Изобретение относится к области машиностроения и конструирования, в частности механического конструирования, например, автостроения.
Вследствие появления новых технологий производства и новых материалов, а также постоянной потребности в повышении эффективности в автомобильной, авиационной и других отраслях промышленности, способы соединения объектов друг с другом остаются насущной проблемой.
Настоящее изобретение направлено на создание приемов по соединению объектов друг с другом, в частности, присоединения первого объекта ко второму объекту. Другой задачей является упрочнение соединения между термопластичными объектами или механическое упрочнение термопластичных объектов или термопластичного объекта.
В соответствии с первым аспектом изобретения предлагается способ соединения первого объекта со вторым объектом, причем первый объект и второй объект могут иметь прилегающие участки поверхности, которые локально должны располагаться довольно ровно по отношению друг к другу, при этом, например, второй объект имеет сложную форму поверхности. В таких ситуациях в соответствии с уровнем техники для крепления используют адгезионное соединение. Однако адгезионные соединения имеют определенные ограничения.
Первый аспект изобретения дает альтернативное решение. В соответствии с первым аспектом в качестве соединительного элемента между первым объектом и вторым объектом применяют профильную деталь из не разжижаемого материала. В частности профильная деталь может быть металлической и/или может поддаваться изгибу. При этом, в отличие от обычной проволоки, профильная деталь имеет форму, определяющую первое и второй подрез. Предлагаемый способ содержит внедрение профильной детали во второй объект так, что второй подрез находится в материале второго объекта, и внедрение профильной детали в материал первого объекта так, что первый подрез находится в первом объекте, причем по меньшей мере внедрение профильной детали в первый объект осуществляют посредством механической энергии, воздействующей на первый объект и/или второй объект, в то время как первый объект и второй объект прижимают друг к другу.
Например, профильная деталь может представлять собой профильную проволоку или профильный стержень (разница в том, что проволока поддается изгибу, тогда как стержень по существу жесток и поэтому имеет большее поперечное сечение), например, из металла или полимера, который не разжижаем или разжижаем только при значительно более высокой температуре, чем материалы, из которых состоят первый и второй объекты, или профильная деталь может представлять собой согнутый металлический лист с системой отверстий или металлической лист с множеством частично вырезанных и отогнутых частей (язычков) и т.д.
Если профильная деталь представляет собой профильную проволоку или профильный стержень, ее пропорции (т.е. отношение протяженности в продольном направлении к протяженности в радиальных направлениях относительно продольной оси) может составлять по меньшей мере 5, по меньшей мере 20 или по меньшей мере 100, если она представляет собой проволоку.
Преимущество профильных деталей, представляющих собой профильную проволоку, состоит в том, что они могут принимать любую форму не только в плоскости, но и в третьем измерении. Таким образом, способ согласно изобретению подходит для соединения объектов с поверхностями свободной, практически любой формы.
В более общем случае профильная деталь может быть, по существу, одномерной, т.е. может проходить в продольном направлении так, что оба ее поперечных размера намного меньше размера в продольном направлении. Альтернативно, она может представлять собой двумерный объект, простирающийся в двух измерениях одной плоскости.
Профильная деталь может быть образована множеством компонентов, прикрепленных друг к другу. При этом сами компоненты могут определять первые и вторые подрезы и/или первые и вторые подрезы могут быть определены совокупностью компонентов и их расположением относительно друг друга.
Профильная деталь имеет профиль, определяющий первые и вторые подрезы, например, в отличие от формы обычной проволоки, имеющей более или менее круглое поперечное сечение. В вариантах осуществления изобретения профильная деталь может обладать симметрией экструдированного тела (трансляционную симметрию), т.е. иметь профиль, остающийся постоянным вдоль продольного направления. Такие детали можно изготовить, например, путем экструзии или же другими способами. В других вариантах подрез, определяющий профиль профильной детали, образован частями металлического листа, соответствующим образом согнутого или деформированного, или может быть образовано отливкой (например, при литье под давлением) и т.д.
Первые и вторые подрезы, в которые проникает материал второго/первого объекта, после возврата в твердое состояние предохраняют полученную в результате систему от отделения друг от друга первого объекта и второго объекта (во внеплоскостных направлениях относительно участков поверхности, расположенных вокруг места, где внедрена профильная деталь; в данном описании внеплоскостная ось также называется "проксимодистальной осью", а соответствующие направления иногда называются "направлениями по оси Z" или "аксиальными направлениями"). С этой целью подрезы могут быть подрезами относительно внеплоскостного направления, которое, по отношению к продольному направлению, вдоль которого проходит профильная деталь, является поперечным направлением. Следовательно, профильная деталь, проходящая в продольном направлении, будет иметь подрез по отношению к по меньшей мере одному поперечному направлению.
Для внедрения профильной детали по меньшей мере первый объект содержит термопластичный материал, который может стать текучим в результате поглощения механической энергии в то время, когда объекты прижимаются друг к другу. Энергия механических колебаний подводится через первый и/или второй объект к границе с профильной деталью, и через профильную деталь может быть проведена дальше, соответственно до границы со вторым/первым объектом. На соответствующей границе внешнее и, возможно, также внутреннее трение вызовет нагревание термопластичного материала, который станет текучим, после чего из-за приложенного давления профильная деталь будет вдавливаться в материал и, таким образом, внедряться в него. Структура профильной детали, имеющей такой профиль, может служить в качестве средства направления энергии, т.е. поглощение энергии и выделение тепла автоматически будет фокусироваться на соответствующей границе.
Этап прессования может осуществляться до тех пор, пока примыкающие друг к другу участки поверхности первого объекта и второго объекта не будут располагаться друг против друга, а профильная деталь не будет внедрена в материал первого объекта и второго объекта.
В группе вариантов осуществления второй объект также содержит термопластичный материал. Кроме того, в некоторых вариантах изначально объекты расположены относительно друг друга так, что профильная деталь лежит между ними, как изначально отдельный объект. В таком случае внедрение во второй объект может быть осуществлено на том же этапе, что и внедрение в первый объект, т.е. путем приложения механического колебания и сжимающей силы.
Таким образом, вариантами этой группы предусмотрено, что способ соединения первого объекта со вторым объектом, причем первый и второй объекты содержат термопластичный материал в твердом состоянии и каждый имеют участок поверхности, содержит:
обеспечение наличия первого и второго объектов, а также профильной детали, удлиненной в продольном направлении и имеющей форму, определяющую первый подрез и второй подрез,
установку профильной детали по отношению к первому и второму объекту между участками поверхности первого и второго объектов,
ввод сжимающей силы и энергии механических колебаний в по меньшей мере один из первого объекта и второго объекта, причем сжимающая сила вызывает зажим профильной детали между первым и вторым объектами, до тех пор, пока текучая часть термопластичного материала первого и второго объектов не станет текучей, до тех пор, пока профильная деталь не будет внедрена во второй объект вдоль участка поверхности второго объекта так, что второй подрез находится в термопластичном материале второго объекта, и профильная деталь внедрена в первый объект вдоль участка поверхности первого объекта так что первый подрез находится в термопластичном материале первого объекта, и
обеспечивают возможность возвращения термопластичного материала в твердое состояние.
Например (опция для всех вариантов осуществления изобретения), этап ввода сжимающей силы и механических колебаний в первый/второй объект может быть выполнен при помощи сонотрода, прижимаемого к соответствующему объекту в то время как другой объект может удерживаться непосредственно или посредством опоры (может быть опорой, удерживаемой прямо напротив второго объекта в поперечном положении, при котором действует сонотрод, или быть образованной каркасом более сложного объекта, удерживающую второй объект; такой сложный каркас может представлять собой, например, корпус подлежащего сборке изделия, например, кузов легкового автомобиля). Опционально между сонотродом и соответствующим объектом может быть установлена предохранительная прокладка, например, чтобы сонотрод не оставил вмятину на соответствующем объекте.
В одной подгруппе данной группы вариантов способ осуществляют так, что первый подрез и второй подрез внедряют в термопластичный материал обоих объектов по существу одновременно, т.е. под действием энергии части термопластичного материала обоих объектов начинают становиться текучими на одном и том же этапе. С этой целью состав материала первого и второго объектов и/или формы анкерных частей профильной детали, содержащих соответствующий подрез, могут немного отличаться, для компенсации того, что без таких мер могло бы быть больше поглощение энергии на границе между профильной деталью и тем из объектов, в который вводят энергию механических колебаний.
В другой подгруппе вариантов способ осуществляют так, что анкерные части, содержащие соответствующие подрезы, внедряются последовательно, друг за другом.
В одной из групп вариантов осуществления изобретения профильная деталь имеет стабилизирующую часть, которая может представлять собой по существу плоскую часть, во время соответствующего процесса проходящую между первым участком поверхности и вторым участком поверхности, например, параллельно им. Из стабилизирующей части в направлении первого объекта и второго объекта выступают, соответственно, первые анкерные части и вторые анкерные части, содержащие подрезы.
Таким образом, в вариантах этой группы профильная деталь содержит по существу плоскую стабилизирующую часть, по меньшей мере одну первую анкерную часть, образующую первый подрез и выступающую из стабилизирующей части в проксимальном направлении, и по меньшей мере одну вторую анкерную часть, образующую второй подрез и выступающую из стабилизирующей части в дистальном направлении.
Например, профильная деталь может содержать по меньшей мере две первые анкерные части и/или по меньшей мере две вторые анкерные части. Интервал между двумя смежными анкерными частями, выступающими в одну сторону, можно выбрать так, что на этапе внедрения соответствующей анкерной части части термопластичного материала соответствующего первого/второго объекта остаются твердыми между анкерными частями,. Дополнительно или в качестве альтернативы стабилизирующая часть может проходить в поперечном направлении дальше места, из которого выступает анкерная часть или анкерные части, например, так что части термопластичного материала соответствующего первого/второго объекта, входящие в контакт с удлиненным в боковом направлении участком стабилизирующей части, остаются твердыми.
Профильные детали, имеющие стабилизирующую часть, особенно хорошо подходят для ситуации, когда анкерные части не обязательно внедрять одновременно, и их внедряют последовательно, или когда ход процесса внедрения известен не точно или меняется и зависит от других параметров. Это связано с тем, что стабилизирующая часть служит в качестве стопора относительного движения профильной детали в материал соответствующего объекта и тем самым определяет место, где находится граница. Таким образом, стабилизирующая часть всегда будет обеспечивать достаточное внедрение профильной детали в оба объекта, даже если внедрение в один из объектов встречает гораздо меньше сопротивления, чем внедрение в другой объект.
В частности на этапе внедрения профильной детали в термопластичный материал первого объекта и второго объекта сжимающая сила может действовать до тех пор, пока стабилизирующая часть не будет зажата между участками поверхности первого объекта и второго объекта.
В вариантах осуществления, при которых профильная деталь проходит в одном измерении, профильная деталь может быть расположена относительно первого объекта и второго объекта так, что она образует замкнутую линую в том смысле, что по меньшей мере текучая часть по меньшей мере одного из объектов проходит вокруг этой закрытой линии беспрерывно так, что образуется замкнутое уплотнение, благодаря которому может быть предотвращено проникновение влаги или другого вещества в область между первым объектом и вторым объектом.
В общем случае в вариантах осуществления изобретения, в зависимости от материала, габарит (протяженность профильной детали в осевом направлении) может быть довольно небольшим. Линия соединения может составлять, например, от 0,5 до 3 мм с каждой стороны, например, приблизительно 1 мм с каждой стороны. Здесь линия соединения соответствует вертикальному движению (по существу перпендикулярно участкам поверхности) сонотрода, который вводит механические колебания в первый или второй объект, при этом сонотрод прикладывает сжимающую силу.
В еще одной подгруппе вариантов, в которых термопластичный материал содержится в обоих первом и втором объектах, способ содержит внедрение профильной детали в материал второго объекта перед позиционированием первого объекта по отношению ко второму объекту. Для этого, например, применяется механическая энергия, в частности, энергия колебаний, действующая непосредственно на профильную деталь, чтобы внедрить профильную деталь во второй объект. Это выполняется так, что часть профильной детали, которая имеет первый подрез, после этого этапа выступает из второго объекта, т.е. не внедрена во второй объект. Затем, после возвращения термопластичного материала второго объекта в твердое состояние, первый объект вводят в контакт с профильной деталью и нажимают на него в направлении второго объекта, в то время как механическое колебание воздействует, например, на первый объект.
В вариантах, в которых термопластичный материал содержится в обоих первом и втором объектах способ может включать сварку между первым объектом и вторым объектом. В частности, механическая энергия, воздействующая на первый/второй объект, может быть достаточной для того, чтобы сделать части термопластичного материала текучими, в том числе на границе между первым объектом и вторым объектом, например, рядом с профильной деталью или, если профильная деталь простирается в двух измерениях, в ее сквозных отверстиях. Для сварки первый объект и/или второй объект могут содержать структуру для направления энергии, входящую в контакт с другим из объектов, когда объекты прижимаются друг к другу, чтобы внедрить профильную деталь.
Также изобретение относится к профильной детали для его осуществления. В частности, профильная деталь может содержать стабилизирующую часть вышеописанного вида, сущность и варианты которой описаны ниже более подробно. Такая стабилизирующая часть представляет собой плоскую, например, полосообразную часть профильной детали, с обеих сторон которой выступает каждая по меньшей мере одна анкерная часть, причем анкерная часть (части) сами по себе или вместе образуют соответствующее первое/второй подрез.
Предложенные приемы применимы, например, в автомобильной или авиационной промышленности, или других отраслях промышленности, ориентированных на облегченные материалы. В вариантах осуществления соединения первого объекта со вторым объектом второй объект, например, может быть частью кузова автомобиля, в то время как первый объект может представлять собой отдельную автомобильную деталь, предназначенную для присоединения к кузову автомобиля.
Разжижение текучей части может быть получено, в основном, трением между вибрирующим объектом и поверхностью соответствующего другого объекта. Трение нагревает объект, на поверхности которого имеется термопластичный материал.
В данном описании для характеристики материала, содержащего по меньшей мере один термопластичный компонент, может использоваться выражение "термопластичный материал, способный стать текучим, например, благодаря механическим колебаниям" или кратко "разжижаемый термопластичный материал", или "разжижаемый материал" или "термопластик". При нагревании этот материал становится жидким (текучим), в частности, при нагревании посредством трения, т.е. когда материал расположен на одной из двух (контактирующих) поверхностей, находящихся в контакте друг с другом и колебательно движущихся относительно друг друга, причем частота колебаний имеет свойства, рассмотренные выше. В некоторых ситуациях, например, если первый объект сам по себе должен выдерживать значительные нагрузки, может оказаться предпочтительным, чтобы материал имел модуль упругости более 0,5 ГПа. В других вариантах модуль упругости может быть ниже этого значения, поскольку свойства термопластичного материала первого объекта, связанные с передачей колебаний, роли в этом процессе не играют. В частности, поскольку профильная деталь может иметь сравнительно небольшую протяженность в проксимодистальном направлении, и, следовательно, способ подходит также для крепления сравнительно тонкого первого или второго объекта ко второму или первому объекту (включая случай, когда оба объекта тонкие), приемы согласно изобретению могут работать и применительно к термопластичным материалам, плохо проводящим колебания, например, термопластичным материалам, имеющим низкий модуль упругости и/или эластомерные свойства. Это особенно верно, поскольку форма профильной детали может обеспечить по существу линейный контакт с соответствующим объектом. Эффектом является высокая концентрация энергии, что делает возможным локальное разжижение даже, если термопластичный материал обладает сильными демпфирующими свойствами.
Термопластичные материалы хорошо известны в автомобильной и авиационной промышленности. С целью осуществления предлагаемого способа. в частности. могут использоваться известные термопластичные материалы, применяемые в этих отраслях.
При комнатной температуре (или температуре, при которой осуществляют предлагаемый способ) термопластичный материал, подходящий для способа согласно изобретению, находится в твердом состоянии. Предпочтительно материал содержит полимерную фазу (в частности, основанную на цепи C, P, S или Si), которая переходит из твердого состояния в жидкое или текучее при температуре выше критического диапазона температур, например, путем плавления, и возвращается в твердое состояние, будучи охлажденным при температуре ниже критического диапазона температур, например, путем кристаллизации, при этом вязкость твердой фазы на несколько порядков (по меньшей мере на три порядка) выше, чем жидкой фазы. В общем случае термопластичный материал будет содержать полимерный компонент, который не сшит или не соединен ковалентной связью так, что при нагревании до диапазона температур плавления или выше поперечные связи обратимо разрываются. Кроме того, полимерный материал может содержать наполнитель, например, волокна или частицы материала, имеющего или не имеющего термопластичные свойства, включая диапазон температур плавления значительно выше, чем диапазон температур плавления основного полимера.
В данном описании в общем случае "неразжижаемый материал" представляет собой материал, который не разжижается при температурах, достигаемых во время соответствующего процесса, то есть, в частности, температурах, при которых разжижается термопластичный материал первого объекта. Это не исключает возможность того, что неразжижаемый материал будет способен к разжижению при температурах, которые не достигаются во время соответствующего процесса, в общем случае намного (например, по меньшей мере на 80 °С) выше температуры разжижения термопластичного материала или термопластичных материалов, разжижаемых во время процесса. Температура разжижения – это температура плавления кристаллических полимеров. В случае аморфных термопластиков температура разжижения (В данном описании также называемая "температурой плавления") представляет собой температуру выше температуры стеклования, при которой аморфный термопластик становится по существу текучим. Иногда эту температуру называют "температурой текучести" (иногда эта температура определяется как минимальная температура, при которой возможна экструзия). Например, данная температура представляет собой температуру, при которой вязкость падает ниже 104 Па*с (в вариантах осуществления изобретения, в частности с полимерами по существу без волокнистых наполнителей – ниже 103 Па*с).
Например, неразжижаемый материал может представлять собой металл, такой как алюминий или сталь, или твердый пластик, например, армированный или неармированный термореактивный полимер, или армированный или неармированный термопластик, температура плавления (и/или температура стеклования) которого значительно выше температуры плавления/температуры стеклования разжижаемой части, например, имеющий температуру плавления и/или температуру стеклования, выше по меньшей мере на 50 или 80 °C.
К конкретным вариантам термопластичных материалов относятся: полиэфирный кетон (PEEK), сложные полиэфиры, такие как полибутилентерефталат (PBT) или полиэтилентерефталат (PET), полиэфиримид, полиамид, например, полиамид 12, полиамид 11, полиамид 6 или полиамид 66, полиметилметакрилат (PMMA), полиоксиметилен, или поликарбонатуретан, поликарбонат, или полиэфиркарбонат, или также акрилонитрилбутадиенстирол (ABS), сополимер акрилового эфира, стирола и акрилонитрила (ASA), акрилнитрилстирол, поливинилхлорид (PVC), полиэтилен, полипропилен и полистирол или их сополимеры или смеси.
В вариантах осуществления изобретения, в которых оба первый и второй объект содержат термопластичный материал и не нужна сварка, пары материалов подбираются так, чтобы температура плавления материала второго объекта была существенно выше температуры плавления материала первого объекта, например, по меньшей мере на 50 °. Подходящей парой являются, например, поликарбонат или PBT для первого объекта и PEEK для второго объекта.
В дополнение к термопластичному полимеру термопластичный материал также может содержать подходящий наполнитель, например, армирующие волокна, такие как стекловолокно и/или углеродное волокно. Волокна могут быть короткими волокнами. Длинные или непрерывные волокна применимы, в частности, в тех частях первого и/или второго объекта, которые не разжижают во время процесса.
Волокнистый материал (если имеется) может представлять собой любой известный материал для волоконного армирования, в частности углерод, стекло, кевлар, керамику, например, муллит, карбид кремния или нитрид кремния, высокопрочный полиэтилен (дайниму) и т. д.
Могут использоваться и другие, не волоконные наполнители, например, частицы порошка.
Частота механических колебаний или вибраций, подходящих для способа согласно изобретению, предпочтительно составляет от 2 до 200 кГц (более предпочтительно от 10 до 100 кГц или от 20 до 40 кГц), а энергия колебаний составляет от 0,2 до 20 Вт на квадратный миллиметр активной поверхности. Вибрационный инструмент (сонотрод), например, выполнен так, что его контактная поверхность колеблется преимущественно в направлении оси инструмента (продольные колебания) с амплитудой от 1 до 100 мкм, предпочтительно приблизительно от 30 до 60 мкм. Такие предпочтительные колебания генерируются, например, ультразвуковыми излучателями, известными, например, в области ультразвуковой сварки.
В данном описании термины "проксимальный" и "дистальный" используются для обозначения направлений и местоположений, а именно "проксимальная сторона" – это сторона соединения, с которой оператор или машина подводит механические колебания, тогда как "дистальная сторона" – это сторона, противоположная проксимальной стороне. В данном описании расширение соединителя с проксимальной стороны называется "головной частью", тогда как расширение с дистальной стороны представляет собой "опорную часть".
Далее со ссылками на чертежи описаны варианты осуществления аспектов изобретения. Все чертежи выполнены схематично и не в масштабе. Одинаковые ссылочные номера на чертежах относятся к одинаковым или соответствующим элементам. Чертежи служат для пояснения изобретения и вариантов его осуществления, а не для ограничения объема патентной охраны. Термины, обозначающие ориентацию, например, "проксимальный", "дистальный" и т. д., используются одинаково для всех аспектов и чертежей.
На чертежах изображено следующее.
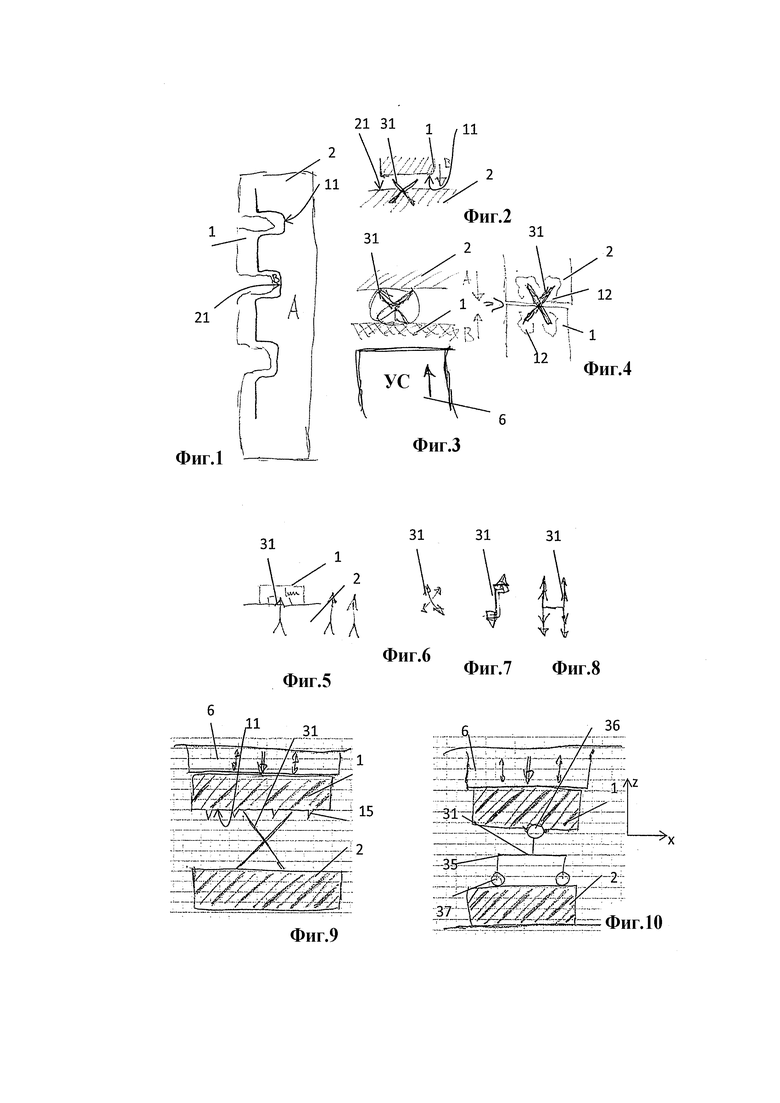
Фиг. 1: первый объект и второй объект, имеющие сложную форму края.
Фиг. 2: конфигурация с профильной деталью, внедренной во второй объект.
Фиг. 3: конфигурация, в которой профильная деталь первоначально отделена от обоих объектов.
Фиг. 4: конфигурация как на фиг. 2 или 3, после осуществления процесса.
Фиг. 5–8: альтернативные поперечные сечения профильных деталей.
Фиг. 9: конфигурация как на фиг. 3, но с дополнительными мерами для выполнения сварки.
Фиг. 10: конфигурация c профильной деталью, содержащей стабилизирующую часть.
Фиг. 11–19: альтернативные профильные детали.
Фиг. 20: временная диаграмма процесса.
Фиг. 21: конфигурация для внедрения профильной детали во второй объект.
На фиг. 1 весьма схематично показано, что второй объект 2 и первый объект 1 могут иметь сложную граничную форму. Таким образом, изобретение не зависит от конкретной формы. В частности, первый объект 1 показан с его участком 11 поверхности, прилегающим к участку 21 поверхности второго объекта, причем в показанном варианте первый и второй объекты имеют взаимно адаптированные формы. В других вариантах участки поверхности первого и второго объектов имеют формы, не полностью адаптированные друг другу, поэтому эти объекты могут лишь локально находиться в физическом контакте друг с другом.
Фиг. 2 иллюстрирует первый вариант, когда профильная деталь 31 представляет собой профильную металлическую проволоку. В показанном варианте осуществления изобретения профильная деталь имеет крестообразное поперечное сечение. Сначала профильную деталь 31 внедряют во второй объект 2 так, что вторая подрезная часть (в показанной конфигурации она образована нижней половиной профильной детали) погружена во второй объект 2. При этом второй объект может состоять из любого подходящего материала, включая термопластичный или термореактивный полимер, с армированием или без, или же из металла. Материал второго объекта, в который внедрена профильная деталь, может быть разжижаемым, но не обязательно.
Первый объект 1 прижимают ко второму объекту в то время, как в первый объект и/или второй объект вводят энергию механических колебаний. Это продолжается до тех, пока в области вокруг профильной детали 31 не станет текучим достаточное количество термопластичного материала первого объекта 1 для тех частей профильной детали, что находятся не во втором объекте, предназначенном для погружения в первый объект, а поверхности первого объекта и второго объекта лежат друг против друга.
Фиг. 3 иллюстрирует второй вариант, в котором термопластичный материал содержат оба первый объект 1 и второй объект 2, а профильная деталь 31 изначально является отдельной. На фиг. 3 показано, что механические колебания действуют со стороны первого объекта 1 (сонотрод 6). Однако колебания также можно вводить со стороны второго объекта или с обеих сторон.
Механические колебания заставляют материал первого и второго объектов течь вокруг по длине профильной детали (металлической проволоки), с созданием по всей длине профильной детали непрерывного соединения с геометрическим замыканием. Таким образом, в результате можно получить соединение, повторяющее линейный профиль - определенное положением профильной детали. Данное соединение может быть водонепроницаемым и заменить клеевое соединение.
Фиг. 4 показывает ситуацию в результате возвращения в твердое состояние текучей части 12. Текучая часть 12 показана на обеих сторонах, т.е. в первом объекте и втором объекте, как в случае, когда начальная конфигурация соответствует фиг. 3. Для начальной конфигурации с фиг.2 наличие текучей части во втором объекте не обязательно (однако также не исключается, в зависимости от материала второго объекта).
В частности, в случае, когда материалы первого объекта и второго объекта разные, поперечное сечение профильной детали может быть приведено в соответствие с различными свойствами этих материалов. Например, поперечное сечение и профиль его края могут быть оптимизированы для вставления с помощью механических колебаний в зависимости от конкретных характеристик плавления материалов.
Фиг. 5–8 иллюстрируют соответствующие альтернативные профили. Например, профиль, показанный на фиг. 5, может быть особенное подходящим, если материал первого объекта 1 сравнительно тверд и/или становится текучим только при несколько более высокой температуре, чем материал второго объекта. С этой целью одна часть профильной детали (верхний край на фиг. 5), обращенная к первому объекту, имеет более сильные режущие свойства, тогда как часть, обращенная ко второму объекту является менее режущей, имея на фиг. 5 два разнесенных края, расположенные под углом к осевому направлению.
Варианты с фиг. 6–8 содержат шиповидные структуры, вносящие вклад в подрезание.
Фиг. 9 иллюстрирует вариант осуществления изобретения, в котором в дополнение к соединению при помощи профильной детали - имеющей форму, аналогичную показанной на фиг. 3 – осуществляют также сварку между первым объектом и вторым объектом. С этой целью участок 11 поверхности первого объекта имеет множество средств направления энергии, таких как энергонаправляющие ребра, проходящие перпендикулярно плоскости чертежа. После того, как текучая часть стала текучей, а участки поверхности первого и второго объекта вошли в физический контакт, энергия механических колебаний и сжимающая сила приведут к тому, что термопластичный материал станет текучим также на границе между первым объектом и вторым объектом, осуществляя тем самым сварку.
Опция осуществления сварки применима ко всем вариантам осуществления изобретения при условии, что материалы первого и второго объектов способны свариваться друг с другом.
Профильные детали 31, внедренные в материал двух объектов, сваренных друг с другом, также служат в качестве армирующих элементов в соответствии со вторым аспектом, более подробно описанным ниже.
Фиг. 10 иллюстрирует вариант осуществления изобретения, в котором профильная деталь 31 имеет следующие дополнительные признаки.
Профильная деталь 31 имеет стабилизирующую часть 35, проходящую приблизительно параллельно участкам поверхности первого и второго объектов (в варианте с фиг. 10 – перпендикулярно осевому направлению (z). От стабилизирующей части 35 отходит множество анкерных частей 36, 37.
Количество и/или форма первых анкерных частей (части) 36, проходящих (проходящей) в направлении первого объекта 1 и внедряемых в первый объект 1, отличается от числа и/или формы вторых анкерных частей (части) 37, проходящих (проходящей) в направлении второго объекта 2 и внедряемых во второй объект 2.
Первая анкерная часть (части) 36 и вторая анкерная часть (части) 37 смещены относительно друг друга, т.е. имеют разное местоположение в плоскости (x и y).
Как более подробно пояснено ниже, интервал d между двумя соседними вторыми анкерными частями 37 больше, чем ширина текучей части.
Данные признаки независимы друг от друга и могут быть осуществлены по отдельности, в произвольных комбинациях или субкомбинациях.
В частности, варианты осуществления изобретения предусматривают ввод энергии механических колебаний и соответствующей сжимающей силы только в первый объект или второй объект (или, в особых вариантах и в первый объект, и во второй объект), но не непосредственно в профильную деталь. Таким образом, невозможно управлять напрямую ни движением профильной детали относительно первого/второго объектов, ни ее положением, по крайней мере, в тех случаях, когда первоначально профильная деталь находится отдельно от обоих первого и второго объектов (как на фиг. 3), т. е. не имеет прочного соединения ни с одним из них.
Вместе с тем, некоторыми вариантами предусмотрена возможность опосредованного управления этим движением.
Например, в группе вариантов осуществления изобретения профильная деталь может внедряться сначала во второй или первый объект и лишь после того, как она в достаточной степени проникла в этот второй/первый объект, материал другого из этих объектов можно заставить стать достаточно текучим, чтобы профильная деталь проникла также и в него.
Стабилизирующую часть 35 как показано на фиг. 10 можно использовать для определения глубины проникновения, а также положения и ориентации профильной детали относительно первого/второго объекта. С этой целью стабилизирующая часть проходит по значительной области параллельно плоскости, определенной участками поверхности и, по существу, препятствует или даже, например, предотвращает течение материала в области ее прохождения. В частности, стабилизирующая часть может быть выполнена в виде листа.
Дополнительный опциональный признак, который может способствовать стабилизирующему эффекту стабилизирующей части, поясняется со ссылкой на фиг. 11. А именно, протяженность d стабилизирующей части вдоль этой плоскости достаточно велика для того, чтобы текучие части, полученные благодаря анкерным частям, не распространялись на любом этапе процесса по всей протяженности стабилизирующей части. На фиг. 11 показан средний диаметр df текучих частей, полученных благодаря первым анкерным частям 36, в отношении протяженности d стабилизирующей части.
В силу того, что между анкерными частями 37 имеется часть материала первого объекта (и/или второго объекта), который в течение процесса остается твердым, осевое (z) положение стабилизирующей части относительно первого объекта и второго объекта, а также ее ориентация точно определена соответствующими участками поверхности. Это также определяет глубину проникновения анкерных частей 36, 37.
Кроме того, в вариантах осуществления с асимметрией, в которых сначала внедряют первую анкерную часть (части) первого объекта и только затем анкерную часть (части) второго объекта - или наоборот- стабилизирующая часть 35 служит в качестве упора для первой поверхности и может впоследствии способствовать передаче энергии через сборку.
Кроме того, стабилизирующая часть меньшего размера, не обязательно соответствующая условию, что протяженность d стабилизирующей части вдоль этой плоскости достаточно велика для того, чтобы материал первого объекта между анкерными частями оставался твердым (например, как на фиг. 8, где профильная деталь имеет двутавровое поперечное сечение с шипованными краями), также обеспечивает стабилизирующий эффект, поскольку останавливает и ограничивает течение материала.
Независимо от стабилизирующей части 35 и ее размера, вариант с фиг. 11 имеет опциональные шиповидные элементы 38, которые создают подрезы и создаются согнутыми краевыми участками анкерных частей. В дополнение или в качестве альтернативы подрез может быть осуществлен анкерными частями 36, 37 выступающими в направлении, не параллельном осевому направлению, например, как показано на фиг. 12.
Следующие параметры могут влиять на то, когда соответствующий термопластичный материал начинает становиться текучим, если оба первый и второй объекты содержат термопластичный материал, по меньшей мере на участках поверхности, контактирующих с профильной деталью 31.
Состав материала. Например, термопластичный материал первого объекта может отличаться от материала второго объекта и иметь более высокую или более низкую температуру разжижения (т.е. температуру, при которой материал становится достаточно текучим, соответствующую температуре плавления, если таковая определена, или соответствующую "температуре текучести" (иногда определяемую как минимальную температуру, при которой возможна экструзия), температуру выше температуры стеклования, при которой материал становится достаточно текучим, например, температуру, при которой вязкость падает ниже 104 Па*с (в вариантах, в частности с полимерами по существу без волокнистых наполнителей, ниже 103 Па*с). Со стороны, с которой температура разжижения ниже, анкерная часть (части) стремится к тому, чтобы внедриться в первую очередь.
Свойства направления энергии для соответствующих частей профильной детали, которые первыми входят в контакт с соответствующим объектом. Например, фиг. 13 иллюстрирует профильную деталь 31, в которой первые анкерные части 36 имеют первый шиповидный элемент 38, определяющий довольно резко выраженный край, в то время как вторые анкерные части 37 имеют второй шиповидный элемент 39, имеющий менее резко выраженный край, причем первый шиповидный элемент стремится первым вызывать начало разжижения.
Аналогично, если анкерные части содержат листовидную часть, угол листовидной части по отношению к оси. На фиг. 12 угол α между первой анкерной частью 36 и стабилизирующей частью 35 меньше угла β между второй анкерной частью 37 и стабилизирующей частью 35, причем вторые анкерные части стремятся первыми вызывать начало разжижения.
Сторона, с которой в сборку вводят колебания. Разжижение имеет тенденцию начинаться с проксимальной стороны, т.е. со стороны, с которой в систему вводят колебания.
В частности, если профильная деталь не имеет стабилизирующей части, такой как в варианте осуществления с фиг. 3, эти параметры могут использоваться для нивелировки различий, чтобы в сходной степени обеспечить внедрение профильной детали в два объекта. Например, если колебания вводят в систему с одной стороны, для компенсации возникающей при этом асимметрии можно использовать один из других вышеупомянутых параметров (свойства материала, свойства в отношении направления энергии, угол). Кроме того, если материал должен отличаться, поскольку этого требует ситуация применения, для компенсации могут использоваться другие параметры.
Однако, в частности, если профильная деталь имеет стабилизирующую часть, асимметрия свойств разжижения может быть желательной, и эти параметры могут применяться для обеспечения контролируемого разжижения и процесса внедрения.
На фиг. 14 изображена профильная деталь 31, имеющая стабилизирующую часть 35, проходящую в поперечном направлении дальше мест, из которых выступают анкерные части 36, 37. Профильная деталь такого типа обладает стабилизирующим эффектом также, если соседние анкерные части расположены близко друг к другу, и даже если они выступают из одного и того же места (что, например, имело бы место, если профильная деталь фиг. 2, 3 и 9 снабжена дополнительной стабилизирующей частью, проходящей между первым объектом и вторым объектом, например, по существу параллельно их соответствующим поверхностям).
В варианте с фиг. 14 протяженность стабилизирующей части в поперечном направлении достаточна, чтобы части термопластичного материала соответствующего первого/второго объекта, входящие в контакт с участками стабилизирующей части, проходящими в боковом направлении (вбок от анкерной части), оставались твердыми.
Фиг. 15 иллюстрирует вариант, в котором, в отличие от вышеприведенных вариантов, профильная деталь 31 имеет существенную протяженность не только в одном измерении в одной плоскости, как проволока, но и в двух измерениях в одной плоскости. В примере с фиг. 14 поперечное сечение x-z остается постоянным вдоль направления у, т.е. профильная деталь симметрична по оси y.
Двумерные профильные детали могут применяться, чтобы получить двумерное соединение.
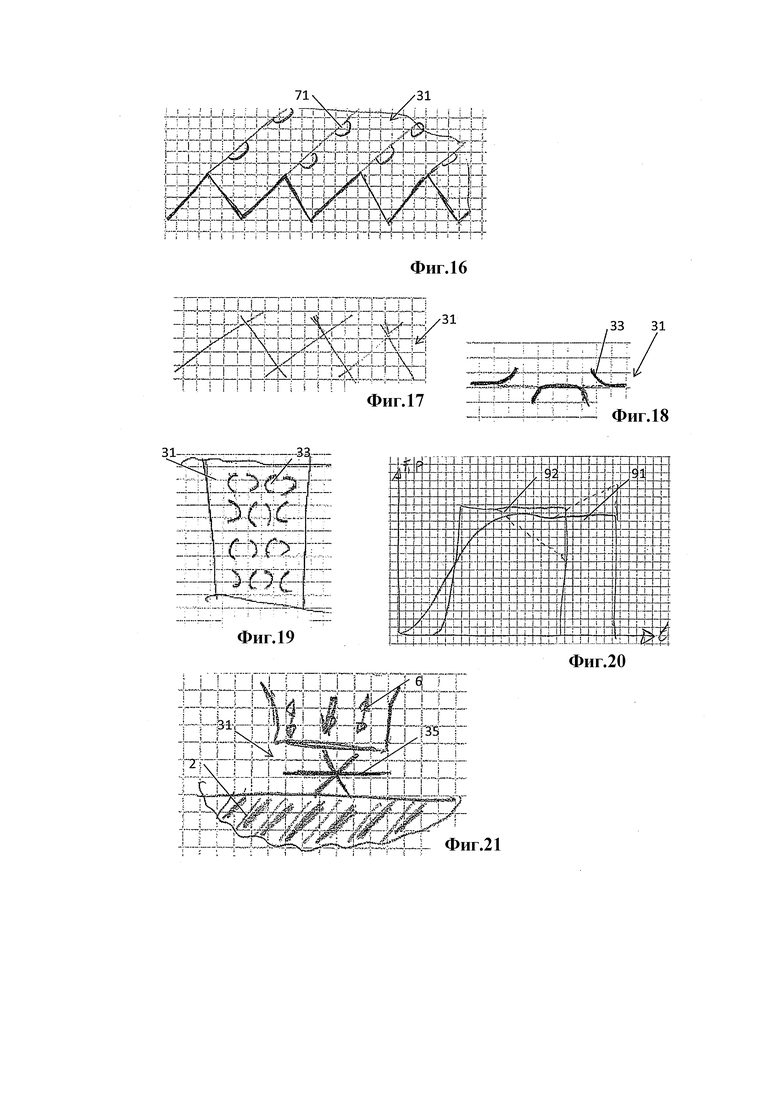
Поскольку, в отличие от одномерных профильных деталей в виде проволоки, сгибать двумерные профильные детали в плоскости труднее, соединение профильной детали фиг. 15 в общем случае будет не таким прочным в отношении сдвигающих сил между объектами в направлении y (в продольном направлении). Фиг. 16 показывает вариант профильной детали 31, изготовленной из гнутого металлического листа, имеющего систему сквозных отверстий 71 вдоль проксимальных и дистальных (верхних и нижних) краев. Части вокруг отверстий 71 образуют соответствующие подрезы, в которые материал в контакте с соответствующими краями, будучи разжиженным, течет через отверстия и втекает в пространство под отверстиями. Этот вариант устраняет вышеупомянутый возможный недостаток, поскольку он также фиксирует первый объект и второй объект относительно друг друга пот отношению к относительному движению в направлении y.
Фил. 17 показывает вид в разрезе еще одного варианта профильной детали 31 (проходящей в направлении y, перпендикулярно плоскости чертежа). При достаточной протяженности в боковом направлении (направление х) профильная деталь 31 как показана на фиг. 17 может полностью отделить друг от друга материал первого и второго объектов, т.е. материал первого объекта течет в подрезные структуры с одной стороны профильной детали, а материал второго объекта течет в подрезные структуры только с другой стороны.
Профильная деталь 31, показанная в разрезе на фиг. 18 и на виде сверху на фиг. 19, содержит полосу листового материала с множеством язычков 33, вырезанных из листового материала и отогнутых, соответственно, в направлении проксимальной или дистальной стороны. В показанном варианте язычки и направление, в котором они отогнуты, образуют регулярный узор. Вместо того, чтобы образовывать полосу, профильная деталь 31 может быть бесконечной (т.е. способной к разрезанию в любую форму) в обоих поперечных измерениях.
Фиг. 20 показывает временную диаграмму процесса. На чертеже показана сжимающая сила 91 и колебательная энергия 92 как функция времени. Сжимающую силу 91 можно поддерживать в течение некоторого времени после отключения колебаний (фаза после прессования). Опционально во время этой фазы сжимающую силу можно даже увеличить (пунктирная линия). Кроме того, имеется опция следовать определенному профилю колебательной энергии, например, предусматривающему медленное уменьшение колебательной энергии к концу процесса разжижения (пунктирная линия).
Фиг. 21 же иллюстрирует процесс внедрения профильной детали 31 в термопластичный материал второго объекта 2 в варианте, в котором первый объект 1 устанавливают только после внедрения профильной детали во второй объект, возможно, после возвращения в твердое состояние текучей части термопластичного материала второго объекта. На фиг. 27 показана профильная деталь 31, содержащая стабилизирующую часть 35, которая во время этапа внедрения профильной детали во второй объект служит в качестве упора, а в течение следующего этапа внедрения в первый объект (ср. фиг. 2) обеспечивает внедрение в первый объект первого подреза, т.е. профильная деталь не продвигается дальше во второй объект.
Для этого, дополнительно или в качестве альтернативы профильной детали, содержащей стабилизирующую часть 35, могут быть принять другие меры. Например, первый и второй объекты могут иметь разные термопластичные материалы, второй объект можно выбрать так, что второй объект будет иметь термопластичный материал с более высокой температурой разжижения. Дополнительно или альтернативно в качестве такой меры можно принять меры, рассмотренные со ссылкой на фиг. 12 и 13, и/или по расположению сонотрода относительно системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крепление второго объекта к первому объекту | 2016 |
|
RU2743544C1 |
| Способ и устройство для закрепления соединителя | 2016 |
|
RU2745913C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЗВОНОЧНИКА, СПОСОБ И НАБОР ДЛЯ ЕГО ИМПЛАНТАЦИИ | 2010 |
|
RU2535775C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ИМПЛАНТАЦИИ В ТКАНЬ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО | 2010 |
|
RU2695558C2 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО, АППАРАТ И ХИРУРГИЧЕСКИЙ СПОСОБ | 2010 |
|
RU2560775C2 |
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| ПЕРЕДНЯЯ ЦЕРВИКАЛЬНАЯ ПЛАСТИНА | 2011 |
|
RU2599679C2 |
| ИМПЛАНТАТ ДЛЯ ИМПЛАНТАЦИИ В КОСТНУЮ ТКАНЬ ИЛИ В КОСТНУЮ ТКАНЬ, ДОПОЛНЕННУЮ МАТЕРИАЛОМ-ЗАМЕНИТЕЛЕМ КОСТИ | 2003 |
|
RU2355352C2 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО ДЛЯ ИМПЛАНТАЦИИ В ТЕЛО ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО ИЛИ ДЛЯ УКРЕПЛЕНИЯ ТВЕРДОЙ ТКАНИ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО ДЛЯ ПОСЛЕДУЮЩЕЙ ИМПЛАНТАЦИИ ОТДЕЛЬНОГО ИМПЛАНТАТА И ЗУБНОЙ ИМПЛАНТАТ | 2010 |
|
RU2712028C2 |

Изобретение относится к области машиностроения и конструирования, в частности механического конструирования, например автостроения. Обеспечивают наличие первого и второго объектов, а также профильной детали, удлиненной в продольном направлении и имеющей форму, определяющую первый подрез и второй подрез. Внедряют профильную деталь во второй объект вдоль участка поверхности второго объекта так, что второй подрез находится в материале второго объекта. Внедряют профильную деталь в первый объект вдоль участка поверхности первого объекта так, что первый подрез находится в термопластичном материале первого объекта. По меньшей мере внедрение профильной детали в первый объект осуществляют посредством механической энергии, воздействующей на первый объект и/или второй объект в то время, как первый объект и второй объект прижаты друг к другу. Внедрение профильной детали во второй объект выполняют перед внедрением профильной детали в первый объект, так что на этапе внедрения профильной детали в первый объект профильная деталь внедрена во второй объект. Профильная деталь содержит стабилизирующую часть, по меньшей мере одну первую анкерную часть, образующую первый подрез и выступающую из стабилизирующей части в первом направлении, и по меньшей мере одну вторую анкерную часть, образующую второй подрез и выступающую из стабилизирующей части во втором направлении. При этом этап внедрения профильной детали в первый объект и/или второй объект содержит обеспечение прохождения стабилизирующей части между участками поверхности первого и второго объекта. Технический результат: возможность соединения тонких деталей, а также деталей любой формы. 18 з.п. ф-лы, 21 ил.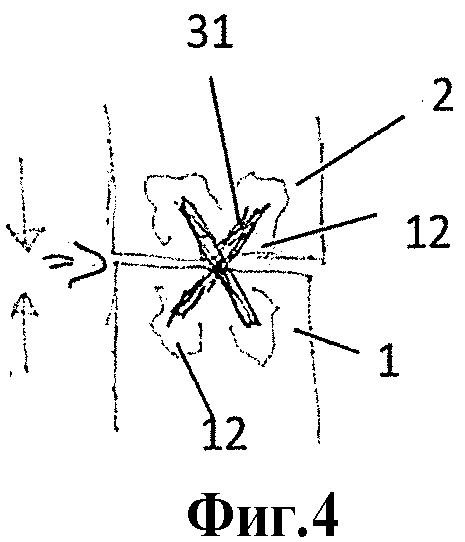
1. Способ соединения первого объекта со вторым объектом, причем каждый из первого и второго объектов имеет участок поверхности, при этом способ содержит:
обеспечение наличия первого и второго объектов, а также обеспечение наличия профильной детали, удлиненной в продольном направлении и имеющей форму, определяющую первый подрез и второй подрез,
при этом способ отличается тем, что дополнительно содержит внедрение профильной детали во второй объект вдоль участка поверхности второго объекта так, что второй подрез находится в материале второго объекта, и внедрение профильной детали в первый объект вдоль участка поверхности первого объекта так, что первый подрез находится в термопластичном материале первого объекта, причем по меньшей мере внедрение профильной детали в первый объект осуществляют посредством механической энергии, воздействующей на первый объект и/или второй объект в то время, как первый объект и второй объект прижаты друг к другу,
при этом соблюдают по меньшей мере одно из следующих условий:
внедрение профильной детали во второй объект выполняют перед внедрением профильной детали в первый объект, так что на этапе внедрения профильной детали в первый объект профильная деталь внедрена во второй объект;
профильная деталь содержит стабилизирующую часть, по меньшей мере одну первую анкерную часть, образующую первый подрез и выступающую из стабилизирующей части в первом направлении, и по меньшей мере одну вторую анкерную часть, образующую второй подрез и выступающую из стабилизирующей части во втором направлении, причем этап внедрения профильной детали в первый объект и/или второй объект содержит обеспечение прохождения стабилизирующей части между участками поверхности первого и второго объекта.
2. Способ по п.1, причем этап внедрения профильной детали в первый объект выполняют до тех пор, пока участок поверхности первого объекта и участок поверхности второго объекта не будут расположены друг против друга.
3. Способ по п.1 или 2, причем второй объект вдоль участка поверхности второго объекта имеет термопластичный материал, при этом внедрение профильной детали во второй объект вдоль участка поверхности второго объекта содержит внедрение профильной детали в этот термопластичный материал второго объекта.
4. Способ по п.3, причем соблюдено условие, что профильная деталь содержит стабилизирующую часть, при этом этап внедрения профильной детали во второй объект выполняют одновременно с этапом внедрения профильной детали в первый объект и осуществляют посредством механической энергии.
5. Способ по п.3 или 4, причем для внедрения в первый объект и второй объект профильную деталь устанавливают относительно первого и второго объектов между участками поверхности первого и второго объектов, при этом этап внедрения профильной детали в первый объект и этап внедрения профильной детали во второй объект содержит ввод сжимающей силы и энергии механических колебаний в по меньшей мере один из первого и второго объектов, причем сжимающая сила вызывает зажим профильной детали между первым и вторым объектами.
6. Способ по любому из пп.1-5, причем воздействие механической энергией на первый объект и/или на второй объект и прижатие первого объекта и второго объекта друг к другу содержит использование вибрационного сонотрода для прижатия друг к другу первого и второго объектов.
7. Способ по любому из пп.1-6, причем стабилизирующая часть выполнена плоской, при этом этап прижатия и воздействия энергией выполняют до тех пор, пока оба первый участок поверхности и второй участок поверхности не упрутся в стабилизирующую часть.
8. Способ по любому из пп.1-7, причем профильная деталь содержит по меньшей мере две первые анкерные части и/или по меньшей мере две вторые анкерные части.
9. Способ по п.8, причем на этапе внедрения профильной детали в первый объект и/или во второй объект остается твердой часть материала первого объекта или второго объекта между соответствующими двумя соседними анкерными частями.
10. Способ по любому из пп.1-9, причем второй объект вдоль участка поверхности второго объекта имеет термопластичный материал, при этом этапы внедрения первой анкерной части в первый объект и внедрения второй анкерной части во второй объект выполняют последовательно, один за другим.
11. Способ по любому из пп.1-10, содержащий осуществление сварки между термопластичными частями первого и второго объектов на участках поверхности.
12. Способ по п.11, причем сварку осуществляют посредством механической энергии.
13. Способ по любому из пп.1-12, причем профильная деталь представляет собой профильную проволоку или профильный стержень.
14. Способ по п.13, причем вдоль своей длины профильная деталь имеет постоянное поперечное сечение.
15. Способ по любому из пп.13-14, причем профильная деталь расположена по отношению к первому и второму объектам таким образом, что она образует замкнутую линию.
16. Способ по любому из пп.1-12, причем профильная деталь представляет собой двумерный объект, проходящий по двум измерениям в одной плоскости.
17. Способ по п.16, причем профильная деталь содержит согнутый металлический лист с множеством сквозных отверстий.
18. Способ по любому из пп.1-17, причем профильная деталь выполнена из металла.
19. Способ по любому из пп.1-18, причем профильная деталь поддается изгибу.
| КОНЦЕВАЯ ПЕТЛЯ МНОГОПРЯДНОГО ПОЛИМЕРНОГО КАНАТА С ЗАДЕЛКОЙ ПРОНЗАНИЕМ | 2020 |
|
RU2744553C1 |
| DE 3724253 A1, 02.02.1989 | |||
| FR 1519111 A, 29.03.1968 | |||
| US 4058421 A, 15.11.1977 | |||
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ И РАЗРЕЗАНИЯ УЧАСТКА ТРУБЫ | 2003 |
|
RU2281191C2 |

