Изобретение относится к области машиностроения, в частности к химико-термической обработке металлов и сплавов, и может быть использовано для поверхностного упрочнения деталей машин и оборудования, работающих в условиях трения при высоких контактных нагрузках и при недостатке смазки.
Известен способ сульфоцианирования стальных изделий в цианистой ванне следующего состава (% масс): цианистый натрий NaCN-50%; хлористый калий КСl-20%; сернистокислый натрий Na2S2O3-5%. Температура обработки 540…570°С, длительность - 1…4 часа [Самоходский А.И., Парфеновская Н.Г. Технология термической обработки металлов. Изд. 2. - М: Машиностроение, 1976. - 311 с.] Недостатками указанного способа является высокая стоимость компонентов, высокая токсичность ванны, что вызывает значительные проблемы, связанные с охраной окружающей среды. Необходимо устройство эффективной вентиляции и нейтрализация отходящих газов, содержащих цианистый водород, нейтрализация следов цианистой соли и сточных вод, отходов производства и др. Кроме того, к недостаткам использования соляных ванн следует отнести и сложность при обработке изделий больших размеров (размеры лимитируются объемом ванны), невозможность локального насыщения рабочих поверхностей деталей сложной формы, затруднение использования в условиях массового производства на машиностроительных предприятиях.
Известен способ сульфоцианирования стальных изделий в твердом карбюраторе, содержащем следующие компоненты (% масс): древесноугольный карбюризатор (бондюжский) - 60%; сернистое железо Fe S - 20%; железосинеродистый калий К4Fe(CN4) - 10%; сера S - 10,%. Температура обработки 560°С, длительность 10 ч и более [Зинович Н.С. Исследование процесса сульфидирования / В кн. Повышение стойкости деталей машин (сульфидирование) // Под ред. М.М. Хрущова. - М.: Гос. науч. техн. изд-во машиностроительной лит., 1959. - С. 79-94.]
Недостатками этого способа являются большая длительность процесса сульфоцианирования, большой расход карбюризатора и высокая трудоемкость, связанная с использованием ручного труда при упаковке и распаковке контейнеров для сульфоцианирования (цементационных ящиков), неравномерность насыщения разных участков деталей сложной формы.
Технической задачей изобретения является повышение скорости сульфоцианирования, обеспечение возможности обработки деталей любых размеров и форм, обеспечение возможности локального сульфоцианирования рабочих поверхностей деталей, а также повышение экологической безопасности процесса сульфоцианирования.
Технический результат достигается тем, что в известном способе сульфоцианирования деталей из конструкционных и инструментальных сталей в сульфоцианирующей среде, включающем нанесение пасты на поверхность детали, нагрев с последующей выдержкой и охлаждение, согласно изобретению, сульфоцианирующую среду готовят в виде пасты, содержащей железосинеродистый калий К4Fe(CN)6, карбамид (NH2)2СО, углекислый натрий Na2CO3, сульфид натрия Na2S, нитроцеллюлозный лак НЦ 222 и аморфный углерод (сажа ДГ100) при следующем соотношении компонентов, масс. %: К4Fe(CN)6 - 8…15%; (NH2)2CO - 5…10%; Na2CO3 - 5…10%; Na2S - 2…5%; нитроцеллюлозный лак НЦ 222-15…30%; газовая сажа ДГ-100-остальное, наносят пасту на изделие, нагревают при температуре 550-650°С с выдержкой в течение 3 часов, охлаждают, промывают в горячей воде при температуре 80°С до полного удаления пасты, сушат, затем переносят в ванну с горячим маслом (110-120°С) и выдерживают 5-10 мин.
Сульфоцианирование стали с использованием такого покрытия обеспечивает высокую скорость и равномерность насыщения поверхностных слоев азотом, серой и углеродом.
Отсутствие ядовитых компонентов и невысокая испаряемость не приводит к недопустимому загрязнению атмосферного воздуха и не требует устройства специальной вентиляции.
Способ осуществляется следующим образом.
Готовят пасту, для чего тщательно смешивают порошкообразные сухие компоненты, и полученную смесь разводят нитроцеллюлозным лаком до образования густой пасты. Приготовленную пасту необходимо использовать в течение часа.
Приготовленную пасту наносят на деталь, очищенную от загрязнений. Поэтому можно наносить либо погружением детали в сосуд с пастой (детали небольших размеров), либо кистью на упрочняемые поверхности крупногабаритных деталей (например, на шейки коленчатого вала). Слой пасты на поверхностях деталей должен составлять 1,5…2 мм.
Детали с нанесенной на их поверхности пастой высушивают: при комнатной температуре (20°С) в течение 1…1,5 часов, а при температуре 80°С в течение 15…30 мин. Детали с нанесенной на них пастой могут храниться неограниченное время до загрузки в печь, при этом они не вызывают загрязнения оборудования и персонала. Сухое покрытие устойчиво к ударам.
Для сульфоцианирования детали с сухим покрытием загружают в печь с герметичной ретортой (типа Ц, США и др.). Температура сульфоцианирования 550…650°С, длительность - в зависимости от требуемой толщины сульфоцианированного слоя. В процессе сульфоцианирования в реторту печи подается бескислородная атмосфера во избежание сгорания активного покрытия.
Сульфоцианирование деталей с использованием предлагаемой обмазки можно использовать в печах непрерывного действия в эндотермической или азотирующей атмосферах (в условиях массового производства) или в цементационных ящиках (в условиях единичного, в частности ремонтного производства). В последнем случае изделия можно упаковывать вплотную друг к другу, что экономит пространство в ящике и ручной труд.
После сульфоцианирования детали выгружают из печи и охлаждают на воздухе, в воде или масле (в зависимости от марки стали и назначения изделия) и очищают от следов обмазки в моечных машинах или вручную.
Эффективность заявляемого способа сульфоционирования иллюстрируются примером.
Пример. Сульфоцианированию подвергались образцы в виде дисков диаметром 50 мм и толщиной 10 мм из стали 42ХМФА (сталь для коленчатых валов двигателей КАМАЗ). Предварительно обезжиренные уайт-спиритом диски покрывались слоем пасты, содержащей 10% железосинеродистого калия (желтой кровяной соли) К4Fe(CN)6; 10% карбамида (мочевины) (NH2)2CO; 5% сульфида натрия Na2S; 30% нитроциллюлозного лака НЦ 222, остальное - аморфный углерод (газовой сажи ДГ100). Толщина слоя пасты 1,5-2,0 мм.
Образцы высушивались при температуре 80°С в течение 0,5 часа до образования твердого покрытия и загружались в печь Ц-25 (подвешивались на специальном приспособлении), разогретую до температуры сульфоцианирования. Обработка проводилась при трех температурах: 550, 600 и 650°С, длительность обработки во всех случаях три часа. После сульфоцианирования образцы охлаждались в воде. Затем промывали в горячей воде при температуре 80°С до полного удаления пасты, сушили, затем укладывали в ванну с горячим маслом (110-120°С) и выдерживали 5-10 мин.
Сульфоцианированные образцы испытывались на машине трения СМЦ-2 на стойкость против задира в условиях сухого трения, контр-тело (колодка) - нормализованная сталь 42МФА. Испытания проводились при частоте вращения шпинделя машины 1000 мин-1. После каждых 15 мин. испытания машина останавливалась для охлаждения образца и увеличения нагрузки на 0,5 МГЛА путем подтягивания пружины нагружающего устройства машины СМЦ-2 на 10 кчс. Испытания начинались с нагрузки 2 МПА.
После испытания на образцах готовились микрошлифы, на которых исследовалась структура сульфоцианированных слоев, и определялся химический состав. Результаты исследования представлены в таблице 1.
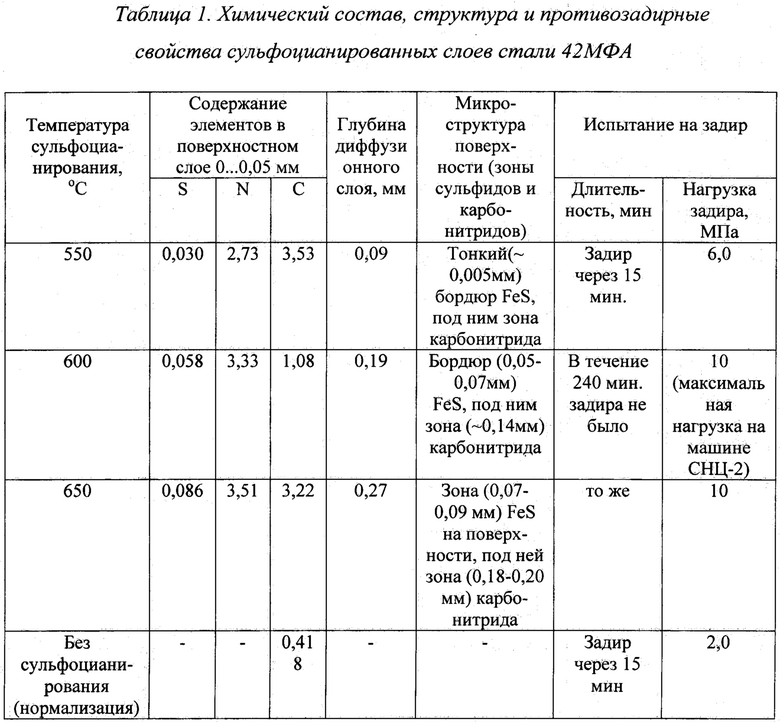
Таким образом, предлагаемый способ сульфоцианирования позволяет повысить противозадирные свойства стальных изделий в 3-5 раз, что позволяет рекомендовать его для деталей, работающих в условиях интенсивного трения с недостатком смазки. При этом предлагаемый способ отличается высокой производительностью, технологической широтой, экономичностью и экологической безопасностью. Он не требует дорогостоящего специализированного оборудования и может быть внедрен как на машиностроительных, так и на ремонтных предприятиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2600612C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2592339C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2586178C1 |
| СОСТАВ ВАННЫ ДЛЯ СУЛЬФОЦИАНИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2021 |
|
RU2764098C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2014 |
|
RU2574943C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ ДЕТАЛЕЙ ИЗ ШТАМПОВЫХ СТАЛЕЙ | 2011 |
|
RU2501884C2 |
| СПОСОБ УПРОЧНЕНИЯ КОРПУСА РЕЗЦА ДОРОЖНОЙ ФРЕЗЫ ИЗ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ 30ХГС НИТРОЦЕМЕНТАЦИЕЙ | 2024 |
|
RU2834109C1 |
| Способ упрочнения деталей из инструментальных и конструкционных сталей в цементуемой среде | 2021 |
|
RU2757021C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ ТОРМОЗНЫХ ДИСКОВ АВТОМОБИЛЕЙ | 2017 |
|
RU2667934C1 |
| СОСТАВ ВАННЫ ДЛЯ ЦИАНИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ В ЖИДКИХ СРЕДАХ | 2013 |
|
RU2533577C1 |
Изобретение относится к области машиностроения, в частности к химико-термической обработке металлов и сплавов, и может быть использовано для поверхностного упрочнения деталей машин и оборудования, работающих в условиях трения при высоких контактных нагрузках и при недостатке смазки. Способ сульфоцианирования изделий из конструкционных или инструментальных сталей в высокоактивной пасте включает нанесение высокоактивной пасты на поверхность изделий, нагрев с последующей выдержкой и охлаждение. В качестве высокоактивной пасты наносят пасту, содержащую железосинеродистый калий K4Fe(CN)6, карбамид (NH2)2CO, углекислый натрий Nа2СО3, сульфид натрия Na2S, нитроцеллюлозный лак НЦ 222 и сажу ДГ-100 при следующем соотношении компонентов, мас. %: K4Fe(CN)6 – 8-15, (NH2)2CO – 5-10, Na2CO3 – 5-10, Na2S – 2-5, нитроцеллюлозный лак НЦ 222 – 15-30, сажа ДГ-100 – остальное. Нагрев проводят при температуре 550-650°C с выдержкой в течение 3 часов, после охлаждения изделия промывают в горячей воде при температуре 80°С до полного удаления пасты, сушат, затем переносят в ванну с горячим маслом, имеющим температуру 110-120°С, и выдерживают 5-10 мин. Обеспечивается повышение скорости сульфоцианирования, возможность обработки изделий любых размеров и форм, возможность локального сульфоцианирования рабочих поверхностей изделий, а также повышение экологической безопасности процесса сульфоцианирования. 1табл., 1пр.
Способ сульфоцианирования изделий из конструкционных или инструментальных сталей в высокоактивной пасте, включающий нанесение высокоактивной пасты на поверхность изделий, нагрев с последующей выдержкой и охлаждение, отличающийся тем, что в качестве высокоактивной пасты наносят пасту, содержащую железосинеродистый калий K4Fe(CN)6, карбамид (NH2)2CO, углекислый натрий Nа2СО3, сульфид натрия Na2S, нитроцеллюлозный лак НЦ 222 и сажу ДГ-100 при следующем соотношении компонентов, мас. %: K4Fe(CN)6 – 8-15, (NH2)2CO – 5-10, Na2CO3 – 5-10, Na2S – 2-5, нитроцеллюлозный лак НЦ 222 – 15-30, сажа ДГ-100 - остальное, а нагрев проводят при температуре 550-650°C с выдержкой в течение 3 часов, после охлаждения изделия промывают в горячей воде при температуре 80°С до полного удаления пасты, сушат, затем переносят в ванну с горячим маслом, имеющим температуру 110-120°С, и выдерживают 5-10 мин.
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СУЛЬФОЦИАНИРОВАНИЕМ | 2007 |
|
RU2355815C2 |
| СУЛЬФОЦИАНИРОВАНИЯ | 0 |
|
SU251328A1 |
| Машина для мойки и сушки малогабаритных флаконов | 1955 |
|
SU108876A1 |
| Кантователь листового материала | 1987 |
|
SU1423480A1 |

