ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области машиностроения и строительства, в частности, к механическому конструированию, например, автомобильной технике, авиастроению, железнодорожной промышленности, судостроению, машиностроению, конструированию игрушек, строительной индустрии и т.д. В частности, изобретение относится к способу механического крепления второго объекта к первому объекту.
УРОВЕНЬ ТЕХНИКИ
В автомобильной, авиационной и других отраслях промышленности имеется тенденция к уходу от исключительно стальных конструкций и к использованию легкого материала, такого как алюминиевые или магниевые металлические листы, или полимеров, таких как армированные углеродным волокном полимеры или армированные стекловолокном полимеры, или полимеры без армирования, например, полиэфиры, поликарбонаты и т.д.
Новые материалы вызывают новые проблемы при соединении элементов из этих материалов, в частности при соединении плоского объекта с дополнительным объектом. Примером этого является соединение деталей из материала на основе полимера с металлическими деталями, такими как металлические листы.
Для решения данных проблем, в автомобильной, авиационной и других отраслях промышленности начали активно использовать адгезионные соединения. Адгезионные соединения могут быть легкими и прочными, но страдают от недостатка, заключающегося в отсутствии возможности долгосрочного контроля надежности, поскольку ухудшающееся адгезионное соединение, например, вследствие охрупчивания адгезива, практически невозможно обнаружить без полного отсоединения. Кроме того, адгезионные соединения могут повысить стоимость производства, как из-за материальной стоимости, так и по причине задержек, возникающих в процессах производства вследствие медленных процессов затвердевания, особенно если поверхности, подлежащие соединению друг с другом, имеют некоторую шероховатость, вследствие чего, соответственно, не могут быть использованы быстротвердеющие тонкослойные клеевые материалы. Кроме того, плоское адгезионное соединение между двумя объектами, не имеющими одинакового коэффициента теплового расширения, может привести к дополнительным проблемам с надежностью, так как адгезионное соединение может подвергаться существенным усилиям сдвига вследствие колебаний температуры при повседневном использовании.
Особой проблемой при соединении элементов друг с другом является компенсация допусков, например, если элементы соединены друг с другом не адгезионными, а другими соединениями, такими как винты и гайки или заклепки. В таких соединениях необходима точная установка или относительное расположение крепежного элемента и соответствующего места крепления. Такая точная установка может быть особенно труднодостижима, если производственный процесс должен быть особенно экономичным, и/или если соединяемые части являются сравнительно большими в по меньшей мере одном измерении и/или реагируют на условия, воздействие которых они по-разному испытывают во время изготовления и использования (например, если соединяемые части имеют разные коэффициенты теплового расширения).
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является создание способа механического крепления второго объекта к первому объекту, который устранял бы недостатки известных способов. В частности, задачей настоящего изобретения является создание экономичного способа, обеспечивающего надежную связь между термопластичной частью и частью, которая является неразжижаемой в условиях, при которых термопластичная часть разжижается, или обеспечивающего надежное соединение между различными частями посредством термопластичного соединительного элемента. Другой задачей настоящего изобретения является создание способа, обеспечивающего надежное соединение между частями и являющегося эффективным и быстрым. Еще одной задачей настоящего изобретения является создание способа, обеспечивающего надежное соединение между частями и эффективную компенсацию допусков.
Согласно одному из аспектов изобретения предложен способ механического крепления первого объекта ко второму объекту, содержащий этапы, на которых обеспечивают наличие первого объекта, содержащего термопластичный материал в твердом состоянии;
обеспечивают наличие второго объекта с по существу плоской листовой частью, имеющей кромку;
позиционируют первый объект относительно второго объекта, так что кромка находится в контакте с термопластичным материалом;
подают энергию механической вибрации в узел, содержащий первый и второй объекты, до тех пор, пока текучая часть термопластичного материала под действием теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка по меньшей мере частично погружается в термопластичный материал;
прекращают механическую вибрацию и обеспечивают повторное возвращение термопластичного материала в твердое состояние, посредством чего вернувшийся в твердое состояние термопластичный материал, в который по меньшей мере частично погружена кромка, закрепляет первый объект во втором объекте.
На этапе подачи энергии механической вибрации в узел первый объект может быть прижат к кромке так, что при разжижении текучей части кромку вдавливают в термопластичный материал первого объекта.
В вариантах осуществления после прекращения механической вибрации прижимное усилие поддерживают до тех пор, пока текучая часть не затвердеет по меньшей мере до некоторой степени, чтобы предотвратить эффект пружины.
В вариантах осуществления предусмотрен второй объект, имеющий перфорацию листовой части и кромку, проходящую вдоль перфорации.
В вариантах осуществления с перфорацией, листовая часть вокруг перфорации имеет выступающую секцию, которая выступает от плоскости листа в направлении первого объекта, то есть в проксимальном направлении, если вибрацию подают в первый объект.
Первый объект и соединение со вторым объектом в вариантах осуществления могут быть выполнены с обеспечением уплотнения перфорации, т.е. уплотнения проксимальной области второго объекта от его дистальной области. Для этого первый объект может, например, иметь непрерывное тело, проходящее до периферии, в которую погружена кромка.
В других вариантах осуществления первый объект имеет сквозное отверстие, в котором, например, может быть размещена соединительная деталь или неразжижаемое тело, как описано ниже, причем деталь или тело образует крепежную деталь для дополнительного объекта. Она может, например, иметь резьбу или другое средство взаимодействия и/или может использоваться для проходящего через него соединения болт-гайка. Как вариант, в первом объекте, в частности, в его сквозном отверстии, может быть размещен подшипник скольжения, шариковый подшипник или другой подшипник.
В частности, энергия механической вибрации может быть подана в первый объект, а не (не непосредственно, т.е. лишь через первый объект) во второй объект. В частности, на этапе позиционирования первый объект может быть приведен в контакт со вторым объектом с, как правило, проксимальной стороны, и этап подачи энергии в первый объект может включать в себя прижатие вибрирующего сонотрода к проксимально обращенной поверхности подачи первого объекта, за счет чего посредством сонотрода в первый объект подают одновременно прижимное усилие относительно второго объекта и механическую вибрацию.
Для подачи усилия, противодействующего прижимному усилию, второй объект может быть помещен на опору, например, виброустойчивую опору. В вариантах осуществления второй объект помещают на опору без упругих или пластически деформируемых элементов между опорой и вторым объектом, так что второй объект жестко установлен на опоре.
Однако прижимные усилия, применяемые во время процесса, могут быть недостаточными, чтобы второй объект был самонесущим. В целом, способ согласно настоящему изобретению обычно обеспечивает очень хорошие характеристики поглощения энергии кромки (являющейся собственным средством направления энергии механических колебаний) в физическом контакте с термопластичным объектом, при этом термопластичный объект и/или кромка подвержены механической вибрации, что позволяет использовать только небольшие прижимные усилия. Это может быть существенным преимуществом в случаях, когда по меньшей мере один из объектов имеет сложную форму и/или является частью сложного элемента, такого как кузов автомобиля, и, следовательно, когда размещение поддерживающей опоры в боковом положении, где приложено прижимное усилие, может быть сложным.
Однако не исключено, что энергия подается во второй объект, то есть энергия механической вибрации воздействует со стороны второго объекта.
В частности, но не исключительно, в вариантах осуществления, включающих в себя подачу вибрации во второй объект, вибрация может быть поперечной, тогда как в других вариантах осуществления вибрация может быть продольной. Устройства с поперечной вибрацией известны, например, в области сварки металлических деталей. Для этого, например, существуют следующие опции:
сонотрод подает вибрацию во второй объект из по существу латерального направления (в направлении плоскости листа второго объекта, если она определена), тогда как отдельный прижимной инструмент подает необходимое прижимное усилие между первым и вторым объектами;
сам сонотрод подвергается поперечной вибрации на дистальном конце, где он соединен со вторым объектом. Поэтому механическая связь между сонотродом и вторым объектом может быть такой, что такое поперечное движение может быть перенесено на второй объект. Например, второй объект, в дополнение к крепежной пластине, содержащей (например, представляющей собой) листовую часть, может также содержать крепежный элемент, который может быть соединен с сонотродом. В частности, в вариантах осуществления второй объект представляет собой крепеж, выполненный с возможностью крепления дополнительного объекта к первому объекту, причем крепежный элемент имеет соответствующую структуру, например, является резьбовым болтом (с внутренней и/или наружной резьбой), болтом без резьбы, штифтом, гайкой, крюком, проушиной, основанием для байонетной муфты и т.п.
Настоящее изобретение также относится к комплекту сонотрода и второго объекта, адаптированного к нему для осуществления способа согласно любому варианту осуществления изобретения, включающего в себя подачу механической вибрации во второй объект. Например, второй объект может содержать крепежную пластину и соединенный с ней крепежный элемент, и сонотрод может содержать дистальную поверхность вывода энергии, сформированную для контакта с передачей усилия и вибрации с крепежной пластиной, и приемную структуру для размещения крепежного элемента. Приемная структура, например, приемное отверстие или выступ, может быть адаптирована для механического соединения с крепежной структурой (резьбовой или аналогичной) крепежного элемента.
Опционально, помимо энергии механического вибрации, в узел может быть подана дополнительная энергия. Например, второй объект может быть предварительно нагрет инфракрасным излучением, индукцией (особенно эффективной вблизи кромки), потоком горячего воздуха и т.п. Дополнительно или альтернативно, термопластичный материал может быть предварительно нагрет локально вблизи границы раздела с кромкой, например, путем электромагнитного нагрева, как описано в заявке на патент Швейцарии №01104/15, путем облучения и т.п. Например, для электромагнитного нагрева, как описано в заявке на патент Швейцарии №01104/15, термопластичный материал в зоне присоединения может быть снабжен магнитной легирующей примесью.
В обоих случаях предварительное нагревание способствует процессу непосредственного и/или косвенного воздействия на термопластичный материала, при котором он становится жидкотекучим. Косвенного эффекта достигают, если на этапе предварительного нагрева увеличивается поглощение энергии механической вибрации в местах или вблизи мест, где действует этап предварительного нагрева, в особенности вследствие повышенного внутреннего трения, вызванного повышенной температурой.
Такая дополнительная, другая энергия может быть предназначена для повышения скорости и/или уменьшения требуемых прижимных усилий. Кроме того, это может оказывать положительное влияние на управление процессом.
Текучая часть термопластичного материала представляет собой часть из термопластичного материала, которая во время процесса и из-за действия механической вибрации разжижается и становится текучей. Текучая часть необязательно должна быть выполнена за одно целое, она может представлять собой отдельные части.
При этом разжижение текучей части по большей части обусловлено трением между вибрирующей частью узла (такой как первый объект) и невибрирующей частью (такой как второй объект), причем данное трение непосредственно или косвенно нагревает термопластичный материал первого объекта. Это особенно эффективно, если трение, создающее теплоту, происходит в месте, где материал должен течь, потому что тогда, в отличие от других способов, которые включают в себя разжижение термопластичного материала, отсутствует эффект охлаждения в тех местах, где текучая часть течет от источника тепла. В частности, на этапе обеспечения жидкотекучего состояния текучей части термопластичного материала текучая часть или ее части могут становиться жидкотекучими под действием тепла, выделяемого между выступающей секцией и термопластичным материалом. В вариантах осуществления второй объект прикрепляют к первому объекту посредством вышеописанных этапов способа, причем пространство может быть свободным вдоль кромки (соответственно, вокруг перфорации, если она имеется) на стороне второго объекта, отличной от стороны, с которой первый объект приводят в контакт со вторым объектом (дистальная сторона в вариантах осуществления вышеупомянутого типа, в которых энергию вибрации подают в первый объект с по существу проксимальной стороны), так что термопластичный материал может течь непосредственно вдоль поверхностей листовой части второго объекта. В частности, в вариантах осуществления ни один дополнительный объект, удаленный от второго объекта, не соединен посредством первого объекта со вторым объектом.
В вариантах осуществления листовая часть вдоль кромки (соответственно, вокруг перфорации, если таковая имеется) деформирована так, что она выступает от определенной плоскости листа. В частности, листовая часть может выступать в направлении стороны первого объекта (в направлении проксимальной стороны в вариантах осуществления вышеупомянутого типа, в которых энергию вибрации подают в первый объект с по существу проксимальной стороны). В частности, выступающая секция (если таковая имеется), являющаяся деформированной секцией, может быть выполнена из того же металлического листового материала, что и листовая часть.
В данном документе термин «плоскость листа» обозначает плоскость или поверхность, определенную формой по существу плоской листовой части в области вокруг кромки, в частности, вокруг перфорации (если таковая имеется). Плоскость листа может быть плоской в двух измерениях. Как вариант, плоскость листа может быть изогнута и, таким образом, может описывать более сложную трехмерную форму, например, если она представляет собой поверхность сложного объекта, например корпуса транспортного средства или летательного аппарата. В случае, если второй объект, расположенный рядом с кромкой, деформируют чтобы, он выступал от плоскости листа, кривизна второго объекта в месте, от которого проходит деформированная секция, часто будет значительно превышать кривизну плоскости листа.
Такая деформированная секция может быть образована путем деформирования соответствующей листовой части, например, путем вырезания (например, путем пробивки) и изгиба или любой другой деформации, соответственно оставляя при этом отверстие второго элемента, где первоначально находилась соответствующая часть листовой части. При этом деформированная секция может оставаться выполненной за одно целое с листовой секцией.
В качестве альтернативы деформированной секции также может быть предусмотрена секция листовой части, выступающая от плоскости листа в качестве отдельного элемента, прикрепленного к листовому материалу, например, путем сварки.
В качестве еще одной альтернативы деформированной секции может быть выполнена секция, выступающая к стороне, которой вводят в контакт первый объект, и которая оканчивается кромкой, путем выполнения изначального процесса формования, например, путем отливки или прессования или литья под давлением (с последующими хорошо известными этапами обработки), если секция выполнена из керамики. В таких вариантах осуществления листовая часть может состоять из части, выступающей в направлении первого объекта и/или секции, которая после процесса погружена в текучую часть, то есть не нужна плоскость листа, которая дополнительно определена листовой частью.
В вариантах осуществления с перфорацией и с выступающей (например, деформированной) секцией вокруг перфорации деформированная секция может быть симметричной, то есть может быть равномерно деформирована вокруг перфорации (это включает в возможность того, что деформированная секция имеет грубую кромку, например, пилообразной формы). В частности, секция может иметь круговую симметрию относительно оси, перпендикулярной плоскости листа и проходящей через центр перфорации.
Как вариант, секция может быть асимметричной вокруг упомянутой оси, то есть высота (средняя высота в случае неровной/зубчатой кромки) выступающей секции различается в зависимости от положения вдоль кромки. В таких вариантах осуществления асимметрия может быть даже такой, что выступающая секция не проходит по всему периметру перфорации, так что вдоль некоторого сегмента кромки такая выступающая секция отсутствует. Однако, в этом случае выступающая секция может проходить по периферии по меньшей мере более чем на 180%, чтобы заблокировать первый и второй объекты относительно друг друга от всех относительных сил в плоскости.
В группе вариантов осуществления, в которых второй объект содержит перфорацию, вдоль которой проходит кромка, сонотрод и первый объект могут быть адаптированы друг к другу так, что поверхность подачи (часть поверхности первого объекта, к которой прижимают сонотрод) покрывает положения кромки в плоскости, но не проходит до центрального положения относительно перфорации. Выражение «покрывать положения в плоскости» в данном контексте означает, что в проекции вдоль проксимодистальной оси кромка лежит в области поверхности подачи.
Например, поверхность подачи может образовывать полосу вокруг центра с положением центра в плоскости, соответствующим положению перфорации в плоскости.
Для этого может быть реализован один из следующих вариантов осуществления или их комбинация:
сонотрод содержит центральное углубление и поверхность подачи вокруг центрального углубления, и/или
первый объект содержит проксимально обращенное центральное углубление и поверхность подачи вокруг центрального углубления.
Результаты использования поверхности подачи, не проходящей в центральные
положения, могут включать в себя упрощение процесса управления и/или
предотвращение повреждения центральных частей первого объекта, например, функционального элемента.
В группе вариантов осуществления, где имеется перфорация второго объекта и выступающая секция вокруг перфорации, причем выступающая секция выступает проксимально в направлении первого объекта, первый объект может иметь дистально расположенный разделитель (также называемый «опорной частью»). Такой разделитель может быть расположен сбоку от места, где контактная сторона первого объекта входит в контакт с кромкой второго объекта.
В частности, разделитель может быть расположен более латерально, чем выступающая секция второго объекта, за счет чего, когда первый и второй объекты прижимают друг к другу с воздействием вибрации, перемещение первого и второго объектов друг относительно друга может осуществляться до тех пор, пока опорная часть не примкнет к листовой части, где определена плоскость листа. Таким образом, положение z первого объекта относительно второго объекта определяется размером опорной части, используемой в качестве разделителя.
Таким образом, такая опорная часть является примером относительно простого средства для достижения управления положением z без использования сложных измерительных инструментов. В частности, опорная часть обеспечивает хорошее управление процессом, то есть в конце процесса оператор имеет физическую обратную связь, когда достигается правое положение z. Это может быть удобно, если способ выполняют вручную, или также если при автоматизированном процессе параметром управления является механическое сопротивление. Другие меры для точного управления положением z описаны ниже.
Способ может включать в себя дополнительный этап выполнения перфорации во втором объекте перед этапом позиционирования, например, путем пробивки, сверления и т.п.Как вариант, перфорация, вдоль которой в вариантах осуществления образована кромка, может быть отверстием, которое уже существовало во втором объекте или было выполнено в процессе производства.
Первый объект содержит термопластичный материал. В вариантах осуществления первый объект состоит из термопластичного материала. В других вариантах осуществления первый объект в дополнение к термопластичному материалу содержит тело из неразжижаемого материала. Такое тело из неразжижаемого материала может составлять усиливающую часть первого объекта.
В вариантах осуществления с неразжижаемым телом тело из неразжижаемого материала отличается от простого наполнителя из большого количества частиц и является макроскопическим телом с определенным положением и ориентацией, имеющим значительный размер. В плоскости листа, определенной вторым объектом, данный размер может составлять, например, по меньшей мере 10% от среднего диаметра первого объекта (поперечного сечения, перпендикулярного оси введения) или, в соответствующих случаях, среднего диаметра перфорации, и/или характерный размер может составлять не менее 0,1 мм в любом измерении. В частности, тело может быть металлическим или керамическим. В частности, тело может иметь определенную форму и тем самым усиливать жесткость первого объекта. Посредством тела первый объект разделен на по меньшей мере две пространственно разделенных области, а именно на область тела и термопластичную область.
В вариантах осуществления, в которых первый объект в дополнение к термопластичному материалу содержит неразжижаемый материал, термопластичный материал может быть расположен по меньшей мере на частях поверхности, входящих в контакт с кромкой.
Первый объект может содержать фиксирующий элемент для крепления дополнительного объекта ко второму объекту. Например, первый объект сам может быть таким фиксирующим элементом (крепежным элементом) за счет соответствующей структуры, такой как резьба или другая крепежная структура, или может иметь фиксирующий элемент специального назначения, такой как резьбовой стержень, гайка и т.п.В данных вариантах осуществления первый объект может рассматриваться как крепежный элемент или крепеж для дополнительного объекта. В альтернативных вариантах осуществления первый объект как таковой может представлять собой объект, имеющий функциональное назначение, отличное от назначения простого крепежа.
В частности, но не исключительно, в данных альтернативных вариантах осуществления первый объект может быть относительно большим, и подача вибрации в весь первый объект для крепления первого объекта одновременно во множестве мест крепления не представляется возможной. В таких вариантах осуществления необходимо либо одновременное воздействие множеством сонотродов, чтобы они прикрепляли первый объект ко второму объекту в соответствующем множестве мест крепления, и/или преимуществом может быть достаточная гибкость для достаточного отделения части первого объекта, когда крепление происходит на остальной части первого объекта. Примеры этого описаны ниже, например, в отношении крепежного фланца.
В вариантах осуществления первый объект имеет зону присоединения, которая содержит термопластичную часть и дополнительно имеет функциональную зону, отличающуюся от зоны присоединения. Такая функциональная зона может, например, содержать крепежную структуру и/или другие функциональные элементы. Функциональная зона может быть сконфигурирована так, что невозможно и/или нежелательно локально разжижать термопластичный материал, в который в процессе будет погружена кромка. Во многих вариантах осуществления первый объект является неразжижаемым в функциональной зоне. В других вариантах осуществления первый объект может содержать разжижаемый материал в функциональной зоне, однако в данной реализации способ согласно изобретению будет оказывать неблагоприятное воздействие.
В вариантах осуществления первый объект изготавливают в процессе, включающем в себя этап двухкомпонентного литья под давлением, причем зона присоединения выполнена из одного термопластичного материала, а функциональная зона содержит другой термопластичный материал. В этом случае (или также в других случаях, когда первый объект содержит две части из термопластичного материала), термопластичные материалы разных зон имеют различные свойства.
Модуль Е упругости термопластичного материала функциональной зоны может быть больше, например, намного больше, чем соответствующий модуль зоны присоединения, и/или
(упругая) растяжимость термопластичного материала зоны присоединения может быть намного выше, чем растяжимость функциональной зоны. В связи с этим, термопластичный материал зоны присоединения может быть, как вариант, эластомерным термопластичным материалом, таким как термопластичный полиуретан. Таким образом, он подходит для повторяющихся циклов нагрева/охлаждения. Согласно другому варианту осуществления, термопластичный материал зоны присоединения может быть частично кристаллическим полимером (например, полипропиленом) с относительно низкой температурой стеклования и сравнительно высокой пластичностью при повышенной температуре, чтобы компенсировать термическое искажение, например, в процессе электроосаждения, путем разовой пластической деформации (ползучести).
За счет последнего, например, можно компенсировать различное поведение первого и второго объектов из-за теплового расширения.
В вариантах осуществления, содержащих по меньшей мере одну зону присоединения, материал зоны (зон) присоединения может быть прикреплен к телу первого объекта (содержащего функциональную зону (зоны)) посредством соединения с геометрическим замыканием. Например, тело первого объекта может содержать по меньшей мере одно отверстие с вырезами, и термопластичный материал, образующий зону (зоны) присоединения, может иметься по меньшей мере частично в отверстии (отверстиях) с вырезами. Дополнительно или альтернативно тело может содержать пористую секцию, выполненную с возможностью взаимного проникновения с термопластичным материалом зоны (зон) присоединения. Дополнительно или альтернативно соединению с геометрическим замыканием могут иметься и другие виды механических соединений между материалом зоны присоединения и телом, такие как адгезивное соединение.
В группе вариантов осуществления первый объект содержит тело, которое образует функциональную зону и фланец (крепежный фланец), проходящий вдоль по меньшей мере части боковой периферии тела и определяющий зону присоединения, причем на этапе подачи энергии механической вибрации в узел по меньшей мере части фланца зажимают между сонотродом, действующим в осевом направлении, и вторым объектом.
Крепежный фланец может быть периферийной, латерально выступающей частью первого объекта. В состав фланца может входить термопластичный материал, причем по меньшей мере дистальная поверхность содержит термопластичный материал. Он может, например, определять проксимально обращенную поверхность подачи энергии для сонотрода, которая по меньшей мере приблизительно параллельна дистальной поверхности первого объекта, находящегося в контакте с кромкой второго объекта. Таким образом, даже если первый объект ввиду своего функционального назначения имеет сложную форму, которая может отличаться от формы, имеющей плоскую дистальную поверхность, становится возможным упрощение формы в месте (местах) крепления.
Первый объект, в частности его крепежный фланец, может содержать четко определенную, возможно помеченную, проксимально обращенную часть поверхности подачи, которая расположена в соответствии с местом крепления, определенным вторым объектом, например его перфорацией, вдоль которой проходит кромка. Такая часть поверхности подачи может быть, например, параллельна соответствующей дистально обращенной поверхности на противоположной стороне, входящей в контакт с кромкой второго объекта.
Кроме того, первый объект может содержать упругое сочленение между телом первого объекта и крепежным фланцем или другой крепежной структурой, имеющей поверхность прижатия и часть данной поверхности, которая входит в контакт с кромкой. Таким образом, крепежная структура, например крепежный фланец, может быть вибрационно отсоединена в остальной части первого объекта.
Это может быть особенно предпочтительным в вариантах осуществления, в которых первый объект является сравнительно большим, и в которых нелегко подавать вибрацию в весь первый объект, или в которых было бы вредно осуществлять такие действия. В данных вариантах осуществления крепление в разных местах крепления должно выполняться одновременно во множестве мест крепления, и в этом случае несколько сонотродов должны действовать одновременно. Альтернативой является последовательное крепление в разных местах крепления. В таком случае необходима определенная гибкость первого и/или второго объектов, поскольку процесс крепления влечет за собой относительное перемещение первого и второго объектов в фактическом месте крепления, тогда как такое перемещение отсутствует в других местах крепления. Такая гибкость может быть обеспечена крепежным фланцем и/или крепежной структурой, отделенными от тела посредством сочленения.
В группе вариантов осуществления способ включает в себя дополнительный этап, на котором обеспечивают наличие соединительной детали, первоначально отдельной от обоих, первого и второго, объектов. В этих вариантах осуществления узел, в который подают энергию механической вибрации, также содержит соединительную деталь. В данном способе может быть обеспечено погружение соединительной детали, по меньшей мере частично, в термопластичный материал первого объекта, и ее закрепление по отношению к первому и второму объектам после возвращения в твердое состояние. В вариантах осуществления, описанных более подробно ниже, соединительная деталь может быть соединена (посредством погружения или другого соединения) с первым объектом во множестве возможных относительных положений, например, для компенсации изменений размеров/положений во время процесса изготовления.
В частности, на этапе подачи энергии механической вибрации в узел вибрирующий сонотрод может быть прижат к поверхности подачи соединительной детали, в то время как соединительную деталь прижимают к первому объекту, пока термопластичный материал первого объекта не станет жидкотекучим вблизи соединительной детали, за счет чего соединительную деталь вводят в первый объект. Одновременно и/или после этого энергия механической вибрации может также поглощаться на границе раздела между вторым и первым объектами.
В этом случае соединительная деталь может проходить от проксимальной стороны перфорации через плоскость, определяемую кромкой листовой части, если, соответственно, имеется устье перфорации. Аналогично, в случае, если первый объект имеет тело из неразжижаемого материала, такого как усиливающая часть, тело может быть расположено так, чтобы проходить через плоскость, определенную кромкой (если имеется устье перфорации). В частности, в вариантах осуществления, в которых второй объект имеет перфорацию, соединительная деталь или тело может проходить через данную перфорацию.
Соединительная деталь описанного типа может состоять из неразжижаемого материала. Как вариант, она может содержать термопластичный материал. В одном примере она содержит термопластичный материал, который может быть приварен к термопластичному материалу первого объекта, при этом она может быть изготовлена из того же термопластичного материала или по меньшей мере может содержать тот же связующий полимерный материал.
Соединительная деталь описанного типа может иметь одну или несколько следующих функций:
соединительная деталь вместе с термопластичным материалом может образовывать границу раздела, на которой происходит поглощение механической энергии. Таким образом, соединительная деталь обеспечивает дополнительное средство управления поглощением энергии и, следовательно, текучестью термопластичного материала;
соединительная деталь может быть выполнена так, чтобы ограничивать поток термопластичного материала, в частности поток, направленный внутрь относительно радиального направления, обеспечивая тем самым более интенсивное течение материала вокруг второго объекта вблизи кромки, в частности на его дистальной стороне.
Соединительная деталь может иметь дополнительные функциональные элементы, такие как соединительная часть, фланец и т.п.Как правило, описания формы и функциональных особенностей соединительной детали также относятся к телу из неразжижаемого материала, являющемуся частью первого объекта (такое тело можно рассматривать в качестве предварительно установленной соединительной детали).
Тело неразжижаемого материала первого объекта или соединительная деталь может содержать структуры, предназначенные для выполнения дополнительных функций, такие как резьба, другое механическое соединение, контакт или проходной канал и т.п.
Независимо от того, имеется тело или соединительная деталь или нет, в группе вариантов осуществления способ включает в себя крепление первого объекта к металлической части, образующей часть кузова автомобиля.
В вариантах осуществления тело или, соответственно, соединительная деталь имеет поверхность с по меньшей мере одним удерживающим элементом на боковой поверхности, причем удерживающий элемент взаимодействует с термопластичным материалом тела для стабилизации относительного положения тела при погружении в термопластичный материал.
Настоящее изобретение также относится к соединительной детали, имеющей свойства, описанные в данном документе. Изобретение также относится к комплекту, содержащему по меньшей мере одну соединительную деталь и первый объект и/или сонотрод.
Кроме того, настоящее изобретение относится к соединителю, который является первым объектом согласно вариантам осуществления, описанным в данном документе, или частью которого является первый объект. Кроме того, настоящее изобретение относится к крепежу, который является вторым объектом, описанным в данном документе, и содержит крепежный элемент.
В группе вариантов осуществления первый объект содержит структурированную контактную сторону, содержащую термопластичный материал. Контактная сторона является стороной первого объекта, которую приводят в контакт с кромкой для выполнения крепления. Тот факт, что контактная сторона структурирована, означает, что она не является плоской и ровной и содержит выступы или углубления. Например, контактная сторона может содержать узор из гребней и канавок, например, регулярный узор.
Было обнаружено, что структурированная контактная сторона может уменьшить требуемые энергию и усилия, пока кромка не проникнет в термопластичный материал первого объекта на достаточную глубину. В частности, требуемые энергия и усилия могут быть уменьшены более чем на коэффициент пропорциональности, соответствующий части незаполненных объемов выемок. Это может быть связано с дополнительными проточными каналами, создаваемыми структурой.
В одном варианте осуществления структура образует узор из радиально выступающих гребней или канавок.
В вариантах осуществления, в которых листовая часть второго объекта имеет выступающую секцию, выступающую из плоскости листа к контактной стороне, глубина углублений может быть выбрана меньшей, чем высота выступающей секции.
Другая группа вариантов осуществления также решает проблему уменьшения необходимого усилия и/или подведения энергии. В данной группе вариантов осуществления второй объект содержит множество, например, меньших периферийных перфораций, расположенных вокруг, например, большей основной перфорации.
Такие периферийные перфорации могут быть, в частности, расположены в секции второго объекта, выступающей латерально к контактной стороне от плоскости листа второго объекта, то есть периферийные перфорации могут быть расположены там, где листовой материал наклонен относительно плоскости листа.
Такие периферийные перфорации оказывают влияние на увеличение площади соединения, на обеспечение дополнительной защиты от вращения и на уменьшение сопротивления во время выполнения способа благодаря обеспечению дополнительных проточных каналов.
Что касается рассмотренных выше групп вариантов осуществления, может потребоваться уменьшение энергии и усилия, особенно если задействованные материалы являются хрупкими и/или если способ применяют на относительно позднем этапе изготовления сложного изделия. Например, в вариантах осуществления второй объект может содержать лакированный или окрашенный кусок листового металла, и лак или краска могут быть повреждены. В таких случаях может быть предпочтительным способ согласно данным группам вариантов осуществления.
Во многих вариантах осуществления, если способ включает в себя прижатие первого объекта ко второму объекту, в то время как вибрацию подают, в частности, в первый объект, усилие, противодействующее прижимному усилию, создается вторым объектом, удерживаемым в положении, отличном от положения, к которому прижимают первый объект, например, установочной рамой или вторым объектом, являющимся частью сложного, сравнительно тяжелого объекта, стоящего на основании. Соответственно, в этом случае противодействующее усилие зависит от жесткости второго объекта. При необходимости для оказания поддержки может использоваться опора специального назначения.
В группе вариантов осуществления в дополнение ко второму объекту используют специальную опорную конструкцию. Опора такой конструкции может быть расположена дистально от второго объекта и может иметь по меньшей мере одну из следующих функций:
опора направляет поток жидкотекучего термопластичного материала и уплотняет его. Таким образом, улучшается общая устойчивость соединения между первым и вторым объектами после процесса, что в конечном итоге уменьшает требуемую глубину проникновения. Таким образом, использование опоры также может быть мерой для подведения уменьшенных усилия и энергии;
опора также может поддерживать второй объект и не допускать его нежелательной деформации, если, например, второй объект является сравнительно тонким или непрочным.
Форма такой опоры может отличаться от простой плоской формы. В частности, опора может иметь направляющий выступ снаружи кромки (внутрь по отношению к центру перфорации, если кромка проходит вдоль перфорации) и углубление, расположенное дистально от кромки (и радиально наружу от кромки, если кромка проходит вдоль перфорации) для направления потока «ниже» (дистальнее) кромки и частей второго объекта, смежных с кромкой.
Объем такого углубления может быть, в частности, меньше, чем объем термопластичного материала, который должен стать жидкотекучим, так что, если вибрацию подают достаточно долго, объем текучей части становится больше объема углубления. Таким образом, во время выполнения способа может быть обеспечено достаточное давление формования, в связи с чем заполнение углубления текучей частью является управляемым и предсказуемым.
В группе вариантов осуществления способ включает в себя регулирование положения первого объекта и/или сонотрода относительно второго объекта. Это в частности относится к положению х-у. Для этого существуют две базовые конфигурации:
в первой базовой конфигурации положение х-у сонотрода относительно второго объекта определяется, например, установочной рамой, а этап регулирования включает в себя регулирование положения первого объекта, расположенного между сонотродом и вторым объектом, относительно сонотрода и второго объекта;
во второй базовой конфигурации используют средство определения положения первого объекта относительно сонотрода, а этап регулирования включает в себя регулирование положения узла первый объект - сонотрод относительно второго объекта.
В соответствии с первой базовой конфигурацией средство, посредством которого регулируют положение первого объекта относительно сонотрода и второго объекта (держатели или аналогичные средства), являются конструкциями, не зависящими от сонотрода. В этом случае необходимо, чтобы механические колебания могли быть поданы в первый объект. Для этого, согласно первому исполнению, форма направляющего инструмента, используемого для этого, адаптирована к форме первого объекта так, что точно определено только поперечное положение, и имеется определенная степень свободы перемещений в осевых направлениях (для продольных колебаний, подаваемых в первый объект). Согласно второму исполнению, которое может быть объединено с первым исполнением, направляющий инструмент содержит пружину, так что первый объект лишь свободно связан с какой-либо установочной рамой.
В соответствии со второй базовой конфигурацией, сонотрод и первый объект могут быть адаптированы друг к другу для определенного бокового относительного положения. Например:
сонотрод может содержать направляющий выступ, взаимодействующий с направляющим углублением первого объекта или наоборот. Опционально, такой направляющий выступ или такое направляющее углубление (или другие направляющие средства) может не быть осесимметричным для предотвращения поворота первого объекта относительно сонотрода;
сонотрод может содержать периферийный фланец, охватывающий первый объект для определения его положения;
сонотрод может содержать по меньшей мере один проникающий направляющий элемент (шип или аналогичный элемент), который во время выполнения способа проникает в материал первого объекта;
кроме того, первый объект может быть временно прикреплен к сонотроду, например, путем привинчивания или подобным образом.
Дополнительно или альтернативно могут использоваться другие средства временного соединения первого объекта с сонотродом, например, вакуум, который создают между сонотродом и первым объектом, например, с помощью всасывающих каналов, проходящих через сонотрод.
Дополнительно или в качестве еще одного альтернативного варианта, можно использовать отдельный направляющий элемент. Такой отдельный направляющий элемент может быть направлен латерально как относительно сонотрода, так и относительно первого объекта. В частности, он может быть направлен относительно свободно относительно сонотрода, чтобы вибрация не подавалась в направляющие средства. Такой направляющий элемент может представлять собой цилиндрический элемент, направляемый в выровненных отверстиях первого объекта и сонотрода, причем отверстия адаптированы к поперечному сечению направляющего элемента. В частности, в вариантах осуществления, в которых направляющий элемент также свободно направлен относительно первого объекта, может быть предусмотрена дополнительная осевая опора для предотвращения отрыва направляющего элемента от узла.
При необходимости, цилиндрическая форма такого направляющего элемента может, но не обязательно, иметь форму цилиндра вращения.
В дополнение или в качестве еще одного альтернативного варианта, применяют удерживающий инструмент, отличный от сонотрода и используемый в дополнение к нему. Такой удерживающий инструмент используют для прижатия первого объекта ко второму объекту по меньшей мере во время начальной фазы этапа подачи энергии механической вибрации в узел. Посредством такого удерживающего инструмента решают проблему, заключающуюся в том, что, когда продольную вибрацию подают сонотродом в первый объект, причем сонотрод прижимают к первому объекту, в течение примерно полуволны цикла колебаний сонотрод не оказывает никакого усилия, воздействующего на первый объект. При отсутствии какого-либо латерального направления (например, как описано выше) это может привести к потере управления, при этом первый объект будет «плавать» относительно второго объекта. Дополнительный удерживающий инструмент обеспечивает прижатие первого объекта ко второму объекту. Такой дополнительный удерживающий инструмент может содержать направляющую структуру, определяющую боковое положение первого объекта относительно направляющего инструмента, например периферийного фланца.
Способ согласно настоящему изобретению имеет существенное преимущество, заключающееся в том, что место крепления, определяемое кромкой, которую при выполнении способа погружают в текучую часть, не имеет точно определенного положения, даже если необходимо и достигнуто точное позиционирование первого объекта относительно второго объекта.
В частности, для изменения относительных положений места крепления и первого объекта может быть выполнено следующее:
боковое изменение х-у значительно зависит от боковой протяженности первого объекта или, соответственно, его зоны присоединения. Для относительно небольших зон присоединения (например, для малой перфорации) они могут, например, составлять от 0,1 до 5 мм. Для более крупных зон присоединения (например, для большей перфорации) они могут иметь большие значения;
если первый объект имеет плоскую дистально обращенную поверхность, осевое изменение z зависит от того, насколько секция второго объекта выступает в направлении первого объекта. Оно может иметь значение от 0,1 до 2 мм для относительно небольших высот выступающей секции и может быть выше для больших размеров;
в зависимости от того, насколько удалены друг от друга различные места крепления, или, в более общем смысле, в зависимости от боковой протяженности зоны присоединения, можно компенсировать изменение угла до 10-20 градусов;
во многих вариантах осуществления существует ограничение наличия термопластичных частей, не принадлежащих текучей части, вокруг зоны присоединения. Толщина данной неразжижаемой зоны может составлять, например, по меньшей мере 1 мм во всех направлениях.
Благодаря этому способ согласно настоящему изобретению может быть использован для компенсации допуска, например, следующим образом.
Этап 1: измеряют несоответствие допуска, например, посредством оптических методов и сравнения с данными САПР.
Этап 2: вычисляют угол поправки положения х, у, z.
Этап 3: Позиционируют первый объект и второй объект относительно друг друга под вычисленным углом скорректированного положения х, у, z, (минус смещение z, учитывающее относительное перемещение первого и второго объектов во время следующего этапа 4).
Этап 4: Осуществляют способ согласно любому принципиальному осуществлению и/или варианту осуществления, описанным в данном документе, до тех пор, пока не будет достигнуто правильное расчетное положение.
Опционально, может быть проведена коррекция с учетом мягкости конструкции посредством внешней системы измерения расстояния, связанной с устройством, посредством которого подают энергию вибрации, причем система коррекции при необходимости адаптирует конечное положение z.
В вариантах осуществления, дополнительно или альтернативно описанному выше, может быть предпринята другая мера компенсации изменений z. В соответствии с этой мерой вышеупомянутый диапазон изменений z (например, от 0,1 мм до 2 мм) может быть, например, превышен. Также эта мера позволяет осуществить различные виды контроля компенсации изменения z.
Данная другая мера включает в себя:
обеспечение наличия крепежной части и регулировочной части, причем по меньшей мере крепежная часть принадлежит первому объекту (и в вариантах осуществления может быть образована первым объектом);
регулирование положения z регулировочной части относительно крепежной части; и
фиксирование регулировочной части относительно крепежной части, когда она находится в отрегулированном положении.
Направление z может быть направлением, перпендикулярным плоскости листа, определенной вторым объектом вблизи места крепления. Как вариант, например, если такая плоскость не определена, ось z может быть определена как ось, вдоль которой действует прижимное усилие во время этапа подачи механической вибрации для погружения кромки.
Могут быть осуществлены следующие исполнения.
Этап фиксации может приводить к несъемной фиксации регулировочной части относительно крепежной части. Например, этап фиксации и/или этап регулирования может содержать воздействие механической вибрацией на узел, содержащий крепежную часть и регулировочную часть, чтобы сделать термопластичный материал по меньшей мере одной из частей жидкотекучим и зафиксировать части друг относительно друга после возвращения в твердое состояние.
Такая фиксация частей друг относительно друга после возвращения в твердое состояние может, в соответствии с исполнением, быть вызвано сплавлением материалов объектов, например, в сварной шов, или, как вариант, тем, что крепежная часть и регулировочная часть выполнены за одно целое, с переходной зоной (зоной сжатия, зоной расширения) между ними, которая является деформируемой, когда термопластичный материал находится в жидкотекучем состоянии (в данном случае, понятие «жидкотекучий» включает в себя «пастообразный, пластически деформируемый путем умеренного усилия»).
В соответствии со вторым исполнением, части могут быть зафиксированы друг относительно друга так, что одна из частей содержит разжижаемый материал (в частности, термопластичный материал), а другая часть содержит структуры, выполненные с возможностью взаимного проникновения с термопластичным материалом, за счет чего после возвращения в твердое состояние обеспечивается соединение с геометрическим замыканием между частями.
Дополнительно или как еще один вариант, части могут быть зафиксированы друг относительно друга посредством адгезионного соединения между вернувшимся в твердое состояние материалом и другим материалом, к которому он прилипает.
Этапы регулирования и фиксации могут быть объединены в одноэтапную процедуру. Например, эти этапы можно выполнять посредством вибрирующего сонотрода, прижимающего части друг к другу, и после того, как материал станет жидкотекучим, перемещать части относительно друг друга до тех пор, пока не будет достигнуто необходимое положение z, после чего перемещение и подачу энергии прекращают (в зависимости от конфигурации, подача энергии может быть прекращена уже за некоторое время до достижения необходимого положения). После возвращения в твердое состояние жидкотекучий материал, вернувшийся в твердое состояние, фиксирует относительное положение. Опционально, во время возвращения в твердое состояние может поддерживаться усилие удержания.
Как вариант, этап регулирования может быть выполнен до этапа фиксации. В этом случае для вариантов осуществления, которые включают в себя фиксацию путем подачи энергии механической вибрации, крепежная и регулировочная части могут быть выполнены так, что их относительное положение z предварительно заблокировано, чтобы совместное воздействие механической вибрации и прижимного усилия не изменяло относительные положения z. Например, крепежная и регулировочная части могут иметь резьбовые части, взаимодействующие так, что регулировочная часть может быть привинчена к крепежной части. Возможны и другие конфигурации для такой предварительной блокировки. В качестве альтернативы такой предварительной блокировке механическая вибрация может быть подана в части в направлении, не параллельном оси z, а, например, по существу перпендикулярном ей.
Например, сначала могут быть получены исходные данные измерений, касающиеся особенностей второго объекта (или узла, содержащего второй объект) и/или особенностей любой другой части (первого объекта, дополнительного объекта, который необходимо прикрепить к первому объекту). На основе этого, необходимое регулирование положения z может быть рассчитано заранее.
Альтернативный вариант регулирования перед фиксацией может быть применен для разделения этапов производственного процесса. В этом случае производственная линия содержит станцию регулирования и станцию фиксации (крепления). В частности, если второй объект является сравнительно большим или относится к сравнительно большому предварительно собранному узлу (например, к кузову транспортного средства), это может быть предпочтительным, поскольку в этом случае этап регулирования положения z может быть выполнен на гораздо меньшей станции и не задерживает основной процесс.
Регулировочная часть может быть соединительной деталью или телом описанного выше типа.
Как вариант, крепежная часть может содержать соединительную деталь или тело описанного выше типа, а регулировочная часть опционально может представлять собой дополнительный элемент, выполненный с возможностью фиксации относительно соединительной детали или тела в регулируемом положении.
В соответствии с другой альтернативой, регулировочная часть и крепежная часть содержат термопластичный материал, причем упомянутые части могут быть сварены друг с другом.
В качестве еще одной альтернативы, крепежная часть и регулировочная часть выполнены за одно целое, но с зоной сжатия или зоной растяжения между ними, причем эту зону активируют путем подачи энергии.
Если крепежная часть и регулировочная часть не являются одним целым, способ может включать в себя позиционирование регулировочной части относительно крепежной части до этапа регулирования.
Этап регулирования может быть выполнен после этапа присоединения первого объекта ко второму объекту и/или эти этапы могут выполняться одновременно
Данные варианты могут быть произвольно объединены, если не указано иное.
В вариантах осуществления, включающих в себя фиксацию и/или регулирование путем механической вибрации, фиксацию и/или регулирование, согласно первому исполнению, могут выполнять вместе с креплением первого объекта ко второму объекту. Как вариант, фиксацию и/или регулирование частей относительно друг друга могут выполнять после крепления. В качестве еще одной альтернативы, как упоминалось выше и как более подробно описано ниже, фиксация и/или регулирование частей относительно друг друга могут быть выполнены до крепления.
В любом случае, опционально оба, как этап подачи энергии механической вибрации в узел для погружения кромки второго объекта для крепления, так и этап подачи энергии механической вибрации в узел для фиксации и/или регулирования, могут включать в себя прижатие вибрирующего сонотрода к узлу в направлении, которое не перпендикулярно оси z, например, вдоль направления, параллельного оси z или расположенного под определенным углом к ней.
В первой подгруппе, реализующей данное исполнение, прижимные усилия, подаваемые для крепления и фиксации или регулирования, имеют одинаковые направления. Во второй подгруппе они имеют противоположные направления.
В любом случае, на этапе подачи энергии в узел и прижатия вибрирующего сонотрода к поверхности подачи для крепления первого объекта ко второму объекту часть второго объекта может определять стопорную поверхность для перемещения первого объекта относительно второго объекта во время крепления. После того, как первый объект вошел в контакт со стопорной поверхностью, механическое сопротивление дальнейшему перемещению резко возрастает. Таким образом, относительные положения первого объекта и второго объекта определены, и когда впоследствии прижимное усилие и механическую вибрацию подают в узел для фиксации и/или регулирования, относительное положение первого объекта и второго объекта будет оставаться определенным.
Такая стопорная поверхность может быть, например, образована плоской частью второго объекта вокруг места/мест крепления.
Описанный выше способ регулирования и фиксации в отрегулированном положении может быть реализован в вариантах осуществления описанного аспекта изобретения. Однако, он может быть также реализован независимо от данного аспекта.
Кроме того, настоящее изобретение относится к устройству, содержащему крепежную часть и регулировочную часть, в соответствии с описанием вариантов осуществления способа, упомянутых в данном документе.
В группе вариантов осуществления, с этапом регулирования положения z или без него, второй объект содержит отверстие удлинения (которое отличается от перфорации, вдоль которой проходит кромка, погружаемая в термопластичный материал). В этом случае первый объект (и/или соединительная деталь, прикрепленная к нему) может проходить через устье данного отверстия. Таким образом, для функциональных частей первого объекта и/или, соответственно, соединительной детали имеется больше пространства и, в частности, большая глубина.
Второй объект не обязательно должен выступать в сторону первого объекта вдоль отверстия удлинения и не обязательно должен иметь какую-либо другую форму, специально адаптированную для этапа фиксации или крепления. Кроме того, благодаря пространству, доступному из-за отверстия удлинения, размеры функциональных частей или соединительной детали могут быть выбраны.
В вариантах осуществления данной группы первый объект имеет удлиненную часть, проходящую через устье отверстия удлинения.
Соединительная деталь может быть выполнена так, что она также может проходить через устье отверстия и закрепляться относительно такой удлиненной части. В частности, соединительная деталь может быть закреплена на разных глубинах, за счет чего она является регулировочной частью с регулируемым положением z, как упомянуто выше. Кроме того, необязательно, чтобы перемещение, посредством которого соединительную деталь вставляют в удлиненную часть, было коллинеарным с перемещением во время крепления, так что регулирование положения z включает в себя регулирование положения z', в котором ось z' находится под углом к оси z. В целом, параметры, используемые для фиксации соединительной детали относительно первого объекта, становятся независимыми от процесса крепления благодаря наличию отверстия удлинения.
В некоторых вариантах осуществления, которые содержат отверстие удлинения и соединительную деталь, к которой может быть прикреплен дополнительный объект. В этом случае может быть предусмотрен соединительный элемент для крепления дополнительного объекта, в частности, если дополнительный объект имеет относительно большую протяженность в двух измерениях в плоскости. Например, в таких вариантах осуществления дополнительный объект может быть зажат между головными частями соединительной детали и соединительного элемента.
Соединительный элемент такого типа может быть, например, зажат в соединительной детали или привинчен к ней или закреплен посредством соединения типа байонетной муфты, или прикреплен к соединительной детали посредством соединения материалом (клеевым соединением, паяным соединением, сваркой т.п.).
Кроме того, в вариантах осуществления этой группы размер отверстия удлинения больше, чем по меньшей мере один размер удлиненной части в плоскости, за счет чего становится возможным положение х-у функциональных частей и/или соединителя относительно второго объекта.
В вариантах осуществления удлиненная часть содержит трубчатую часть, проходящую в отверстие, за счет чего соединительный элемент может быть размещен по меньшей мере частично в трубчатой части.
Варианты осуществления второго объекта, содержащего отверстие удлинения, могут содержать множество перфораций вышеупомянутого типа, в частности перфорации, вокруг которых второй объект имеет секцию, выступающую в направлении стороны первого объекта (проксимальной стороны если вибрацию подают в первый объект, и дистальной стороны, если вибрацию подают во второй объект). Такие перфорации могут проходить, в частности, по периферии отверстия удлинения.
В таких вариантах осуществления или в других вариантах осуществления с множеством перфораций первый объект может быть, в частности, объектом, который содержит зону присоединения (например, одну зону присоединения для каждой перфорации) и функциональную зону. В частности, первый объект может иметь размерно-устойчивый материал, например металл, композит, керамику и т.п., за исключением зоны (зон) присоединения, содержащей термопластичный материал.
Варианты осуществления, содержащие отверстие удлинения, особенно подходят для сборочных узлов, в которых второй объект, первый объект и/или, при необходимости, дополнительный объект не являются плоскими, т.е. не проходят прямо в двух измерениях, а имеют сложную трехмерную форму. Это связано с тем, что отверстие удлинения обеспечивает дополнительную степень свободы для соединения, особенно при использовании соединительной детали, которая может проходить в пространства и в направлениях, не ограниченных геометрией мест, где происходит крепление, например, вокруг перфораций, описанных в данном документе.
В альтернативных вариантах осуществления, если позволяют размеры, первый объект может иметь удлиненную часть, проходящую в перфорацию второго объекта и через плоскость листа (если она определена). В этом случае отдельное отверстие удлинения может быть необязательным. Кроме того, в данных вариантах осуществления удлиненная часть первого объекта может иметь соединительную структуру для крепления дополнительного объекта. Такая соединительная структура может иметь резьбу, байонетные фитинговые структуры, клеевой канал, область пластичного материала для самонарезающего винта для зацепления и т.п.
Варианты осуществления настоящих способов и применений описанных устройств, описанных в данном документе, включают в себя комбинацию метода закрепления с использованием адгезива.
В частности, если два объекта крепят друг к другу посредством адгезива, проблемой является время ожидания, пока адгезивное соединение не будет достаточно прочным, и недостаточная стабильность данного соединения. Эта проблема усугубляется, если адгезивное соединение и, следовательно, толщина приложенного адгезива должны быть сравнительно большими, например, такими, чтобы соединение обеспечивало остаточную гибкость, необходимую для компенсации различного поведения при тепловом расширении, если это необходимо. Аналогично, во многих ситуациях необходимы толстые слои адгезива, если адгезив выполняет дополнительную функцию уплотнения. Часто для этих целей используют одно- или двухкомпонентные полиуретановые клеи.
Таким образом, согласно первому исполнению, комбинация способа крепления согласно изобретению с нанесением адгезива может включать в себя позиционирование подлежащих соединению объектов, нанесение адгезива (до или после позиционирования) и крепление объектов друг к другу посредством способа крепления, описанного в данном документе.
Согласно второму исполнению, часть адгезива используют в качестве герметика в дополнение к механическому соединению, создаваемому посредством способа крепления, описанного в данном документе.
В соответствии с другим аспектом предложен способ создания крепежа в требуемом положении x-y-z относительно второго объекта, содержащий этапы, на которых
обеспечивают наличие первого объекта, содержащего термопластичный материал в твердом состоянии;
обеспечивают наличие второго объекта, содержащего место крепления, причем место крепления содержит кромку из неразжижаемого материала;
позиционируют первый объект относительно второго объекта для создания узла, содержащего первый и второй объекты, причем в узле место крепления находится в контакте с термопластичным материалом;
в то время как место крепления находится в контакте с термопластичным материалом, подают механическую энергию вибрации в узел до тех пор, пока текучая часть из термопластичного материала не станет жидкотекучей и пока кромка по меньшей мере частично не будет погружена в термопластичный материал;
прекращают механическую вибрацию и обеспечивают возвращение термопластичного материала в твердое состояние, посредством чего вернувшийся в твердое состояние термопластичный материал, в который по меньшей мере частично погружена кромка, обеспечивает закрепление первого объекта во втором объекте,
обеспечивают наличие крепежной детали, предназначенной для крепления дополнительного объекта относительно второго объекта,
регулируют положение крепежной детали относительно тела первого объекта; и
фиксируют крепежную деталь относительно тела первого объекта, пока она находится в отрегулированном положении.
В этом случае крепежная деталь может быть частью регулировочной части вышеописанного типа. Тело первого объекта может быть первым объектом или его частью, жестко прикрепленной ко второму объекту.
Описанные выше исполнения крепления первого объекта ко второму объекту и регулирования положения регулировочной части применяют также и в этом аспекте.
В частности, этап фиксации и/или этап регулирования может включать в себя воздействие механической вибрацией на узел крепежной детали и тела первого объекта, чтобы сделать термопластичный материал первого объекта или крепежной детали или и того и другого жидкотекучим и зафиксировать, после возвращения в твердое состояние, крепежную деталь и тело первого объекта относительно друг друга.
Изобретение также относится к применению способа, описанного и заявленного в данном документе, для крепления первого и второго объектов друг с другом, причем второй объект имеет по меньшей мере одно место крепления, в частности, множество мест крепления, образованных (например, деформированной) частью, определяющей кромку и выступающей в направлении первого объекта, причем первый допуск для позиционирования места крепления на втором объекте больше, чем второй допуск, соответствующий допуску для окончательного позиционирования первого объекта относительно второго объекта.
Кроме того, настоящее изобретение относится к способу массового производства множества узлов, каждый из которых содержит первый объект, прикрепленный ко второму объекту, содержащему по меньшей мере одно место крепления, причем стандартное отклонение положения места крепления для различных узлов больше стандартного отклонения положения объектов относительно друг друга (и/или положения одного из объектов относительно третьего объекта, к которому прикреплен дополнительный объект) для различных узлов (стандартное отклонение от соответствующего среднего значения).
Другая группа вариантов осуществления относится к обратимому креплению дополнительного объекта ко второму объекту посредством первого объекта. Термин «обратимое крепление» в данном контексте означает, что дополнительный объект может быть прикреплен ко второму объекту и снят с него многократно и без какой-либо необратимой операции (такой как разрушение, плавление и т.п.).
В частности, предложен дополнительный объект, содержащий по меньшей мере одну соединительную часть для съемного соединения с ней первого объекта, например, посредством зажимного соединения. Способ согласно данному варианту осуществления включает в себя крепление первого объекта ко второму объекту способом, описанным в данном документе.
К специальной подгруппе данной группы, в которой способ согласно настоящему изобретению имеет особые преимущества, относится случай, когда дополнительный объект имеет множество соединительных частей для крепления ко второму объекту во множестве мест. В соответствии с уровнем техники, к объекту с плоской поверхностью (второму объекту, согласно терминологии настоящего описания) должно быть прикреплено множество фиксирующих соединителей для разъемного зажимного соединения в местах, соответствующих положениям соответствующей соединительной части съемного дополнительного объекта. Проблема состоит в том, что для правильной работы зажимного соединения расположение фиксирующих соединительных частей должно быть очень точным. На практике это требование довольно сложно удовлетворить для экономичного производства.
В вариантах осуществления описываемой здесь подгруппы проблема решена путем обеспечения наличия первого объекта для каждого места крепления. Первый объект или, при необходимости, соединительную деталь описанного выше типа прикрепляют посредством обратимого соединения к соответствующей соединительной части дополнительного объекта. В положениях, которые приблизительно соответствуют положениям первого объекта, предусмотрено соответствующее количество перфораций второго объекта. Затем способ, описанный в данном документе, применяют для каждого из первых объектов, при этом первый объект или соединительная деталь прикреплены к соответствующей соединительной части. Если материал задействованных объектов достаточно гибкий, данные действия могут быть выполнены одно за другим для каждого первого объекта. Как вариант, все первые объекты или некоторые из них могут быть прикреплены ко второму объекту одновременно.
В этом случае относительное позиционирование первого объекта и перфораций второго объекта не обязательно должно быть очень точным и может, без ущерба для соединения, варьироваться в пределах допусков, определяемых размерами первого объекта относительно размеров перфораций. Таким образом, допуски для позиционирования мест крепления (перфораций и деформированных секций) относительно положений соединительных частей дополнительного объекта намного более свободны, чем в способах уровня техники. Тем не менее, положения разъемного зажимного соединения точно фиксируют в связи с тем, что первые объекты (или соединительные детали) прикреплены к дополнительному объекту во время выполнения крепления.
В другой группе вариантов осуществления первый объект используют в качестве соединителя для присоединения третьего объекта ко второму объекту, особенно в случаях, когда третий объект, подобно второму объекту, имеет плоскую часть, и когда узел второго и третьего объектов доступен только с одной стороны. Например, второй и третий объекты могут представлять собой объекты из металла или объекты из волокнистого композита, или один из них может представлять собой объект из волокнистого композита, а другой - объект из металла. В частности, второй и третий объекты могут быть изготовлены из различных материалов, имеющих существенно различающиеся коэффициенты а теплового расширения.
В соответствии с уровнем техники, такие соединения выполняли в основном посредством глухих заклепок или путем склеивания. Глухие заклепки с технической точки зрения довольно сложны. Кроме того, как глухие заклепки, так и клеевые соединения имеют существенный недостаток, заключающийся в том, что данные типы соединений имеют весьма ограниченную пригодность для компенсации нагрузок сдвига, возникающих, если соединенные объекты по-разному реагируют на изменения температуры вследствие различных коэффициентов теплового расширения. Например, коэффициент теплового расширения алюминия составляет αА1=2*10-5 K, тогда как коэффициент теплового расширения типичного композита, армированного углеродным волокном (CFK) даже может иметь противоположный знак: αCFK=-5*10-6 K. Например, в промышленном производстве объекты после сборки друг с другом часто подвергают процессу катодного электроосаждения (или другому процессу с погружением в ванну), который будет происходить при повышенной температуре, например, около 180°С. По этой причине в промышленном производстве объекты, подвергаемые после сборки друг с другом процессу электроосаждения, прикрепляют друг к другу посредством (глухих) заклепок в дополнение к соединению посредством адгезива. При изменении температуры, например, во время процесса электроосаждения (при его применении) или при использовании в изменяющихся условиях окружающей среды, это приведет к деформации вокруг заклепочного соединения и, следовательно, к постоянному внутреннему напряжению и/или напряжению смятия, а также, в зависимости от сборочных узлов, - к расслоению и т.п.
Данная проблема решена благодаря способу согласно настоящему изобретению.
С этой целью, второй объект располагают дистально относительно третьего объекта, а третий объект снабжают сквозным отверстием, которое, в частности, имеет больший диаметр, чем перфорация второго объекта, вдоль которой образована кромка. Этап позиционирования первого объекта относительно второго объекта включает в себя воздействие на дистальную часть первого объекта таким образом, чтобы она достигала сквозного отверстия через третий объект, пока кромка не начнет контактировать с термопластичным материалом. После этапа подачи энергии вибрации в узел термопластичный материал, протекая вокруг кромки, будет создавать части, расположенные дистально от второго объекта, причем после возвращения в твердое состояние данные части могут рассматриваться как части, образующие опорную часть первого объекта, за счет чего первый объект становится глухой заклепкой.
Кроме того, в вариантах осуществления, в которых как второй, так и третий объекты имеют определенное место крепления, требования к точности позиционирования не являются жесткими. Течение текучей части в процессе обеспечивает компенсацию любых эксцентриситетов и т.п. посредством затекшего термопластичного материала
Как правило, диаметр дистальной части (или стержневой части) первого объекта будет приблизительно равен диаметру отверстия третьего объекта или будет меньше него, но при этом будет больше диаметра перфорации, так что при прижатии в дистальном направлении относительно второго объекта первый объект будет сталкиваться с сопротивлением второго объекта. Когда на первый объект воздействуют механической вибрацией, это приводит к разжижению на границе раздела между вторым и первым объектами.
В вариантах осуществления данной группы предусмотрен первый объект, имеющий головную часть (или, возможно, головную часть формируют во время выполнения способа). Этап подачи энергии механической вибрации в узел, который затем включает в себя прижатие первого объекта в дистальном направлении относительно второго объекта (а также третьего объекта), могут затем выполнять до тех пор, пока дистально обращенный буртик, образованный головной частью, не будет опираться на проксимально обращенную поверхность третьего объекта вокруг устья отверстия.
В подгруппе вариантов осуществления данной группы термопластичный материал первого объекта выбирают так, чтобы температура стеклования была ниже температуры, достигаемой во время последующего процесса электроосаждения, причем температура электроосаждения составляет, например, 180°С или 185°С, но так, чтобы температура плавления существенно превышала температуру электроосаждения. За счет этого, когда узел нагревается до температуры электроосаждения, термопластичный материал имеет резиноподобное, гибкое состояние, которое обеспечивает значительную деформацию (ползучесть), и материал обладает весьма высокой пластичностью для деформирования без разрушения, так что различные коэффициенты теплового расширения могут быть компенсированы управляемой временной деформацией термопластичного материала. Если в вариантах осуществления температура стеклования выше комнатной температуры, термопластичный материал и, как следствие, соединение будет автоматически повторно затвердевать, когда узел будет охлаждаться до температуры, при которой он будет использоваться. В вариантах осуществления, если важна возможность компенсации тепловых искажений, термопластичный материал первого объекта может быть выбран, по меньшей мере в месте крепления, так, чтобы он представлял собой термопластичный эластомер.
В вариантах осуществления данной группы первый объект может, в частности, иметь тело из неразжижаемого материала. В частности, такое тело может образовывать сердцевину стержневой части. Опционально, при необходимости, тело может также формировать головную часть. Если тело образует сердцевину стержневой части, стержневая часть тела опционально может иметь осевое удлинение, достаточное для прохождения его через перфорацию. В этом случае диаметр стержневой части тела может быть приблизительно равен диаметру перфорации или может быть меньше или больше него, и затем будет вызывать дополнительную деформацию второго объекта вокруг перфорации, когда первый объект прижимают ко второму объекту.
В данном документе слово «диаметр» не обязательно означает, что соответствующая структура (перфорация, отверстие, поперечное сечение стержня и т.п.) должна быть круглой, хотя в вариантах зачастую применяются круглые формы, в частности потому, что они просты в изготовлении. В случае, если соответствующая структура не является круглой, «диаметр» обозначает средний диаметр, если не указано иное.
В вариантах осуществления, в частности (но не исключительно) данной группы, если первый объект имеет тело из неразжижаемого материала, тело может быть выполнено с возможностью перфорирования второго объекта для образования перфорации. Например, сначала со вторым объектом может быть приведен в контакт дистальный прокалывающий наконечник или пробивная кромка, и приложено пробивное усилие, причем опционально также может быть подана механическая энергия вибрации или другая энергия в первый объект. После этого или уже на этом этапе перфорирования термопластичный материал вступает в контакт с кромкой, созданной на этапе перфорирования, и посредством (одновременного или последовательного) подачи энергии начинает становиться жидкотекучим.
В вариантах осуществления данной группы листовую часть вокруг перфорации деформируют, чтобы она выступала в направлении от дистальной стороны, с помощью которой первый объект контактирует с листовой частью, и в направлении от третьего объекта. Однако можно обеспечить форму второго объекта, которая будет практически плоской вокруг перфорации или даже будет выступать в направлении проксимальной стороны в отверстие третьего объекта.
Еще одна группа вариантов осуществления также относится к креплению дополнительного третьего объекта ко второму объекту посредством первого объекта. В соответствии с данной группой вариантов осуществления третий объект, подобно второму объекту, имеет по существу плоскую листовую часть, имеющую кромку. Опционально, листовая часть третьего объекта может иметь перфорацию, причем кромка проходит вдоль данной перфорации.
Например, в вариантах осуществления данной группы вариантов осуществления как второй объект, так и третий объект могут содержать металлические листы (или могут состоять из металлических листов) из одного материала или из разных материалов, и данные металлические листы образуют соответствующие кромки.
Для вариантов осуществления данной дополнительной группы этап подачи энергии механической вибрации в узел включает в себя подачу энергии механической вибрации в узел, содержащий первый, второй и третий объекты, до тех пор, пока текучая часть термопластичного материала под действием теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка по меньшей мере частично погружается в термопластичный материал, и не потечет вокруг кромки третьего объекта так, что кромка третьего объекта погружается в термопластичный материал, за счет чего после этапа прекращения механической вибрации в вернувшийся в твердое состояние термопластичный материал будет погружена как кромка (второго объекта), так и кромка третьего объекта, в связи с чем обеспечивается крепление как второго, так и третьего объекта относительно первого объекта, благодаря чему второй и третий объекты прикрепляются друг к другу.
При этом текучая часть не обязательно должна быть непрерывной. Скорее, текучая часть опционально может иметь подчасти, которые становятся жидкотекучими при контакте с кромкой второго объекта и, соответственно, кромкой третьего объекта, с нетекучими частями первого объекта между ними.
В вариантах осуществления данной группы, как кромка второго объекта, так и кромка третьего объекта образуют контур, который отличается от простой прямой линии и содержит по меньшей мере один изгиб или угол. Это имеет место, например, если соответствующая кромка проходит вдоль перфорации. Например, как второй, так и третий объекты могут иметь перфорацию с соответствующей кромкой вдоль данной перфорации и, как вариант, с перфорациями, которые будут располагаться приблизительно концентрично после этапа позиционирования. Таким образом, при помощи соответствующих геометрических характеристик могут быть реализованы соединения без возможности относительного вращения или соединения в углах.
Альтернативно прохождению вдоль перфорации (или по меньшей мере одной из кромок второго и третьего объектов), кромки могут проходить вдоль периферийной части соответствующего объекта, причем эта периферийная часть образует соответствующую изогнутую структуру или структуру, имеющую угол, такую как волнообразная структура и т.п.
Из-за наличия изогнутости или угла, форма кромки обеспечивает дополнительную устойчивость соединения, особенно в отношении сдвига вдоль плоскости листа.
В первой подгруппе вариантов осуществления данной группы второй и третий объекты на этапе позиционирования приводят в контакт с первым объектом с противоположных сторон, то есть первый объект зажимают между вторым и третьим объектами. Например, второй объект может быть расположен так, что кромка входит в контакт с поверхностью, по существу дистально обращенной к первому объекту, а кромка третьего объекта входит в контакт с поверхностью, по существу проксимально обращенной к первому объекту. Таким образом, второй и третий объекты закреплены с противоположных сторон первого объекта.
В данной первой подгруппе механическая вибрация может быть подана в узел через третий объект или второй объект, при этом другой из этих объектов и/или первый объект опирается (опираются) на виброустойчивую опору. Как вариант, энергия механической вибрации может быть подана в оба, третий и второй, объекты. Дополнительно, или как еще одна альтернатива, вибрация может быть подана непосредственно в первый объект, при этом второй и третий объекты прижимают к первому объекту с противоположных сторон.
Во второй подгруппе вариантов осуществления второй и третий объекты приводят в контакт с первым объектом с одной и той же стороны. При этом кромки второго и третьего объектов могут быть смежными друг с другом и, в вариантах осуществления, могут проходить приблизительно параллельно. Например, если кромки проходят вдоль соответствующих перфораций, перфорации второго и третьего объектов могут иметь различные диаметры и могут располагаться приблизительно концентрично.
В вариантах осуществления второй подгруппы механическую вибрацию могут подавать в первый объект узла. Также можно подавать вибрацию непосредственно во второй и/или третий объект. В последнем случае между сонотродом и соответствующим объектом может быть размещен промежуточный элемент, например, из полимера, такого как силикон, ПТФЭ и т.п.
Опционально, но необязательно для данной группы, в вариантах осуществления, в которых энергию вибрации подают в узел через второй объект (и/или через третий объект, при наличии такового), первый объект и вибрирующий инструмент (сонотрод), посредством которого вибрацию подают в узел, могут быть адаптированы друг к другу так, что помимо поверхности контакта между упомянутым инструментом и вторым/третьим объектом имеется поверхность контакта между инструментом и первым объектом, причем на этапе подачи энергии вибрации в узел обеспечивают жидкотекучее состояние термопластичного материала первого объекта на границе раздела с инструментом и его течение относительно инструмента.
Например, первый объект может содержать по меньшей мере один выступ, выступающий от соответствующей поверхности, к которой нажимают кромку второго/третьего объекта. Этот выступ может выступать, в частности, от плоскости, образованной кромкой за плоскостью листа, если деформированная секция вдоль кромки деформирована так, что она выступает в направлении первого объекта. За счет воздействия энергии вибрации обеспечивают по меньшей мере частичное жидкотекучее состояние данного выступа и его течение, в частности, для заполнения зазоров и обеспечения другого вклада в крепление.
Дополнительно или альтернативно первому объекту, содержащему выступ, сонотрод может содержать выступ с образованием упомянутой поверхности контакта.
Настоящее изобретение также относится к устройству для осуществления изобретения. Устройство содержит первый объект, имеющий термопластичный материал в твердом состоянии, второй объект с по существу плоской листовой частью, имеющей кромку, причем первый объект и второй объект выполнены с возможностью размещения относительно друг друга, с образованием узла, содержащего первый и второй объекты, в котором кромка находится в контакте с термопластичным материалом, причем устройство содержит, в виде дополнительной опции, сонотрод, выполненный с возможностью подачи энергии механической вибрации в узел, и/или содержит, в виде дополнительной опции, соединительную деталь типа, описанного в данном документе. Дополнительно или альтернативно, устройство может содержать мембранную границу раздела между сонотродом и соответствующим объектом, например, в виде промежуточной части упомянутого выше типа.
В более общем смысле, части устройства могут иметь свойства, описанные в отношении различных вариантов осуществления способа, заявленного в данном документе. Например, листовая часть может иметь перфорацию, вдоль которой проходит кромка.
Кроме того, настоящее изобретение относится к усиливающей части или соединительной детали, обладающей свойствами, описанными в данном документе.
Кроме того, настоящее изобретение содержит объект, описанный как дополнительный объект, относящийся к специальной подгруппе, как упомянуто выше, а именно объект, содержащий множество соединительных частей, причем для каждой соединительной части первый объект содержит термопластичный материал, причем все первые объекты выполнены с возможностью разъемного/обратимого крепления к соответствующей соединительной части.
Как правило, первый, второй и, если таковой имеется, третий объект являются конструктивными компонентами (конструктивными элементами) в широком значении слова, то есть элементами, используемыми в любой области машиностроения и строительства, например, в автомобильной технике, судостроении, строительстве зданий, машиностроении, производстве игрушек и т.п. Как правило, первый и второй объекты, а также соединительная деталь (если таковая имеется) являются искусственными, то есть сделанными человеком, объектами. Таким образом, для первого и/или второго объекта не исключено использование натурального материала, такого как материал на основе древесины.
Второй объект может быть любым объектом, имеющим плоскую листовую часть. Термин «листовая часть» в данном случае не подразумевает обязательно равномерную толщину. Вторым объектом может быть, в частности, металлический лист. Как вариант, второй объект может быть дополнительным объектом с листовой частью, например более сложным объектом, имеющим часть металлического листа, составляющую листовую часть, или объектом, в котором листовая часть образована не металлическим листом в узком смысле этого слова (то есть, листом, изготовленным путем прокатки), а, например, металлической частью, изготовленной в процессе литья, такой как литой объект.
Возвращаясь к термопластичному материалу первого объекта, в данном описании выражение «термопластичный материал, выполненный с возможностью принятия жидкотекучего состояния, например, посредством механической вибрации» или короткие выражения «разжижаемый термопластичный материал», «разжижаемый материал», «термопластичный», используются для описания материала, содержащего по меньшей мере один термопластичный компонент, причем данный материал становится жидким (текучим) при нагревании, в частности, при нагревании в результате трения, т.е. при размещении в одной паре поверхностей (поверхностей контакта), находящихся в контакте друг с другом и перемещаемых под действием вибраций относительных друг друга, причем частота вибрации имеет характеристики, рассмотренные выше. В некоторых случаях, например, если первый объект как таковой должен выдерживать значительные нагрузки, может оказаться предпочтительным, чтобы его материал имел коэффициент упругости более 0,5 ГПа. В других вариантах осуществления коэффициент упругости может быть ниже этого значения, поскольку характеристики передачи вибрации термопластичного материала первого объекта не играют роли в данном процессе. В особых вариантах осуществления термопластичный материал может содержать термопластичный эластомер.
Термопластичные материалы хорошо известны в автомобильной и авиационной промышленности. Для целей предложенного способа согласно изобретению могут быть использованы, в частности, термопластичные материалы, применение которых известно в данных отраслях.
Термопластичный материал, подходящий для способа согласно изобретению, является твердым при комнатной температуре (или при температуре, при которой выполняют предложенный способ). Данный материал предпочтительно содержит полимерную фазу (в частности, с полимерной цепью на основе элементов углерода (С), фосфора (Р), серы (S) или кремния (Si)), которая трансформируется из твердого вещества в жидкость или становится жидкотекучей при температуре выше диапазона критических температур, например, при плавлении, и преобразуется в твердый материал при повторном охлаждении при температуре ниже диапазона критических температур, например, путем кристаллизации, в результате чего вязкость твердой фазы на несколько порядков (по меньшей мере на три порядка) выше, чем вязкость жидкой фазы. Термопластичный материал обычно содержит полимерный компонент, который не является сшитым ковалентно или сшитым таким образом, что сшивающие связи обратимо разрываются при нагревании до диапазона температур плавления или выше него. Полимерный материал может дополнительно содержать наполнитель, например, волокна или частицы материала, не имеющий термопластичных свойств или обладающий термопластичными свойствами, включая диапазон температур плавления, который значительно выше, чем диапазон температур плавления базового полимера.
В данном описании «не подверженный разжижению» или «неразжижаемый» материал, как правило, представляет собой материал, который не разжижается при температурах, достигаемых во время выполнения способа, в частности, при температурах, при которых разжижается термопластичный материал. Это не исключает возможности того, что материал будет подвержен разжижению при температурах, которые не достигаются во время выполнения способа, как правило значительно выше (например, по меньшей мере на 80°С) температуры разжижения (температуры плавления для кристаллических полимеров для аморфных термопластов, температуры выше температуры стеклования, при которой материал становится достаточно жидкотекучим, иногда называемой «температурой течения» (иногда определяемой как самая низкая температура, при которой возможна экструзия), например, температуры, при которой вязкость падает ниже 104 Па*с (в вариантах осуществления, в частности, с полимерами, по существу не армированными волокнами, ниже 103 Па*с)) термопластичного материала. Например, не подверженный разжижению материал может представлять собой металл, такой как алюминий или сталь, или древесина, или твердый пластик, например, армированный или неармированный термореактивный полимер, или армированный или неармированный термопластик с температурой плавления (и/или температурой стеклования), значительно превышающей температуру плавления/температуру стеклования разжижаемой части, например, с температурой, превышающей температуру плавления и/или температуру стеклования по меньшей мере на 50°С или на 80°С, или на 100°С.
В данном описании термин «температура плавления» иногда используется для обозначения температуры разжижения, при которой термопластичный материал становится достаточно жидкотекучим, то есть для стандартно определяемой температуры плавления кристаллических полимеров и температуры выше температуры стеклования, при которой термопластичный материал становится достаточно жидкотекучим для экструзии.
Конкретными вариантами термопластичных материалов являются полиэфирэфиркетон (РЕЕK), полиэфиры, такие как полибутилентерефталат (РВT) или полиэтилентерефталат (PET), полиэфиримид, полиамид, например Полиамид 12, Полиамид 11, Полиамид 6 или Полиамид 66, полиметилметакрилат (РММA), полиоксиметилен или поликарбонатэтан, поликарбонат или полиэфиркарбонат, а также акрилонитрилбутадиенстирол (ABS), акриловый эфир-стирол-акрилнитрил (ASA), стирол-акрилонитрил, поливинилхлорид, полиэтилен, полипропилен и полистирол или сополимеры, либо смеси упомянутых материалов.
В дополнение к термопластичному полимеру термопластичный материал может также содержать подходящий наполнитель, например армирующие волокна, такие как стеклянные и/или углеродные волокна. Волокна могут быть короткими. Длинные волокна или непрерывные волокна могут использоваться, в частности, для частей первого объекта и/или второго объекта, не разжижаемых во время выполнения способа.
Волокнистый материал (если таковой имеется) может представлять собой любой материал, известный в области волоконного армирования, в частности углерод, стекло, кевлар, керамику, например, муллит, карбид кремния или нитрид кремния, высокопрочный полиэтилен (Dyneema) и т.п.
Также возможны другие наполнители не в виде волокон, например порошковые частицы.
Механическая вибрация или колебания, подходящие для вариантов осуществления способа согласно настоящему изобретению, предпочтительно имеют частоту между в диапазоне 2-200 кГц (еще более предпочтительно в диапазоне 10-100 кГц или в диапазоне 20-40 кГц) и энергию вибрации в диапазоне 0,2-20 Вт на квадратный миллиметр активной поверхности.
Во многих вариантах осуществления, в частности в вариантах осуществления, включающих в себя подачу вибрации к первому объекту, вибрирующий инструмент (например, сонотрод) выполнен, например, таким образом, что его поверхность контакта вибрирует предпочтительно в направлении оси инструмента (проксимодистальная ось, соответствующая оси, вдоль которой первый объект и второй объект перемещаются относительно друг друга под действием подачи энергии и прижимного усилия, когда кромка проникает в материал первого объекта; продольная вибрация) и с амплитудой 1-100 мкм, предпочтительно 30-60 мкм. Такая предпочтительная вибрация создается, например, ультразвуковыми устройствами, например, известными из области ультразвуковой сварки.
В других вариантах осуществления вибрация представляет собой поперечную вибрацию, то есть колебания преимущественно под углом, например под прямым углом, к проксимодистальной оси и, следовательно, параллельно поверхности контакта между первым и вторым объектами. В этом случае параметры энергии вибрации и амплитуды могут быть похожи на вышеупомянутые параметры продольных колебаний.
В другой группе вариантов осуществления, которая может рассматриваться как подгруппа вариантов осуществления с поперечной вибрацией, колебания могут быть вращательными, то есть вибрирующий элемент вибрирует с обеспечением скручивающего движения в направлении вперед и назад. Для обеспечения варианта с вращательными колебаниями второй объект должен иметь геометрию, не предотвращающую вращение, в которой, например, кромка проходит кольцеобразно вокруг перфорации. Кроме того, такой тип колебаний особенно подходит для сборочных узлов, в которых первый объект сравнительно мал, особенно если он является соединителем или частью такого соединителя.
В зависимости от области применения, мощность вибрации (более конкретно: электрическая мощность, подаваемая в ультразвуковой преобразователь) может составлять не менее 100 Вт, по меньшей мере 200 Вт, по меньшей мере 300 Вт, по меньшей мере 500 Вт, по меньшей мере 1000 Вт или по меньшей мере 2000 Вт.
В данном документе термины «проксимальный» и «дистальный» используются для обозначения направлений и местоположений, а именно термин «проксимальный» относится к стороне, с которой оператор или машина подает механическую вибрацию, тогда как термин «дистальный» относится к противоположной стороне.
Сторона первого объекта, входящая в контакт со вторым объектом, в данном документе иногда называется «контактной стороной». В вариантах осуществления, в которых первый объект расположен проксимально относительно второго объекта, и вибрацию подают в первый объект, который прижимают ко второму объекту, контактная сторона является дистальной стороной и содержит дистально обращенную поверхность, в которую вдавливают кромку второго объекта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже описаны способы реализации изобретения и вариантов осуществления со ссылками на чертежи. Все чертежи являются схематическими. На чертежах те же ссылочные обозначения относятся к тем же или аналогичным элементам. На данных чертежах:
фиг. 1а и 1b - вариант осуществления второго объекта с местом крепления;
фиг. 2а и 2b - альтернативный вариант осуществления второго объекта;
фиг. 3а-5b - вид в разрезе различных конфигураций на начальном этапе способа и после выполнения способа;
фиг. 6-8 - различные варианты осуществления соединительных деталей;
фиг. 9 и 10 - дополнительные альтернативные конфигурации;
фиг. 11-13 - альтернативные конструкции сонотродов;
фиг. 14а-14с - вариант осуществления обратимого крепления дополнительного объекта ко второму объекту посредством первого объекта;
фиг. 15-16 - другие конфигурации для осуществления настоящего изобретения;
фиг. 17а и 17b - еще один второй объект с местом крепления, содержащим множество перфораций;
фиг. 18а и 18b - конфигурация, в которой третий объект прикрепляют ко второму объекту посредством первого объекта на начальном и, соответственно, конечном этапах;
фиг. 19-22 - различные первые объекты для конфигурации, по существу как показано на фиг. 18а и 18b;
фиг. 23 и 24 - варианты данной конфигурации;
фиг. 25а и 25b - дополнительная конфигурация, в которой третий объект прикрепляют ко второму объекту посредством первого объекта на начальном и, соответственно, конечном этапах;
фиг. 26 - вариант конфигурации с фиг. 25а;
фиг. 27-29 - различные характеристики листовых частей вдоль кромки;
фиг. 30 - еще одна конфигурация, в которой третий объект прикрепляют ко второму объекту посредством первого объекта на начальном этапе;
фиг. 31 - дополнительная конфигурация первого объекта и второго объекта;
фиг. 31а - вариант первого объекта для конфигурации с фиг. 31;
фиг. 32 и 33 - дополнительные конфигурации для крепления третьего объекта ко второму объекту посредством первого объекта;
фиг. 34а и 34b - различные структуры кромки;
фиг. 35а и 35b - еще один вариант конфигурации;
фиг. 36 и 37 - дополнительные альтернативные конфигурации;
фиг. 38 - диаграмма процесса;
фиг. 39 - конфигурация с эластомерным уплотнительным элементом;
фиг. 40 - диаграмма процесса для конфигурации с фиг. 39;
фиг. 41 - дополнительная конфигурация с эластомерным уплотнительным элементом;
фиг. 42 и 43 - другие дополнительные конфигурации для крепления третьего объекта, второго объекта и первого объекта друг к другу;
фиг. 44 - принцип выполнения второго объекта с множеством мест крепления;
фиг. 45а и 45b - второй объект с множеством мест крепления, в котором места крепления совместно блокируют первый объект относительно второго объекта во всех направлениях в плоскости;
фиг. 46 - принцип компенсации допуска;
фиг. 47 - зависимость минимальной глубины от угла;
фиг. 48 - конфигурация со вторым объектом, имеющим плоскость листа, не перпендикулярную осевому направлению, и иллюстрация принципа компенсации несоответствия угла;
фиг. 49 - первый объект с функциональной зоной и зонами присоединения;
фиг. 50а и 50b - конфигурация для направления первого объекта во время выполнения способа;
фиг. 51 - крепление держателя способом согласно изобретению;
фиг. 52 - защелкивающийся соединитель, прикрепляемый способом согласно изобретению;
фиг. 53 - вибрационное отсоединение;
фиг. 54 - вариант осуществления со вторым объектом, выполненным литьем под давлением;
фиг. 55-56 - конфигурации с крепежной частью и регулировочной частью;
фиг. 57а и 57b - крепежная часть и регулировочная часть другого варианта осуществления;
фиг. 58а-58с - еще один вариант осуществления крепежной части и регулировочной части и их элементов;
фиг. 59-60 - дополнительные конфигурации первого объекта, а также регулировочной части, и второго объекта, причем первый объект используют в качестве крепежной части;
фиг. 61а и 61b - конфигурация второго объекта и первого объекта на разных этапах регулирования;
фиг. 62-63 - конфигурации, в которых соединительную деталь используют в качестве регулировочной части;
фиг. 64а и 64b - конфигурация, в которой соединительная деталь имеет коническую часть, взаимодействующую с коническим отверстием на разных этапах;
фиг. 65 - другая конфигурация, в которой соединительную деталь используют в качестве регулировочной части;
фиг. 66-68 - вставки, которые могут использоваться в качестве соединительных деталей или в качестве частей регулировочной части, которая также содержит разжижаемый материал;
фиг. 69 и 70 - крепежные фланцы с упругим сочленением;
фиг. 71 - крепежный фланец со специальной частью поверхности прижатия;
фиг. 72 - первый объект с частями из различного термопластичного материала;
фиг. 73-76 - конфигурации, реализующие принцип выполнения стороны контакта со структурами;
фиг. 77-79 - различные поперечные сечения выступов первых объектов для реализации принципа с фиг. 73-76;
фиг. 80 и 81 - конфигурация со вторым объектом, имеющим основную перфорацию и множество периферийных перфораций;
фиг. 82-84 - конфигурации со вторым объектом, имеющим асимметричную деформированную секцию;
фиг. 85 и 86 - принцип управления положением z посредством первого объекта, имеющего разделитель;
фиг. 87-91 - конфигурации для осуществления принципа ограничения поверхности подачи между сонотродом и первым объектом до области, адаптированной к форме и расположению второго объекта;
фиг. 92 и 93 - две базовые конфигурации для регулирования положения в плоскости;
фиг. 94 и 95 - варианты осуществления базовой конфигурации с фиг. 92;
фиг. 96-102 - варианты осуществления и принципы базовой конфигурации с фиг. 93;
фиг. 103 - крепежный элемент в качестве примера второго объекта;
фиг. 104-106 - принципы подачи механической вибрации во второй объект;
фиг. 107 - производственная линия с двумя станциями;
фиг. 108-110 - конструкции и конфигурации сонотродов для подачи поперечной вибрации во второй объект;
фиг. 111-113 - конфигурации, в которых второй объект имеет отверстие удлинения;
фиг. 114и 115 - первая конфигурация с опорой;
фиг. 116-118 - другие конфигурации с опорой;
фиг. 119 и 120 - конфигурация с первым объектом, имеющим соединительную структуру; и
фиг. 121 - блок-схема способа, включающего в себя регулирование положения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1а и 1b показан вид сверху и поперечный разрез примера металлического листа 2, являющегося вторым объектом. Металлический лист содержит перфорацию 20, например, выполненную пробивным инструментом. Например, перфорация может быть выполнена путем медленного вдавливания инструмента с наконечником в металлический лист, в то время как последний размещен напротив опоры с отверстием в том месте, где воздействует инструмент, до тех пор, пока кончик инструмента не пройдет насквозь. Форма перфорации будет неправильной, с множеством язычков. Как вариант, форма может быть правильной, если соответствующая геометрия была пробита или вырезана (струей воды или лазером) до предварительного формования листа или была сформирована во время предварительного формования листа. Вокруг перфорации 20 на металлическом листе образована кромка 21, которая на последующих этапах выполняет функцию проводника энергии. Параметры высоты h, (средний) диаметр d перфорации, диаметр D секции d, которая деформируется, чтобы выступать от плоскости металлического листа, и угол а, в некоторых случаях определенный точнее, чем диаметр d перфорации, и определенный в данном случае как угол между деформированной секцией и вертикальной плоскостью металлического листа, изображены на фиг. 1b. Соответствующее определение используется в данном документе.
В качестве альтернативы нерегулярному перфорированию, посредством подходящего пробивного устройства в сочетании с предварительным вырезанием геометрии центрального отверстия (например, с помощью лазера) можно также изготовить нерегулярную или регулярную, например, круговую, перфорацию, как показано на фиг. 2а и 2b.
Со ссылкой на фиг. 3а и 3b описаны основные принципы множества вариантов осуществления, а также конкретный вариант осуществления способа согласно настоящему изобретению.
Первый объект 1 содержит термопластичный материал. В показанном варианте осуществления первый объект, как проиллюстрировано, имеет секцию в виде панели, состоящую из термопластичного материала и образующую проксимально обращенную поверхность 11, используемую в качестве поверхности подачи, и дистально обращенную поверхность 12, которую, когда первый объект расположен относительно второго объекта 2, приводят в контакт с выступающей секцией вокруг перфорации 20. Однако, в более общем смысле, первый объект 1 может иметь другие формы и может иметь неоднородный состав материала. Несколько примеров показано в вариантах осуществления, описанных ниже.
В более общем смысле, первым объектом может быть часть, подлежащая соединению, или ее часть, или соединительный элемент (дюбель, основание зажима, заклепка и т.п.).
Если первый объект является частью, подлежащей соединению, содержащей часть из термопластичного материала, как и многие части в машиностроении и строительстве, способ согласно настоящему изобретению в дополнение к общим преимуществам данного изобретения (низкая стоимость узла и частей, возможность обеспечения звукоизоляции, герметичного соединения) имеет также следующие преимущества:
в отличие от крепления крепежных элементов, взаимодействующих с четко определенными крепежными структурами, положение относительно первого объекта может быть определено с по существу гораздо меньшей точностью и, таким образом, с существенно увеличенными допусками, и
требуется меньше частей и этапов для выполнения узла.
Если первый объект является отдельным соединительным элементом, в дополнение к общим преимуществам способ согласно изобретению обеспечивает существенную гибкость в выборе формы и свойств соединительного элемента, и, кроме того, например, вместе со способом, описанным далее со ссылкой на фиг. 14а-14с, обеспечивает преимущество использования менее жестких допусков, чем в известных способах.
Для крепления первого объекта ко второму объекту вибрирующий сонотрод 6 прижимает первый объект ко второму объекту вблизи перфорации 20. Механическая энергия вибрации, подаваемая таким образом в первый объект, распространяется через первый объект 1 и поглощается в местах, где первый объект контактирует с кромкой 21 и, за счет этого, служит в качестве проводника энергии. Как следствие, термопластичный материал вокруг кромки нагревается и становится жидкотекучим, позволяя выступающей секции листового материала вдавливаться в тело первого объекта. После возвращения в твердое состояние это приводит к закреплению по меньшей мере выступающей секции в первом объекте и, таким образом, к механическому соединению с геометрическим замыканием между первым и вторым объектами. Результирующая конструкция показана на фиг. 3b, где схематично изображены части 14 материала, которые затекли под второй объект и, за счет этого, обеспечивают упомянутое закрепление.
В группе вариантов осуществления поток материала под второй объект обеспечивают и/или направляют посредством конструкции опоры соответствующей формы. Данный подход - применимый в любом варианте осуществления изобретения с доступом к месту крепления с дистальной стороны, то есть стороны, противоположной стороне, с которой воздействует сонотрод, включая варианты, описанные со ссылкой на другие фигуры, не представленные в данном тексте и демонстрирующие явно такую конструкцию опоры - схематически проиллюстрирован на фиг. 114. Для поддержки второго объекта в процессе закрепления используют опору 600. Опора 600 не является плоской, а содержит направляющий выступ 601 и расположенное вокруг него приемное углубление 602. Как показано стрелками на фиг. 115, направляющий выступ 601 способствует сосредоточению термопластичного материала дистально от второго объекта и, тем самым, повышает общую устойчивость и уменьшает требуемую глубину проникновения.
В варианте осуществления с фиг. 4а и 4b, первый объект 1 не имеет форму панели, а скорее напоминает штифт. В дополнение к части 15 из термопластичного материала первый объект имеет усиливающую часть 16 из материала, который является неразжижаемым при условиях во время осуществления способа. В частности, усиливающая часть может быть металлической. В показанном варианте осуществления усиливающая часть 16 представляет собой втулку, опционально с резьбой или другой структурой, позволяющей прикрепить еще один элемент к усиливающей части. Как особенно хорошо видно на фиг. 4b, помимо функции, которую усиливающая часть может выполнять (например, как указано выше, возможность крепления к ней дополнительного элемента), такая усиливающая часть 16 также может обеспечивать дополнительную механическую устойчивость соединения между первым и вторым объектами. Например, как и в изображенной конфигурации, усиливающая часть может проходить в перфорацию и тем самым стабилизировать связь между первым и вторым объектами по отношению к возможным действующим на нее усилиям сдвига.
Дополнительная функция усиливающей части 16 заключается в том, что она содействует управлению потоком термопластичного материала, обеспечивая течение термопластичного материала в дистальном направлении и вбок. Таким образом, усиливающая часть 16 имеет функцию, аналогичную функции опоры, описанной со ссылкой на фиг. 114, с той разницей, что положение не обязательно должно быть доступно из дистального положения.
В некоторых вариантах осуществления, подобных варианту с фиг. 4а, 4b, может быть предпочтительным обеспечение подачи механической вибрации не непосредственно в усиливающую часть, для предотвращения ситуации, в которой термопластичный материал вокруг усиливающей части разжижается, в связи с чем дестабилизируется положение усиливающей части. Для этого первому объекту и сонотроду может быть придана такая форма, чтобы поверхность подачи была ограничена областями вокруг усиливающей части, как описано далее, например, со ссылкой на фиг. 87-91.
В группе вариантов осуществления способ включает в себя дальнейший этап обеспечения наличия дополнительной соединительной детали 3, которая первоначально отделена от первого и второго объектов, и которую в способе соединения собирают вместе с первым и вторым объектами для получения монолитного узла. На фиг. 5а показан пример такой соединительной детали 3. В проиллюстрированном варианте осуществления соединительная деталь имеет дистальный наконечник и удерживающие структуры 31 вдоль боковой периферии. Перед этапом подачи энергии механических колебаний в первый объект сонотрод 6 используют для подачи энергии и прижимного усилия в соединительную деталь и, тем самым, введения соединительной детали в первый объект 1, при этом материал первого объекта локально разжижают под действием поглощаемой механической энергии, когда соединительная деталь 3 находится в контакте с первым объектом. Как только проксимальная торцевая поверхность соединительной детали 3 располагается заподлицо с проксимально обращенной стороной 11 первого объекта 1, выполнение способа продолжают в соответствии с описанием в отношении фиг. 3а и 3b. Благодаря соответствующим конструкциям сонотрода (см., например, описанные ниже фиг. 11 и 12) может быть установлена глубина, на которую соединительную деталь вводят в узел, содержащий первый и второй объекты. В собранном состоянии удерживающих структур будет обеспечено их взаимное проникновение с разжижаемым и вернувшимся в твердое состояние термопластичным материалом, за счет чего структуры будут обеспечивать дополнительную механическую стабильность. На фиг. 5b показан узел после окончания выполнения способа.
Соединительная деталь 3 может иметь функцию, аналогичную функции усиливающей части вышеупомянутого типа, и описание в отношении свойств усиливающей части может быть справедливо также для соединительных деталей, и наоборот, при этом основное отличие заключается в том, что усиливающая часть первоначально, до подачи энергии в конструкцию, является частью первого объекта, в отличие от соединительной детали.
На фиг. 6, 7 и 8 показаны варианты соединительных деталей 3 (или усиливающих частей). Соединительная деталь 3 с фиг. 6 имеет крепежный стержень 32, на котором может быть зажат еще один элемент. Опционально, после выполнения крепления она может выполнять функцию, аналогичную функции крепежных зажимов, описанных далее со ссылкой на фиг. 14а-14с, при этом отличие заключается в том, что часть, на которой зажат дополнительный элемент, является частью соединительной детали 3 (или усиливающей части), а не термопластичной части.
Для выполнения способа с соединительной деталью 3 с фиг. 3 может быть предпочтительным использование кольцевого сонотрода (трубчатого сонотрода, см. фиг. 13 ниже), чтобы крепежный стержень 32 не находился в непосредственном контакте с сонотродом.
Другим отличием от варианта осуществления с фиг. 5а, которое не зависит от крепежного стержня, является то, что дистальный конец не имеет наконечника, но имеет дистально обращенную кромку 33, которая выполняет функцию, аналогичную функции наконечника, но оказывает влияние на управление потоком материала посредством увеличения тенденции термопластичного материала к прохождению в дистальных направлениях, в зависимости от положения установки это может быть желательным или нежелательным.
Вариант осуществления соединительной детали 3 с фиг. 7 представляет собой втулку с внутренней резьбой 39 и наружными удерживающими структурами 31.
В варианте осуществления с фиг. 8 соединительная деталь, в дополнение к дистальному кончику 36 и удерживающим структурам 31 и независимо от них, имеет головную часть 34 с проксимально обращенной фланцевой частью 35, способствующей управлению потоком термопластичного материала. В частности, головная часть предотвращает течение термопластичного материала первого объекта 1 в боковом направлении в более проксимальных положениях, тем самым вынуждая материал протекать туда, где расположен второй объект 2, что способствует более надежному механическому соединению.
На фиг. 9 показан аналогичный принцип, но фланцевая часть 18 образована термопластичным материалом первого объекта, что также по меньшей мере первоначально обеспечивает управление потоком для предотвращения протекания в боковом направлении. Возможны комбинации, например, когда фланцевая часть из не термопластичного материала прикреплена к термопластичному материалу первого объекта.
В варианте с фиг. 10 первый объект 1 имеет усиливающую часть 16, которая, однако, выступает с проксимальной стороны над проксимальной концевой поверхностью термопластичной части 15, за счет чего первый объект выполнен с возможностью перемещения усиливающей части 16 относительно термопластичной части 15 во время выполнения способа, за счет чего смещают термопластичный материал термопластичной части 15.
Вариант осуществления с фиг. 10 может быть особенно предпочтительным, если усиление как таковое выполнено из пластически деформируемого материала. В этом случае дистальные части усиливающей части 16, такие как дистальные опорные части, показанные на фиг. 16 деформируются наружу под действием давления, вызванного термопластичным материалом, находящимся дистально от него, и тем самым способствуют обеспечению прочности крепежного крепления. В этом случае, усиливающая часть как таковая может быть выполнена из термопластичного материала, то есть такой, что механическая вибрация и прижимные усилия могут передаваться по меньшей мере частично через усиливающую часть, в то время как сама усиливающая часть 16 деформируется. Например, для этого усиливающая часть может быть выполнена из термопластичного материала с более высокой температурой разжижения, чем температура материала термопластичной части 15, или из материала на основе того же полимера, но с более высокой степенью наполнения, так что его вязкость выше. Как вариант, она может быть выполнена из гибкого металла, и в этом случае части, которые должны быть деформированы, соответственно являются достаточно тонкими.
Этому процессу деформирования усиливающей части 16 может, в частности, способствовать опора (не показана на фиг. 10), например, с центральным направляющим выступом 601, как показано, например, на фиг. 114.
На фиг. 11, 12 и 13 показаны альтернативные конструкции сонотрода. Сонотрод 6 с фиг. 11 имеет дистальный периферийный фланец 61, который может, в зависимости от сборочного узла, ограничивать боковой поток термопластичного материала или вдавливать усиливающую часть или соединительную деталь на другую глубину, чем окружающий материал, или же и то и другое. Дистальный выступ 62 сонотрода 6 с фиг. 12 может иметь функцию направления, например, вместе с направляющим углублением первого объекта или соединительной детали, и/или может иметь функцию продвижения соединительной детали или усиливающей части дальше в узел первого и второго объектов. Сонотрод 6 с фиг. 13 представляет собой кольцевой сонотрод. В большинстве вариантов осуществления кольцевой сонотрод выполнен так, что дистальная торцевая поверхность вывода энергии сонотрода покрывает боковые положения выступающей секции второго объекта 2.
Далее со ссылкой на фиг. 14а-14с описана конкретная конфигурация, подходящая для вариантов осуществления изобретения. Данная конфигурация относится к обратимому креплению дополнительного объекта ко второму объекту во множестве мест крепления. На фиг. 14а показан плоский пластинчатый элемент 71 в качестве примера дополнительного объекта, который можно прикрепить с возможностью отсоединения к поверхности объекта с плоской поверхностью (второго объекта). Например, использование данной конфигурации включает в себя крепление номерных знаков к кузову автомобиля.
В отличие от этого, согласно вариантам осуществления изобретения, в качестве первых объектов 1 (или в качестве соединительных деталей вышеописанного типа) предусмотрены фиксирующие соединители в способе, описанном далее. Для этого первые объекты 1 (показанные на фиг. 14а) или соединительные детали (например, показанные на фиг. 6) снабжены зажимной соединительной структурой 13, показанной в виде периферийной канавки на фиг. 14а и взаимодействующей с соответствующей структурой дополнительного элемента (пластинчатого элемента 71 на фиг. 14а), для получения разъемного зажимного соединения. Для крепления фиксирующих соединителей ко второму объекту 2 первые объекты 1 приводят в контакт с расположенными соответствующим образом выступающими секциями второго объекта 2, когда они прикреплены к дополнительному элементу (пластинчатому элементу 71 в рассматриваемом варианте осуществления). После этого способ выполняют так, как описано выше. Как показано двойной стрелкой 73 на фиг. 14b, относительное позиционирование первого объекта и выступающих секций в этом случае не обязательно должно быть очень точным и может, не влияя отрицательно на закрепление, изменяться в пределах допусков, которые задаются размерами первого объекта относительно размеров выступающих секций. Таким образом, допуски для позиционирования точек крепления (перфораций и деформированных секций) относительно положений соединительных структур (соединительных частей) дополнительного элемента 71 намного шире, чем в известных способах. Тем не менее, положения разъемного соединения с зажимом точно зафиксированы благодаря тому, что первые объекты 1 (или соединительные детали) прикрепляют к дополнительному элементу в процессе закрепления. На фиг. 14 с показан итоговый узел с дополнительным элементом (пластинчатым элементом 71), зажатым на втором объекте 2 с возможностью отсоединения.
На фиг. 15 показан вариант осуществления, в котором второй объект не имеет секции, выступающей в проксимальном направлении, то есть в направлении первого объекта. Наоборот, перфорация 20 пробита (высверлена, либо выполнена путем удаления материала иным образом), причем ее ободок находится в плоскости листа. В отличие от ранее описанных вариантов осуществления, способ не применим для первого объекта простой пластинчатой формы. Наоборот, форма и положение первого объекта должны быть адаптированы. В частности, в изображенном варианте осуществления первый объект 1 представляет собой крепежный болт с конусной секцией 101 и головной секцией 102, причем конусная секция имеет такие размеры, что при ее вставлении в перфорацию и движении в дистальных направлениях она все более существенно и все сильнее отличается от второго объекта. Когда сонотрод 6 вдавливает первый объект в перфорацию, пока в него подают энергию, обеспечивается разжижение термопластичного материала первого объекта аналогично вышеописанным вариантам осуществления.
Одновременно соединительная деталь 3 (или, как вариант, усиливающая часть), вводимая в термопластичный материал, будет создавать направленное наружу давление на жидкотекучий материал. В результате, ободок перфорации погружается в термопластичный материал. Процесс соединения может выполняться до тех пор, пока дистально обращенная головная секция 102 не будет примыкать к листовому материалу второго объекта. Из-за свойств соединительной детали 3 (или усиливающей части), вводимой в термопластичный материал первого объекта 1, форма вставляемой секции 101 необязательно должна быть конусообразной.
Вместо конусной секции первый объект может иметь другие формы, в том числе ступенчатые или цилиндрические формы с диаметром, немного превышающим диаметр перфорации.
В вариантах осуществления, которые включают в себя введение соединительной детали или усиливающей части в термопластичный материал для создания направленного наружу давления, соединительная деталь или усиливающая часть оказывает эффект, похожий на эффект структурной опоры, как упомянуто выше. Однако такие варианты осуществления имеют преимущество, заключающееся в том, что они применимы также в случаях, когда место крепления недоступно с дистальной стороны.
В варианте с фиг. 16 металлический лист, составляющий второй объект, имеет вокруг перфорации секцию, выступающую далеко от первого объекта. В частности, второй объект может быть сформирован так, как показано на фиг. 1а и 1b, но вверх дном, так что он имеет множество язычков, между которыми может протекать термопластичный материал. Кроме того, в данном варианте осуществления размеры перфорации или деформированной секции с одной стороны и выступающей части первого объекта адаптированы друг к другу так, что имеется существенное сопротивление прямому (дистальному) движению первого объекта относительно второго объекта, когда выступающая часть первого объекта вставлена в перфорацию. Кроме того, данный вариант осуществления может быть объединен с соединительной деталью или усиливающей частью описанным выше образом.
На фиг. 17а и 17b показан еще один пример второго объекта, в котором множество перфораций 20 расположено внутри общей деформированной секции, выступающей с проксимальной стороны. Отдельный первый объект 1, типа, показанного на фиг. 15 и 16, может быть закреплен описанным выше способом во впадине, образованной данной деформированной секцией.
Применения включают крепление пластиковой части к металлической части (причем второй объект представляет собой металлическую часть или ее часть), например, в автомобильной промышленности или авиационной промышленности. Например, в автомобильной промышленности легкие части из пластмассы или композитов зачастую должны быть прикреплены к кузову.
В то время как все описанные варианты осуществления предусматривают подачу механической энергии в узел по существу со стороны первого объекта (в направлении сверху вниз на чертежах), также возможны варианты осуществления, в которых энергию механической вибрации подают во второй объект. Например, в конфигурации, как например конфигурации с фиг. 3а, сонотрод 6 может действовать со стороны, которая на чертеже является нижней стороной.
На фиг. 18а-24 показаны варианты осуществления группы, включающей в себя крепление третьего объекта ко второму объекту посредством первого объекта, в частности в случаях с доступом только с одной стороны, то есть с проксимальной стороны (изображенной на чертежах как верхняя сторона). Во всех этих вариантах осуществления третий объект 8 рассматривается как плоская часть, выполненная из композита, армированного углеродным волокном. Однако варианты осуществления данной группы также применимы в тех случаях, когда третьи объекты являются, например, металлическими или выполненными из керамического материала или пластика (который, например, неразжижаем, то есть он не разжижается при температуре, достигаемой во время выполнения способа), или из любого другого подходящего материала, используемого в строительстве. Кроме того, второй объект изображен в виде металлического листа. Однако данный способ применим и для других материалов, способных образовывать кромку вокруг перфорации. Этот способ особенно предпочтителен для конфигураций, в которых второй и третий объекты имеют разные коэффициенты теплового расширения, что, однако, не является обязательным условием для использования данного способа.
Первый объект 1, показанный на фиг. 18а, служит в качестве соединителя для крепления третьего объекта 8 ко второму объекту 2. Первый объект имеет часть 15 из термопластичного материала и усиливающую часть 16, являющуюся неразжижаемой центральной частью, например, из металла. Центральная часть 16 образует головную часть 91 первого объекта и проходит внутри стержневой части. В изображенной конфигурации центральная часть 91 покрыта частью 15 из термопластичного материала по всему стержню, однако можно обеспечить только частичное покрытие частью из термопластичного материала, например, оставляя дистальный конец центральной части без какого-либо покрытия или оставляя определенные секции вокруг периферии без какого-либо покрытия.
Третий объект имеет отверстие 81, являющееся сквозным отверстием. Второй объект 2 имеет форму, по существу аналогичную форме с фиг. 16. Диаметр перфорации (в сравнении с фиг. 1b) меньше диаметра отверстия третьего объекта. В частности, поперечное сечение стержневой части 92 таково, что она входит в отверстие, но не проходит через перфорацию.
После того, как первый объект был вставлен через отверстие и прижат в дистальном направлении ко второму объекту 2 посредством сонотрода 6, с помощью которого в то же время подают энергию механической вибрации в первый объект 1, термопластичный материал становится жидкотекучим. Этот процесс продолжают до тех пор, пока головная часть 91 не вызовет прекращение движения вперед (движения в дистальном направлении) первого объекта. Затем прекращают подачу энергии вибрации и удаляют сонотрод. На фиг. 18b показан результат, когда части 14 материала вытекли в дистальном направлении относительно второго объекта, сформировав глухую опорную часть в виде заклепки. Таким образом, в конфигурации с фиг. 18b первый объект после выполнения способа образует заклепку, причем второй и третий объекты зажаты между данной опорной частью и головной частью 91. Если температура стеклования используемого термопластичного материала находится где-то в диапазоне между комнатной температурой и температурой около 160°С, заклепочное соединение имеет вышеуказанные преимущества в отношении компенсации различных коэффициентов теплового расширения в процессе электроосаждения, например, краски или лака. В качестве примера, акрилонитрил имеет температуру стеклования около 130-140°С.
На фиг. 19 показан вариант первого объекта, в котором центральная часть 16 имеет дистальную перфорирующую кромку 93. Такая дистальная перфорирующая кромка может быть использована для пробивания перфорации.
В качестве другого варианта на фиг. 20 показан первый объект с (металлической) центральной частью, образующей дистальный прокалывающий наконечник 94. Такой прокалывающий наконечник может быть использован для образования перфорации с выполнением деформации вокруг ее устья (как показано на фиг. 18а) путем прокалывания металлического листа, образующего второй объект.
В вариантах осуществления, которые включают в себя прокалывание, опционально может иметься утонченная часть 96, так что после этапа прокалывания листовая часть больше не зажимает центральную часть, и становится возможной относительная вибрация.
В обоих вариантах осуществления, один из которых показан фиг. 19, а другой - на фиг. 20, способ может быть продолжен после этапа пробивания/прокалывания по существу так, как описано со ссылкой на фиг. 18а и 18b.
На фиг. 21 в качестве еще одного варианта показан первый объект, подходящий для группы вариантов осуществления, включающей в себя крепление третьего объекта ко второму объекту посредством первого объекта, причем объект не имеет центральной части или другой усиливающей части, а состоит из термопластичного материала. Кроме того, в данном варианте осуществления в дополнение к стержневой части 92 опционально может иметься головная часть 91.
На фиг. 22 показан вариант осуществления с другими признаками, которые могут быть реализованы в сочетании или отдельно, либо независимо друг от друга.
Центральная часть 16 содержит структуры 95, подходящие для соединения с геометрическим замыканием (в данном случае: по отношению к относительным перемещениям в осевом направлении) или же для усиления соединения между центральной частью 16 и частью 15 из термопластичного материала.
Центральная часть имеет меньшее осевое удлинение (удлинение вдоль проксимодистальной оси), так что она не обязательно проходит через перфорацию. В более общем смысле, нет необходимости в каком-либо конкретном удлинении/размере центральной части (если таковая имеется), хотя в конфигурациях, в которых ожидаются значительные сдвиговые усилия между вторым и третьим объектами, может быть предпочтительно прохождение данной центральной части как через отверстие, так и через перфорацию.
В варианте с фиг. 23 второй объект 2 вокруг перфорации не изогнут, чтобы выступать от третьего объекта (в отличие от того, что показано на фиг. 18а), а является по существу плоским.
Хотя опора может быть полезной во многих вариантах осуществления изобретения, в том числе и вариантах, в описании которых не упоминается опора, подобных варианту с фиг. 23, использование опоры с соответствующей структурой поверхности, как описано выше, может быть весьма полезным для направления потока материала вдоль кромки 21 к дистальной части второго объекта.
В варианте с фиг. 24 второй объект имеет форму по существу такую, как описано со ссылкой на фиг. 17а и 17b, с множеством меньших выступов вместо одного большего выступа.
На фиг. 25а показан пример устройства крепления третьего объекта 4 ко второму объекту 2 посредством первого объекта 1, причем второй и третий объекты имеют оба по существу плоскую листовую часть, содержащую кромку.
В варианте осуществления с фиг. 25а второй объект имеет перфорацию 20, вдоль которой проходит кромка 21 второго объекта, а третий объект 4 имеет перфорацию 40, вдоль которой проходит кромка 41 третьего объекта. Соответствующие объекты 2, 4 деформированы вдоль перфорации таким образом, что листовой материал выступает от соответствующей плоскости листа.
Объекты 1, 2, 4 расположены так, что первый объект расположен между вторым и третьим объектами, и листовой материал второго и третьего объектов выступает в направлении первого объекта 1, т.е. выступает к проксимальной стороне для второго объекта 2 и к дистальной стороне для третьего объекта 4.
Во время выполнения способа ко второму и третьему объектам подают противоположно направленные прижимные усилия, за счет чего первый объект зажимают между вторым и третьим объектами. В то же время в узел подают энергию механической вибрации. Для этого, например, вибрирующий сонотрод 6 прижимает третий объект 4 к первому объекту 1, за счет чего первый объект 1 прижимается к кромке 21 второго объекта, который, в свою очередь, размещен напротив виброустойчивой опоры 7, которая обеспечивает противоположное прижимное усилие в виде нормального усилия.
В варианте осуществления с фиг. 25а вибрацию подают в систему через третий объект. На начальной стадии вибрации, прежде чем части материала станут жидкотекучими, вибрация третьего объекта вызывает вибрацию также и первого объекта. Если параметры объектов (угол а, острота кромки, длина кромки, жесткость материалов и т.п.) выбраны надлежащим образом, процесс нагрева на границе раздела с кромкой 21 второго объекта начинается до того, как он начнется на границе раздела с кромкой 41 третьего объекта, или приблизительно одновременно. В частности, кромка 21 второго объекта может быть сформирована так, чтобы она могла поглощать энергию на границе раздела (например, вследствие выполнения кромки второго объекта с большей крутизной) сильнее, чем кромка 41 третьего объекта. Таким образом, может быть достигнуто закрепление обоих, второго и третьего, объектов в первом объекте, даже если вибрацию подают только в третий объект.
На фиг. 25b схематично показана ситуация после прекращения подачи энергии, причем текучая часть 14 состоит из частей, проходящих вдоль кромок второго и третьего объектов.
Согласно варианту с фиг. 26 второй объект 2 и третий объект 4 подвергают механической вибрации, при этом узел второго объекта 2, первого объекта 1 и третьего объекта 4 зажимают между двумя вибрирующими сонотродами 6.1, 6.2, прикладывая противоположные прижимные усилия. Этот вариант менее чувствителен к свойствам кромок второго и третьего объектов.
На фиг. 27-29 показано, как можно изменять свойства кромки, чтобы влиять на поглощение энергии, например, для асимметричных сборочных узлов с подачей энергии только с одной стороны, как было описано со ссылкой на фиг. 25а. Параметры, которые могут быть изменены, включают в себя крутизну (угол а, см. фиг. 27), длину кромки (см. фиг. 28), остроту кромки (см. фиг. 29) и другие.
На фиг. 30 показан другой пример варианта осуществления второго и третьего объектов, в котором второй и третий объекты приводят в контакт с первым объектом с противоположных сторон. Однако, в отличие от вариантов осуществления с фиг. 25а и 26, первый объект содержит по меньшей мере один выступ - два гребня 117, 118 в изображенном варианте осуществления - который выступает от соответствующей проксимально/дистально обращенной поверхности 11, 12, к которой прижимают кромку 21, 41 второго/третьего объекта. Гребни 117, 118 (или другие выступы) выполнены таким образом, что их высота больше, равна или немного меньше высоты h (см. фиг. 1b) соответствующей деформированной секции вдоль кромки. Когда сонотроды 6.1, 6.2 прижимают к третьему и второму объектам 4, 2, они, таким образом, вступают в непосредственный контакт с сонотродом, так что во время выполнения способа механическая энергия вибрации воздействует на их концевые части 113, 114, за счет чего материал на данных концевых частях становится жидкотекучим и может заполнять промежутки вдоль кромки, как показано стрелками на фиг. 30. В дополнение к выступу с показанной высотой или как вариант, соответствующий сонотрод 6.1, 6.2 может быть снабжен выступом.
Жидкотекучий материал, который был образован на границе раздела между выступом и сонотродом, может способствовать креплению второго или третьего объекта к первому объекту, например, путем обеспечения соединения с геометрическим замыканием.
Принципиальное осуществление с фиг. 30 может быть применено в конструкциях только с одним сонотродом (в сравнении с фиг. 25а), например, путем выполнения выступа только на одной стороне первого объекта, обращенной к сонотроду, или выполнения выступа на обеих сторонах, причем сторона, обращенная в сторону от сонотрода, имеет структуры, направляющие энергию, или в другом случае выполнена с возможностью поглощения энергии механической вибрации в большей степени, чем сторона, обращенная к сонотроду.
Вариант осуществления с фиг. 30 является примером принципиального осуществления части (в частности, выступа) первого объекта, находящейся в непосредственном контакте с сонотродом, в то время как сонотрод действует на второй объект 2 (или третий объект), так что для заполнения промежутков на границе раздела между сонотродом 6 и первым объектом 1 формируют под-часть текучей части.
Данное принципиальное осуществление также может использоваться в конфигурациях, которые не соответствуют принципу выполнения второго и третьего объектов, кромки которых погружаются в материал первого объекта во время выполнения способа. Скорее, данное принципиальное осуществление может быть использовано также в вариантах осуществления, в которых ко второму объекту прикрепляют только первый объект (причем первый объект опционально может быть сконфигурирован для использования в качестве крепежа для какого-либо дополнительного объекта). Это схематично изображено на фиг. 31. В данной конфигурации сонотрод действует со стороны второго объекта 2 (нижняя сторона на фиг. 31) и прижимает узел второго объекта 2 и первого объекта 1 к виброустойчивой опоре (не показанной на фиг. 31).
В вариантах осуществления, подобных вариантам осуществления с фиг. 30 и 31, в которых концевые части первого объекта становятся жидкотекучими, данные концевые части опционально могут иметь формы, способствующие такому разжижению. На фиг. 31 а схематично показан пример, в котором трубчатая часть 17 с утонченной (нижней, согласно ориентации на фиг. 31а) кромкой образует концевую часть. Данная форма будет обеспечивать эффект направления энергии, при этом разжижение в месте контакта между трубчатой частью и сонотродом (или, в другой конфигурации, если сонотрод действует со стороны, которая на фиг. 31а показана как верхняя сторона, между трубчатой частью и виброустойчивой опорой или частью второго объекта либо другого виброустойчивого объекта) будет возникать быстрее, чем для форм, показанных на фиг. 30 и 31.
На фиг. 32 показан вариант осуществления подгруппы, включающий в себя приведение второго и третьего объектов 2, 4 в контакт с первым объектом 1 с одной и той же стороны. На фиг. 32 второй объект 2 и третий объект 4 имеют перфорацию 20, 40, вокруг которой листовой материал деформирован так, чтобы выступать в направлении первого объекта 1. Для скрепления второго и третьего объектов друг с другом посредством первого объекта второй и третий объекты размещают друг на друге, располагая при этом перфорации приблизительно концентрично.
В конфигурации с фиг. 32, аналогично фиг. 3а, вибрация может действовать на первый объект со стороны, обращенной от первого и второго объектов, для погружения кромок 21, 41 в термопластичный материал, в то время как третий объект размещают напротив виброустойчивой опоры. Кроме того, возможно действие механической вибрацией со стороны третьего объекта или с обеих сторон.
В варианте с фиг. 33 второй и третий объекты, подлежащие скреплению друг с другом посредством первого объекта, располагают не друг над другом, а бок о бок. В данном варианте осуществления второй объект не имеет перфорации. Вместо этого, для выполнения способа используют периферийную кромку 21 листовой части. Периферийную кромку 41 третьего объекта располагают смежно с периферийной кромкой 21 второго объекта, и эти кромки, путем выполнения способа (аналогично фиг. 3а/3b), погружают в термопластичный материал для скрепления первого, второго и третьего объектов друг с другом.
В системах, в которых кромка не проходит вдоль перфорации, а является, в частности, периферийной кромкой, может быть предпочтительно, если периферийная часть, вдоль которой проходит кромка, имеет изогнутую структуру или структуру, имеющую угол, так что кромка не проходит прямолинейно. Это особенно важно, если на соединение между объектами ожидается воздействие усилия в плоскости (усилия сдвига). На фиг. 34а весьма схематично изображены периферийные части второго объекта 2 и третьего объекта 4, смежные друг с другом, причем периферийные части имеют изгиб, в данном случае являющийся частью волнообразной формы. В связи с этим усилия в плоскости, действующие в обоих плоскостных направлениях x и у, могут поглощаться соединением.
Как показано на фиг. 34b, такая непрямая структура периферийной части может быть предпочтительной не только в случае, когда третий объект 4 расположен рядом со вторым объектом (сплошная линия), как показано на фиг. 33. В частности, пунктирные линии показывают другие возможные расположения третьего объекта, подлежащего креплению ко второму объекту посредством способа.
Со ссылкой на фиг. 3а, 33 и другие фигуры был описан принцип подачи энергии механической вибрации в первый объект для передачи энергии вибрации к границе раздела со вторым (и, при необходимости, третьим) объектом. При этом параметры обычно выбирают таким образом, чтобы термопластичный материал по существу не разжижался при контакте с сонотродом. На фиг. 30 и 31 показаны варианты осуществления, в которых, напротив, применяется целенаправленное разжижение на границе раздела сонотрод - первый объект для разжижения дополнительных частей термопластичного материала для заполнения структур.
На фиг. 35а и 35b схематично показан другой такой пример. На фиг. 35а изображен сонотрод, имеющий периферийный выступ 64 с наклонным бортиком, предназначенный для обеспечения текучести и деформирования концевой части первого объекта и для ограничения протекания жидкотекучего материала в боковом направлении. Это обеспечивает четко определенную область с гладкими краями узла, содержащего первый и второй (и, при необходимости, третий) объекты.
На фиг. 35а и 35b показан другой опциональный признак, который может быть реализован независимо от «разжижения на границе раздела сонотрод - первый объект» и/или ограничивающих признаков. Однако сочетание данного опционального признака и четко определенной формы, обусловленной выступом или другой специальной формой сонотрода, может обеспечивать особые преимущества в специальных вариантах осуществления. Данный опциональный признак заключается в том, что второй объект 2 имеет деформированную кромку, выступающую в направлении первого объекта, причем эта кромка проходит по всей периферии второго объекта и полностью погружена в материал первого объекта (фиг. 35b). Поэтому граница раздела между (проксимально обращенной, верхней на фиг. 35а и 35b) поверхностью второго объекта и поверхностью первого объекта (дистально обращенная поверхность в конфигурации с фиг. 35а и 35b) полностью герметизирована. Если элемент (не показан), например, прикреплен ко второму объекту поверхностью, обращенной к первому объекту, способ обеспечивает упаковку, которая полностью герметизирует данный элемент и защищает его от влаги и других возможных воздействий окружающей среды.
Данный признак, обеспечивающий погружение всей периферии второго объекта в термопластичный материал первого объекта, может быть осуществлен в сочетании с креплением третьего объекта 4 (как показано на фиг. 35а и 35b) или без такого сочетания, то есть в сборочном узле без третьего объекта, имеющего листообразную часть с кромкой, погружаемой в термопластичный материал.
На фиг. 36 показан дополнительный вариант осуществления первого объекта 1 (или множества первых объектов), подлежащего механическому креплению ко второму объекту. Данный вариант осуществления является примером варианта осуществления, в котором термопластичный материал делают жидкотекучим не только в месте контакта с кромкой, но также и на поверхности контакта с другой частью второго объекта. В частности, в показанном варианте осуществления второй объект имеет первую часть 24, например, образованную первым по существу плоским металлическим листом, и вторую часть 25, которая содержит кромку и в данном случае может быть образована вторым металлическим листом, прикрепленным к первому металлическому листу и образующим по меньшей мере одно возвышение и перфорацией в верхней части возвышения. Первый объект имеет головную часть 102 и стержневую часть 103, и во время выполнения способа стержневую часть вводят через перфорацию до тех пор, пока дистальный конец стержневой части 103 не примкнет к первой части 24 второго объекта, и/или дистально обращенный бортик, образованный головной частью 102, не примкнет к краю второй части второго объекта. При действии энергии механической вибрации кромка погружается в термопластичный материал, а дистальный конец стержневой части становится деформируемым и выдавливается наружу с расширением стержневой части в боковом направлении, так что первый объект дополнительно закрепляется по типу глухого заклепочного соединения. Для этого размеры стержневой части опционально могут быть такими, чтобы значительная часть объема, образованного под возвышением (между первой и второй частями второго объекта), заполнялась термопластичным материалом.
Первая часть 24 второго объекта в вариантах осуществления, подобных вариантам осуществления с фиг. 36, посредством описанного способа может работать в качестве опоры описанного выше типа. Опционально, опора может быть деформирована так, как описано выше, чтобы она обеспечивала структуру для направления течения. Согласно другой альтернативе опора может быть заменена отдельным элементом, выполняющим функцию опоры.
На фиг. 36 первый объект 1, показанный справа, показан после выполнения способа, причем текучая часть 14 содержит части, расположенные в направлении дистального конца и на границе раздела с кромкой.
На фиг. 37 показано возможное исполнение первого объекта для варианта осуществления, подобного варианту осуществления с фиг. 36, являющегося сжимаемым, причем суженная часть 105 образует место сжатия по умолчанию.
В вариантах осуществления с фиг. 30, 31, 36, 37 дистальный конец первого объекта может быть сформирован аналогично тому, что показано на фиг. 31а, чтобы взаимодействовать с частью (частью второго объекта, сонотродом, опорой) для обеспечения направления течения.
На фиг. 38 показана диаграмма способа для вариантов осуществления способа, описанного в данном документе. Кривой 121 показано прижимное усилие, прикладываемое между первым и вторым объектами, а кривой 122 - мощность энергии вибрации, причем обе эти характеристики зависят от времени. Как показано на фиг. 38, в опциональной первой фазе 125 (предварительное прижатие), которая может быть короткой или даже может быть опущена, первый объект прижимают ко второму объекту без какого-либо вибрирующего действия. Эта первая фаза может быть предпочтительной, например, для того, чтобы убедиться, что при подаче вибрации прижимное усилие и, следовательно, усилие подачи между сонотродом и первым объектом (или, при необходимости, вторым или дополнительным объектом узла) таково, что обеспечивается эффективная связь между сонотродом и объектом, за счет чего, например, предотвращается плавление на границе раздела между сонотродом и первым объектом. Во второй фазе 126 подают вибрацию в узел, поддерживая при этом прижимное усилие. В зависимости от конфигурации прижимное усилие не является постоянным, а, как показано, может следовать специальному профилю. В третьей фазе 127 (фаза после прижатия) вибрацию отключают, но усилие прижатия поддерживают в течение некоторого времени до тех пор, пока текучая часть снова не затвердеет в достаточной степени, чтобы предотвратить нежелательные эффекты ослабления или упругого отклонения и т.п. Во время этой третьей фазы 127 второй объект вдоль кромки может быть еще более вдавлен в первый объект. В связи с этим, опционально (что показано пунктирной линией) прижимное усилие может быть даже увеличено во время третьей фазы.
На фиг. 39 показана конфигурация, аналогичная ранее описанным конфигурациям (например, конфигурации с фиг. 3а), но с дополнительным элементом, а именно с упругим уплотнительным элементом 131, размещенным относительно первого и второго объектов перед этапом подачи прижимного усилия и механической вибрации. Уплотнительный элемент размещают в месте, где после начала разжижения прижимное усилие и обеспечиваемое тем самым относительное перемещение первого и второго объектов (создания текучести) сжимают уплотнительный элемент 131, в данном случае между первым и вторым объектами. Таким образом, может быть достигнут дополнительный эффект герметизации. В изображенной конфигурации уплотнительный элемент 131 представляет собой уплотнительное кольцо, окружающее перфорацию 20 во втором объекте, за счет чего соединение между первым и вторым объектами полностью герметизировано в направлении стороны первого объекта (верхней стороне на фиг. 39).
Также в вариантах осуществления с уплотняющим элементом, сжатым между первым и вторым объектами, диаграмма обработки может быть аналогична диаграмме с фиг. 38, однако третья фаза 127 (фаза после прижатия) может быть особенно длинной из-за эффекта упругого отклонения, обусловленного уплотнительным элементом, если текучая часть недостаточно затвердела.
Другой пример варианта осуществления, в котором уплотнительный элемент 131 размещен относительно первого и второго объектов до начала действия прижимного усилия и вибрации, показан на фиг. 41. В данном варианте осуществления, который при прочих условиях аналогичен варианту осуществления с фиг. 8, уплотнительный элемент 131 сжимают между соединительной деталью 3 и первым объектом 1, то есть на другой стороне первого объекта относительно второго объекта. Также на фиг. 41 показан уплотнительный элемент, образующий уплотнительное кольцо. Опционально, размещение дополнительного уплотнительного элемента в месте, показанном на фиг. 39, может быть использовано также в варианте осуществления с фиг. 41.
В вариантах осуществления, подобных вариантам осуществления с фиг. 39 и 41, вместо упругого уплотнительного элемента 131 также может быть использована соответствующая доза адгезива, например, распределенная с образованием замкнутого кольца, как и в проиллюстрированном случае уплотнительных элементов 131.
На фиг. 42 показан принцип, согласно которому третий объект 8, подлежащий креплению к первому и второму объектам 1, 2 (или подлежащий креплению к одному из первого или второго объектов посредством дополнительного второго или первого объекта), может быть соединен с первым объектом посредством дополнительного соединения с геометрическим замыканием между первым и третьим объектами. Для этого третий объект 8 содержит структуру с вырезами в по меньшей мере одном направлении (в осевом направлении на фиг. 42), в которые может затекать термопластичный материал первого объекта. В варианте осуществления с фиг. 42 структура предусмотрена на выступе 45 третьего объекта 8, который во время выполнения процесса вдавливают в материал первого объекта, подавая при этом энергию механической вибрации к системе. Объекты размещают относительно друг друга так, чтобы часть второго объекта вокруг перфорации находилась между первым и третьим объектами, и в ходе выполнения способа выступ 45 доходит через перфорацию второго объекта до первого объекта, и, таким образом, входит в контакт с первым объектом.
Выступ 45 в варианте осуществления с фиг. 42 сопоставим с соответствующей конструкцией соединительной детали, описанной выше, например, со ссылкой на фиг. 5а или 5b, либо со ссылкой на фиг. 6, 7 или 8.
Дополнительный признак варианта осуществления с фиг. 42, который не зависит от формы третьего объекта, содержащего выступ со структурой с геометрическим замыканием, заключается в том, что третий объект 8, в отличие от вариантов осуществления с фиг. 5-8, размещают на той же стороне первого объекта, что и второй объект. Процесс воздействия энергией вибрации, вызывающий погружение кромки второго объекта и частей третьего объекта (выступов, в данном случае), будет вызывать обратное течение термопластичного материала в сторону второго и третьего объектов, в связи с чем пространство между выступом 45 и листовой частью будет по меньшей мере частично заполнено.
Кроме того, в конфигурациях, подобных конфигурации с фиг. 42, выполнение способа приведет к тому, что второй объект 2 будет зажат между первым и третьим объектами.
На фиг. 43 показано исполнение варианта осуществления с фиг. 42, в котором соединение с геометрическим замыканием между первым и третьим объектами включает в себя обеспечение проникновения материала третьего объекта 8 в структуру 141 с вырезами первого объекта 1. В связи с этим третий объект может содержать, по меньшей мере в области выступа 45, термопластичный материал, который становится жидкотекучим под действием энергии вибрации и прижимного усилия. В таких вариантах осуществления термопластичный материал третьего объекта может быть того же состава, что и материал первого объекта, или может быть другим.
В таких вариантах осуществления, в зависимости от сопряжения термопластичных материалов первого и третьего объектов, данные объекты могут быть сварены, при этом один из объектов имеет или не имеет структуру с вырезами.
В вариантах осуществления способ в себя включает создание множества мест крепления на втором объекте, причем каждое место крепления содержит кромку листовой части и подачу энергии механической вибрации в узел в каждом месте крепления до тех пор, пока текучая часть термопластичного материала вследствие теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка по меньшей мере частично погружается в термопластичный материал. Это действие может быть выполнено одновременно для всех мест крепления или для подгрупп мест крепления, либо может быть выполнено последовательно для всех мест крепления. Каждое место крепления может, например, содержать перфорацию 20 описанного выше типа с кромкой, проходящей вдоль данной перфорации.
На фиг. 44 весьма схематично показан второй объект 2, имеющий множество мест 200 крепления. Как правило, такие места крепления могут располагаться регулярно или нерегулярно, с двумерным или одномерным (вдоль линии) распределением. В частности, двумерное расположение мест крепления будет обеспечивать устойчивость к наклонным усилиям во всех направлениях, даже если сами места крепления относительно малы и/или если высота h (см. фиг. 1b) сравнительно мала, например из-за ограниченной толщины первого объекта. Таким образом, такая двумерная компоновка может обеспечивать механически устойчивое соединение даже с очень тонкими первыми объектами.
Один признак вышеописанных соединений заключается в том, что соединение между первым и вторым объектами (в вариантах осуществления, подобных вариантам осуществления с фиг. 34а или 34b, включающих в себя третий объект), может поглощать относительные усилия во всех направлениях в плоскости, поскольку кромка (кромки) содержит (содержат) части, проходящие в разных направлениях в плоскости и выступающие в противоположных направлениях.
Тот факт, что кромка содержит как части, выступающие по меньшей мере частично в противоположном направлении (то есть направлениях, в которых одна из данных частей выступает и имеет составляющую вдоль оси направления, в котором выступает другой из этих выступов, причем упомянутая составляющая имеет противоположный знак), так и кромки, проходящие в разных направлениях, во многих случаях может быть предпочтительным, поскольку это может обеспечить блокирование формы во всех направлениях в плоскости. В описанных выше вариантах осуществления такие части образованы вокруг одной единственной перфорации.
На фиг. 45а и 45b (на фиг. 45b изображен разрез в плоскости В-В, обозначенной на фиг. 45а) показан альтернативный вариант, в котором язычки 28 одной перфорации 20, образующие деформированную секцию, блокируют первый объект только в одном направлении в плоскости. Однако язычки 28, принадлежащие различным перфорациям, выступают в различных направлениях, включая направления, имеющие компоненты в противоположных направлениях. Вместе они фиксируют первый объект во всех направлениях в плоскости.
На фиг. 46 показаны принципы компенсации допуска. Механические соединения согласно настоящему изобретению подходят для компенсации допуска во многих отношениях: место крепления на первом объекте не обязательно должно быть определено заранее и может изменяться, и единственным условием является то, что кромку погружают в термопластичный материал. Таким образом, в месте расположения кромки 21, а также там, где необходимо погружение в материал, должен иметься термопластичный материал.
Таким образом, боковое положение, т.е. положение х-у в изображенной системе координат, кромки 21 (или, в более общем смысле: место крепления) может варьироваться в пределах соответствующих боковых размеров первого объекта 1 или термопластической зоны присоединения 112 объекта. На фиг. 46 размер mx обозначает возможное несоответствие относительного, бокового, положения х для двух возможных расположений.
Кроме того, относительное осевое положение (положение z) может изменяться. Для обеспечения достаточной прочности против осевых вытягивающих усилий, размер Pz погруженной части в проекции z должен иметь определенное минимальное значение Pz мин. На практике минимальные значения проекции z погруженной части в диапазоне между 0,2 мм и 1 мм могут быть достаточными (это, конечно, не исключает больших значений), в зависимости от применения. До тех пор, пока данный минимальный размер не будет достигнут, степень того, насколько далеко (tz) вдавливают кромку в первый объект, не обязательно должна быть определена заранее. Таким образом, относительное положение z первого и второго объектов относительно друг друга может изменяться в пределах, заданных только геометрическими ограничениями (например, если поверхности примыкают друг к другу) и указанным минимальным размером. На фиг. 46 размер mz иллюстрирует возможное несоответствие относительных положений z для двух возможных расположений.
Зона, на которую воздействует течение материала, когда листовую часть прижимают к первому объекту, на фиг. 46 обозначена номером позиции 116.
С учетом соображений о глубине в направлении z и возможном допуске z, угол α (см. фиг. 1b; на фиг. 46 показан угол β=90°-α), возможно, является полезным параметром. Как правило, чем больше угол β, тем больше требуемая минимальная глубина tz,мин, как показано на фиг. 47 для разных значений механического напряжения σ, которое должно выдерживать соединение.
В связи с проиллюстрированной возможностью допуска несоответствия z, в соединениях согласно изобретению может быть компенсировано также несоответствие угла. Это весьма схематично показано на фиг. 48, где имеется несоответствие угла у между плоскостью листа второго объекта 2 и соответствующей плоскостью первого объекта.
Кроме того, на фиг. 48 показан (независимо от компенсации допуска) принцип, согласно которому осевое направление, в котором сонотрод 6 прижимает первый и второй объекты друг к другу, может быть не перпендикулярен плоскости листа.
Во многих вариантах осуществления первый объект, подлежащий креплению ко второму объекту, не будет состоять из термопластичного материала, но будет содержать, в дополнение к термопластичным частям, и другие части. В частности, первый объект 1 может иметь функциональную зону 111 в дополнение к по меньшей мере одной зоне 112 присоединения, как показано на фиг. 49. Боковые размеры и размер z зоны 112 присоединения или зон 112 присоединения могут быть выполнены в соответствии с необходимыми допусками.
В вариантах осуществления первый объект содержит по меньшей мере одну функциональную зону 111, непригодную для крепления к месту крепления второго объекта, и множество зон 112 присоединения, содержащих термопластичный материал.
В группе вариантов осуществления с функциональной зоной и зоной присоединения первый объект содержит две части из термопластичного материала, причем первая часть из термопластичного материала содержит термопластичный материал, который используют для погружения кромки, а вторая часть из термопластичного материала содержит другой термопластичный материал, имеющий другие свойства.
На фиг. 72 показан соответствующий пример. Первая часть 356 из термопластичного материала образует и/или удерживает функциональные элементы. На фиг. 72 схематично показана внутренняя резьба 358. Вторую часть (части) 357 из термопластичного материала используют для крепления первого объекта 1 ко второму объекту 2.
Части из термопластичного материала имеют разные свойства материала:
модуль Е упругости первой части может быть больше, например, намного больше, чем соответствующий модуль второй части;
(упругая) растяжимость второй части (частей) 357 может быть намного выше, чем растяжимость первой части 356.
При этом, например, могут быть компенсированы различные поведения первого объекта и второго объекта в результате теплового расширения.
В частности, первый объект, содержащий два вида термопластичного материала согласно вариантам осуществления, может быть изготовлен путем двухкомпонентного литья под давлением.
В вариантах осуществления изобретение относится к применению описанного и заявленного способа крепления первого и второго объектов друг к другу, причем второй объект имеет по меньшей мере одно место крепления, в частности, множество мест крепления, образованных (например, деформированной) частью, определяющей кромку и выступающей в направлении первого объекта, причем первый допуск для позиционирования места крепления на втором объекте больше, чем второй допуск, соответствующий допуску для окончательного позиционирования первого объекта по отношению ко второму объекту.
Другими словами, настоящее изобретение особенно подходит для случаев, когда может потребоваться сравнительно точное относительное позиционирование объектов по отношению друг к другу (что включает в себя необходимость позиционирования одного из объектов относительно третьего объекта, к которому прикреплен дополнительный объект), но при этом нет точного расположения мест крепления. Таким образом, за счет этого может быть достигнуто существенное преимущество в эффективности, поскольку точное позиционирование мест крепления может быть проблемой в сложных сборочных узлах, тогда как для настоящего изобретения не требуется такого точного позиционирования. Тем не менее, положение одной части (например, первого объекта) относительно сложного сборочного узла, содержащего другую часть, может быть определено очень точно, включая возможность ручного регулирования положения перед тем, как будет подана энергия вибрации.
Например, изобретение может включать в себя создание множества узлов, каждый из которых содержит первый объект, прикрепленный ко второму объекту, причем второй объект содержит по меньшей мере одно место крепления, при этом стандартное отклонение расположения места крепления между различными узлами больше, чем стандартное отклонение расположения объектов относительно друг друга (и/или расположения одного из объектов относительно третьего объекта, к которому прикреплен дополнительный объект).
На фиг. 50а и 50b показан один из возможных способов точного направления положения первого объекта 1 относительно второго объекта перед подачей энергии механической вибрации. Направляющий инструмент 162, имеющий по меньшей мере один направляющий выступ 163, удерживает первый объект 1 посредством направляющего выступа 163, взаимодействующего в боковом направляющем углублении 161 первого объекта, причем направляющий выступ имеет более выраженную кривизну, чем направляющее углубление 161, за счет чего направляющий инструмент может удерживать первый объект и точно определять его боковое положение, положение х-у, в системе координат, используемой в данном документе, тогда как по-прежнему возможна свободная вибрация вдоль оси z, когда для воздействия на первый объект 1 используют сонотрод. На фиг. 50b показано, что, например, первый объект может иметь три боковых направляющих углубления, с которыми могут взаимодействовать, наподобие пальцев, направляющие выступы направляющего инструмента.
Другую возможность направления положения первого объекта относительно второго объекта для крепления осуществляют с помощью сонотрода, что в качестве примера показано на фиг. 11 и 12.
Различные варианты осуществления изобретения имеют многочисленные варианты применения в различных отраслях машиностроения и строительства. Первый пример весьма схематично показан на фиг. 51. Первый объект 1 является держателем (с удерживающей структурой 151) для изделия 152, которое необходимо позиционировать (установить) на раме, частью которой является второй объект 2. Рама может иметь сложную конфигурацию, и, например, точное позиционирование мест 200 крепления может быть затруднено.
В варианте осуществления, относящемся к автомобильной промышленности, рама может быть, например, кузовом автомобиля или его частью, а изделие может быть устройством с видимым для пользователя расположением, таким как технический, функциональный или визуальный декоративный элемент в интерьере автомобиля, или любым другим объектом. Механик, ответственный за сборку, может точно разместить держатель 1, например, с уже встроенным изделием 152, с учетом видимых меток и/или контрольных точек, чтобы создать приятное впечатление.
Крепление к различным местам крепления присоединения может выполняться одновременно или одно за другим.
Особенностью варианта осуществления с фиг. 51 (который является опциональным также для вариантов осуществления, в которых первый объект имеет назначение, отличное от роли рамы), является то, что первый объект имеет крепежный фланец 156, на который сонотрод 6 может быть установлен для крепления, при этом крепежный фланец определяет зону присоединения, окружающую функциональную зону.
Крепежный фланец образует периферийную, выступающую в сторону часть первого объекта 1. Фланец может состоять из термопластичного материала, по меньшей мере его дистальная поверхность содержит термопластичный материал. Фланец образует проксимально обращенную поверхность 158 подачи энергии, которая параллельна дистальной поверхности первого объекта, причем последняя находится в контакте с кромкой второго объекта 2. Таким образом, даже если первый объект из-за своего назначения имеет сложную форму, которая может отличаться от формы, имеющей плоскую дистальную поверхность (на фиг. 51 для иллюстрации показана плоская дистальная поверхность, но возможны различные формы этой поверхности), становится возможным использование менее сложной формы в месте (местах) крепления.
Крепежный фланец может, но не обязательно должен, проходить по всей периферии первого объекта.
Для крепления, если позволяют размеры, можно использовать одиночный сонотрод, проходящий по периферии первого объекта. Как вариант, особенно если подача энергии, осуществляемая таким одиночным сонотродом, будет слишкой значительной, может быть использовано несколько сонотродов для одновременного воздействия на первый объект в разных местах крепления.
Согласно еще одному исполнению один сонотрод или множество сонотродов могут быть использованы последовательно для воздействия на объект в разных местах крепления. В этом случае может возникать подача вибрации между соответствующим местом крепления, к которому прижимают сонотрод, и остальной частью первого объекта. В частности, для корректного выполнения способа может потребоваться, чтобы не слишком большая энергия вибрации отводилась от места крепления и подавалась в остальную часть первого объекта. Механическая связь между частью, имеющей место крепления, и остальным объектом, также может быть проблемой, потому что процесс закрепления включает в себя перемещение первого объекта в дистальном направлении относительно второго объекта (или наоборот) в месте крепления, в котором энергия подается в первый объект (или второй объект), тогда как в других местах крепления такое перемещение невозможно.
В зависимости от конструкции, для соответствия требованиям может быть достаточно использования крепежного фланца, который является периферийным и может представлять собой относительно гибкую структуру. В альтернативной группе вариантов осуществления первый объект содержит упругое сочленение 350 между крепежным фланцем 156 и первым объектом. Это, например, проиллюстрировано на фиг. 69 и 70. В варианте осуществления с фиг. 69 упругое сочленение содержит шейку, которая отделяет крепежный фланец от вибрации тела первого объекта. На фиг. 70 в общих чертах изображен пружинный элемент, образующий упругое сочленение.
Другой опциональный признак вариантов осуществления, в частности, но не исключительно, с крепежным фланцем, показан на фиг. 71. Первый объект может содержать один или более, например, множество, специальных, возможно маркированных, проксимально обращенных друг к другу частей 159 поверхности прижатия, которые расположены так, чтобы соответствовать местам крепления, определяемым вторым объектом 2 (например, в положениях, соответствующих положениям перфораций, вдоль которых проходит кромка, второго объекта). Такие части поверхности прижатия параллельны части дистальной поверхности, которая входит в контакт с кромкой второго объекта.
На фиг. 119 показан вариант осуществления, в котором крепежная структура не является кольцевым фланцем, а содержит множество крепежных язычков 650, выступающих от основного тела 660 наружу. В варианте осуществления с фиг. 111 между основным телом и крепежными язычками показано опциональное упругое сочленение 350. Варианты осуществления с множеством дискретных язычков вместо фланца, окружающих основное тело, в частности, но не исключительно, подходят для случаев, когда второй объект не является плоским, а имеет более сложную трехмерную форму, что также схематично показано на фиг. 119.
На фиг. 119 также показан другой независимый признак. Сонотрод 6 выполняет функцию маркировочного штампа. Таким образом, в ходе выполнения способа производят маркировку 671, как проиллюстрировано на фиг. 120, где изображен вид сверху на один из крепежных язычков после выполнения способа. Такая маркировка 671 может быть удобной на этапах изготовления, следующих за процессом крепления, например, чтобы оператор видел, в каком месте расположенного снизу второго объекта имеется перфорация, например, для того, чтобы он мог при необходимости вводить элемент (винт, штифт и т.п.) через узел.
На фиг. 52 показан другой вариант применения, когда первый объект 1 является основанием для фиксации изделия 172 посредством фрикционного и/или защелкивающегося взаимодействия. В случае защелкивающегося зацепления изделие 172 содержит боковой выступ 173 для взаимодействия с углублением-защелкой 171 первого объекта.
На фиг. 53 весьма схематично проиллюстрирован еще один вариант применения. В этом случае деформированная секция второго объекта 2 имеет размер, достаточный для крепления первого объекта 1, в то время как не погружаемые в материал части деформированной секции все же имеют значительное удлинение, так что первый объект не примыкает к плоскости листа. В зависимости от того, как проходит кромка, и является ли второй объект упруго деформируемым в достаточной степени, это оставляет возможность наклонных перемещений первого объекта относительно второго объекта, так что вибрационно первый и второй объекты отсоединены друг от друга.
На фиг. 54 показан вариант осуществления, в котором второй объект 2 не имеет металлического листа в узком смысле этого слова, кромка которого образует рассматриваемую кромку. Скорее, второй объект представляет собой литой металлический объект, например, изготовленный без какой-либо стадии деформации. Кромка является частью гребневидного выступа 29, сформованного путем литья в форму.
Таким образом, становятся возможными произвольные формы кромок, что позволяет иметь множество гребневидных выступов 29 и, следовательно, кромок, прилегающих друг к другу.
Кроме того, несмотря на то, что во многих вариантах осуществления, таких как вариант с фиг. 54, второй объект будет иметь расширенную плоскую, пластинчатую или листообразную часть, это не является обязательным. Наоборот, поскольку кромка образована литьем под давлением, объект может иметь любую базовую форму, но, тем не менее, может содержать кромку. Например, в вариантах осуществления с фиг. 54 листообразная часть образована относительно небольшим гребневидным выступом 29, который оканчивается кромкой.
Далее описываются принципы вариантов осуществления изобретения, которые включают в себя принципиальное осуществление регулирования положения z регулировочной части относительно крепежной части. Как правило, направление z в описанных и проиллюстрированных вариантах осуществления рассматривается как направление, перпендикулярное плоскости, определенной вторым объектом 2 вокруг места крепления (плоскости листа), и оно может соответствовать направлению (оси), в котором прижимают вибрирующий инструмент для крепления первого объекта ко второму объекту. Описанные ниже принципы следует понимать как общие принципы регулирования положения z, и они не ограничиваются показанными конкретными геометриями и конфигурацией. На всех фигурах, иллюстрирующих данное принципиальное осуществление, показанный второй объект имеет место крепления по типу места крепления, проиллюстрированного и описанного на фиг. 1а-2b. Однако данная концепция также применима к вариантам осуществления с местами крепления других типов, обеспечивающих выполнение способа согласно настоящему изобретению.
На фиг. 55 показан первый пример варианта осуществления способа, включающего в себя регулирование положения z регулировочной части 201 относительно крепежной части, причем данная крепежная часть образована первым объектом 1. Данный вариант осуществления относится к группе вариантов осуществления, в которой регулировочная часть 201 содержит термопластичный материал и выполнена с возможностью приваривания к крепежной части.
Что касается других описанных вариантов осуществления, регулировочная часть опционально может содержать функциональные элементы, такие как соединительная часть, фланец, встроенный функциональный носитель (такой как электронное/декоративное или другое функциональное устройство) и т.п.
Для выполнения способа, например, на первом этапе, первый объект 1 прикрепляют ко второму объекту 2 с использованием сонотрода 6 посредством способа, описанного выше. Этап прижатия первого объекта в дистальном направлении, в ходе которого подают энергию в узел, может выполняться до тех пор, пока дистальная поверхность 12 не войдет в контакт с плоской частью второго объекта, после чего механическое сопротивление дальнейшему дистальному продвижению первого объекта 1 существенно возрастает. Таким образом, положение z первого объекта относительно второго объекта четко определено.
На втором этапе регулируют и фиксируют положение регулировочной части 201 относительно первого объекта 1. Для этого посредством дополнительного сонотрода 206 продвигают регулировочную часть в направлении дистально к механическому сопротивлению, в то время как вибрацию подают в сонотрод и от сонотрода в узел. В результате механического сопротивления генерируется тепло трения на границе раздела между первым объектом 1 и регулировочной частью 201, так что материал обеих частей становится жидкотекучим. Вследствие этого, во-первых, становится возможным дальнейшее перемещение регулировочной части в дистальном направлении и, во-вторых, после возвращения в твердое состояние образуется сварной шов между первым объектом 1 и регулировочной частью 201. Перемещение продвижения выполняют до тех пор, пока не будет достигнуто требуемое положение z, особенно для компенсации изменений допуска. Обозначение Δz показывает возможное изменение относительных положений z.
Сонотрод 6 и дополнительный сонотрод 206 показаны как отдельные устройства. В альтернативных конфигурациях это не обязательно. Например, если сонотрод не симметричен относительно оси, данный сонотрод, после регулирования его ориентации (например, поворота на 90°) можно использовать также для этапа продвижения и фиксации регулировочной части.
Согласно еще одной альтернативе, (первый) сонотрод 6 и дополнительный сонотрод 206 могут действовать одновременно или частично одновременно (в последнем случае, например, дополнительный сонотрод начинает действовать до того, как первый сонотрод 6 прекратит работу). Относительное положение первого сонотрода 6 и дополнительного сонотрода 206 определяет регулирование положения z.
В показанном варианте осуществления требуемое механическое сопротивление прямому (дистальному) перемещению регулировочной части достигается посредством следующих геометрических свойств:
первый объект 1 (крепежная часть) имеет наружную поверхность, которая является ступенчатой или сужается в проксимальном направлении;
регулировочная часть имеет трубчатую дистальную часть, расположенную над сужающейся частью крепежной части.
Вариант осуществления с фиг. 56 основан на принципах, аналогичных принципам вариантов осуществления с фиг. 55. Однако в отличие от последних, регулирование положения z регулировочной части 201 относительно крепежной части (первого объекта 1) выполняют не путем вдавливания дополнительного сонотрода на регулируемое расстояние, а, например, до позиционирования дополнительного сонотрода 206, путем перемещения регулировочной части 201 относительно крепежной части перед подачей энергии, в результате которого фиксируют регулировочную часть. В показанном варианте осуществления крепежная часть имеет наружную резьбу 212, взаимодействующую с внутренней резьбой регулировочной части 201, так что положение можно регулировать путем поворота регулировочной части 201 относительно крепежной части, прикрепленной ко второму объекту 2. После этого, подача энергии посредством дополнительного сонотродома 206 может действовать для приваривания регулировочной части относительно крепежной части (первого объекта 1), чтобы зафиксировать регулировочную часть относительно крепежной части.
Вместо наружной резьбы первый объект 1 может иметь внутреннюю резьбу, взаимодействующую с наружной резьбой регулировочной части. Также возможно использование иных средств для предварительной блокировки положения z для последующего этапа фиксации, например соединение байонетного типа с различными глубинами фиксации (дискретным регулированием) и т.п.
На фиг. 57а и 57b показан вариант осуществления крепежной части (первого объекта 1) и соответствующей регулировочной части 201. Регулировочная часть 201 имеет кольцеобразную секцию, выполненную с возможностью размещения относительно крепежной части так, чтобы она направлялась центральной проксимальной частью крепежной части. За счет этого регулировочная часть 201 может вращаться относительно крепежной части. В этом случае, наклонная секция 262 регулировочной части лежит на наклонной секции 261 крепежной части, за счет чего вращение регулировочной части по отношению к крепежной части вызывает смещение относительного положения z, аналогично резьбовому соединению. По меньшей мере одна из наклонных секций 261, 262 может быть гофрированной (как схематично показано), так что, данные части не смещаются относительно друг друга, когда на последующем этапе фиксации сонотрод прижимает части друг к другу.
На фиг. 58а показана крепежная часть, являющаяся первым объектом 1, и регулировочная часть 201, причем одна из частей (на фиг. 58а - регулировочная часть) имеет узор из выступов 221, обращенных к другой части. Для регулирования и фиксации регулировочную часть 201 прижимают к крепежной части посредством сонотрода, воздействуя при этом энергией, так что регулировочная часть приваривается к крепежной части. В данном случае выступы используются как в качестве проводников энергии, так и в качестве сжимаемых ограничителей расстояния. Степень продвижения регулировочной части в крепежную часть определяет регулирование относительного положения z. На фиг. 58b и 58с показаны различные профили поперечного сечения выступов 221. Выступы расположены так, что они не образуют замкнутых контуров, так что воздух, оказавшийся между этими частями, может выйти.
На фиг. 59 показано поперечное сечение соответствующей системы после процесса сварки. Размеры отверстий 228, остающихся между крепежной частью и регулировочной частью 201, зависят от отрегулированного относительного положения z.
Регулировочная часть с фиг. 59, показанная в качестве иллюстрации, содержит крепежную часть 231 для зажатия дополнительного объекта в данной системе. Вместо крепежной части, как и в других вариантах осуществления, регулировочная часть 201 может содержать другие структуры или функциональные элементы.
Вместо того, чтобы первоначально быть отдельными частями, регулировочная часть и крепежная часть могут быть выполнены в виде предварительно собранной единицы с регулировочной частью, приваренной к крепежной части. В этом случае узел из обеих частей используют в качестве первого объекта. Соответственно, для подачи энергии в узел и прижатия узла ко второму объекту используют (один) сонотрод, действующий на проксимальную торцевую поверхность. Благодаря превосходным характеристикам кромки второго объекта в отношении направления энергии, первоначально термопластичный материал на границе раздела с этой кромкой станет жидкотекучим, и узел будет прижат к части второго объекта, выступающей в направлении проксимальной стороны. Только когда дистальная поверхность 12 достигнет плоской части, сопротивление увеличится, и зона, образованная выступами 221, начнет сжиматься до достижения требуемого относительного положения z.
На фиг. 60 показан вариант, в котором помимо того, что периферийная часть 222 регулировочной части 201 имеет выступы, она по меньшей мере частично охватывает часть крепежной части (в данном случае - первый объект 1). В связи с этим облегчается направление регулировочной части во время выполнения способа, причем по периферии 223 охватываемой части крепежной части может быть создано другое соединение, например сварное соединение.
На фиг. 61а изображен другой вариант, в котором и крепежная часть 241 и регулировочная часть 242 являются частью первого объекта 1 и выполнены за одно целое. Зона сжатия между крепежной частью 241 и регулировочной частью 242 определена рядом полостей 243. Для выполнения способа посредством сонотрода 6, действующего на проксимальную торцевую поверхность первого объекта, подают энергию в первый объект 1 и прижимают его ко второму объекту 2. Из-за превосходных характеристик кромки второго объекта 2 в отношении направления энергии, первоначально термопластичный материал на границе раздела с этой кромкой станет жидкотекучим, и узел будет прижат к части второго объекта, выступающей в направлении проксимальной стороны (фиг. 61а). Только когда дистальная поверхность 12 достигает плоской части, сопротивление увеличится, и зона, образованная выступами 221, начнет сжиматься до достижения требуемого относительного положения z. На фиг. 61b показан результат с сильно сжатой зоной сжатия. Степень сжатия зоны сжатия определяет регулирование положения z.
Варианты осуществления, описанные со ссылкой на фиг. 55-61, основаны на фиксации регулировочной части относительно крепежной части посредством скрепления материалом, то есть после выполнения способа регулировочная часть и крепежная часть сплавляются друг с другом.
В альтернативной группе вариантов осуществления вместо вышеописанного принципа использования соединительной детали, которая может быть, но не обязательно, первоначально отдельной от первого объекта, используют принцип регулирования положения z регулировочной части относительно крепежной части. Если соединительная деталь первоначально не является отдельной, соответствующая деталь в данном описании обозначается также как «тело из неразжижаемого материала». В данной альтернативной группе вариантов осуществления относительное положение тела из термопластичного материала первого объекта (которое может составлять весь первый объект) и деталь (соединительная деталь, неразжижаемое тело) регулируют во время выполнения способа. В этом случае соединительную деталь используют в качестве регулировочной части, а первый объект, относительно которого она закреплена, используют в качестве крепежной части.
На фиг. 62 показан первый вариант осуществления этого принципа. Соединительная деталь 3, аналогично фиг. 7, представляет собой гайку с внутренней резьбой 39 и наружными удерживающими структурами 31. На этапе регулирования и фиксации сонотрод 206 может использоваться для вдавливания соединительной детали в первый объект, например, после этапа крепления первого объекта 1 ко второму объекту 2 и одновременной подачи энергии вибрации в соединительную деталь 3 для того, чтобы сделать части из термопластичного материала жидкотекучими, чтобы соединительная деталь могла перемещаться в материал первого объекта. Перемещение вперед и подачу энергии прекращают, как только соединительная деталь 3 достигнет требуемого положения z. После того, как части из термопластичного материала возвращаются в твердое состояние, они фиксируют положение z и закрепляют соединительную деталь в материале первого объекта 1 путем взаимного проникновения удерживающих структур.
В показанном варианте осуществления первый объект 1 имеет отверстие 270 с меньшим диаметром (по сравнению с наружными размерами соединительной детали), в которое продвигают соединительную деталь. Опционально, как показано на фиг. 62, отверстие не является сквозным, а заканчивается нижней частью 271, так что первый объект, как в описанных выше вариантах осуществления, обеспечивает герметизацию (уплотнение) проксимальной стороны второго объекта с его дистальной стороны.
Как вариант, сама соединительная деталь 3 может быть такой, что отверстие, в котором выполнена резьба, является не сквозным, а глухим отверстием, аналогично соединительной детали с фиг. 7.
В других альтернативных вариантах, нет необходимости в уплотнении между проксимальной и дистальной сторонами, как это имеет место в примерах, описанных ниже.
На фиг. 63 показан вариант, в котором отверстие 270 является сквозным отверстием и соединительная деталь 3 также представляет собой гайку со сквозным отверстием.
Другим опциональными признаком варианта осуществления с фиг. 63 является то, что второй сонотрод 206, используемый для прижатия соединительной детали к первому объекту и регулирования положения z, действует не с проксимальной, а с дистальной стороны, то есть не с той же стороны, что и первый сонотрод 6, используемый для крепления первого объекта 1 ко второму объекту 2.
Независимо от того, регулируют ли положение z соединительной детали с проксимальной стороны или с дистальной стороны, винт или другой крепежный элемент, закрепляемый впоследствии на соединительной детали, может быть установлен с проксимальной или с дистальной стороны.
Разумеется, соединительная деталь 3, вместо вставления или фиксации под действием механической вибрации, может быть вставлена также путем прессования или, если она имеет самостопорящуюся (наружную) резьбу, просто ввинчена в первый объект. Концепция регулирования положения z независимо от процесса крепления остается неизменной.
На фиг. 64а и 64b показана конфигурация, в которой соединительная деталь 3 имеет коническую часть, взаимодействующую с коническим отверстием 252 первого объекта. Степень прижатия конической части соединительной детали 3 к отверстию 252 посредством сонотрода 206 определяет относительное положение z. Как и в предыдущих вариантах осуществления, соединительная деталь может содержать наружные соединительные структуры или удерживающие структуры, взаимодействующие со разжиженными и вернувшимися в твердое состояние частями из термопластичного материала, чтобы обеспечить фиксацию с геометрическим замыканием соединительной детали относительно первого объекта 1.
Следующие дополнительные опциональные признаки, показанные на фиг. 64а и 64b, не зависят от данного принципа и не зависят друг от друга:
соединительная деталь имеет головную часть, образующую основание для зажимного соединения для дополнительной части;
первый сонотрод 6 имеет дистальный выступ 62, который используют для формования и, например, по меньшей мере частичного образования отверстия 252. Для этого первый объект первоначально, перед тем как он будет прикреплен ко второму объекту 2, имеет только предварительное отверстие 251 с уменьшенным размером, так что материал первого объекта смещают посредством первого сонотрода 6 в процессе крепления ко второму объекту 2.
Принцип с фиг. 64а и 64b может применяться как со сквозным отверстием 252, так и с сужающимся глухим отверстием.
На фиг. 65 показан вариант осуществления, в котором соединительная деталь является не только вставкой (как в ранее описанных вариантах осуществления, в частности на фиг. 4а, 5а, 6-8, 15, 62-64b), но имеет периферийную втулочную часть, охватывающую и направляющую проксимально обращенную часть первого объекта. Периферийная втулочная часть может иметь обращенные внутрь удерживающие структуры 31. Аналогично, центральная часть, в данном случае с внутренней резьбой 39, может иметь обращенные наружу удерживающие структуры для взаимодействия с материалом первого объекта, в отверстие которого вдавлена центральная часть (см. фиг. 65).
На фиг. 66-68 показаны различные соединительные структуры для вставок. Вставки могут быть вставками 16, имеющимися в регулировочной части 201, например, такими как вставки, описанные со ссылкой на фиг. 55-61, так что узел из крепежной и регулировочной частей может использоваться в качестве крепежа для соединения дополнительной части со вторым объектом. Как вариант, вставки могут быть вставками, представляющими собой тела из неразжижаемого материала, как описано выше. В качестве еще одной альтернативы, вставки могут быть соединительными деталями, которые, например, служат в качестве регулировочных частей в вышеописанном смысле.
На фиг. 66 вставка представляет собой гайку с внутренней резьбой и, например, наружными удерживающими структурами. На фиг. 67 вставка содержит резьбовой стержень, к которому можно прикрутить гайку или другую деталь. Крепежная часть 191 погружена в термопластичный материал первого объекта 1 или, соответственно, регулировочной части 201. На фиг. 68 аналогично показана вставка с крепежной головкой для зажимного соединения. Разумеется, возможны и другие структуры.
Вместо крепления к термопластичному материалу посредством погруженной в него части возможны и другие соединения, включая съемные соединения. Например, вставка и первый объект или регулировочная часть могут быть снабжены структурой байонетного соединения, за счет чего вставка может быть вставлена в соединительную выемку и закреплена путем поворотного перемещения.
Принцип регулирования положения z регулировочной части относительно крепежной части был описана выше, в основном, в отношении вариантов осуществления, в которых крепление первого и второго объектов друг к другу выполняют перед этапом регулирования положения z. В данных вариантах осуществления этапы крепления и регулирования опционально могут быть выполнены в разных местах, например, на разных станциях производственной линии.
Согласно еще одной группе вариантов осуществления регулирование положения z может выполняться до крепления. Например, сначала могут быть получены исходные данные измерений, касающиеся особенностей второго объекта (или узла, содержащего второй объект) и/или особенностей любой другой части (первого объекта, дополнительного объекта, подлежащего креплению к первому объекту). Исходя из этого, необходимое регулирование положения z может быть рассчитано заранее. Затем это регулирование положения z может быть выполнено, например, на основе любого принципа, описанного в данном документе. Только после того, как было выполнено регулирование положения z, в данных вариантах осуществления выполняют крепление.
Этот вариант принципа может быть использован для разделения этапов производственного процесса. В частности, если второй объект является сравнительно большим или относится к сравнительно большому предварительно собранному узлу (например, к кузову транспортного средства), это может быть предпочтительным, поскольку в этом случае этап регулирования положения z может быть выполнен на гораздо меньшей станции и не задерживает основной процесс. Этот принцип весьма схематично показан на фиг. 107, где номером позиции 450 обозначена станция регулирования положения z, а номером позиции 451 - станция крепления.
На фиг. 121 показана блок-схема возможного способа согласно вариантам осуществления изобретения, причем способ включает в себя регулирование положения соединителя (или аналогичного элемента) относительно второго объекта, например, для компенсации допуска.
После начала (Н) на первом этапе 701 измеряют возможное несоответствие допусков. После этого вычисляют правильное положение или корректировку положения (этап 702). Если соединитель или другая функциональная часть принадлежит первому объекту и является его неотъемлемой частью, располагают первый объект и второй объект относительно друг друга в вычисленном скорректированном положении х, у, z, (под углом) (этап 703); например, минус смещение z, учитывающее относительное перемещение первого и второго объектов во время последующего этапа. Затем выполняют этап 704 крепления для крепления первого объекта ко второму объекту, согласно описанию данного документа.
Однако, если соединитель содержит крепежную часть и регулировочную часть (если она не выполнена за одно целое или содержит, например, сжимаемую/расширяемую зону), проводят дополнительное разграничение. В первой группе положение регулировочной части относительно крепежной части регулируют (этап 706) и фиксируют (этап 707) до выполнения этапа 708 крепления, в котором крепежную часть прикрепляют ко второму объекту. Этапы регулирования или фиксации, которые могут опционально быть объединены, можно выполнять на той же станции, на которой выполняют последующий этап крепления, или на другой станции.
Во второй группе сначала выполняют этап 7011 крепления крепежной части ко второму объекту, и затем выполняются этапы регулирования и фиксации (которые, как уже упоминалось, могут быть объединены).
В вариантах осуществления обеих групп этап фиксации и, возможно, этап регулирования могут быть объединены с этапом крепления, как пояснялось выше.
В вариантах осуществления второй группы, в отличие от того, что показано на блок-схеме, этапы 701, 702 измерения и вычисления можно выполнять после этапа 711 крепления.
В вариантах осуществления с регулированием положения z или без него расширение соединения в направлении z может быть проблематичным. Например, первый объект может быть соединителем или его частью, предназначенной для крепления дополнительного объекта ко второму объекту, и этот дополнительный объект должен располагаться относительно близко ко второму объекту (соединение с низкой высотой).
Например, в вариантах осуществления с фиг. 62, 63, 64b, 65 эта проблема решена путем оснащения первого объекта удлиненной частью, проходящей в перфорацию 20 второго объекта и через плоскость листа (если эта плоскость определена) и путем, например, оснащения этой части первого объекта удерживающей структурой (внутренней резьбой 39) или другой крепежной структурой для крепления дополнительного объекта ко второму объекту посредством первого объекта.
Еще один вариант осуществления проиллюстрирован на фиг. 116. Первый объект имеет структуру, аналогичную структуре с фиг. 62. В отличие от данного варианта осуществления, используется опора 600. Данная опора содержит направляющий выступ, который выступает в радиальном направлении внутрь от кромки (относительно центра перфорации), и который направляет течение материала в дистальном направлении относительно кромки второго объекта 2 радиально наружу в кольцевое приемное углубление 602. Опора содержит выемку для размещения удлиненной части 269, проходящей в перфорацию и содержащей отверстие 270.
Сонотрод 6, показанный на фиг. 116, содержит направляющий выступ 62, взаимодействующий с отверстием 270 для направления сонотрода, и дополнительно реализует принцип, описанный ниже, например, со ссылкой на фиг. 87. Оба этих признака не зависят от других признаков варианта осуществления с фиг. 116, но могут способствовать оптимизации процесса крепления.
На фиг. 117 показан еще один вариант осуществления (сонотрод не показан на фиг. 117). Аналогично варианту осуществления с фиг. 116, опору используют для направления потока материала, причем опора имеет выемку (которая в варианте, альтернативном показанному варианту осуществления, может быть сквозным отверстием) для размещения вытянутой части 269.
Кроме того, на фиг. 117 проиллюстрирован возможный принцип для любых вариантов осуществления, содержащих опору. Объем приемного углубления 602 (ниже пунктирной линии на фиг. 117) может быть выбран несколько меньшим, чем объем части термопластичного материала, доступной для течения. На фиг. 117 эта часть материала, доступная для течения, соответствует объему кольцевого выступа 605 первого объекта. Если объем приемной структуры опоры меньше, чем объем текучего термопластичного материала, то путем подачи прижимного усилия между первым объектом, с одной стороны, и вторым объектом и опорой, с другой стороны, может быть достигнуто полезное давление формования.
Еще один вариант изображен на фиг. 111 и 112. Второй объект, в дополнение к по меньшей мере одной перфорации 20 (трем перфорациям 20 в изображенном варианте осуществления), вдоль которой проходит кромка 21, содержит также отверстие 510 удлинения.
В отличие от мест перфорации (перфораций), второй объект не выступает в направлении стороны первого объекта вдоль отверстия 510 удлинения. Следовательно, удлинение z первого объекта вокруг отверстия удлинения может быть выбрано свободно, в зависимости от требований. Кроме того, форму и размеры крепежного отверстия можно выбрать независимо от каких-либо свойств, требуемых для процесса крепления.
В варианте осуществления с фиг. 111 и 112 первый объект 1 имеет удлиненную часть, представляющую собой втулку 512, проходящую в отверстие через устье отверстие 510 удлинения. Втулка может иметь по существу трубчатую форму, как показано на чертеже. Соединительная деталь 3 проходит в отверстие удлинения. Соединительная деталь 3 взаимодействует с соединительным элементом 530 для крепления дополнительного объекта 501 ко второму объекту. В связи с этим, примерный соединительный элемент 530 выполнен так, что он имеет головную часть 531 для крепления дополнительного объекта 501 к соединительной детали. Как вариант или в дополнение к проиллюстрированной структуре могут быть применены другие структуры для крепления дополнительного объекта 501 к соединительной детали.
Соединительная деталь 3 содержит головную часть 521 и стержневую часть 522, причем стержневая часть может быть прикреплена к втулке 512 в различных положениях z, что показано двойной стрелкой с обозначением Δz. Механическое соединение между втулкой 512 (в более общем случае, первым объектом) с одной стороны, и стержневой частью 522 (в более общем случае, соединительной деталью 3) с другой стороны может быть любым подходящим соединением, включая резьбовое соединение, другие виды соединений с геометрическим замыканием и/или силовые соединения с соединением материала (такие как сварка, адгезивное соединение или паяное соединение) и т.п.
Кроме того, на фиг. 112 показано, что размер втулки, проходящей через устье отверстия 510 удлинения, может быть таким, что возможно некоторое регулирование положения первого объекта относительно второго объекта в плоскости (положения х-у).
На фиг. 113 показан вариант конфигурации с фиг. 111 и 112, в котором реализованы следующие дополнительные функции:
второй объект 2 и/или дополнительный объект не являются по существу плоскими, а имеют произвольную трехмерную форму. Соответственно, плоскость листа определена только локально вокруг перфораций 20 и вокруг отверстия удлинения. Соответственным образом адаптирована форма первого объекта;
удлиненная часть первого объекта, проходящая через устье отверстия удлинения и от стороны дополнительного объекта 501, не является втулкой, открытой в направлении этой стороны, а втулка 512 закрыта нижней частью 513;
первый объект 1 не состоит из термопластичного материала, а содержит первую часть (тело), составляющую функциональную зону 111, и вторую часть, составляющую зоны 112 присоединения. Функциональная зона может быть из другого материала, нежели зоны присоединения, в частности, не из термопластичного материала. Таким образом, материал функциональной зоны может иметь, например, превосходную способность сохранять размеры. В частности, функциональная зона может быть металлической или из более твердого пластического материала, чем термопластичный материал зон присоединения, такого как композиционный материал.
В частности, вторые части 112, образующие зоны присоединения, могут удерживаться относительно первой части, составляющей функциональную зону, посредством соединения с геометрическим замыканием, опционально в дополнение к другому соединению, например соединению адгезивом. На фиг. 113 изображена первая часть с вырезами, заполненными термопластиком, который составляет вторую часть 112.
На фиг. 113 изображен первый объект 1, образующий крепежную структуру, являющуюся внутренней резьбой, взаимодействующей с наружной резьбой соединительной детали. Возможны и другие крепежные структуры, в том числе последовательность структур типа байонетного фиттинга на разной глубине, клеевые каналы и т.п.
Эти признаки не зависят друг от друга, то есть их можно реализовать по отдельности или в любом сочетании.
На фиг. 73-79 показан принцип выполнения контактной стороны со структурами, например узорами из углублений и выступов, для уменьшения величины необходимой подачи энергии и усилий.
На фиг. 73 показана система из первого объекта 1, второго объекта 2 и сонотрода 6, расположенного проксимально относительно первого объекта 1. Первый объект имеет узор из выступов 301 и расположенных между ними углублений 302 на контактной стороне (дистальной стороне, в показанной системе). Таким образом, текучая часть термопластичного материала, протекающая относительно второго объекта во время выполнения способа, имеет пространство, в которое может затекать текучая часть. В этом заключается отличие от вариантов осуществления без структуры на контактной стороне, в которых избыточный материал, смещаемый вторым объектом, должен выдавливаться либо через перфорацию, либо вбок или должен возвращаться ко второму объекту против направления прижатия, и в этом случае подаваемые усилия и энергия должны быть большей величины.
Как показано более подробно на фиг. 74, могут быть использованы следующие возможные конструктивные критерии:
общий объем V1 выступов может быть приблизительно равен общему объему V2 углублений, то есть средняя плоскость поверхности контактной стороны может находиться примерно на равных расстояниях от пиков и впадин выступов и, соответственно, углублений;
глубина h1 углублений может быть меньше высоты h2 выступающей секции. Этот конструктивный критерий относится, в частности, к соединению между первым и вторым объектами, которое должно быть герметичным.
Данные критерии не зависят друг от друга.
На фиг. 75 и 76, где схематически изображены виды первого объекта с контактной стороны, показаны возможные варианты углублений/выступов. Радиальный узор с фиг. 75 содержит углубления 302 и выступы 301, проходящие радиально из центральной части 304, причем центральную часть во время выполнения способа выравнивают с перфорацией второго объекта, и она имеет меньший диаметр, чем перфорация. На фиг. 76 показан шахматный узор.
На фиг. 77-79 показаны альтернативные поперечные сечения выступов, образующих узор из выступов и углублений. Форма поперечного сечения с фиг. 77 аналогична прямоугольной форме с фиг. 73 и 74, но является сужается. На фиг. 78 показана заостренная форма, обладающая свойствами для направления энергии (во многих вариантах осуществления кромка второго объекта обладает достаточными свойствами для направления энергии, однако в некоторых ситуациях могут быть полезны дополнительные свойства для направления энергии, присущие первому объекту). На фиг. 79 показана комбинация, содержащая основное тело выступа 301, имеющего прямоугольное поперечное сечение, с направляющими энергию гребнями 305.
На фиг. 80 и 81 изображен вариант осуществления второго объекта, имеющего основную перфорацию 20 и множество периферийных перфораций 310, расположенных по периферии основной перфорации. На фиг. 80 показан вид сверху второго объекта, а на фиг. 81 показан первый объект 1, прикрепленный ко второму объекту 2 после выполнения способа. Периферические перфорации меньше основной перфорации и расположены в секции второго объекта, выступающей проксимально от плоскости листа второго объекта, то есть периферийные перфорации расположены там, где листовой материал наклонен относительно плоскости листа (см. фиг. 81). Кроме того, лист вдоль одной или более периферийных перфораций деформирован для того, чтобы он выступал, в частности, в проксимальном направлении, от криволинейной поверхности, образованной выступающей секцией, как показано на фиг. 81, где изображена деформированная секция 313 периферической перфорации, изогнутая в проксимальном направлении по отношению к пунктирной линии, иллюстрирующей криволинейную поверхность.
На фиг. 82 показан вариант осуществления, в котором деформированная секция второго объекта по периферии является асимметричной, так как высота h выступающей секции различна в зависимости от положения вдоль кромки второго объекта. В показанном разрезе имеет место отношение 0≥h1<h2<dz.
Асимметричная деформированная секция, подобная той, что показана на фиг. 82, может быть предпочтительной, например, в том случае, когда ожидается, что на соединение между объектами будут воздействовать асимметричные нагрузки. Кроме того, асимметричная деформированная секция может присутствовать в связи с условиями изготовления. Например, ось крепления (проксимодистальная ось, вертикальная ось на фиг. 82) может отличаться от оси деформации, особенно если второй объект не просто плоский, а имеет более сложную трехмерную форму при больших масштабах. Этот случай весьма схематично показан на фиг. 83, где изображен пробивной инструмент 320, выполняющий перфорацию и вызывающий деформацию, приводящую к образованию деформированной секции вокруг перфорации.
Если деформированная секция не проходит по всей периферии, то есть, если имеются части с высотой h=0, возможным может быть прохождение деформированной секции более чем на 180 градусов вокруг периферии, как показано на фиг. 84. Однако, в зависимости от применения и конфигурации, это не обязательно (см., например, фиг. 15).
На фиг. 85 показана возможность управления положением z с помощью контактной стороны первого объекта, которой придана соответствующая форма. Первый объект имеет дистально обращенную опорную часть 341, проходящую по периферии того места, где она входит в контакт с кромкой второго объекта. Кроме того, опорная часть расположена более латерально, чем выступающая секция второго объекта, за счет чего, когда первый и второй объекты прижимают друг к другу с действием вибрации, может быть вызвано относительное перемещение первого и второго объектов друг к другу до тех пор, пока опорная часть не будет примыкать к листовой части, где определена плоскость листа. Таким образом, положение z первого объекта относительно второго объекта определяется размером опорной части, используемой в качестве разделителя.
На фиг. 86 показана упрощенная диаграмма выполнения способа. Прижимное усилие F, показанное как функция относительного положения а, необходимое для перемещения первого и второго объектов друг к другу, сильно возрастает, когда опорная часть примыкает ко второму объекту (как показано пунктирной линией). Это явление можно использовать для определения порогового усилия Ft. Как только необходимое усилие достигает порогового уровня, выполнение способа может быть остановлено.
На фиг. 87 показан принцип ограничения поверхности подачи, находящейся между сонотродом 6 и первым объектом 1, областью, протяженность которой в плоскости (х-у-) ограничена областью с учетом формы второго объекта и местоположения кромки. Например, поверхность подачи энергии может быть ограничена полосой вдоль траектории кромки второго объекта 2. В вариантах осуществления с перфорацией, вдоль которой образована кромка, поверхность подачи энергии имеет кольцевую форму с центральным отверстием.
В связи с этим, как показано на фиг. 87, форма сонотрода такова, что он содержит дистальный кольцеобразный выступ 331, за счет чего во время выполнения способа образуется центральное пустое пространство 332.
Как показано на фиг. 88, где схематически показана вертикальная защита, поверхность 333 подачи (обозначенная пунктирными линиями) проходит по обеим сторонам кромки 21.
Такая конструкция с сонотродом, образующим пустое пространство, может иметь дополнительное преимущество, заключающееся в том, что функциональный элемент, который может располагаться по центру относительно перфорации 20, не вступает в непосредственный контакт с сонотродом. На фиг. 89 показан пример первого объекта, содержащего соединительную деталь 3, представляющую собой резьбовой стержень, а на фиг. 90 показан первый объект с втулкой в качестве соединительной детали 3.
На фиг. 91 показано, что принцип ограничения поверхность подачи не обязательно может быть реализован путем придания сонотроду соответствующей формы, но дополнительно или альтернативно проксимальная поверхность первого объекта 1 может быть сформирована так, что она ограничивает поверхность подачи. На фиг. 91 показано, что первый объект формирует углубление 335, которое должно быть выровнено с перфорацией 20 во втором объекте 2. На фиг. 91 показано, что дистальная поверхность вывода энергии сонотрода 6 является по существу плоской; однако возможны и другие формы, например, содержащие направляющий выступ, взаимодействующий с направляющим углублением первого объекта (не показано).
В группе вариантов осуществления, и также, но не исключительно, в вариантах осуществления, в которых поверхность подачи адаптирована к месту расположения перфорации и кромки, способ включает в себя регулирование положения, в частности, положения х-у в плоскости, первого объекта и/или сонотрода относительно второго объекта.
В первой подгруппе данной группы вариантов осуществления положение сонотрода 6 относительно второго объекта 2 определено, например, оборудованием, содержащим установочную раму. Данная первая подгруппа схематически показана на фиг. 92. Положение первого объекта 1, который может быть расположен между сонотродом и вторым объектом 2, может быть регулируемым. Точность, с которой необходимо корректировать положение первого объекта, сильно зависит от характеристик первого объекта и выполняемых им функций, а также от требований.
Вторая подгруппа вариантов осуществления включает в себя определение положения первого объекта 1 относительно сонотрода 6. Положение узла первый объект - сонотрод относительно второго объекта может быть регулируемым. Аналогично, точность, с которой необходимо регулировать положение х-у, может сильно зависеть от структуры и требований. На фиг. 93 схематично показан принцип, используемый для второй подгруппы. Относительные положения х-у в плоскости сонотрода и первого объекта фиксируют посредством направляющего выступа 62 сонотрода, взаимодействующего с соответствующим направляющим углублением первого объекта. Однако существуют и другие средства для определения относительного положения в плоскости.
На фиг. 94 и 95, относящихся к первой подгруппе, показано возможная сборка для удержания и позиционирования первого объекта для выполнения способа. Показанный принцип аналогичен принципу, проиллюстрированному на фиг. 50а и 50b. Возможное требование состоит в том, что средство, направляющее первый объект, должно быть таким, чтобы отделить вибрацию первого объекта от каркаса (например, образованного удерживающей рамой или кожухом), относительно которых они установлены. Как показано на фиг. 50а и 50b, это обеспечено посредством направляющего инструмента. На фиг. 94 и 95, в качестве альтернативы вышеупомянутым решениям, показаны направляющие инструменты, являющиеся пружинами 361, установленными на регулировочных инструментах 362, по меньшей мере некоторые из которых имеют регулируемое положение х-у. Сборочный узел может содержать, например, три или четыре таких регулировочных инструмента 362 с пружинами, распределенными по периферии первого объекта 1. Если имеется четыре регулировочных инструмента, регулировочные инструменты, расположенные в противоположных положениях, могут быть соединены друг с другом с возможностью совместного перемещения.
На фиг. 96-100, которые относятся ко второй подгруппе вариантов осуществления, показаны структуры, при выполнении способа определяющие и фиксирующие положение первого объекта 1 в плоскости относительно сонотрода 6. Согласно фиг. 96, может быть использован сонотрод с всасывающими каналами 371, с помощью которых может быть создан вакуум, в результате чего первый объект может быть временно прижат к проксимальной поверхности сонотрода. Как показано на фиг. 97, возможно сочетание по меньшей мере одного такого всасывающего канала 371 и фиксации. Сонотрод 6 с фиг. 97, например, содержит направляющие наконечники 373, которые проникают в первый объект 1 и тем самым фиксируют боковое положение. Проникновение в первый объект может быть обеспечено вакуумом, создаваемым с помощью всасывающего канала, и/или прижимным усилием, возможно, с действием вибрации. В последнем случае материал первого объекта может быть выполнен локально жидкотекучим для проникновения направляющих наконечников за счет подачи энергии.
Если вместо заостренных направляющих наконечников 373 сонотрод (или первый объект) содержит кольцевой гребень, прижатие первого объекта и сонотрода друг к другу также устраняет возможную проблему утечки при подаче вибрации в сонотрод. В противном случае скорость всасывания должна быть достаточной, чтобы компенсировать такую утечку и поддерживать вакуум.
Направляющие наконечники 373 или другие проникающие направляющие средства не обязательно должны иметь вырезы. Направление в плоскости и, возможно, также временная полная фиксация могут обеспечиваться направляющим средством, поступающим в материал первого объекта, в последнем случае, например, наподобие конуса Морзе (форму направляющего средства выбирают соответствующим образом).
Вакуум, под действием которого первый объект присасывается к сонотроду 6, может быть отключен после того, как направляющие наконечники (или другие проникающие направляющие средства) проникли в первый объект.
На фиг. 98 показана еще одна возможность. Направляющий элемент 381, в данном случае являющийся направляющим стержнем, направляют в боковом направлении как относительно сонотрода 6, так и относительно первого объекта 1. В сонотроде посредством уплотнительного кольца образован первый подшипник 382, являющийся подшипником со свободной посадкой, а второй подшипник 383 представляет собой подшипник с плотной посадкой относительно первого объекта, при этом посредством второго подшипника также удерживают направляющий элемент от осевых перемещений. Поскольку только один из подшипников (первый подшипник 382 в показанном варианте осуществления) является подшипником со свободной посадкой, энергия вибрации, передаваемая через направляющий элемент, сводится к минимуму.
В варианте с фиг. 99 первый подшипник 382 и второй подшипник 387 являются подшипниками со свободной посадкой. Для предотвращения выпадения направляющего элемента 381 из сонотрода 6 обеспечивают осевую опору посредством внутреннего фланца 385 сонотрода 6 и наружного фланца 384 направляющего элемента 381, взаимодействующих с уплотнительным кольцом, образующим первый подшипник. Опционально используемая пружина 388 обеспечивает поддержание заданного осевого положения относительно сонотрода. Направляющий элемент 381 в варианте осуществления, показанном на фиг. 99, является, как и на фиг. 98, по существу цилиндрическим, за исключением выступающего в сторону фланца 384. Цилиндрическая симметрия не обязательно является симметрией цилиндра вращения. Отклонение от симметрии вращения может приводить к направлению также в отношении вращательных относительных перемещений.
На фиг. 100 показан вариант осуществления, в котором первый объект направляют посредством периферийного фланца 391 сонотрода вместо направляющего выступа (или в дополнение к такому выступу). Пунктирными линиями показаны опциональные дополнительные конические проникающие направляющие элементы 392, которые во время выполнения способа могут проникать в материал первого объекта.
На фиг. 101 показано, что, когда сонотрод подает механическую вибрацию в первый объект, усилие контакта между первым объектом и объектом, к которому первый объект прижимают посредством сонотрода, а именно вторым объектом, периодически изменяется. Во время нижней полуволны (показана заштрихованными областями) контакт может быть очень слабым или даже свободным, и это может привести к неконтролируемому боковому смещению («плаванию») первого объекта при выполнении способа без использования каких-либо направляющих средств. Эту проблему можно решить путем прижатия сонотрода с большим усилием к первому объекту. Однако это влияет на характеристики вибрационного соединения, поэтому прижимное усилие является параметром, который нельзя выбирать произвольно. Однако данная проблема решается, если на первый объект действует дополнительное прижимное усилие Fp (стрелка на фиг. 101), достаточное для компенсации эффекта «отрыва» в течение нижних периодов полуволны.
Соответствующий сборочный узел проиллюстрирован на фиг. 102, где в дополнение к сонотроду показан удерживающий инструмент 395. Удерживающий инструмент в данном варианте осуществления имеет дополнительный периферийный направляющий фланец. Кроме того, показанный сонотрод имеет по меньшей мере один опциональный конический проникающий направляющий элемент 392.
Для выполнения способа достаточно, чтобы удерживающий инструмент 395 действовал на первый объект на начальном этапе. Как только кромка второго объекта проникнет в первый объект на некоторую глубину, удерживающее усилие больше не требуется. Следовательно, удерживающий инструмент необязательно должен иметь передний приводной механизм для поддерживания прижимного усилия, когда первый объект перемещают в дистальном направлении во время выполнения способа.
Вариант осуществления с фиг. 102 может относиться ко второй подгруппе или к другой подгруппе, где первый и второй объекты имеют предварительно заданное положение относительно друг друга (положение первого объекта фиксируют посредством удерживающего инструмента), причем положение сонотрода является регулируемым.
На фиг. 103 изображен крепеж 400, имеющий крепежную пластину 401 (или «головку крепежа») и крепежный элемент 402, прикрепленный к нему. Крепежный элемент может обладать любым свойством современного крепежного элемента, такого как резьбовой болт (как изображено), болт без резьбы, штифт, гайка, крюк, проушина, основание для байонетной муфты, и т.п. В этом случае крепеж может быть по существу подобным крепежу, продаваемому под торговым наименованием «bighead» и предназначенному для приклеивания к поверхности другого объекта.
Крепеж такого типа в способе согласно изобретению может использоваться в качестве второго объекта. В частности, крепежная пластина 401 может рассматриваться как листовая часть и может иметь множество отверстий 403, вдоль которых проходит кромка. Эта кромка и/или периферийная кромка крепежной пластины может использоваться в качестве кромки в способе согласно вариантам осуществления изобретения. В связи с этим крепежная пластина может быть деформирована вдоль соответствующей кромки для обеспечения изгиба, в частности к той стороне, на которой первый объект должен быть приведен в контакт с крепежной пластиной для осуществления способа.
На фиг. 104 весьма схематично изображен первый возможный вариант, когда обстоятельства позволяют подавать механическую вибрацию со стороны первого объекта 1. Крепежная пластина 401 согнута в направлении стороны первого объекта (например, но не обязательно, соответствует нижней стороне в ориентации, показанной на фиг. 103), за счет чего связывание в области отверстия (отверстий) 403 может быть получено, по существу, таким образом, как описано выше.
Во многих конфигурациях с крепежом такого типа, упомянутого со ссылкой на фиг. 103, будет невозможно или неудобно подавать вибрацию в первый объект, например, если первый объект является более крупным объектом или его задняя сторона плохо доступна или и/или по другим причинам. В этом случае вибрация может быть подана во второй объект. Для этого сонотрод 6, используемый для подачи вибрации в узел, может иметь соответствующую форму.
На фиг. 105 весьма схематично показан первый возможный вариант. Сонотрод содержит приемное отверстие 410, имеющее устье на дистальной поверхности вывода энергии, в котором размещается крепежный элемент 402, когда дистальную поверхность вывода энергии прижимают к крепежной пластине. Таким образом, инструмент (сонотрод) и второй объект адаптированы друг к другу, чтобы инструмент прижимался непосредственно к проксимально обращенной поверхности крепежной пластины.
Инструмент может быть оснащен направляющей структурой, такой как обращенные внутрь направляющие выступы 411 для второго объекта, подлежащего направлению относительно инструмента. Такая направляющая структура может, в частности, взаимодействовать с крепежным элементом, как и в случае схематически показанных направляющих выступов 411 в варианте осуществления с фиг. 105.
В вариантах осуществления направляющая структура может быть выполнена в виде крепежной структуры, взаимодействующей с крепежным элементом, для временного крепления второго объекта (крепежа) 2 к сонотроду 6. Данный возможный вариант схематически показан на фиг. 106. В примере с фиг. 106 второй объект/крепеж имеет крепежную структуру 402, являющуюся гайкой, прикрепленной, например, приваренной, к крепежной плите 401, причем гайку используют в качестве крепежной структуры. Инструмент 6 содержит резьбовой выступ 421, адаптированный к внутренней резьбе гайки 402, при этом для выполнения способа крепеж может быть привинчен к инструменту.
Аналогичные конфигурации, например, углубление с внутренней резьбой для взаимодействия с резьбовым стержнем крепежа, возможны и для других крепежных элементов.
В описанных выше вариантах осуществления подразумевалось, что механическая вибрация является продольной вибрацией, то есть вибрацией в проксимодистальном направлении. Это требование не является обязательным. Как известно, например, из области ультразвуковой сварки металлических деталей, вибрация может быть также поперечной вибрацией. В контексте настоящего изобретения поперечная вибрация может быть особенно предпочтительна для вариантов осуществления, в которых вибрацию подают в металлическую часть, то есть во второй объект, а не в первый объект. Например, в вариантах осуществления, подобных описанным вариантам со ссылкой на фиг. 106, в которых имеет место временное крепление второго объекта к сонотроду, можно легко подать поперечную вибрацию от сонотрода во второй объект.
На фиг. 108 схематично показан альтернативный вариант. Сонотрод подает вибрацию во второй объект в по существу поперечном направлении (в направлении в плоскости относительно плоскости листа, если она определена), тогда как отдельный прижимной инструмент 470 подает необходимое прижимное усилие. Данный сборочный узел соответствует сборочному узлу с подачей поперечных вибраций при сварке металла ультразвуком.
На фиг. 109 показан сонотрод 6, предназначенный для поперечных колебаний. Сонотрод 6 имеет приемное отверстие 410, которое выполнено с возможностью приема крепежной структуры 402. В частности, приемное отверстие с фиг. 109 имеет внутреннюю резьбу, адаптированную к резьбе крепежной структуры, являющейся резьбовым стержнем. Сонотрод 6 имеет кольцеобразный бортик 480, который во время выполнения способа прижимается к периферийной части крепежной пластины и тем самым подает прижимное усилие и, вместе с приемным отверстием, механическую вибрацию в крепежную пластину 401. Для симметрии сонотрод 6 с фиг. 109, в дополнение к дистальному кольцеобразному бортику 480, который прижимают к крепежной пластине, имеет проксимальный кольцеобразный бортик 481. За счет этого можно осуществить способ параллельно для двух узлов, при этом сонотрод зажимают между двумя первыми объектами, прижатыми к соответствующим вторым объектам, которые вводят с противоположных сторон (в этом случае, разумеется, длина соответствующих крепежных структур должна соответствовать максимум половине удлинения сонотрода в направлении приемного отверстия). На противоположных сторонах сонотрода, параллельных плоскости чертежа на фиг. 109, могут иметься еще два места подачи энергии.
Другой сонотрод 6, подходящий, например, для «продольно-поперечной» конфигурации, показан на фиг. 110. Сонотрод содержит приемное отверстие 410 для приема крепежной структуры (например, резьбового стержня). Аналогично вариантам осуществления с фиг. 109 и 106, приемное отверстие может быть опционально выполнено с возможностью соединения с крепежной структурой. Сонотрод установлен с возможностью поперечной вибрации дистальной концевой части, например, посредством вибрации, подаваемой в сонотрод посредством соединителя, действующего сбоку и вызывающего изгибные колебания сонотрода, как схематично показано на фиг. 110.
Вместо кольцеобразного бортика, сонотрод в изображенном варианте осуществления содержит множество полок для подачи вибрации в боковые части крепежной пластины. При этом возможна несложная адаптация к сонотроду с бортиком вывода, как на фиг. 109, или с другой поверхностью подачи.
Несмотря на то, что вариант с поперечной вибрации по существу был описан в отношении вторых объектов, являющихся крепежами, имеющими крепежную пластину, данная концепция может быть легко использована и в других вариантах осуществления, в частности, в варианте осуществления, в котором вибрацию подают во второй объект, в том числе варианты осуществления с фиг. 25-26, 30-31 и другие.
Пример 1
Диск из ABS (АБС), имеющий толщину 4 мм, и диаметр 19,5 мм был прикреплен к металлическому листу, деформированному так, как показано на фиг. 1а и 1b. Металлический лист представлял собой стальной лист толщиной 0,8 мм. Большой диаметр D варьировался между значениями 6, 8 и 12 мм, а высота h была установлена на значение от 2 мм до 3 мм, и угол а был выбран равным 20 градусов. Используя коммерчески доступное ультразвуковое сварочное устройство (20 кГц), работающее с амплитудой около 60 мкм и требуемой мощностью в диапазоне 1000-1500 Вт, которую прикладывали к проксимальной торцевой поверхности диска с усилием, начиная с 100 Н и доводя до примерно 400 N, был осуществлен способ, показанный на фиг. 3a и 3b. Было обеспечено прочное соединение, и после охлаждения до комнатной температуры диск было невозможно оторвать от листа без деформации листа.
То же самое повторили с систематически измененными параметрами:
алюминиевый лист толщиной 1,2 мм вместо стального листа,
угол 40°,
высота 1,8 мм,
Полиамид 66 с 30-процентным объемным содержанием стекловолокна, в качестве материала диска,
PVC, РВТ, PET и PC 2000 в качестве материалов диска,
пробитая перфорация с гладкой формой, как показано на фиг. 2а и 2b.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| Способ и устройство для закрепления соединителя | 2016 |
|
RU2745913C2 |
| СПОСОБ И УСТРОЙСТВО УПРОЧНЕНИЯ И/ИЛИ ПОКРЫТИЯ ИЗНУТРИ МАТЕРИАЛА | 2013 |
|
RU2668434C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЗВОНОЧНИКА, СПОСОБ И НАБОР ДЛЯ ЕГО ИМПЛАНТАЦИИ | 2010 |
|
RU2535775C2 |
| СОЕДИНЕНИЕ ОБЪЕКТОВ ДРУГ С ДРУГОМ | 2016 |
|
RU2731394C2 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО, АППАРАТ И ХИРУРГИЧЕСКИЙ СПОСОБ | 2010 |
|
RU2560775C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ИМПЛАНТАЦИИ В ТКАНЬ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО | 2010 |
|
RU2695558C2 |
| ИМПЛАНТАТ ДЛЯ ИМПЛАНТАЦИИ В КОСТНУЮ ТКАНЬ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИМПЛАНТАЦИИ | 2005 |
|
RU2389445C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ПРЕДМЕТОВ | 2015 |
|
RU2682773C2 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |

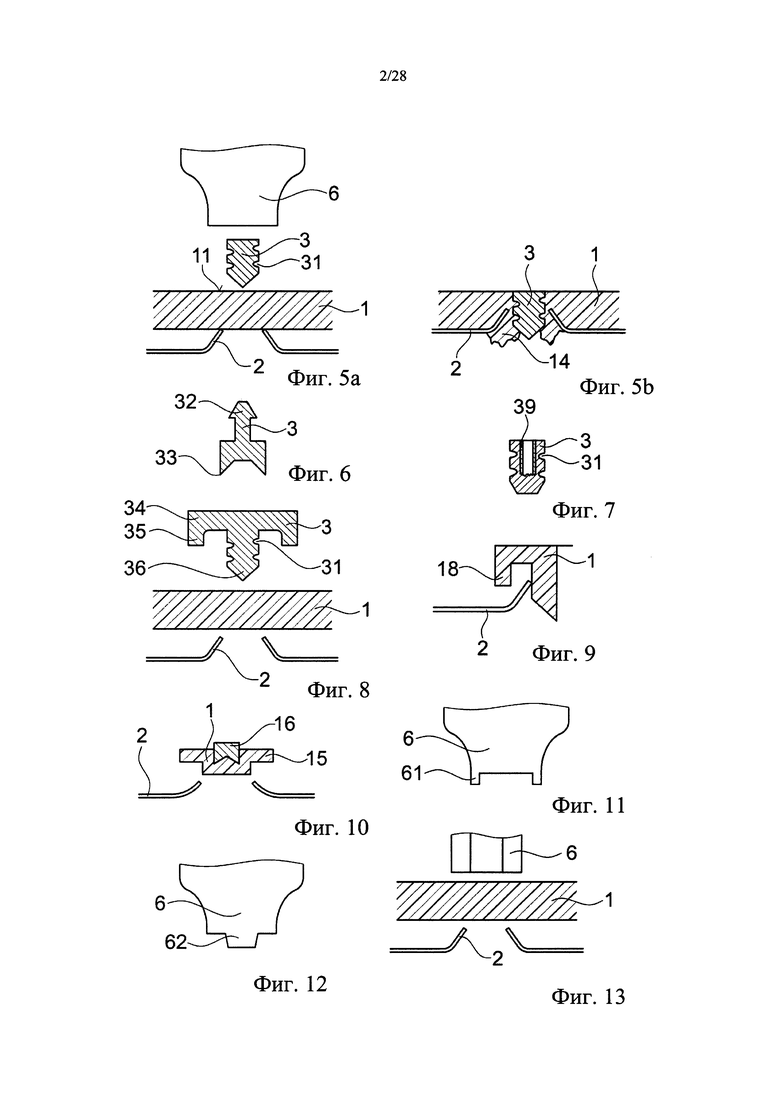

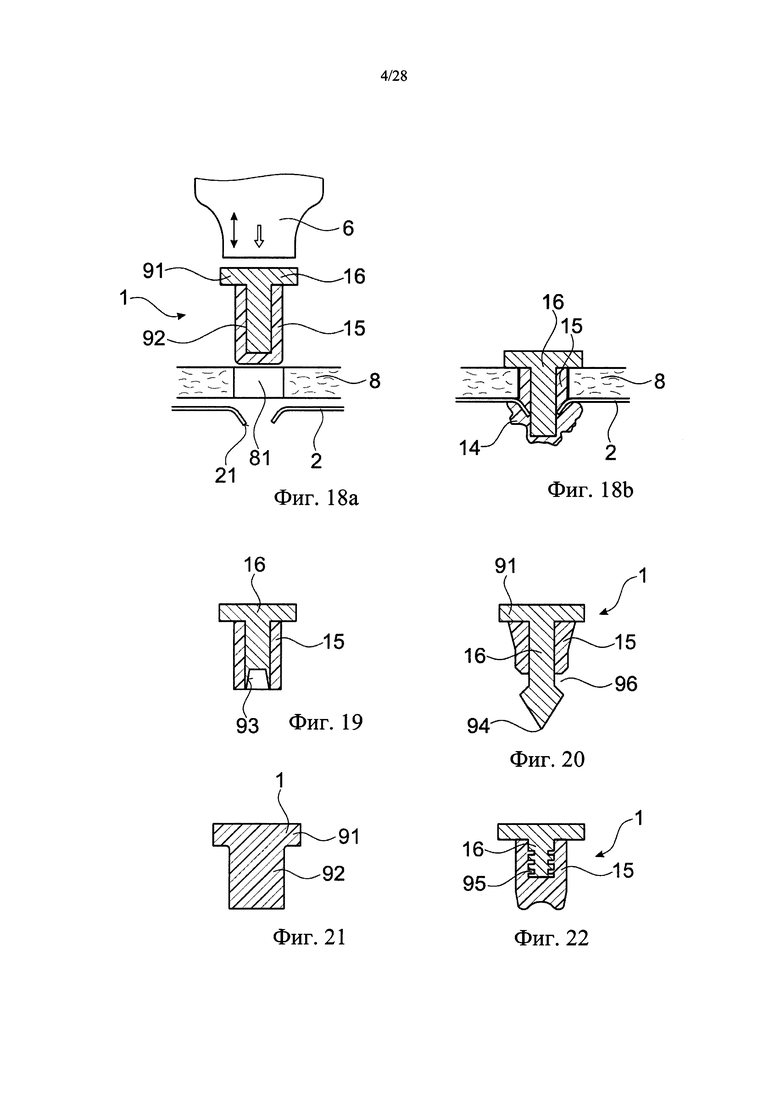
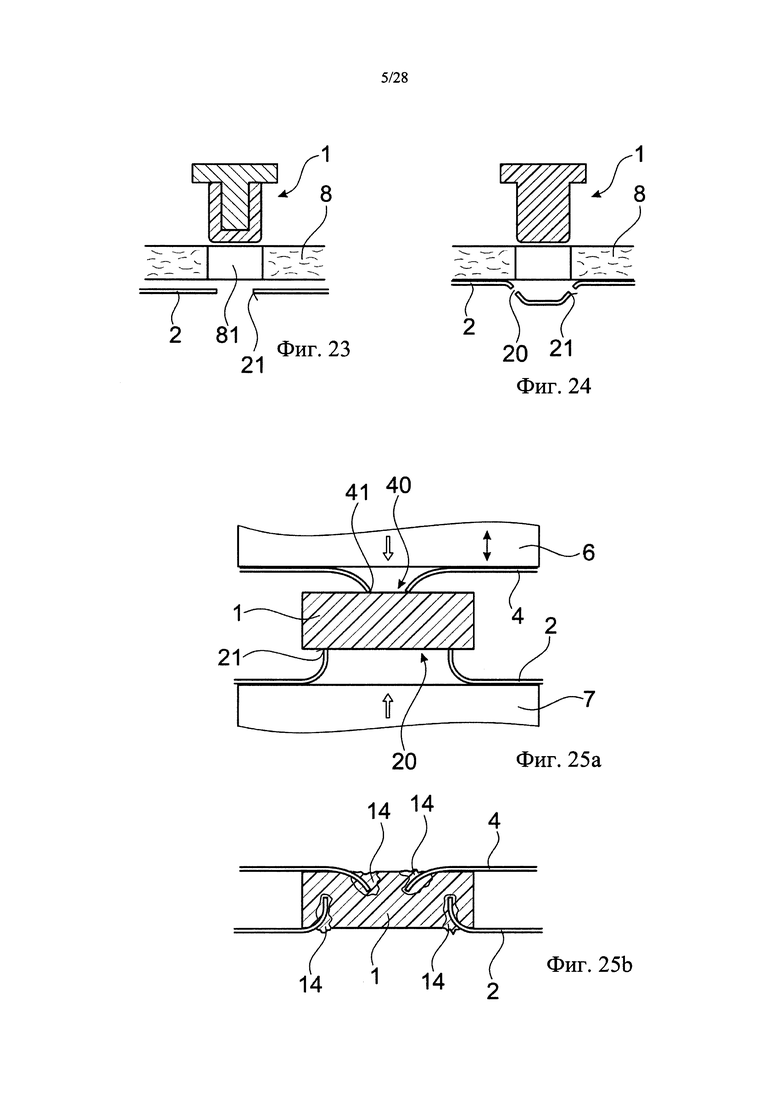
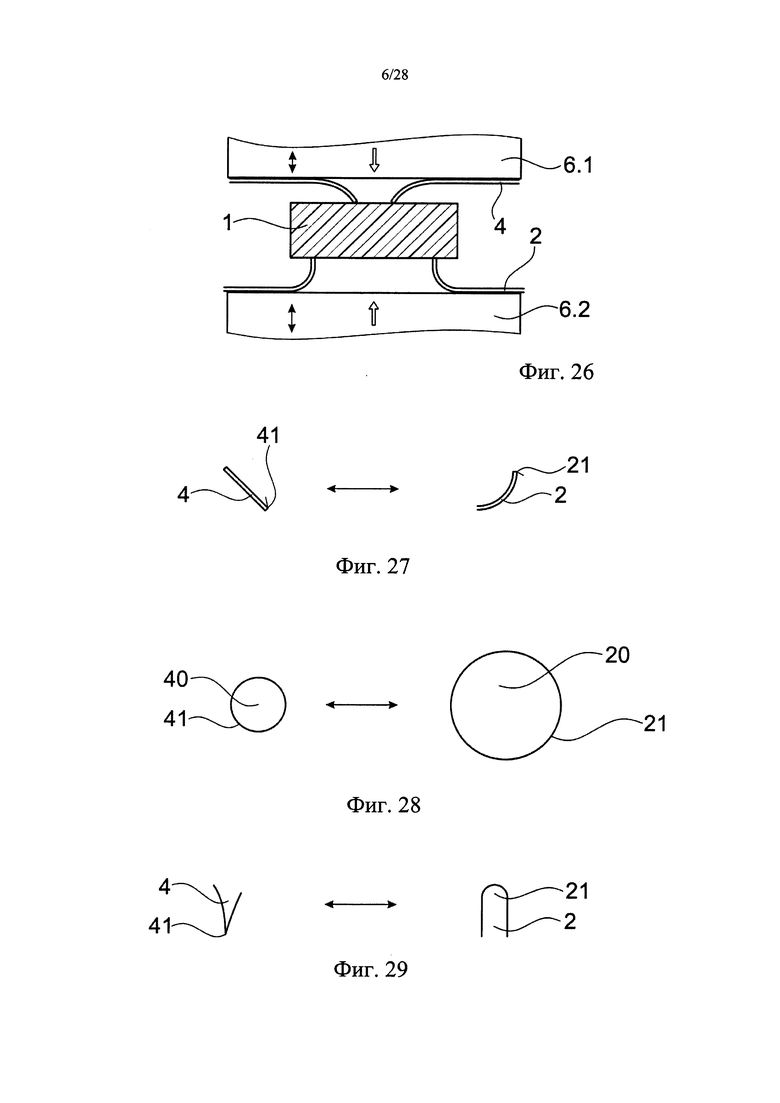
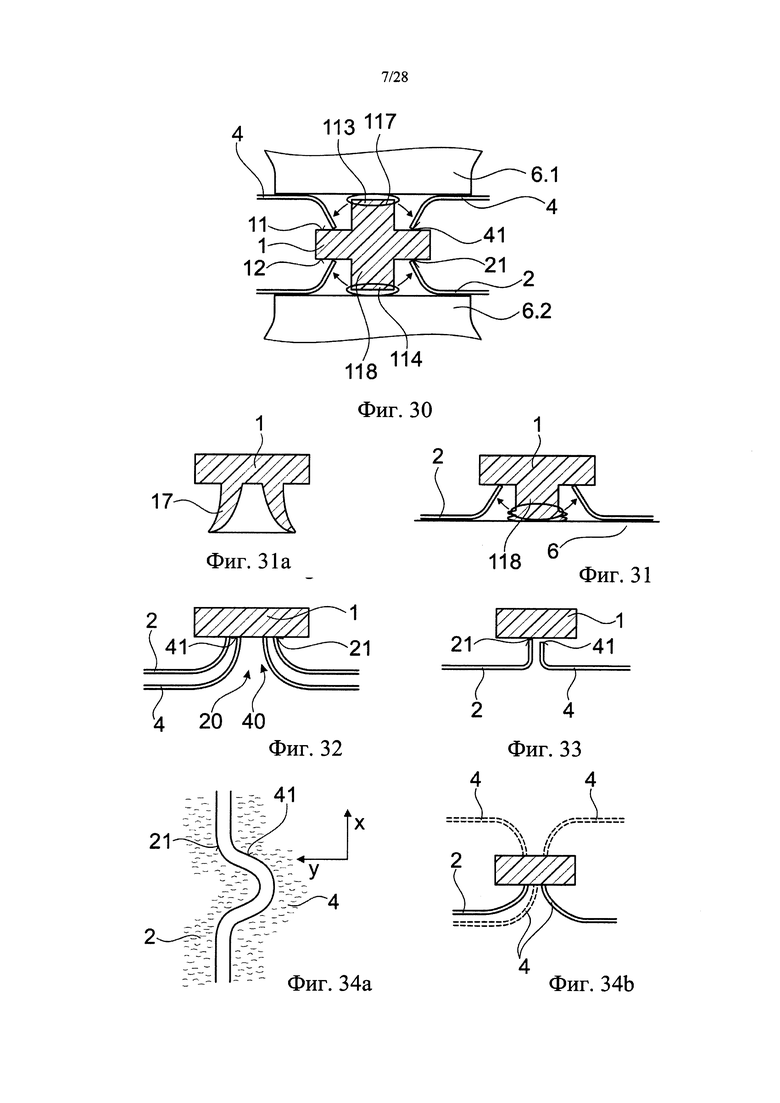
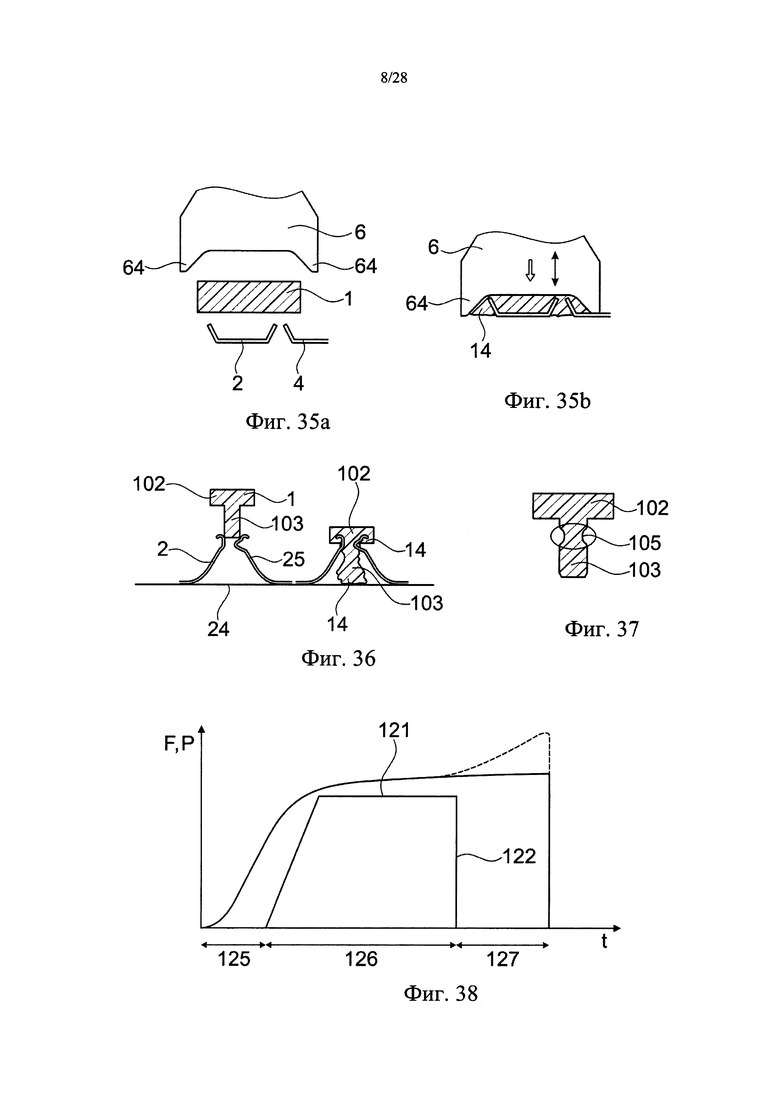
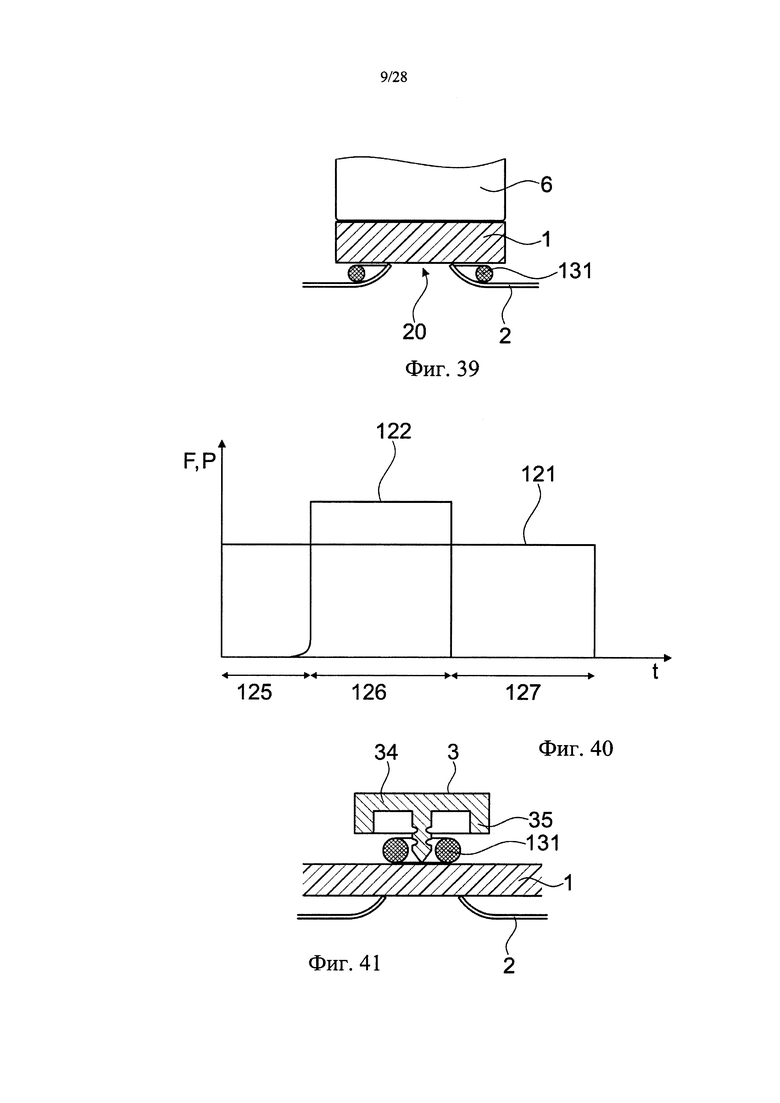
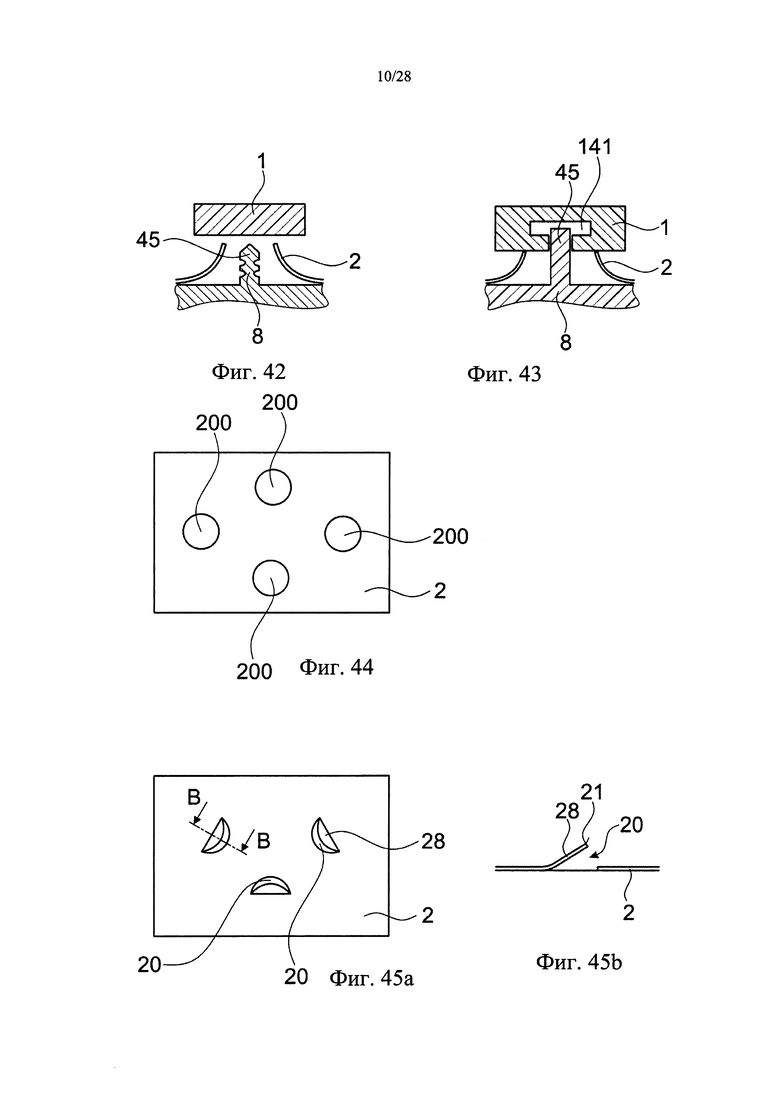
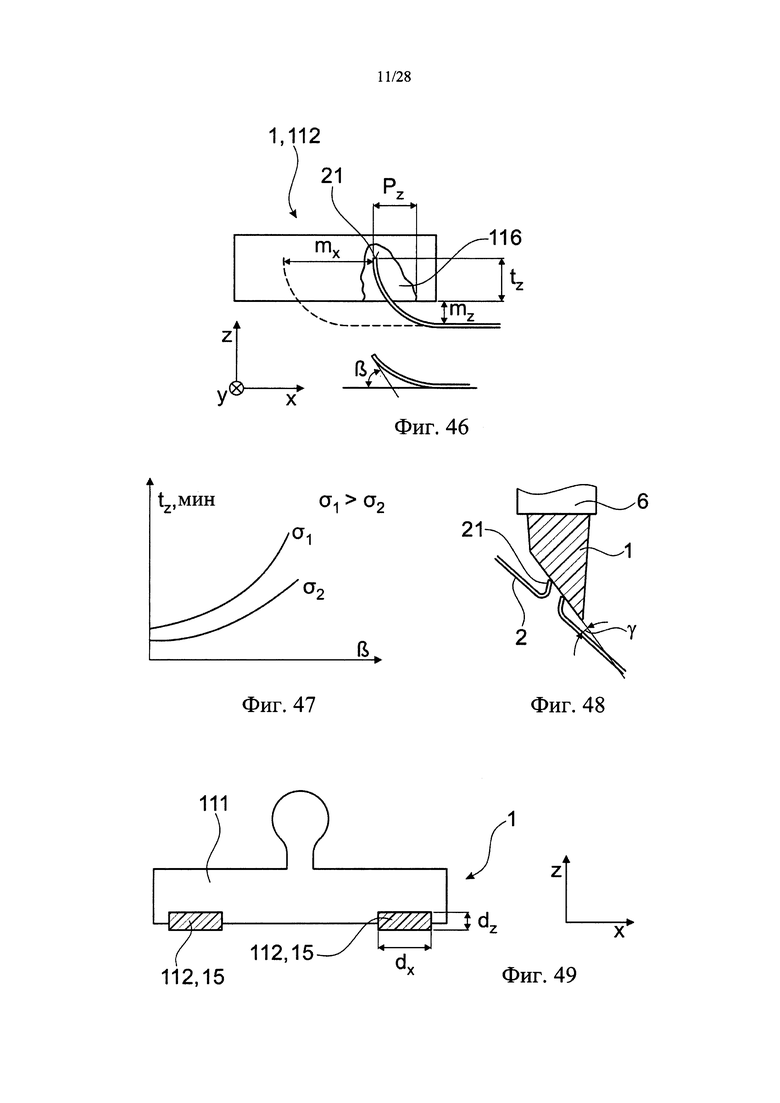
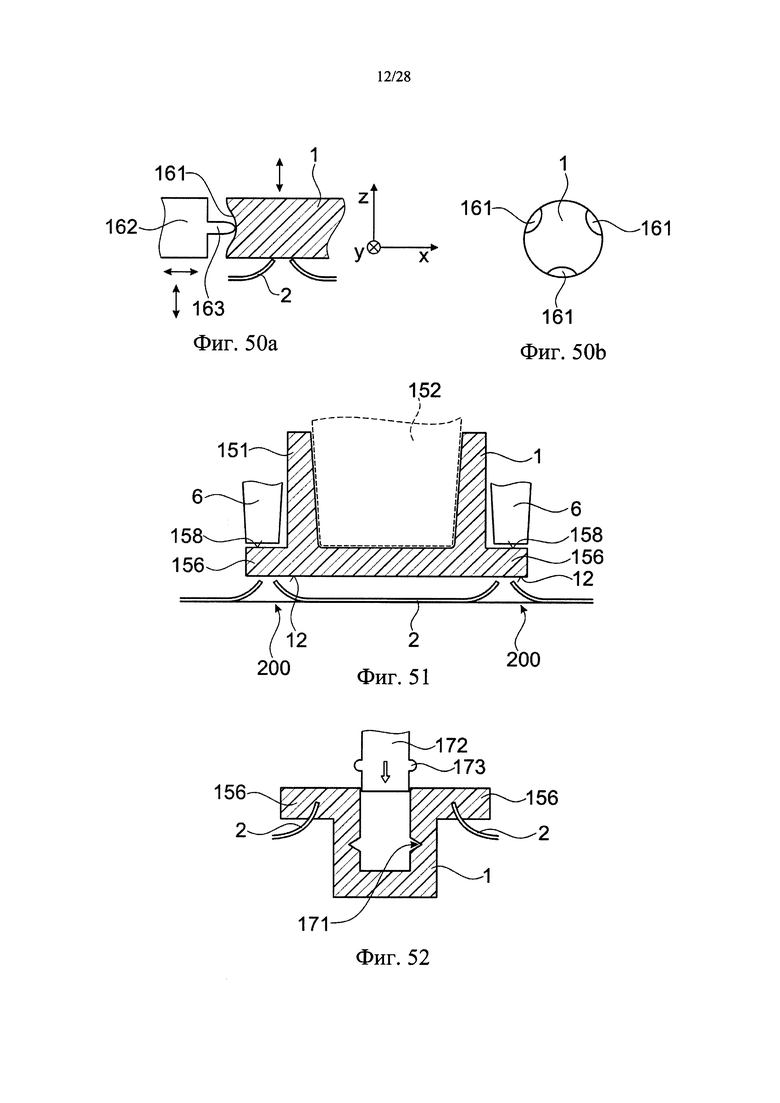
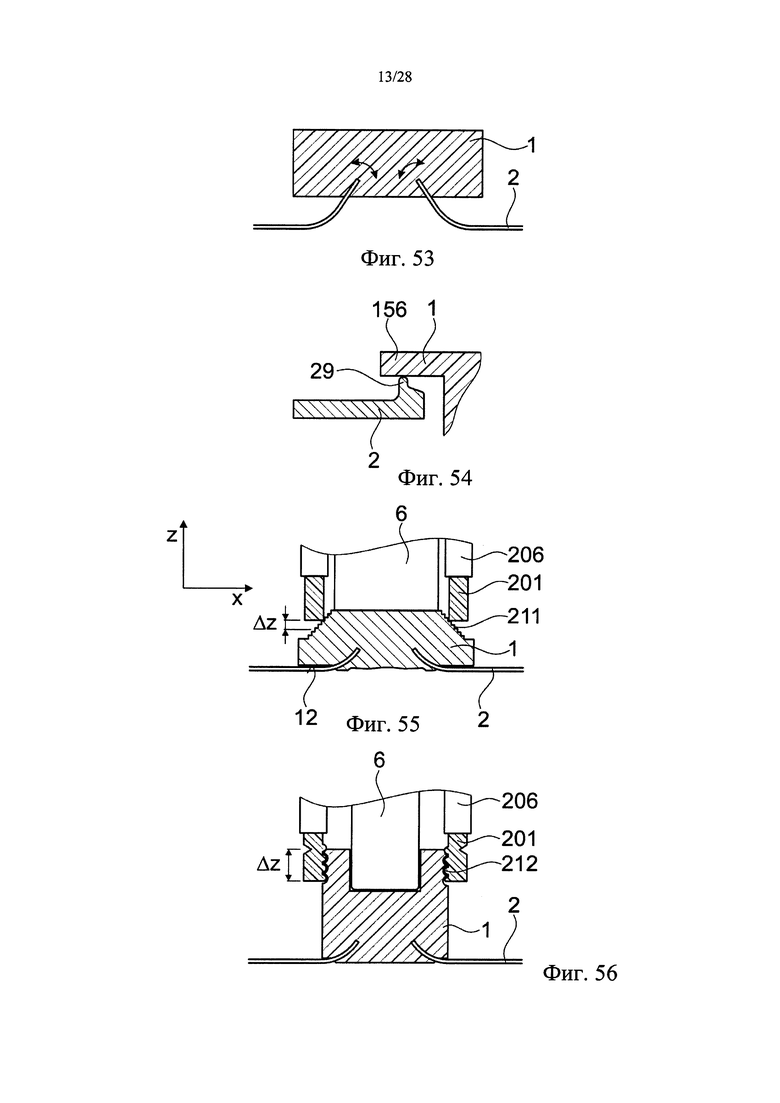
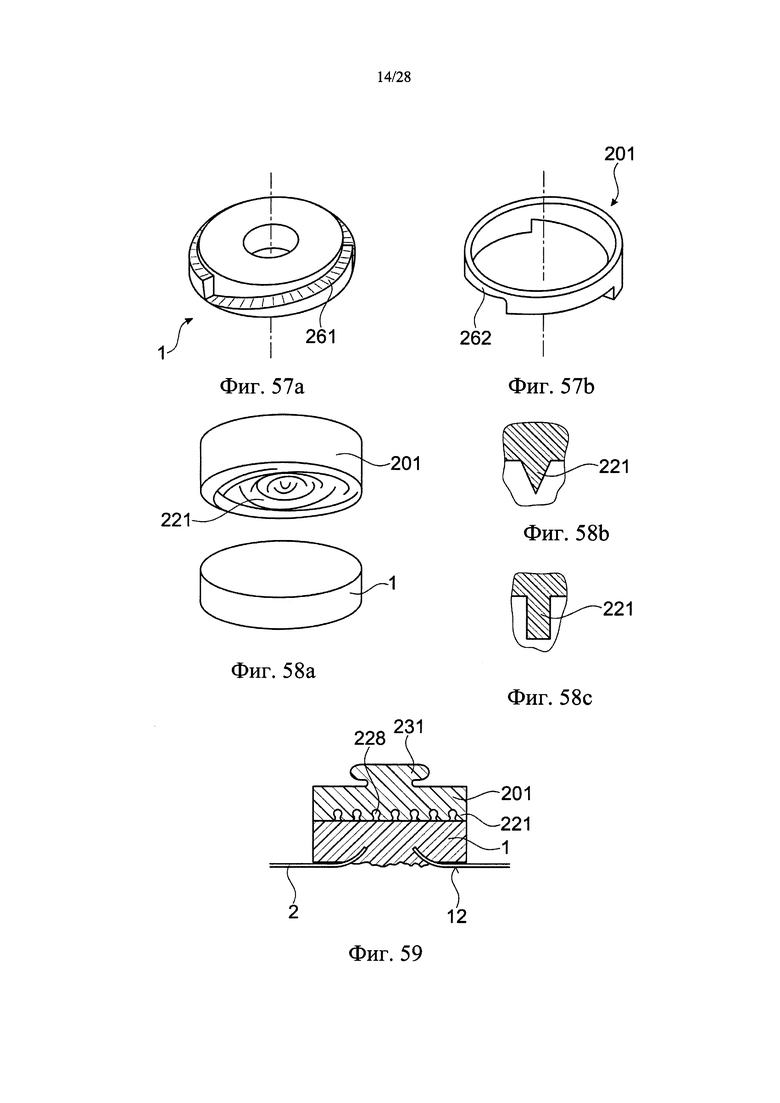
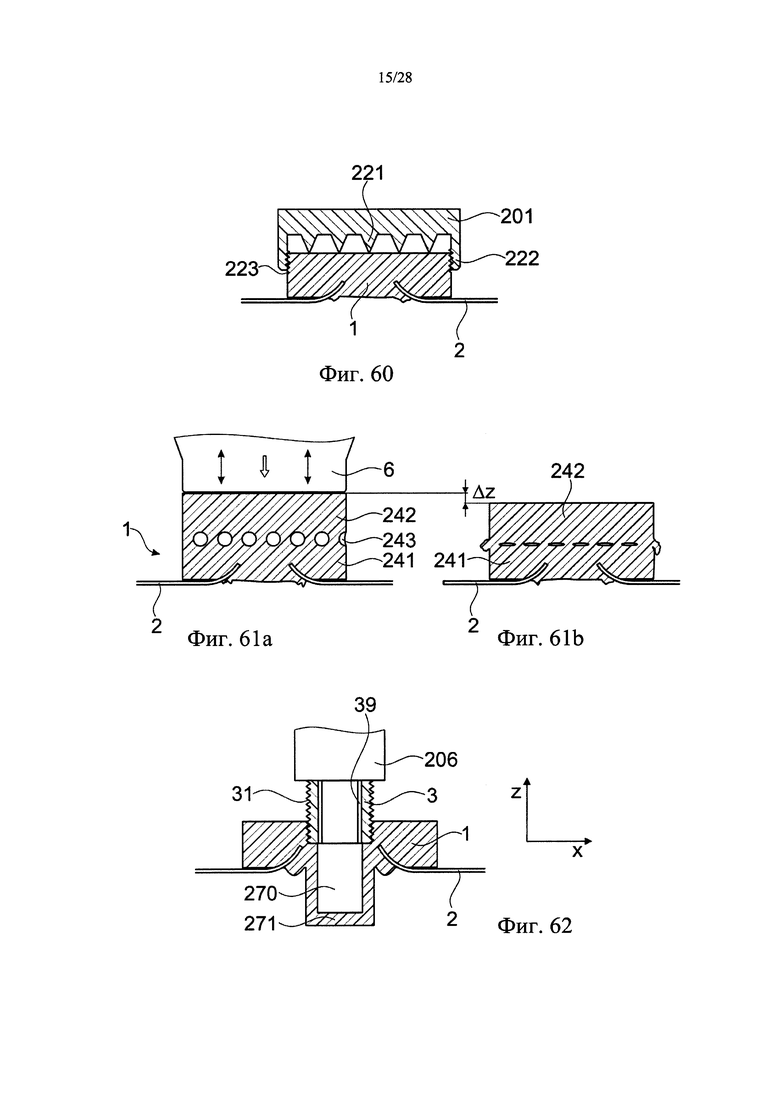
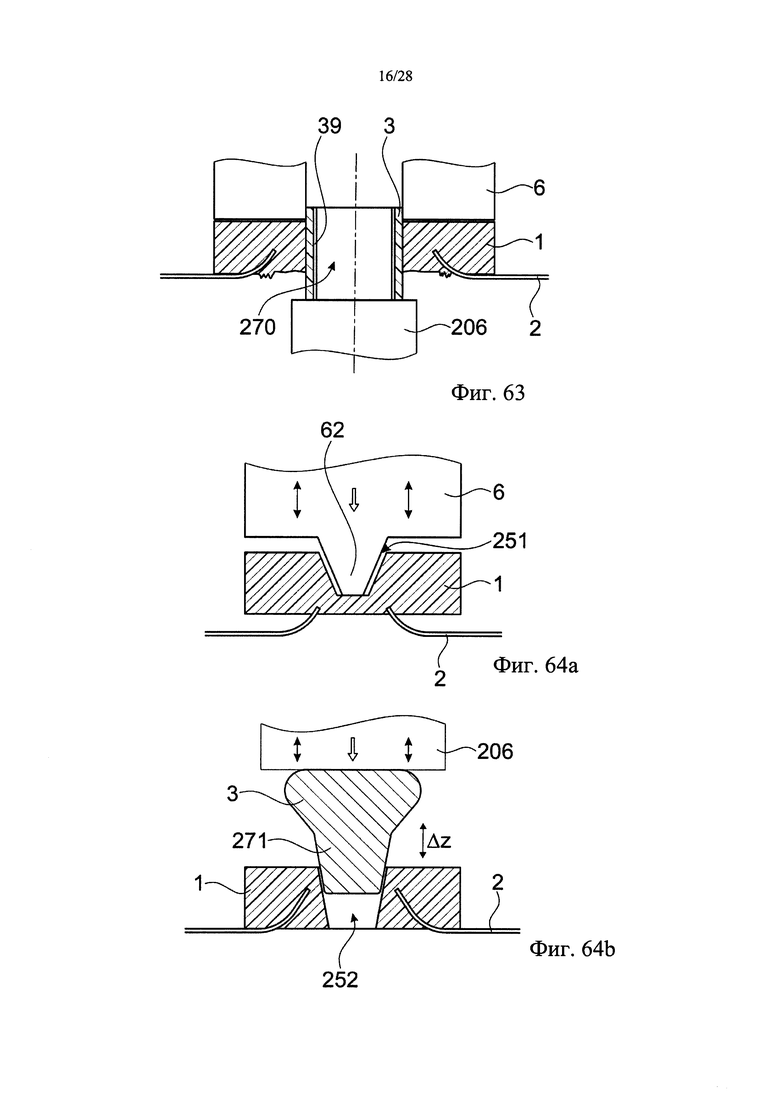
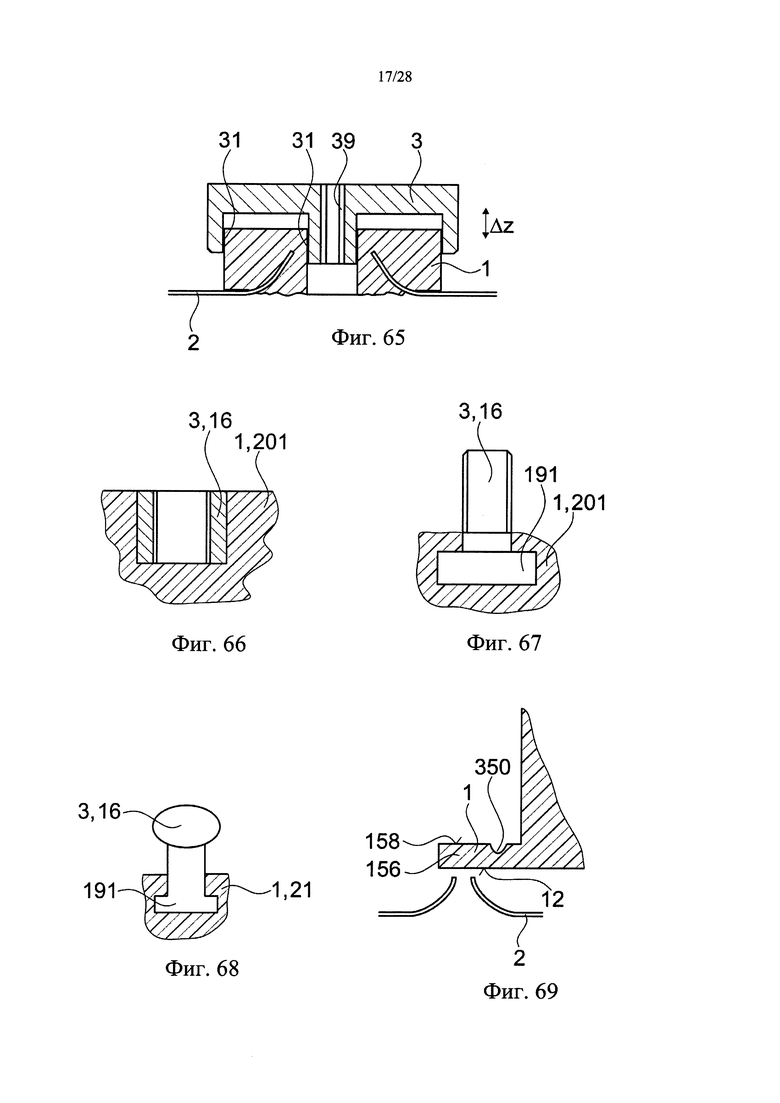

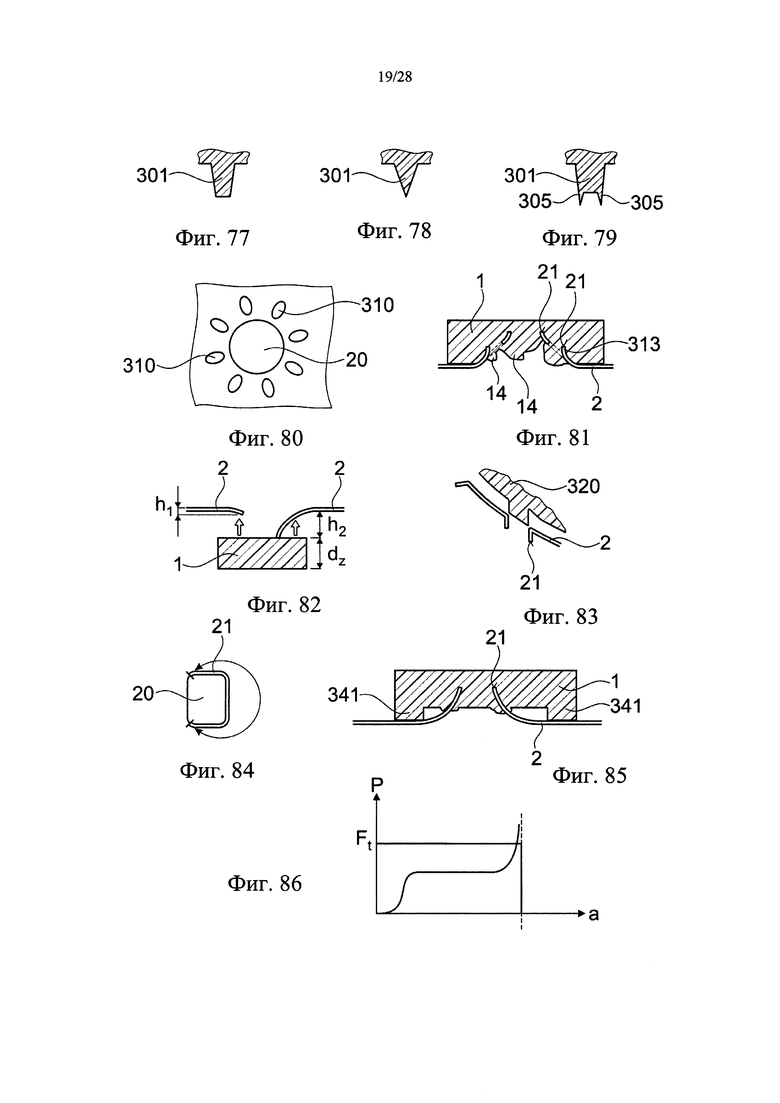
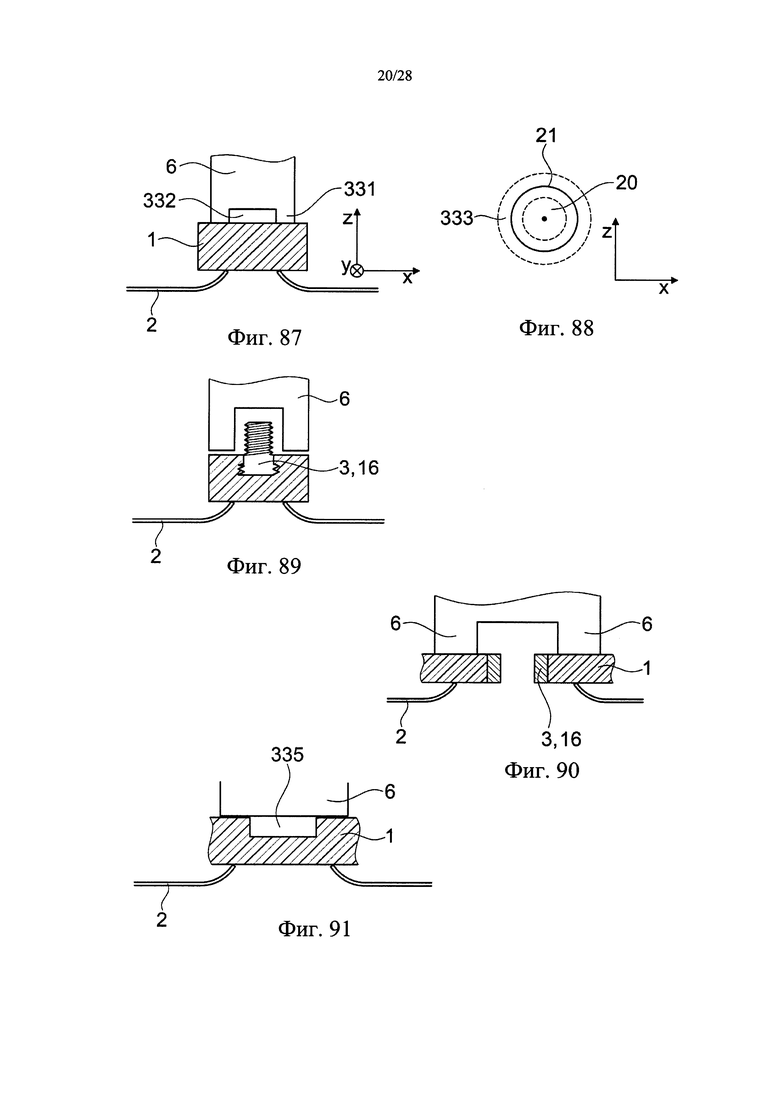
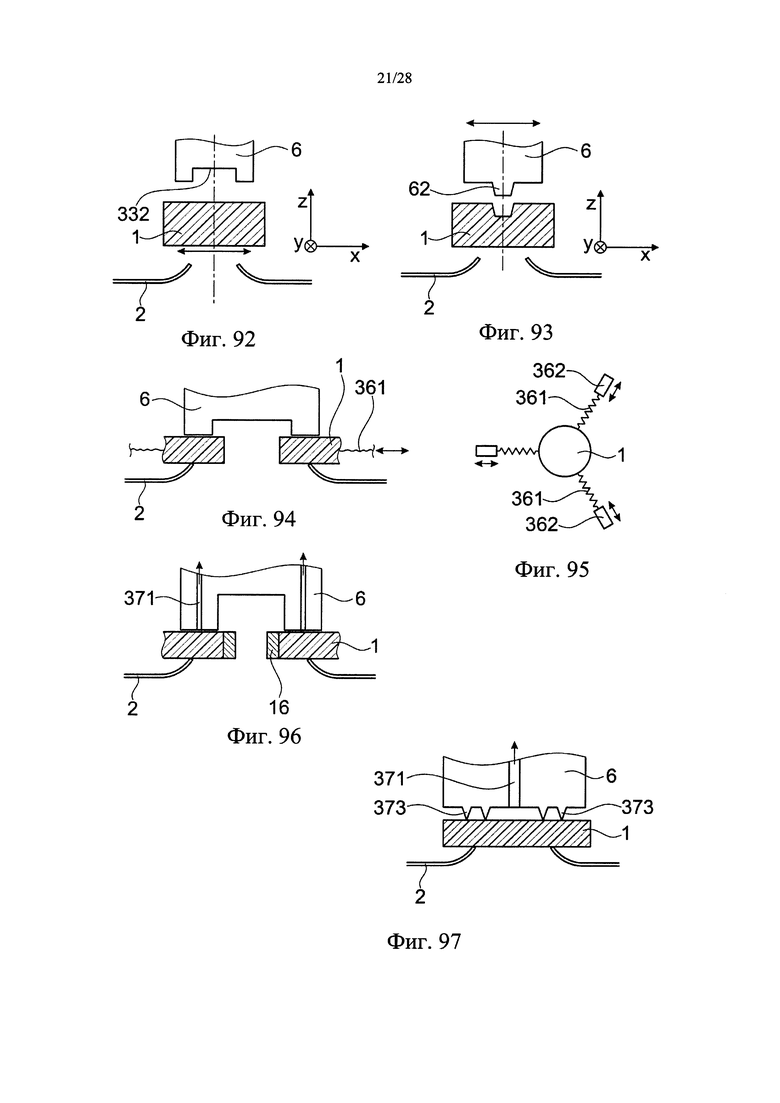
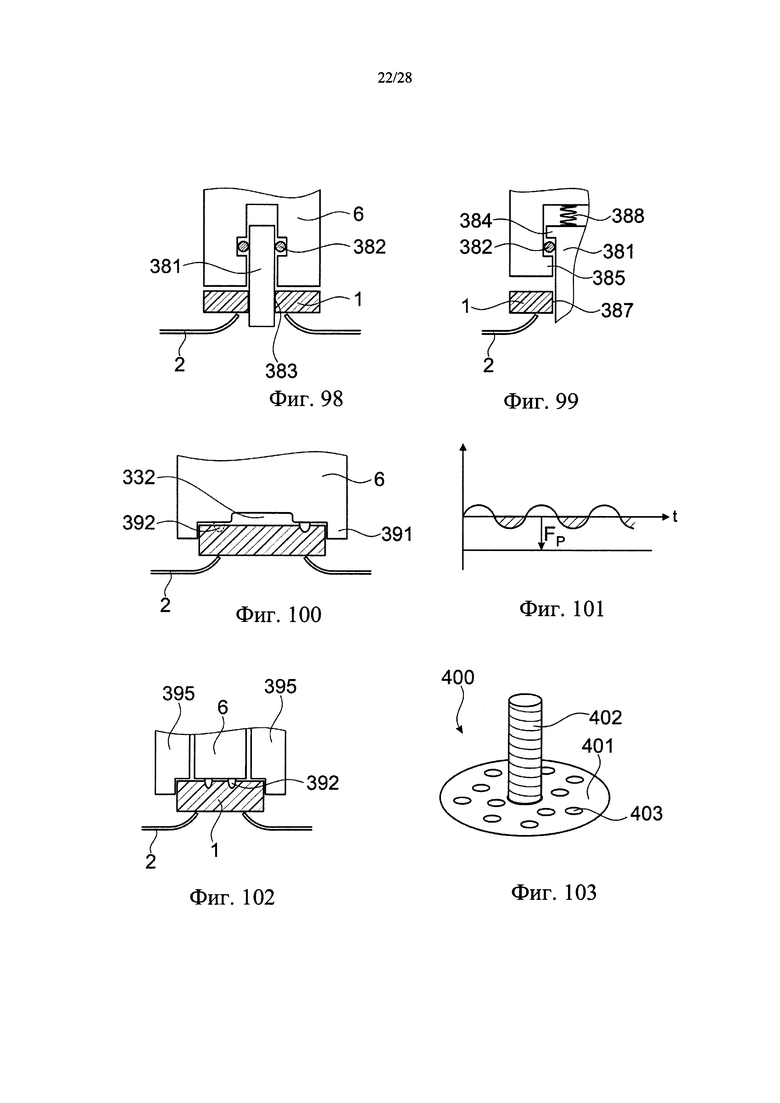
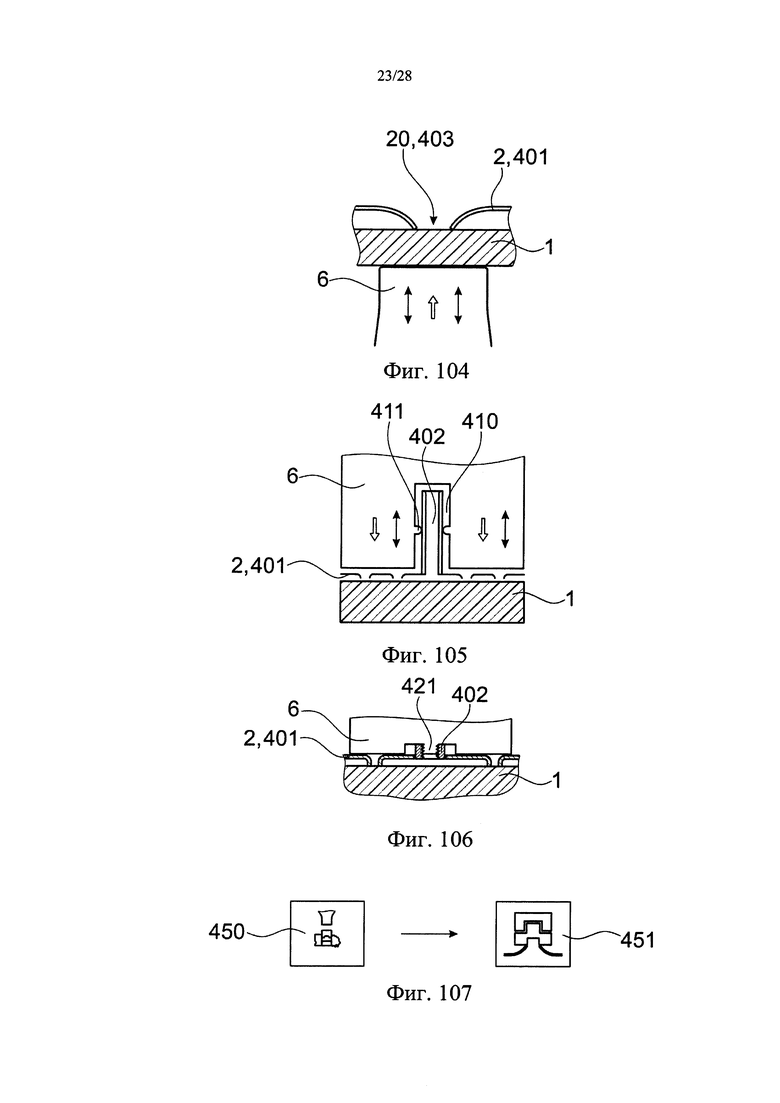

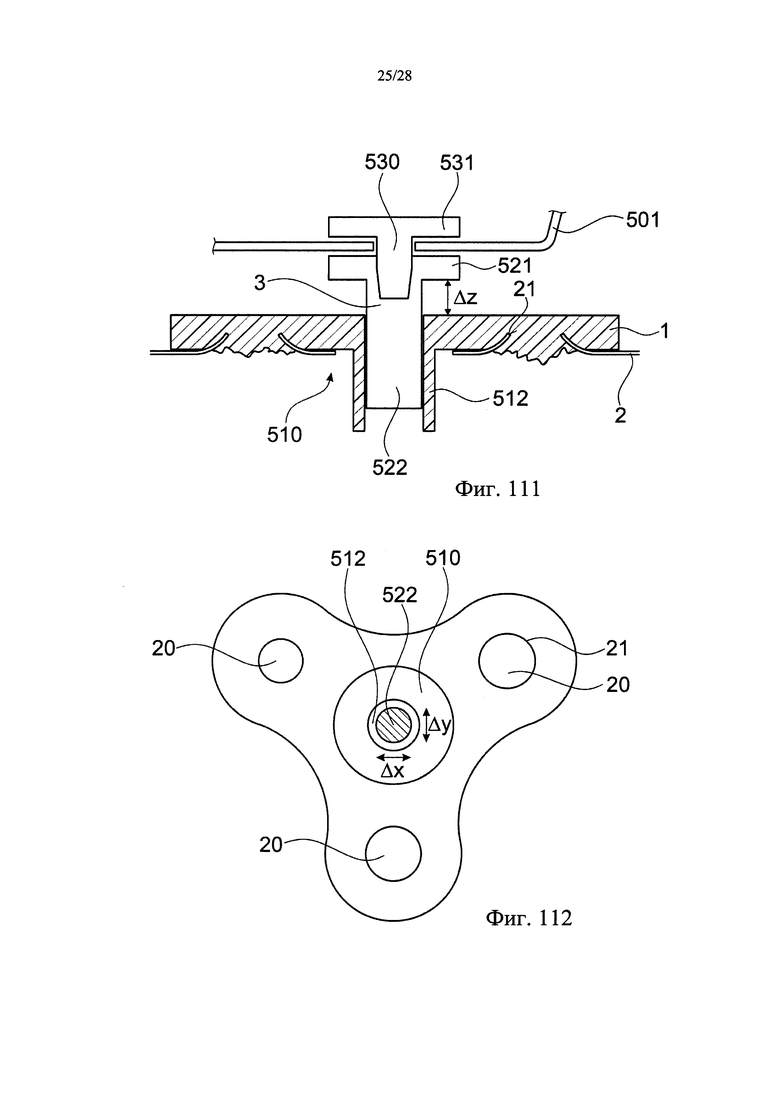

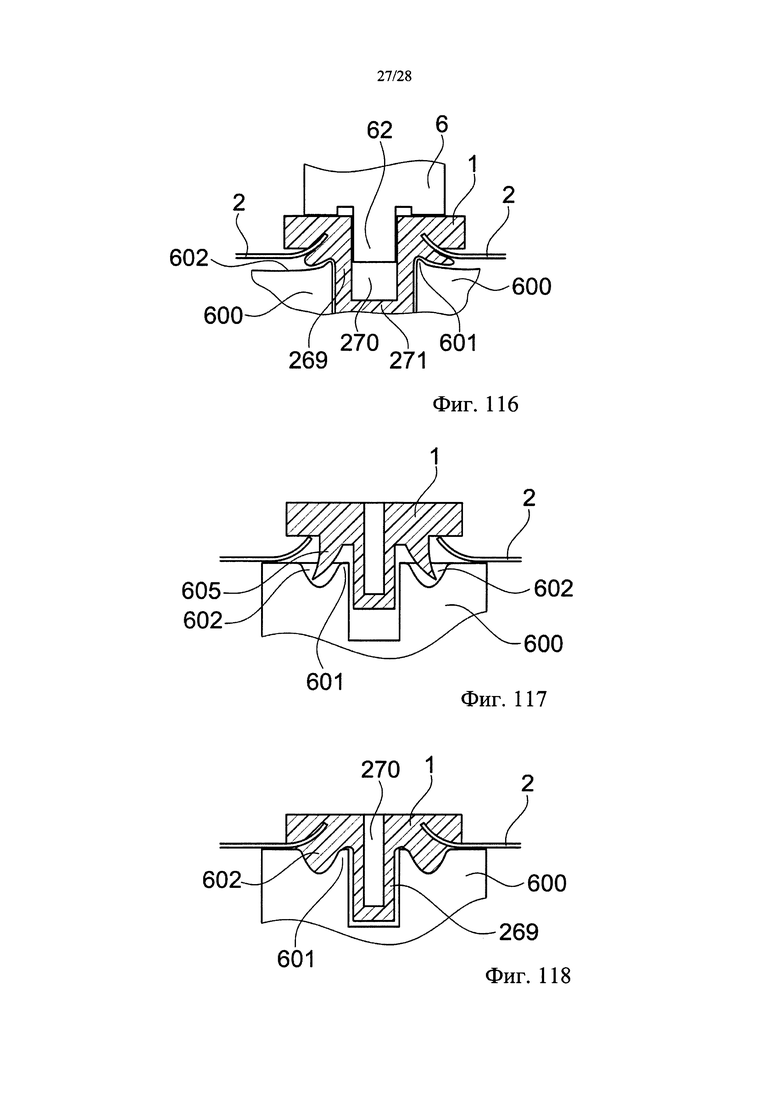
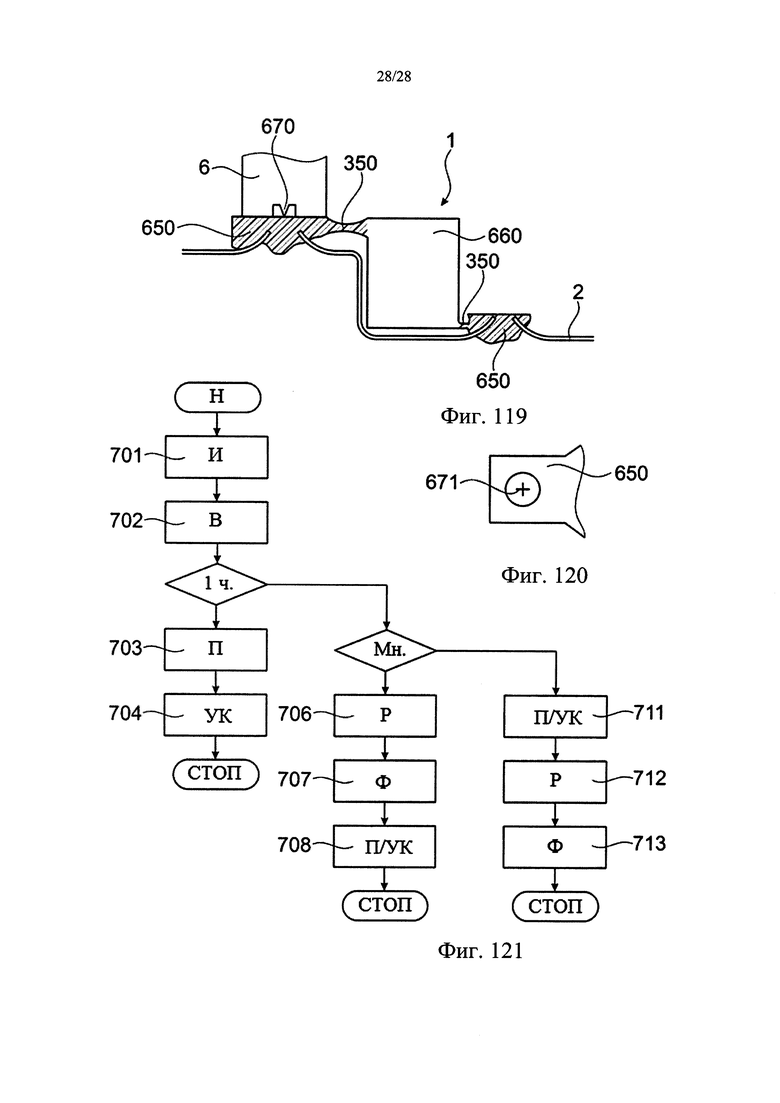
Группа изобретений относится к области машиностроения и строительства, в частности к механическому конструированию. В соответствии с одним аспектом изобретения способ механического крепления первого объекта (1), содержащего термопластичный материал в твердом состоянии, с крепежом (2) с по существу плоской листовой частью, имеющей перфорацию (20), причем листовая часть имеет кромку (21) вдоль перфорации, причем первый объект расположен относительно крепежа так, что кромка находится в контакте с термопластичным материалом, при этом энергию механической вибрации подают в узел, содержащий первый объект и крепеж, до тех пор, пока текучая часть термопластичного материала под действием теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка по меньшей мере частично погружается в термопластичный материал. После прекращения подачи механической вибрации термопластичный материал возвращается в твердое состояние, посредством чего вернувшийся в твердое состояние термопластичный материал, в который по меньшей мере частично погружена кромка, закрепляет крепеж в первом объекте. Техническим результатом группы изобретений является обеспечение надежного соединения деталей. 3 н. и 24 з.п. ф-лы, 141 ил.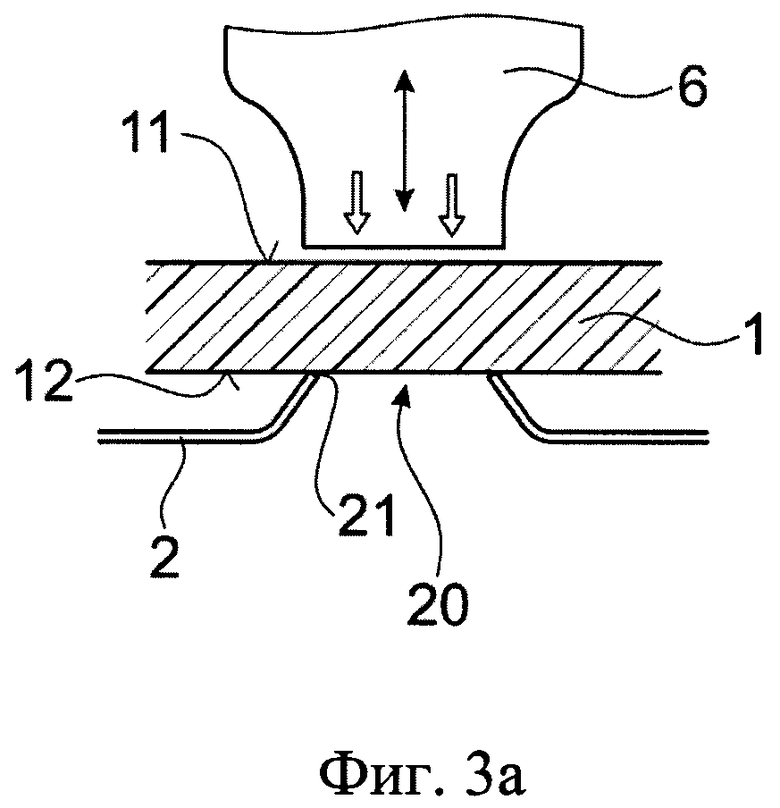
1. Способ механического крепления крепежа к первому объекту, содержащий
этапы, на которых
обеспечивают наличие первого объекта, содержащего термопластичный материал в твердом состоянии;
обеспечивают наличие крепежа c плоской листовой частью, имеющей кромку, причем крепеж содержит крепежный элемент;
позиционируют первый объект относительно крепежа для создания узла, содержащего первый объект и крепеж, причем в узле кромка находится в контакте с термопластичным материалом;
в то время как кромка находится в контакте с термопластичным материалом, подают энергию механической вибрации в узел до тех пор, пока текучая часть термопластичного материала под действием теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка, по меньшей мере частично, погружается в термопластичный материал;
прекращают подачу энергии механической вибрации и обеспечивают возвращение термопластичного материала в твердое состояние, так чтобы вернувшийся в твердое состояние термопластичный материал приобрел прочность, посредством чего вернувшийся в твердое состояние термопластичный материал, в который по меньшей мере частично погружена кромка, закрепляет крепеж в первом объекте,
причем на этапе обеспечения наличия крепежа крепеж содержит перфорацию, с проходящей вдоль перфорации кромкой, и листовая часть вдоль кромки имеет секцию, выступающую из плоскости листа.
2. Способ по п. 1, в котором этап подачи энергии механической вибрации в узел включает в себя подачу по меньшей мере части энергии механической вибрации в первый объект.
3. Способ по п. 1, в котором на этапе позиционирования первый объект приводят в контакт с крепежом с проксимальной стороны, и этап подачи энергии в узел включает прижатие вибрирующего сонотрода к проксимально обращенной поверхности подачи первого объекта, за счет чего посредством сонотрода в первый объект подают одновременно и прижимное усилие по отношению к крепежу, и энергию механической вибрации.
4. Способ по п. 1, в котором секция, выступающая из плоскости листа, выступает в проксимальном направлении.
5. Способ по п. 1, в котором на этапе обеспечения наличия крепежа секция, выступающая из плоскости листа, представляет собой деформированную секцию листовой части, выполненную за одно целое с секциями листовой части, проходящими в плоскости листа.
6. Способ по п. 1, в котором секция, выступающая из плоскости листа, расположена под углом к вертикали относительно плоскости листа.
7. Способ по п. 1, в котором листовая часть вокруг перфорации имеет деформированную секцию, выступающую из плоскости листа, причем деформированная секция проходит непрерывно по периферии перфорации.
8. Способ по п. 1, в котором крепеж содержит металлический лист.
9. Способ по п. 1, в котором на этапе подачи энергии механической вибрации в узел первый объект прижимают к кромке так, что при разжижении текучей части обеспечивается вдавливание кромки в термопластичный материал первого объекта.
10. Способ по п. 1, в котором первый объект содержит контактную сторону, содержащую термопластичный материал, причем на этапе позиционирования кромка в узле находится в контакте с контактной стороной, и контактная сторона имеет структуру с выступами и/или углублениями.
11. Способ по п. 1, в котором секция, выступающая из плоскости листа, является асимметричной и проходит вокруг более чем на 180°.
12. Способ по п. 1, в котором сонотрод и первый объект адаптируют друг к другу так, что поверхность подачи первого объекта, к которой прижимают сонотрод, закрывает положение кромки в плоскости, но не проходит в центральное положение относительно перфорации.
13. Способ по п. 1, в котором регулируют положение первого объекта и/или сонотрода относительно крепежа.
14. Способ по п. 13, в котором определяют положение сонотрода относительно крепежа, и на этапе регулирования регулируют положение первого объекта между сонотродом и крепежом и относительно сонотрода и крепежа.
15. Способ по п. 14, в котором на этапе регулирования используют направляющий инструмент, содержащий пружину, для позиционирования первого объекта.
16. Способ по п. 13, в котором определяют положение первого объекта относительно сонотрода, причем на этапе регулирования регулируют положение узла сонотрода – первый объект относительно крепежа, причем сонотрод содержит направляющую структуру, взаимодействующую с соответствующей структурой первого объекта, для определения положения первого объекта относительно сонотрода, и/или на этапе определения положения первого объекта относительно сонотрода создают вакуум между первым объектом и сонотродом, и/или на этапе определения положения первого объекта относительно сонотрода используют направляющий элемент, направляемый латерально как относительно сонотрода, так и относительно первого объекта.
17. Способ по п. 1, в котором на этапе подачи энергии механических колебаний в узел подают по меньшей мере часть энергии механических колебаний в крепеж.
18. Способ по п. 17, в котором крепеж содержит крепежную пластину и прикрепленный к ней крепежный элемент, причем энергию механической вибрации подают в узел посредством сонотрода, который содержит приемное отверстие для крепежного элемента и находится в контакте с обеспечением передачи усилия и вибрации с крепежной пластиной.
19. Способ по п. 18, в котором приемное отверстие и крепежный элемент адаптированы друг к другу для обеспечения возможности временного крепления крепежного элемента к приемному отверстию.
20. Способ по п. 1, в котором механическая вибрация представляет собой поперечную вибрацию.
21. Способ по п. 20, в котором энергию механической вибрации подают в узел посредством сонотрода, содержащего дистальную поверхность вывода энергии, подвергающуюся поперечным колебаниям, причем дистальная поверхность вывода энергии содержит периферийную часть, находящуюся в контакте с обеспечением передачи усилия и вибрации с крепежом.
22. Способ по п. 1, в котором крепеж содержит отверстие удлинения, причем по меньшей мере после этапа прекращения подачи энергии обеспечивают прохождение удлиненной части первого объекта через устье отверстия удлинения.
23. Способ по п. 22, в котором дополнительно обеспечивают наличие соединительной детали и фиксацию соединительной детали относительно первого объекта так, что соединительная деталь проходит в удлиненную часть или через нее и через устье отверстия удлинения.
24. Способ по п. 22, в котором крепеж содержит множество перфораций, распределенных вокруг отверстия удлинения, и кромку, проходящую вдоль перфораций.
25. Крепеж, содержащий крепежную пластину и связанный с ней крепежный элемент, причем крепежная пластина определяет плоскость листа и имеет по меньшей мере одно сквозное отверстие, при этом крепежная пластина деформирована вокруг сквозного отверстия так, что она выступает от плоскости листа, причем вокруг сквозного отверстия проходит кромка, посредством чего обеспечена возможность крепления крепежной пластины к первому объекту, имеющему термопластичный материал в твердом состоянии, в процессе, содержащем подачу энергии механической вибрации в по меньшей мере одно из крепежной пластины и первого объекта, когда контактную сторону и крепеж прижимают друг к другу до тех пор, пока текучая часть из термопластичного материала под действием теплоты трения, создаваемого между кромкой и термопластичным материалом, не станет жидкотекучей и не потечет вокруг кромки так, что кромка, по меньшей мере частично, погружается в термопластичный материал.
26. Крепеж по п. 25, в котором крепежный элемент расположен по центру относительно крепежной пластины.
27. Набор, содержащий крепеж по п. 25 или 26 и дополнительно содержащий сонотрод, имеющий дистальную поверхность вывода энергии, сформированную для контакта с передачей усилия и вибрации, с крепежной пластиной, и приемную структуру для размещения крепежного элемента.
| US 4358328 A, 09.11.1982 | |||
| DE 1916508 A1, 08.10.1970 | |||
| WO 2015117253 A1, 13.08.2015 | |||
| DE 10059452 A1, 20.06.2002 | |||
| СПОСОБ СОЕДИНЕНИЯ КОМПОНЕНТА ИЗ ПЛАСТМАССЫ С ДРУГИМ КОМПОНЕНТОМ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ И УСТРОЙСТВО | 2006 |
|
RU2408460C2 |

