ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к области машиностроения, материаловедения и строительства, в частности, к материаловедению, строительной промышленности, строительству из дерева, мебельной промышленности и к механическим конструкциям. В частности, оно относится к способам и устройствам для покрытия изнутри и/или упрочнения материала.
УРОВЕНЬ ТЕХНИКИ
Если шурупы или другие соединительные элементы закрепляются в материале, в частности в пористом материале, например, в древесном композитном материале (таком, как древесно-стружечная плита, фанера, ориентированно-стружечная плита и т.д.), в картоне, бетоне, кирпиче, гипсе, камне (таком, как песчаник), в многослойной конструкции, содержащей твердые покрывающие слои и сравнительно мягкий заполнитель между покрывающими слоями, или в промышленной пене, то часто возникает проблема недостаточной устойчивости материала или недостаточной устойчивости закрепления в пористом материале. В частности, в композитных материалах любая нагрузка, действующая на соединительный элемент, переходит только на несколько щеп, или опилок, или стружек, или стенок пор, приводя к негативным последствиям как для несущей способности соединения между соединительным элементом материалом, так и для его устойчивости при длительной нагрузке. Сходные проблемы возникают, когда необходимо покрыть изнутри пористый материал для других целей кроме несущего нагрузку соединения с соединительным элементом, например, для создания электропроводящего и/или теплопроводящего соединения с данным материалом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей данного изобретения является создание способов и устройств для обеспечения переходов между пористым и твердым материалами.
В частности, задача заключается в создании улучшенной устойчивости закрепления шурупов или других соединительных элементов в пористом материале. В частности задачей изобретения является создание способа упрочнения материала при помощи термопластичного материала для последующей вставки соединительного элемента, например, шурупа или штифта.
Еще одной задачей является создание улучшенных упрочнений пористого материала для несущих нагрузку или не несущих нагрузку соединений материала с дополнительной частью, например, с соединительным элементом для механического закрепления предмета и/или для соединений, служащих в качестве проводника электроэнергии и/или тепла.
Еще одной задачей данного изобретения является создание соответствующих устройств.
В этом документе термин «пористый» материал может в целом относиться к материалам, которые имеют поры, или искусственные/полученные в результате механической обработки, или конструктивно образованные полости, которые являются пустыми (заполнены газом или только жидкостью), например, пеноматериал. Термин «пористые» дополнительно также относится к материалам, которые имеют первый, жесткий компонент и второй, более мягкий компонент в порах первого компонента, так что второй компонент может по меньшей мере частично выходить из пор и/или сжиматься в порах, если к пористому материалу прикладывается локальное давление.
В этом документе термин «соединительный элемент» в целом относится к элементам, которые закрепляются в объекте и/или которые соединяются с частью поверхности объекта. Этот элемент может служить для соединения другого предмета с объектом для механического, теплового и/или электрического контакта. Этот элемент может дополнительно или альтернативно служить для других функциональных целей, таких как маркировка, декорация, монтаж и т.д.
В соответствии с первым аспектом данного изобретения предложен способ и соответствующий узел обеспечения соединения между пористым и твердым материалами.
В соответствии со способом первого аспекта способ упрочнения и/или покрытия изнутри содержит этапы, на которых:
- обеспечивают первоначальное отверстие в пористом материале;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент и инструмент;
- размещают упрочняющий и/или покрывающий изнутри элемент в первоначальном отверстии, размещают инструмент в контакте с торцевой поверхностью упрочняющего и/или покрывающего изнутри элемента и прижимают инструмент к торцевой поверхности в то время, как в инструмент передают энергию и в то время как в отверстии находится периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента;
- расплавливают, таким образом, термопластичный материал упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления с целью получения расплавленного материала;
- обеспечивают проникновение частей расплавленного термопластичного материала в структуры пористого материала;
- обеспечивают возможность отверждения расплавленного термопластичного материала и, таким образом, его превращения в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент;
- при этом обеспечивают выполнение по меньшей мере одного из следующих условий:
a) упрочняющий и/или покрывающий изнутри элемент на по меньшей мере одной осевой глубине сегментирован в зависимости от окружного угла так, чтобы на этой осевой глубине окружная стенка первоначального отверстия в первых областях находилась в контакте с упрочняющим и/или покрывающим изнутри элементом, а во вторых областях не находилась в контакте с упрочняющим и/или покрывающим изнутри элементом;
b) на по меньшей мере одной осевой глубине полученного в результате покрытого изнутри отверстия обеспечена сегментация упрочняющего и/или покрывающего изнутри материала в зависимости от окружного угла;
c) в полученном в результате покрытом изнутри отверстии упрочняющий и/или покрывающий изнутри материал находится в по меньшей мере двух упрочненных областях, разнесенных в осевом направлении друг от друга, при этом между указанными двумя упрочненными областями имеется неупрочненная область;
d) упрочняющий и/или покрывающий изнутри элемент не имеет симметрии цилиндра вращения, но является несимметричным по отношению к повороту вокруг любой оси;
е) инструмент содержит по меньшей мере одну выступающую радиально пластинку, выступающую за пределы наружной протяженности упрочняющего и/или покрывающего изнутри элемента (и, возможно, выступающую за пределы окружной стенки первоначального отверстия в пористый материал) и ограничивающую поток расплавленного термопластичного материала определенными азимутальными углами.
Также в соответствии с первым аспектом данного изобретения предусмотрен узел, содержащий упрочняющий и/или покрывающий изнутри элемент и инструмент, причем узел выполнен с возможностью осуществления описанного выше способа.
В данном документе, варианты осуществления первого аспекта, а также описанного ниже второго аспекта иногда называются вариантами осуществления сегментированного упрочнения и/или покрытия изнутри.
Первоначальное отверстие может представлять собой просверленное или пробитое отверстие в пористом материале или может быть выполнено в пористом материале с помощью другого способа удаления материала. Альтернативно первоначальное отверстие может быть выполнено на этапе образования материала, например, во время формования объекта, содержащего пористый материал, например, путем отливки, литья под давлением или в любом другом процессе формования материала. В соответствии с дополнительной возможностью, первоначальное отверстие может быть сделано с помощью инструмента, приводимого в действие посредством механических вибраций, как описано более подробно ниже.
После удаления инструмента, в пористом материале присутствует отверстие, в котором на последующем этапе может быть закреплен механический соединительный элемент (например, шуруп) или другой соединительный элемент, например, тепловой и/или электрический контакт. Упрочненное отверстие может соответствовать первоначальному отверстию, с возможным небольшим уменьшением поперечного сечения за счет упрочняющего и/или покрывающего изнутри материала, закрепленного на боковых стенках первоначального отверстия. В альтернативных вариантах осуществления дополнительные этапы модификации первоначального отверстия могут быть частью способа, так что упрочненное отверстие на по меньшей мере определенных осевых глубинах (в частности в проксимальных положениях) имеет большее поперечное сечение, чем первоначальное отверстие. Во многих вариантах осуществления, однако, упрочненное отверстие не является существенно большим, чем первоначальное отверстие.
В примерах, инструмент содержит вал инструмента и дистальное расширение (основание), которое образует плечо, обращенное к проксимальной стороне. Обращенная в проксимальном направлении поверхность плеча может быть прижата к дистальной торцевой поверхности упрочняющего и/или покрывающего изнутри элемента посредством вытягивания инструмента в проксимальном направлении и/или проталкивания упрочняющего элемента в дистальном направлении в то время, как в инструмент передается энергия. Граничная поверхность плавления представляет собой, таким образом, граничную поверхность между дистальной торцевой поверхностью элемента и обращенной в проксимальном направлении поверхностью расширения. Таким образом, упрочняющий и/или покрывающий изнутри элемент может быть расположен на периферии вала инструмента и он может по меньшей мере частично окружать вал инструмента. Затем может использоваться противоположный элемент для приложения противодействующего усилия в то время, как инструмент вытягивает и/или прижимает упрочняющий и/или покрывающий изнутри элемент вперед. Данный противоположный элемент может быть, например, образован в виде втулки, которая также по меньшей мере частично окружает вал, или он может также иметь другие формы, например форму пластины с отверстием, через которое проходит вал инструмента.
В других примерах согласно первому аспекту, для направления упрочняющего и/или покрывающего изнутри элемента и/или для приложения противодействующего усилия используется вспомогательный элемент, который также может служить в качестве противоположного элемента. Вспомогательный элемент может, например, содержать направляющий вал и дистальное расширение (основание), которое образует плечо, обращенное к проксимальной стороне так, чтобы дистальная торцевая поверхность упрочняющего и/или покрывающего изнутри элемента могла быть прижата к плечу, когда инструмент прижимается в дистальном направлении.
Ниже варианты осуществления изобретения, в которых во время плавления на инструмент оказывается растягивающее усилие, а к упрочняющему и/или покрывающему изнутри элементу передается противодействующее усилие в дистальном направлении - например, с помощью противоположного элемента, - иногда называются «обратными» конфигурациями, тогда как конфигурации, в которых инструмент вытягивается, называются «прямыми» конфигурациями.
В обратных конфигурациях (это относится ко всем вариантам осуществления и аспектам), в частности, если энергия, передаваемая в инструмент, является механической вибрационной энергией, то инструмент может содержать кабель, дистальный элемент, присоединенный к кабелю и образующий обращенную в проксимальном направлении выходную поверхность, которая может являться граничной поверхностью с обращенной в дистальном направлении входной поверхностью упрочняющего и/или покрывающего изнутри элемента. Данная конфигурация обеспечивает возможность упрочнения и/или покрытия изнутри объекта также в ситуациях, в которых затруднен доступ с жесткими инструментами, при этом становится возможным отклонение механической энергии. Аналогично, таким образом может быть отклонена и энергия излучения, если кабель содержит или образует по меньшей мере один гибкий проводник излучения.
При условии а. являются существенными вторые области. Например, по меньшей мере 60°, или по меньшей мере 100°, или даже по меньшей мере 180° от общей окружности заняты второй областью. Условие а. означает, что поверхность содержит, в дополнение к первым областям с упрочняющим и/или покрывающим изнутри материалом, также протяженные вторые области без упрочняющего и/или покрывающего изнутри материала.
При условии а. сегментация, опционально, такова, что она проходит по существу по всей осевой длине упрочняющего и/или покрывающего изнутри элемента, т.е. существуют окружные углы, которые свободны от упрочняющего и/или покрывающего изнутри материала (или где нет контакта между окружной стенкой и упрочняющим и/или покрывающим изнутри элементом) по всей осевой длине. В частности, упрочняющий и/или покрывающий изнутри элемент может содержать сегменты, которые полностью отделены друг от друга. Альтернативно, такие сегменты могут быть соединены с помощью соединяющих частей, соединяющих их, например, на проксимальном конце и/или на дистальном конце. Эти соединительные части могут быть выбраны так, чтобы они были несущественными, т.е. количество материала соединительных частей может быть выбрано намного меньше материала между соединительными частями (например, менее чем на 5%, или менее на 3% или 2% от общего количества).
При условии b. распределение между упрочненными и неупрочненными областями по окружности определяется способом и используемыми устройствами, т.е. является систематическим. Это означает, что используемые устройства и/или используемый способ выбраны так, чтобы сегментация достигалась целенаправленно; в большинстве случаев (если только геометрические ограничения допускают это) оператор может определять, где окончательно должны находиться упрочненные и неупрочненные области путем выбора подходящей ориентации вокруг оси вставки.
Способ, удовлетворяющий условию b., может быть, в соответствии с первой возможностью, осуществлен при использовании сегментированного упрочняющего и/или покрывающего изнутри элемента в соответствии с условием а. В соответствии со второй возможностью, первоначальное отверстие, выполненное перед этапом обеспечения проникновения расплавленного упрочняющего и/или покрывающего изнутри материала в пористый материал, может иметь геометрию, отличную от геометрии упрочненного отверстия. Первоначальное отверстие может, например, иметь другую симметрию, чем упрочненное отверстие. Этап обеспечения проникновения расплавленного упрочняющего и/или покрывающего изнутри материала в пористый материал может, таким образом, включать в себя обеспечение проникновения расплавленного материала в боковые стенки первоначального отверстия сегментированным или не сегментированным образом. После этого этапа, дополнительно (в дополнение к выполнению первоначального отверстия) выполняется этап удаления материала, например, сверление, на котором удаляется пористый материал с упрочняющим и/или покрывающим изнутри материалом так, чтобы упрочненное отверстие удовлетворяло условию b. Например, упрочняющий и/или покрывающий изнутри элемент и используемые инструменты (например, сонотрод и, возможно, направляющий элемент для упрочняющего и/или покрывающего изнутри элемента) могут иметь соответствующую некруговую симметрию.
Покрытое изнутри отверстие, полученное в результате после упрочнения, может, таким образом, в соответствии с первой возможностью представлять собой пористый материал первоначального отверстия с указанным добавленным упрочняющим и/или покрывающим изнутри материалом в упрочненных областях. В соответствии со вторым возможностью, которая может быть объединена с первой возможностью, полученное в результате отверстие может быть выполнено сверлением в первоначальном отверстии, имеющем пористый материал, снабженный упрочняющим и/или покрывающим изнутри материалом. Например, первоначальное отверстие может быть таким, что оно не имеет вращательную симметрию относительно оси отверстия, при этом, после процесса вжимания упрочняющего и/или покрывающего изнутри материала в пористый материал, может быть осуществлен дополнительный этап формирования отверстия (например, этап сверления) так, чтобы пористый материал с упрочняющим и/или покрывающим изнутри материалом был удален в некоторых областях. Дополнительный этап формирования отверстия может быть выполнен с помощью инструмента, который делает круглые цилиндрические отверстия, например, с помощью сверла.
Условие b. может быть, например, обеспечено либо с помощью сегментированного сонотрода путем удаления материала в соответствии со второй возможностью, описанной выше, либо с помощью других средств, таких как использование множества упрочняющих и/или покрывающих изнутри элементов до или после формирования отверстия.
При условии с, процесс упрочнения и/или покрытия изнутри, например, как описано выше (с сегментацией или без сегментации) или ниже, может быть осуществлен на разных осевых глубинах. Альтернативно, может использоваться вспомогательный элемент, имеющий отверстие, доступное с проксимальной стороны и с выходными отверстиями для материала, в котором выходные отверстия для материала определяют местоположения, в которых пористый материал упрочняется. Возможны и другие варианты осуществления.
Осевая сегментация в соответствии с условием с.имеет то преимущество, что процесс упрочнения и/или покрытия изнутри может быть адаптирован к конкретным условиям нагрузки или передачи нагрузки в материале и к специфическим локальным свойствам пористого материала.
В соответствии с другим приложением осевой сегментации, могут использоваться две сегментированные области, разнесенные друг от друга в осевом направлении, для размещения уплотнительного элемента между ними, например, уплотнительного О-образного кольцевого уплотнения. Осевое расстояние между сегментированными областями адаптируются затем к размерам О-образного уплотнения; в частности данное расстояние меньше, чем диаметр О-образного уплотнения. В соответствии с этим приложением, в частности, диаметр упрочненных секций отверстия и/или секций покрытого изнутри отверстия меньше, чем диаметр первоначального отверстия (а также диаметра неупрочненных и/или не секций), т.е. значительное количество упрочняющего материала и/или материала, покрывающего изнутри, обеспечивает покрытие изнутри внутренней части отверстия после процесса.
Согласно еще одному дополнительному применению осевой сегментации (или также окружной сегментации) упрочняющий и/или покрывающий изнутри материал выбирают так, чтобы он был электропроводящим, например, посредством полимера, снабженного подходящим наполнителем. В этом применении в качестве разных электрических контактов могут использоваться разные сегменты, которые электрически изолированы друг от друга посредством неупрочненных секций / не покрытых изнутри секций или секций, которые упрочнены/покрыты изнутри электроизолирующим материалом.
В соответствии с условием d., упрочняющий и/или покрывающий изнутри элемент может иметь в частности внешнюю контурную форму (в поперечном сечении, перпендикулярном к оси), которая является по существу треугольной, прямоугольной, звездообразной и т.д. (все с закругленными углами) и т.д. Окружная сегментация (для удовлетворения условию b.) может быть достигнута путем последующего сверления, в соответствии с описанным ниже вторым аспектом, цилиндрического отверстия, причем сверло имеет больший диаметр, чем минимальный наружный диаметр упрочняющего и/или покрывающего изнутри элемента, но меньший, чем максимальный наружный диаметр упрочненного материала.
При условии е., после процесса благодаря пластинкам упрочняющий и/или покрывающий изнутри материал получает конструкцию с прорезями. Условие е. в частности является предпочтительным в обратных конфигурациях, в которых инструмент вытягивается в процессе упрочнения и/или покрытия изнутри.
Все условия а.-d. могут быть объединены друг с другом, т.е. ab, ас, ad, bc, bd, cd, abc, abd, acd, bed, и abcd. Кроме того, возможны комбинации всех этих условий и их комбинаций с условием е., т.е., ае, be, се, de, abe, асе, ade, bce, bde, cde, abce, abde, acde, bcde и abcde.
В соответствии со вторым аспектом, способ упрочнения и/или покрытия изнутри пористого материала, содержит этапы, на которых:
- обеспечивают по меньшей мере один термопластичный упрочняющий и/или покрывающий изнутри элемент;
- размещают упрочняющий и/или покрывающий изнутри элемент в контакте с пористым материалом и обеспечивают воздействие механической энергии на упрочняющий и/или покрывающий изнутри элемент с целью расплавления по меньшей мере частей упрочняющего и/или покрывающего изнутри элемента и обеспечивают проникновение частей расплавленного упрочняющего и/или покрывающего изнутри материала упрочняющего и/или покрывающего изнутри элемента в пористый материал;
- позволяют указанным расплавленным частям упрочняющего и/или покрывающего изнутри материала повторно затвердеть; и
- удаляют часть пористого материала и повторно отвержденного упрочняющего и/или покрывающего изнутри материала, посредством чего получают покрытое изнутри отверстие, которое имеет части поверхности из пористого материала с повторно отвержденным упрочняющим и/или покрывающим изнутри материалом и имеет части поверхности из пористого материала без повторно отвержденного упрочняющего и/или покрывающего изнутри материала.
Этап удаления может быть осуществлен с помощью инструмента, который делает круглые цилиндрические отверстия, например, сверло. Также возможны нецилиндрические геометрии с помощью фрезерного инструмента и т.п.
В первой группе вариантов осуществления, перед этапом обеспечения проникновения расплавленного упрочняющего и/или покрывающего изнутри материала в пористый материал, выполняется первоначальное отверстие с геометрией, отличной от геометрии покрытого изнутри отверстия, при этом первоначальное отверстие имеет, например, другую симметрию, чем покрытое изнутри отверстие. Этап обеспечения проникновения расплавленного упрочняющего и/или покрывающего изнутри материала в пористый материал может, таким образом, включать в себя обеспечение проникновения расплавленного материала в боковые стенки первоначального отверстия. Например, используемые упрочняющий и/или покрывающий изнутри элемент и инструменты (такие, как, сонотрод и, возможно, направляющий элемент для упрочняющего и/или покрывающего изнутри элемента) может иметь соответствующую некруговую симметрию.
Последующий этап удаления части пористого материала и повторно отвержденного упрочняющего и/или покрывающего изнутри материала может разделить упрочняющий и/или покрывающий изнутри материал на сегменты, при этом части поверхности пористого материала без повторно отвержденного упрочняющего и/или покрывающего изнутри материала находятся между указанными сегментами.
Во второй группе вариантов осуществления, упрочняющий и/или покрывающий изнутри элемент или множество упрочняющих и/или покрывающих изнутри элементов могут быть закреплены в пористом материале с помощью способа, описанного в патенте US 6,913,666 или в патенте US 7,160,405, которые включены в данное описание посредством ссылки во всей своей полноте. Например, может использоваться множество по существу штыреобразных упрочняющих и/или покрывающих изнутри элементов. Упрочняющие и/или покрывающие изнутри элементы закреплены в положениях, которые являются периферичными по отношению к добавленному позднее покрытому изнутри отверстию. После этого выполняется покрытое изнутри отверстие, имеющее, например, цилиндрическую, или коническую, или эллиптическую, или любую другую форму.
В вариантах осуществления первого и/или второго аспекта первоначальное отверстие и/или окончательное покрытое изнутри отверстие может быть ступенчатым, т.е. его поперечное сечение может изменяться в зависимости от глубины, со ступенчатой зависимостью поперечного сечения в осевом положении.
Варианты осуществления первого и/или второго аспекта изобретения могут, альтернативно или в дополнение к тому, чтобы подходить для вышеописанных приложений, обеспечивать следующие преимущества: несегментированное упрочнение и/или покрытие изнутри непрерывным, трубообразным упрочняющим и/или покрывающим изнутри элементом может привести к тороидальному распределению упрочняющего и/или покрывающего изнутри материала в пористом материале. Если затем в упрочненное первоначальное отверстие ввинчивается шуруп, то материал может оказать значительное сопротивление, что может привести к скручивающему перемещению всего кольца из тороидального упрочняющего и/или покрывающего изнутри материала внутри пористого материала, что вызывает повреждение хрупкого пористого материала. В противоположность этому, сегментированный упрочняющий и/или покрывающий изнутри материал может до некоторой степени деформироваться из-за остаточной упругости пористого материала, что может облегчить завинчивание шурупа в то время, как дополнительная стабильность выгодным образом обеспечивается упрочнением и/или покрытием изнутри.
В соответствии с третьим аспектом данного изобретения предложен способ упрочнения пористого материала, включающий в себя упрочнение пористого материала после вставки шурупа или другого соединительного элемента. Для этой цели, после вставки соединительного элемента (например, стандартным образом путем сверления отверстия, а затем вдавливанием или завинчиванием соединительного элемента в отверстие) по меньшей мере один упрочняющий и/или покрывающий изнутри элемент закрепляется под воздействием энергии в пористом материале, чтобы быть в контакте с соединительным элементом. Соединительный элемент и упрочняющий и/или покрывающий изнутри элемент могут, в соответствии с первой возможностью, содержать структуры так, чтобы они сцеплялись после процесса - например, один из соединительного элемента или расплавляемого материала, а другой один может содержать структуры, в которые может проникать указанный расплавляемый материал для создания соединения с геометрическим замыканием. В соответствии со второй возможностью, соединительный элемент и упрочняющий и/или покрывающий изнутри элемент содержат термопластичный материал, так что упрочняющий и/или покрывающий изнутри элемент могут быть приварены к соединительному элементу.
В соответствии со способом согласно четвертому аспекту, способ упрочнения и/или покрытия изнутри пористого материала содержит этапы, на которых:
- обеспечивают первоначальное отверстие в пористом материале;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент (например, втулку со стенкой втулки) и дополнительно обеспечивают инструмент (например, сонотрод) и вспомогательный элемент;
- размещают упрочняющий и/или покрывающий изнутри элемент в первоначальном отверстии, при этом упрочняющий и/или покрывающий изнутри элемент по меньшей мере частично охватывает направляющую часть инструмента или вспомогательного элемента;
- передают прижимающее усилие и энергию в инструмент и от инструмента в упрочняющий и/или покрывающий изнутри элемент в то время, как часть упрочняющего и/или покрывающего изнутри элемента находится в отверстии и в контакте с пористым материалом;
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента с целью получения расплавленного материала;
- обеспечивают проникновение частей расплавленного материала в структуры пористого материала и/или в структуры элемента, соединенного с пористым материалом;
- обеспечивают возможность отверждения расплавленного материала и его превращения таким образом в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент;
при этом обеспечивают выполнение по меньшей мере одного из следующих условий:
A) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент по меньшей мере частично охватывают наружным защитным элементом, который локально предотвращает контакт инструмента с пористым материалом;
B) упрочняющий и/или покрывающий изнутри элемент в целом выполнен в форме втулки и содержит по меньшей мере одно углубление или канал в стенке втулки;
C) во время этапа передачи прижимающего усилия и энергии в инструмент, в выдвижной области часть инструмента охватывает часть вспомогательного элемента или часть вспомогательного элемента охватывает инструмент, при этом инструмент и/или вспомогательный элемент содержит по меньшей мере один выступ, обращенный соответственно к вспомогательному элементу/инструменту, в результате чего в выдвижной области предотвращается контакт между инструментом и вспомогательным элементом в местоположениях, отличных от указанного выступа/выступов;
D) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент прижимают в дистальном направлении, при этом инструмент содержит дистальное расширение, образующее выпуклый элемент, предотвращающий контакт между инструментом и пористым материалом в местоположениях, проксимальных к выпуклому элементу (т.е. диаметр инструмента, за исключением выпуклого элемента, уменьшен по сравнению с диаметром первоначального отверстия);
E) перед этапом передачи прижимающего усилия и энергии в инструмент, упрочняющий и/или покрывающий изнутри элемент соединен с инструментом посредством осевого соединения с геометрическим замыканием, при этом, во время этапа передачи прижимающего усилия и энергии в инструмент, вспомогательный элемент прижимают в дистальном направлении, чтобы инициировать этап расплавления материала упрочняющего и/или покрывающего изнутри элемента и оттеснить части расплавленного материала в сторону и в структуры пористого материала.
При этом возможны по меньшей мер, следующие комбинации указанных условий, которые являются дополнительными вариантами осуществления изобретения: АВ, АС, ABC, ВС, BD, BCD, CD, CDE, DE. Кроме того в специальных конфигурациях также возможны BE, ВСЕ и BCDE.
В этом, а также в других аспектах изобретения, как дополнительно объяснено ниже, к инструменту может быть приложена энергия (и от него в упрочняющий и/или покрывающий изнутри элемент) в виде механических вибраций. Если энергия представляет собой механческую вибрационную энергию, то инструмент является, таким образом, сонотродом для передачи механических вибраций и/или тепла, поглощенного из этих вибрации, в упрочняющий и/или покрывающий изнутри элемент.
Альтернативно, энергия может быть приложена к инструменту посредством излучения (в частности лазерного излучения), которое поглощается упрочняющим и/или покрывающим изнутри элементом. В качестве еще одной альтернативы, энергия может быть механической энергией, отличной от механических вибраций, например, вращение. В качестве другой дополнительной альтернативы, энергия может быть теплом, например, направленным на упрочняющий и/или покрывающий изнутри элемент посредством теплопроводности и/или путем обеспечения наличия электрического тока через упрочняющий и/или покрывающий изнутри элемент в то время, как последний содержит электропроводящий материал с относительно высоким электрическим сопротивлением.
При условии А, наружный защитный элемент может быть втулкой из подходящего материала и иметь подходящие поверхностные свойства, чтобы свести к минимуму трение между инструментом и защитным элементом. В частности, втулка может быть тонкой втулкой с толщиной материала, достаточной лишь для того, чтобы защитный элемент был размерно-жестким. Защитный элемент локально предотвращает контакт инструмента с пористым материалом в местоположении защитного элемента. В других местоположениях может иметь место непосредственный контакт между инструментом и пористым материалом в зависимости от ситуации.
При условии А, защитный элемент опционально может обладать функциональностью нарезки резьбы.
При условии В, упрочняющий и/или покрывающий изнутри элемент может быть в целом втулкообразным и при этом иметь углубления, отверстия или тому подобные элементы, представляющие собой систематические ослабляющие элементы. Благодаря этим ослабляющим элементам - которые могут быть расположены в виде зазоров, адаптированных для целей упрочняющего и/или покрывающего изнутри элемента и/или размеров/геометрических свойств упрочняемого пористого материала - упрочняющий и/или покрывающий изнутри материал может быть расплавлен с меньшим воздействием энергии. Начало плавления в зависимости от мощности, воздействующей на упрочняющий и/или покрывающий изнутри элемент, имеет место уже при более низких мощностях, так что для расплавления требуется меньше энергии. В вариантах осуществления ослабляющие элементы представляют собой канавки, которые наклонены по отношению к радиальному направлению. Канавки образуют суженные части в материале упрочняющего и/или покрывающего изнутри элемента, в которых начинается плавление при приложении энергии. После плавления в суженных частях (или других слабых точках), остальные части могут быть подвергнуты поперечному смещению в направлении, определенном канавками. В вариантах осуществления канавки выполнены таким образом, чтобы более проксимальные части выдавливались в наружном направлении, когда инструмент давит на них в дистальном направлении.
В вариантах осуществления всех аспектов поверхность инструмента (например, сонотрода если энергия прилагается посредством механических вибраций), которая находится в контакте с упрочняющим и/или покрывающим изнутри элементом и через которую механическая энергия прилагается к упрочняющему и/или покрывающему изнутри элементу, может быть в целом плоской (радиальной, т.е. перпендикулярной к проксимо-дистальной оси) или может быть конической или иметь любую другую форму. В частности предпочтительной комбинацией является комбинация упрочняющего и/или покрывающего изнутри элемента, выполняющего условие В., с плоской контактной поверхностью инструмента. Одной из причин является то, что конструкция и работа с инструментом проще, когда поверхность является плоской в то время, как преимущества неплоских контактных поверхностей (а именно, непосредственное, направленное начало плавления, перемещение расплавленного материала в пористый материал) могут быть также достигнуты при выполнении условия В.
При условии С, в выдвижной области (в которой инструмент и вспомогательный элемент находятся в скользящем контакте), инструмент может содержать выступающие во внутреннем направлении выступы, такие как (осевые и/или окружные) ребра, сферы и т.д. Дополнительно или альтернативно, вспомогательный элемент может содержать соответствующие выступы, проходящие во внешнем направлении. Благодаря этим выступам, между инструментом и вспомогательным элементом остается объем (буферный объем) так, чтобы, за исключением выступов, они не соприкасались друг с другом. Это уменьшает потери энергии, шум (если энергия является механической энергией, например, вибрационная энергия) и тепло, в частности образующееся при трении, и, таким образом, увеличивает эффективность процесса. Выступы могут быть выполнены так, чтобы расплавленный материал не проникал в буферный объем. Это может, например, быть обеспечено тем, что любой зазор, остающийся между инструментом и вспомогательным элементом на граничной поверхности с упрочняющим и/или покрывающим изнутри элементом, был настолько мал, что поверхностное натяжение и тепловой поток, вызванный охлаждением полимера, предотвращают прохождение расплавленного материала в данный зазор. Обычно верхний предел величины зазора составляет от 0,05 до 0,1 мм для полимера с низкой вязкостью расплава (например, аморфный алифатический полиэфир, жидкокристаллический полимер) или до 0,2 мм для полимера с более высокой вязкостью расплава (например, полипропилен с более высокой молекулярной массой). Оптимальная ширина зазора может быть определена в простых экспериментах с изменением размера.
Из сказанного выше следует, что часто оказывается предпочтительным, чтобы зазор был меньше, чем 0,2 мм так, чтобы поверхностное натяжение предотвращало прохождение расплавленного материала в данный зазор.
В частности, в варианте осуществления инструмент включает в себя проходящее во внутреннем направлении дистальное окружное ребро. В другом варианте осуществления инструмент и/или вспомогательный элемент содержит множество осевых ребер или множество микровыступов, которые могут иметь куполообразную форму, коническую или иметь другую форму, в том числе одинаковые и различные формы.
При условии D, инструмент содержит, в дополнение или альтернативно к выступам, определенным в условии С, по меньшей мере один проходящий в наружном направлении выступ, который предотвращает непосредственный контакт корпуса инструмента с пористым материалом. В частности, данный проходящий в наружном направлении выступ может быть расположен по существу на дистальном конце инструмента и на граничной поверхности со вспомогательным элементом, чтобы таким образом предотвращать прохождение расплавленного материала назад по пористому материалу вместо вжимания в пористый материал.
Как и во всех других вариантах осуществления, указанный признак условия D может быть объединен с наклонной дистальной поверхностью инструмента.
При условии Е, соединение с геометрическим замыканием может быть, например, обеспечено наружной резьбой инструмента или проходящими в окружном направлении углублениями, в которые упрочняющий и/или покрывающий изнутри материал был отлит в процессе изготовления.
При работе в соответствии с условием Е., оператор может выдвинуть вспомогательный элемент в дистальном направлении в то время, как инструмент удерживается неподвижным, медленно втягивается в проксимальном направлении, или также медленно перемещается в дистальном направлении (медленнее, чем вспомогательный элемент).
Условие Е обладает первым преимуществом, заключающимся в том, что благодаря конфигурации с центральным инструментом и периферическим вспомогательным элементом имеет место только минимальный контакт между инструментом и пористым материалом, окружающим первоначальное отверстие. Это условие обладает дополнительным преимуществом, заключающимся в том, что упрочняющий и/или покрывающий изнутри элемент соединен с инструментом. Таким образом, если энергия является механической энергией, то упрочняющий и/или покрывающий изнутри элемент подвергается полному (вибрационному, вращательному) движению - в отличие от конфигураций, в которых инструмент, например «стучит» по упрочняющему и/или покрывающему изнутри элементу. Это приводит к дополнительному снижению образующегося шума и энергии, необходимой для плавления. Также в вариантах осуществления, в которых энергия не является механической энергией, но, например, является энергией излучения или тепла, может быть предпочтителен прямой контакт, в частности для оптимизации необходимой передачи энергии в упрочняющий и/или покрывающий изнутри элемент.
Дополнительно или альтернативно могут быть приняты другие меры для снижения уровня шума. В качестве примера, материал сонотрода и/или вспомогательного элемента может быть выбран так, чтобы он не мог образовывать резонирующее тело, но, с учетом выбранных частот и размеров, он мог бы считаться по существу жестким телом. Примером такого материала вместо металла является полиэфиркетон (PEEK). Другие примеры включают также полимеры с высокой температурой плавления например, политетрафторэтилен (PTFE), полиамиды, и т.д.
В соответствии с еще одним, пятым аспектом данного изобретения предложен способ упрочнения пористого материала, содержащий этапы, на которых:
- обеспечивают инструмент или противоположный элемент, при этом инструмент или противоположный элемент содержат дистальный конец с прокалывающим концом и/или режущим краем;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент;
- размещают инструмент или противоположный элемент с дистальным концом в контакте с пористым материалом и прижимают инструмент или противоположный элемент к пористому материалу для проталкивания инструмента или противоположного элемента в пористый материал;
- размещают упрочняющий и/или покрывающий изнутри элемент в контакте с поверхностью инструмента или противоположного элемента, обращенной к проксимальной стороне,
- удерживают инструмент или противоположный элемент в проксимальном направлении против упрочняющего и/или покрывающего изнутри элемента в то время, как к упрочняющему и/или покрывающему изнутри элементу передают энергию;
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента с целью получения расплавленного материала;
- обеспечивают проникновение частей расплавленного материала в структуры пористого материала;
- обеспечивают возможность отверждения расплавленного материала и его превращение, таким образом, в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент.
При этом во время этапа прижатия инструмента или противоположного элемента к пористому материалу, соответственно к инструменту или противоположному элементу одновременно может передаваться механическая энергия.
В первой группе вариантов осуществления инструментальное средство (инструмент или противоположный элемент) с дистальным концом, имеющим прокалывающий конец и/или режущий край, представляет собой инструмент, который на этапе передачи энергии в упрочняющий и/или покрывающий изнутри элемент служит в качестве инструмента для передачи энергии в упрочняющий и/или покрывающий изнутри элемент (т.е. энергия передается в инструмент, а от него в упрочняющий и/или покрывающий изнутри элемент).
Затем способ может включать в себя этапы, на которых:
- обеспечивают инструмент, содержащий дистальный конец с прокалывающим концом и/или режущим краем;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент;
- размещают инструмент с дистальным концом в контакте с пористым материалом, передают механическую энергию в инструмент и прижимают инструмент к пористому материалу для проталкивания инструмента в пористый материал;
- размещают упрочняющий и/или покрывающий изнутри элемент в контакте с поверхностью инструмента, обращенной к проксимальной стороне,
- вытягивают инструмент в проксимальном направлении к упрочняющему и/или покрывающему изнутри элементу в то время, как в инструмент передают механическую энергию и в то время, как периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента находится в контакте с (или является смежной с) пористым материалом
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления с целью получения расплавленного материала;
- обеспечивают проникновение частей расплавленного материала в структуры пористого материала;
- обеспечивают возможность отверждения расплавленного материала и его превращение, таким образом, в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент.
Таким образом, в соответствии с этими вариантами осуществления пятого аспекта изобретения, инструмент обладает двумя функциями: во-первых, он используется, чтобы выполнить или увеличить первоначальное отверстие. Затем инструмент также используется в качестве источника/передатчика энергии.
На этапе проталкивания и на этапе упрочнения и/или покрытия изнутри (этап, на котором средство удерживается против упрочняющего и/или покрывающего изнутри элемента в то время, как в инструмент передается энергия с целью расплавления по меньшей мере частей упрочняющего и/или покрывающего изнутри элемента), вибрационный инструмент соединяют с источником вибраций, в частности с источником ультразвуковых вибраций (например, с пьезоэлектрическим виброгенератором, который может содержать усилитель, к которому присоединен инструмент), и с инструментом, при этом вибрационный инструмент подходит для передачи вибраций от проксимального конца инструмента на дистальный конец инструмента. Это может быть сделано таким образом, что поверхность инструмента, обращенная к проксимальной стороне и в контакте с упрочняющим и/или покрывающим изнутри элементом и образующая граничную поверхность плавления, вибрирует с максимальной продольной амплитудой. Можно также активировать инструмент для вибрирования в радиальном направлении или в направлении вращения.
На этапе упрочнения и/или покрытия изнутри, предпочтительно работать с по существу постоянным выходом вибрационной энергии, т.е. с вибрациями (основными вибрациями) с по существу постоянной частотой и амплитудой, при этом частота находится в вышеназванном диапазоне частот (предпочтительно от 2 до 200 кГц, от 10 до 100 кГц, или от 20 до 40 кГц) и равна резонансной частоте вибрирующей системы, причем амплитуда находится в диапазоне от 0 до 50 микрометров, предпочтительно от 20 до 40 микрометров.
На этапе проталкивания, в частности, в тех случаях, когда пористый материал является твердым и обеспечивает относительно высокую устойчивость, являются предпочтительными режимы вибраций, известные, например, из вибрационной резки или перфорирования. Эти режимы вибраций, в целом, представляют собой импульсы с высокой амплитудой и, возможно, с резким профилем (например, прямоугольный профиль или импульс Дирака) и получаются, например, посредством модуляции амплитуды основных вибраций с целью, например, образования импульсов высокой амплитуды и, предпочтительно, посредством повышения резкости входящей волны по сравнению с основными вибрациями и приведения к резонансной частоте системы. Каждый из созданных таким образом импульсов может содержать один или несколько волновых циклов основных вибраций и может быть периодическим с частотой модуляции, предпочтительно находящейся в диапазоне от 0,5 до 5 кГц, или эти импульсы могут быть сгенерированы стохастически (по амплитуде и частоте модуляции), но в любом случае в фазе с резонансной частотой системы. Средство для получения стохастических импульсов описано, например, в публикации US 7,172,420, включенной в данное описание посредством ссылки. При этом высокая амплитуда импульсов предпочтительно больше, чем амплитуда основных вибраций на множитель, находящийся в диапазоне от 2 до 10.
Альтернативно, эти импульсы могут быть получены путем наложения основных вибраций или их заменой на импульсное возбуждение, генерируемое с помощью механического импульсного генератора (например, содержащего приводимую во вращение несбалансированную массу или молоток). При этом высокая амплитуда импульсов предпочтительно также больше, чем амплитуда основных вибраций на множитель, находящийся в диапазоне от 2 до 10, при этом частота импульсов может быть регулярной в диапазоне от 20 до 200 Гц и, в частности, меньше нижней частоты резонанса вибрационной системы (например, нежелательные вибрации изгиба сонотрода). Низкие частоты пульса в частности важны в случае, если во время этапа проталкивания возможно плавление материала, однако плавление должно быть предотвращено насколько возможно.
Если, как описано выше, необходимо использовать два различных режима вибраций на этапе проталкивания и закрепления, то источник вибраций, с которым в течение указанных двух этапов соединен вибрационный инструмент, должен быть снабжен, с целью селективного получения данных двух режимов вибраций, переключающим средством для переключения источника вибраций из одного режима вибраций в другой режим. Альтернативно, можно использовать два различных источника вибраций.
Во второй группе вариантов осуществления изобретения инструментальное средство (инструмент или противоположный элемент) является противоположным элементом, а на этапе приложения энергии к упрочняющему и/или покрывающему изнутри элементу используется отдельный инструмент, который, например, действует от проксимальной стороны. Если энергия передается в упрочняющий и/или покрывающий изнутри элемент, то сонотрод может быть кольцевым сонотродом.
Кроме того, в вариантах осуществления изобретения во второй группе вариантов осуществления на этапе прижатия противоположного элемента к пористому материалу, механическая энергия, например, вибрационная энергия, может передаваться в противоположный элемент. Энергия, передаваемая в упрочняющий и/или покрывающий изнутри элемент посредством указанного инструмента на последующем этапе, может быть либо механической энергией, например, вибрационной энергией (в этом случае опционально источник энергии может быть перераспределен между этапами), или может альтернативно быть энергией другого типа, например энергией излучения или теплом.
Альтернативно, этап проталкивания противоположного элемента в пористый материал может быть выполнен вручную, без какого-либо дополнительного источника энергии.
Изобретение также относится к набору деталей для осуществления способа в соответствии с его пятым аспектом, при этом набор содержит указанный инструмент, упрочняющий и/или покрывающий изнутри элемент и, возможно, противоположный элемент.
В соответствии с шестым аспектом данного изобретения предложен способ упрочнения и/или покрытия изнутри объекта, содержащего пористый материал, при этом способ содержит этапы, на которых:
- обеспечивают первоначальное отверстие в пористом материале;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент и инструмент;
- размещают упрочняющий и/или покрывающий изнутри элемент в первоначальном отверстии, размещают инструмент в контакте с поверхностью упрочняющего и/или покрывающего изнутри элемента и прижимают инструмент к поверхности в то время, как в инструмент передают энергию и в то время, как периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента находится в отверстии;
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления с целью получения расплавленного материала, обеспечивают относительное перемещение инструмента по отношению к упрочняющему и/или покрывающему изнутри элементу, обеспечивают проникновение частей расплавленного материала в структуры пористого материала;
- обеспечивают возможность отверждения расплавленного материала и, таким образом, его превращение в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент;
- при этом на граничной поверхности плавления расплавляют полное поперечное сечение упрочняющего и/или покрывающего изнутри элемента.
С этой целью, например, внешний диаметр инструмента (наружный диаметр дистального расширения по меньшей мере в области граничной поверхности плавления и, таким образом, в обратных конфигурациях) может быть выбран так, чтобы он приблизительно соответствовал внутреннему диаметру первоначального отверстия (например, был равен или меньше не более чем на 10%, или не более чем на 5%, или не более чем на 3%) и/или чтобы он был (приблизительно) равен или больше, чем внешний диаметр упрочняющего и/или покрывающего изнутри элемента (например, соответствовал ему, или был больше, или был меньше не более чем на 7%, не более чем на 4%, или не более чем на 2%). В частности, способ может быть осуществлен таким образом, чтобы ни одна часть упрочняющего и/или покрывающего изнутри элемента, которая не была расплавлена на граничной поверхности или граничных поверхностях плавления, не оставалась в объекте или не была соединена с ним после удаления инструмента.
Концепция, согласно которой полное поперечное сечение упрочняющего и/или покрывающего изнутри элемента расплавлено на граничной поверхности или граничных поверхностях плавления, означает, что упрочняющий и/или покрывающий изнутри элемент является расходным элементом - он или по меньшей мере его осевое сечение, -причем он используется для плавления и полного или по меньшей мере частичного смещения с помощью инструмента. Когда относительное перемещение накладывается на инструмент и на упрочняющий и/или покрывающий изнутри элемент (посредством вытягивания инструмента назад и/или проталкивания упрочняющего и/или покрывающего изнутри элемента вперед), нерасплавленные части упрочняющего и/или покрывающего изнутри элемента становятся соответственно короче, пока либо не истратится весь упрочняющий и/или покрывающий изнутри элемент (при этом в устройство может быть подан дополнительный упрочняющий и/или покрывающий изнутри элемент), либо пока не будет удалена оставшаяся, нерасплавленная часть расходного упрочняющего и/или покрывающего изнутри элемента.
Другими словами, по меньшей мере (дистальная или проксимальная) часть упрочняющего и/или покрывающего изнутри элемента непрерывно, по всему его поперечному сечению (поперечное сечение под углом, в большинстве случаев перпендикулярное к оси перемещения), расплавляется, начиная с первоначальной граничной поверхности плавления, при этом осевая протяженность израсходованной части упрочняющего и/или покрывающего изнутри элемента соответствует относительному перемещение инструмента и элемента после начала плавления.
Данная концепция расхода всего поперечного сечения упрочняющего и/или покрывающего изнутри элемента в соответствии с шестым аспектом может быть использована со всеми вариантами осуществления других аспектов изобретения, в частности в первом, втором, четвертом и пятом аспекте.
В соответствии с вариантами осуществления всех аспектов изобретения, устройство для отклонения механических колебаний используется, чтобы вызвать колебания сонотрода.
В соответствии с первым, а также со вторым, третьим, четвертым, пятым или шестым аспектом изобретения также предусмотрен комплект деталей / узел для проведения соответствующего способа. Наборы деталей содержат инструмент, упрочняющий и/или покрывающий изнутри элемент и (при использовании в способе) вспомогательный элемент, при этом эти элементы обладают вышеописанными свойствами и ниже относятся к соответствующим способам.
Вспомогательный элемент содержит дистальное основание, при этом во время этапа прижатия инструмент прижимают в дистальном направлении, а вспомогательный элемент сжимают между инструментом и основанием, причем, после этапа обеспечения проникновения частей расплавленного материала в структуры пористого материала, удаляют вспомогательный элемент.
Инструмент содержит дистальное расширение, при этом указанная поверхность упрочняющего и/или покрывающего изнутри элемента является дистальной торцевой поверхностью, причем, во время этапа прижатия, к инструменту передают растягивающее усилие.
Способ дополнительно содержит обеспечение наличия вспомогательного элемента для приложения противодействующего усилия во время этапа прижатия инструмента к поверхности, в котором обеспечивают выполнение по меньшей мере одного из следующих условий:
A) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент по меньшей мере частично охватывается наружным защитным элементом, который локально предотвращает контакт инструмента с пористым материалом;
B) упрочняющий и/или покрывающий изнутри элемент в целом выполнен в форме втулки и содержит по меньшей мере одно углубление или канал в стенке втулки;
C) во время этапа передачи прижимающего усилия и энергии в инструмент, в выдвижной области часть инструмента охватывает часть вспомогательного элемента или часть вспомогательного элемента охватывает инструмент, при этом по меньшей мере один из инструмента или вспомогательного элемента содержит по меньшей мере один выступ, обращенный к другому одному из инструмента и вспомогательного элемента, в результате чего в выдвижной области предотвращается контакт между инструментом и вспомогательным элементом в местоположениях, отличных от указанного по меньшей мере одного выступа;
D) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент прижимают в дистальном направлении, при этом инструмент содержит дистальное расширение, образующее выпуклый элемент, предотвращающий контакт между инструментом и пористым материалом в местоположениях, проксимальных к выпуклому элементу;
E) перед этапом передачи прижимающего усилия и энергии в инструмент, упрочняющий и/или покрывающий изнутри элемент соединен с инструментом посредством осевого соединения с геометрическим замыканием, при этом, во время этапа передачи прижимающего усилия и энергии в инструмент, вспомогательный элемент прижимают в дистальном направлении, чтобы инициировать этап расплавления материала упрочняющего и/или покрывающего изнутри элемента и оттеснить части расплавленного материала в сторону и в структуры пористого материала.
Инструмент имеет изогнутую или сходящую на конус граничную поверхность плавления.
Можно легко объединить признаки и варианты осуществления различных аспектов друг с другом. В частности, варианты осуществления четвертого аспекта предпочтительно снабжены признаками/условиями, характеризующими первый, второй и третий аспекты и наоборот. Первый аспект также объединяется со вторыми аспектами, при этом в вариантах осуществления способ согласно третьему аспекту может быть применен в дополнение к (и после) первого и/или второго аспекта.
Все аспекты 1-4 могут быть объединены с пятым аспектом.
Все аспекты 1, 2, 4 и 5 могут быть объединены с аспектом 6, в частности путем использования способа в соответствии с аспектом 6 для упрочнения и/или покрытия изнутри.
Для всех вариантов осуществления аспектов 1, 2 и 4-6 изобретения за этапом упрочнения и/или покрытия изнутри может следовать последующий этап вставки соединительного элемента.
Соединительный элемент может, например, в соответствии с первой опцией, представлять собой/содержать шуруп, который имеет наружную резьбу. Резьба может быть саморезной или сначала может использоваться резьбовая фреза. Резьба входит в зацепление с соответствующими структурами в упрочненном пористом материале.
В соответствии со второй опцией, для закрепления соединительного элемента в упрочненном отверстии и/или покрытом изнутри отверстии могут использоваться механическая вибрационная энергия или тепло. С этой целью, в соответствии с первой опцией, соединительный элемент может содержать термопластичный материал, который может быть приварен к упрочняющему и/или покрывающему изнутри материалу. В соответствии со второй опцией, соединительный элемент может содержать материал, который расплавляется при температуре, при которой расплавляется упрочняющий и/или покрывающий изнутри материал, и конструкцию с порами, отверстиями или т.п., которые могут образовывать соединение с геометрическим замыканием с упрочняющим и/или покрывающим изнутри материалом. Первая и вторая опции могут быть объединены друг с другом. Также можно объединить первую и вторую опции, например, путем использования металлического шурупа с пористой поверхностью в качестве соединительного элемента, в результате чего термопластичный покрывающий изнутри и/или покрывающий изнутри элемент может проникать в поры, когда шуруп вставляется в нагретом состоянии, так что после охлаждения шуруп фиксируется посредством соединения с геометрическим замыканием.
Кроме того, упрочняющий и/или покрывающий изнутри элемент может быть снабжен блокирующей конструкцией для блокировки по меньшей мере одной степени свободы движения введенного элемента относительно объекта с упрочненным отверстием и/или покрытым изнутри отверстием. Например, блокирующая конструкция может содержать осевую канавку, с которой может взаимодействовать соответствующий выступ элемента - с тем, чтобы блокировать вращение элемента относительно объекта (при этом элемент может быть, например, валом, установленным в объекте). Дополнительно или согласно с альтернативой указанная конструкция может содержать окружную канавку, в которую может входить стопорное кольцо элемента для фиксации последнего в осевом направлении. Существуют другие примеры данных конструкций, включая углубления без симметрии.
Такие блокирующие конструкции могут в соответствии с опцией изготавливаться процессе упрочнения и/или покрытия изнутри. Например, в вариантах осуществления, в которых диаметр упрочненного отверстия и/или покрытого изнутри отверстия меньше, чем диаметр первоначального отверстия (т.е. стенки отверстия покрыты изнутри существенным количеством упрочняющего материала и/или материала, покрывающего изнутри), осевая канавка может быть выполнена посредством радиального выступа инструмента, который путем осевого перемещения делает осевую канавку с поперечным сечением, определяемым формой выступа. Углубления, которые не проходят по всей осевой длине упрочнения и/или покрытия изнутри, могут быть сделаны при помощи по меньшей мере одного выдвижного выступа. Кольцевая канавка может быть, например, выполнена посредством сегментированного в осевом направлении упрочнения и/или покрытия изнутри.
В соответствии с другой опцией, которая может быть объединена с опцией выполнения указанной блокирующей конструкции во время процесса, может использоваться соответствующим образом предварительно выполненный упрочняющий и/или покрывающий изнутри элемент. С этой целью возможно также наличие гибридного упрочняющего и/или покрывающего изнутри элемента, т.е. упрочняющего и/или покрывающего изнутри элемента, который не содержит термопластичный материал, но который включает в себя сегменты, в которых термопластичный упрочняющий и/или покрывающий изнутри материал упрочнен нерасплавляемым материалом (т.е. нерасплавляемым в условиях, в которых плавится термопластичный упрочняющий и/или покрывающий изнутри материал). Форму этого упрочнения выбирают таким образом, чтобы она не мешала перемещению инструмента во время и после процесса упрочнения и/или покрытия изнутри.
Также могут использоваться соединительные элементы других типов, например, обычные дюбели, штифты и т.д.
Изобретение в соответствии со всеми вышеупомянутыми аспекты может, например, использоваться для следующих применений или их комбинаций:
- механическое упрочнение пористого материала и/или упрочненные механические соединения между этим пористым материалом и соединительным элементом, закрепленным в нем.
- обеспечение возможности контакта (не проводящего электрический ток) пористого материала для того, чтобы проводить электрические заряды к указанному материалу и от него, например, в катализаторах, топливных элементах и т.д.; в том числе селективный контакт посредством электрических контактных элементов, электрически изолированных друг от друга, как описано выше;
- обеспечение возможности контакта пористого материала для того, чтобы проводить тепло к указанному материалу и от него, к теплообменнику и от него, к охлаждающему элементу и от него и т.д.
В частности интересный класс пористых материалов, для которых может применяться данный способ, включает в себя пеноматериалы, например, керамические пеноматериалы.
Другие области применения включают в себя закрепление втулки в легком строительном элементе или в другом композитном материале, части которого обладают разной механической прочностью. В этих элементах, в переходной части между мягкими и твердыми материалами, упрочняющий и/или покрывающий изнутри материал может, например, образовать выпуклость под более твердым материалом, которая обеспечивает дополнительный закрепляющий эффект подобно заклепке. Дополнительные применения включают в себя опорные втулки или втулки для соединения труб с теплообменником, который может содержать, например, ребра из алюминия.
Еще одно применение способов в соответствии с аспектами данного изобретения является обеспечение сквозного питания, которое мгновенно уплотняется относительно внутренней части пористого материала.
Во всех аспектах, энергии, которая используется для расплавления по меньшей мере частей термопластичного материала, может быть механической энергией. Примером особенно подходящего вида энергии являются механические вибрации (или, в качестве синонима, колебания).
Механические вибрации или колебания, подходящие для устройств и способов в соответствии с вариантами осуществления изобретения, которые включают в себя плавление полимера посредством тепла трения, образуемого механическими вибрациями, предпочтительно имеют частоту от 2 до 200 кГц (еще более предпочтительно от 10 до 100 кГц или от 20 до 40 кГц), при этом вибрационная энергия составляет от 0,2 до 20 Вт на квадратный миллиметр активной поверхности. Вибрирующий элемент (инструмент, например, сонотрод), например, выполнен так, что его контактная поверхность колеблется преимущественно в направлении оси элемента (продольные вибрации) с амплитудой от 1 до 100 микрометров (мкм), предпочтительно приблизительно от 10 до 30 мкм. Также возможны вращательные или радиальные колебания.
Для конкретных вариантов осуществления устройств, можно также использовать, вместо механических вибраций, вращательное движение для создания указанного тепла трения, необходимого для расплавления крепежного материала. Такое вращательное движение предпочтительно имеет скорость в диапазоне от 1 до 100000 оборотов в минуту (rpm).
Еще один способ получения тепловой энергии для требуемого плавления содержит передачу электромагнитного излучения в упрочняющий и/или покрывающий изнутри элемент и/или в элемент в его окрестности в прямом или непрямом теплопроводном контакте с упрочняющим и/или покрывающим изнутри элементом. В частности, для этой цели может использоваться световод. Световод может быть, например, трубообразным прозрачным светопроводящим инструментом, например, полым цилиндром из стекла или другого материала (например, пластика), который является прозрачным и имеет достаточно высокий индекс рефракции для используемого излучения (например, для видимого или инфракрасного лазерного излучения).
При этом поглощение происходит преимущественно в расплавляемом упрочняющем и/или покрывающем изнутри материале или в непосредственной близости от него. В зависимости от требований и конфигурации излучение может поглощаться в нем в разных местоположениях:
a) в соответствии с первым вариантом, дистальный конец инструмента может быть снабжен поглощающим покрытием или поверхностью, так что дистальный конец инструмента - который взаимодействует с упрочняющим и/или покрывающим изнутри элементом - нагревается, при этом образующееся тепло обеспечивает плавление упрочняющего и/или покрывающего изнутри элемента на граничной поверхности инструмента.
b) в соответствии со вторым вариантом, упрочняющий и/или покрывающий изнутри элемент выполнен таким образом, что он по меньшей мере частично поглощает излучение. Если упрочняющий и/или покрывающий изнутри элемент сильно поглощает излучение (например, при наличии высокой концентрации пигмента или другого поглотителя, или благодаря тому, что сам полимер поглощает излучение), то поглощение будет происходить в первую очередь на граничной поверхности с инструментом. В случае слабого поглощения (если, например, упрочняющий и/или покрывающий изнутри элемент имеет полимерную композицию, которая является прозрачной для излучения, и низкую концентрацию поглощающих пигментов), поглощение будет распределено на по меньшей мере части длины упрочняющего и/или покрывающего изнутри элемента. Спустя некоторое время под воздействием излучения начнется плавление, однако к этому моменту значительная часть материала уже будет смягченной. Для конкретных применений можно обеспечить наличие заранее определенного распределения поглощающего пигмента в упрочняющем и/или покрывающем изнутри элементе. Вместо пигмента или поглощающего полимера или в дополнение к ним, поглощение может быть вызвано по меньшей мере одной из шероховатости поверхности, микро- или наноразмерными наполнителями, такими как стеклянная крошка, коллоидного диоксида кремния, карбоната кальция, стекловолокна, нанотрубок, графита и т.д.
с) в соответствии с третьим вариантом, упрочняющий и/или покрывающий изнутри элемент является также прозрачным, при этом противоположный элемент содержит поглощающую поверхность, так что излучение поглощается прежде всего на граничной поверхности между противоположным элементом и упрочняющим и/или покрывающим изнутри элементом. В этом варианте этап передачи энергии в упрочняющий и/или покрывающий изнутри элемент и одновременного приложения усилия часто включает в себя перемещение противоположного элемента вперед в проксимальном направлении в то время, как инструмент может быть, например, удерживаться неподвижно.
Вместо того, чтобы обеспечить инструмент в виде проводника излучения, или в дополнение к нему, можно также разместить непосредственно в инструменте миниатюрный лазер (например, лазерный диод или систему лазерных диодов).
В качестве еще одной альтернативы к обеспечению инструмента в виде направляющего излучение цилиндра, инструмент может содержать любое другое направляющее излучение устройство. Сюда относится возможность направления излучения к дистальному основанию и обеспечение его воздействия на упрочняющий и/или покрывающий изнутри элемент от дистальной стороны в «обратной» конфигурации. Для обеспечения направления излучения инструмент может содержать соответствующие средства, например, встроенные волоконные проводники излучения, отражающие поверхности и т.д.
Предпочтительно используется электромагнитное излучение в видимом или в инфракрасном диапазоне частот, при этом предпочтительным источником излучения является соответствующий лазер.
В конкретных вариантах осуществления, которые включают в себя излучение в качестве источника энергии, параметры и комбинации материалов могут быть параметрами и комбинациями материалов, которые известны из лазерной сварки термопластиков. Дополнительные варианты осуществления могут использовать параметры/материалы, известные из способов соединения вместе или соединения с термопластичными поверхностями из дерева, или композиционных древесных материалов, или других пористых материалов, возможно, с помощью термопластика. Примеры раскрыты следующих документах: US 2003/0159294 (Whittenbury), US 7,727,658 (Enjoj et al.), US 2005/0042456 (Krause et al.), US 2002/0056707 (Pinho et al.), или US 8,314,359 (Bovatsek et al., документ относится к сверхкоротким импульсам), при этом указанные документы включены в данное описание посредством ссылки. Также следующие документы содержат полезную информацию:
- Dirk Herzog, „Laserdurchstrahlschweissen von Holzwerkstoffen und thermoplastischen Polymeren", Dissertation Gottfried Leibnitz Universitaet Hannover, 2008 (concerning laser beam welding; especially pages 7-12, pages 14 et seq. for material combinations; chapter 2.6.3 page 33 (choice of laser); pages 50 et seq., 65, 75 et seq..
- Leo-Alexander von Busse, „Laserdurchstrahlschweissen von Thermoplasten: Werkstoffeinflusse und Wege zur optimierten Prozessfuehrung" Dissertation Unniversitaet Hannover, 2005, published with ISBN 3-936888-90-6, (especially chapter 7 for the relevance of polymer modification)
- Joern-Eric Schulz, „Werkstoff-, Prozess- und Bauteiluntersuchungen zum Laserdurchstrahlschweissen von Kunststoffen", Dissertation Rheinisch - Westfaellische technische Hochschule Aachen, 2002/2003, especially chapter 4.
Указанные документы включены в данное описание посредством ссылки.
В соответствии с еще одной альтернативой, энергия может подаваться в систему путем электрического нагрева одной из частей устройства.
а) В соответствии с первой возможностью инструмент может содержать резистивный нагреватель в непосредственной близости к упрочняющему и/или покрывающему изнутри элементу, например, непосредственно на граничной поверхности, или резистивный нагреватель сам может находиться на некотором расстоянии от граничной поверхности, при этом инструмент содержит проводник тепла от резистивного нагревателя к граничной поверхности
b) В соответствии со второй возможностью инструмент может содержать электрод на граничной поверхности с упрочняющим и/или покрывающим изнутри элементом, при этом упрочняющий и/или покрывающий изнутри элемент является плохим электропроводником, а другой элемент - например, вспомогательный/противоположный элемент или, при его наличии, защитный элемент оболочки или другой элемент -включает в себя дополнительный электрод, так что электрический ток проводится через упрочняющий и/или покрывающий изнутри элемент и тем самым нагревает последний. Расположение электродов в этом случае может влиять на местоположение основного нагрева.
В данном документе выражение «термопластичный материал, который может быть расплавлен, например, посредством механических вибраций» или кратко «расплавляемый термопластичный материал» или «расплавляемый материал» или «термопластик» используются для описания материала, содержащего по меньшей мере один термопластичный компонент, при этом данный материал становится жидким или текучим при нагревании, в частности, при нагревании в результате трения, т.е., когда он расположен на одной из пар поверхностей (контактных поверхностей), находящихся в контакте друг с другом и перемещающихся относительно друг друга путем вибраций или вращения. При этом частота вибраций находится в диапазоне от 2 кГц до 200 кГц, предпочтительно от 20 до 40 кГц и с амплитудой от 1 мкм до 100 мкм, предпочтительно приблизительно от 10 до 30 мкм. Эти вибрации, например, генерируются ультразвуковыми устройствами, как, например, известно из ультразвуковой сварки. Для возможности обеспечения переносящего нагрузку соединения с пористым материалом, данный материал имеет коэффициент упругости более 0,5 ГПа, предпочтительно более 1 ГПа. (Упомянутые в данном документе значения характеристик материала в целом относятся к комнатной температуре (23°С), если в данном документе при указании температуры не сказано или не определено иначе).
Конкретные варианты осуществления материалов представляют собой: PEEK, полиэфиримид, полиамид, например, полиамид 12, полиамид 11, полиамид 6 или полиамид 66, полиметилметакрилат (PMMA), полиоксиметилен или поликарбонатуретан, поликарбонат или полиэстеркарбонат или также акрилонитрил-бутадиен-стирол (ABS), акрилестер-стирол-акрилнитрил (ASA), стиролакрилонитрин, поливинилхлорид, полиэтилен, полипропилен, полистирол, или сополимеры, или смеси указанных веществ.
В дополнение к термопластичным полимерам, термопластичный материал может также включать в себя подходящий наполнитель, например, упрочненные волокна, такие как стекловолокна и/или углеродные волокна. Волокна могут быть короткими волокнами, длинными волокнами или непрерывными волокнами.
Волокнистый материал (при его наличии) может быть любым материалом, который известен как обеспечивающий упрочнение волокна, в частности углерод, стекло, кевлар, керамика, например, муллит, карбид кремния или нитрид кремния, полиэтилен высокой прочности (Dyneema) и т.п.
Также возможны другие наполнители, не имеющие формы волокон, например, частицы порошка.
Однако, в применениях, в которых несущая способность не требуется (т.е. процессы, в которых необходимая способность передачи напряжения составляет менее 5 МПа или менее 1 МПа), термопластичный материал также может быть существенно мягче. В частности, вследствие того, что плавление происходит непосредственно на граничной поверхности между инструментом и упрочняющим и/или покрывающим изнутри элементом, не требуется перенос механической энергии через сам элемент. Таким образом, во время процесса и после него (следовательно, также в целом при температуре, при которой он используется, например, при комнатной температуре) материал может быть сравнительно мягким. Другими словами, преимущества коэффициента упругости, равного по меньшей мере 0,5 ГПа, не применяются или по меньшей мере не выражены в этих системах.
Для применений с отсутствием требований на несущую способность или уменьшенными требованиями на несущую способность (например, менее 5 МПа) для упрочняющих и/или покрывающих изнутри материалов могут использоваться даже эластомерные материалы, при этом данные материалы обладают, для некоторых применений, преимуществами с точки зрения демпфирующих свойств - например, для вибрационных или акустических (акустически изолирующих) соединений.
В случае термопластичного матричного материала, процессы в соответствии с аспектами данного изобретения могут быть использованы, даже если содержание материала наполнителя составляет до 80% или 85% (в объемных процентах) от упрочняющего и/или покрывающего изнутри материала, что делает эти процессы также подходящими для материалов, для которых литье под давлением невозможно. Несмотря на высокую степень содержания наполнителя, материал остается способным к текучести.
Если расплавляемый материал не должен расплавляться посредством воздействия вибрационной энергии, а должен расплавляться посредством электромагнитного излучения, то он может локально содержать соединения (в виде частиц или молекулярные), которые могут поглощать данное излучение в определенном диапазоне частот (в частности, в видимом или в инфракрасном диапазоне частот), например, фосфаты кальция, карбонаты кальция, фосфаты натрия, оксид титана, слюду, насыщенные жирные кислоты, полисахариды, глюкозу или их смеси.
Материал инструмента (например, сонотрода) и/или материал вспомогательного элемента могут быть любым материалом, который не плавится при температурах плавления указанного расплавляемого материала. В частности инструмент и/или вспомогательный элемент могут быть выполнены из металла, например из титанового сплава. Предпочтительным материалом является титан grade 5. Этот материал, в дополнение к тому, что он в целом подходит для анкерных устройств, обладает сравнительно низкой теплопроводностью. Из-за этой низкой теплопроводности, зона плавления, возникающая в расплавляемом материале и на граничной поверхности с направляющей конструкцией, быстро нагревается без нагревания окружающих частей до слишком высоких температур. Альтернативные материалы для инструмента и/или вспомогательного элемента представляют собой другие металлы, например, другие сплавы титана, нержавеющая сталь, сплавы на основе железа, никеля или кобальта с низким демпфированием, являющиеся термостойкими и износостойкими, керамические материалы, например, оксиды циркония или оксиды алюминия, нитриды кремния или карбиды кремния или жесткие пластики, например, PEEK и т.д. Для оптимизации износостойкости с учетом демпфирующего поведения и жесткости, части инструментов, которые взаимодействуют непосредственно с абразивными материалами, т.е. с термопластиками с высоким содержанием керамического или металлического порошка, могут быть изготовлены из керамики. Возможно, но не обязательно, в сочетании с вышеуказанным, удлиненный вал сонотрода может быть изготовлен из металлического сплава с минимальным демпфированием или из аморфного металла (металлическое стекло).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже со ссылками на чертежи описаны способы реализации изобретения и вариантов осуществления. Чертежи в целом являются схематичными. На чертежах одинаковые номера позиций относятся к одинаковым или сходным элементам. На чертежах показано следующее:
- фиг. 1: пористый материал с первоначальным отверстием;
- фиг. 1а и 1b: дистальные части образующих отверстия сонотродов;
- фиг. 2а-8: конструкции, содержащие инструмент (а именно, сонотрод), упрочняющий и/или покрывающий изнутри элемент и/или вспомогательный элемент для сегментированного упрочнения и/или покрытия изнутри;
- фиг. 9а-20: концепции упрочнения и/или покрытия изнутри с минимизацией воздействия/ энергии;
- фиг. 21-23: концепции отклонения механических вибраций для процесса упрочнения и/или покрытия изнутри;
- фиг. 24 и 25: применение процесса упрочнения и/или покрытия изнутри в строительных элементах; и
- фиг. 26: концепция использования излучения для передачи энергии в упрочняющий/покрывающий изнутри элемент;
- фиг. 27: концепция использования электроэнергии для передачи энергии в элемент упрочняющий/покрывающий изнутри;
- фиг. 28: применение сегментированного упрочнения и/или покрытия изнутри; и
- фиг. 29а-29с и 30: другие применение сегментированного упрочнения и/или покрытия изнутри.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показана часть пористого материала, например, плиты из композитного или слоистого материала. Изображенный пористый материал содержит верхний слой из сравнительно плотного и твердого покрывающего материала 201, который, например, ламинирован на менее плотный композитный пористый материал 202. Первоначальное отверстие 203, в котором необходимо закрепить соединительный элемент, такой, например, как, шуруп или штифт, выполнено, например, сверлением. Альтернативно, первоначальное отверстие 203 может быть предварительно выполнено во время процесса изготовления строительного объекта. Показана ось 204 отверстия. В случае, когда отверстие выполнено сверлением, отверстие может иметь осевую симметрию относительно оси 204. Из-за относительно низкого сопротивления механической нагрузке хрупкого композитного пористого материала, необходимо улучшить механическую устойчивость пористого материал до закрепления соединительного элемента.
В соответствии с пятым аспектом данного изобретения первоначальное отверстие 203 выполняется с помощью устройства, в котором в качестве образующего отверстие инструмента также используются виброинструмент (сонотрод) или противоположный элемент.
На фиг. 1а и 1b в качестве образующего отверстие инструмента сначала обсуждается возможность использования указанного инструмента (например сонотрода). Для образования первоначального отверстия 203, обращенные вперед (дистальные) части сонотрода имеют соответствующую форму. Во время введения инструмента, инструмент проталкивается в дистальном направлении, при этом на инструмент передаются вибрации, параметры которых выбраны так, чтобы обеспечить проталкивание дистального конца сонотрода в пористый материал для образования отверстия, имеющего цилиндрическую форму или кольцеобразное поперечное сечение. Это может быть объединено с последующим этапом упрочнения и/или покрытия изнутри в «обратной» конфигурации, в которой сонотрод содержит обращенную в проксимальном направлении передающую поверхность и в которой на дистальном конце упрочняющего и/или покрывающего изнутри элемента расположена поверхность плавления, при этом во время выполнения процесса сонотрод вытягивается, как описано, например, ниже в некоторых вариантах осуществления. В частности, после того, как этап проталкивания завершен, к сонотроду снова передаются механические вибрации с соответствующим образом подобранной энергией и другими параметрами в то время, когда он перемещается назад. В это время проксимально от наиболее дистальной части сонотрода располагают упрочняющий и/или покрывающий изнутри элемент и по меньшей мере частично расплавляется путем одновременного отвода и ударного воздействия энергии вибраций.
На фиг. 1а и 1b показан пример дистальных частей сонотрода 3. Дистальные части содержат дистальный расширение, которое образует плечо, прижимаемое к упрочняющему и/или покрывающему изнутри элементу 1 на этапе упрочнения и/или покрытия изнутри, на котором к сонотроду прикладывается тянущее усилие, при этом граничная поверхность между сонотродом (или, в частности, плечом) и упрочняющим и/или покрывающим изнутри элементом служит в качестве граничной поверхности плавления. Обращенные в дистальном направлении части сонотрода оснащены режущим краем 93 (фиг. 1а) и/или прокалывающим концом 94 (фиг. 1b). Конфигурации с прокалывающим концом 94 в частности подходят в тех случаях, когда пористый материал является очень хрупким и/или имеет небольшую плотность и/или когда диаметр отверстия является относительно небольшим.
В соответствии со второй опцией инструментальное средство, с помощью которого выполняется или удлиняется первоначальное отверстие, не является инструментом, который затем используется для передачи энергии, необходимой для расплавления, в упрочняющий и/или покрывающий изнутри элемент, но это инструментальное средство представляет собой противоположный элемент для приложения противодействующего усилия (в прямой конфигурации, в которой инструмент удерживается в дистальном направлении в то время, как энергия передается в упрочняющий и/или покрывающий изнутри элемент для расплавления его материала). Противоположный элемент 2 в этом случае может форму, например, сходную с показанной на фиг. 1a, 1b и описанную выше со ссылкой на инструмент.
На этапе проталкивания противоположного элемента в пористый материал, в противоположный элемент могут передаваться вибрации или вращение. На последующем этапе передачи энергии в упрочняющий и/или покрывающий изнутри элемент, источник вибраций или источник вращательного движения могут содержаться в инструменте, или может использоваться другой соответствующий источник.
Альтернативно, этап проталкивания противоположного элемента в пористый материал может быть выполнен вручную без дополнительного источника энергии.
В вариантах осуществления изобретения в соответствии со второй опцией энергия, передавая в упрочняющий и/или покрывающий изнутри элемент, может также представлять собой, в качестве альтернативы механической энергии, излучение и/или тепло.
Со ссылками на нижеследующие чертежи описаны способы упрочнения пористого материала, например, для конфигурации, показанной на фиг. 1. Со ссылками на фиг. 2-8 описаны варианты сегментированного упрочнения и/или покрытия изнутри.
Первый пример узла для окружной сегментации изображен, в разрезах по различным плоскостям, на фиг. 2а и 2b. На фиг. 2 с показан вид сонотрода 3 узла, на фиг 2d показан схематический вид узла в разрезе в первоначальном отверстии во время процесса и на фиг. 2е изображен вариант упрочняющего и/или покрывающего изнутри элемента. На фиг. 2f показан упрочняющий и/или покрывающий изнутри элемент, изображенный на фиг. 2е, вместе со специально адаптированным вспомогательным элементом, а на фиг. 2g показан еще один упрочняющий и/или покрывающий изнутри элемент. На фиг. 2а показано поперечное сечение в плоскости А-А, изображенной на фиг. 2b.
Варианты осуществления изобретения с сильно отличающимся упрочняющим и/или покрывающим изнутри элементом, например, вариант осуществления, показанный на фиг. 2е, может в частности подходить для теплового и/или электрического соединения слабых проводников, например, из керамического пеноматериала в топливном элементе.
Узел включает в себя упрочняющий и/или покрывающий изнутри элемент 1, который имеет две отдельные части 1.1, 1.2 упрочняющего и/или покрывающего изнутри элемента, инструмент 3 (сонотрод), и вспомогательный элемент 2, служащий в качестве противоположного элемента. Вспомогательный элемент образует направляющий вал 5 и дистальное расширение 6, которое образует плечо так, чтобы упрочняющий и/или покрывающий изнутри элемент мог быть сжат между сонотродом 3 и плечом 6 во время процесса. Иными словами, направляющий вал в изображенном варианте осуществления образует часть противоположного элемента, который в дополнение к направляющему валу элемента включает в себя дистальное расширение 6 с обращенными в проксимальном направлении (назад) контактными поверхностями противоположного элемента, посредством которых к упрочняющему и/или покрывающему изнутри элементу прилагается противодействующее усилие. Противодействующее усилие представляет собой усилие равной величины, но противоположного направления к усилию, посредством которого сонотрод прижимается к частям упрочняющего и/или покрывающего изнутри элемента.
Форма направляющего вала 5 не является цилиндром вращения, при этом этот вал выполнен в окружном направлении так, чтобы иметь две осевые канавки, в которых размещаются две части 1.1, 1.2 упрочняющего и/или покрывающего изнутри элемента. Сонотрод 3, соответственно, разделен на сегменты с обеспечением двух толкающих частей 3.1, 3,2 с поперечным сечением, приблизительно соответствующим поперечному сечению частей 1.1, 1.2 упрочняющего и/или покрывающего изнутри элемента. Сонотрод также содержит центральный канал 3.7 для части 5 вала вспомогательного элемента 2.
В альтернативных вариантах осуществления вспомогательный элемент может не иметь дистальное расширение и просто представлять собой направляющий штифт. В этих вариантах осуществления противодействующее усилие, противоположное прижимающему усилию сонотрода, может быть создано пористым материалом, к которому прижимается упрочняющий и/или покрывающий изнутри элемент, или силой адгезии и/или силой трения, посредством которой части упрочняющего и/или покрывающего изнутри элемента прилипают к направляющему элементу, или их комбинацией. В дополнение или альтернативно, также можно предусмотреть вал и упрочняющий и/или покрывающий изнутри элемент с поверхностными конструкциями, которые взаимодействуют друг с другом, например, небольшие углубления вала, в которые проходят соответствующие внутренние выступы упрочняющего и/или покрывающего изнутри элемента.
Сегментация упрочняющего и/или покрывающего изнутри элемента, как показано на фиг. 2а и 2b, может быть выполнена по всей осевой длине частей упрочняющего и/или покрывающего изнутри элемента, или она может быть частичной, т.е. сегментация может ограничиваться определенными осевыми частями, тогда как на других осевых частях упрочняющий и/или покрывающий изнутри элемент может содержать часть 1.8, окружающую направляющий вал так, чтобы упрочняющий и/или покрывающий изнутри элемент был цельным. Первый соответствующий пример показан на фиг. 2е, где окружающая вал часть 1.8 находится на проксимальном конце упрочняющего и/или покрывающего изнутри элемента. Благодаря этой конструкции упрочняющего и/или покрывающего изнутри элемента, показанного на фиг. 2е, между частями 1.1, 1.2 элемента в направлении к дистальному концу упрочняющего и/или покрывающего изнутри элемента имеются открытые зазоры. Эта конструкция в некоторых случаях может быть скомбинирована с вспомогательным элементом, имеющим дистальный конец, который содержит выступы 5.2, как показано на фиг 2f, предотвращающие распространение расплавленных частей термопластичного материала в окружных направлениях. В частности, размеры открытых зазоров и выступов 5.2 могут быть подобраны друг к другу так, чтобы расстояние d1 было меньшим или приблизительно равным расстоянию d2.
На фиг. 2g показан еще один вариант осуществления упрочняющего и/или покрывающего изнутри элемента с частями 1.1-1.5, которые удерживаются вместе посредством окружающей вал части 1.8. В этом варианте осуществления окружающая вал часть находится в осевом центральном положении. Показанный на фиг. 2g вариант осуществления в некоторых случаях может использоваться вместе с вспомогательным элементом показанного на фиг. 2f типа.
На фиг. 2b также изображена проксимальная ось 4. В конфигурации, показанной на фиг. 2a-2g, элементы 1, 2, 3, узла не имеют круговой симметрии вокруг данной оси.
Для осуществления способа с сегментированным упрочнением и/или покрытием изнутри, показанный на фиг. 2а и 2b, узел размещают в первоначальном отверстии с осью 4, приблизительно параллельной оси 204. Затем сонотрод 3 прижимают к дистальной стороне в то время, как к инструменту прилагают механические вибрации и в то время как вспомогательный элемент удерживают против прижимного усилия так, чтобы упрочняющий и/или покрывающий изнутри элемент сжимался между вибрирующим сонотродом и вспомогательным элементом. Энергию вибраций выбирают так, чтобы она была достаточной для того, чтобы процесс плавления материала термопластичного вспомогательного элемента привел к перемещению сонотрода вперед (и/или перемещения вспомогательного элемента назад) и вызвал проталкивание расплавленного термопластичного материала в сторону и в структуры окружающего пористого материала. Это показано на фиг. 2d. Перемещенные части 11.1, 11.2 термопластичного материала отвердевают и, таким образом, упрочняют пористый материал. Данный процесс продолжают, например, до тех пор, пока весь материал упрочняющего и/или покрывающего изнутри элемента не окажется расплавленным и смещенным, и до тех пор, пока дистальные концевые поверхности толкающих частей не примкнут к плечам 6, образованным дистальным расширением.
Поскольку упрочняющий и/или покрывающий изнутри элемент является сегментированным, т.е. содержит две части упрочняющего и/или покрывающего изнутри элемента в разных угловых положениях относительно проксимо-дистальной оси, части 11.1 термопластичного материала остаются отделенными и образуют две упрочняющие и/или покрывающие изнутри области.
Хотя со ссылками на фиг. 2a-2d была описана окружная сегментация упрочняющего и/или покрывающего изнутри элемента по отношению к конфигурации, упрочняющей круглое отверстие с использованием двух сегментационных частей элемента в симметричном расположении, возможны различные другие варианты осуществления. Например, указанные две сегментационные части элемента не обязательно должны быть расположены симметрично по отношению к плоскости симметрии, как в показанном варианте осуществления, но возможны и другие асимметричные расположения. Кроме того, могут использоваться более двух сегментационных частей элемента (как, например, в нижней части упрочняющего и/или покрывающего изнутри элемента на фиг. 2g), например, три, четыре, пять, шесть или даже больше, при этом все с симметричной или асимметричной конфигурацией. Кроме того, упрочненное первоначальное отверстие не обязательно должно быть круглым, но может иметь любую другую форму.
Со ссылками на фиг. 3а-4 описан еще один пример сегментированного упрочнения и/или покрытия изнутри. В этом примере используется понимание того, что процесс упрочнения и/или покрытия изнутри не основывается на круговой симметрии упрочняемого отверстия. А именно, возможна ситуация, когда механическая энергия может расплавить термопластичный упрочняющий и/или покрывающий изнутри элемент и с некруговыми конфигурациями.
В качестве "обратного" варианта осуществления также может служить конфигурация, аналогичная показанной на фиг. 2а-2d, или вариант, сходный с показанным на фиг. 2e/2f или 2g. Если элемент 2 с валом 5 и дистальным расширением 6 используется в качестве сонотрода, соединенного с виброгенератором, а втулка 3 используется в качестве противоположного элемента, то граничная поверхность плавления представляет собой граничную поверхность между дистальным расширением 6 и упрочняющим и/или покрывающим изнутри элементом 1 / частями 1.1, 1.2 упрочняющего и/или покрывающего изнутри элемента 1.
В этом варианте, как и в других вариантах осуществления, основывающихся на "обратной" конфигурации, во время процесса противоположный элемент удерживают против упрочняющего и/или покрывающего изнутри элемента в то время, как к сонотроду передают усилие на растяжение и механические вибрации. Затем сонотрод могут медленно вытягивать обратно в то время, как противоположный элемент все еще удерживают, или перемещают вперед, или, возможно медленно перемещают назад, однако медленнее, чем сонотрод. Термопластичный материал, расплавленный на граничной поверхности плавления, непрерывно смещается в поры упрочняемого и/или покрываемого изнутри материала.
Фиг.3а показывает, в поперечном сечении по плоскости А-А на фиг. 3d, направляющий вал 5 вспомогательного элемента и упрочняющий и/или покрывающий изнутри элемент 1, окружающий направляющий вал 5. Направляющий вал и упрочняющий и/или покрывающий изнутри элемент имеет трансляционную симметрию вдоль проксимо-дистальной оси и, в целом, треугольную форму поперечного сечения. Сонотрод 3 является проксимальным относительно упрочняющего и/или покрывающего изнутри элемента и имеет часть со схожей формой.
Для упрочнения и/или покрытия изнутри, на первом этапе, показанный на фиг. 3а и 3d узел размещают в первоначальном отверстии. Затем сонотрод 3 прижимают к дистальной стороне в то время, как к инструменту передают механические вибрации и в то время как вспомогательный элемент удерживают против сжимающего усилия так, чтобы упрочняющий и/или покрывающий изнутри элемент сжимался между вибрирующим сонотродом и вспомогательным элементом и так, чтобы на граничной поверхности между сонотродом и упрочняющим и/или покрывающим изнутри элементом термопластичный материал упрочняющего и/или покрывающего изнутри элемента начал плавиться и смещаться в окружающий пористый материал. Результат показан в разрезе на фиг. 3b. Первоначальное отверстие, треугольное в поперечном сечении, окружено упрочненной областью, в которой пористый материал пронизан упрочняющим упрочняющим и/или покрывающим изнутри материалом 11. Пунктирная линия 21 на фиг. 3b показывает, где на следующем этапе добавляется отверстие. Отверстие 23 имеет круглое поперечное сечение и, следовательно, подходит для закрепления шурупа на последующем этапе (не показан). Когда отверстие сделано, удаляют дополнительный пористый материал, а также области упрочняющего и/или покрывающего изнутри материала. То, что остается (3с), представляет собой пористый материал, который упрочнен в тех областях, где упрочняющий и/или покрывающий изнутри материал не удален. На фиг. 3с показаны три отделенные части 11.1. 11.2, 11.3 упрочняющего и/или покрывающего изнутри материала. Выступающие части 25, которые в некоторых случаях могут оставаться на краях первоначального отверстия, могут дополнительно улучшить гибкость и могут быть заполнены пористым материалом сразу же после закрепления шурупа (или другого соединительного элемента).
Кроме того, для варианта осуществления, показанного на фиг. 3, существует вариант «обратной» конфигурации, когда элемент с дистальным расширением 6 используется в качестве сонотрода, соединенного с источником вибраций, а втулкообразный элемент 3 используется в качестве противоположного элемента, при этом граничная поверхность плавления представляет собой граничную поверхность между дистальным расширением и упрочняющим и/или покрывающим изнутри элементом.
В качестве альтернативы по отношению к треугольной форме, первоначальное отверстие и упрочняющий и/или покрывающий изнутри элемент в модификациях этой группы вариантов осуществления могут иметь и другие некруглые поперечные сечения. Пример этой альтернативы схематично показан на фиг. 4 в разрезе, перпендикулярном проксимо-дистальной оси. Первоначальное отверстие и упрочняющий и/или покрывающий изнутри элемент 1 имеют в целом удлиненное поперечное сечение, так что после упрочнения и/или покрытия изнутри и добавления отверстия (пунктирная линия 21) остаются две упрочненные области. Возможны различные другие некруглые формы, как симметричные, так и асимметричные. В частности, можно адаптировать форму к анатомии местоположения, в котором необходимо закрепить соединительный элемент.
Показанное на фиг. 4 решение может быть реализовано как в прямых конфигурациях с сонотродом 3, который проталкивают в процессе упрочнения и/или покрытия изнутри (как показано на фиг. 3d), так и в вышеупомянутых «обратных» конфигурациях, в которых сонотрод вытягивают. В «обратных» конфигурациях, ниже в соответствии с шестым аспектом, сонотрод может в некоторых случаях иметь режущий дистальный край, что обеспечивает возможность выполения первоначального отверстия путем введения сонотрода в то время, как в сонотрод передают механическую энергию.
Еще один пример «обратной» конфигурации показан на фиг. 5а и 5b. На фиг. 5а показана в разрезе конфигурация в начале процесса плавления, а на фиг. 5b показана схематическая иллюстрация, соответствующая горизонтальному разрезу, воздействия пластинок, которые разделяют упрочняющий и/или покрывающий изнутри материал 11 на сегменты. В этом примере упрочняемый и/или покрываемый изнутри материал 210 показан без жесткого покрывающего материала. Материал может представлять собой, например, керамический или металлический пеноматериал или древесный композиционный материал, или слабый или хрупкий материал. В целом, раскрытие всех вариантов осуществления изобретения применимо к пористому материалу всех различных типов в смысле данного текста, - если специально не указываются специальные комбинации материалов.
В показанном на фиг. 5а и 5b варианте осуществления упрочняющий и/или покрывающий изнутри элемент 1 имеет форму цилиндрической втулки, т.е. является трубчатым. Сонотрод содержит вал 91 сонотрода и дистальное расширение 92. На периферии дистального расширения сонотрод дополнительно содержит множество пластинок, которые выступают радиально. В изображенной конфигурации, пластинки выступают дальше, чем радиус (цилиндрической) окружной стенки первоначального отверстия и, таким образом, проходят в материале 210. Если качество материала (твердость, прочность) позволяет, то пластинки могут врезываться в материал 210. Альтернативно, первоначальное отверстие может быть снабжено радиальными выемками для пластинок. Пластинки ограничивают поток расплавленного материала в азимутальных направлениях и тем самым вызывают наличие секторов термопластичного упрочняющего и/или покрывающего изнутри материала. В частности, пластинки могут быть выполнены с такими размерами, чтобы проникать в материал 210 на расстояние максимального прохождения ожидаемого радиального потока упрочняющего и/или покрывающего изнутри материала.
Противоположный элемент является проксимальным от упрочняющего и/или покрывающего изнутри элемента и не показан на фиг. 5а, при этом противоположный элемент альтернативно выполнению в форме трубы может также представлять собой пластину с отверстием для вала сонотрода, причем, например, пластина выполнена с возможностью прижатия к поверхности материала 210.
Показанные на фиг. 5а и 5b элементы имеют, за исключением пластинок, симметрию цилиндра вращения, т.е. первоначальное отверстие представляет собой отверстие цилиндра вращения. Кроме того, в показанной конфигурации инструмент имеет четыре пластинки, расположенные с равными промежутками. Однако, концепция инструмента (сонотрода), содержащего пластинки, может быть применена к другим концепциям. В целом, первоначальное отверстие, упрочняющий и/или покрывающий изнутри элемент и дистальное расширение могут иметь любое поперечное сечение, например эллиптическое, треугольное, прямоугольное и т.д. Кроме того, в этих вариантах осуществления внешний контур упрочняющего и/или покрывающего изнутри элемента и дистальное расширение адаптированы к поперечному сечению первоначального отверстия, при этом пластинки могут радиально выступать в упрочняемый и/или покрываемый изнутри материал.
На фиг. 5с показан еще один вариант «обратной» конфигурации, изображенной на фиг. 5а и 5b, в которой инструмент (сонотрод) не содержит какие-либо пластинки. В изображенном варианте осуществления, обращенное в проксимальном направлении плечо дистального расширения 92 инструмента наклонено так, чтобы при относительном перемещении сонотрода по отношению к упрочняющему и/или покрывающему изнутри элементу - в то время как механическая энергия передается в сонотрод - вызывать более легкое смещение в окружающий пористый материал 210 материала, расплавленного на граничной поверхности между дистальным расширением 92 сонотрода и дистальным концом упрочняющего и/или покрывающего изнутри элемента 1. На фиг 5с также показаны наружный диаметр dt инструмента и диаметр dh первоначального отверстия. Очевидно, что диаметр dt инструмента лишь немного меньше, чем диаметр dh отверстия (и, таким образом, приблизительно равен указанному диаметру), так что значительная часть материала, расплавленного на границе, вытесняется в окружающий материал.
Это иллюстрирует концепцию, согласно которой относительные размеры дистального расширения 92 инструмента и упрочняющего и/или покрывающего изнутри элемента 1 выбирают так, чтобы полное поперечное сечение упрочняющего и/или покрывающего изнутри элемента 1 расплавлялось и смещалось инструментом. После процесса, либо весь упрочняющий и/или покрывающий изнутри материал проник в объект, либо на стенке первоначального отверстия остается слой в виде покрытия изнутри, который таким образом покрывает эту стенку.
На фиг. 6 показана, в поперечном разрезе вдоль проксимо-дистальной оси, конфигурация, в которой первоначальное отверстие 203, например, цилиндрической формы было упрочнено так, чтобы части 11 упрочняющего и/или покрывающего изнутри материала усиливали пористый материал. Это упрочнение и/или покрытие изнутри может представлять собой сегментированное упрочнение и/или покрытие изнутри, в которых материал сегментации ограничивается определенными углами по окружности, например, как описано со ссылками на предыдущие чертежи, или может представлять собой сегментированное упрочнение и/или покрытие изнутри, в которых упрочняющий и/или покрывающий изнутри материал распределен по периметру. Затем пористый материал и указанный материал могут быть удалены по пунктирной линии 33 так, чтобы поверхность упрочненного пористого материала стала ограниченной глубокими областями отверстия.
Окружная сегментации и зависимость глубины упрочнения и/или покрытия изнутри могут быть объединены. Пример показан на фиг. 7а-7с. Первоначальное отверстие выполнено со ступеньками и имеет проксимальную часть большого диаметра и дистальную часть меньшего диаметра так, чтобы образовалось плечо 111. Поперечное сечение направляющего вала 5 имеет форму, показанную на фиг. 7с. Фиг.7а и 7b соответствуют сечениям вдоль плоскостей, которые в сечении поперек направляющего вала (фиг. 7 с) соответственно соответствуют линиям АА и ВВ. Упрочняющий и/или покрывающий изнутри элемент имеет первые части 1.1, 1.2 упрочняющего и/или покрывающего изнутри элемента, которые расположены вокруг по периферии и в процессе этапа способа плавления прижимаются к плечу. Вторые части 1.3, 1.4 упрочняющего и/или покрывающего изнутри элемента расположены дистально в каналах 5.1 направляющего вала. Во время плавления они прижимаются к нижней части первоначального отверстия. Форма сонотрода 3 адаптирована соответствующим образом. В качестве альтернативы изображенной конфигурации, вспомогательный элемент может содержать опорные выступы, которые проходят в осевом направлении от направляющего вала проксимально от плеча 111 и/или от дистального расширения такого типа, который показан на фиг. 2b, так, чтобы противодействующее усилие к сжимающему усилию создавалось не пористым материалом, а вспомогательным элементом.
При условии наличия соответствующих конструкций, элемент 2 может альтернативно служить в качестве сонотрода в «обратной» конфигурации, в которой граничная поверхность плавления представляет собой граничную поверхность между указанной конструкцией и упрочняющим и/или покрывающим изнутри элементом.
На фиг. 8 показан еще один пример сегментированного упрочнения и/или покрытия изнутри в поперечном сечении, параллельном проксимо-дистальной оси.
Показанный на фиг. 8 вариант осуществления может объединить осевую сегментацию (т.е. упрочнение и/или покрытие изнутри с разными глубинами) с окружной сегментацией. В показанном на фиг. 8 варианте осуществления первоначальное отверстие сходится на конус, например, является коническим. Вспомогательный элемент 2 соответственно имеет сходящуюся на конус форму. В процессе упрочнения и/или покрытия изнутри необходимо поместить указанный элемент в первоначальное отверстие с окружной стенкой и, возможно, с дистальным концом в контакте с пористым материалом, как показано на фиг. 8. Вспомогательный элемент представляет собой тело с отверстиями, доступными от проксимальной стороны. Между данными отверстиями и окружной стенкой имеются отверстия. Например, большое центральное отверстие 41 содержит множество отверстий 43, распределенных по периферии регулярным или нерегулярным образом. Каждое из небольших периферийных отверстий, например, содержит боковое отверстие 43. Данные периферийные отверстия 42 могут быть распределены по периферии регулярным или нерегулярным образом. Вспомогательный элемент также может содержать только одно периферийное отверстие. Упрочняющие и/или покрывающие изнутри элементы 1 могут, например, иметь штифтообразную форму с наружным диаметром, соответствующим размеру отверстия, для которого они предусмотрены. Во время процесса упрочнения и/или процесса покрытия изнутри, упрочняющие и/или покрывающие изнутри элементы 1 вставляют в отверстия и прижимают в дистальном направлении в то время, как на соответствующий упрочняющий и/или покрывающий изнутри элемент воздействует механическая энергии. Таким образом, упрочняющий и/или покрывающий изнутри материал на дистальном конце упрочняющих и/или покрывающих изнутри элементов расплавляется и выжимается из отверстий в окружающий пористый материал. Вспомогательный элемент может быть удален после расплавления упрочняющего и/или покрывающего изнутри материала; при этом, например, удаление можно произвести сразу же после начала подачи механической энергии (например, вибраций) так, чтобы упрочняющий и/или покрывающий изнутри материал все еще был мягким вблизи вспомогательного элемента. Альтернативно, для удаления вспомогательного элемента может использоваться режущий элемент, например, режущий элемент может быть, например, элементом (обращенным в проксимальном направлении режущим краем или т.п.), смежным с отверстиями 43, который прорезает части упрочняющего и/или покрывающего изнутри материала, находящиеся на граничной поверхности между вспомогательным элементом 2 и пористым материалом.
В дополнение или в качестве альтернативы к отверстиям 41, 42, вспомогательный элемент, который может рассматриваться как направляющий инструмент для отдельных упрочняющих и/или покрывающих изнутри элементов 1, может иметь углубления (отверстия) на окружной поверхности. После процесса упрочнения и/или покрытия изнутри с использованием данного вспомогательного элемента части термопластичного упрочняющего и/или покрывающего изнутри материала могут выступать в коническое отверстие и, таким образом, не ограничиваются пористым материалом. Эти варианты осуществления в частности предпочтительны в тех случаях, когда последующее закрепление соединительного элемента включает в себя приваривание термопластичного материала соединительного элемента к упрочняющему и/или покрывающему изнутри материалу или включает в себя соединительный элемент с поверхностной конструкцией, в которую, когда упрочняющий и/или покрывающий изнутри материал снова расплавляется во время закрепления, термопластичный материал может снова проникать для получения подходящего соединения.
Возможный принцип последующего закрепления соединительного элемента к упрочняющему и/или покрывающему изнутри материалу или возможный принцип обеспечения повторного расплавления упрочняющего и/или покрывающего изнутри материала во время закрепления и проникновения в структуры соединительного элемента для образования соединения с геометрическим замыканием могут быть также применимы и к другим вариантам осуществления данного изобретения помимо показанного на фиг. 8. В частности, это является опцией для всех вариантов осуществления. Варианты осуществления, которые обеспечивают сегментированное упрочнение и/или покрытия изнутри, имеют в этом случае дополнительное потенциальное преимущество, заключающееся в том, что оператор может выбирать место, где должно находиться сварное соединение или соединение соединительного элемента с геометрическим замыканием, а именно путем соответствующего выбора покрытых изнутри местоположений и/или упрочненных местоположений на поверхности первоначального отверстия.
Ниже описаны варианты осуществления аспекта минимизации воздействия/энергии. В этих описанных вариантах осуществления энергия, которая передается в установку во время процесса, является механической вибрационной энергией, а инструмент является сонотродом. Тем не менее, концепция может легко быть распространена на другие виды энергии, в том числе на механическую энергию другого типа (например, вращение), тепло, электромагнитное излучение.
На фиг. 9а и 9b в разрезах, параллельных проксимо-дистальной оси, показано первое решение. Было обнаружено, что значительный шум, а также возможные потери энергии возникают вследствие контакта между сонотродом 3 и направляющим валом 5 вспомогательного элемента в конфигурациях, в которых сонотрод и, возможно, упрочняющий и/или покрывающий изнутри элемент направляется/направляются направляющим валом. Область, в которой инструмент (сонотрод) и вспомогательный элемент перекрываются со скольжением, в данном документе также называется «выдвижной областью».
На фиг. 9а и 9b, внутренний диаметр сонотрода больше, чем наружный диаметр направляющего вала, так что вокруг направляющего вала образуется буферный объем 52. Сонотрод содержит направленный во внутреннем направлении выступ 51 на своем дистальном конце. Направленный во внутреннем направлении выступ представляет собой, например, проходящий во внутреннем направлении край, образующий контактную поверхность в непосредственном контакте с направляющим валом. Контактная поверхность полностью охватывает вал, образуя уплотнение для расплавленного материала, предотвращающее проникновение последнего в буферный объем.
В показанном на фиг. 9а варианте осуществления дистальная торцевая поверхность сонотрода, образующая контакт с упрочняющим и/или покрывающим изнутри элементом 1, является по существу плоской и радиальной относительно оси, тогда как вариант осуществления по фиг. 9b имеет сходящую на конус поверхность сонотрода, которая способствует проталкиванию расплавленного упрочняющий и/или покрывающего изнутри материала в наружном направлении в окружающий пористый материал. Во всех вариантах осуществления контактная поверхность между сонотродом и упрочняющим и/или покрывающим изнутри элементом может в целом иметь любую форму, в том числе плоскую, изогнутую, сходящую на конус и т.д.
В показанном варианте осуществления направленный во внутреннем направлении выступ 51 выполнен за одно целое с остальной частью сонотрода. В альтернативных вариантах осуществления может использоваться отдельная часть, которую можно рассматривать как втулку. Использование этой отдельной части может быть предпочтительным, так как в частности может быть использован подходящий материал. Данный подходящий материал может быть выбран так, чтобы он минимизировал воздействие сонотрода/использование энергии в то время, как этот материал не обязательно является хорошим проводником для ультразвуковых вибраций. Примером подходящего материала для втулки является полиарилэфирэфиркетон (PEEK); альтернативно могут использоваться другие полимерные материалы, которые имеют сравнительно небольшой коэффициент трения по отношении к стали, такие как политетрафторэтилен (PTFE), полиакриламид (РА) и т.д., или другие пластиковые или не пластиковые материалы.
В качестве еще одного варианта осуществления направленный во внутреннем направлении выступ, в частности образованный отдельной частью (втулкой), может содержать небольшую окружную соскабливающую кромку в контакте с направляющим валом. В качестве альтернативы данной соскабливающей кромки также может использоваться соответствующая посадка, которая обеспечивает возможность относительного перемещения, например, переходная посадка т.д., в частности для комбинации из жесткого и мягкого материала между направляющим валом и выступом/втулкой.
В дополнение или в качестве альтернативы рассмотренным выше вариантам осуществления, буферный объем 52 может быть частично или полностью заполнен материалом с пониженным образованием трения/шума между валом и вибрирующими частями. Такой материал затем может служить в качестве своего рода внутреннего вкладыша, при этом данный материал может быть, например, полимером, таким как PEEK, PTFE, РА и т.д.
На фиг. 10 показан вид в разрезе, перпендикулярном проксимо-дистальной оси, варианта осуществления, в котором сонотрод содержит проходящие во внутреннем направлении осевые ребра 54 так, чтобы контактная поверхность между сонотродом и направляющим валом снова была уменьшена. В некоторых случаях эта конструкция может быть объединена с проходящим во внутреннем направлении дистальным краем, как показано на фиг. 9а, 9b. На фиг. 11 (в разрезе, параллельном проксимо-дистальной оси) аналогично показана конфигурация с проходящими во внутреннем направлении кольцевыми ребрами 55. При этом также возможна комбинация с дистальным краем. Альтернативно вместо ребер или в дополнение к ним сонотрод может содержать другие внутренние выступы, такие как выпуклости и т.д.
На фиг. 9а-11, а также на описанных ниже фиг. 17 и 18 показаны примеры конфигураций, в которых площадь поверхности между сонотродом и вспомогательным элементом значительно уменьшена по сравнению с конфигурациями, в которых сонотрод представляет собой цилиндрическую втулку, окружающую цилиндрический вал. В частности, в выдвижной области контактная поверхность по существу меньше (например по меньшей мере в два раза), чем наружная площадь поверхности вспомогательного элемента в этой выдвижной области.
На фиг. 12-15 показана другая группа решений для минимизации воздействия/энергии, которые могут быть объединены с решением уменьшения прямого контакта между сонотродом и направляющим валом. Концепция всех показанных на этих чертежах вариантов осуществления заключается в том, что форма упрочняющего и/или покрывающего изнутри элемента выполнена таким образом, что обеспечивается плавление упрочняющего и/или покрывающего изнутри элемента или по меньшей мере его части с меньшим воздействием энергии, т.е. начало плавления как функция энергии, воздействующей на упрочняющий и/или покрывающий изнутри элемента, происходит ранее. Это обеспечивает возможность уменьшения мощности источника энергии, например мощности, которая обеспечивает работу сонотрода.
На фиг. 12 и 13 показаны разрезы конфигурации, имеющей в целом, симметрию вращения, с осью симметрии (не показана), проходящей через направляющий вал 5. Упрочняющий и/или покрывающий изнутри элемент 1 на фиг. 12 содержит соответственно внешние и внутренние канавки 61, 62 в то время, как упрочняющий и/или покрывающий изнутри элемент на фиг. 13 имеет внутренние канавки 62. Данные канавки систематическим образом ослабляют упрочняющий и/или покрывающий изнутри элемент и, путем образования узких частей, обеспечивают места, где расплавление при поглощении механической энергии происходит в первую очередь. Кроме того, внутренние канавки 62 в варианте осуществления на фиг. 13 наклонены в наружном направлении так, чтобы после начала плавления на узких частях проксимальные части скользили по дистальным частям и проталкивались в наружном направлении, так что в результате возникает дополнительное трение еще нерасплавленного упрочняющего и/или покрывающего изнутри материала с боковыми стенками первоначального отверстия и/или дополнительное давление на расплавленный материал, при этом оба эффекта потенциально способствуют процессу упрочнения и/или покрытия изнутри. Сходный эффект может быть достигнут посредством внешних канавок, которые проходят по тем же коническим поверхностям, как и в показанных вариантах осуществления, т.е. канавки выполнены таким образом, что после плавления в слабых местоположениях (в узких частях) проксимальные части упрочняющего и/или покрывающего изнутри элемента подвергаются поперечному смещению, которое проталкивает их в наружном направлении, когда на них воздействует давление со стороны сонотрода 3. В обоих вариантах осуществления (и в комбинациях), достаточная подвижность данного перемещения в наружном направлении может быть обеспечена дополнительным осевым разделением (не показано на фиг. 13) или окружной сегментацией, как показано в предыдущих вариантах осуществления.
Канавки 61, 62 в вариантах осуществления, показанных на фиг. 12 и 13, или сходные ослабляющие элементы упрочняющего и/или покрывающего изнутри элемента 1 также могут быть выбраны для конфигураций без симметрии вращения, например, для конфигураций, которые включают в себя сегментацию в соответствии с любым из вышеописанных вариантов осуществления.
В вариантах осуществления фиг. 14 и 15 показаны другие модификации систематически ослабленных упрочняющих и/или покрывающих изнутри элементов. Вариант осуществления на фиг. 14 содержит упрочняющий и/или покрывающий изнутри элемент 1, имеющий в целом форму цилиндра вращения с множеством сквозных отверстий 63. В изображенном варианте осуществления сквозные отверстия расположены в виде осевых рядов. В целом, положение и распределение отверстий или других ослабляющих элементов упрочняющего и/или покрывающего изнутри элемента могут быть выбраны в соответствии с необходимостью.
В варианте осуществления на фиг. 15, упрочняющий и/или покрывающий изнутри элемент 1, имеющий в целом форму цилиндра вращения, содержит удлиненные осевые отверстия 64. Осевая протяженность данных отверстий может быть выполнена такой, чтобы соответствовать существенной части (например, по меньшей мере 1/2 или даже по меньшей мере 2/3) осевой длины упрочняющего и/или покрывающего изнутри элемента 1. Осевые отверстия, в дополнение к уменьшению требуемой мощности для воздействия механической энергии, могут обуславливать в результате слабую окружную сегментацию. Протяженнось (в окружном направлении) и распределение осевых удлиненных отверстий 64 могут быть выбраны соответствующим образом. В изображенной конфигурации упрочняющий и/или покрывающий изнутри элемент дополнительно содержат соединяющие части 65, которые образуют соединения поперек удлиненных отверстий, например, приблизительно в их середине, в целях повышения механической стабильности упрочняющего и/или покрывающего изнутри элемента. В частности если необходим эффект окружной сегментации упрочняющего и/или покрывающего изнутри материала, соединяющие части 65 могут иметь только минимальную прочность материала, например, они могут быть тоньше, чем корпус упрочняющего и/или покрывающего изнутри элемента.
Вариант осуществления на фиг. 16 (показан в разрезе) содержит сонотрод 3 с проходящим в наружном направлении (выступающим) дистальным элементом 71, таким, как окружное ребро. Благодаря этой форме сонотрод имеет уменьшенную толщину в проксимальных местоположениях так, чтобы он имел непосредственный контакт с пористым материалом проксимально от дистального элемента 71. Это существенно уменьшает воздействие, в частности фрикционное нагревание смежного пористого материала.
Проходящий в наружном направлении дистальный элемент показанного на фиг. 16 типа может быть реализован в вариантах осуществления со сходящей на конус поверхностью сонотрода, контактной к упрочняющему и/или покрывающему изнутри элементу (как показано на фиг. 16), в вариантах осуществления с плоской контактной поверхностью, или в комбинации с какой-либо другой формой контактной поверхности. Возможны комбинации с решениями, показанными на любом из предыдущих чертежей, в том числе с минимизацией контактной поверхности между сонотродом и направляющим валом, как показано на фиг. 9-11.
Другая возможность минимизации воздействия сонотрода, в частности шума, создаваемого трением между сонотродом и направляющим валом, показана в разрезе на фиг. 17. Сонотрод в этом варианте осуществления включает в себя множество обращенных во внутреннем направлении микровыступов 81. Данные микровыступы, которые могут быть выполнены с конической или куполообразной формой, или с другими формами, примыкают к направляющему валу вспомогательного элемента 2 и обуславливают таким образом минимальность контактной поверхности между сонотродом 3 и направляющим валом. Микровыступы 81 имеют высоту, которая сравнительно мала, так что полученный в результате зазор между валом и сонотродом имеет толщину d, которая настолько мала, что вследствие поверхностного натяжения нерасплавленный термопластичный материал по существу не сможет проникнуть в зазор. В частности толщина зазора d (приблизительно соответствующая высоте выступов) может находиться в диапазоне от 0,02 мм до 0,2 мм. Термопластичный материал не сможет проникнуть в зазор с толщиной такого порядка.
В то время как на фиг. 17 показано, что микровыступы являются проходящими во внутреннем направлении элементами сонотрода, также возможно выполнить соответствующие обращенные в наружном направлении выступы направляющего вала.
В качестве альтернативы микровыступов, которые образуют точечные части контактной поверхности, также возможно наличие реброобразных микровыступов 82, как показано на фиг. 18. Вариант осуществления на фиг. 18 содержит микровыступы 82 на направляющем вале, при этом, конечно, также возможно наличие на сонотроде соответствующих (обращенных во внутреннем направлении) реброобразных микровыступов. Радиальный размер выступов на фиг. 18 также может находиться в диапазоне от 0,02 мм до 0,2 мм.
Кроме того, для вариантов осуществления, показанных на фиг. 9-15 на на фиг. 17, 18, существуют варианты «обратной» конфигурации, если элемент с валом 5 (который снабжен дистальным расширением) используется в качестве сонотрода, соединенного с источником вибраций, а втулкообразный элемент 3 используется в качестве противоположного элемента. При этом граничная поверхность плавления является граничной поверхностью между дистальным расширением и упрочняющим и/или покрывающим изнутри элементом.
Ниже со ссылками на все варианты осуществления различных аспектов данного изобретения приводятся некоторые соображения относительно размеров упрочняющего и/или покрывающего изнутри элемента, в частности толщины стенки. Эти соображения основаны на предположении, что пористый материал в процессе инфильтрации не вытесняется, а только пропитывается упрочняющим и/или покрывающим изнутри материалом. Тем не менее, также косвенно учитывается эффект вытеснения частей пропитанного материала, а именно путем определения видимой пористости, как описано ниже. Толщина зависит в первую очередь от необходимой глубины пропитки (глубины проникновения) и от пористости пористого материала. В первоначальном предположении, что упрочняющий и/или покрывающий изнутри элемент выполнен с трубчатой формой, причем радиус упрочняющего и/или покрывающего изнутри элемента намного больше, чем толщина стенки, так что конфигурация может считаться приблизительно плоской, при глубине пропитки 1 мм и пористости 40% (например, легкий композитный материал) толщина стенки составляет 0,4 мм. При пористости 80% (например, металлический пеноматериал) толщина стенки составляет 0,8 мм для глубины проникновения 1 мм, а при пористости 60% толщина стенки составляет 0,6 мм. В данном приближении толщина стенки является линейной функцией глубины проникновения, так что, например, при глубине проникновения 2 мм и пористости 80%, толщина стенки должна составлять 0,6 мм. В этом обсуждении предполагается, что поток материала является идеальным, а весь материал упрочняющего и/или покрывающего изнутри элемента перемещается в пористый материал. На самом деле это не так. Скорее, пористый материал способствует затвердеванию проникающего термопластичного материала, при этом данное затвердевание является тем выраженнее, чем плотнее пористый материал, чем выше его теплопроводность. Этот эффект может быть принят во внимание при замене реальной, измеренной пористости на уменьшенную, кажущуюся пористость. Кажущаяся пористость может быть измерена в следующем процессе:
- упрочнение и/или покрытие изнутри с использованием простого упрочняющего и/или покрывающего изнутри цилиндра с заданной толщиной dw стенки (например, 0,5 мм) в пористом материале, например, в древесном композиционном материале или в пенообразном пористом материале, полное вытеснение при проникновении;
- измерение средней глубины dw проникновения и высоты dw проникновения (соответствующей осевой протяженности части упрочненного пористого материала);
- расчет поправочного коэффициента F=dm/dt*hs/hm, где dt обозначает теоретическую глубину проникновения в соответствии с приведенными выше соображениями для идеального потока материала и hs является исходной высотой упрочняющего и/или покрывающего изнутри элемента; и
- расчет кажущейся пористости PA=P*F.
В качестве примера измерения с Р=35% были получены значения dm/dt=0.6 и hm/hs=0.9, так что F=0,667. Для пористости 40% и глубины проникновения 1 мм толщина стенки равна 0,267 мм. Толщина стенки снова пропорциональна глубине проникновения и пористости, так что начиная от этого значения могут быть рассчитаны другие толщины стенки.
Если в пористый материал смещается не весь упрочняющий и/или покрывающий изнутри материал, то к толщине стенки должны быть добавлены остаточные толщины стенки материала, остающегося в покрытом изнутри отверстии.
В случаях сегментированных упрочняющих и/или покрывающих изнутри элементов с отверстиями, по проходящим в осевом направлении краям до некоторой степени может иметься дополнительный поток материала в окружных направлениях. В целом, полимерный поток может обеспечить расширение упрочненной области (в окружной направлении) приблизительно на 0,5-1 мм. Таким образом, в этих областях может присутствовать соответствующим образом уменьшенная глубина пропитки. Обычно это обстоятельство не является критичным и/или может не приниматься во внимание при использовании соответствующих поправок.
На фиг. 19 показано, снова в разрезе, еще одно решение минимизации воздействия сонотрода. В варианте осуществления на фиг. 19 сонотрод 3 содержит вал 91 сонотрода, который в проксимальных осевых положениях окружен вспомогательным элементом 2, имеющим форму втулки. Упрочняющий и/или покрывающий изнутри элемент 1 удерживается сонотродом, например, посредством зацепляющего соединения. Например, сонотрод 3 может иметь наружную резьбу, при этом вспомогательный элемент может быть привинчен к сонотроду. В изображенной конфигурации сонотрод имеет - в качестве варианта - дистальное расширение 92 (основание), представляющее собой дополнительное крепление, обеспечивающее фиксацию упрочняющего и/или покрывающего изнутри элемента против выхода в дистальном направлении. Во время процесса упрочнения и/или покрытия изнутри, сонотрод с прикрепленным к нему упрочняющим и/или покрывающим изнутри элементом вибрирует в то время, как втулкообразный вспомогательный элемент прижимается к проксимальной поверхности упрочняющего и/или покрывающего изнутри элемента. На границе между сонотродом и втулкообразным вспомогательным элементом механическая энергия поглощается, вызывая частичное плавление материала упрочняющего и/или покрывающего изнутри элемента. Во время процесса, например, осевое положение сонотрода может удерживаться неподвижным в то время, как вспомогательный элемент 2 поджимается вперед.
Вариант осуществления на фиг. 19, как и другие варианты осуществления «обратных» конфигураций, описанных в данном документе, обладает тем преимуществом, что благодаря конфигурации с центральным сонотродом и периферическим вспомогательным элементом имеет место лишь минимальный контакт между сонотродом и пористым материалом, окружающим первоначальное отверстие.
Узел, соответствующий показанному на фиг. 19 узлу, также возможен в «прямой» конфигурации, в которой контактная поверхность между упрочняющим и/или покрывающим изнутри элементом и вспомогательным элементом находится на дистальном конце упрочняющего и/или покрывающего изнутри элемента. В этом узле вспомогательный элемент может, например, иметь тонкий вал, имеющий дистальное основание (включающее в себя контактную поверхность), причем данный вал проходит через сонотрод. В то время как данная конфигурация является возможной, конфигурация на фиг. 19 обладает дополнительным преимуществом, а именно она является более простой в реализации.
Кроме того, в качестве варианта, дистальный конец сонотрода может иметь режущий или прокалывающий элемент, например, в соответствии с шестым аспектом данного изобретения. Данный прокалывающий или режущий элемент может, например, функционировать в качестве дополнительного шила, приводимого в действие вибрациями при введении узла в пористый материал, при этом первоначальное отверстие не обязательно должно быть предварительно сделано на отдельном этапе; оно может быть сделаны путем введения узла.
На фиг. 20 показан в разрезе вариант осуществления, содержащий защитный элемент 96. Защитный элемент по меньшей мере частично окружает сонотрод 3 и тем самым защищает пористый материал. Защитный элемент 96 может содержать дистальную режущую/рассверливающую конструкцию и/или нарезающую резьбу конструкцию для обеспечения упрочненного или неупрочненного пористого материала с резьбой.
В изображенной конфигурации защитный элемент 96 показан в комбинации со ступенчатым отверстием. Это не является обязательным требованием; достаточно тонкие (менее 0,1 мм или 0,05 мм) защитные элементы из достаточно жесткого материала (например, сталь) также могут использоваться вместе с не ступенчатыми отверстиями. Ступенчатое отверстие может быть выполнено посредством того, что первоначальное отверстие выполняют пошагово (например, с помощью двух сверл различных диаметров), или посредством саморежущей конструкции самого защитного элемента, который затем может, например, также перемещаться вперед во время процесса упрочнения и/или покрытия изнутри с целью предотвращения вхождения всего сонотрода с возможным исключением самой дистальной части в контакт с пористым материалом.
Защитный элемент 96 может быть опционально сегментирован в окружном направлении, а затем опционально проходить далее к дистальной стороне, например, вниз ко дну отверстия. Таким образом, обеспечивается локальное покрытие изнутри пористого материала, а также, в результате, сегментированное упрочнение и/или покрытие изнутри. В этом варианте осуществления конфигурация на фиг. 20 является дополнительным вариантом осуществления способа в соответствии с его первым аспектом.
В еще одном дополнительном варианте осуществления защитный элемент 96, служащий в качестве покрытия изнутри, может иметь геометрию типа, показанного для упрочняющего и/или покрывающего изнутри элемента на фиг. 14 и 15, т.е. он может содержат корпус с множеством отверстий, в частности с сегментированной формой, т.е. содержащий, в зависимости от азимутального угла, части с отверстиями и части без отверстий. Отверстия в этом еще одном дополнительном варианте осуществления могут составлять значительную часть поверхности выпуклого тела элемента, т.е. данные пустые пространства могут составлять существенную часть, например, по меньшей мере 50%, по меньшей мере 60% или, по меньшей мере 2/3 от поверхности воображаемого цилиндра, не пустые части которого образованы защищающим элементом 96.
В еще одном варианте осуществления защитный элемент может быть выполнен пористым, пропитываться (во время процесса) термопластичным материалом, а также может быть выполнен с возможностью оставления на месте с последующим использованием в качестве контактного элемента, например, для передачи тепла и/или электроэнергии или в качестве монтажного элемента.
Во всех вариантах осуществления с защитным элементом (который может в некоторых вариантах осуществления, как упоминалось выше, служить в качестве покрытия изнутри) материал защитного элемента может быть металлом или керамическим материалом. Поскольку поверхность такого материала является репеллентной для расплавленного термопластичного материала, полимер может только слабо прилипать к защитному элементу, так что последний может быть относительно легко удален. Это имеет место даже в случае конфигураций вышеупомянутого типа с отверстиями, через которые полимерный материал попадает в пористый материал - если толщина защитного элемента является достаточно тонкой, например, если толщина составляет 0,1 мм или меньше.
Во всех вариантах осуществления с защитным элементом, защитный элемент может быть опционально снабжен осевым разрезом так, чтобы после удаления вала он мог сложиться в радиальном направлении и/или отслоиться для удаления.
Варианты осуществления, показанные на фиг. 20, в дополнение могут обладать следующими опциональными элементами:
- дистальное основание 6, которое, например, используется, если первоначальное отверстие является сквозным каналом или если материал основной части первоначального отверстия слишком слаб, чтобы выдерживать давление на упрочняющий и/или покрывающий изнутри элемент;
- ослабляющие канавки на внешней стороне упрочняющего и/или покрывающего изнутри элемента 1.
Согласно еще одному решению, процесс упрочнения и/или процесс покрытия изнутри может быть объединен с мерами по отклонению механических вибраций. Первое решение схематически показано на фиг. 21. Фиг.21 изображает устройство 101 для отклонения механических вибраций, содержащее удлиненный изогнутый вибрирующий элемент 102, так что вибрирующий элемент 101 при возбуждении вибрирует в поперечном направлении во входной точке и вибрирует в поперечном направлении в выходной точке. Входная точка содержит входную концевую часть 103 (которая может соединяться с источником вибраций), при этом в выходной точке образована выходная концевая часть 104, которая представляет собой втулкообразную концевую часть 104, которая может либо служить в качестве сонотрода (или его части) либо может образовывать граничную поверхность для сонотрода. Вспомогательный элемент, который направляет упрочняющий и/или покрывающий изнутри элемент во время процесса, может направляться в центре втулкообразной концевой части 104. Устройство 101 в области выходной концевой части 104 может также включать в себя сквозное отверстие (канал) через которое вспомогательный элемент может проходить и удерживаться с с его проксимальной стороны. Хотя вариант осуществления фиг. 20 не обеспечивает прямую возможность активного приложения противодействующего усилия к приложенному усилию, посредством которого сонотрод прижимается в дистальном направлении, необходимость в этом активном противодействующем усилии может отсутствовать в тех случаях, когда пористый материал имеет достаточную прочность, чтобы обеспечить достаточное сопротивление.
Еще одно решение изображено на фиг. 22. На фиг. 22 показано отклоняющее устройство 101, которое имеет кольцеобразный резонирующий корпус. Угол между входной точкой и выходной точкой представляет собой целую часть от 360°. Выходная концевая часть 104 может снова иметь втулкообразную форму. Вспомогательный элемент 2 может пассивно направляться во внутренней части втулкообразной концевой части 104. Он также может удерживаться (не показано) элементами, которые захватывают вспомогательный элемент извне плоскости, определенной кольцеобразным резонирующим корпусом.
На фиг. 23 показана модификация варианта осуществления, изображенного на фиг. 22. В отличие от варианта осуществления на фиг. 22, выходная концевая часть 104 прикреплена к внутренней части кольца и к его проксимальной (верхней) части.
В модификации варианта осуществления на фиг. 23 кольцеобразный резонирующий элемент может быть закрыт. В этом случае выходная концевая часть 104 может проходить через отверстие в кольце.
Ниже со ссылками на нижеследующие чертежи описаны дополнительные варианты осуществления и применения процессов в соответствии с аспектом и вариантами осуществления изобретения. Для этих вариантов осуществления и приложений могут использоваться варианты реализации сегментированного упрочнения и/или покрытия изнутри и/или варианты минимизации воздействия сонотрода. Альтернативно, эти варианты осуществления/применения могут использоваться в другом процессе, включающем в себя следующие этапы:
- обеспечение первоначального отверстия в пористом материале;
- обеспечение термопластичного упрочняющего и/или покрывающего изнутри элемента и инструмента;
- размещение упрочняющего и/или покрывающего изнутри элемента в первоначальном отверстии, размещение инструмента в контакте с поверхностью упрочняющего и/или покрывающего изнутри элемента и прижатие инструмента в дистальном направлении к поверхности в то время, как в инструмент передается энергия и в то время, как периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента находится в пределах отверстия;
- расплавление таким образом материала упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления с целью получения расплавленного материала;
- обеспечение проникновения частей расплавленного материала в структуры пористого материала;
- обеспечение отверждения расплавленного материала, чтобы он таким образом стал упрочняющим и/или покрывающим изнутри материалом; и
- удаление инструмента.
Это в частности имеет место в вариантах осуществления, в которых наружный диаметр инструмента (по меньшей мере в области граничной поверхности плавления, таким образом, в дистальном расширении в обратных конфигурациях) приблизительно соответствует внутреннему диаметру первоначального отверстия (например, равен или меньше не более чем на 10% или не более чем на 5%, или не более чем на 3%) и/или приблизительно соответствует наружному диаметру упрочняющего и/или покрывающего изнутри элемента (например, соответствует ему или больше или меньше не более чем на 7%, не более чем на 4%, или не более чем на 2%).
На фиг. 24а показан объект с первоначальным покрываемым изнутри отверстием, а именно легкая доска, которая имеет два жестких покрывающих слоя 201, и мягкий пористый и легкий наполняющий слой 202 между покрывающими слоями. Инструмент 3 (сонотрод) и упрочняющий и/или покрывающий изнутри элемент 1 показаны в обратной конфигурации. Противоположный элемент не показан на фиг. 24а. В изображенной конфигурации дистальное расширение 92 инструмента 3 и наружный диаметр упрочняющего и/или покрывающего изнутри элемента 1 выбраны так, чтобы быть меньше внутреннего диаметра первоначального отверстия в легкой доске.
Фиг. 24b изображает легкую доску после процесса упрочнения и/или покрытия изнутри. Поскольку покрывающие слои 201 являются твердыми и не пористыми, они удерживают упрочняющий и/или покрывающий изнутри материал 11, что приводит в результате к радиальному утолщению 141 под ними. Это радиальное утолщение дополнительно стабилизирует упрочняющий и/или покрывающий изнутри материал 11 против осевых сил в направлениях, соответствующих проксимальному направлению во время процесса упрочнения и/или покрытия изнутри. Если в упрочненное отверстие/покрытое изнутри отверстие затем вставляется строительный элемент, например, соединительный элемент или крепежное устройство, то этот эффект обеспечивает дополнительную устойчивость крепления.
Объект с первоначальным отверстием, показанный на фиг. 25, содержит два элемента 210.1, 210.2 пористого материала (например, древесный композиционный материал или керамический пеноматериал), которые соединены скобами поверх друг друга и имеют общее покрытое изнутри отверстие / упрочненное отверстие. Как показано на данном чертеже, упрочняющий и/или покрывающий изнутри материал 11 может испытывать меньшее сопротивление в переходной части между элементами 210.1, 210.2, что может привести в результате к утолщению 142 в переходной области. Это утолщение может стабилизировать систему из двух элементов и по меньшей мере в некоторой степени прикрепить их друг к другу.
На фиг. 26 схематически показано использование источника излучения для передачи энергии в упрочняющий и/или покрывающий изнутри элемент 1 для этапа воздействия энергии на упрочняющий и/или покрывающий изнутри элемент в то время как данный элемент подвергается сжимающему усилию. С этой целью инструмент 3 выбирается в виде стеклянного цилиндра, в котором излучение передается от проксимальной стороны. Вспомогательный элемент 2 содержит основание, взаимодействующее с дистальной торцевой поверхностью упрочняющего и/или покрывающего изнутри элемента. Свет, проходящий через инструмент 3, может поглощаться на дистальном конце 301 инструмента 3 упрочняющим и/или покрывающим изнутри элементом (номер позиции 302), или на поверхности 303 основания на граничной поверхности с упрочняющим и/или покрывающим изнутри элементом.
Фиг. 27 показывает пример электроэнергии, передаваемой через упрочняющий и/или покрывающий изнутри элемент 1 (который в этом случае содержит электропроводный материал с относительно низкой проводимостью). С этой целью инструмент 3 включает в себя первый электрод 311 на граничной поверхности с упрочняющим и/или покрывающим изнутри элементом 1, при этом вспомогательный элемент 2 содержит второй электрод 312 на граничной поверхности с упрочняющим и/или покрывающим изнутри элементом.
В качестве альтернативы, инструмент 3 может быть снабжен резистивным нагревателем, выполненным с возможностью нагрева граничной поверхности с упрочняющим и/или покрывающим изнутри элементом. Следует отметить, что это возможно как в прямой конфигурации с инструментом 3, как показано на фиг. 27, так и в обратных конфигурациях с инструментом, имеющим форму вспомогательного элемента 2 на фиг. 27, и с противоположным элементом для приложения противодействующего усилия, при этом противоположный элемент, например, имеет форму инструмента, показанного на фиг. 3.
Конфигурации на фиг. 26 и 27 могут быть симметричными относительно оси 204 или они могут быть сформированы как в примерах вышеописанного типа, в частности в примерах сегментированного упрочнения и/или покрытия изнутри.
Фиг. 28-30 иллюстрируют применение сегментированного упрочнения и/или покрытия изнутри.
В примере, показанном на фиг. 28, упрочняющий и/или покрывающий изнутри материал 11.1, 11.2 является сегментированным в осевом направлении. Упрочняющий и/или покрывающий изнутри материал 11.1, 11.2 упрочняет внутреннюю поверхность сквозного отверстия и в изображенной конфигурации может слегка выступать за первоначальную поверхность отверстия, так что между сегментами остается кольцевая канавка. В этой канавке расположено уплотнительное кольцо 321.
Вместе с осью (не показана), на которой сидит уплотнительное кольцо, эта конфигурация может использоваться для содействия уплотнению двух разнесенных в осевом направлении сегментов оси, установленных в объекте друг против друга.
На фиг. 29а и 29b (на фиг. 29b показан разрез по плоскости В-В на фиг. 29а) показан пример, в котором сегменты 11.1, 11.2 упрочняющего и/или покрывающего изнутри материала используются в качестве разных электрических контактов вилки 341 с двумя электродами 342, 343, электрически изолированными друг от друга. Соответствующие электроды 331, 332 схематично показаны на фиг. 29а.
Те же самые принципы также применимы для отверстия с разнесенными в осевом направлении увеличенными сегментами (аналогично фиг. 28, но, возможно, без уплотнительного кольца). Соответствующая вилка 341 с электродами 345, 346 показана на фиг. 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ПРЕДМЕТОВ | 2015 |
|
RU2682773C2 |
| Способ и устройство для закрепления соединителя | 2016 |
|
RU2745913C2 |
| Крепление второго объекта к первому объекту | 2016 |
|
RU2743544C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| СОЕДИНЕНИЕ ОБЪЕКТОВ ДРУГ С ДРУГОМ | 2016 |
|
RU2731394C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЗВОНОЧНИКА, СПОСОБ И НАБОР ДЛЯ ЕГО ИМПЛАНТАЦИИ | 2010 |
|
RU2535775C2 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |
| УСТРОЙСТВО И СПОСОБ ЗАКРЕПЛЕНИЯ ШОВНОГО ФИКСАТОРА В ТВЕРДОЙ ТКАНИ | 2011 |
|
RU2570969C2 |
| ИМПЛАНТАТ ДЛЯ ИМПЛАНТАЦИИ В КОСТНУЮ ТКАНЬ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИМПЛАНТАЦИИ | 2005 |
|
RU2389445C2 |
| ХИРУРГИЧЕСКИЙ ШОВНЫЙ ФИКСАТОР | 2011 |
|
RU2700362C2 |
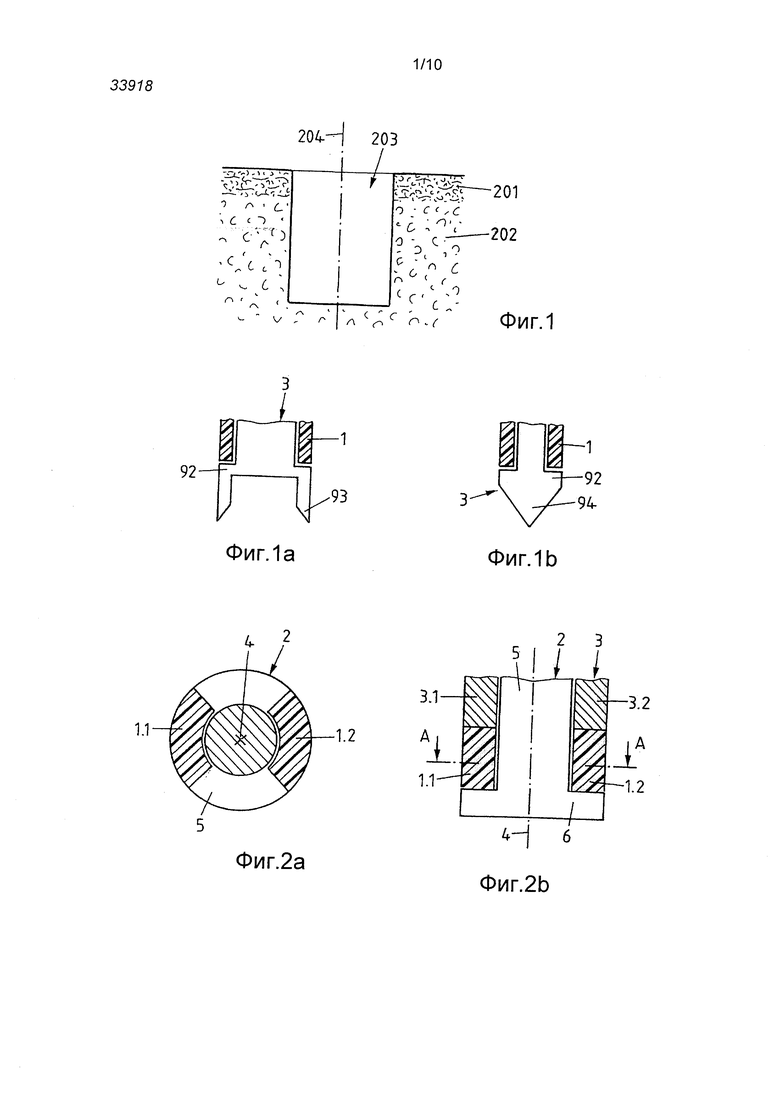



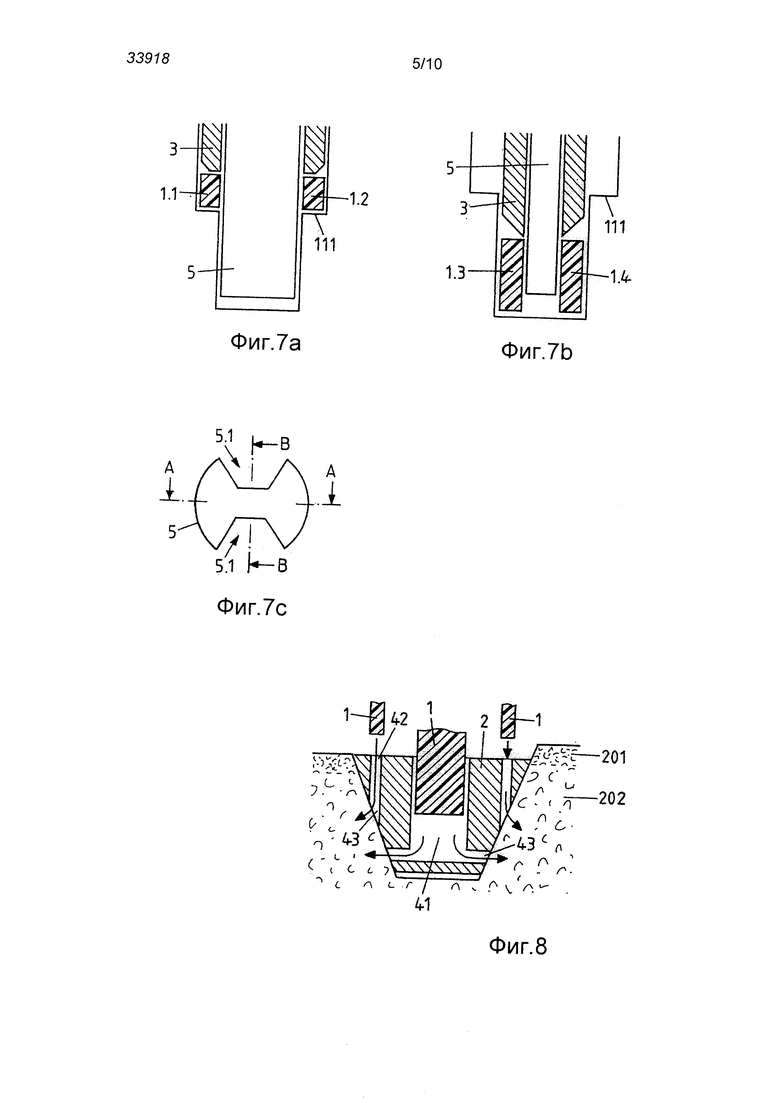


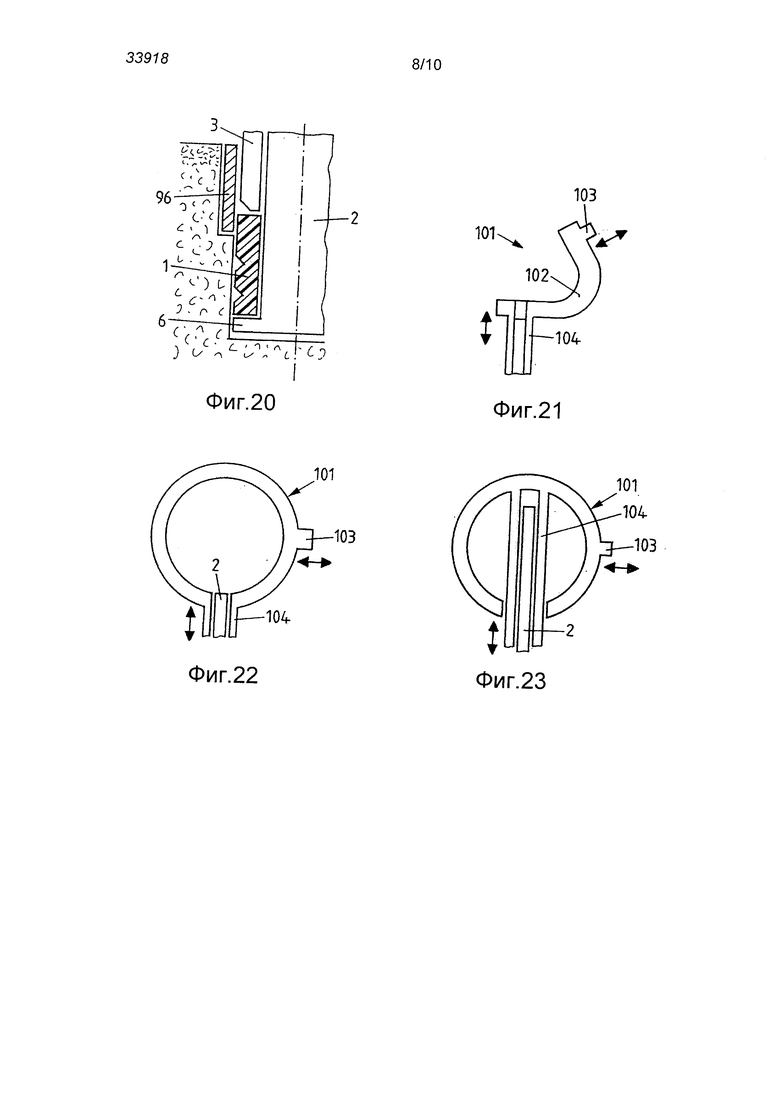
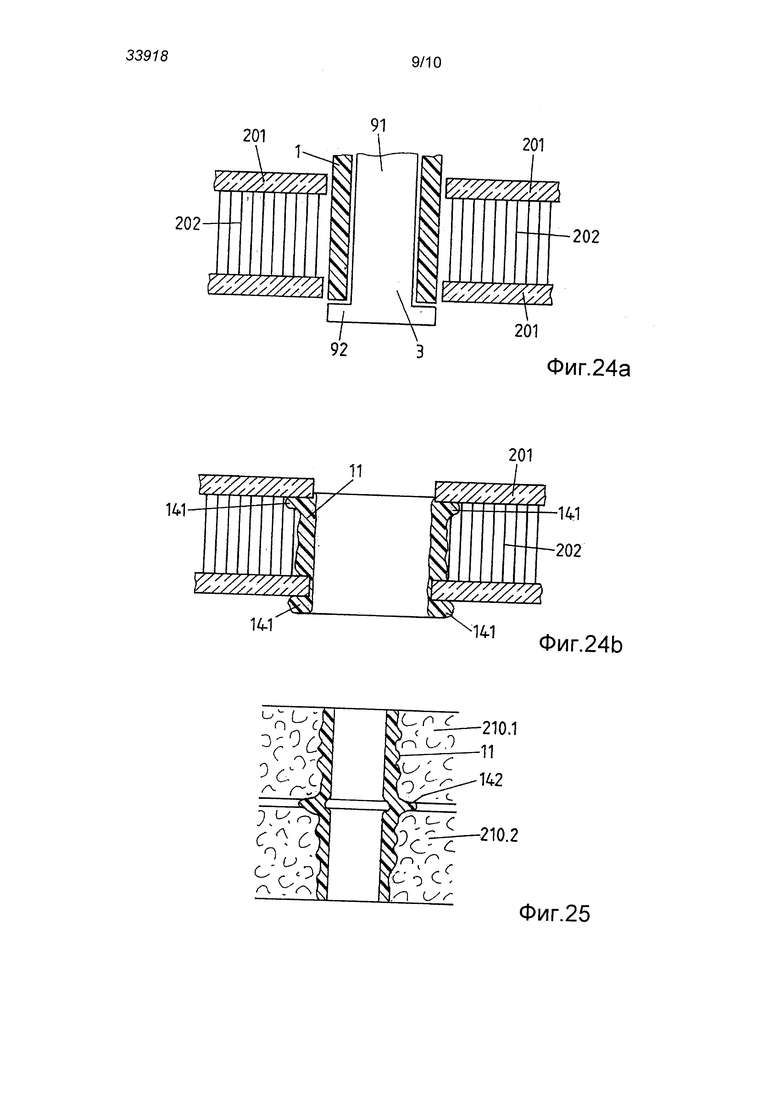
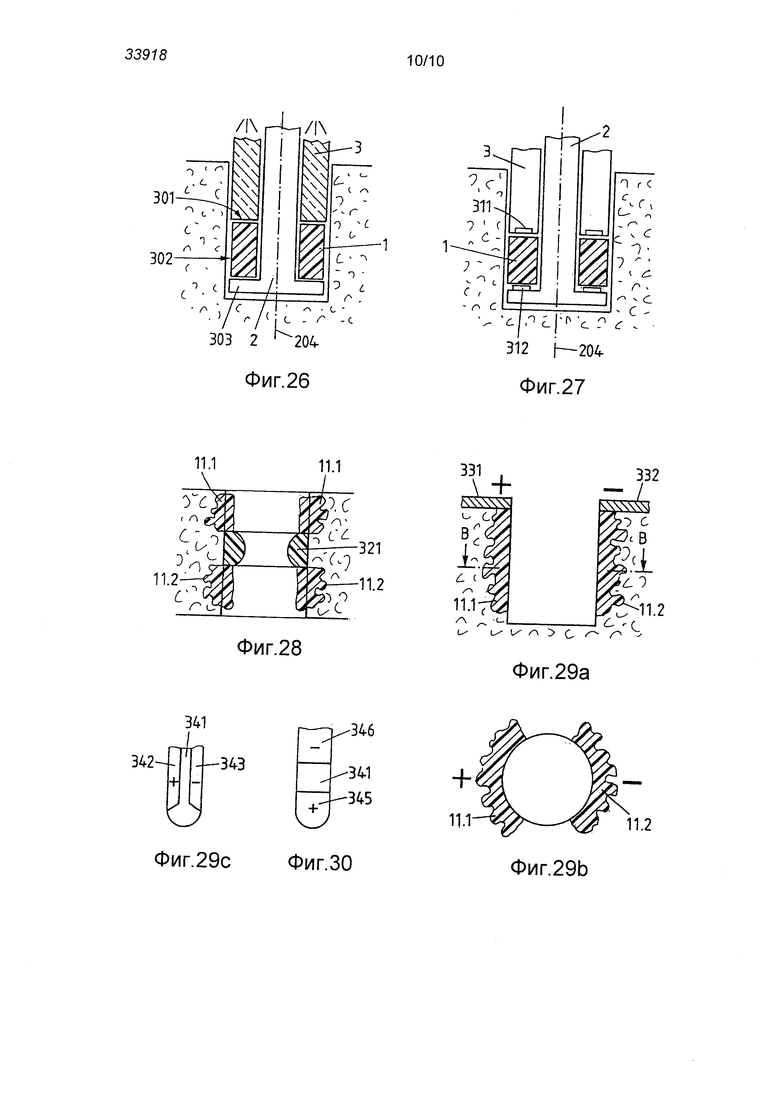
Группа изобретений относится к способу упрочнения и/или покрытия изнутри (варианты), и узлу для упрочнения пористого материала. В способе упрочнения термопластичный упрочняющий и/или покрывающий изнутри элемент подвергается воздействию механической энергии и механического давления посредством инструмента так, чтобы упрочняющий и/или покрывающий изнутри материал упрочняющего и/или покрывающего изнутри элемента расплавился и был вдавлен в пористый материал для упрочнения пористого материала. На по меньшей мере одной осевой глубине упрочняющий и/или покрывающий изнутри элемент сегментирован в зависимости от окружного угла так, чтобы на данной осевой глубине окружная стенка первоначального отверстия в первых областях контактировала с упрочняющим и/или покрывающим изнутри элементом, а во вторых областях не контактировала с упрочняющим и/или покрывающим изнутри элементом. Технический результат, достигаемый при использовании группы изобретений, заключается в создании улучшенной устойчивости закрепления шурупов или других соединительных элементов в пористом материале. 3 н. и 13 з.п. ф-лы, 29 ил.
1. Способ упрочнения материала, содержащий этапы, на которых:
- обеспечивают первоначальное отверстие (203) в объекте, содержащем материал;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент (1) и инструмент (3);
- размещают упрочняющий и/или покрывающий изнутри элемент в первоначальном отверстии, размещают инструмент в контакте с поверхностью упрочняющего и/или покрывающего изнутри элемента и прижимают инструмент к поверхности в то время, как в инструмент передают энергию и в то время как периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента находится в отверстии (203);
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления, чтобы получить расплавленный материал, обеспечивают относительное перемещение инструмента по отношению к упрочняющему и/или покрывающему изнутри элементу, обеспечивают проникновение частей расплавленного материала в поры и/или полости объекта;
- обеспечивают возможность отверждения расплавленного материала и таким образом его превращение в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент;
- при этом на граничной поверхности плавления расплавляют и смещают с помощью инструмента все поперечное сечение упрочняющего и/или покрывающего изнутри элемента.
2. Способ по п. 1, в котором ни одна часть упрочняющего и/или покрывающего изнутри элемента, которая не была расплавлена на граничной поверхности или граничных поверхностях плавления, не остается в объекте или не остается соединенной с ним после удаления инструмента.
3. Способ по п. 1 или 2, в котором радиальную протяженность инструмента (3) выбирают так, чтобы она была равной или большей, чем внешняя радиальная протяженность упрочняющего и/или покрывающего изнутри элемента.
4. Способ по п. 1 или 2, в котором радиальную протяженность инструмента выбирают так, чтобы она была не более чем на 10% меньше, чем внутренний диаметр первоначального отверстия.
5. Способ по п. 1 или 2, в котором поверхность упрочняющего и/или покрывающего изнутри элемента (1) является дистальной поверхностью, при этом инструмент (3) содержит обращенную в проксимальном направлении часть поверхности, граничная поверхность плавления является граничной поверхностью между дистальной поверхностью упрочняющего и/или покрывающего изнутри элемента и обращенной в проксимальном направлении частью поверхности инструмента, а во время этапа прижатия инструмент тянут в проксимальном направлении.
6. Способ по п. 5, в котором инструмент выбирают так, чтобы он содержал по меньшей мере одну выступающую радиально пластинку (95).
7. Способ по п. 1 или 2, в котором обеспечивают выполнение по меньшей мере одного из следующих условий:
a) упрочняющий и/или покрывающий изнутри элемент (1) на по меньшей мере одной осевой глубине сегментирован в зависимости от окружного угла так, чтобы на этой осевой глубине окружная стенка первоначального отверстия в первых областях находилась в контакте с упрочняющим и/или покрывающим изнутри элементом, а во вторых областях не находилась в контакте с упрочняющим и/или покрывающим изнутри элементом;
b) на по меньшей мере одной осевой глубине полученного в результате покрытого изнутри отверстия обеспечена сегментация упрочняющего и/или покрывающего изнутри материала в зависимости от окружного угла;
c) в полученном в результате покрытом изнутри отверстии упрочняющий и/или покрывающий изнутри материал находится в по меньшей мере двух упрочненных областях, разнесенных в осевом направлении друг от друга, при этом между указанными двумя упрочненными областями имеется неупрочненная область;
d) упрочняющий и/или покрывающий изнутри элемент не имеет симметрии цилиндра вращения, но является несимметричным по отношению к повороту вокруг любой оси;
e) инструмент содержит по меньшей мере одну радиально выступающую пластинку (95), выступающую за пределы наружной протяженности упрочняющего и/или покрывающего изнутри элемента и ограничивающую поток расплавленного термопластичного материала определенными азимутальными углами.
8. Способ по п. 1 или 2, в котором во время этапа прижатия инструмента к поверхности используют вспомогательный элемент (5) для приложения противодействующего усилия.
9. Способ по п. 8, в котором вспомогательный элемент (5) содержит дистальное основание (6), при этом во время этапа прижатия инструмент прижимают в дистальном направлении, а вспомогательный элемент сжимают между инструментом и основанием, причем, после этапа обеспечения проникновения частей расплавленного материала в структуры пористого материала, удаляют вспомогательный элемент.
10. Способ по п. 1 или 2, в котором инструмент содержит дистальное расширение (92), при этом указанная поверхность упрочняющего и/или покрывающего изнутри элемента является дистальной торцевой поверхностью, причем, во время этапа прижатия, к инструменту передают растягивающее усилие.
11. Способ по п. 1 или 2, дополнительно содержащий обеспечение наличия вспомогательного элемента (5) для приложения противодействующего усилия во время этапа прижатия инструмента к поверхности, в котором обеспечивают выполнение по меньшей мере одного из следующих условий:
A) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент (3) по меньшей мере частично охватывается наружным защитным элементом (96), который локально предотвращает контакт инструмента с пористым материалом;
B) упрочняющий и/или покрывающий изнутри элемент (1) в целом выполнен в форме втулки и содержит по меньшей мере одно углубление или канал в стенке втулки;
C) во время этапа передачи прижимающего усилия и энергии в инструмент, в выдвижной области часть инструмента охватывает часть вспомогательного элемента (5) или часть вспомогательного элемента охватывает инструмент, при этом по меньшей мере один из инструмента или вспомогательного элемента содержит по меньшей мере один выступ (21, 54, 55, 81, 82), обращенный к другому одному из инструмента и вспомогательного элемента, в результате чего в выдвижной области предотвращается контакт между инструментом и вспомогательным элементом в местоположениях, отличных от указанного по меньшей мере одного выступа;
D) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент (3) прижимают в дистальном направлении, при этом инструмент содержит дистальное расширение (71), образующее выпуклый элемент, предотвращающий контакт между инструментом и пористым материалом в местоположениях, проксимальных к выпуклому элементу;
E) перед этапом передачи прижимающего усилия и энергии в инструмент, упрочняющий и/или покрывающий изнутри элемент соединен с инструментом посредством осевого соединения с геометрическим замыканием, при этом, во время этапа передачи прижимающего усилия и энергии в инструмент, вспомогательный элемент прижимают в дистальном направлении, чтобы инициировать этап расплавления материала упрочняющего и/или покрывающего изнутри элемента и оттеснить части расплавленного материала в сторону и в структуры пористого материала.
12. Способ по п. 1 или 2, в котором инструмент имеет изогнутую или сходящую на конус граничную поверхность плавления.
13. Способ по п. 1 или 2, в котором энергия представляет собой энергию механических вибраций, переданную в инструмент.
14. Способ упрочнения материала, содержащий этапы, на которых:
- обеспечивают первоначальное отверстие (203) в объекте, содержащем материал;
- обеспечивают термопластичный упрочняющий и/или покрывающий изнутри элемент (1) и инструмент (3);
- размещают упрочняющий и/или покрывающий изнутри элемент в первоначальном отверстии, размещают инструмент в контакте с поверхностью упрочняющего и/или покрывающего изнутри элемента и прижимают инструмент к поверхности в то время, как в инструмент передают энергию и в то время как периферия граничной поверхности плавления инструмента и упрочняющего и/или покрывающего изнутри элемента находится в отверстии (203);
- обеспечивают, таким образом, плавление материала упрочняющего и/или покрывающего изнутри элемента на граничной поверхности или граничных поверхностях плавления, чтобы получить расплавленный материал, обеспечивают относительное перемещение инструмента по отношению к упрочняющему и/или покрывающему изнутри элементу, обеспечивают проникновение частей расплавленного материала в поры и/или полости объекта;
- обеспечивают возможность отверждения расплавленного материала и таким образом его превращение в упрочняющий и/или покрывающий изнутри материал; и
- удаляют инструмент;
- при этом на граничной поверхности плавления расплавляют все поперечное сечение упрочняющего и/или покрывающего изнутри элемента;
причем способ дополнительно содержит обеспечение наличия вспомогательного элемента (5) для приложения противодействующего усилия во время этапа прижатия инструмента к поверхности, в котором обеспечивают выполнение по меньшей мере одного из следующих условий:
A) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент (3) по меньшей мере частично охватывается наружным защитным элементом (96), который локально предотвращает контакт инструмента с пористым материалом;
B) упрочняющий и/или покрывающий изнутри элемент (1) в целом выполнен в форме втулки и содержит по меньшей мере одно углубление или канал в стенке втулки;
C) во время этапа передачи прижимающего усилия и энергии в инструмент, в выдвижной области часть инструмента охватывает часть вспомогательного элемента (5) или часть вспомогательного элемента охватывает инструмент, при этом по меньшей мере один из инструмента или вспомогательного элемента содержит по меньшей мере один выступ (21, 54, 55, 81, 82), обращенный к другому одному из инструмента и вспомогательного элемента, в результате чего в выдвижной области предотвращается контакт между инструментом и вспомогательным элементом в местоположениях, отличных от указанного по меньшей мере одного выступа;
D) во время этапа передачи прижимающего усилия и энергии в инструмент, инструмент (3) прижимают в дистальном направлении, при этом инструмент содержит дистальное расширение (71), образующее выпуклый элемент, предотвращающий контакт между инструментом и пористым материалом в местоположениях, проксимальных к выпуклому элементу;
E) перед этапом передачи прижимающего усилия и энергии в инструмент, упрочняющий и/или покрывающий изнутри элемент соединен с инструментом посредством осевого соединения с геометрическим замыканием, при этом, во время этапа передачи прижимающего усилия и энергии в инструмент, вспомогательный элемент прижимают в дистальном направлении, чтобы инициировать этап расплавления материала упрочняющего и/или покрывающего изнутри элемента и оттеснить части расплавленного материала в сторону и в структуры пористого материала.
15. Узел для упрочнения пористого материала, содержащий:
- термопластичный упрочняющий и/или покрывающий изнутри элемент, имеющий контактную поверхность упрочняющего и/или покрывающего изнутри элемента;
- инструмент с контактной поверхностью, выполненный с возможностью прижатия к контактной поверхности упрочняющего и/или покрывающего изнутри элемента; и
- вспомогательный элемент;
- при этом инструмент или вспомогательный элемент имеют направляющий вал;
упрочняющий и/или покрывающий изнутри элемент по меньшей мере частично охватывает направляющий вал и выполнен с возможностью сжимания между контактной поверхностью инструмента и контактной поверхностью вспомогательного элемента;
- причем максимальная радиальная протяженность инструмента равна или больше, чем максимальная радиальная протяженность упрочняющего и/или покрывающего изнутри элемента, а вспомогательный элемент, инструмент и упрочняющий и/или покрывающий изнутри элемент выполнены соответствующими друг другу таким образом, что на граничной поверхности между инструментом и контактной поверхностью обеспечена возможность расплавления и смещения с помощью инструмента всего поперечного сечения упрочняющего и/или покрывающего изнутри элемента.
16. Узел по п. 15, в котором инструмент содержит по меньшей мере одну выступающую радиально пластинку.
| WO 2009052644 A1, 30.04.2009 | |||
| WO 2008080238 A1, 10.07.2008 | |||
| WO 2010045751 A1, 29.04.2010 | |||
| US 7160405 B2, 09.01.2007 | |||
| ШВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт-Петербург, Профессия, 2005, с.39-40, 44, 286-290. |

