Изобретение относится к области ремонта машин, в частности к способам восстановления и упрочнения автомобильных деталей, и может быть использовано для восстановления тормозных дисков автомобилей и других транспортных средств, изготовленных из стали, наплавкой с последующей упрочняющей химико-термической обработкой.
Известен способ восстановления тормозных дисков протачиванием рабочих поверхностей дисков до ремонтного размера (Быков В.В. Способы восстановления элементов тормозной системы автомобилей. В.В. Быков, Е.П. Мельникова, АДИ ГВУЗ «ДонНТУ», г. Горловка, Украина, 2001, 4 с.), при котором их рабочие поверхности протачиваются для выведения следов износа и выравнивания плоскости контакта с тормозными колодками.
Известен также способ восстановления металлических фрикционных дисков (патент на изобретение SU 1260168 А1 СССР). После протачивания диски подвергаются термофиксации, затем на их рабочие поверхности наносится система впадин. Протачивание дисков рекомендуется проводить при каждой замене изношенных колодок.
В качестве наиболее близкого аналога может быть выбран второй из указанных способов.
Основным недостатком приведенных способов является снижение прочности тормозного диска за счет удаления части металла с его рабочих поверхностей, а также снижение ресурса тормозного диска из-за недопустимого уменьшения толщины его рабочей части, после чего дорогостоящий диск требует замены.
Задачей предлагаемого изобретения является увеличение межремонтных ресурсов тормозных дисков, создание возможности их многократного использования без замены, повышение износостойкости и улучшение фрикционных свойств их рабочих поверхностей.
Технический результат достигается тем, что в известном способе восстановления фрикционных дисков, включающем протачивание дисков до выведения следов износа и коррозии, согласно изобретению, после протачивания на восстанавливаемые поверхности наплавляют покрытия низкоуглеродистой легированной проволокой (например, Св-08ХГ2С) в среде защитных газов, затем производят высокий отпуск диска при температуре 600-650°C в течение 2 часов с последующей механической обработкой (токарной), после чего готовят нитроцементующую пасту путем смешивания при следующем соотношении компонентов, масс. %: газовая сажа - 53-57%; железосинеродистый калий - 13-17%; углекислый калий - 13-17%; нитроцеллюлозный лак НЦ-222 - 13-17%, пасту наносят на упрочняемые поверхности и проводят нитроцементацию при температуре 850°C с выдержкой в течение от 2 до 6 часов в зависимости от требуемых параметров упрочняемых поверхностей.
Протачивание рабочих поверхностей дисков производится на глубину, обеспечивающую полное выведение следов износа и коррозии (окисления).
Наплавка на проточенные поверхности тормозных дисков производится низкоуглеродистой легированной проволокой Св-08ХГ2С, не склонной к образованию трещин при наплавке, в среде защитных газов. Толщина наплавленного металла должна компенсировать потери основного металла диска на износ и протачивание с учетом припуска на механическую обработку.
После наплавки производится высокий отпуск диска при температуре 600-650°C в течение 2 часов для снятия внутренних напряжений, вызванных наплавкой.
Механическая (токарная) обработка диска производится для придания ему номинальных размеров и правильной формы. При механической обработке на рабочих поверхностях необходимо оставлять припуск 0,1-0,15 мм на отделочные операции после химико-термической обработки.
Химико-термическая обработка дисков с наплавленными на рабочие части покрытиями состоит в насыщении этих покрытий азотом и углеродом (нитроцементации) из высокоактивной пасты следующего состава (% масс.): газовая сажа (аморфный углерод) - 53-57%; железосинеродистый калий (азотсодержащий компонент) - 13-17%; углекислый калий (активизирующий компонент) - 13-17%; нитроцеллюлозный лак НЦ-222 (пастообразователь) - 13-17%.
Паста наносится на рабочие поверхности дисков слоем 1,5-2,0 мм и высушивается. Диски с сухим нитроцементующим покрытием помещаются в печь с бескислородной атмосферой и подвергаются нагреву до температуры 850°C, соответствующей температуре нормализации основного металла диска.
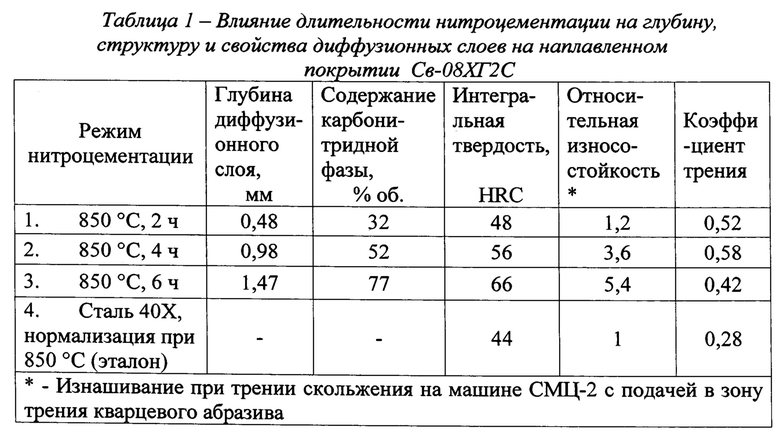
Продолжительность выдержки при названной температуре зависит от того, какие параметры и свойства нитроцементованных слоев требуется получить на конкретных восстанавливаемых дисках. Значения длительности выдержки для получения различных заданных свойств приведены в таблице 1. После нитроцементации диски выгружаются из печи и охлаждаются на воздухе.
В условиях ремонтного производства для нитроцементации можно использовать герметичные контейнеры с нейтральным наполнителем (например, с чугунной стружкой или древесным углем), в которые упаковываются тормозные диски с нитроцементующим покрытием по типу твердой цементации, и любой источник нагрева, обеспечивающий заданную температуру в 850°C.
В результате обработки, проведенной по указанной методике, основной металл диска приобретает мелкозернистую ферритно-перлитную структуру, в которой отсутствуют внутренние напряжения, способные вызвать коробление диска. На рабочих (нитроцементованных) поверхностях диска образуются диффузионные слои, насыщенные большим количеством карбонитридов, изоморфных цементиту, имеющих твердость Нμ>1000, в окружении ферритной матрицы. Эти слои, по сути, представляют собой металлические композиты, отличающиеся высокой износостойкостью, прочностью и ударной вязкостью. Благодаря этому обеспечивается высокий упрочняющий эффект на тормозных дисках.
Последней операцией является тонкое точение твердосплавными или алмазными резцами, или шлифование для придания рабочим поверхностям диска оптимальной шероховатости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный способ восстановления и упрочнения тормозных дисков и барабанов | 2023 |
|
RU2814359C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ТОРМОЗНЫХ ДИСКОВ И БАРАБАНОВ АВТОМОБИЛЕЙ | 2022 |
|
RU2806788C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2600612C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2011 |
|
RU2501884C2 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2014 |
|
RU2574943C1 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА РЕЗЦА ДОРОЖНОЙ ФРЕЗЫ ИЗ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ 30ХГС НИТРОЦЕМЕНТАЦИЕЙ | 2024 |
|
RU2834109C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2592339C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2586178C1 |
| СПОСОБ СУЛЬФОЦИАНИРОВАНИЯ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ В ВЫСОКОАКТИВНОЙ ПАСТЕ | 2018 |
|
RU2686425C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ МЕТАЛЛОВ В ПАСТАХ | 2003 |
|
RU2254396C1 |
Изобретение может быть использовано при восстановлении тормозных дисков автомобилей с одновременным их упрочнением. Рабочие поверхности дисков протачивают до выведения следов износа и коррозии (окисления). Восстанавливают форму и размеры рабочих поверхностей дисков наплавкой низкоуглеродистой легированной проволокой, например Св-08ХГ2С, в среде защитных газов. Проводят высокий отпуск диска при температуре 600-650°C в течение 2 часов и механическую обработку, например токарную. Затем готовят нитроцементирующую пасту путем смешивания компонентов в следующем соотношении, мас.%: газовая сажа - 53-57, железосинеродистый калий - 13-17, углекислый калий - 13-17, нитроцеллюлозный лак НЦ-222 - 13-17 и осуществляют нитроцементацию при температуре 850°C с выдержкой в течение от 2 до 6 часов в зависимости от требуемых параметров упрочняемых поверхностей. Способ позволяет увеличить межремонтный ресурс тормозных дисков за счет повышения их износостойкости и улучшения фрикционных свойств их рабочих поверхностей. 1 табл.
Способ восстановления c упрочнением стального тормозного диска автомобиля, включающий протачивание диска до выведения следов износа и коррозии, отличающийся тем, что после протачивания на восстанавливаемые поверхности наплавляют покрытие низкоуглеродистой легированной проволокой в среде защитных газов, затем производят высокий отпуск диска при температуре 600-650°С в течение 2 часов с последующей механической обработкой, после чего наносят на упрочняемые поверхности нитроцементующую пасту и проводят нитроцементацию при температуре 850°C с выдержкой в течение от 2 до 6 часов в зависимости от требуемых параметров упрочняемых поверхностей, при этом упомянутая паста содержит компоненты в следующем соотношении, мас.%: газовая сажа - 53-57, железосинеродистый калий - 13-17, углекислый калий - 13-17, нитроцеллюлозный лак НЦ-222 - 13-17.
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ДИСКОВ АВТОМАТИЧЕСКИХ ТРАНСМИССИЙ АВТОМОБИЛЕЙ | 2004 |
|
RU2297312C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2000 |
|
RU2207384C2 |
| Прибор для определения корреляционных функций стационарных случайных процессов | 1957 |
|
SU114560A1 |
| Секциональный двухкамерный паровой котел с раздельными пучками кипятильных труб и с расположенным между этими пучками перегревателем | 1925 |
|
SU2262A1 |
| US 4852236 А, 01.08.1989. | |||

