена закрытой, некоторые варианты реализации способов и систем согласно настоящему изобретению упрощают выполнение задних фасок на поверхностях выхода, являющихся недоступными.
[005] Согласно одному варианту реализации изобретения раскрыт первый способ выполнения отверстия в заготовке, имеющей первую поверхность и вторую поверхность, расположенную напротив первой поверхности. Способ включает выполнение в заготовке первого отверстия, имеющего первый диаметр, посредством проведения первого режущего инструмента через заготовку от первой поверхности ко второй поверхности. Дополнительно, способ включает выполнение фаски на второй поверхности заготовки концентрично с первым отверстием с использованием второго режущего инструмента. Фаска имеет второй диаметр, который больше, чем первый диаметр. Способ также включает выполнение в заготовке второго отверстия, имеющего третий диаметр, который больше, чем первый диаметр, концентрично с первым отверстием посредством проведения третьего режущего инструмента через заготовку от первой поверхности ко второй поверхности.
[006] В некоторых вариантах осуществления первого способа, выполнение фаски на второй поверхности заготовки включает вставку второго режущего инструмента в первое отверстие от первой поверхности заготовки ко второй поверхности заготовки. Выполнение фаски на второй поверхности заготовки может также включать выполнение вторым режущим инструментом, вставленным в первое отверстие, орбитального вращения вокруг центральной оси первого отверстия с резкой при этом заготовки. Первый способ может дополнительно включать числовое программное управление работой второго режущего инструмента для выполнения фаски на второй поверхности заготовки. Второй режущий инструмент может включать в себя фрезу для пазов типа "ласточкин хвост". Фреза для пазов типа "ласточкин хвост" имеет максимальный диаметр резания, который меньше, чем первый диаметр первого отверстия.
[007] Согласно некоторым вариантам осуществления первого способа, выполнение фаски на второй поверхности заготовки включает размещение второго режущего инструмента на второй стороне заготовки возле второй поверхности, вставку направляющей части второго режущего инструмента в первое отверстие в направлении, проходящем от второй стороны заготовки к первой стороне заготовки возле первой поверхности, и резку второй поверхности заготовки с помощью второго режущего инструмента и с помощью направляющей части второго режущего инструмента, вставленного в первое отверстие. Первый способ может также включать предотвращение дальнейшей вставки направляющей части второго режущего инструмента в первое отверстие в направлении, проходящем от второй стороны заготовки к первой стороне заготовки за пределы порогового значения заданного расстояния. При этом пороговое значение заданного расстояния может соответствовать заданной необходимой глубине фаски.
[008] В одном варианте осуществления первого способа, первый режущий инструмент включает в себя сверло с канавками или первую развертку, а третий режущий инструмент включает в себя вторую развертку.
[009] Согласно некоторым вариантам осуществления первого способа, второй диаметр фаски является максимальным диаметром фаски. Дополнительно, второй диаметр фаски может быть меньше, чем третий диаметр второго отверстия.
[0010] В некоторых вариантах осуществления первого способа, второй диаметр фаски больше, чем третий диаметр второго отверстия.
[0011] Согласно некоторым вариантам осуществления первого способа, заготовка включает в себя множество расположенных друг между другом слоев.
[0012] В другом варианте реализации изобретения раскрыт второй способ выполнения отверстия в многослойной композитной заготовке. Многослойная композитная заготовка имеет первую поверхность и вторую поверхность, расположенную напротив первой поверхности. Второй способ включает выполнение направляющего отверстия в многослойной композитной заготовке. Направляющее отверстие проходит от первой поверхности ко второй поверхности. Дополнительно, второй способ включает выполнение фаски на второй поверхности многослойной композитной заготовки концентрично с направляющим отверстием. Второй способ также включает расширение направляющего отверстия, осуществляемое с помощью фаски, выполняемой на второй поверхности многослойной композитной заготовки.
[0013] Согласно некоторым вариантам осуществления второго способа, вторая поверхность многослойной композитной заготовки выполнена по существу закрытой таким образом, что вторая поверхность недоступна из второго пространства непосредственно возле второй поверхности многослойной композитной заготовки. Выполнение фаски на второй поверхности многослойной композитной заготовки может включать вставку второго режущего инструмента в направляющее отверстие из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки, и орбитальное вращение второго режущего инструмента вокруг центральной оси направляющего отверстия с резкой при этом второй поверхности многослойной композитной заготовки. Расширение направляющего отверстия может включать проведение третьего режущего инструмента через направляющее отверстие и фаску из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки.
[0014] В некоторых вариантах осуществления второго способа, выполнение фаски на второй поверхности многослойной композитной заготовки включает вставку четвертого режущего инструмента в направляющее отверстие из второго пространства непосредственно возле второй поверхности многослойной композитной заготовки. Дополнительно, расширение направляющего отверстия может включать проведение третьего режущего инструмента через направляющее отверстие и фаску из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки.
[0015] Согласно некоторым вариантам осуществления второго способа, расширение направляющего отверстия включает расширение направляющего отверстия до четвертого диаметра, который меньше, чем максимальный диаметр фаски.
[0016] В некоторых вариантах осуществления второго способа, расширение направляющего отверстия включает расширение направляющего отверстия до четвертого диаметра, который больше, чем максимальный диаметр фаски.
[0017] Согласно еще одному варианту реализации изобретения раскрыта система для выполнения отверстия в заготовке. Заготовка имеет первую поверхность и вторую поверхность, расположенную напротив первой поверхности. Система включает в себя первый режущий инструмент, выполненный с возможностью резания цилиндрического отверстия, имеющего первый диаметр, второй режущий инструмент, выполненный с возможностью резания фаски, третий режущий инструмент, выполненный с возможностью резания цилиндрического отверстия, имеющего второй диаметр, который больше, чем первый диаметр, и контроллер. Контроллер выполнен с возможностью обеспечения выполнения первым режущим инструментом резания через заготовку первого отверстия, имеющего первый диаметр, обеспечения выполнения вторым режущим инструментом резания фаски на второй поверхности заготовки концентрично с первым отверстием, и обеспечения выполнения третьим режущим инструментом расширения первого отверстия от первого диаметра до второго диаметра посредством проведения третьего режущего инструмента через заготовку в направлении, проходящем от первой поверхности заготовки ко второй поверхности заготовки.
[0018] В некоторых вариантах осуществления системы, второй режущий инструмент имеет максимальный диаметр резания, который меньше, чем первый диаметр. Дополнительно, контроллер выполнен с возможностью обеспечения выполнения вторым режущим инструментом резания фаски на второй поверхности заготовки посредством вставки второго режущего инструмента в первое отверстие в направлении, проходящем от первой поверхности заготовки ко второй поверхности заготовки, и выполнения вторым режущим инструментом, вставленным в первое отверстие, орбитального вращения вокруг центральной оси первого отверстия с резкой при этом второй поверхности заготовки.
[0019] Описанные признаки, конструкции, преимущества и/или характеристики объекта настоящего изобретения могут быть объединены любым подходящим способом в одном или большем количестве его вариантов реализации и/или осуществления. В последующем описании многочисленные конкретные детали представлены для обеспечения полного понимания вариантов реализации объекта настоящего изобретения. Специалисту в данной области техники будет понятно, что объект настоящего изобретения может быть практически реализован без одного или большего количества особенных признаков, деталей, компонентов, материалов и/или способов конкретного варианта реализации или осуществления изобретения. В других случаях, в конкретных вариантах реализации и/или осуществления изобретения могут быть определены дополнительные признаки и преимущества, которые могут не присутствовать во всех вариантах реализации или осуществления изобретения. Кроме того, в некоторых случаях хорошо известные конструкции, материалы или операции не показаны или не описаны подробно, чтобы не допустить потери ясности особенностей объекта настоящего изобретения. Признаки и преимущества объекта настоящего изобретения станут более очевидными из последующего описания и прилагаемой формулы изобретения или могут быть изучены при практической реализации раскрытого объекта, как изложено ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Для обеспечения возможности более простого понимания преимуществ раскрытого объекта изобретения, более подробное описание объекта изобретения, кратко описанного выше, будет представлено со ссылкой на конкретные варианты реализации изобретения, которые иллюстрируются на прилагаемых чертежах. Следует понимать, что эти чертежи изображают только типичные варианты реализации объекта изобретения, и они не должны рассматриваться как ограничивающие его объем. Объект изобретения будет описан и объяснен с дополнительной конкретизацией и подробностями посредством использования прилагаемых чертежей, на которых:
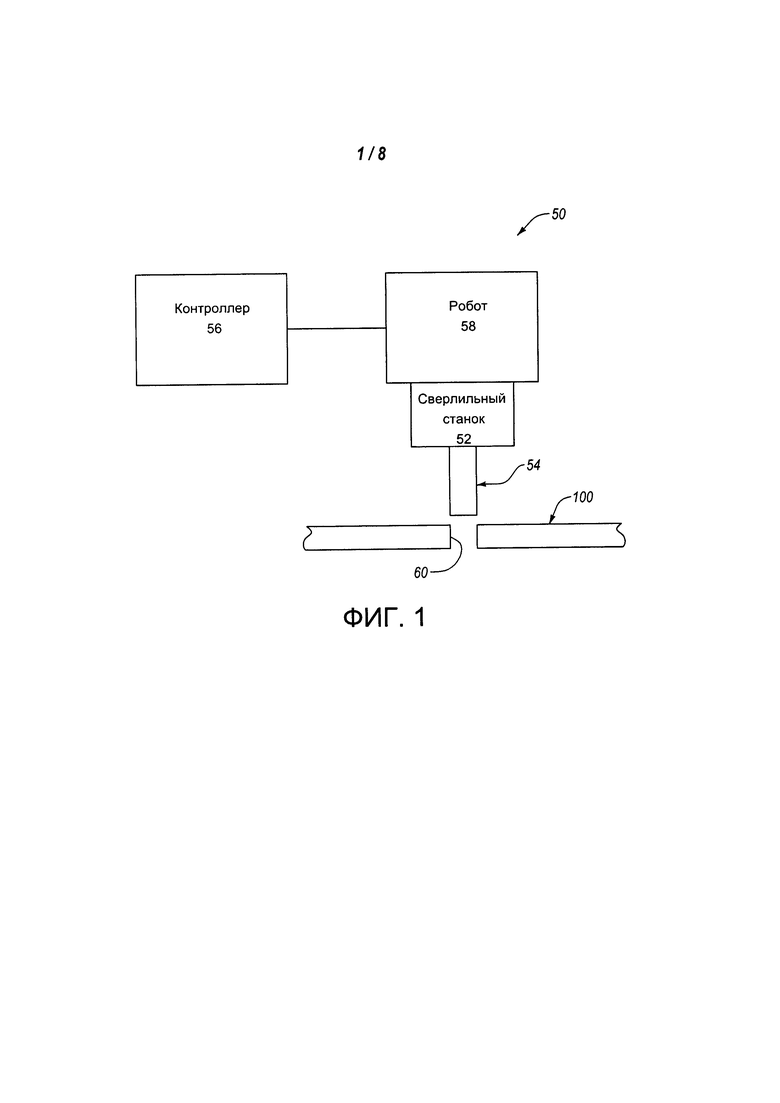
[0021] На ФИГ. 1 схематически показана блок-схема системы для выполнения отверстия в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
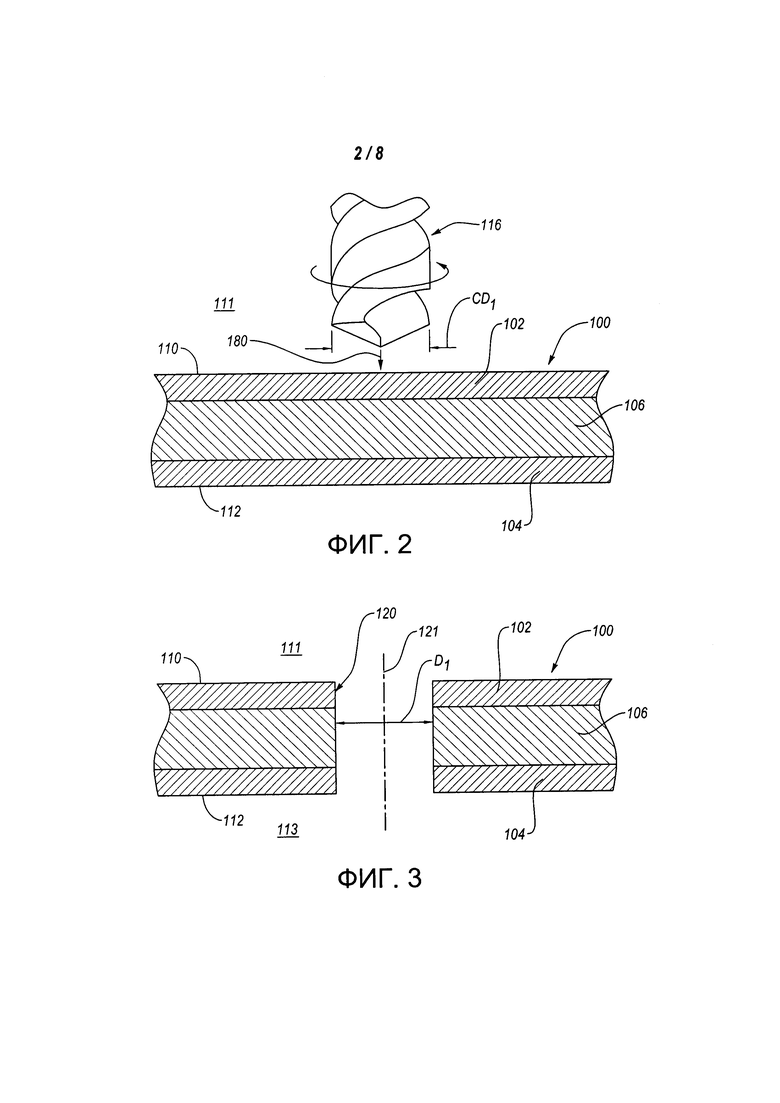
[0022] На ФИГ. 2 показан частичный поперечный разрез на виде сбоку первого режущего инструмента в положении для выполнения первого отверстия в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
[0023] На ФИГ. 3 показан поперечный разрез на виде сбоку первого отверстия, выполненного в заготовке первым режущим инструментом по ФИГ. 2, согласно одному или более вариантам реализации настоящего изобретения;
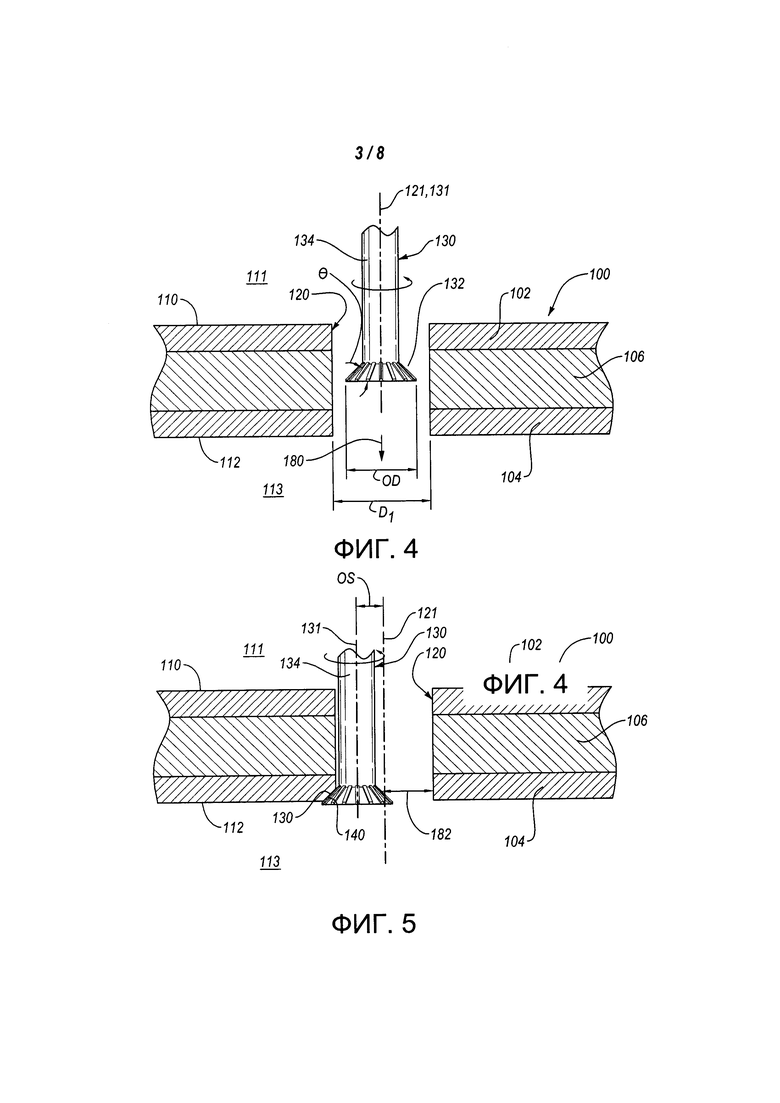
[0024] На ФИГ. 4 показан частичный поперечный разрез на виде сбоку второго режущего инструмента, вставленного в первое отверстие, выполненное в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
[0025] На ФИГ. 5 показан частичный поперечный разрез на виде сбоку второго режущего инструмента, выполняющего фаску в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
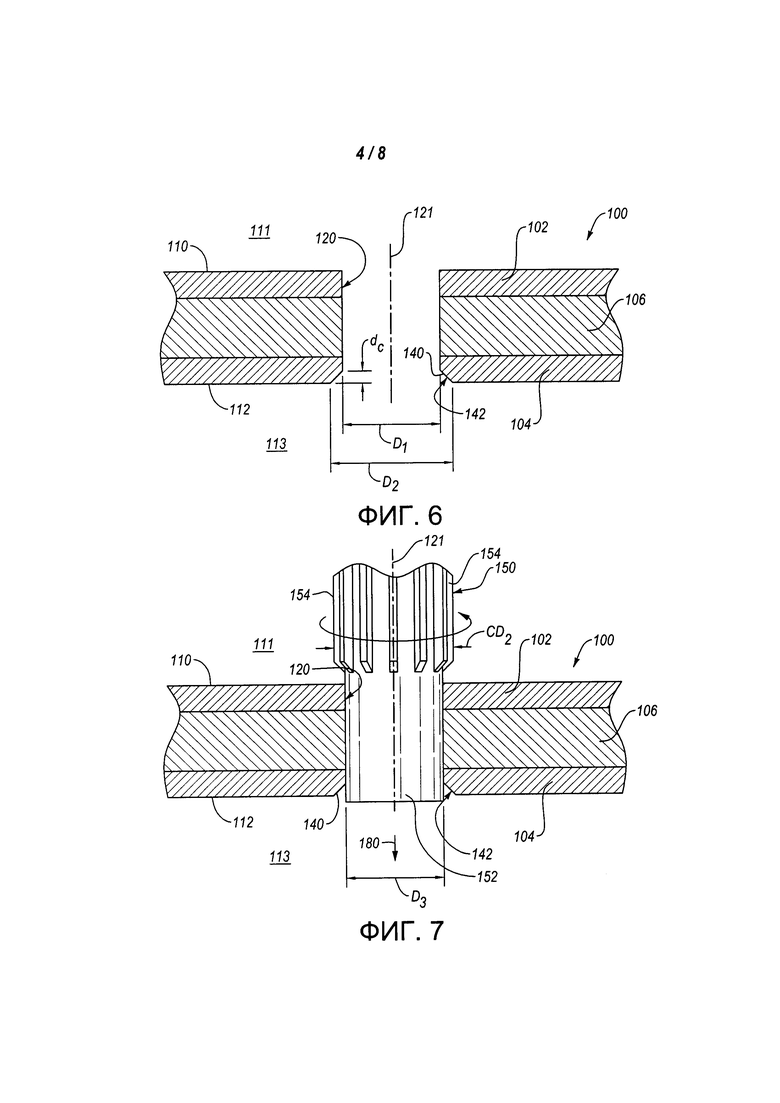
[0026] На ФИГ. 6 показан поперечный разрез на виде сбоку первого отверстия и фаски, образованной в заготовке вторым режущим инструментом по ФИГ. 5, согласно одному или более вариантам реализации настоящего изобретения;
[0027] На ФИГ. 7 показан частичный поперечный разрез на виде сбоку третьего режущего инструмента с направляющей частью, вставленной в первое отверстие, выполненное в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
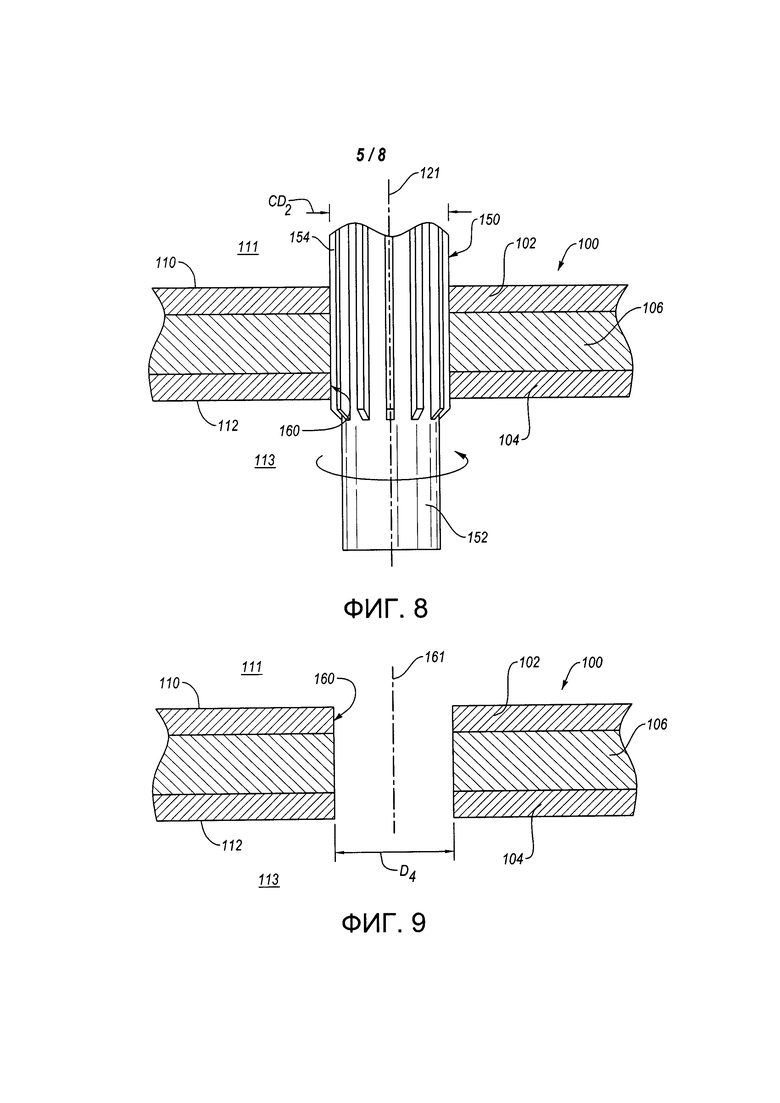
[0028] На ФИГ. 8 показан частичный поперечный разрез на виде сбоку третьего режущего инструмента, расширяющего первое отверстие для выполнения второго отверстия в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
[0029] На ФИГ. 9 показан поперечный разрез на виде сбоку второго отверстия, выполненного в заготовке посредством третьего режущего инструмента по ФИГ. 8, согласно одному или более вариантам реализации настоящего изобретения;
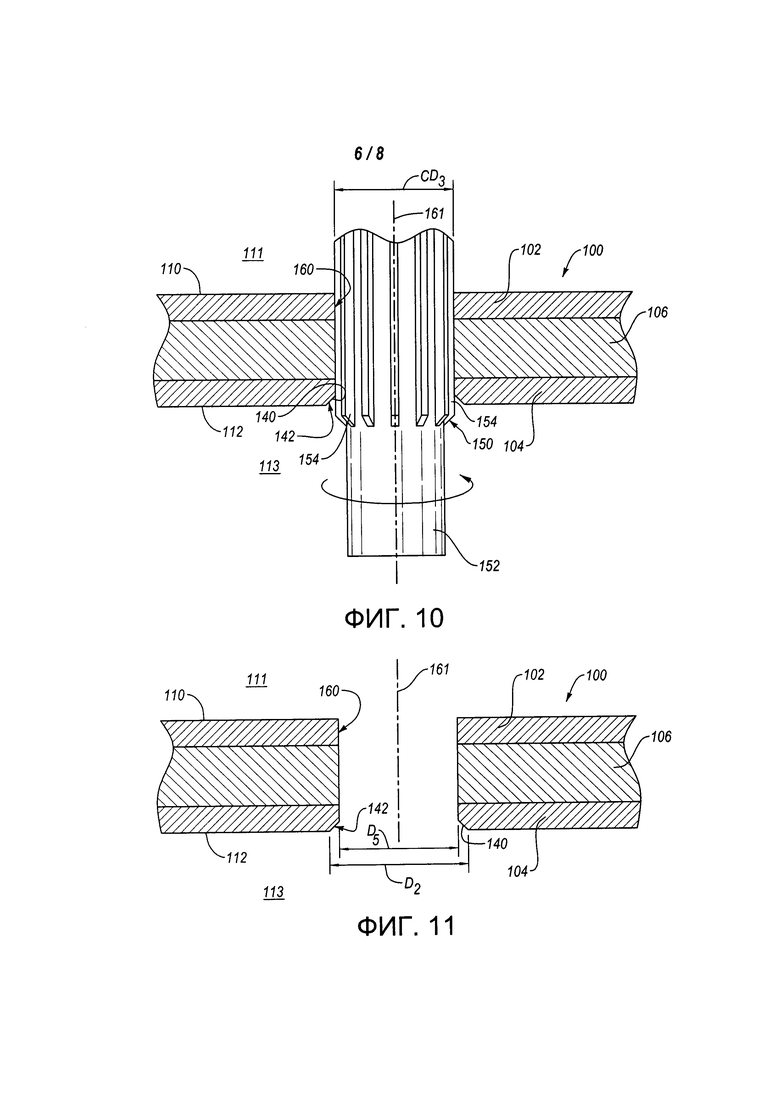
[0030] На ФИГ. 10 показан частичный поперечный разрез на виде сбоку третьего режущего инструмента, расширяющего первое отверстие для выполнения второго отверстия в заготовке, согласно одному или более вариантам реализации настоящего изобретения;
[0031] На ФИГ. 11 показан поперечный разрез на виде сбоку второго отверстия, выполненного в заготовке посредством третьего режущего инструмента по ФИГ. 10, согласно одному или более вариантам реализации настоящего изобретения;
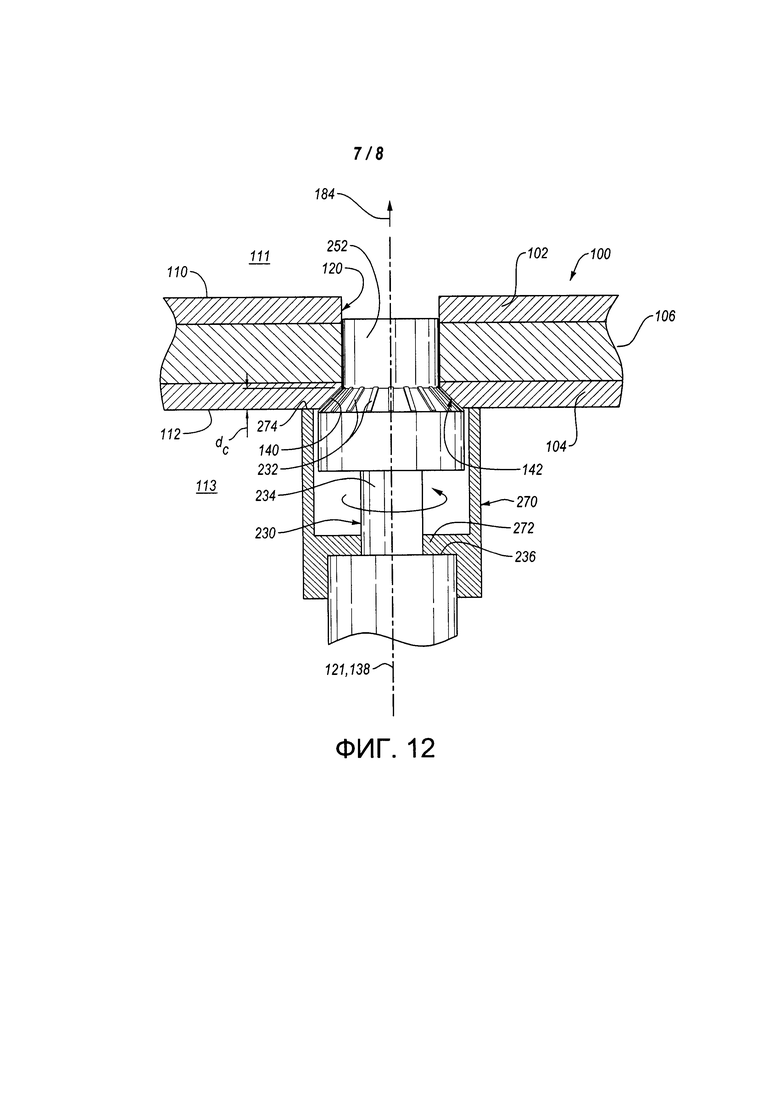
[0032] На ФИГ. 12 показан частичный поперечный разрез на виде сбоку четвертого режущего инструмента, выполняющего фаску в заготовке, согласно одному или более вариантам реализации настоящего изобретения; и
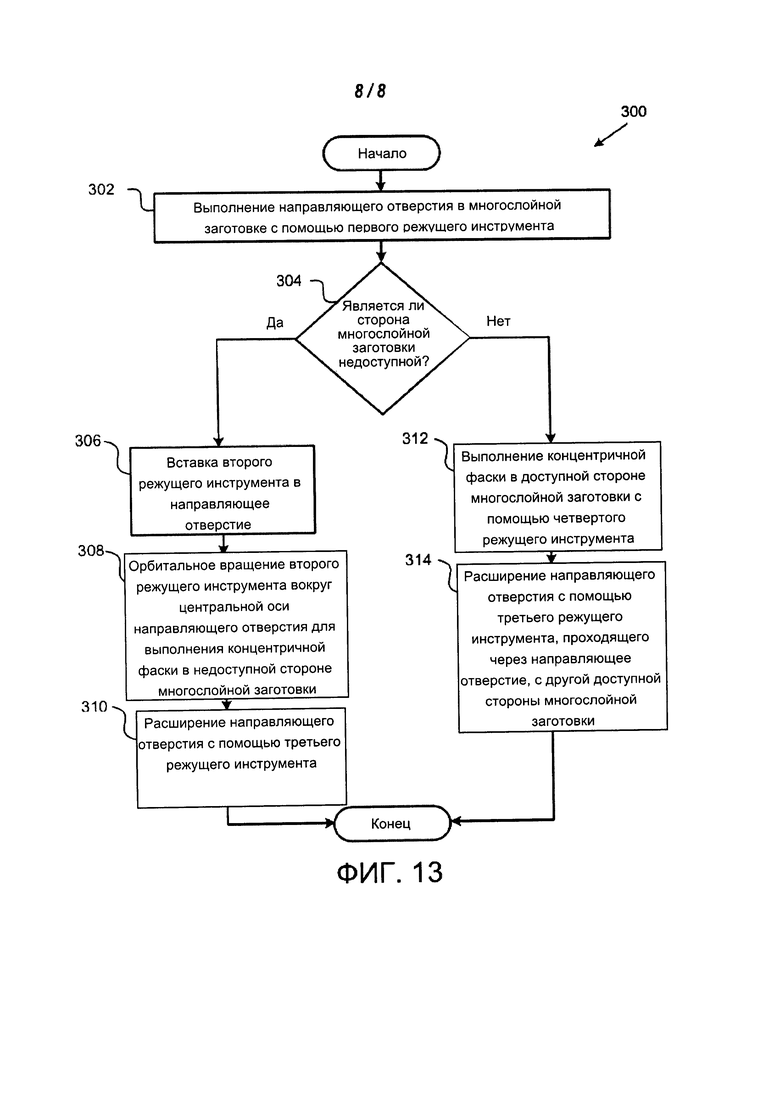
[0033] На ФИГ. 13 схематично представлена блок-схема, иллюстрирующая способ выполнения отверстия в заготовке, согласно одному или более вариантам реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0034] Ссылка в данном описании на "один вариант реализации изобретения", "вариант реализации изобретения" или схожие речевые конструкции означает, что конкретный признак, конструкция или характеристика, описанные в связи с вариантом реализации изобретения, включены по меньшей мере в один вариант реализации согласно настоящему раскрытию. Появления выражений "в одном варианте реализации изобретения", "в варианте реализации изобретения" и схожие речевые конструкции во всем этом описании могут, но не обязательно, все относиться к одному и тому же варианту реализации изобретения. Схожим образом, использование термина "вариант осуществления изобретения" означает вариант осуществления изобретения, имеющий конкретный признак, конструкцию или характеристику, описанные в связи с одним или большим количеством вариантов реализации согласно настоящему раскрытию, однако, при отсутствии явного отношения на указание противного, один вариант осуществления изобретения может быть связан с одним или большим количеством вариантов реализации изобретения.
[0035] На ФИГ. 1 схематически показана система 50 для выполнения отверстия 60 в заготовке 100 согласно одному варианту реализации изобретения. В общем случае, система 50 включает в себя сверлильный станок 52, режущий инструмент 54, контроллер 56 и робота 58. Режущий инструмент с возможностью вращения соединен со сверлильным станком 52, который выполнен с возможностью вращения режущего инструмента 54 вокруг центральной оси. Хотя на чертежах это не показано, сверлильный станок 52 может включать в себя шпиндель или двигатель, выполненный с возможностью вращения привода режущего инструмента 54, который посредством зажимного патрона может быть соединен для совместного вращения с двигателем. Шпиндель или двигатель могут включать в себя любой из различных двигателей, таких как электродвигатели, электромагнитные двигатели, пневматические двигатели, гидравлические двигатели и тому подобное. По мере вращения режущего инструмента 54 сверлильный станок 52 перемещают относительно заготовки 100, например вдоль оси подачи, параллельной центральной оси режущего инструмента 54, или оси подачи, перпендикулярной центральной оси режущего инструмента 54, для проведения режущего инструмента 54, по меньшей мере частично, через заготовку 100 для выполнения отверстия 60 в заготовке. Как определено в настоящем документе, отверстие является сквозным и полностью проходит через заготовку, а также имеет входное отверстие на первой поверхности (например, поверхности входа) заготовки 100 и выходное отверстие на второй поверхности (например, поверхности выхода) заготовки, расположенной напротив первой поверхности. В некоторых вариантах реализации изобретения сверлильный станок 52 является дыропробивной машиной, а режущий инструмент 54 является дыропробивным инструментом, которым осуществляют пробивание заготовки с помощью дыропробивной машины для выполнения в заготовке отверстия. Соответственно, при использовании в настоящем документе режущий инструмент может представлять собой сверло, выполненное с возможностью вращения, или пробивной инструмент, выполненный невращательным, а выполнение отверстия в заготовке может быть осуществлено сверлением заготовки с помощью режущего инструмента или пробиванием заготовки с помощью режущего инструмента.
[0036] Контроллер 56, или модуль управления, функционально соединен со сверлильным станком 42 для числового программного управления работой сверлильного станка 42. Например, контроллер 56 может включать в себя программируемую логическую схему, которая обусловливает передачу команд и энергии в сверлильный станок 52 для управления эксплуатационными характеристиками сверлильного станка 42 и режущего инструмента 54. В одном варианте осуществления контроллер 56 осуществляет передачу команд и энергии в сверлильный станок 42 для достижения требуемой скорости вращения режущего инструмента 54. Контроллер 56 может изменять команды и мощности, чтобы изменять скорость вращения режущего инструмента 54, например, с учетом типа используемого режущего инструмента, типа подвергаемого резке материала и/или типа резания, выполняемого с заготовкой.
[0037] Дополнительно, контроллер 56 может быть выполнен с возможностью числового программного управления перемещением сверлильного станка 42 и режущего инструмента 54 относительно заготовки 100 с помощью робота 58. В общем случае, в некоторых вариантах осуществления, хотя это не показано, робот 58 включает в себя руку и рабочий орган, к которому прикреплен сверлильный станок 52. Программируемая логическая схема контроллера 56 выполнена с возможностью подачи команд роботу 58 для перемещения сверлильного станка 52 относительно заготовки 100, как необходимо для выполнения отверстия 60 в заготовке 100. Робот 58 может быть выполнен с возможностью перемещения сверлильного станка 52 и режущего инструмента 54 вдоль любого количества осей подачи для выполнения отверстий в заготовке, имеющих любое количество форм и размеров. Более того, робот 58 может быть выполнен с возможностью размещения сверлильного станка 52 и режущего инструмента 54 на противоположных сторонах или поверхностях заготовки 100 для приближения к заготовке 100, при выполнении отверстий, с любой поверхности заготовки 100.
[0038] В некоторых вариантах осуществления, режущий инструмент 54 системы 50 представляет любой из множества режущих инструментов системы 50. Например, система может включать в себя множество режущих инструментов 54, выполненных с возможностью взаимной замены и соединения со сверлильным станком 52, для резки заготовки 100 различными способами во время операции выполнения отверстий. Примеры множества режущих инструментов 54 и соответствующие этапы, выполняемые во время операции выполнения отверстий, более подробно описаны ниже. Иными словами, система 50 может включать в себя любой из режущих инструментов, описанных в настоящем документе, и выполнение любого из этапов выполнения отверстий, описанных в настоящем документе, для выполнения отверстий в заготовке.
[0039] Со ссылкой на ФИГ. 2 показан первый режущий инструмент 116, размещенный для выполнения отверстия в заготовке 100. Заготовка 100 включает в себя первую поверхность 110 и вторую поверхность 112, расположенную напротив первой поверхности 110. Толщина заготовки 100 задана между первой поверхностью 110 и второй поверхностью 112. Хотя это необязательно, заготовка 100 может иметь толщину, которая меньше длины или ширины заготовки 100, в результате чего выполненная заготовка 100 представляет собой тонкостенную панель. Хотя заготовка 100 показана имеющей первую и вторую поверхности 110, 112, которые являются плоскими, в других вариантах реализации изобретения заготовка 100 может иметь сложную форму, так что первая и вторая поверхности 110, 112 являются неплоскими, например округлыми, криволинейными, наклонными, зубчатыми или иными. Заготовка 100 может образовывать часть общей конструкции, такой как лопасть несущего винта вертолета или корпус самолета.
[0040] Во время изготовления конструкции, первое пространство 111 задается непосредственно возле первой поверхности 110, а второе пространство 113 задается непосредственно возле второй поверхности 112. Иными словами, заготовка 100 отделяет первое пространство 111 от второго пространства 113. В зависимости от формы конструкции первое пространство 111 может быть открытым или доступным для пользователей пространством, позволяющим получить доступ к первой поверхности 110 из первого пространства 111. Аналогично, например для плоскопанельных конструкций, второе пространство 113 может быть открытым или доступным для пользователей пространством, позволяющим получить доступ ко второй поверхности 112 из второго пространства 113. Однако для некоторых конструкций, например для закрытых по существу в окружном направлении или трубчатых конструкций, таких как лопасть несущего винта, второе пространство 113 может быть закрытым или недоступным пространством, так что пользователь не сможет получить доступ ко второй поверхности 112 из второго пространства 113, поскольку она обращена во внутрь закрытого пространства.
[0041] Заготовка 100 может быть выполнена из любых различных материалов, таких как металлы, пластмассы, армированные волокном композитные материалы и т.п.Более того, заготовка 100 может включать в себя один слой материала или множество слоев одного и того же материала или различных материалов.
[0042] Как показано на ФИГ. 2, заготовка 100 включает в себя множество слоев материала или является многослойной. Слои заготовки 100 могут быть наслоены (например являться расположенными друг между другом слоями) или быть связаны друг с другом с образованием заготовки. В качестве примера заготовка 100, в вариантах реализации изобретения, показанных на ФИГ. 2-12, включает в себя первый слой 102, второй слой 104 и третий слой 106, помещенный между первым и вторым слоями 102, 104. Первый слой 102, второй слой 104 и третий слой 106 прикреплены друг к другу, связаны друг с другом или наслоены друг на друга с образованием слоистой, многослойной заготовки. Хотя заготовка 100, в вариантах реализации изобретения, показанных на ФИГ. 2-12, включает в себя три слоя, в других вариантах реализации изобретения заготовка 100 может включать в себя два слоя или более трех слоев.
[0043] Согласно одному варианту осуществления, каждый слой из первого слоя 102, второго слоя 104 и третьего слоя 106 выполнен из армированного волокном композитного материала, который включает в себя волокна, такие как углеродные волокна, свободно расположенные в эпоксидной матрице. Такие заготовки могут быть определены как многослойная композитная заготовка. Волокна армированных волокном композитных материалов могут быть однонаправленными, при этом направление волокон по меньшей мере двух слоев из первого слоя 102, второго слоя 104 и третьего слоя 106 различны. Например, в одном варианте осуществления однонаправленные волокна первого слоя 102 ориентированы в направлении, отличном от направления однонаправленных волокон второго слоя 104 и третьего слоя 106, и однонаправленные волокна второго слоя 104 ориентированы в направлении, отличном от направления однонаправленных волокон третьего слоя 106. В одном варианте осуществления третий слой 106 выполнен из некомпозиционного материала, такого как пеноматериал.
[0044] Со ссылкой на ФИГ. 2, первый режущий инструмент 116 может быть любым из различных режущих инструментов (например, сверл), выполненных с возможностью резания отверстий, любой из различных форм и размеров, в материалах. В одном варианте осуществления первый режущий инструмент 116 является спиральным сверлом или сверлом с канавками, имеющим относительно малый шаг спиралей. В альтернативных вариантах реализации изобретения, первый режущий инструмент 116 может быть разверткой с канавками с относительно большим шагом спиралей или разверткой без канавок (см., например, ФИГ. 7). В показанном варианте реализации изобретения первый режущий инструмент 116 выполнен с возможностью резания первого отверстия 120, имеющего первый диаметр D1, который является постоянным вдоль центральной оси 121 первого отверстия 120 (см., например, ФИГ. 3). Иными словами, первое отверстие 120 является по существу цилиндрическим отверстием с параллельными боковыми стенками. Для выполнения (например, резания) первого отверстия 120 с первым диаметром D1, первый режущий инструмент 116 имеет первый диаметр CD1 резания, приблизительно равный или немного меньший, чем первый диаметр D1 первого отверстия 120. Первое отверстие 120 выполнено с возможностью работы в качестве направляющего отверстия для дальнейшей обработки заготовки.
[0045] При вращении вокруг своей центральной оси, как обозначено стрелками направления поворота на ФИГ. 2, первый режущий инструмент 116 подают из первого пространства 111 в первом направлении 180 подачи, параллельном центральной оси 121 первого отверстия 120, которое необходимо выполнить, а в некоторых вариантах осуществления - перпендикулярно первой поверхности 110 заготовки 100 для проведения через заготовку 100. По мере того как первый режущий инструмент 116 с вращением проходит через заготовку 100, первый режущий инструмент 116 срезает материал заготовки 100 для выполнения первого отверстия 120, как показано на ФИГ. 3. В одном варианте осуществления часть первого режущего инструмента 116 проходит через вторую поверхность 112 заготовки 100 и по меньшей мере частично за вторую поверхность 112 заготовки 100, в результате чего первое отверстие 120 полностью проходит через заготовку 100 от первой поверхности 110 ко второй поверхности 112.
[0046] В варианте реализации изобретения, показанном на ФИГ. 4 и 5, вторая поверхность 112 заготовки 100 недоступна из второго пространства 113, как указано выше (хотя указанный вариант реализации может быть применим, если вторая поверхность 112 заготовки 100 доступна из второго пространства 113). Соответственно, заготовка 100 недоступна из второго пространства 113 для выполнения фаски 142 (см., например, ФИГ. 6) на второй поверхности 112 заготовки 100. Таким образом, для выполнения фаски 142 на второй поверхности 112 используется второй режущий инструмент 130, приближающийся к заготовке 100 из первого пространства 111. Второй режущий инструмент 130 может быть любым из различных режущих инструментов, выполненных с возможностью резания фасок в материалах. В одном варианте осуществления второй режущий инструмент 130 является фрезой для пазов типа "ласточкин хвост", специально выполненной с возможностью резания фасок в задней стороне заготовки. Таким образом, второй режущий инструмент 130 может включать в себя одну или одно или более режущих кромок 132 или лезвий, которые выполнены наклонными под углом θ относительно плоскости, перпендикулярной центральной оси 121 первого отверстия 120 и центральной оси 131 второго режущего инструмента 130. Более того, второй режущий инструмент 130 выполнен таким образом, что режущие кромки 132 обращены назад к хвостовику 134 второго режущего инструмента 130. Режущие кромки 132 второго режущего инструмента 130 задают максимальный диаметр резания, который может быть равен максимальному наружному диаметру OD второго режущего инструмента 130. Максимальный наружный диаметр OD второго режущего инструмента 130 меньше, чем первый диаметр D1 первого отверстия 120.
[0047] Со ссылкой на ФИГ. 4, когда второе пространство 113 является недоступным, второй режущий инструмент 130 подают из первого пространства 111 в первом направлении 180 подачи в первое отверстие 120 и по меньшей мере частично через первое отверстие 120. В общем случае, второй режущий инструмент 130 подают через первое отверстие 120 до тех пор, пока второй режущий инструмент 130 не достигнет необходимого положения резки относительно второй поверхности 112 заготовки 100. Необходимое положение резки может быть любым положением, в котором по меньшей мере некоторая часть режущих кромок 132 второго режущего инструмента 130 находится в боковом направлении возле второй поверхности 112 или выходит за вторую поверхность 112 в первом направлении 180 подачи. Поскольку максимальный наружный диаметр OD второго режущего инструмента 130 меньше, чем первый диаметр D1 первого отверстия 120, второй режущий инструмент 130 может быть вставлен в первое отверстие 120 и подан вдоль него без воздействия второго режущего инструмента 130 на заготовку 100. Например, второй режущий инструмент 130 может быть подан через первое отверстие 120 в первом направлении 180 подачи с центральной осью 131 второго режущего инструмента 130, размещенного концентрично с центральной осью 121 первого отверстия 120, как показано на ФИГ. 2. При использовании в настоящем документе центральная ось объекта является его продольной осью симметрии. При подаче второго режущего инструмента 130 через первое отверстие 120 второй режущий инструмент 130 не нужно вращать, но в некоторых вариантах осуществления он может вращаться.
[0048] После подачи второго режущего инструмента 130 в необходимое положение резки, второй режущий инструмент 130 вращают вокруг его центральной оси 131 (если он уже не вращается), как обозначено стрелками направления вращения на ФИГ. 5. Со ссылкой на ФИГ. 5, второй режущий инструмент 130 затем перемещают в боковом направлении, как обозначено стрелками направления 182 до тех пор, пока режущие кромки 132 не пройдут через заготовку 100 вдоль второй поверхности 112 заготовки 100 и не отрежут материал с образованием фаски 142. В общем случае, фаску 142 выполняют резкой наклонной поверхности 140 с необходимой глубиной на второй поверхности 112 заготовки 100 концентрично вокруг центральной оси 121 первого отверстия 120. Угол наклонной поверхности 140 соответствует углу режущих кромок 132 второго режущего инструмента 130. Наклонная поверхность 140 обращена от хвостовика 134 второго режущего инструмента 130, когда второй режущий инструмент 130 размещен в первом отверстии 120, как показано на чертежах.
[0049] Согласно одному варианту реализации изобретения, поскольку максимальный диаметр резания меньше, чем первый диаметр D1 первого отверстия 120, фаску 142 выполняют вторым режущим инструментом 130 с использованием технологий орбитального сверления. В общем случае, технологии орбитального сверления включают в себя смещение центральной оси 131 второго режущего инструмента 130 от центральной оси 121 первого отверстия 120 с эксцентриситетом OS, связанным с положением второго режущего инструмента 130, который осуществляет резку наклонной поверхности 140 на необходимую глубину. И затем, при выполнении вращения второго режущего инструмента 130 вокруг его центральной оси 131 для отрезания материала от второй поверхности 112, выполняют орбитальное вращение второго режущего инструмента 130 и центральной оси 131 вокруг центральной оси 121 первого отверстия 120. Таким образом на второй поверхности 112 заготовки 100 выполняют фаску 142, выполненную концентрично с первым отверстием 120 и имеющую необходимую глубину dC.
[0050] Со ссылкой на ФИГ. 6, фаска 142 имеет диаметр, увеличивающийся в первом направлении 180 подачи от минимального диаметра, равного диаметру D1 первого отверстия 120, до максимального диаметра D2, размещенного заподлицо или совпадающего со второй поверхностью 112 заготовки 100. Поскольку диаметр фаски 142 больше, чем диаметр D1 первого отверстия 120 во всех точках вдоль центральной оси 121, исключая минимальный диаметр, фаска 142 образована так, чтобы иметь диаметр больше, чем диаметр D1 первого отверстия 120. Кроме того, хотя фаска 142 показана выполняемой только во втором слое 104 заготовки 100, в некоторых вариантах реализации изобретения, фаску 142 выполняют в множестве слоев заготовки 100.
[0051] Как показано на ФИГ. 7, после выполнения фаски 142 на второй поверхности 112 заготовки 100, третий режущий инструмент 150 используют для выполнения второго отверстия 160 посредством расширения первого отверстия 120. Третий режущий инструмент 150 может быть любым из различных режущих инструментов, выполненным с возможностью расширения предварительно прорезанных отверстий. В одном варианте осуществления третий режущий инструмент 150 является разверткой, такой как сверло. В альтернативных вариантах реализации изобретения первый режущий инструмент 116 может быть разверткой с канавками с относительно большим шагом спиралей канавок или сверлом без канавок. Например, как показано на чертежах, третий режущий инструмент 150 представляет собой сверло без канавок с множеством параллельных режущих пластин 154, размещенных в окружном направлении вокруг центрального хвостовика. Каждая режущая пластина 154 имеет режущую кромку, выполненную с возможностью резания материала при вращении третьего режущего инструмента 150. Режущие пластины 154 задают второй диаметр CD2 резания. В показанном варианте реализации изобретения третий режущий инструмент 150 выполнен с возможностью резания второго отверстия 160 (см., например, ФИГ. 8 и 9), имеющего четвертый диаметр D4, постоянный вдоль центральной оси 161 второго отверстия 160. Иными словами, второе отверстие 160 является по существу цилиндрическим отверстием с параллельными боковыми стенками. Для выполнения (например, резания) второго отверстия 160 с четвертым диаметром D4, второй диаметр D2 резания третьего режущего инструмента 150 является приблизительно равным или немного меньшим, чем четвертый диаметр D4 второго отверстия 160.
[0052] При вращении вокруг своей центральной оси, как обозначено стрелками направления вращения на ФИГ. 7 и 8, третий режущий инструмент 150 подают из первого пространства 111 в первом направлении 180 подачи концентрично с центральной осью 121 первого отверстия 120 для проведения через заготовку 100. По мере того как третий режущий инструмент 150 вращается и проходит через заготовку 100, третий режущий инструмент 150 отрезает материал заготовки 100, охватывающий в окружном направлении первое отверстие 120 для эффективного расширения первого отверстия 120 посредством выполнения второго отверстия 160, концентрично с первым отверстием 120, имеющим четвертый диаметр D4, который больше, чем первый диаметр D1. В одном варианте осуществления часть третьего режущего инструмента 150 проходит через и по меньшей мере частично за вторую поверхность 112 заготовки 100, так что второе отверстие 160 полностью проходит через заготовку 100 от первой поверхности 110 ко второй поверхности 112.
[0053] В некоторых вариантах реализации изобретения для обеспечения концентричности центральной оси третьего режущего инструмента 150 с центральной осью 121 первого отверстия 120 при подаче третьего режущего инструмента 150 через первое отверстие 120 для выполнения второго отверстия 160, третий режущий инструмент 150 включает в себя направляющую часть 152. Направляющая часть 152 выполнена с возможностью завершения выполнения первого отверстия 120 или образования посадки с зазором (например, с обеспечением возможности относительного вращения) с первым отверстием 120. Соответственно, направляющая часть 152 третьего режущего инструмента 150 имеет по существу цилиндрическую форму и третий диаметр D3, по существу равный первому диаметру D1 первого отверстия 120. В общем случае, взаимодействие между направляющей частью 152 третьего режущего инструмента 150 и первым отверстием 120 обеспечивает соответствующую концентрическую ориентацию третьего режущего инструмента 150 относительно первого отверстия 120 до того, как третий режущий инструмент 150 начинает отрезать материал от заготовки 100.
[0054] В вариантах реализации изобретения, показанных на ФИГ. 7-9, второй диаметр CD2 резания третьего режущего инструмента 150, и, следовательно, четвертый диаметр D4 второго отверстия 160, больше, чем максимальный диаметр D2 фаски 142, так что после выполнения второго отверстия 160 не остается ни одной части фаски 142. В таком варианте реализации изобретения и для данного диаметра конечного отверстия (например, 0,75 дюйма (1,9 см)), отношение максимального диаметра D2 фаски 142 к первому диаметру D1 первого отверстия 120 составляет от примерно 1 до примерно 1,2, отношение максимального диаметра D2 фаски 142 к четвертому диаметру D4 второго отверстия 160 составляет от примерно 0,99 до примерно 1, а отношение первого диаметра D1 первого отверстия 120 к четвертому диаметру D4 второго отверстия 160 больше чем примерно 0,83 и меньше чем примерно 1.
[0055] В отличие от варианта реализации изобретения по ФИГ. 7-9, в варианте реализации изобретения, показанном на ФИГ. 10 и 11, третий режущий инструмент 150 имеет третий диаметр CD3 резания, меньший чем второй диаметр CD2 резания и меньший, чем максимальный диаметр D2 фаски 142, так что остается часть фаски 142 после выполнения второго отверстия 160 с пятым диаметром D5, по существу равным третьему диаметру CD3 резания. В вариантах реализации изобретения, показанных на ФИГ. 10 и 11, и для данного диаметра конечного отверстия (например, 0,75 дюйма (1,9 см)), отношение максимального диаметра D2 фаски 142 к первому диаметру D1 первого отверстия 120 составляет от примерно 1 до примерно 1,2, отношение максимального диаметра D2 фаски 142 к пятому диаметру D5 второго отверстия 160 составляет от примерно 1,01 до примерно 1, а отношение первого диаметра D1 первого отверстия 120 к пятому диаметру D5 второго отверстия 160 больше чем примерно 0,83 и меньше чем примерно 1.
[0056] Варианты реализации изобретения по ФИГ. 4 и 5 специально разработаны для использования с конструкциями, в которых вторая поверхность 112 заготовки 100 недоступна из второго пространства 113, а вариант реализации изобретения по ФИГ. 12 связан с конструкцией, в которой вторая поверхность 112 заготовки 100 доступна из второго пространства 113. Иными словами, в варианте реализации изобретения по ФИГ. 12 заготовка 100 доступна из второго пространства 113 для выполнения фаски 142 на второй поверхности 112 заготовки 100. Таким образом, для выполнения фаски 142 на второй поверхности 112 используют четвертый режущий инструмент 230, приближающийся ко второй поверхности 112 заготовки 100 из второго пространства 113.
[0057] Четвертый режущий инструмент 230 может быть любым из различных режущих инструментов, выполненных с возможностью резания фасок в материалах. В одном варианте осуществления четвертый режущий инструмент 230 представляет собой обратную фрезу для пазов типа "ласточкин хвост". Четвертый режущий инструмент 230 включает в себя одну или более режущих кромок 232 или лезвий, которые выполнены наклонными под углом относительно плоскости, перпендикулярной центральной оси 121 первого отверстия 120 и центральной оси 131 второго режущего инструмента 130. В отличие от второго режущего инструмента 130, четвертый режущий инструмент 230 выполнен таким образом, что режущие кромки 232 обращены от хвостовика 234 четвертого режущего инструмента 230. Режущие кромки 232 четвертого режущего инструмента 230 также задают максимальный диаметр резания, который может быть равен максимальному наружному диаметру OD четвертого режущего инструмента 230. Максимальный диаметр резания четвертого режущего инструмента 230 соответствует максимальному диаметру фаски 142, которая может быть выполнена посредством четвертого режущего инструмента 230. Более того, в показанном варианте реализации изобретения максимальный наружный диаметр OD четвертого режущего инструмента 230 больше, чем первый диаметр D1 первого отверстия 120. Однако в некоторых вариантах реализации изобретения максимальный наружный диаметр OD четвертого режущего инструмента 230 может быть меньше, чем первый диаметр D1 первого отверстия 120, и фаска 142 может быть получена резанием с использованием технологий орбитального сверления, как описано выше.
[0058] Со ссылкой на ФИГ. 12, если вторая поверхность 112 заготовки 100 доступна через второе пространство 113, вращают четвертый режущий инструмент 230, как обозначено стрелкой направления поворота, и подают его из второго пространства 113 во втором направлении 184 подачи, противоположном первому направлению 180 подачи, во вторую поверхность 112 заготовки 100 для выполнения фаски 142 на второй поверхности 112 концентрично с первым отверстием 120. В общем случае, четвертый режущий инструмент 230 подают во вторую поверхность 112 заготовки 100 до тех пор, пока четвертый режущий инструмент 230 не достигнет необходимой глубины в заготовке 100, связанной с необходимой глубиной dC фаски 142, которая может быть задана предварительно. В одном варианте реализации изобретения осуществляют числовое программное управление перемещением четвертого режущего инструмента 230, чтобы прекратить подачу четвертого режущего инструмента 230 в заготовку 100, когда четвертый режущий инструмент 230 достигнет порогового значения заданного расстояния и достигнет необходимой глубины dC фаски 142. Однако в других вариантах реализации изобретения перемещением четвертого режущего инструмента 230 управляют вручную.
[0059] Если перемещением четвертого режущего инструмента 230 управляют вручную, может быть использован микроупор (micro-stop) для обеспечения того, чтобы четвертый режущий инструмент 230 не прошел дальше необходимой глубины dC фаски 142 при ручной подаче в заготовку 100 во втором направлении 184 подачи. Микроупор 270 может быть любым из различных микроупоров, известных в данной области техники. Например, в одном варианте осуществления микроупор 270 соединен с возможностью перемещения с четвертым режущим инструментом 230, чтобы обеспечить возможность перемещения четвертого режущего инструмента 230 через микроупор 270 при подаче четвертого режущего инструмента 230 во втором направлении 184 подачи. При этом микроупор 270 имеет выступ 272 или стопор, который выполнен с возможностью взаимодействия с заплечиком 236 четвертого режущего инструмента 230 для предотвращения дальнейшего перемещения четвертого режущего инструмента 230 относительно микроупора 270 во втором направлении 184 подачи при достижении необходимой глубины dC фаски 142. Микроупор 270 имеет конец 274, выполненный с возможностью упирания во вторую поверхность 112 заготовки 100 вокруг первого отверстия 120 во время выполнения фаски 142, в результате чего взаимодействие выступа 272 с заплечиком 236 предотвращает не только дальнейшее перемещение четвертого режущего инструмента 230 относительно микроупора 270 во втором направлении 184 подачи, но и дальнейшее перемещение четвертого режущего инструмента 230 относительно заготовки 100 во втором направлении 184 подачи. Расстояние между выступом 272 и концом микроупора 270, упирающегося во вторую поверхность 112, устанавливают так, чтобы оно соответствовало необходимой глубине dC фаски 142. В некоторых вариантах осуществления расстояние между выступом 272 и концом 274 микроупора 270, упирающегося во вторую поверхность 112, выполнено регулируемым, чтобы обеспечить возможность установки различных необходимых значений глубины dC фаски 142.
[0060] Поскольку технологии орбитального сверления необязательны, если вторая поверхность 112 заготовки 100 доступна через второе пространство 113, как упомянуто выше, фаска 142 может быть выполнена вручную на второй поверхности 112 с помощью четвертого режущего инструмента 230. Для обеспечения концентричности центральной оси 238 четвертого режущего инструмента 230 с центральной осью 121 первого отверстия 120, когда четвертый режущий инструмент 230 выполняет фаску 142, четвертый режущий инструмент 230 может иметь направляющую часть 252. Аналогично направляющей части 152 третьего режущего инструмента 150, направляющая часть 252 четвертого режущего инструмента 230 выполнена с возможностью завершения образования первого отверстия 120 или образования посадки с зазором с первым отверстием 120. Соответственно, направляющая часть 252 четвертого режущего инструмента 230 имеет по существу цилиндрическую форму и диаметр, по существу равный первому диаметру D1 первого отверстия 120. В общем случае, взаимодействие между направляющей частью 252 четвертого режущего инструмента 230 и первым отверстием 120 обеспечивает соответствующую концентрическую ориентацию четвертого режущего инструмента 230 относительно первого отверстия 120 до того, как четвертый режущий инструмент 230 начинает отрезать материал от заготовки 100 для выполнения фаски 142.
[0061] Со ссылкой на ФИГ. 13 и согласно одному варианту реализации изобретения способ 300 выполнения отверстия в заготовке, например, с помощью системы 50 согласно настоящему изобретению, может включать любой из этапов способа, описанных выше. Например, способ 300 включает выполнение на этапе 302 направляющего отверстия в заготовке, такой как многослойная заготовка, с помощью первого режущего инструмента. Если сторона заготовки недоступна, как определено на этапе 304, способ 300 включает вставку на этапе 306 второго режущего инструмента в направляющее отверстие с доступной стороны заготовки, орбитальное вращение на этапе 308 второго режущего инструмента вокруг центральной оси направляющего отверстия для выполнения фаски, концентрично с направляющим отверстием, в недоступной стороне заготовки, и расширение на этапе 310 направляющего отверстия с помощью третьего режущего инструмента, после выполнения фаски, с доступной стороны заготовки. Однако если доступны обе стороны заготовки, как определено на этапе 304, способ 300 включает выполнение на этапе 312 фаски, концентрично с направляющим отверстием, в доступной стороне заготовки и с доступной стороны заготовки с помощью четвертого режущего инструмента, а также расширение на этапе 314 направляющего отверстия с помощью третьего режущего инструмента, после выполнения фаски, с другой или отличной доступной стороны заготовки.
[0062] В указанном выше описании могут быть использованы определенные выражения, такие как "вверх", "вниз", "верхний", "нижний", "горизонтальный", "вертикальный", "левый", "правый", "над", "под" и т.п. Эти выражения используются там, где это применимо, чтобы обеспечить определенную ясность описания при рассмотрении относительных соотношений. Однако эти выражения не подразумевают абсолютные отношения, положения и/или ориентации. Например, по отношению к объекту "верхняя" поверхность может становиться "нижней" поверхностью посредством простого переворота этого объекта. При этом объект остается тем же самым. Кроме того, выражения "включающий в себя", "включающий/содержащий", "имеющий" и их варианты означают "включающий, но без ограничения" если иное не указано явным образом. Пронумерованный список элементов, не означает, что какие-либо или все элементы являются взаимоисключающими и/или взаимно включающими, если иное не указано явным образом. Английские артикли "a", "an" и "the" также означают "один или более", если иное не указано явным образом. Кроме того, выражение "множество" может быть определено как "по меньшей мере два".
[0063] Кроме того, примеры в данном описании, в которых один элемент "соединен" с другим элементом, могут включать в себя прямое и опосредованное соединение. Прямое соединение может быть определено, когда один элемент, соединенный с другим элементом, находится с ним в каком-либо контакте. Опосредованное соединение может быть определено, как соединение между двумя элементами без прямого контакта между ними и имеющее один или более дополнительных элементов между соединенными элементами. Кроме того, как использовано в настоящем документе, прикрепление одного элемента к другому элементу может включать в себя прямое прикрепление и опосредованное прикрепление. Кроме того, как использовано в настоящем документе, выражение "расположенный возле" не обязательно означает контакт. Например, один элемент может быть расположен возле другого элемента без контакта с ним.
[0064] При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или большего количества приведенных в списке объектов и только один из объектов, указанных в списке, может быть необходим. Объект может представлять собой конкретный объект, вещь или категорию. Иными словами, "по меньшей мере одно из следующего" означает, что любое сочетание объектов и их количество из этого списка может быть использовано, но не все из объектов списка должны присутствовать. Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может означать объект А; объект А и объект В; объект В; объект А, объект В и объект С или объект В и объект С. В некоторых случаях "по меньшей мере один объект из объекта А, объекта В и объекта С" может означать, например, без ограничения, два объекта А, один объект В и десять объектов С; четыре объекта В и семь объектов С или какую-либо другую подходящую комбинацию.
[0065] Если явно не указано иное, выражения "первый", "второй" и т.д. используются в настоящем документе лишь в качестве обозначений и не предназначены для наложения порядковых, позиционных или иерархических требований к объектам, к которым относятся эти выражения. Кроме того, ссылка на, например, "второй" объект не требует или не исключает существования, например, "первого" или объекта с меньшим номером и/или, например, "третьего" или объекта с большим номером.
[0066] При использовании в настоящем документе система, устройство, конструкция, изделие, элемент, компонент или аппаратное средство "выполненные с возможностью" реализации конкретной функции, действительно выполнены с возможностью реализации конкретной функции без внесения какого-либо изменения, а не просто имеют потенциал для реализации этой конкретной функции после дополнительной модификации. Иными словами, система, устройство, конструкция, изделие, элемент, компонент или аппаратное средство "выполненные с возможностью" реализации конкретной функции, специально выбраны, созданы, реализованы, использованы, запрограммированы и/или спроектированы в целях реализации указанной конкретной функции. При использовании в настоящем документе "выполненный с возможностью" обозначает существующие характеристики системы, устройства, конструкции, изделия, элемента, компонента или аппаратного средства, которые обеспечивают возможность реализации устройством, конструкцией, изделием, элементом, компонентом или аппаратным средством конкретной функции без дополнительной модификации. Для целей настоящего раскрытия система, устройство, конструкция, изделие, элемент, компонент или аппаратное средство, описанные как "выполненные с возможностью" реализации конкретной функции могут дополнительно или в альтернативных вариантах реализации изобретения быть описаны как "приспособленные для" реализации или "обеспечивающие возможность" реализации указанной функции.
[0067] Многие из функциональных блоков, описанных в данном документе, были помечены как модули для того, чтобы, в частности, подчеркнуть возможность их независимого осуществления. Например, модуль может быть реализован в качестве аппаратной схемы, содержащей пользовательские сверхбольшие интегральные схемы или вентильные матрицы, готовые или стандартные полупроводники, такие как логические микросхемы, транзисторы и другие отдельные компоненты. Модуль также может быть реализован в программируемых аппаратных устройствах, таких как программируемые вентильные матрицы, программируемые логические матрицы, программируемые логические устройства и т.п.
[0068] Модули также могут быть реализованы в программном обеспечении для исполнения процессорами различных типов. Отождествленный модуль компьютерочитаемого программного кода, например, может включать в себя один или более физических или логических блоков компьютерных инструкций, которые могут, например, быть организованы в виде объекта, процедуры или функции. Тем не менее, исполняемые файлы не обязательно должны быть физически расположены вместе, а могут содержать разнородные инструкции, хранящиеся в различных местах, которые, когда они соединены друг с другом логически, содержат указанный модуль и обеспечивают достижение указанной для модуля цели.
[0069] Действительно, модуль компьютерочитаемого программного кода может представлять собой одну инструкцию или множество инструкций и даже может быть распределен по нескольким разным кодовым сегментам, разным программам и разным устройствам памяти. Схожим образом, оперативные данные могут быть определены и проиллюстрированы в настоящем документе в пределах модулей и могут быть реализованы в подходящей форме и организованы в структурных данных любого подходящего типа. Оперативные данные могут быть собраны как единый набор данных или могут быть распределены по разным местам, включая различные устройства для хранения, и могут существовать, по меньшей мере частично, просто как электронные сигналы в системе или сети. Если модуль или части модуля реализованы в программном обеспечении, компьютерочитаемый программный код может быть сохранен и/или распространен на одном или большем количестве компьютерочитаемых носителей.
[0070] Компьютерочитаемый носитель может быть материальным компьютерочитаемым носителем хранения, хранящим компьютерочитаемый программный код. Компьютерочитаемый носитель хранения может представлять собой, например, но без ограничения, электронную, магнитную, оптическую, электромагнитную, инфракрасную, голографическую, микромеханическую или полупроводниковую систему, устройство или прибор или любую подходящую комбинацию из вышеперечисленного.
[0071] Более конкретные примеры компьютерочитаемого носителя могут включать в себя, но без ограничения, портативную компьютерную дискету, жесткий диск, оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM), стираемое программируемое постоянное запоминающее устройство (EPROM или флеш-память), портативный компакт-диск только для чтения (CD-ROM), компакт-диск формата DVD (DVD), оптическое устройство для хранения, магнитное устройство для хранения, голографический носитель для хранения, микромеханические устройство для хранения или любое подходящее сочетание из вышеперечисленного. В контексте данного документа компьютерочитаемый носитель для хранения может представлять собой любой материальный носитель, который может содержать и/или сохранять компьютерочитаемый программный код для использования системой исполнения команд, устройством или прибором и/или в связи с системой исполнения команд, устройством или прибором.
[0072] Компьютерочитаемый носитель также может представлять собой компьютерочитаемый носитель сигнала. Компьютерочитаемый носитель сигнала может включать в себя распространяемый сигнал данных с компьютерочитаемым программным кодом, встроенным в него, например, в полосе частот или в качестве части несущей волны. Такой распространяемый сигнал может принимать любую из различных форм, включающую, но без ограничения, электрическую, электромагнитную, магнитную, оптическую или любую подходящую их комбинацию. Компьютерочитаемый носитель сигнала может представлять собой любой компьютерочитаемый носитель, который не является компьютерочитаемым носителем для хранения и который может передавать, распространять или перемещать компьютерочитаемый программный код для использования системой исполнения команд, устройством или прибором или в связи с системой исполнения команд, устройством или прибором. Компьютерочитаемый программный код, реализованный на компьютерочитаемом носителе сигнала, может быть передан с использованием подходящего носителя, включая, но без ограничения, проводной и беспроводной, волоконно-оптический кабель, радиочастоты (RF) или тому подобное, или любую подходящую комбинацию из вышеперечисленного.
[0073] В одном варианте реализации изобретения компьютерочитаемый носитель может содержать комбинацию одного или большего количества компьютерочитаемых носителей для хранения и одного или большего количества компьютерочитаемых носителей сигнала. Например, компьютерочитаемый программный код может быть как распространяемым в качестве электромагнитного сигнала через оптико-волоконный кабель для исполнения процессором, так и сохраненным на оперативном запоминающем устройстве (RAM) для хранения для исполнения процессором.
[0074] Компьютерочитаемый программный код для осуществления операций по аспектам настоящего изобретения может быть написан с помощью сочетания одного или большего количества языков программирования, включая объектно-ориентированный язык программирования, такой как Java, Smalltalk, С++ или т.п., и обычные процедурные языки программирования, такие как язык программирования "С" или подобные языки программирования. Компьютерочитаемый программный код может выполняться полностью на компьютере пользователя, частично на компьютере пользователя, как автономный пакет программного обеспечения, частично на компьютере пользователя и частично на удаленном компьютере или полностью на удаленном компьютере или сервере. В последнем сценарии, удаленный компьютер может быть соединен с компьютером пользователя посредством сети любого типа, включающей локальную сеть (LAN) или глобальную сеть (WAN), или связь может быть установлена с внешним компьютером (например, посредством сети Интернет с помощью интернет-провайдера).
[0075] Принципиальные блок-схемы, содержащиеся в настоящем документе, приведены, как правило, в виде логических блок-схем. Таким образом, изображенный порядок и обозначенные этапы являются иллюстративными для одного из вариантов реализации представленного способа. Могут быть очевидными другие этапы и способы, которые являются эквивалентными в отношении работы, логики или действия согласно одному или большему количеству этапов, или их части, проиллюстрированного способа. Кроме того, используемые формат и символы предназначены для пояснения логических этапов способа и не должны трактоваться как ограничения объема правовой охраны способа. Хотя в изображениях блок-схемы могут быть использованы различные типы стрелок и типы линий, следует понимать, что они не предназначены для ограничения объема соответствующего способа. Несомненно, могут быть использованы какие-либо стрелки или другие соединители для обозначения только логической последовательности способа. Например, стрелка может обозначать период ожидания или мониторинга в течение неопределенного времени между перечисленными этапами изображаемого способа. Кроме того, порядок, в котором реализуется конкретный способ, может строго соответствовать или может не строго соответствовать порядку соответствующих показанных этапов.
[0076] Объект настоящего изобретения может быть реализован в различных конкретных формах без отхода от его идей или существенных характеристик. Описанные варианты реализации изобретения должны рассматриваться во всех отношениях только как иллюстративные, а не ограничительные. Все изменения, которые находятся в пределах значения и диапазона эквивалентности формулы изобретения, считаются находящимися в пределах ее объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ СИСТЕМЫ ОТВЕРСТИЙ В МНОГОСЛОЙНОЙ ЗАГОТОВКЕ | 2020 |
|
RU2751171C1 |
| СИСТЕМА ИДЕНТИФИЦИРОВАНИЯ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ | 2013 |
|
RU2629881C2 |
| РЕЖУЩАЯ ПЛАСТИНА, КОРПУС ИНСТРУМЕНТА И ИХ УЗЕЛ | 2014 |
|
RU2650816C2 |
| ТОРЦОВОЧНАЯ ПИЛА С ЦЕПНОЙ ПЕРЕДАЧЕЙ | 2014 |
|
RU2664319C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2774235C1 |
| СИСТЕМЫ И СПОСОБЫ ФОРМИРОВАНИЯ ОТВЕРСТИЯ В СТОПЕ | 2014 |
|
RU2675878C2 |
| ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ПЛАСТИНУ | 2019 |
|
RU2747665C1 |
| РЕЖУЩИЕ ЭЛЕМЕНТЫ С РАЗНОЙ ГЛУБИНОЙ ВЫЩЕЛАЧИВАНИЯ, РАСПОЛОЖЕННЫЕ В РАЗНЫХ ОБЛАСТЯХ БУРОВОГО ИНСТРУМЕНТА, И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2014 |
|
RU2658689C2 |
| РЕЖУЩИЙ МЕХАНИЗМ | 2018 |
|
RU2764671C2 |
| СОЕДИНИТЕЛЬНАЯ ДЕТАЛЬ ДЛЯ ОБРАБАТЫВАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМООБРАБОТКИ МАТЕРИАЛОВ, В ЧАСТНОСТИ ДЛЯ ГОЛОВКИ ПЛАЗМЕННОЙ ГОРЕЛКИ, ЛАЗЕРНОЙ ГОЛОВКИ, ПЛАЗМЕННО-ЛАЗЕРНОЙ ГОЛОВКИ, ИЗНАШИВАЮЩАЯСЯ ДЕТАЛЬ И ДЕРЖАТЕЛЬ ИЗНАШИВАЮЩЕЙСЯ ДЕТАЛИ, А ТАКЖЕ СПОСОБ ИХ СБОРКИ | 2019 |
|
RU2770169C1 |
Группа изобретений относится к обработке отверстий в заготовках, имеющих многослойную конструкцию. Способ выполнения отверстия в заготовке, имеющей первую поверхность и вторую поверхность, расположенную напротив первой поверхности, включает выполнение в заготовке первого отверстия, имеющего первый диаметр, посредством проведения первого режущего инструмента через заготовку от первой поверхности ко второй поверхности. Дополнительно способ включает выполнение фаски на второй поверхности заготовки концентрично с первым отверстием вторым режущим инструментом. Фаска имеет второй диаметр, который больше, чем первый диаметр. Способ также включает выполнение в заготовке второго отверстия, имеющего третий диаметр, который больше, чем первый диаметр, концентрично с первым отверстием посредством проведения третьего режущего инструмента через заготовку от первой поверхности ко второй поверхности. Исключается расслаивание слоев заготовки, повышается качество обработанного отверстия. 3 н. и 17 з.п. ф-лы, 13 ил.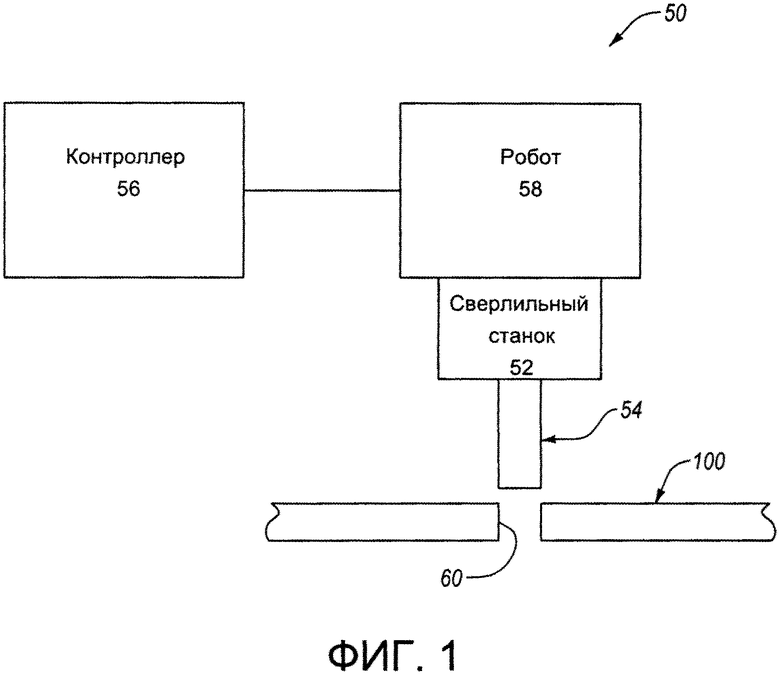
1. Способ выполнения отверстия в заготовке, имеющей первую поверхность и вторую поверхность, расположенную напротив первой поверхности, включающий:
выполнение в заготовке первого отверстия, имеющего первый диаметр, посредством проведения первого режущего инструмента через заготовку от первой поверхности ко второй поверхности;
выполнение фаски на второй поверхности заготовки концентрично с первым отверстием с использованием второго режущего инструмента, при этом фаска имеет второй диаметр, который больше, чем первый диаметр, и
выполнение в заготовке второго отверстия, имеющего третий диаметр, который больше, чем первый диаметр, концентрично с первым отверстием посредством проведения третьего режущего инструмента через заготовку от первой поверхности ко второй поверхности.
2. Способ по п. 1, согласно которому выполнение фаски на второй поверхности заготовки включает вставку второго режущего инструмента в первое отверстие от первой поверхности заготовки ко второй поверхности заготовки.
3. Способ по п. 2, согласно которому выполнение фаски на второй поверхности заготовки включает выполнение вторым режущим инструментом, вставленным в первое отверстие, орбитального вращения вокруг центральной оси первого отверстия с резкой заготовки.
4. Способ по п. 3, согласно которому осуществляют числовое программное управление работой второго режущего инструмента для выполнения фаски на второй поверхности заготовки.
5. Способ по п. 3, согласно которому второй режущий инструмент выполнен в виде фрезы для пазов типа «ласточкин хвост».
6. Способ по п. 5, согласно которому фреза для пазов типа «ласточкин хвост» имеет максимальный диаметр резания, который меньше, чем первый диаметр первого отверстия.
7. Способ по п. 1, согласно которому выполнение фаски на второй поверхности заготовки включает:
размещение второго режущего инструмента на второй стороне заготовки возле второй поверхности;
вставку направляющей части второго режущего инструмента в первое отверстие в направлении, проходящем от второй стороны заготовки к первой стороне заготовки возле первой поверхности; и
резку второй поверхности заготовки посредством второго режущего инструмента и направляющей части второго режущего инструмента, вставленного в первое отверстие.
8. Способ по п. 7, согласно которому осуществляют предотвращение дальнейшей вставки направляющей части второго режущего инструмента в первое отверстие в направлении, проходящем от второй стороны заготовки к первой стороне заготовки за пределы порогового значения заданного расстояния,
при этом пороговое значение заданного расстояния соответствует заданной глубине фаски.
9. Способ по п. 1, согласно которому первый режущий инструмент содержит сверло с канавками или первую развертку, а третий режущий инструмент содержит вторую развертку.
10. Способ по п. 1, согласно которому второй диаметр фаски является максимальным диаметром фаски, при этом второй диаметр фаски меньше, чем третий диаметр второго отверстия.
11. Способ по п. 1, согласно которому второй диаметр фаски больше, чем третий диаметр второго отверстия.
12. Способ по п. 1, согласно которому заготовка содержит множество расположенных друг между другом слоев.
13. Способ выполнения отверстия в заготовке, имеющей первую поверхность и вторую поверхность, расположенную напротив первой поверхности, причем заготовка представляет собой многослойную композитную заготовку, а способ включает:
выполнение в многослойной композитной заготовке направляющего отверстия, проходящего от первой поверхности ко второй поверхности;
выполнение фаски концентрично с направляющим отверстием на второй поверхности многослойной композитной заготовки и
расширение направляющего отверстия с помощью фаски, выполняемой на второй поверхности многослойной композитной заготовки.
14. Способ по п. 13, согласно которому вторая поверхность многослойной композитной заготовки выполнена закрытой таким образом, что вторая поверхность недоступна из второго пространства непосредственно возле второй поверхности многослойной композитной заготовки.
15. Способ по п. 14, согласно которому выполнение фаски на второй поверхности многослойной композитной заготовки включает:
вставку второго режущего инструмента в направляющее отверстие из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки и
орбитальное вращение второго режущего инструмента вокруг центральной оси направляющего отверстия с резкой при этом второй поверхности многослойной композитной заготовки, при этом
расширение направляющего отверстия включает проведение третьего режущего инструмента через направляющее отверстие и фаску из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки.
16. Способ по п. 13, согласно которому
выполнение фаски на второй поверхности многослойной композитной заготовки включает вставку четвертого режущего инструмента в направляющее отверстие из второго пространства непосредственно возле второй поверхности многослойной композитной заготовки, при этом
расширение направляющего отверстия включает проведение третьего режущего инструмента через направляющее отверстие и фаску из первого пространства непосредственно возле первой поверхности многослойной композитной заготовки.
17. Способ по п. 13, согласно которому расширение направляющего отверстия включает расширение направляющего отверстия до четвертого диаметра, который меньше, чем максимальный диаметр фаски.
18. Способ по п. 13, согласно которому расширение направляющего отверстия включает расширение направляющего отверстия до четвертого диаметра, который больше, чем максимальный диаметр фаски.
19. Система для выполнения отверстия в заготовке, имеющей первую поверхность и вторую поверхность, расположенную напротив первой поверхности, содержащая:
первый режущий инструмент, выполненный с возможностью резания цилиндрического отверстия, имеющего первый диаметр,
второй режущий инструмент, выполненный с возможностью резания фаски,
третий режущий инструмент, выполненный с возможностью резания цилиндрического отверстия, имеющего второй диаметр, который больше, чем первый диаметр, и
контроллер, выполненный с возможностью обеспечения выполнения первым режущим инструментом резания через заготовку первого отверстия, имеющего первый диаметр, обеспечения выполнения вторым режущим инструментом резания фаски на второй поверхности заготовки концентрично с первым отверстием и
обеспечения выполнения третьим режущим инструментом расширения первого отверстия от первого диаметра до второго диаметра посредством проведения третьего режущего инструмента через заготовку в направлении, проходящем от первой поверхности заготовки ко второй поверхности заготовки.
20. Система по п. 19, в которой второй режущий инструмент имеет максимальный диаметр резания, который меньше, чем первый диаметр, при этом
контроллер выполнен с возможностью обеспечения выполнения вторым режущим инструментом резания фаски на второй поверхности заготовки посредством вставки второго режущего инструмента в первое отверстие в направлении, проходящем от первой поверхности заготовки ко второй поверхности заготовки, и
выполнения вторым режущим инструментом, вставленным в первое отверстие, орбитального вращения вокруг центральной оси первого отверстия с резкой при этом второй поверхности заготовки.
| US 6665580 B1, 16.12.2003 | |||
| WO 9710914 A1, 27.03.1997 | |||
| Привод нагнетателя с униполярной электромагнитной муфтой | 1976 |
|
SU661124A1 |

