Изобретение относится к области строительства нефтяных и газовых скважин и может быть использовано в обсадных, насосно-компрессорных и других трубах технологического назначения с высокогерметичными резьбовыми соединениями.
В настоящее время при разработке нефтяных и газовых скважин применяются трубы с высокогерметичным резьбовым соединением, включающие охватываемую и охватывающую детали с резьбами и упорными торцами, наружную и внутреннюю уплотнительные поверхности и сбег резьбы на охватывающей детали на участке между резьбой с полным профилем и внутренней уплотнительной поверхностью (SU, патент №993829, Е 21 В 17/042, F 16 L 15/00, опубл. 1983).
Механизм работы уплотнительных элементов в таком соединении заключается в создании на охватывающей и охватываемой уплотнительных поверхностях диаметральной деформации - натяга. Конструктивная сложность резьбового соединения, определяющая высокогерметичность соединения, обуславливает выполнение при промысловом монтаже труб некоторых требований по свинчиванию, выраженных прежде всего в выполнении свинчивания в два этапа: на первом производят свинчивание труб до контакта упорных поверхностей труб, а на втором - окончательная сборка соединения с максимальным докреплением.
Известен способ свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающийся в том, что осуществляют посадку ниппельного конца одной трубы в муфтовый конец другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы возрастающим крутящим моментом, при контакте упорных поверхностей указанных труб осуществляют вращением ниппельного конца трубы совмещение метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы, а затем осуществляют довинчивание ниппельного конца трубы (SU №1594259, Е 21 В 17/08, В 23 Р 19/06, опубл. 23.09.90).
Данное техническое решение принято в качестве прототипа для каждого из заявленных объектов.
Из этого же источника информации известен способ визуального контроля свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающийся в том, что свинчивание ниппельного конца трубы крутящим моментом до контакта упорных поверхностей указанных труб осуществляют до совмещения метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы, с последующим довинчиванием ниппельного конца трубы.
Из этого же источника информации известен способ нанесения меток для визуализации свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающийся в том, что на одной трубе наносят произвольно установленную первую контрольную метку, затем осуществляют свинчивание указанных труб до контакта их упорных поверхностей и на второй трубе наносят метку, которая является продолжением первой метки на первой трубе.
Недостатком данного способа является то, что осуществление контроля за правильностью свинчивания соединения определяется границами полос меток, которые наносятся краской и могут быть, например, стерты. В результате этого возможно либо недосвинчивание труб или перетяг.
Настоящее изобретение направлено на решение технической задачи по оснащению свинчиваемых труб разнесенными метками, наделенными различными информационными посылками, информирующими сборщиков о пройденных этапах свинчивания и об окончании сборки.
Достигаемый при этом технический результат заключается в повышении надежности сборки в части ее долговечности и герметизации соединения.
Указанный технический результат в части способа свинчивания достигается тем, что в способе свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающемся в том, что осуществляют посадку ниппельного конца одной трубы в муфтовый конец другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы возрастающим крутящим моментом, при контакте упорных поверхностей указанных труб осуществляют вращением ниппельного конца трубы совмещение метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы, а затем осуществляют довинчивание ниппельного конца трубы, завинчивание ниппельного конца трубы сначала осуществляют вручную на 4-5 витков, затем осуществляют свинчивание указанных труб до расположения торца муфтового конца трубы на уровне поперечной прямолинейной метки на ниппельном конце трубы или ниже этого уровня, а довинчивание для достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах осуществляют за счет упругой деформации элементов резьбы плавно с бесскачковым ростом крутящего момента при температуре муфтового конца трубы не выше 80°С до совмещения метки на ниппельном конце трубы с дополнительной меткой, нанесенной на муфтовом конце закрепленной от вращения трубы на расстоянии от первой метки на этой трубе в направлении свинчивания указанных труб с расположением торца муфтового конца трубы на уровне поперечной прямолинейной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм.
Указанный технический результат в части способа визуального контроля свинчивания достигается тем, что в способе визуального контроля свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающемся в том, что свинчивание ниппельного конца трубы крутящим моментом до контакта упорных поверхностей указанных труб осуществляют до совмещения метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы с последующим довинчиванием ниппельного конца трубы, свинчивание указанных труб осуществляют до расположения торца муфтового конца трубы на уровне прямолинейной поперечной метки на ниппельном конце трубы или ниже этого уровня, а довинчивание осуществляют крутящим моментом до совмещения метки на ниппельном конце трубы с дополнительной меткой, нанесенной на муфтовом конце закрепленной от вращения трубы на расстоянии от первой метки на этой трубе в направлении свинчивания указанных труб с сохранением положения торца муфтового конца трубы на уровне прямолинейной поперечной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм.
Указанный технический результат в части способа нанесения меток для визуализации свинчивания по первому варианту исполнения достигается тем, что в способе нанесения меток для визуализации свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающемся в том, что на одной трубе наносят произвольно установленную первую контрольную метку, затем осуществляют свинчивание указанных труб до контакта их упорных поверхностей и на второй трубе наносят метку, которая является продолжением первой метки на первой трубе, после нанесения метки на второй трубе осуществляют довинчивание труб за счет упругой деформации элементов резьбы до достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах и на одной из труб наносят вторую метку, являющуюся продолжением первой метки на первой трубе, а на вворачиваемой трубе наносят прямолинейную поперечную метку, линия которой совпадает с плоскостью торца другой трубы или расположена от этого торца на расстоянии не более 0,5 мм.
Указанный технический результат в части способа нанесения меток для визуализации свинчивания по второму варианту исполнения достигается тем, что в способе нанесения меток для визуализации свинчивания нефтегазопромысловых труб, одна из которых выполнена с ниппельным концом с наружной конической резьбой, а другая - с муфтовым концом с внутренней конической резьбой, заключающемся в том, что метки наносят с помощью первого приспособления для нанесения метки на ниппельном конце трубы, представляющем собой прослабленную по резьбовому и уплотнительному конусу муфтовый конец трубы, отрезанный от трубы, и с помощью второго приспособления для нанесения метки на муфтовом конце трубы, представляющем собой прослабленный по резьбовому и уплотнительному конусу ниппельный конец трубы, отрезанный от трубы, при этом сначала на втором приспособлении произвольно вдоль его продольной оси наносится краской полоса, а на первом приспособлении полоса краской наносится в свинченном до смыкания упорных поверхностей положении с вторым приспособлением напротив нанесенной на последнем полосы, затем первое приспособление свинчивают с муфтовым концом трубы, на которой наносят краской метку в виде полосы, являющейся продолжением полосы на первом приспособлении, а второе приспособление свинчивают с ниппельным концом трубы, на которой наносят краской метку в виде полосы, являющейся продолжением полосы на втором приспособлении.
Указанные признаки для каждого из заявленных объектов являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического результата.
На фиг.1 - продольный разрез высокогерметичного соединения труб;
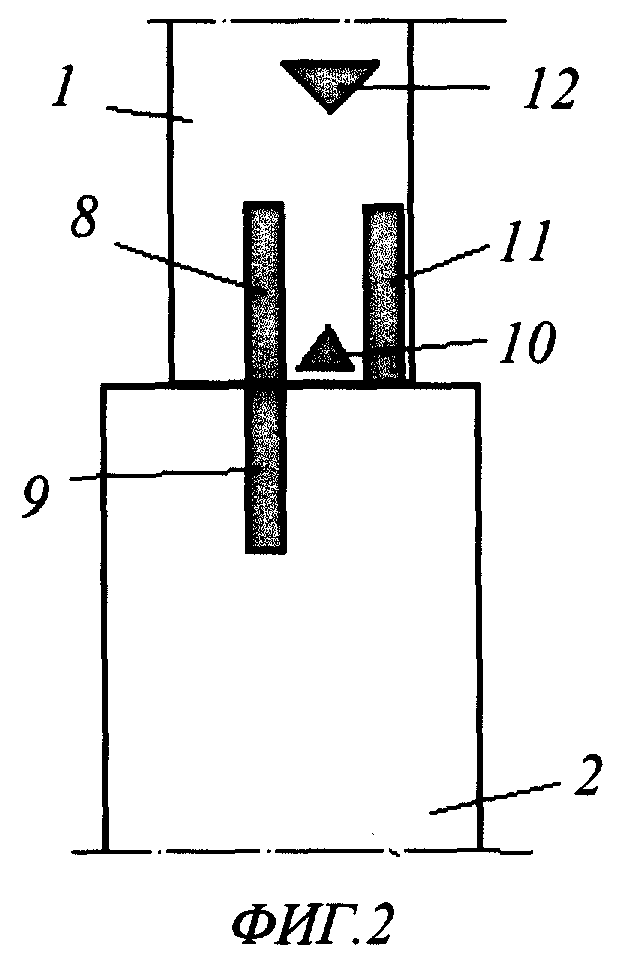
фиг.2 - положение меток на трубах, соответствующее окончанию свинчивания соединения;
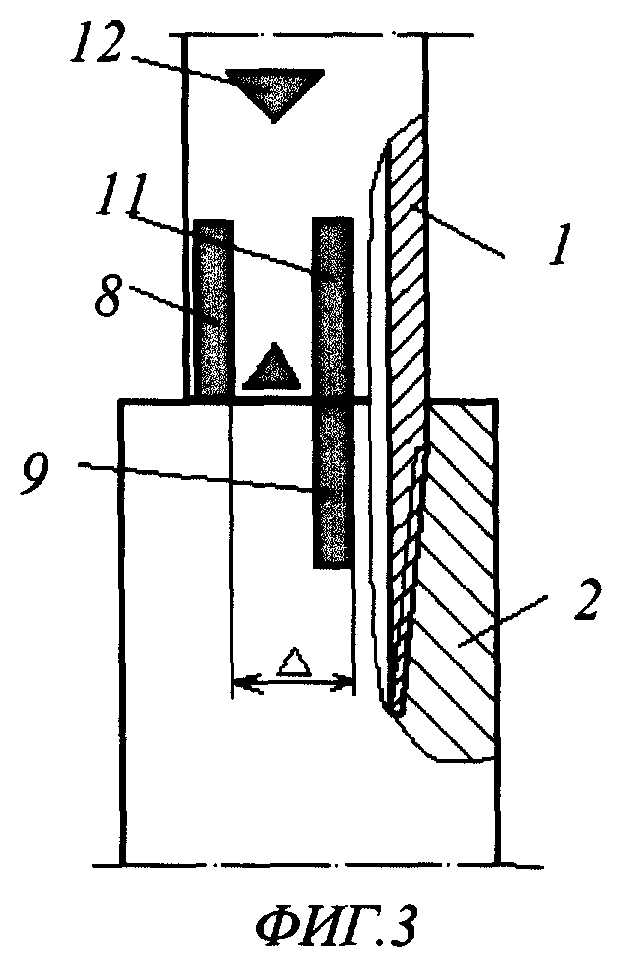
фиг.3 - положение меток на трубах, соответствующее окончанию довинчивания соединения;
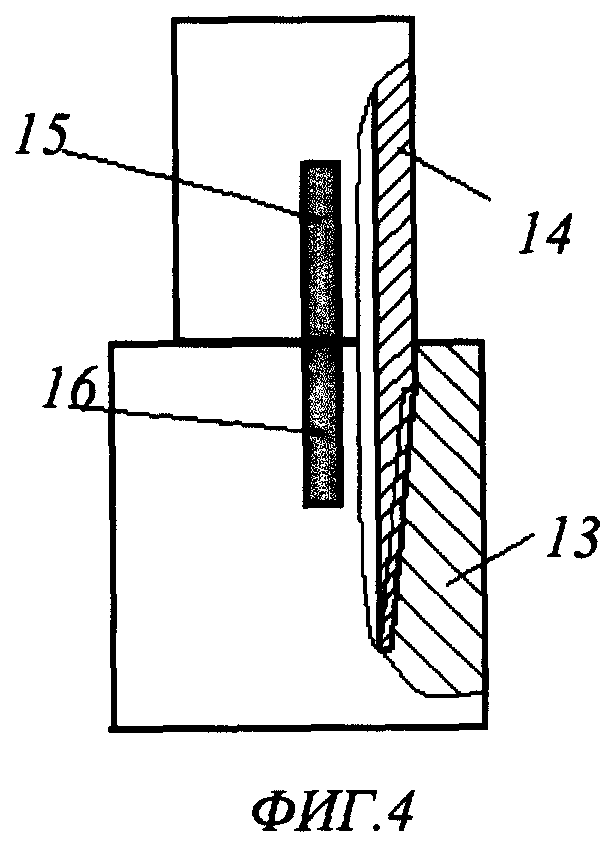
фиг.4 - свинченные приспособления для установки мест нанесения меток;
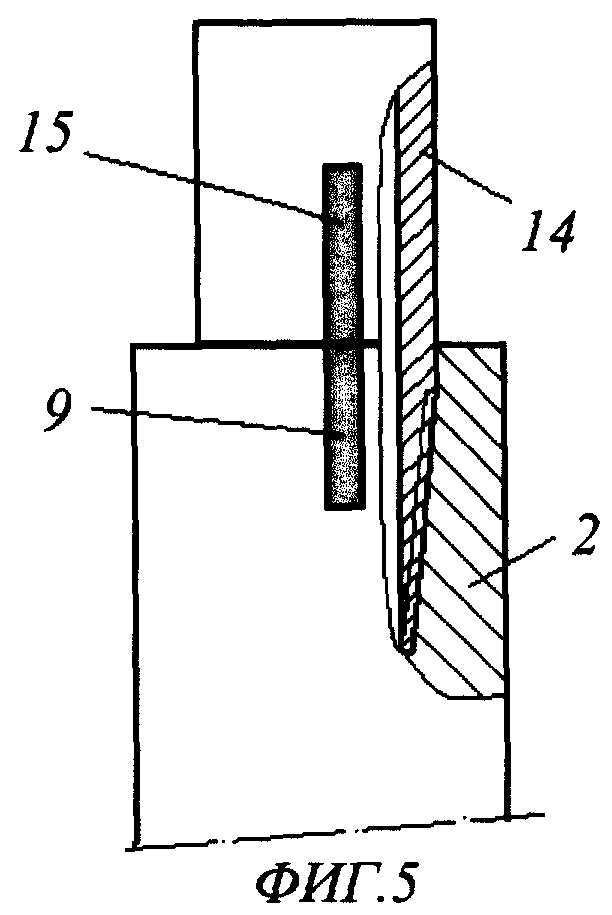
фиг.5 - нанесение метки на муфтовый конец трубы;
фиг.6 - нанесение метки на ниппельный конец трубы.
Высокогерметичное резьбовое соединение труб, используемых в нефтедобывающей отрасли, включает в себя охватываемую и охватывающую трубы с коническими или цилиндрическими резьбами и упорными торцами, наружную и внутреннюю уплотнительные поверхности.
Высокогерметичное соединение труб (фиг.1) содержит охватываемую трубу, имеющую ниппельный конец 1, и охватывающую трубу, имеющую муфтовый конец 2, которые зацепляются друг с другом по конической или цилиндрической резьбе 3. Соединение также содержит упорные торцы 4 и 5 соответственно охватываемой и охватывающей труб, которые выполнены в виде конических поверхностей, и включает в себя наружную 6 и внутреннюю 7 уплотнительные поверхности. Упорные торцы 4 и 5, а также уплотнительные поверхности 6 и 7 взаимодействуют друг с другом с определенным натягом. Элементами основного уплотнения, обеспечивающего герметичность соединения, являются взаимодействующие уплотнительные поверхности 6 и 7.
Диаметральные размеры уплотнительной поверхности 6 несколько больше диаметральных размеров уплотнительной поверхности 7, так, что после свинчивания соединения за счет их деформации в упругой области образуется диаметральный натяг и уплотнение "металл - металл". Для обеспечения высокой надежности герметичности соединения уплотнительные поверхности 6 и 7 выполняются с высокой точностью и чистотой обработки их поверхностей.
При выполнении операций свинчивания соединения первоначально осуществляется взаимодействие охватываемой ниппельный конец 1 и охватывающей муфтовый конец 2 труб с помощью конической или цилиндрической резьбы 3. В процессе свинчивания происходит продвижение наружной уплотнительной поверхности 6, затем уплотнительная поверхность 7 взаимодействует с уплотнительной поверхностью 6. За счет диаметральных деформаций этих поверхностей создается уплотнительный узел «металл - металл».
Поэтому важным для формирования условий герметизации за счет взаимодействия уплотнительных поверхностей является контроль за свинчиванием указанных труб, особенно если свинчивание осуществляется в промысловых условиях.
Согласно настоящему изобретению способ свинчивания нефтегазопромысловых труб заключается в том, что осуществляют посадку ниппельного конца 1 одной трубы в муфтовый конец 2 другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы возрастающим крутящим моментом. При этом завинчивание ниппельного конца трубы сначала осуществляют вручную на 4-5 витков.
При контакте упорных поверхностей указанных труб осуществляют вращение ниппельного конца 1 трубы до совмещения метки 8 на этой трубе с меткой 9, нанесенной на муфтовом конце 2 закрепленной от вращения трубы (фиг.2).
Затем осуществляют свинчивание указанных труб до расположения торца муфтового конца 2 трубы на уровне поперечной прямолинейной метки 10 на ниппельном конце 1 трубы или ниже этого уровня.
Затем осуществляют довинчивание ниппельного конца 1 трубы (фиг.3). При этом довинчивание за счет упругой деформации элементов резьбы для достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах осуществляют плавно с бесскачковым ростом крутящего момента при температуре муфтового конца трубы не выше 80°С до совмещения метки на муфтовом конце трубы с дополнительной меткой 11, нанесенной на ниппельном конце трубы на расстоянии Δ от первой метки на этой трубе в направлении свинчивания указанных труб с расположением торца муфтового конца трубы на уровне поперечной прямолинейной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм.
Символ треугольника 12 на ниппельном конце трубы является указателем места нахождения поперечной прямолинейной метки.
Таким образом осуществляют визуальный контроль свинчивания нефте-газопромысловых труб, заключающийся в том, что свинчивание ниппельного конца трубы крутящим моментом до контакта упорных поверхностей указанных труб осуществляют до совмещения метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы с последующим довинчиванием ниппельного конца трубы. При этом свинчивание указанных труб осуществляют до расположения торца муфтового конца трубы на уровне прямолинейной поперечной метки на ниппельном конце трубы или ниже этого уровня, а довинчивание осуществляют крутящим моментом до совмещения метки на ниппельном конце трубы с дополнительной меткой, нанесенной на муфтовом конце закрепленной от вращения трубы на расстоянии от первой метки на этой трубе в направлении свинчивания указанных труб с сохранением положения торца муфтового конца трубы на уровне прямолинейной поперечной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм.
Для осуществления герметичного соединения при сборке труб в промысловых условиях на заводе-изготовителе осуществляют нанесение меток для визуализации свинчивания нефтегазопромысловых труб. Нанесение меток производится следующим образом:
- на одной трубе наносят произвольно установленную первую контрольную метку;
- затем осуществляют свинчивание указанных труб до контакта их упорных поверхностей;
- и на второй трубе наносят метку, которая является продолжением первой метки на первой трубе;
- после нанесения метки на второй трубе осуществляют довинчивание труб за счет упругой деформации элементов резьбы до достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах;
- и на одной из труб наносят вторую метку, являющуюся продолжением первой метки на первой трубе;
- а на вворачиваемой трубе наносят прямолинейную поперечную метку, линия которой совпадает с плоскостью торца другой трубы или расположена от этого торца на расстоянии не более 0,5 мм.
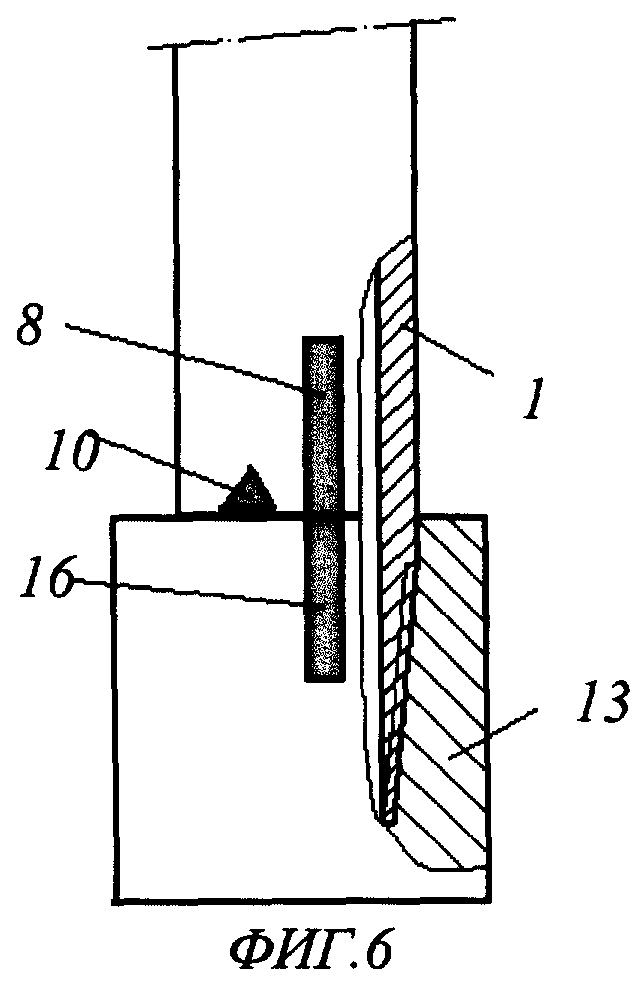
Как вариант возможно использование следующего способа нанесения меток для визуализации свинчивания нефтегазопромысловых труб. Согласно этому способу метки наносят с помощью первого приспособления 13 для нанесения метки на ниппельном конце трубы, представляющем собой прослабленную по резьбовому и уплотнительному конусу муфтовый конец трубы, отрезанный от трубы, и с помощью второго приспособления 14 для нанесения метки на муфтовом конце трубы, представляющем собой прослабленный по резьбовому и уплотнительному конусу ниппельный конец трубы, отрезанный от трубы.
Сначала на втором приспособлении 14 произвольно вдоль его продольной оси наносится краской полоса 15, а на первом приспособлении 13 полоса 16 краской наносится в свинченном до смыкания упорных поверхностей положении (фиг.4) с вторым приспособлением напротив нанесенной на последнем полосы 15. Затем первое приспособление 13 свинчивают с муфтовым концом 2 трубы (фиг.5), на которой наносят краской метку 9 в виде полосы, являющейся продолжением полосы 15 на первом приспособлении, а второе приспособление 14 свинчивают с ниппельным концом 1 трубы, на которой наносят краской метку 8 в виде полосы, являющейся продолжением полосы 16 на втором приспособлении.
Затем производят развинчивание приспособлений и труб, и последние поступают с нанесенными метками по назначению.
Настоящее изобретение промышленно применимо, так как основано не на изменении конструкции соединения резьбовых концов труб, а новой совокупности наносимых на поверхности труб визуально читаемых носителей, информационно показывающих конечные фазы свинчивания резьбовых концов труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА СВИНЧИВАНИЯ КОЛОНН ОБСАДНЫХ И НАСОСНО-КОМПРЕССОРНЫХ ТРУБ В УСЛОВИЯХ СПУСКА ИХ В НЕФТЯНЫЕ СКВАЖИНЫ | 2022 |
|
RU2809458C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2310058C2 |
| Высокомоментное безмуфтовое резьбовое соединение нефтегазопромысловых труб | 2022 |
|
RU2785878C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |
| Герметичное резьбовое соединение труб | 2021 |
|
RU2788557C1 |
Изобретение относится к области строительства нефтяных и газовых скважин и может быть использовано в обсадных, насосно-компрессорных и других трубах технологического назначения. Техническая задача - оснащение свинчиваемых труб разнесенными метками, наделенными различными информационными посылками, информирующими сборщиков о пройденных этапах свинчивания и об окончании сборки. Способ свинчивания нефте-газопромысловых труб заключается в том, что осуществляют посадку ниппельного конца одной трубы в муфтовый конец другой трубы, закрепленной от вращения, с последующим завинчиванием ниппельного конца трубы возрастающим крутящим моментом, при контакте упорных поверхностей указанных труб осуществляют вращением ниппельного конца трубы совмещение метки на этой трубе с меткой, нанесенной на муфтовом конце закрепленной от вращения трубы, а затем осуществляют довинчивание ниппельного конца трубы. Завинчивание ниппельного конца трубы сначала осуществляют вручную на 4-5 витков, затем осуществляют свинчивание указанных труб до расположения торца муфтового конца трубы на уровне поперечной метки на ниппельном конце трубы или ниже этого уровня, а довинчивание за счет упругой деформации элементов резьбы для достижения заданного натяга в резьбовом соединении, уплотнительных поясках и герметизации в упорных торцах осуществляют плавно с бесскачковым ростом крутящего момента при температуре муфтового конца трубы не выше 80°С до совмещения метки на ниппельном конце трубы с дополнительной меткой, нанесенной на муфтовом конце закрепленной от вращения трубы на расстоянии от первой метки на этой трубе в направлении свинчивания указанных труб с расположением торца муфтового конца трубы на уровне поперечной метки на ниппельном конце трубы или ниже этого уровня не более чем на 0,5 мм. 4 н.п. ф-лы, 6 ил.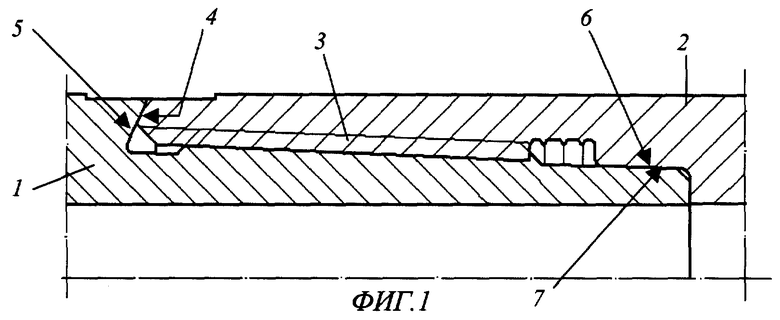
| Способ сборки муфтовых обсадных труб в колонну | 1988 |
|
SU1594259A1 |
| КОНИЧЕСКОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 0 |
|
SU222081A1 |
| Резьбовое соединение нефтяных труб | 1977 |
|
SU993829A3 |
| Способ сборки безупорных конических резьбовых соединений обсадных и лифтовых колонн | 1985 |
|
SU1625974A1 |
| СПОСОБ СБОРКИ КОНИЧЕСКИХ БЕЗУПОРНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ НЕФТЯНОГО СОРТАМЕНТА | 1992 |
|
RU2050497C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССОВОЙ КОНЦЕНТРАЦИИ КИСЛОРОДА В КОНТУРАХ ПОД ДАВЛЕНИЕМ С ВОДНЫМ ТЕПЛОНОСИТЕЛЕМ | 2005 |
|
RU2281488C1 |

