Изобретение относится к областям инженерной механики и строительства, в особенности, к механическому конструированию, например, автомобилестроению, авиастроению, кораблестроению, машиностроению, конструированию игрушек и т.д. В частности, оно относится к способу закрепления соединителя в первом объекте и механического крепления второго объекта к первому объекту.
В автомобильной, авиационной, мебельной и других отраслях промышленности сложилась тенденция отхода от стальных конструкций и использования облегченных строительных компонентов. Примером таких элементов являются облегченные строительные элементы, которые содержат два внешних, сравнительно тонких строительных слоя, например, из волокнистого композита, такого как стекловолоконный композит или композит из углеродного волокна, металлический лист, или же, в зависимости от области применения, фибролит, и средний слой (прокладка), расположенный между строительными слоями, например, картонная сотовая структура или легкая металлическая пена. Облегченные строительные элементы такого типа могут быть отнесены к «сэндвич-панелям»; иногда их называют «пустотелые плиты» (англ. термин «hollow core boards, НСВ). Они механически устойчивы, могут иметь привлекательный вид и сравнительно низкий вес.
Однако поскольку строительные слои тонкие, и прокладка не годится для закрепления в нем соединителя - такого как дюбель, трудно прикрепить объект к облегченным строительным элементам иначе, чем посредством клеевого соединения с поверхностью.
Для решения этих проблем в автомобильной, авиационной и других промышленных отраслях начали активно использовать клеевые соединения. Клеевые соединения могут быть легкими и крепкими, но страдают тем недостатком, что нет возможности долгосрочного контроля надежности, поскольку деградацию клеевого соединения, например, из-за нарастания хрупкости клея, практически невозможно обнаружить без полной потери соединения. Клеевые соединения также могут стать причиной роста стоимости изготовления из-за стоимости материала и из-за задержек в процессах изготовления вследствие медленных процессов отверждения, особенно, если соединяемые друг с другом поверхности имеют неровности и, как следствие, невозможно использовать быстро отверждающиеся тонкослойные клеи.
Изобретение направлено на создание способа закрепления соединителя в первом объекте, в частности, в сэндвич-панели. Другая проблема состоит в создании способа крепления второго объекта к первому объекту. Способ должен преодолеть недостатки способов, которые известны из уровня техники.
В соответствии с одним из аспектов изобретения предложен способ закрепления соединителя в первом объекте, причем соединитель содержит термопластичный материал в твердом состоянии, при этом согласно способу:
- обеспечивают наличие первого объекта и соединителя;
- приводят соединитель в контакт с первым объектом с его дистальной стороны;
- посредством энергии механической вибрации оказывают ударное воздействие на первый объект с его проксимального торца, противоположного дистальной стороне, в то время как объект и соединитель прижаты друг к другу, до получения текучести, по меньшей мере частичной, проксимального торца соединителя, с образованием текучей части термопластичного материала, и обеспечивают втекание текучей части в структуры первого объекта; и
- обеспечивают возможность возвращения текучей части в твердое состояние с обеспечением тем самым соединения с геометрическим замыканием между первым объектом и соединителем.
При этом проксимальный торец первого объекта может остаться нетронутым, то есть соединитель не обязательно должен достигать проксимального торца первого объекта.
Альтернативно проксимальный торец может быть снабжен отверстием, изготавливаемым в ходе процесса или же предварительно, при этом через это отверстие можно обеспечить протекание частей текучей части. Опционально сонотрод может тогда содержать формирующий элемент для формирования головной части из тех частей термопластичного материала, что протекли через отверстие.
В дополнение или в качестве альтернативы способ может содержать нанесение маркировки расположения (поперечное (х-у) положение) места, где соединитель закреплен на дистальной стороне. Такая маркировка может быть цветной или же структурной, такой как выпуклость. Маркировки могут быть получены, например, в ходе самого процесса, например, посредством небольшой деформации (например, выпуклость) проксимальной поверхности, полученной с помощью сонотрода соответствующей формы.
Структуры первого объекта могут быть структурами из проницаемого материала, в частности, пористыми.
Подходящий для этого проницаемый материал является твердым, по меньшей мере, в условиях способа в соответствии с изобретением. Дополнительно он содержит (по факту или потенциально) полости, в которые разжиженный материал может втекать или вдавливаться для закрепления. Например, он может быть волокнистым или пористым, или содержать проницаемые поверхностные структуры, изготовленные, например, посредством соответствующей механической обработки или покрытия (фактические полости для проникновения). Альтернативно, такие полости могут возникать в проницаемом материале под воздействием гидростатического давления разжиженного термопластичного материала, что означает, что он может не быть проницаемым или проницаемым только в очень малой степени в условиях окружающей среды. Это свойство (потенциальная возможность появления полостей для проникновения) предполагает, например, неоднородность с точки зрения механического сопротивления. Примером материала, который обладает этим свойством, является пористый материал, поры которого заполнены материалом, который может быть вытеснен из пор, представляет собой сочетание мягкого материала и жесткого материала или разнородный материал, в котором межфазная адгезия между компонентами меньше, чем усилие, приложенное проникающим расплавленным материалом. Таким образом, в целом, проницаемый материал содержит неоднородность с точки зрения структуры («пустые» полости, такие как поры, каверны и т.д.) или с точки зрения состава материала (смещаемый материал или разделяемые материалы).
В случае сэндвич-панели со строительными слоями из стекловолоконного композита и прокладкой между ними, проницаемый материал может быть образован, например, пенистым клеем, таким как полиуретановый клей, между строительными слоями и прокладкой и/или прокладкой, которая сама может иметь пустоты/поры.
В некоторых вариантах осуществления способ содержит этап деформирования и/или смещения материала первого объекта:
- в частности, такое деформирование и/или смещение материала первого объекта может быть осуществлено до получения текучести частей соединителя;
- в частности, такое деформирование и/или смещение материала может быть осуществлено непосредственно соединителем, то есть, например, когда при вдавливании соединителя в первый объект он смещает и/или деформирует материал первого объекта;
- в частности, на этапе воздействия посредством механической вибрации до получения текучести, по меньшей мере частичной, части соединителя, структуры, в которые втекает текучая часть, могут включать в себя структуры деформированных и/или смещенных частей первого объекта; например, деформированные и/или смещенные части могут образовать область повышенной плотности по сравнению с состоянием до деформирования и/или смещения, при этом текучая часть втекает в структуры этой области повышенной плотности.
- таким образом, этап деформирования и/или смещения может содержать сжатие материала первого объекта и закрепление соединителя в сжатом материале и/или вблизи от него, например, проксимально и/или сбоку от него.
Указанные дополнительные признаки могут быть реализованы по отдельности или в сочетании друг с другом, полностью или частично.
В некоторых вариантах осуществления изобретения деформированные и/или смещенные части содержат материал прокладки, если первый объект является сэндвич-панелью описанного выше типа. Альтернативно деформированные и/или смещенные части могут содержать сжимаемую пену (также если такая пена образует прокладку сэндвич-панели).
Во многих вариантах осуществления изобретения соединитель в ходе процесса и, возможно, после него, остается доступным с дистальной стороны. В частности, в некоторых вариантах осуществления он может быть прижат к проксимальной стороне (от которой идет действие вибраций) с помощью инструмента, который находится в физическом контакте с соединителем и который удаляют после процесса.
В дополнение или в качестве альтернативы, в противоположность, например, указаниями ЕР 1614525, что относятся к скрытому дюбелю, в соответствии со способом дистальная часть соединителя может остаться нетронутой, то есть без разжижения материала на дистальном конце (который может быть вдавлен в первый объект соответствующим нажимным инструментом).
В данном описании термин «соединитель» в общем случае характеризует соединитель в широком смысле, в том числе механический соединитель для механического соединения с другим объектом или соединительной частью, т.е. соединитель может быть выполнен заедино с соединяемым объектом или представлять собой соединяемый объект. Кроме того, соединитель может непосредственно нести или иметь интегрированным такой второй объект (например, если второй объект меньше чем сам соединитель, например, если второй объект является сенсором, кабелем и т.д.).
В одной группе вариантов осуществления способ содержит дополнительный этап крепления второго объекта к первому объекту посредством соединителя, например:
- соединитель может содержать опорную часть, при этом второй объект зажимают между дистально обращенной частью поверхности первого объекта и опорной частью;
- соединитель может содержать соединительную структуру, такую как резьба, устройство байонетного соединения, зажимное устройство, соединительную поверхность для приклеивания к нее второго объекта и т.д.;
- второй объект может быть присоединен к первому объекту после закрепления соединителя с проксимальной стороны, например, через по существу нетронутую проксимально обращенную поверхность, как описано ниже более подробно;
- в дополнение или в качестве альтернативы, соединитель может выполнять функцию, подобную заклепке, когда деформируется проксимально от проксимального торца первого объекта; в частности, при этом второй объект может быть расположен проксимально от первого объекта для крепления к первому объекту с помощью соединителя; в данное подгруппе вариантов осуществления изобретения соединитель может служить в качестве пробойной заклепки, пробивающей часть первого объекта. В дополнение или в качестве альтернативы соединитель может быть введен в материал второго объекта для прикрепления к нему путем внедрения в материал второго объекта.
Первый объект может иметь в целом уплощенный участок (и может, к примеру, быть выполнен в целом уплощенным/панельным) с двумя противоположными широкими поверхностями и узкими боковыми гранями, с дистальной и проксимальной стороной соответствующим широким поверхностям.
Первый объект может быть сэндвич-панелью, то есть строительным элементом, что содержит два наружных сравнительно тонких строительных слоя, например, из волокнистого композита, такого как стекловолокнистый композит или углепластик, из листового металла или из фибролита, а также прокладку между строительными слоями, например, картон с сотовой структурой или легкую металлическую пену или полимерную пену или керамическую пену и т.д., или же структуру из отдельных фиксаторов расстояния.
При этом, на этапе использования энергии механических вибраций для ударного воздействия на первый объект с его проксимального торца в то время как объект и соединитель прижаты друг к другу, соединитель проходит, например, через второй, дистальный строительный слой и прокладку и упирается во внутреннюю поверхность первого, проксимального строительного слоя, к которому прилегает инструмент, на который воздействуют механические вибрации.
Более обобщенно, первый объект может содержать отверстие, доступное с дистальной стороны, при этом этап приведения первого и второго объекта в контакт друг с другом содержит введение проксимально обращенной части второго объекта в отверстие. Если первый объект является сэндвич-панелью, отверстие достигает, по меньшей мере, дистального строительного слоя.
В качестве альтернативы первому объекту с отверстием, доступным с дистальной стороны, такое отверстие может быть получено путем вдавливания соединителя в дистально обращенную поверхность первого объекта. С этой целью соединитель может иметь соответствующий прокалывающий или режущий элемент, такой как наконечник или кромка.
Как упоминалось выше, в группе вариантов осуществления способ может содержать крепление второго объекта к первому объекту посредством соединителя.
При этом соединитель может быть присоединен ко второму объекту до этапа использования энергии механической вибрации для оказания ударного воздействия на первый объект, в течение этого этапа и/или после него. В некоторых вариантах осуществления изобретения соединитель с этой целью содержит дистальную опорную часть, которая связана или может быть связана со вторым объектом средством типа соединения с геометрическим замыканием.
В частности, в некоторых вариантах осуществления, способ крепления второго объекта к первому объекту может содержать использование соединителя с опорной частью, в частности, предварительно сформированной опорной частью, и зажатие, в ходе процесса закрепления, листовой части второго объекта между проксимально обращенной опорной поверхностью опорной части и дистально обращенным торцом первого объекта для крепления второго объекта к первому объекту.
Таким образом, второй объект (при наличии) может содержать листовую часть, которая после закрепления прилегает к дистальной соединительной поверхности первого объекта. Более конкретно, такая листовая часть может, после закрепления, зажиматься между соединительной поверхностью и проксимально обращенной опорной поверхностью опорной части соединителя, в области около отверстия в дистальной стороне первого объекта, в которое заходит соединитель.
В некоторых вариантах осуществления изобретения второй объект содержит профиль, такой как металлический профиль. Если применимо, опора может удерживаться металлическим профилем.
В частности, второй объект может содержать поддерживающую часть дистально от соединителя (если применимо, его опорной части) или дистально от элемента соединителя, так что усилие, встречное усилию, с которым объект прижат к соединителю, может быть приложено ко второму объекту.
В вариантах осуществления, содержащих крепление второго объекта к первому объекту путем присоединения такого второго объекта к соединителю после использования энергии механической вибрации для оказания ударного воздействия на первый объект, крепление второго объекта может быть осуществлено с проксимальной стороны, опциональной с нетронутой проксимально обращенной частью поверхности первого объекта (т.е. без нарушения этой поверхности соединителем). В этих вариантах осуществления соединитель выполняет роль усилителя первого объекта, в то время как второй объект (например, крепежный элемент, такой как винт, дюбель, штырь и т.д.) закрепляется в материале соединителя, при этом материал первого объекта не имел бы достаточной прочности без усиления его соединителем, например, в случае если материал первого объекта был бы слишком слаб и/или недостаточно плотен для крепления в нем второго объекта с достаточной силой закрепления.
Как упоминалось выше, способ может опционально содержать добавление маркировки на проксимальную поверхность в местах крепления соединителя. Такая маркировка может использоваться в этих вариантах осуществления для закрепления второго объекта на более позднем этапе.
В вариантах осуществления изобретения, содержащих закрепление второго объекта с проксимальной стороны, в более общем виде, в любой из описанных конфигураций, способ может содержать закрепление множества соединителей в регулярном или нерегулярным заданном расположении.
Способ может содержать осуществление этапов приведения соединителя в контакт с первым объектом и использование энергии механической вибрации для оказания ударного воздействия на первый объект, в то время как объект и соединитель прижаты друг к другу, для множества соединителей, которые все закрепляются одновременно в одном и том же первом объекте, например, с использованием одного сонотрода. При этом множество соединителей может удерживаться общим вторым объектом, по меньшей мере, на этапе использования энергии механической вибрации для оказания ударного воздействия на первый объект в то время как объект и соединитель прижаты друг к другу.
Согласно второму аспекту изобретения предложен способ закрепления соединителя в первом объекте, содержащем термопластичный материал в твердом состоянии, в соответствии с которым:
- обеспечивают наличие первого объекта и соединителя;
- приводят соединитель в контакт с первым объектом с его дистальной стороны;
- посредством энергии механической вибрации оказывают ударное воздействие на первый объект с его проксимального торца, причем проксимальный торец противоположен дистальной стороне, в то время как объект и соединитель прижаты друг к другу, до получения текучести, по меньшей мере частичной, части первого объекта, контактирующей с проксимально обращенным концом соединителя, с образованием тем самым текучей части термопластичного материала, и обеспечивают втекание текучей части в структуры соединителя; и
- обеспечивают возможность возвращения текучей части в твердое состояние с образованием соединения с геометрическим замыканием между первым объектом и соединителем.
Другими словами, второй аспект изобретения содержит инвертирование процесса так, что разжижаемый термопластичный материал принадлежит первому объекту, а структуры, в которые проникает его текучая часть для получения, после отверждения, соединения с геометрическим замыканием, принадлежат соединителю. В других отношениях применимы опциональные признаки, такие как вышеупомянутые опциональные признаки первого аспекта, например, этап прокалывания, чтобы проколоть второй строительный слой, если первый объект содержит сэндвич-панель, крепление второго объекта посредством любого из вышеописанных подходов, деформирование и/или смещение материала первого объекта перед закреплением, оставление соединителя доступным, и т.д.
Следующее может относиться к любому аспекту настоящего изобретения:
В отличие от известной из уровня техники ультразвуковой сварки или процесса «Сварка по дереву» («Woodwelding»), нет необходимости в перемещении сонотрода относительно первого объекта в ходе процесса. Вместо этого поступательное перемещение, движущее соединитель относительно первого объекта можно обеспечить нажимным инструментом, действующую на соединитель, в то время как сонотрод по существу остается неподвижным. Изобретение также относится к устройству, в частности, для осуществления раскрытого здесь способа согласно изобретению. В частности, такое устройство может содержать:
- устройство генерации вибрации, связанное с сонотродом для генерирования механической вибрации;
- приводной механизм, связанный с инструментом для перемещения соединителя относительно сонотрода; и
- блок управления, связанный с устройством генерации вибрации и приводным механизмом, выполненный с возможностью управления перемещением приводного механизма и генерацией вибрации устройством генерации вибрации.
Блок управления представляет собой блок в функциональном смысле, но не обязательно блок в физическом смысле, т.е. различные элементы, составляющие блок управления, могут быть физически отделены друг от друга и, например, принадлежать разным частям/разным объектам, которые могут при необходимости содержать дополнительные элементы и выполнять дополнительные функции.
Устройство может дополнительно содержать первые сенсорные средства для прямого или опосредованного определения положения инструмента и/или соединителя и/или вторые сенсорные средства для прямого или опосредованного определения усилия, прилагаемого инструментом к соединителю.
Устройство генерации вибрации, в отличие от известных устройств, например, для ультразвуковой сварки, может быть неподвижными, например, вследствие установки неподвижно относительно рабочей рамы (такой как рабочий стол), что определяет положение первого объекта в ходе процесса.
Если устройство содержит первые сенсорные средства, первые сенсорные средства могут измерять положение непосредственно, например, оптически, емкостным методом и т.д. или же опосредованно, путем измерения перемещения инструмента. В последнем случае измерение перемещения может быть опционально основано на сигнале обратной связи и/или сигнале управления от приводного механизма.
Если устройство содержит вторые сенсорные средства, вторые сенсорные средства могут измерять усилие и/или давление, оказываемое на инструмент/инструментом. Вторые сенсорные средства могут содержать специализированный чувствительный элемент например, пьезоэлектрический преобразователь последовательно с инструментом и приводным механизмом, или использовать сигнал обратной связи и/или сигнал управления от приводного механизма.
В этих и других ситуациях, первые сенсорные средства и/или вторые сенсорные средства могут быть при необходимости интегрированы в блок управления, т.е. сенсорные средства могут быть сенсорными средствами в функциональном смысле этого термина и не обязательно должны быть физически отдельными элементами.
В любом случае сенсорные средства определяют положение и/или усилие на инструмент, который отделен от устройства генерации вибрации и в ходе процесса подвергается перемещению к сонотроду (в проксимальном направлении). Таким образом, в отличие от известных решений, в качестве параметра для контроля вибрации сонотрода может быть использовано не усилие и/или положение сонотрода, но усилие и/или положение инструмента, т.е. встречного элемента. Для управления вибрацией известное устройство генерации вибрации полагается на сигнал обратной связи устройства генерации вибрации. При осуществлении настоящего изобретения такой сигнал обратной связи также может быть использован в качестве вторичного параметра управления (например, для управления частотой вибрации), но в основном устройство полагается на указанный параметр инструмента, например, для определения включенного/выключенного состояния генерации вибрации и, возможно, также мощности и/или амплитуды вибрации.
Такой подход в использовании параметра/параметров инструмента, а не преимущественно сонотрода, в качестве управляющего параметра(ов), позволяет поддерживать первый объект в ходе процесса не только сонотродом, но и с помощью отдельного поддерживающего элемента. В этом случае нет необходимости знать распределение усилия между усилием, воспринимаемым сонотродом, и усилием, воспринимаемым отдельным поддерживающим элементом.
Устройство может быть, например, оборудовано и запрограммировано для управления генерацией вибрации по одному из следующих критериев.
Определяется пусковое усилие (на инструменте). Как только усилие превышает пусковое усилие, запускаются вибрации. Этот первый вариант подходит, например, если в ходе процесса соединитель должен проникнуть через область первого объекта (например, прокладку и, возможно, второй строительный слой, если первый объект является сэндвич-панелью), и во время проникновения соединитель должен оставаться в твердом состоянии. Пусковое усилие будет достигнуто как только соединитель будет находиться достаточно близко к части первого объекта (такой, как первый строительный слой), которая непосредственно поддерживается сонотродом.
Как и в предыдущем варианте определяется пусковое усилие. Однако условием для запуска вибраций является как достижение пускового усилия, так и нахождение положения соединителя в определенном окне. Этот второй вариант подходит для первых объектов из сэндвич-панелей в установках, где соединитель сначала должен механически проникать во второй строительный слой и во время этого проникновения усилие, прикладываемое к соединителю, обычно превышает пусковое усилие - и если нежелательно, чтобы в ходе проникновения энергия механической вибрации воспринималась системой (например, потому, что это приведет к нежелательному выделению тепла в соединителе и/или в частях первого слоя).
В соответствии с третьим вариантом, условие для запуска вибраций состоит в том, что положение инструмента/соединителя находится в заданном окне.
Возможны также другие варианты или комбинации (например, если устройство запрограммировано, чтобы применять различные варианты для различных видов соединителей или на основе установок по выбору пользователя).
В любом случае, устройство может быть запрограммировано на поддержание постоянной мощности вибрации во время действия вибраций или для того, чтобы мощность вибрации следовала определенному профилю. Поведение зависимости усилия от времени и поведение мощности вибрации от времени будут в целом синхронизированы.
В любом случае, устройство может быть запрограммировано так, чтобы поддерживать определенное давление на инструмент/соединитель в течение некоторого времени (фаза удержания) после выключения вибраций, т.е. до тех пор, пока термопластичный материал снова не затвердеет в достаточной мере. В некоторых вариантах осуществления это поддерживаемое усилие нажатия (усилие удержания) даже увеличивается после выключения механической вибрации, чтобы дополнительно деформировать разжиженный/размягченный проксимальный конец (например, формирующий головную часть) термопластичного материала без дополнительного приложения к материалу энергии механической вибрации. Тем самым эта «опорная поверхность» может быть дополнительно сделана выше, т.е. поперечное распространение текучей части после затвердевания может быть усилено.
В группе вариантов осуществления изобретения устройство выполнено таким образом, что усилие, прилагаемое инструментом, направлено вниз, а выходная поверхность сонотрода, в которую упирается проксимальный торец первого объекта в ходе процесса, обращена вверх (по отношению к направлению силы тяжести), т.е. сонотрод действует вверх.
В группе вариантов осуществления изобретения устройство содержит упорную поверхность, против которой будет размещен первый объект для выполнения процесса, с, по меньшей мере, одним сонотродом, интегрированным в опорную поверхность, т.е. выходная поверхность сонотрода находится приблизительно заподлицо с упорной поверхностью (при этом, разумеется, в ходе процесса сонотрод будет вибрировать и периодически выступать из поверхности, по меньшей мере, приблизительно на амплитуду вибрации, так чтобы передавать вибрацию в первый объект).
В соответствующих примерах упорная поверхность образует рабочую площадку (рабочую плиту/рабочий стол), на которой может быть помещен первый объект с, по меньшей мере, одним сонотродом, интегрированным в рабочую площадку.
В вариантах осуществлений этой группы устройство может, в дополнение или в качестве альтернативы упорной поверхности рабочей площадки (так что сила тяжести вызывает прижатие первого объекта к опорной поверхности), содержать другие средства, прижимающие первый объект к упорной поверхности, например зажим, присоски на упорной поверхности, пневматический пресс и/или любые другие подходящие средства.
Устройство может в некоторых вариантах осуществления содержать множество сонотродов, расположенных в заданных положениях, например, если применимо, относительно опорной поверхности,.
При этом применимо следующее.
Соединитель содержит термопластичный материал. В некоторых вариантах осуществления изобретения соединитель состоит из термопластичного материала.
В других вариантах соединитель, в дополнение к термопластичному материалу, содержит тело из неразжижаемого материала.
В общем случае, соединитель может иметь форму по существу шпильки или болта (т.е. иметь стержневую часть), с уже упомянутой опциональной головной или опорной частью и/или, возможно, дополнительным уступом или сужением. Затем ось соединителя проводят примерно перпендикулярно листовой части и прилегающей поверхности. Однако, соединитель не обязательно имеет круглое поперечное сечение. Он может также иметь другую форму, например вытянутую, многоугольную, Т-образную, Н-образную, U-образную, и т.д.
Прикладываемая энергия - это энергия механической вибрации. Разжижение текучей части при этом вызвано, в первую очередь, трением между вибрирующим вторым объектом и поверхностью первого объекта, и это трение поверхностно нагревает первый объект.
В группе осуществлений соединитель, и/или часть второго, и/или первого объекта, к которому прижимается соединитель, содержит, на поверхности, которая во время прижатия и вибрации находится в непосредственном контакте с первым объектом, структуры, служащие проводниками энергии, такие как кромки или наконечники, подобные проводникам энергии, известным из ультразвуковой сварки или процесса «Сварка по дереву» («Woodwelding»), например, описанным в WO 98/42988 или WO 00/79137 или WO 2008/080 238.
Первый и (если применимо) второй объекты являются строительными компонентами (строительными элементами) в широком смысле этого термина, т.е. элементами, которые используются в любой отрасли технического конструирования и строительства, например, автомобилестроении, авиастроении, судостроении, строительстве зданий, машиностроении, создании игрушек и т.д. В общем случае, все объекты: первый объект, и соединитель, и (если применимо) второй объект будут искусственными, рукотворными объектами. При этом не исключается использование в первом и/или втором объекте натуральных материалов, таких как древесные материалы. В частности, второй объект может быть «балкой» или другой арматурой, механически усиливающей первый объект (или наоборот).
Текучая часть термопластичного материала - это та часть термопластичного материала, которую в процессе и вследствие воздействия механических вибраций заставляют разжижаться и течь. Текучая часть не обязательно должна быть цельной, но может содержать отдельные друг от друга части, например, на проксимальном конце соединителя и в более удаленном месте.
В данном тексте выражения «термопластичный материал, приобретающий текучесть например, под действием механической вибрации», или, короче, "разжижаемый термопластичный материал-", или " разжижаемый материал", или "термопласт", или подобные, используются для описания материала, содержащего, по меньшей мере, один термопластичный компонент, который станет жидким (приобретет текучесть) при нагревании, в частности, при нагревании путем трения, т.е. когда он установлен на одной из двух поверхностей (контактирующих поверхностях), находящихся в контакте друг с другом и вибрационно перемещающихся относительно друг друга, с частотой вибрации имеющей обсужденные выше свойства. В некоторых ситуациях, например, если первый объект сам должен выдерживать существенные нагрузки, может быть предпочтительным, чтобы материал имел коэффициент упругости более 0,5 ГПа. В других вариантах осуществления коэффициент упругости может быть ниже этого значения, поскольку во многих вариантах осуществлениях процесса, свойства передачи вибрации термопластичного материала соединителя не играют роли.
Тот факт, что вибрация подается в первый объект, а не непосредственно в (термопластичный) материал соединителя и, следовательно, термопластичный материал не играет роли, может являться особым преимуществом осуществления настоящего изобретения. В частности, данный подход делает возможным использование материалов, имеющих очень низкий модуль упругости (коэффициент упругости). Таким образом, данный подход согласно изобретению делает возможным соединение с первым объектом (например, сэндвич-панелью) материалов с низкими модулями упругости, таких как, например, эластомерные термопласты.
Термопластичные материалы хорошо известны в автомобильной и авиационной промышленности. Для осуществления способа согласно изобретению могут быть использованы, в частности термопластичные материалы, известные по применению в этих областях промышленности.
Термопластичный материал, подходящий для способа согласно изобретению, имеет твердое состояние при комнатной температуре (или при температуре, при которой осуществляют способ). Он предпочтительно содержит полимерную фазу (в частности, на основе С, Р, S или Si цепочек), которая переходит из твердой в жидкую или текучую в диапазоне температур выше критической, например, путем плавления, и вновь превращается в твердый материал при охлаждении снова ниже критической температуры, например, путем кристаллизации, в результате чего вязкость твердой фазы на несколько порядков (по меньшей мере, на три порядка) выше, чем жидкой фазы. Термопластичный материал в общем случае будет содержать полимерный компонент, который не обладает ковалентными связями или обладает связями такого типа, что связи обратимо раскрываются при нагреве до или выше температуры плавления. Полимерный материал может дополнительно содержать заполнитель, например, волокна или частицы материала, который не имеет термопластичных свойств или имеет термопластичные свойства, включая величину температуры плавления, которая значительно выше, чем величина температуры плавления основного полимера.
В данном описании в целом термин «неразжижаемый» материал означает материал, который не переходит в жидкое состояние при температурах, достигаемых в ходе процесса, в частности, при температурах, при которых разжижается термопластический материал соединителя. Это не исключает возможности того, что неразжижаемый материал способен к разжижению при температурах, которые не достигаются в ходе процесса, в целом значительно (например, по меньшей мере, на 80°С) выше температуры плавления термопластичного материала или термопластичных материалов, разжижаемых в ходе процесса. Температура разжижения соответствует температуре плавления для кристаллических полимеров. Для аморфных термопластов температура разжижения (также называемая в данном описании «температурой плавления») - это температура выше температуры стеклования, при которой они становятся достаточно текучими, иногда называемая «температурой текучести» (иногда определяемая как самая низкая температура, при которой возможна экструзия), например, температура, при которой вязкость термопластичного материала падает ниже 104 Па* с (в некоторых вариантах осуществления, в частности с полимерами, по существу без усиления армирующими волокнами, ниже 103 Па*с).
Конкретные варианты подходящих термопластичных материалов: полоиэфиркетон (РЕЕК), полиэфиры, такие как полибутилентерефталат (РВТ) или полиэтилентерефталат (PET), полиэфиримид, полиамид, например, полиамид 12, полиамид 11, полиамид 6 или полиамид 66, полиметилметакрилат (РММА), полиоксиметилена или поликарбонатуретан, поликарбонат или полиэстер карбонат, или также акрилонитрил-бутадиен-стирол (ABS), акрилэстер-стирол-акрилнитрил (ASA), стирол-акрилонитрил, поливинилхлорид, полиэтилен, полипропилен, и полистирол, или сополимеры или их смеси.
К возможным вариантам подходящих термопластичных материалов также относятся термопластичные эластомеры. Обзор термопластичных эластомеров может быть найден у автора В. Grady и др.: «Thermoplastic Elastomers» («Термоэластопласты"); глава 13 публикации «The Science and Technology of Rubber» («Научные основы и технологии резины»), четвертое издание, 2013, под редакцией Е. Mark, Burak Erman и Mike Roland, Elsevier 2013. Конкретными подходящими термопластичными эластомерами являются, в частности, те, которые рассмотрены в главе 13.1 и термопластичные эластомеры со структурой, представленной на фиг. 13.2 этого раздела.
В дополнение к термопластичному полимеру, термопластичный материал может также содержать подходящий заполнитель, например армирующие волокна, такие как стеклянные и/или углеродные волокна. Волокна могут быть короткими. Длинные волокна или сплошные волокна могут быть использованы, в частности, для частей первого и/или второго объекта, которые не разжижаются в ходе процесса.
Материалом волокон (при наличии) может быть любой известный материал для армирования волокнами, в частности, углерод, стекло, кевлар, керамика, например, муллит, карбид кремния или нитрид кремния, высокопрочный полиэтилен (Dyneema), и т.д.
Возможны и другие наполнители, не имеющие форму волокон, например частицы порошка.
Механическая вибрация или колебания, подходящие для осуществлений способа согласно изобретению, предпочтительно имеют частоту от 2 до 200 кГц (даже более предпочтительно между 10 и 100 кГц, или между 20 и 40 кГц) и мощность вибрации от 0,2 до 20 Вт на квадратный миллиметр активной поверхности. Вибрационный инструмент (например, сонотрод) выполнен, например, так, что его контактная поверхность колеблется преимущественно в направлении оси инструмента (продольная вибрация) и с амплитудой от 1 до 100 мкм, предпочтительно от 30 до 60 мкм. Указанные предпочтительные вибрации генерируются, например, ультразвуковыми устройствами, известными, например, из ультразвуковой сварки.
В данном описании термины "проксимальный" и "дистальный" используются для обозначения направлений и местоположений, а именно: термин «проксимальная» -это сторона соединения, с которой оператор или машина прикладывает механические вибрации, в то время как «дистальная» - это противоположная сторона. Расширение соединителя на проксимальной стороне называется в описании «головной частью», в то время как расширение на дистальной стороне - «опорной частью».
Далее, со ссылкой на фигуры чертежей, описаны средства и варианты осуществления изобретения. Чертежи, возможно, за исключением фотографий, являются схематичными. На чертежах одинаковые ссылочные обозначения относятся к одним и тем же или аналогичным элементам. На чертежах показано следующее:
- фиг. 1a-1b: стадии процесса закрепления в соответствии с вариантом осуществленияо изобретения;
- фиг. 2: альтернативная конфигурация процесса закрепления, которая включает в себя металлический элемент в качестве второго объекта;
- фиг. 3: конфигурация первого объекта, второго объекта и соединителя в ходе трех различных стадий процесса крепления второго объекта к первому объекту путем закрепления соединителя в первом объекте, при этом второй объект представляет собой металлический каркас;
- фиг. 4: изображение второго объекта, к которому присоединены соединители;
- фиг. 5 и 6: различные этапы тестирования, выполняемого с компоновкой по фиг. 4;
- фиг. 7: альтернативная конфигурация со сжимаемым материалом прокладки;
- фиг. 8: распределение плотности для конфигурации с фиг. 7;
- фиг. 9а и 9b: еще одна конфигурация в ходе двух различных стадий способа; фиг. 9с - ее вариант;
- фиг. 10а и 10b: закрепление, посредством способа, соединителя произвольной формы и устройства произвольной формы и множества соединителей, соответственно;
- фиг. 11а и 11b: стадии способа, если первый объект имеет прокладку с очень низкой плотностью или не имеет прокладки;
- фиг. 12а и 12b: вариант осуществления изобретения, в котором проксимальная поверхность первого объекта не оставлена нетронутой и снабжена небольшим отверстием;
- фиг. 13: конфигурация, которая содержит добавление маркировки на проксимальной стороне;
- фиг. 14: первый объект с системой закрепленных соединителей;
- фиг. 15а и 15b стадии способа в варианте осуществления, в котором соединитель служит пробойной заклепкой и закрепляется относительно второго объекта путем введении в его материал;
- фиг. 16: иллюстрация принципа второго аспекта;
- фиг. 17 и 18: примеры схемы осуществления процесса;
- фиг. 19а и 19b: иллюстрация принципа зависимости эффективности поглощения энергии от положения;
- фиг. 20: схема устройства для осуществления способа;
- фиг. 21: рабочая площадка устройства; и
- фиг. 22 вид сверху на рабочую площадку с множеством сонотродов.
Конфигурация с фиг. 1а содержит первый объект 1, являющийся сэндвич-панелью с первым строительным слоем 11, вторым строительным слоем 12 и прокладкой 13 между строительными слоями. Первый и второй строительные слои могут содержать волокнистый композит, такой как смола, армированная непрерывным стеклянным или непрерывным углеродным волокном. Прокладка может быть любым подходящим облегченным материалом, например, сотовой структурой из картона. Дополнительный клей может связывать строительные слои 11, 12 с прокладкой. В качестве примера используется мало-пенящийся клей на полиуретановой основе. Возможные поры в клее могут способствовать закреплению в различных вариантах осуществления изобретения.
Первый объект содержит отверстие, которое проходит от дистального торца внутрь, в частности, идет через второй строительный слой 12.
Соединитель 3 состоит из термопластичного материала и имеет опорную часть 39 и стержневую часть, проходящую проксимально от опорной части 39 и через отверстие. Стержневая часть в показанных вариантах осуществления, по существу, имеет трубчатую форму с аксиально проходящим полым пространством 38. На проксимальном конце расположены проводники 36 энергии.
Длина стержневой части соединителя (его проксимально-дистальная протяженность в показанной конфигурации) больше, чем суммарная толщина второго строительного слоя 12 и прокладки 13, так что, когда он упирается во внутреннюю поверхность первого слоя 11, он все еще выступает из входа в отверстие.
Сонотрод 6 используется для того, чтобы передать механическую вибрацию и нажимное усилие в первый объект с его проксимального торца, пока объект и соединитель прижаты друг к другу сонотродом 6 и невибрирующей опорой 7, к которой прижимается дистальный конец соединителя.
Совместный эффект вибрации и нажимного усилия состоит в том, что текучая часть 35 термопластичного материала плавится и вдавливается в структуры вокруг соединителя 3. Вследствие этого размеры соединителя изменяются. В результате отверждения возникает соединение с геометрическим замыканием. Результирующая конфигурация проиллюстрирована на фиг. 1b, которая показывает, как опорная часть упирается в дистально обращенную поверхность второго строительного слоя 12. а текучая часть 35 проникает сквозь структуры первого объекта 1, формируя при этом подобие головки. Вместо того, чтобы упираться непосредственно во второй строительный слой 12, опорная часть 39 также может упираться в листовую часть второго объекта, который надо прикрепить к первому объекту, например, любого второго объекта того типа, что описан ниже.
Соединитель 3, показанный на фиг. 1а и 1b, может в дополнение или в качестве альтернативы быть использован для крепления к нему другого элемента, например, путем завинчивания такого другого элемента в полое пространство или иного закрепления в нем. С этой целью соединитель может содержать дополнительный элемент, такой как металлическая розетка (не показана), встроенная в термопластичный материал.
На фиг. 2 показана конфигурация, отличающаяся от конфигурации на фиг. 1а следующими признаками:
- соединитель имеет стержневую часть не трубчатой формы, а в форме шпильки;
- соединитель имеет проксимально обращенное острие (или другую самозаглубляющуюся структуру), которое, например, может также служить для изготовления отверстия во втором строительном слое 12, через которое вставляется соединитель; такой этап изготовления может быть выполнен в ходе непрерывного процесса, сопровождаемого этапом плавления текучей части, и это может быть сделано без или с введением энергии механической вибрации;
- второй объект 2 крепится к первому объекту 1 посредством соединителя так, что он зажат между опорной частью 39 и вторым строительным слоем 12, причем стержневая часть 32 проходит через соответствующее отверстие (просверленное или прорезанное или подобное) второго объекта; второй объект, как показано, имеет опциональное дистальное углубление, размеры которого согласованы с размерами опорной части 39 для вмещения опорной части так, что она, по меньшей мере до некоторой степени, утоплена во втором объекте.
Эти функции могут быть реализованы независимо друг от друга.
На фиг. 3 показана конфигурация, сходная с конфигурацией с фиг. 2, где второй объект 2 представляет собой металлический каркас, а листовая часть 21 является частью металлического каркаса. Три части фиг. 3 (слева направо) показывают этапы процесса, а именно, этап позиционирования первого и второго объектов 1, 2 и соединителя 3 относительно друг друга, начало механических вибраций (т.е. начальную стадию приложения энергии к соединителю), и стадию, на которой механические вибрации и усилие нажима прекращаются, соответственно.
В левой части фиг. 3 второй строительный слой 12 показан без отверстия. Как уже упоминалось, в зависимости от свойств материала слоя можно предварительно не изготавливать отверстие, а выполнить путем вдавливания в него наконечника или другой пронзающей (режущей/колющей) детали соединителя. В альтернативном варианте, подходящем почти для всех составов материалов первого строительного слоя, отверстие, однако, можно проделать предварительно.
В приведенном варианте осуществления далее показано, что опорная часть 39 соединителя дистально поддерживается (поддерживающая часть 39) и направляется сбоку вторым объектом. Дистальная поддержка и/или направление вторым объектом является опцией также и для других вариантов осуществления изобретения. Вследствие дистальной поддержки вторым объектом, встречное усилие, действующее против усилия нажима, оказываемого сонотродом 6, может действовать на второй объект, т.е. второй объект может быть прижат к первому объекту для крепления к нему, в то время как к последнему приложена механическая энергия от сонотрода.
Левая часть фиг. 3 иллюстрирует как текучая часть 35 может формировать головку, что в дополнение к тому, что она может быть закреплена в структурах первого строительного слоя (в том числе, если применимо, клеем или подобным средством), также обеспечивает своего рода эффект заклепки, особенно если прокладка 13 имеет существенную пространственную стабильность.
На фиг. 4 представлено изображение металлического профиля 2, являющегося примером второго объекта, удерживающего два соединителя. Также можно видеть ступенчатый элемент 34, расположенный таким образом, чтобы контактировать с входом отверстия во втором строительном слое, когда проксимальный конец стержневой части упирается в первый строительный слой 11. Тем самым может быть достигнуто дополнительное закрепление во втором строительном слое.
Фигуры 5 и 6 изображают конфигурацию с фиг. 4 вместе с первым объектом 1, являющимся сэндвич-панелью с прокладкой из картона с сотовой структурой, и сонотродом, размер и форма которого подходят для выполнения процесса закрепления одновременно обоих соединителей. Фиг. 5 показывает ситуацию в начале процесса, а фиг. 6 - в его конце.
На фиг. 7 показан пример осуществления, в котором первый объект 1 имеет первый строительный слой 11, опциональный второй строительный слой 12 и промежуточный слой 13 из пеноматериала. По сравнению с предыдущими фигурами, расположение с фиг. 7 перевернуто вверх ногами.
Вариант осуществления изобретения с фиг. 7 использует сжатие пеноматериала промежуточного слоя 13 (служащего прокладкой) для улучшенного закрепления. После удаления или прокалывания части дистального строительного слоя 12 соединитель 3 углубляется в пеноматериал, что приводит к сжатию частей между соединителем 3 и строительным слоем 11 (сжатая часть 14). В результате зависимость плотности от поперечного положения будет такой как на фиг. 8, показывающей плотность р в зависимости от поперечного положения х (см. фиг. 7).
Сжатие пеноматериала оказывает многостороннее влияние на процесс:
- во-первых, поскольку пеноматериал сжимается, расстояние между сонотродом 6 и проксимальным концом соединителя 3 уменьшается, приводя тем самым к уменьшению расстояния, через которое должна передаваться механическая энергия;
- во-вторых, повышенная плотность способствует повышению способности передачи вибрации через материал;
- в-третьих, вследствие сжатия механическое сопротивление перемещению вперед соединителя в проксимальном направлении постепенно увеличивается, что, в свою очередь, увеличивает потенциальное поглощение энергии на стыке с промежуточным слоем 13;
- в-четвертых, увеличение плотности обеспечивает дополнительную жесткость и прочность, так что термопластичный материал после расплавления и возвращения в твердое состояние закрепляется в частях материала, которые являются механически относительно прочными, по сравнению с несжатыми частями промежуточного материала.
В варианте осуществления с фиг. 7 соединитель 3 имеет, по существу, форму болта и содержит множество проводников 36 энергии. Вместе с тем, принцип сжатия материала для локального увеличения его плотности, когда соединитель закрепляется в сжатой части материала, применима независимо от формы соединителя.
Возможны следующие модификации изображенной конфигурации:
- второй (дистальный) строительный слой 12 может отсутствовать, т.е. данный вариант осуществления применим и для первого объекта без второго строительного слоя;
- первый (проксимальный) строительный слой 11 может отсутствовать, т.е. в этом случае слой 13 пеноматериала непосредственно контактирует с сонотродом 6 или с временным промежуточным элементом, который удаляется после процесса; этот вариант применим при условии, что пеноматериал, по меньшей мере при сжатии, имеет достаточную жесткость для распространения механической энергии вибрации;
- комбинация того и другого, т.е. первый объект может в этом случае даже состоять из вспененного элемента 13.
На фиг. 9а иллюстрируется принципа сжатия на примере слоя 13 прокладки из облегченного строительного материала со сравнительно большими промежутками, например, сотового промежуточного слоя. Сжатая часть 14 образована деформированными и/или смещенными частями промежуточного слоя, такими как деформированные и/или смещенные картонные или пластиковые листы, которые ранее составляли сотовую структуру. После завершения процесса (фиг. 9б), по меньшей мере, части текучей части 35 после отверждения (т.е. возвращения в твердое состояние) закрепляются в сжатой части 14, состоящей из деформированных и/или смещенных частей. Другой признак варианта с фиг.9б, не зависящий от подхода к сжатию материала прокладки, состоит в том, что соединитель 3 имеет опорную часть 39 и служит для присоединения второго объекта 2, например, объекта, имеющего участок металлического листа, к первому объекту 1. С этой целью второй объект 2 имеет сквозное отверстие, через которое соединитель дотягивается опорной частью 39 дистально до части второго объекта, что имеет сквозное отверстие, и упираясь проксимально обращенной частью поверхности головной части во второй объект вокруг отверстия, при этом второй объект удерживается (например, зажимается) между дистально обращенной поверхностью первого объекта и этим участком поверхности.
Указанный другой признак реализуем для любого описанного здесь варианта осуществления изобретения. В качестве альтернативы или в дополнение, для описанного соединения второго объекта соединитель может содержать альтернативную соединительную структуру, такую как резьба, устройство байонетного соединения, зажимное устройство, соединительную поверхность для наклеивания на нее второго объекта и т.д., или же он может непосредственно нести или иметь встроенным такой второй объект (например, если второй объект меньше самого соединителя, например, если второй объект является датчиком, кабель и т.д.), или может быть выполнен как одна деталь с функциональной частью второго объекта, например, в качестве опоры второго объекта и т.д.
В вариантах осуществления с фиг. 7 и 9а первый объект изначально имеет дистальное отверстие, т.е. второй строительный слой 12 локально удален, чтобы обеспечить доступ к соединителю. Это не обязательно. Скорее, соединитель можно, в зависимости от конфигурации первого объекта, непосредственно впрессовать в (первоначально нетронутую) дистальную поверхность первого объекта, как показано, например, на фиг. 3 и далее, например, на фиг. 10а/10b или 15а/15b. Это даже является опцией, если первый объект является сэндвич-панелью, и если соединитель имеет не отдельный проксимальный кончик, а проксимальную опорную поверхность большего размера. Фиг. 9 с иллюстрирует соответствующий пример, в котором имеется периферийная гребенка, которая образует деталь 136 для пробивания и направления энергии. Сначала, при приложении нажимного усилия (опционально вместе с механической вибрацией, недостаточной для разжижения периферийной гребенки), пробивается часть второго строительного слоя, после чего может осуществляться процесс с фиг. 7 и 9а/9b (принцип с фиг. 9с применим независимо от состава слоя прокладки), с проксимальным смещением пробитой части. Поэтому, в частности, из-за того, что пробитая часть остается в первом объекте, результатом такого варианта процесса может стать меньшее закрепление на проксимальном конце соединителя и меньшая степень соединения первого строительного слоя 11, однако более выраженное боковое/поперечное растекание термопластичной части, и, следовательно, растекание проксимально второму строительному слою 12 и, следовательно, более выраженное закреплению по отношению ко второму строительному слою 12.
Как весьма схематично показано на фиг. 10а, одним из преимуществ данного подхода согласно изобретению является то, что соединитель 3 может иметь любую форму. В частности, в соответствии с изобретением соединитель не обязательно должен иметь специальную форму, позволяющую вибрационному инструменту передавать вибрацию в соединитель (нет необходимости в передаточной части поверхности). Скорее, поверхность, обращенная в обратную от первого объекта сторону, может иметь любую сложную форму, включая форму с прорезями, при условии, что еще можно приложить нажимное усилие в направлении первого объекта (что является гораздо меньшим ограничением, чем необходимость передавать механическую вибрацию непосредственно в объект).
Сонотрод 6, как описано выше, имеет форму, позволяющую прикладывать механическую вибрацию к другой (проксимальной) стороне первого объекта, и с этой целью может, например, иметь по существу плоскую обращенную в дистальном направлении соединительную поверхность, как показано на фиг. 10а.
Как показано на фиг. 10b, применимы те же соображения, что и для фиг. 10а, если второй объект 2, который надо соединить с первым объектом, снабжен множеством предварительно собранных (или собранных на месте) соединителей 3, которые одновременно закрепляются путем приложения нажимного усилия ко второму объекту и, следовательно, опосредованно к соединителям 3. При этом второй объект может иметь любую форму, позволяющую каким-либо образом приложить нажимное усилие.
Дополнительное общее преимущество подхода согласно изобретению становится очевидным с фиг. 10b: в отличие от, например, способов ультразвуковой сварки, сам второй объект не подвергается механической вибрации, даже если он предварительно собран с соединителем(ми) - на него действует лишь прижимная сила. Следовательно, предварительно или на месте можно собрать с соединителем(-ми) даже хрупкие вторые объекты, которые иначе не смогли бы выдержать механические вибрации, имеющие место в ходе процесса.
Данный подход согласно изобретению также работает, если первый объект представляет собой облегченный строительный объект, который, по существу, не имеет прокладки (т.е. состоит из двух разнесенных строительных слоев 11, 12, разделенных лишь отдельными фиксаторами расстояния) или имеет слой прокладки очень низкой плотности, а также даже если материал несущих слоев слишком плотен для проникновения в него термопластичного материала. Как показано на фиг. 11а и 11b, структуры первого объекта 1, в которые втекает текучая часть 35 для обеспечения соединения с геометрическим замыканием, являются пустотами между строительным слоем, вследствие чего соединение с геометрическим замыканием между первым объектом и соединителем 3 является соединением наподобие глухой заклепки.
В описанных выше вариантах осуществления изобретения:
- проксимальный торец первого объекта, который контактирует с сонотродом 6, остается нетронутым;
- термопластичная текучая часть не достигает проксимального торца первого объекта, который контактирует с сонотродом; не входит в контакт с сонотродом; и/или
- растекание текучей части ограничено проксимальным слоем (таким, как первый строительный слой 11) первого объекта.
Как показано на фиг. 12а и 12b, предусмотрены альтернативные варианты осуществления изобретения, в которых ни одно из этих условий не выполняется: в частности, в варианте осуществления с фиг. 12а и 12b соединитель содержит прокалывающую часть 37, обеспечивающую прокалывание строительного слоя 11. Дополнительно, или в качестве альтернативы, первый строительный слой может быть проколот другим средством. Например, когда в первом объекте с дистальной стороны проделывается отверстие, инструмент (сверло или подобное средство), с помощью которого это отверстие проделывается, пронзает также первый строительный слой, однако, как правило, с гораздо меньшим диаметром, чем у отверстия во втором строительном слое 12 и стержня соединителя 3.
В варианте осуществления с фиг. 12а и 12b сонотрод 6 содержит полость 61, обращенную к первому объекту 1, при этом порции текучей части 65, проникающие через отверстие первого строительного слоя, могут распределяться в полости 61. В частности, полость может иметь боковое расширение, по меньшей мере в одной плоскости, причем это боковое расширение превышает ширину отверстия, в результате чего термопластичный материал, протекший через отверстие, может, после отверждения, образовать головную часть, которая путем геометрического замыкания закрепляет соединитель против усилий в дистальном направлении. Как пример, процесс может выполняться до тех пор, пока полость 61 не будет заполнена термопластичным материалом, т.е. полость может служить формой для термопластичного материала.
Еще один принцип проиллюстрирован на фиг. 13. А именно, проксимальный торец первого объекта 1, в который не обязательно проникает термопластичный материал как показано на фиг. 12b, содержит маркировку, однозначно показывающую месторасположение соединителя под торцом. Это может давать преимущества, когда дополнительный объект, такой как винт или штифт или дюбель, на более позднем этапе обработки вставляют для закрепления с проксимальной стороны. Такой дополнительный объект может, в зависимости от ситуации, быть успешно закреплен в материале соединителя, т.е. соединитель может служить фиксатором - особенно, если материал самого первого объекта не достаточно прочен для надежного крепления такого дополнительного объекта.
В варианте осуществления с фиг. 13 маркировка выполнена путем деформации первого объекта, в месте закрепления соединителя. В проиллюстрированном варианте осуществления сонотрод 6 снова снабжен полостью, позволяющей получить наружную выпуклость первого объекта, при этом первый объект может, например, содержать пластически и/или упруго деформируемый материал.
В более общем случае и независимо от того, выполнена ли маркировка при закреплении соединителя как на фиг. 13 или же имеется отдельная маркировка, или же отсутствует какая-либо маркировка, первый объект может быть снабжен множеством соединителей, находящихся в разных положениях в поперечном направлении, например, в системе положения или в заданных положениях, соответствующих определенному требованию. На фиг. 14 весьма схематично проиллюстрирован первый объект с системой мест 91 присоединения для присоединения дополнительного объекта с проксимальной стороны и/или с дистальной стороны, где каждое место 91 присоединения представлено закрепленным соединителем. Центры 92 мест присоединения могут быть четко определены, в то время как конкретное поперечное расширение может зависеть от протекания текучей части, поэтому в некоторых вариантах оно может и не быть точно определено.
На фиг. 15а и 15b показан еще один вариант осуществления изобретения, в котором соединитель 3 действует подобно пробивной заклепке. Здесь присоединение соединителя 3 к первому объекту включает в общем случае следующие этапы:
- обеспечивают наличие первого объекта и соединителя, при этом соединитель находится отдельно от первого объекта, проходит между проксимальным концом и дистальным концом и содержит тело 5 соединителя, которое образует дистально обращенную пробивную кромку, при этом по меньшей мере один из соединителя и первого объекта содержит термопластичный материал 4 в твердом состоянии,
- располагают соединитель 3 относительно первого объекта так, чтобы дистальный конец находился в физическом контакте с дистально обращенной поверхностью первого объекта 1;
- вводят соединитель в материал первого объекта 1 и прикладывают механическую вибрацию к первому объекту с его проксимальной стороны до тех пор, пока соединитель не пройдет сквозь часть первого объекта от дистальной стороны к его проксимальной стороне, и материал первого объекта будет пробит телом соединителя, и до тех пор, пока, по меньшей мере, текучая часть 35 термопластичного материала 4 не станет текучей и не растечется относительно соединителя и первого объекта, в то время как тело соединителя остается твердым, и
- обеспечивают отверждение (возврат в твердое состояние) текучей части термопластичного материала.
В частности, способ может содержать дополнительный этап деформирования тела соединителя для его расширения дистально от части первого объекта, чтобы закрепить соединитель в первом объекте, как показано на фиг. 15b. С этой целью сонотрод 6 может быть снабжен соответствующим клепальным штампом (формующая часть 62), например, в виде известного из уровня техники выступа штампа для клепки.
Первый объект 1 можно выполнить, например, из волокнистого композитного материала.
Способ может дополнительно содержать, как показано на фиг. 15а, позиционирование второго объекта 2 относительно первого объекта, при этом на этапе ввода в материал первого объекта 1 соединитель 3 также вводят во второй объект 2 или через него, или в отверстие в нем для соединения первого и второго объектов друг с другом.
В частности, как показано на фиг. 15а, второй объект может быть помещен проксимально к первому объекту.
Второй объект 2 в таких конфигурациях может быть выполнен из волокнистого композитного материала или металла.
Тело 5 соединителя может быть введено в материал второго объекта и в то же время деформировано, чтобы получить опору пробойной заклепки, внедренную в материал второго объекта 2, как показано на фиг. 15а, или же проксимально к нему (в терминах настоящей заявки направление, с которого прикладываются вибрации, является проксимальным направлением; следовательно, на фиг. 15b «опора» является проксимальной опорой). В последнем случае этап способа с вводом (опционально, одновременно с применением вибрации) может выполняться до тех пор, пока соединитель не будет проведен через второй объект и не выбьет часть второго объекта.
В отличие от последнего, в варианте осуществления с фиг. 15а/15b материал сопряжения тела 5 соединителя и второго объекта 2, а также форма формующей части 62 выбираются так, чтобы тело соединителя не пробивало второй объект, а лишь деформировало его и формировало проксимальную опору соединителя внутри материала второго объекта (фиг. 15b). Это может быть достигнуто, например, путем выбора эластичного материала для второго объекта, такого как подходящий стальной или алюминиевый сплав, обеспечивающий относительно гладкую поверхность формующей части 62, и оптимизацией прочности материала тела соединителя так, чтобы пробивался материал первого объекта, но была возможна деформация внутри второго объекта 2.
В представленном варианте осуществления в качестве дополнительного признака тело 5 соединителя утопленную головную часть и в ходе процесса опционально проталкивается в сборку первого и второго объектов в той степени, что его проксимальный торец находится заподлицо с дистальной поверхностью первого элемента 1 (фиг. 15b). Этот признак может быть особенно полезен, если соединитель имеет единственно лишь функцию соединения вместе первого и второго объектов, как вид модифицированной пробойной заклепки.
Преимущество подхода в соответствии с вариантами осуществления с «пробойной заклепкой» состоит в том, что полученный процесс является быстрым и недорогим, с созданием соединителя, который, в частности, выполняет функцию пробойной заклепки. Механически деформируемые соединители, в частности, пластично деформируемые металлические заклепки, в том числе пробойные заклепки, давно известны в данной области техники. Вместе с тем, благодаря тому, что, например, металлическое (или из керамики, или жесткого пластика, или стекла.) тело применяется в комбинации с подходом по разжижению термопластичного материала и возвратом затем в твердое состояние, могут использоваться преимущества свойств неразжижаемого материала, такие как высокое сопротивление усилию сдвига, высокая пластичность, или же, в зависимости от области применения, другие свойства, такие как электропроводность и т.д. При этом удается избежать недостатков, которые присущи известным пробойным заклепкам. Термопластичный материал не только может обеспечить защиту от контактов, которые могут привести к коррозии. Термопластичный материал, который растекся и затем затвердел, также потенциально способен предотвращать или исправлять возможные последствия расслаивания. Кроме того, термопластичный материал может помочь избежать таких неблагоприятных эффектов как упругое последействие.
Дополнительно было отмечено, что пробивание при помощи ультразвука приводит к уменьшению расслаивания и уменьшению размера зоны повреждения вокруг места пробивания.
Кроме того, использование термопластичного материала может иметь следствием один из следующих эффектов или их сочетание:
- низкое усилие, отсутствие избыточного давления, и отсюда отсутствие выпячивания листового материала между различными соединителями;
- минимальные остаточные напряжения, снижающие риск усиленного старения вследствие напряжений и коррозионного разрушения, особенно при использовании в сочетании с клеем на перекрывающихся поверхностях листового материала;
- компенсация погрешностей, например, если второй объект имеет сквозные отверстия;
- если термопластичный компонент соединителя имеет температуру стеклования ниже 160°С, он может также обладать способностью компенсировать тепловые напряжения в процессе электрофоретического осаждения (EPD) при применении в автомобильной промышленности.
Пример второго аспекта изобретения показан на фиг. 16. Здесь соединитель 3 не имеет термопластичного материала, однако первый объект 1 имеет. Соединитель 3 вместо этого имеет структуры 131, в частности, выточки 131, в которые может втекать термопластичный материал для получения соединение с геометрическим замыканием.
Если точнее, в варианте с фиг. 16 первый объект 1, в дополнение к первому строительному слою 11, второму строительному слою 12 и прокладке 13, имеет термопластичный слой 16, например, дистально от первого строительного слоя. Когда в ходе процесса проксимальный конец соединителя 3 прижимают к термопластичному слою 16 и первому строительному слою 11, текучая часть термопластичного материала термопластичного слоя плавится и проникает в структуры 131, с получением, после отверждения, соединения соединителя с геометрическим замыканием.
Вместо отдельного специального термопластичного слоя или же в дополнение к нему, первый объект 1 может иметь термопластичный материал в другом виде, например, если первый строительный слой, прокладка и/или клеевой слой, связывающий прокладку с первым строительным слоем, обладает термопластичными свойствами.
В дополнение или в качестве альтернативы использованию структур 131 с выточкой на проксимальном конце, как показано на фиг.16, соединитель в вариантах осуществления второго аспекта изобретения может иметь любые другие структуры, например, поперечные структуры (такие как последовательность углублений), макроскопическую пористость и т.д.
На фиг. 17 показан график процесса согласно первому или второму аспекту настоящего изобретения. Цифрой 101 обозначено усилие, действующее на соединитель, как функция времени t, а 102 обозначает вводимую энергию вибрации (энергия в единицу времени, т.е. мощность Р).
В представленном варианте осуществления подразумевается, что усилие как функция времени имеет первый пик, когда соединитель проникает в первый объект 1, например, если это применимо, когда он должен проникнуть в первый строительный слой. В зависимости от конфигурации (структуры первого объекта; возможного наличия и размера предварительно выполненного дистального отверстия и т.д.), такой первый пик может либо присутствовать либо нет, при этом если присутствует, он может иметь различные характеристики. На какой-то стадии проксимальный конец соединителя встретит дополнительное сопротивление (второй пик 105), так как он упрется в первый строительный слой (например, в конфигурации как на фиг. 1-3) и/или из-за того, что сопротивление материала, к которому он прижимается, постепенно возрастает. Устройство для осуществления данного способа может быть сконфигурировано для запуска энергии механических вибраций только, если усилие достаточно велико, например, после того, как усилие достигло пускового уровня Ft.
При этом в большинстве вариантов осуществления изобретения усилие - это усилие на соединителе (прикладываемое соответствующим нажимным инструментом), а не усилие на создающем вибрацию инструменте. В отличие от процессов предшествующего уровня техники, устройство, с помощью которого создается усилие, используемое для управления подаваемой энергией, и устройство, прикладывающие энергию вибрации, являются отдельными/различными устройствами (при этом, разумеется, они могут принадлежать одному и тому же устройству).
Если первый пик 104 (при наличии) ожидается достаточно высоким, например выше, чем пусковое усилие Ft, положение инструмента, который продвигает соединитель, может быть дополнительным параметром, используемым для управления, т.е. устройство может быть запрограммировано так, чтобы прикладывать вибрацию только, если устройство продвинулось в проксимальном направлении, по меньшей мере, до предварительно определенного положения и усилие превышает пусковое усилие. Это может быть, например, в том случае, если второй строительный слой 12 прокалывается соединителем после того, как приведен в контакт с дистально обращенной поверхностью первого объекта. Таким образом, в соответствии с этим вариантом, в зависимости от осевого положения z может иметься окно прокалывания (окно механического воздействия), где в некоторых вариантах не действуют никакие вибрации, даже если усилие превышает пусковой уровень, и зондирующее окно для запуска, где вибрации начинаются, как только усилие превышает пусковое усилие.
В качестве другой альтернативы, управление может быть таким, что подаваемая вибрация зависит только от положения (зависимое от положения управление). В любом случае, для управления процессом используются параметры инструмента, прикладывающего нажимное усилие, а не вибрационного инструмента. Вместе с тем, в качестве дополнительного входного сигнала для управления процессом может использоваться обратная связь от устройства, производящего вибрацию.
На фиг. 18 показан пример, в котором усилие на этапе приложения механической вибрации не особенно велико (например, из-за определенной структуры первого объекта и/или из-за того, что после первоначальной подачи энергии соединитель достаточно быстро размягчается и/или из-за того, что материал соединителя имеет низкий модуль упругости). Тогда усилие (кривая 101 усилия) не является подходящим параметром для управления процессом и вместо него может использоваться положение.
Положение может быть, в частности, подходящим параметром процесса при надлежащем управлении создающего усилие аппарата, например, с помощью шаговых двигателей или хорошо управляемой гидравлики, вместо, например, пневматики.
Другой опциональный признак вариантов осуществления изобретения (независимо от того, какой параметр используется для управления процессом) иллюстрируется на фиг. 18. А именно, как объяснялось выше, удерживающее усилие может поддерживаться и после прекращения вибраций. Это удерживающее усилие при необходимости может быть даже выше, чем усилие, прикладываемое во время подачи энергии, как показано пунктирной линией 10Г, показывающей нажимное усилие, которое повышается после прекращения механических вибраций, например, для формирования еще более выраженной головной части текучей частью термопластичного материала. Разумеется, возможны и другие зависимости время - давление, в том числе, при сохранении постоянным усилия нажатия в течение некоторого времени во время выключения и после остановки вибраций.
В зависимости от структуры и материала(ов) первого объекта, эффективность передачи энергии через первый объект к термопластичному материалу соединителя 3 может сильно зависеть от того, насколько далеко соединитель продвинулся в проксимальном направлении, т.е. насколько близок проксимальный конец соединителя к сонотроду 6. На фиг. 19а весьма схематично изображена ситуация, в которой первый объект имеет толщину D и соединитель изначально должен проколоть второй строительный слой (что приводит к первому пику, как схематично показано на фиг. 17 и 18). На фиг. 19b схематично показана эффективность η передачи энергии как функция положения z наиболее проксимальной части соединителя. В частности, если первый объект имеет промежуточный слой и этот промежуточный слой относительно слаб, эффективность будет достаточно низкой, если только наиболее проксимальная часть соединителя не находится близко к сонотроду, потому что слой прокладки (или другой материал с низкой плотностью и/или низкой жесткостью) является слабым передатчиком энергии механической вибрации. Кривая эффективности может сдвигаться как функция времени (переход от сплошной линии к пунктирной линии на фиг. 19b), например, если материал соединителя нагревается выше температуры стеклования, после чего он становится эффективным поглотителем энергии вибрации за счет повышения внутреннего трения. Таким образом, параметры процесса также могут зависеть от скорости ввода соединителя в первый объект.
При определенных установках эффективность существенно зависит от положения, поэтому в процессах управления усилием описанное выше окно механического воздействия может оказаться ненужным, поскольку на этапе прокалывания передача энергии к соединителю может быть настолько слабой, что не имеет значения, действуют ли механические вибрации на этом этапе или нет.
На фиг. 20 изображен вариант осуществления устройства для осуществления способа в соответствии с различными аспектами изобретения. Блок 150 управления управляет блоком 151 передатчика, который придает осцилляцию сонотроду 6, а также приводным механизмом 152, который продвигает инструмент 153 для нажатия на соединитель 3 в направлении проксимального направления (в изображенной конфигурации - в первый объект 1). Приводной механизм может быть электрическим, например, с четко заданным управляемым перемещением относительно нагрузочной рамы, таким как приводной механизмом с синхронным двигателем. Альтернативно, приводной механизм может быть основан на гидравлическом приводе (который также имеет преимущество хорошо определяемого положения/перемещения продвижения) или пневматическом приводе (с четко заданным усилием привода) или на другом подходящем механизме. Возможны также комбинации указанных механизмов.
Сонотрод и блок передатчика при этом не обязательно должны снабжаться приводным механизмом для продвижения, но могут быть установлены стационарно, например, относительно рабочей рамы (например, рабочего стола). Вместе с тем, такой (дополнительный) приводной механизм сонотрода не исключается.
Блок управления 150 управляет процессом, как описано выше, на основе следующего:
- усилие и/или нажим, оказываемое инструментом 153; и/или
- положение инструмента и/или соединителя.
С этой целью устройство может реализовывать стадию 154 измерения усилия/нажима, на которой измеряется усилие, создаваемое инструментом (усилие и нажим, учитывая четко заданную геометрию, эквивалентны, и в данном тексте чаще всего используется лишь термин «усилие»; разумеется, специалисту будет понятна эквивалентность усилия и нажима). Такая стадия 154 измерения усилия может быть выполнена специальным измерительным зондом или, в дополнение или альтернативно, с помощью управляющего сигнала и/или сигнала обратной связи самого приводного механизма 152.
В дополнение или в качестве альтернативы к стадии 154 измерения усилия устройство может реализовывать стадию 155 измерения положения. Также и стадия 155 измерения положения может быть выполнена специальным измерительным зондом, например, производящим оптическое измерение или емкостное измерение и т.д. (различные приемы осуществления этого известны специалистам). Дополнительно или альтернативно, стадия измерения положения может содержать использование управляющего сигнала и/или сигнала обратной связи от приводного механизма (например, если приводной механизм содержит шаговый двигатель, оценки количества шагов и т.д.).
На фиг. 21 и 22 показано другая возможная характеристика устройства для осуществления способа. Как, например, показано на фиг. 20 в отличие от известных способов, например способов ультразвуковой сварки, во время процесса согласно принципам настоящего изобретения, сонотроду нет необходимости совершать движение вперед. Это может быть использовано для конфигурации устройства в виде, например, стандартного устройства наподобие рабочего стола с сонотродом или множеством сонотродов (фиг. 21), расположенных в определенном месте или в определенных местах, соответственно, на рабочей площадке 80, которая служит опорной поверхностью для проксимальной поверхности первого объекта. Нажимной инструмент может быть использован для вдавливания соединителя в первый объект в поперечном (х-у) расположении/расположениях сонотрода(ов). Устройство в целом или его рабочая площадка могут быть, по существу, гладкими и столообразными (для первых объектов с отбортованной частью), с сонотродом/сонотродами, выступающими в ходе процесса не более чем примерно на амплитуду механических вибраций.
Опционально рабочая площадка может содержать средства для стабилизации на нем первого объекта, такие присасывающие каналы 81, создающие вакуум на поверхности, когда первый объект упирается в нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крепление второго объекта к первому объекту | 2016 |
|
RU2743544C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРЕДМЕТОВ | 2015 |
|
RU2702543C2 |
| СПОСОБ И УСТРОЙСТВО УПРОЧНЕНИЯ И/ИЛИ ПОКРЫТИЯ ИЗНУТРИ МАТЕРИАЛА | 2013 |
|
RU2668434C2 |
| СОЕДИНЕНИЕ ОБЪЕКТОВ ДРУГ С ДРУГОМ | 2016 |
|
RU2731394C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ПРЕДМЕТОВ | 2015 |
|
RU2682773C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЗВОНОЧНИКА, СПОСОБ И НАБОР ДЛЯ ЕГО ИМПЛАНТАЦИИ | 2010 |
|
RU2535775C2 |
| МЕДИЦИНСКОЕ УСТРОЙСТВО, АППАРАТ И ХИРУРГИЧЕСКИЙ СПОСОБ | 2010 |
|
RU2560775C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО ДЛЯ ИМПЛАНТАЦИИ В ТКАНЬ ЧЕЛОВЕКА ИЛИ ЖИВОТНОГО | 2010 |
|
RU2695558C2 |
| ИМПЛАНТАТ ДЛЯ ИМПЛАНТАЦИИ В КОСТНУЮ ТКАНЬ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИМПЛАНТАЦИИ | 2005 |
|
RU2389445C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ЗАКРЕПЛЕНИЯ ФИКСАТОРА ШОВНОГО МАТЕРИАЛА С ШОВНЫМ МАТЕРИАЛОМ ИЛИ ФИКСАТОРА С ГОЛОВКОЙ В ТВЕРДОЙ ТКАНИ | 2012 |
|
RU2602326C2 |
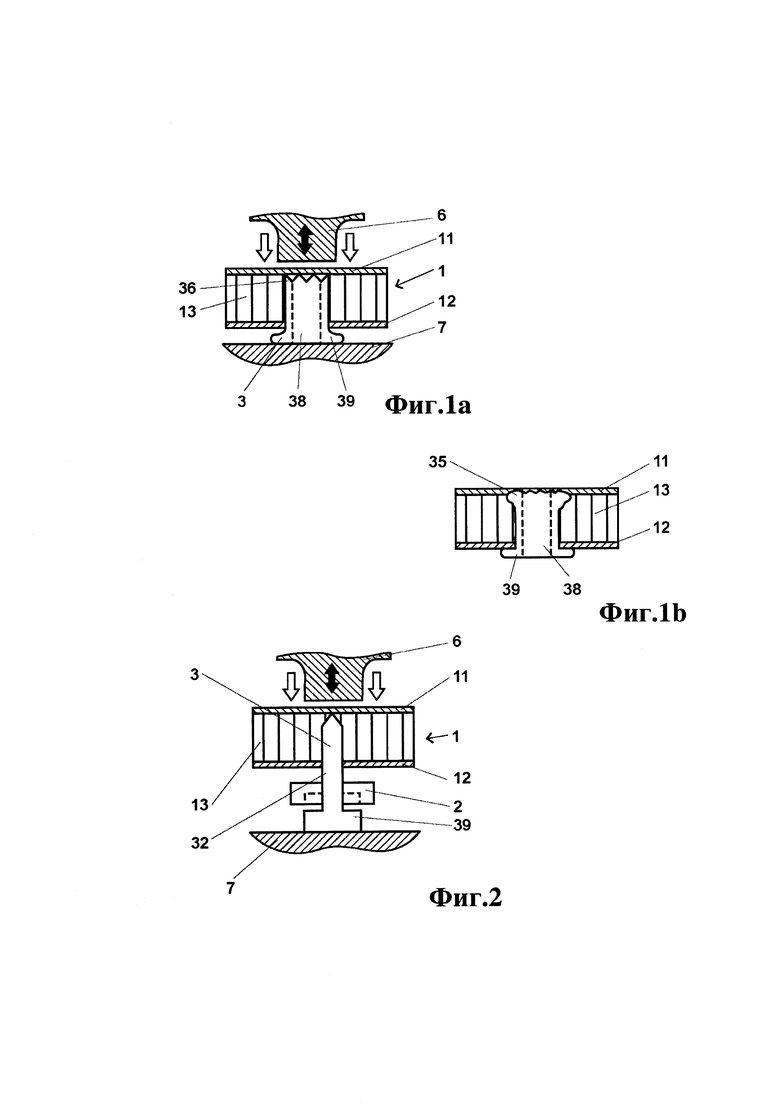
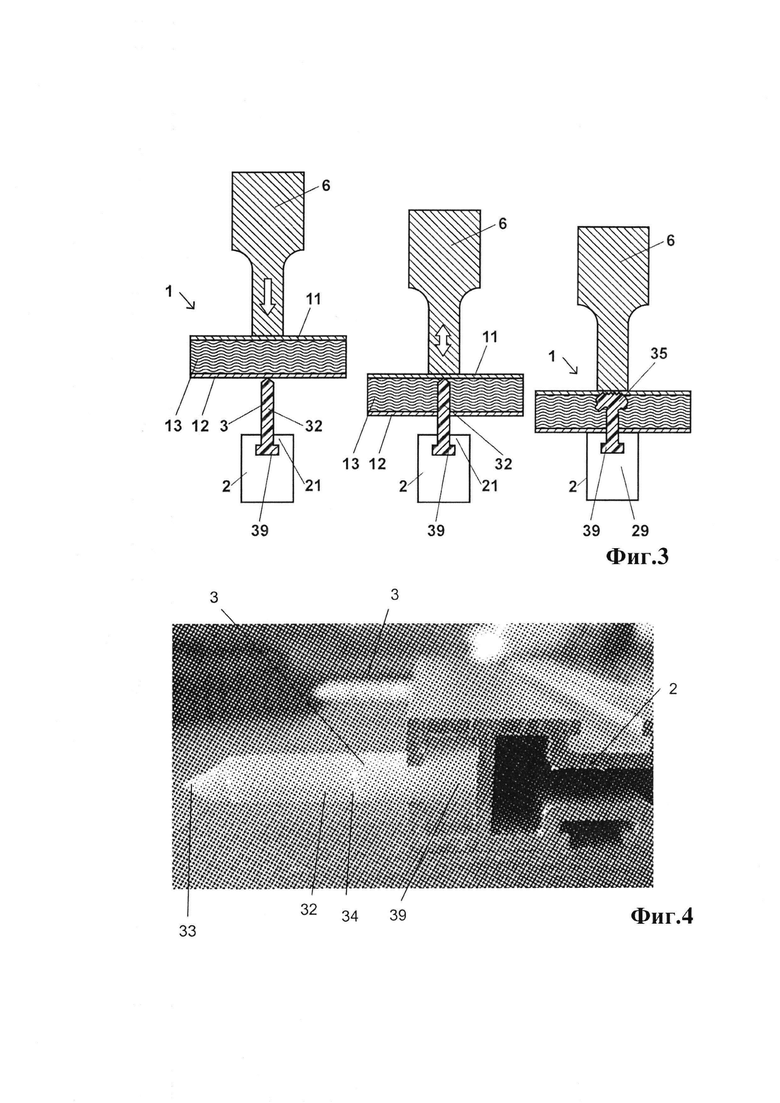
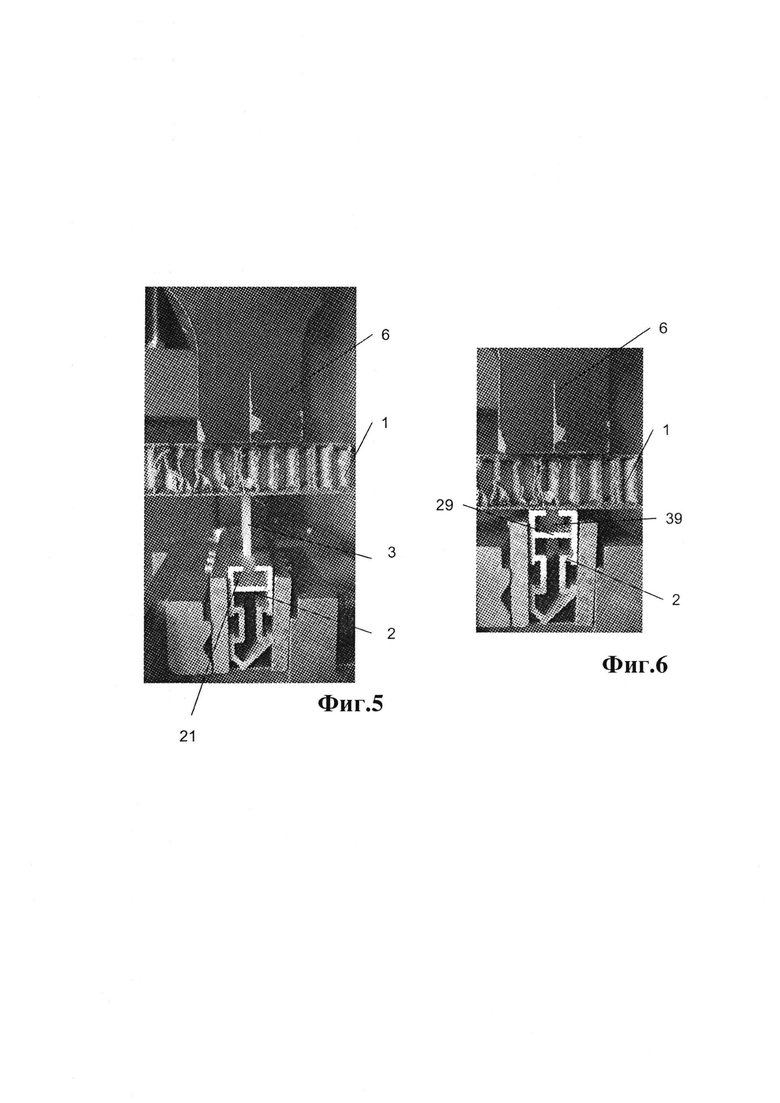
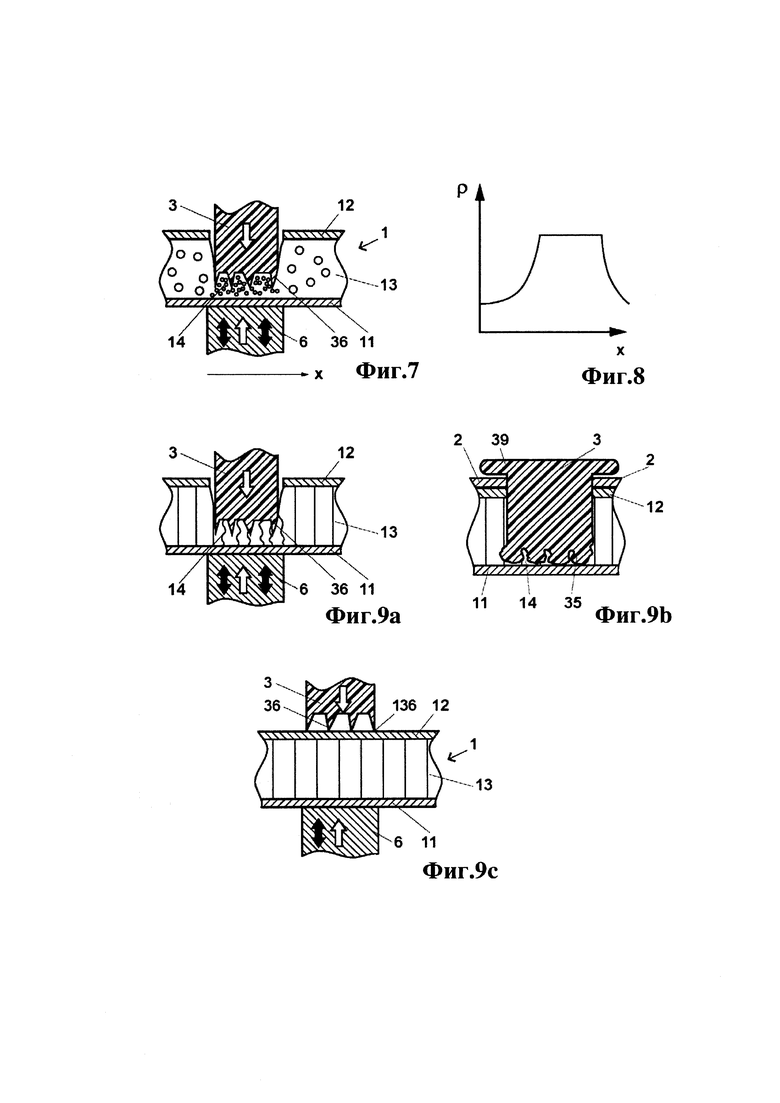

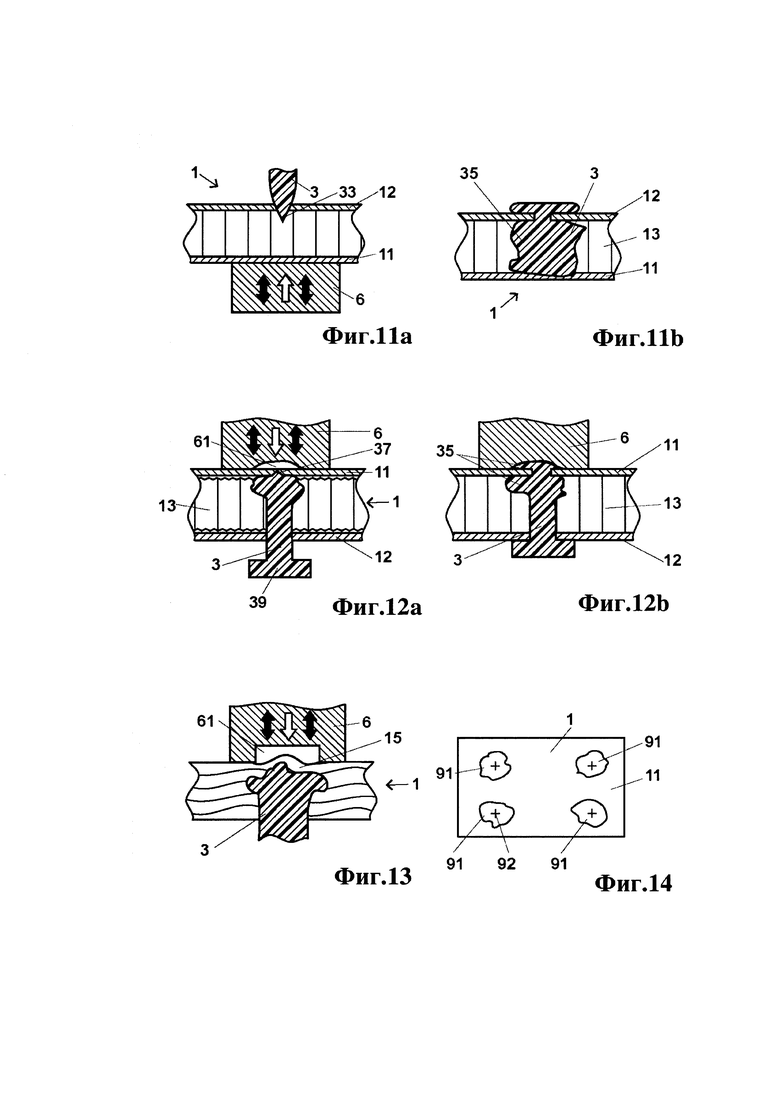
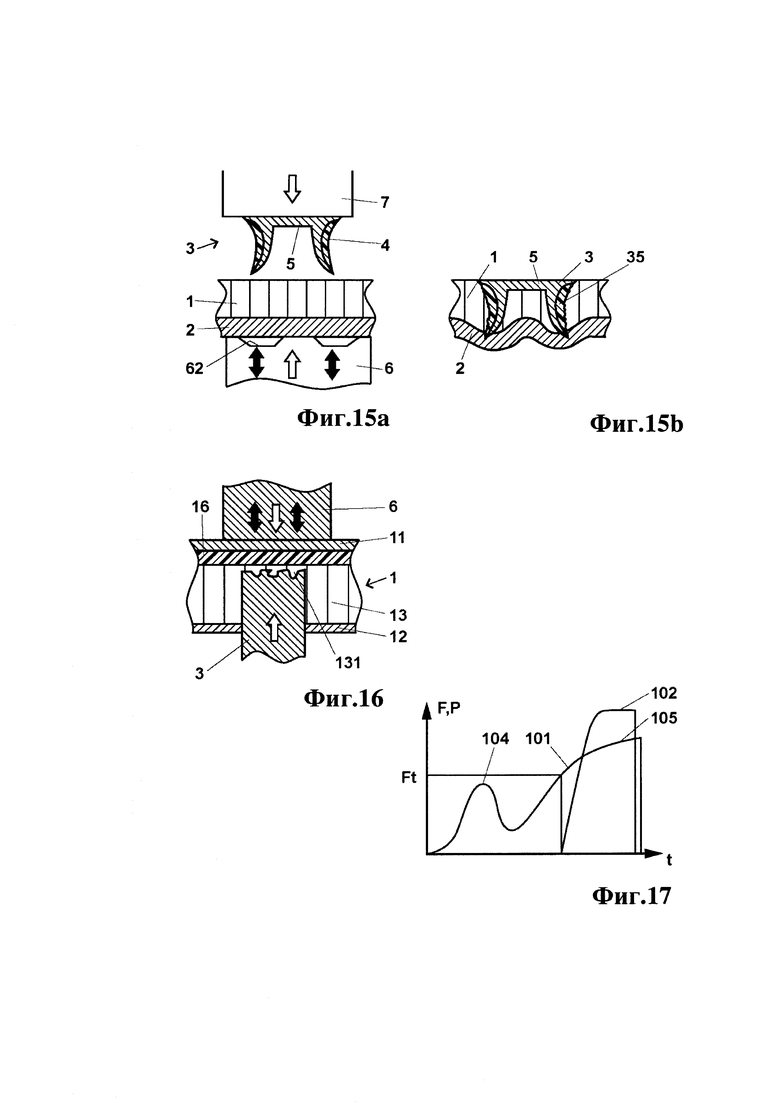
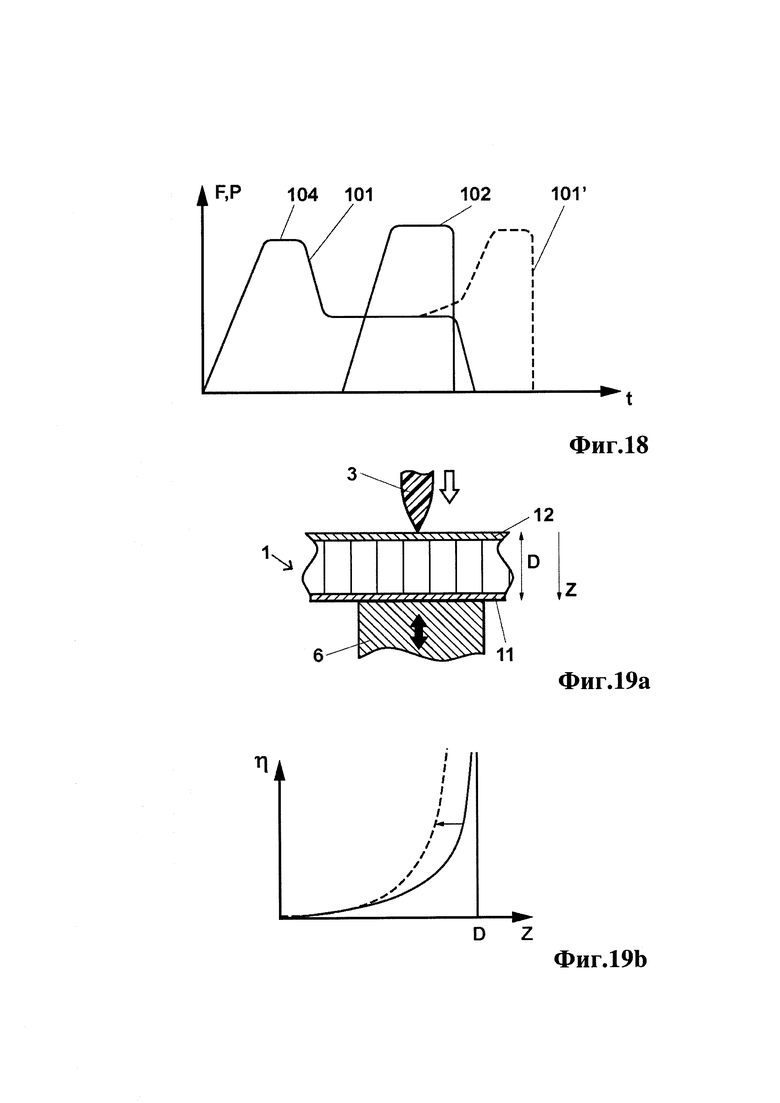
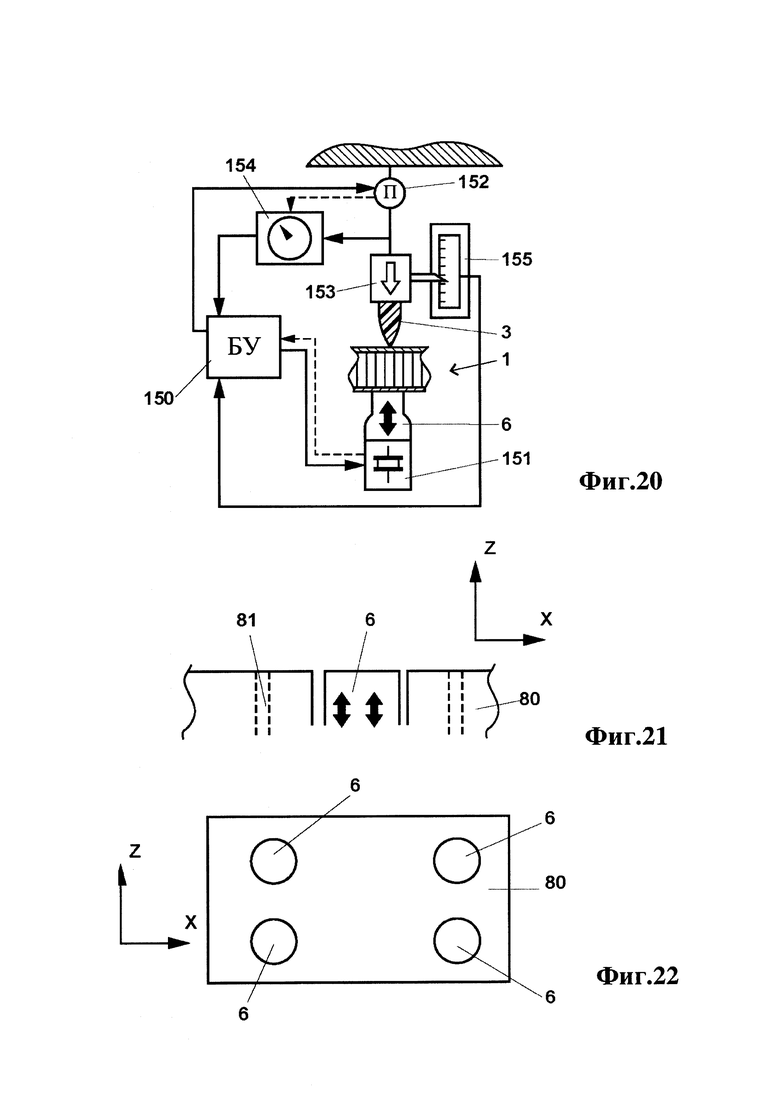
Заявленная группа изобретений относится к областям инженерной механики и строительства, в особенности, к механическому конструированию. Согласно одному из аспектов изобретения предложен способ закрепления соединителя в первом объекте, причем соединитель содержит термопластичный материал в твердом состоянии. При этом согласно способу: обеспечивают наличие первого объекта и соединителя, приводят соединитель в контакт с первым объектом с его дистальной стороны. Кроме того, посредством энергии механической вибрации оказывают ударное воздействие на первый объект с его проксимального торца, противоположного дистальной стороне, в то время как объект и соединитель прижаты друг к другу, до получения текучести, по меньшей мере частичной, проксимально обращенного конца соединителя, с образованием тем самым текучей части термопластичного материала, обеспечивают втекание текучей части в структуры первого объекта и дают текучей части вернуться в твердое состояние для обеспечения соединения с геометрическим замыканием между первым объектом и соединителем. Техническим результатом заявленной группы изобретений является обеспечение долгосрочного и надежного крепления деталей. 2 н. и 44 з.п. ф-лы, 30 ил.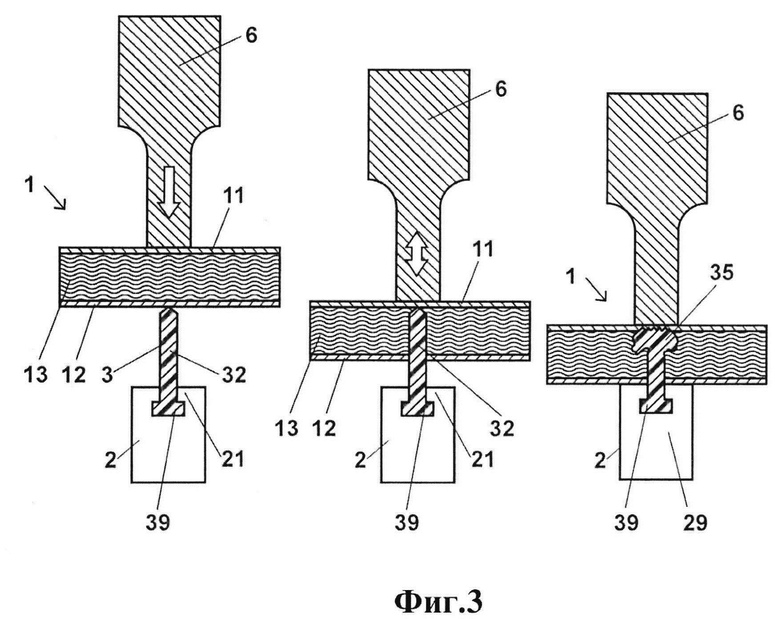
1. Способ закрепления соединителя в первом объекте, причем соединитель содержит термопластичный материал в твердом состоянии, при этом согласно способу:
- обеспечивают наличие первого объекта и соединителя;
- приводят соединитель в контакт с первым объектом с его дистальной стороны;
- посредством энергии механической вибрации оказывают ударное воздействие на первый объект с его проксимального торца, противоположного дистальной стороне, в то время как объект и соединитель прижаты друг к другу, до получения текучести, по меньшей мере частичной, проксимально обращенной части соединителя с образованием текучей части термопластичного материала, и обеспечивают втекание текучей части в структуры первого объекта, причем на дистальной части соединителя не происходит разжижения термопластичного материала; и
- обеспечивают возможность возвращения текучей части в твердое состояние с образованием тем самым соединения с геометрическим замыканием между первым объектом и соединителем.
2. Способ по п.1, в котором проксимальный торец первого объекта оставляют нетронутым посредством того, что соединитель останавливают дистально от этого торца.
3. Способ по п.1, в котором проксимальный торец первого объекта снабжают отверстием, и через это отверстие обеспечивают протекание частей текучей части.
4. Способ по любому из пп.1-3, в котором первый объект представляет собой сэндвич-панель, содержащую первый проксимальный строительный слой, второй дистальный строительный слой и прокладку между первым и вторым строительными слоями, при этом на этапах приведения в контакт и оказания ударного воздействия соединитель проводят через второй строительный слой и прокладку и останавливают посредством первого строительного слоя, при этом проксимально обращенная часть соединителя содержит проксимальный конец соединителя, прижатый к дистальной поверхности первого строительного слоя, при этом текучая часть, по меньшей мере частично, растекается вдоль дистальной поверхности первого строительного слоя.
5. Способ по любому из пп.1-4, в котором на этапе оказания ударного воздействия на первый объект посредством энергии механической вибрации, соединитель вводят в отверстие в дистальной поверхности первого объекта.
6. Способ по п.5, в котором при обеспечении наличия первого объекта снабжают первый объект отверстием.
7. Способ по п.5, в котором соединитель вдавливают в дистальную поверхность первого объекта для изготовления отверстия, причем этап изготовления отверстия путем вдавливания осуществляют до этапа оказания ударного воздействия посредством энергии механической вибрации и/или на этапе ударного воздействия посредством энергии механической вибрации.
8. Способ по п.7, в котором соединитель содержит проксимальный прокалывающий или режущий элемент, такой как наконечник или кромку.
9. Способ по любому из пп.1-8, в котором соединитель содержит дистальную опору.
10. Способ по любому из пп.1-9, в котором к первому объекту посредством соединителя прикрепляют второй объект.
11. Способ по п.10, в котором второй объект содержит листовую часть, которая после закрепления прилегает к дистальной соединительной поверхности первого объекта.
12. Способ по п.11, в котором листовую часть зажимают между соединительной поверхностью и проксимально обращенной упорной поверхностью опорной части соединителя.
13. Способ по любому из пп.10-12, в котором второй объект содержит металлический профиль.
14. Способ по любому из пп.10-13, в котором второй объект содержит поддерживающую часть дистально от соединителя или дистально от элемента соединителя, при этом ко второму объекту прикладывают усилие, встречное усилию, с которым объект прижат к соединителю.
15. Способ по любому из пп.10-14, в котором этап приведения соединителя в контакт с первым объектом осуществляют одновременно для множества соединителей.
16. Способ по любому из пп.10-15, в котором этап оказания ударного воздействия на первый объект посредством энергии механической вибрации, в то время как объект и соединитель прижаты друг к другу, осуществляют одновременно для множества соединителей.
17. Способ по п.15 или 16, в котором соединители удерживают общим вторым объектом, при этом ко второму объекту прикладывают усилие, встречное усилию, с которым объект прижат к соединителю.
18. Способ по любому из пп.1-17, содержащий этап деформирования и/или смещения материала первого объекта в первом объекте.
19. Способ по п.18, в котором этап деформирования и/или смещения материала первого объекта осуществляют до того, как части соединителя приобретут текучесть.
20. Способ по п.18 или 19, в котором этап деформирования и/или смещения материала первого объекта осуществляют посредством соединителя.
21. Способ по любому из пп.18-20, в котором на этапе ударного воздействия посредством энергии механической вибрации до получения, по меньшей мере частичной, текучести части соединителя, структуры, в которые втекает текучая часть, включают в себя структуры деформированных и/или смещенных частей первого объекта.
22. Способ по п.21, в котором деформированные и/или смещенные части образуют область повышенной плотности по сравнению с состоянием до деформирования и/или смещения, при этом текучая часть втекает в структуры этой области повышенной плотности.
23. Способ по любому из пп.18-22, в котором первым объектом является сэндвич-панель, при этом деформированные и/или смещенные части содержат материал прокладки сэндвич-панели.
24. Способ по любому из пп.1-23, в котором материал первого объекта сжимают с выпуском сжатого материала и закреплением соединителя в сжатом материале и/или вблизи него.
25. Способ по любому из пп.1-24, в котором соединитель в ходе процесса и, опционально, также в дальнейшем оставляют доступным с дистальной стороны.
26. Способ по п.25, в котором на этапе оказания ударного воздействия энергией соединитель прижимают к проксимальной стороне инструментом, находящимся в физическом контакте с соединителем.
27. Способ по любому из пп.1-26, содержащий этап закрепления второго объекта в первом объекте, содержащем соединитель, с проксимальной стороны после этапа обеспечения возможности возвращения текучей части в твердое состояние.
28. Способ по любому из пп.1-27, в котором соединитель проходит между проксимальным концом и дистальным концом и в дополнение к термопластичному материалу содержит тело соединителя, причем тело соединителя образует дистально обращенную пробивную кромку, при этом до этапа оказания ударного воздействия посредством механических вибраций и/или на этапе оказания ударного воздействия посредством механических вибраций соединитель вводят в материал первого объекта до тех пор, пока соединитель не пройдет через часть первого объекта от дистальной стороны к его проксимальной стороне, и материал первого объекта будет выбит телом соединителя.
29. Способ по любому из пп.1-28, в котором на этапе оказания ударного воздействия посредством энергии механической вибрации на первый объект обеспечивают прилегание вибрационного инструмента к первому объекту, причем вибрационный инструмент неподвижен в ходе этапа оказания ударного воздействия энергией механической вибрации на первый объект.
30. Способ по любому из пп.1-29, в котором используют невибрационный инструмент для нажима на соединитель в проксимальном направлении относительно первого элемента.
31. Способ по п.30, в котором этап нажима на соединитель в проксимальном направлении относительно первого объекта включает в себя нажим, по меньшей мере, в ходе этапа оказания ударного воздействия посредством энергии вибрации.
32. Способ по п.31, в котором этап нажима на соединитель в проксимальном направлении относительно первого объекта дополнительно содержит нажим перед этапом оказания ударного воздействия посредством энергии вибрации.
33. Способ по п.31 или 32, в котором этап нажима на соединитель в проксимальном направлении относительно первого объекта дополнительно содержит нажим после этапа оказания ударного воздействия посредством энергии вибрации.
34. Способ по любому из пп.30-33, содержащий управление энергией механической вибрации на основе, по меньшей мере, одного из:
- положение невибрирующего инструмента и/или соединителя;
- усилие нажима, с которым соединитель прижат к первому объекту.
35. Способ по п.34, в котором энергию механической вибрации подключают только, если усилие нажима превышает пороговое значение.
36. Способ по п.34 или 35, в котором энергию механической вибрации подключают только, если положение вибрирующего инструмента и/или соединителя находится в пределах заданного окна.
37. Устройство для закрепления соединителя в первом объекте, содержащее:
- устройство генерации вибрации, связанное с вибрационным инструментом для генерирования механической вибрации;
- приводной механизм, связанный с инструментом для перемещения соединителя относительно сонотрода; и
- блок управления, связанный с устройством генерации вибраций и приводным механизмом и выполненный с возможностью управления перемещением приводного механизма и генерацией вибрации посредством устройства генерации вибрации, причем устройство генерации вибрации установлено неподвижно.
38. Устройство по п.37, дополнительно содержащее первое сенсорное средство для прямого или опосредованного определения положения инструмента и/или соединителя, блок управления, связанный с первым сенсорным средством и выполненный с возможностью получения информации о положении на основе сигнала, полученного от первого сенсорного средства.
39. Устройство по п.38, в котором первое сенсорное средство выполнено с возможностью использования обратной связи и/или управляющего сигнала приводного механизма для опосредованного определения положения.
40. Устройство по любому из пп.37-39, дополнительно содержащее второе сенсорное средство для определения, прямо или опосредованно, усилия воздействия инструмента на соединитель, при этом блок управления связан со вторым сенсорным средством и выполнен с возможностью получения информации об усилии нажима на основе сигнала, полученного от второго сенсорного средства.
41. Устройство по п.40, в котором второе сенсорное средство выполнено с возможностью использования обратной связи и/или управляющего сигнала приводного механизма для прямого или опосредованного определения усилия нажима.
42. Устройство по п.37, в котором устройство генерации вибрации установлено неподвижно относительно рабочей рамы.
43. Устройство по любому из пп.37-42, в котором вибрационный инструмент выполнен таким образом, что выходная поверхность, в которую упирается проксимальная поверхность первого объекта в ходе закрепления, обращена наверх.
44. Устройство по любому из пп.37-43, содержащее опорную поверхность для прилегания к ней первого объекта для закрепления, при этом вибрационный инструмент интегрирован в эту опорную поверхность так, что выходная поверхность вибрационного инструмента находится приблизительно заподлицо с опорной поверхностью.
45. Устройство по п.44, содержащее множество вибрационных инструментов, интегрированных в опорную поверхность на поперечно-разнесенных позициях.
46. Устройство по п.44 или 45, в котором опорная поверхность образована обращенной вверх рабочей площадкой.
| EP 1614525 A1, 11.01.2006 | |||
| US 3440117 A, 22.04.1969 | |||
| DE 4317621 C1, 23.06.1994 | |||
| Прибор для интегрирования уравнений Лапласа | 1936 |
|
SU52785A1 |

