Данное изобретение классифицируется в соответствии с международными классами H01R и G09F, и относится к электрифицированной направляющей, в частности для металлических стеллажей, которые оснащены с лицевой стороны полок, содержащих товары, электронными этикетками, дисплеями и/или другими периферийными устройствами. Более того, данное изобретение относится к способу производства такой электрифицированной направляющей.
В качестве существующего уровня техники приводятся следующие документы.
Патентная заявка WO 1994/22125 «система направляющих для отображения информации» описывает экструдированную направляющую с С-образным профилем, установленную на передней стороне полок. Направляющая имеет продольное верхнее ребро, в которое помещено электроизоляционное основание, несущее продольно установленные питаемые провода, помещенные на подходящем расстоянии друг от друга. Провода прикреплены к указанному основанию клеем примерно 180° их сечения и выступают по направлению вниз оставшимися свободными концами, с которыми подпружиненные концы электронных этикеток, предназначенные для крепления в указанную направляющую, могут входить в контакт.
Патент US 5348485 «Система отображения цен с вертикальной направляющей» также опубликованный в 1994 г., описывает систему соединения посредством электрических проводов и разъемов электрифицированных направляющих, размещенных на передней части полок для демонстрации товаров, на которых прикреплены электронные этикетки, с вертикальной электрифицированной направляющей, прикрепленной на стойках этого же стеллажа. Направляющая выполнена из экструдированной рейки, внутри которой прикреплены электропроводные металлические полосы, с помещением между ними электроизоляционного основания, металлическая полоса прикреплена посредством клея. Открытая поверхность металлической полосы соприкасается с гибкими подпружиненными электрическими контактами концевых разъемов указанных контактных проводов, указанные разъемы прикреплены на указанной вертикальной направляющей, электрические проводники которых соединены верхним концом с приспособлениями, помещенными на верхней части стеллажа, приспособлениями, обеспечивающими питание и управление указанными электронными этикетками.
Французский патент FR 2765018 «Система отображения электронных этикеток», поданный в 1997 г., описывает электрифицированную направляющую, изготовленную из экструдированной пластиковой рейки, имеющей С-образный профиль, на нижней части которой по всей длине прикреплено электроизоляционное основание, на котором в продольном направлении прикреплены с помощью клея металлические полосы. Указанные металлические полосы одним концом соединены с приспособлениями, обеспечивающими питание и/или управление, тогда как направляющая профилирована так, чтобы закрепить электронную этикетку, имеющую на задней стороне подпружиненные контакты, соприкасающиеся с указанными металлическими полосами, обеспечивая необходимое соединение электронной этикетки и с приспособлениями удаленного питания и управления.
Патент Великобритании 1273670 (А) описывает рейку электропитания, включающую удлиненную металлическую опору, присоединенную с помощью кронштейнов к стене или потолку, гибкую полосу изоляционного материала, удерживаемого в опоре с помощью фланцев, и металлические проводники. Полоса оснащена канавками, в которых помещаются проводники, когда она ровная, но которая удерживает проводники, когда полоса изгибается вокруг своей продольной оси. Полоса также имеет углубления и/или возвышения между проводниками.
Патент США 2,234,745 (А) описывает электрическое соединительное устройство, включающее направляющую, образованную из гибкого диэлектрического материала, такого, как например, резина. Оно имеет основание с фланцами, при помощи которых устройство может крепиться в своем положении. Две расположенных с интервалом канавки, разделенных расположенным по центру ребром, проходят через устройство и отверстие в верхнем его конце. Расположение канавок и следовательно ширина ребра являются такими, чтобы канавки вместили штыри разъема. Внешние стенки находятся на направляющей и во внутренней поверхности каждой из этих стенок образована полукруглая канавка, в каждой из которых установлена одна из электрических шин, изготовленных из гибкого провода свернутого в форме спирали. При сборке электрических шин в направляющей шины могут быть продвинуты в продольном направлении в канавки, при этом слегка разъединяя стенки так, чтобы позволить прижать шины в канавки до тех пор, пока они не разместятся напротив полукруглых канавок, после чего они встанут на свое место и будут устойчиво удерживаться на месте.
Существующий уровень техники, известный в данной области техники, имеет следующие недостатки:
В отношении электрических проводников всех направляющих, будь они в форме проводов или полос, часть их поверхности, которая не прикреплена к опорному изоляционному материалу, является видимой и легко доступна пальцам человека, вызывая тем самым проблемы безопасности и для человека, и для электронных этикеток, контакты которых могут быть повреждены электростатическими ударами в результате случайного соприкосновения.
Еще одним недостатком существующего уровня техники является низкая надежность крепления электрических проводников к опорной направляющей с помощью клея, свойства которого склонны меняться со временем из-за того, что электрические проводники испытывают нагрев благодаря эффекту Джоуля. Для решения данной проблемы может быть использован патент US 5890918, который описывает, как выполнить электрифицированную направляющую с использованием экструдированного корпуса из твердого материала, также проводящего электричество, с обеспечением указанного корпуса продольным пазом с круговым сечением, открытым наружу частью менее 180° его сечения. В указанный паз с нажимом вставляется медный провод, провод изолируется посредством оплетки из пластикового материала, имея внешний диаметр равный диаметру указанного паза, так что тот же провод может быть вставлен с нажимом и оставаться удерживаемым с трением в указанном пазу, который охватывает его на более чем 180° его внешней электроизоляционной оплетки. Данное решение включает использование точечных контактов на разъемах и периферийных устройствах; точечный контакт должен быть способен прокалывать изоляцию провода и соприкоснуться с тем же медным проводом для установления необходимого электрического контакта. Данное решение также имеет очень высокое сопротивление контакта из-за ограниченного поверхностного контакта между точечными контактами и проводниковым проводом. Техника прокола изоляции требует значительного усилия для того, чтобы точечный контакт проколол изоляцию провода и соприкоснулся с самим проводом, деформируя его, чтобы обеспечить эффективный контакт. В патенте US 5890918 указанное усилие достигается с помощью привинчиваемого контакта в соответствующем гнезде электрифицированной направляющей. Если считать, что каждый контакт должен иметь свою собственную электрическую изоляцию и прочный резьбовой корпус для обеспечения прочного крепления в гнезде электрической направляющей, например, три или четыре электрических проводника, можно с легкостью понять, что уменьшение размера электрифицированных направляющих и соответствующих контактных разъемов становится весьма затруднительным в соответствии с патентом US 5890918. Следующие недостатки следуют из того, что привинчиваемые разъемы могут расшатываться, причиной чего могут быть вибрации, с трудностями диагностики и ремонта. Еще одним недостатком является тот факт, что каждый раз периферийное устройство передвигается на электрифицированной направляющей, возникает необходимость прокалывать другие участки провода, тогда как ранее проколотые области остаются незащищенными, в связи с чем возникают проблемы с электрической изоляцией и окислением. Тот же патент US 5890918, как альтернатива описанному выше решению, описывает выполнение направляющей с электроизоляционным материалом, продольными пазами с круговым сечением, открытыми наружу частью менее 180° их сечения и вставкой в каждый паз медного провода без изоляции, имеющего внешний диаметр равный диаметру каждого паза, так что провод может быть вставлен с нажимом в паз, пользуясь преимуществом эластичности пластика, образующего направляющую, так что провод с давлением удерживается в пазу, который охватывает его на более чем 180° его сечения. Данное решение, с одной стороны, пытается решить проблему крепления электрических проводов к пазам электроизоляционной направляющей без использования клея, однако в действительности сталкивается с проблемой, вытекающей из сложности удержания провода в пазу из-за ограниченной выточки, посредством которой сам паз удерживает провод, что необходимо для легкого преодоления выточки на этапе вставки указанного электрического провода в соответствующий паз с помощью нажима. Из-за эластичности пластика, образующего направляющую, если направляющая выполнена с ограниченным сечением, небольшие движения изгиба и кручения самой направляющей ведут к неизбежному выходу проводов из соответствующих пазов. Данный вариант осуществления также является препятствием для уменьшения размеров электрической направляющей, имеющей множество проводников, и имеет выше описанные проблемы касательно использования разъемов с привинчиваемыми контактами. В связи с указанными причинами данное решение вряд ли осуществимо на промышленном уровне для обеспечения участков электрифицированной направляющей, имеющих длину нескольких метров, уже включающих электрические провода в пластиковой рейке. Данное решение имеет такие же недостатки, как описанные выше в отношении документа WO 1994/22125, где электрические провода выступают из их соответствующего опорного паза на обширным участком их сечения и по этой причине могут привести к случайному короткому замыканию.
Патент ЕР 1233482 описывает выполнение электрифицированной рейки для использования при 220-230 V. В данном случае также рейка имеет металлический корпус, обеспечивающий механическое сопротивление, тепловое сопротивление и линейность; в противоположном и боковом положениях имеются продольные пазы, пазы имеющие способность вмещать пластиковые профили, имеющие в свою очередь глубокие и узкие продольные пазы с промежуточными продольными и боковыми канавками, способными удерживать соответствующие электрические провода, которые таким образом должным образом удерживаются в соответствующих пазах и защищены от случайных контактов. Данное решение не решает проблемы уменьшения размера электрифицированной направляющей и не описывает как выполнить электрифицированную направляющую с множеством проводников, расположенных рядом, способом промышленной экструзии, способным производить рейки, имеющие ограниченное сечение, желаемую длину и готовые к использованию.
Наконец, патент WO 9516293 (А1) описывает токопроводящую направляющую, включающую опорную конструкцию, изоляцию и проводник или проводники, в соответствии с которым опорная конструкция и изоляционная конструкция то ко про водя щей направляющей произведены как одна единая конструкция способом экструзии и проводники вставляются в направляющую после экструзии, что позволяет изгибать направляющую при термическом воздействии или без него, в любом направлении, перед вставкой проводников или после их вставки. Токопроводящая направляющая может быть изготовлена из поливинилхлорида, алкилбензолсульфоната, полипропилена, полиэтилена или поликарбоната, или из акриловых смол. В данном документе не упоминается о свойстве, которое позволяет направляющей изгибаться винтом в поперечном направлении перед вставкой проводников.
Все известные электрифицированные направляющие используют электроизоляционный поливинилхлорид или сходный пластиковый корпус, который имеет плохую безопасность в отношении электрической изоляции, который иногда не является негорючим, имеет слабую способность к сопротивлению перегреву, что может привести к возможному выходу из строя или перегрузкам. Более того, они имеют слабое сопротивление к механической деформации уже при температурах около 100°С. В известных электрифицированных направляющих электрические провода вставляются в пластиковый корпус после его формирования, используя преимущество его способности к деформации и эластичности самого пластика при относительно низкой температуре. Для того, чтобы придать необходимую линейную форму механической устойчивости, к электроизоляционному пластиковому корпусу известного типа присоединяют внешнюю опорную жесткую основу, обычно изготовленную из металла с дальнейшими производственными проблемами и вытекающими из этого трудностями изготовления электрифицированных направляющих, имеющих ограниченное сечение.
Для электронных этикеток и/или других периферийных устройств, фиксируемых на металлических стеллажах, производимых заявителем, заявитель не смог найти на рынке электрифицированной направляющей, и в связи с этим разработал электрифицированную направляющую, имеющую следующие признаки:
- электрифицированная направляющая должна иметь форму цельного корпуса из экструдируемого пластикового материала, имеющего надлежащие свойства жесткости и механических нагрузок, подобных свойствам металла, для того чтобы иметь сечение ограниченной ширины, линейную форму и непосредственно удерживать периферийные устройства; в то же время, она должна иметь хорошую электрическую изоляцию, непосредственно удерживать множество оголенных электрических проводов, обеспечивая изоляцию одиночных проводов между собой и внешнюю изоляцию; и наконец, она должна иметь хорошую жаропрочность и быть негорючей, а также иметь высокую способность к сопротивлению механическим деформациям даже при температуре около 100°С. Для этих целей направляющая предпочтительно изготовлена из поликарбоната (ПК), коммерчески известного например под товарными знаками Makrolon® или Lexan®, или из полифениленоксида (РРО), коммерчески известного например под товарным знаком Noryl®, или из эквивалентных материалов;
- направляющая должна иметь корпус с профилем, способным закрепляться на опорной поверхности; разъемы электрического соединения, электрические устройства или другое оборудование должны съемно фиксироваться к любой точке направляющей; ее продольная внешняя поверхность должна быть плоскостной и обеспечена множеством пазов; в каждом пазу содержится электрический провод, имеющий открытую наружу часть своего сечения, так что такая часть провода может иметь доступ для подпружиненных контактов для достижения электрического контакта с разъемами или устройствами, которые могут быть прикреплены к самой направляющей;
- направляющая должна быть изготовлена участками, имеющими заранее определенную длину, например длиной два метра, с уже крепко закрепленными проводами, и должна производиться в промышленных масштабах воспроизводимым способом, способом, с легкостью совместимым с известными методами экструзии для пластиковых материалов. Техническая задача, которую следует решить в производстве с помощью экструзии корпуса направляющей из вышеуказанного пластикового материала, состоит из вставки электрических проводов в экструдированную направляющую, при чем обычная техника вставки с нажимом проводов в профиль с заданной структурой при комнатной температуре не может быть использована, так как это может привести к поломке самого профиля и, или недопустимой деформации электрических проводов. Данное изобретение решает данную техническую задачу с помощью определенного профиля корпуса направляющей, и вставки в него электрических проводов после этапа экструзии. В частности, вставка выполняется во время этапа калибрования, когда профиль еще горячий. На данном этапе профилированная и экструдированная направляющая подвергается поперечному сгибанию, благодаря чему пазы вокруг электрических проводов расширяются и открываются наружу, так чтобы с легкостью вставить соответствующие электрические провода непрерывным способом. Электрические провода предпочтительно нагреваются до температуры, предотвращающей термический удар в контакте с экструдированным пластиковым материалом, в который они должны быть вставлены. После этого, всегда на этапе калибрования, профилированная направляющая возвращается к ее начальному предполагаемому профилю, так что ее пазы закрываются и крепко удерживают электрические провода, с углублением, имеющим достаточную ширину для препятствия случайному дальнейшему выпадению указанных проводов. Для препятствия поперечному раскрытию направляющей и избежания формирования нежелательного растяжения разработан подходящий профиль пазов, содержащих провода, а также других частей самой направляющей;
- электрические провода не должны выступать частью своего сечения из пазов, в которых они находятся, но они должны быть доступными для электрических контактов периферийных устройств только посредством каналов, имеющих ограниченную ширину и достаточную глубину, так чтобы предотвратить прямые и случайные контакты с указанными проводами;
- электрические провода должны быть никелированными или позолоченными с внешней стороны, и электрические подпружиненные контакты разъемов и периферийных устройств должны иметь такое же покрытие так чтобы обеспечить высокую сопротивляемость окислению и низкое сопротивление контакта;
- направляющая должна иметь ограниченные размеры, например, ширину около 20 мм, и уменьшенную толщину, так чтобы иметь низкое эстетическое воздействие при формировании и горизонтальной электрифицированной направляющей, используемой на передней стороне полок, и вертикальной электрифицированной направляющей, используемой на стойках стеллажа. Вертикальная направляющая соединяет указанные горизонтальные направляющие с помощью проводов и соответствующих разъемов с устройствами удаленного питания и управления электронных этикеток и/или других периферийных устройств, закрепленных на тех же горизонтальных электрифицированных направляющих;
- направляющая должна иметь боковые и/или передние профили, так чтобы позволить прикрепить любое подходящее периферийное устройство к самой направляющей независимо от количества проводников (два или четыре);
- направляющая должна иметь задние и/или боковые профили такие, чтобы сделать ее крепление адаптированным к опоре, которой например может быть стойка, полка или задняя сторона, или промежуточные части стеллажа.
Техническим результатом данного изобретения является предотвращение поломки профиля и/или деформации электрических проводов в процессе вставки провода в экструдированную направляющую.
Остальные признаки изобретения и его преимущества раскрываются в нижеследующем описании некоторых предпочтительных вариантов осуществления указанного изобретения, проиллюстрированных с помощью не ограничивающих примеров на приложенных чертежах, где:
- фигура 1 - вид в перспективе электрифицированной направляющей;
- фигура 2 - фронтальный разрез увеличенной части профиля паза направляющей, подходящего для вмещения электрических проводов;
- фигура 3 - фронтальный вид варианта осуществления направляющей с ограниченными размерами;
- фигуры 4 и 5 - электрифицированная направляющая в поперечном разрезе на последовательных этапах цикла производства;
- фигура 6 - схематическое представление в перспективе использования электрифицированной направляющей в соответствии с данным изобретением для металлических полок, удерживающих товары;
- фигуры 7 и 8 - два различных способа установки электрифицированной направляющей или крепления устройств к ней;
- фигура 9 - крепление электронной этикетки или другого периферийного устройства к электрифицированной направляющей;
- фигура 10 - крепление разъема с электрическими проводами;
- фигура 11 - другие детали группы разъемного соединения фигуры 10, в продольном разрезе в соответствии с линией XI-XI.
Ссылаясь на фигуры 1 и 2, электрифицированная направляющая 1 в соответствии с данным изобретением производится путем экструзии композитного материала ПК или РРО, или другого термостойкого негорючего композитного материала, имеющего хорошие механические и электроизоляционные характеристики, имеет преимущественно U-образное или С-образное сечение (описывается далее). Направляющая имеет продольный канал 10 и основание 101 толщиной А приблизительно 4-4,5 мм, например примерно 4,2 мм, шириной В примерно 16 мм, плоскостную наружную нижнюю поверхность 2 с верхней стороной 102, являющейся внутренней по отношению к профилю; данная сторона также является плоскостной и фактически параллельна к указанной наружной стороне 2. Направляющая имеет, например симметрично расположенные, множество продольных пазов 3, например 4 паза, способных точно удерживать соответствующие металлические проводники 4, например в форме медных проводов или многожильных проводов (описывается далее). Хорошие результаты были получены при использовании медных проводов 4, имеющих сечение 1,5-1,8 мм, например, примерно 1,78 мм с тонким никелированным или позолоченным покрытием, которое делает их высоко устойчивыми к окислению, обеспечивая кроме того ограниченное электрическое сопротивление контакта с разъемами и контактами устройств (описывается далее), которые будут соединены со всеми или частью проводов 4. Как детально показано на фигуре 2, пазы 3 имеют общую глубину С примерно 2,18 мм, таким образом намного большую чем диаметр провода 4, который удерживается в нижней части самих пазов, открытых снаружи горловиной 103, имеющей глубину С примерно 0,4 мм и ширину D примерно 1,3 мм. Таким образом, две углубленные части, посредством которых пазы 3 удерживают провода 4, имеют каждая ширину Е примерно 0,25 мм. Таким образом, провода 4 находятся в поддерживаемой позиции по отношению к нижней поверхности 102 канала 10, и таким образом защищены от случайных контактов также благодаря ограниченной ширине горловины 103 пазов 3 (примерно 1,3 мм). Части 201 основания, отделяющие пазы 3 друг от друга, имеют фактически параллельные боковые стенки и зоны внешних углов 5, закругленные подходящим образом.
В нижней части каждого паза 3 маленькие продольные промежуточные канавки 6 могут быть открытыми, широкими и глубокими примерно 0,5 мм и использоваться для ниже описываемого. Основание 101 направляющей имеет продольные боковые наружные канавки 7 и 8, по крайней мере по одной с каждой стороны. Эти боковые канавки предпочтительно имеют разные профили и размеры для улучшения установки направляющей 1, и/или для крепления к ней внешних компонентов, а также для облегчения необходимой ориентации самой направляющей в соответствии с различным целевым использованием внутренних электрических проводов 4. Часть указанных проводов может предназначаться для подачи электропитания, предпочтительно низковольтного, тогда как другие провода могут быть резервом или использоваться для передачи данных (описывается далее) или для других целей. В качестве неограничивающего примера, боковая канавка 7 имеет ширину F примерно 0,8 мм и фактически прямоугольный профиль, тогда как канавка 8 имеет большие размеры, чем канавка 7, и перпендикулярный V-образный профиль.
На нижней стороне 2 основания 101 маленькие канавки или прорези 9 могут быть открыты, используемые для ниже описываемого, имеющие равные или разные размеры по сравнению с канавками 6, по отношению к которым данные канавки 9 имеют симметричное и смещенное положение.
С постоянной ссылкой на фигуру 1, корпус направляющей 1 содержит как единое целое с концами основания 101 противолежащие крылышки 301, 401 с практически перевернутым L-образным профилем; удаленные части двух крылышек повернуты друг к другу для придания направляющей желаемой формы С, и таким образом для формирования в ней продольного канала 10 с общим перевернутым профилем Т, имеющего противолежащие и параллельные канавки 11, 11' на внутренних продольных сторонах нижней поверхности 102, предпочтительно имеющих равную высоту G примерно 1,85 мм, но имеющих разную глубину и профиль, для придания обязательной ориентации разъемов и периферийных устройств, которые могут быть прикреплены к направляющей 1, с обеспечением принудительного контакта контактов периферийных устройств с заранее определенными проводами 4 самой направляющей (описано далее). Для облегчения ориентации направляющей 1, также в соответствии с различным целевым назначением проводов 4, во внешней угловой области на одном из крылышек, например крылышке 401, расположена продольная выемка 12.
Толщина Н корпуса направляющей 1 примерно 7-8 мм, а толщина М различных областей, формирующих крылышки и основание самой направляющей поддерживается как можно более постоянной и составляет величину около 1,6 мм, так чтобы сделать равномерной усадку материала направляющей 1, избежать деформации и обеспечить производство с прямолинейной формой. Глубина Р канала 10 составляет примерно 3,45 мм, тогда как общая ширина N электрифицированной направляющей 1 составляет примерно 19-20 мм.
В соответствии с вариантом осуществления на фигуре 3, электрифицированная направляющая может быть выполнена с экструдированным корпусом 100 без крылышек 301, 401, как в варианте осуществления на фигуре 1, так чтобы иметь толщину А примерно 4-4,5 мм и ширину N' значительно меньше 19 мм. В соответствии с вариантом осуществления на фигуре 3, направляющая может быть прикреплена основанием 2 на поверхности опоры, или с использованием, частично или полностью, боковых каналов 7, 8. Разъемы и электрические устройства могут быть прикреплены к корпусу 100 самой направляющей с использованием указанных боковых каналов 7, 8 и/или бокового профиля продольных кромок 501, 601 поверхности 102. Как видно, направляющая на фигуре 3 имеет сильно уменьшенные размеры, и ограниченное эстетическое воздействие, даже если ее сопротивление к скручиванию и изгибу определенно ниже, чем в предпочтительном варианте осуществления на фигуре 1, где крылышки 301, 401 с L-образным профилем действуют как продольные ребра жесткости.
Вышеуказанный пластиковый материал (ПК, РРО) используемый для корпуса направляющей 1 или 100, может быть экструдированным с конечными прозрачными или полупрозрачными свойствами, и таким образом использоваться для производства направляющей с дальнейшим ограниченным эстетическим воздействием и подходящей для применения с полками любого цвета. Серый цвет никелированного покрытия или золотистый цвет позолоченного покрытия электрических проводов 4 будет способствовать приятной эстетике соединения самой направляющей с полками любого цвета.
Способ производства вышеописанной электрифицированной направляющей посредством экструзии включает следующие шаги:
- подача в экструдер подходящего пластикового материала (например, ПК или РРО), и экструзия профиля;
- экструдированный профиль поступает в калибровочную станцию;
- в калибровочной станции экструдированный профиль соединяется с медными проводами. Для избежания формирования нежеланельных напряжений в направляющей в калибровочном блоке и для придания достаточной пластичности проводам 4, перед их вставкой в калибровочной станции данные электрические провода 4 нагреваются до температуры приближенной к температуре экструдированного пластика, формирующего корпус направляющей; обычно данная температура составляет между 60 и 100°С.
- спаренный экструдированный профиль с проводами продольно вытягивается и охлаждается;
- спаренный экструдированный профиль с проводами разрезается на участки подходящей длины.
Во время этапа порезки используются приспособления прижима и противодавления для удержания электрических проводов 4 в своих соответствующих пазах. Это выполняется понятным и легко осуществимым путем для специалиста.
Во время этапа калибровки экструдированный пластиковый профиль 101, 201, 301, 401 подвергается поперечному изгибу как показано на фигуре 4, так что канал 10 самой экструзии открывается наружу расходящимся профилем и пазы 3 открываются и расширяются так что в них могут быть быстро и касательно вставлены электрические провода 4 без существенного взаимодействия со стенкой 201 пазов 3, как показано на фигуре 4 стрелками Z. Подходящие непроиллюстрированные приспособления, легко понятные для специалиста, используются для заведения и поступательной вставки проводов 4 в пазы 3 экструдированного профиля, как схематически указано стрелками Z.
На фигуре 4 видно, как продольные канавки 6 на нижней части пазов 3, и добавочные маленькие канавки 9 на внешней стороне основания 2 экструдированного профиля действуют в качестве петель сгибания, которые позволяют привести экструдированный профиль из состояния, показанного на фигуре 1, в состояние, показанное на фигуре 4 упругопластическим путем без опасного напряжения и в пазах, и в других частях сечения данного экструдированного профиля. На фигуре 4 видно, что те же канавки 6, несмотря на небольшое упругое деформирование, которое они претерпевают, благодаря своим ограниченным размерам по длине и ширине, действуют как ограничители хода и центрирующие ориентиры для обеспечения правильного расположения проводов 4 в нижней части пазов 3. Провода 4 никогда не смогут войти в канавки 6, как это могло бы произойти, если бы указанные канавки имели ширину, равную ширине горловины 103, которой пазы 3 открыты наружу. На этапе, следующем за этапом, показанным на фигуре 4, в заключительной части калибровочного блока, посредством подходящих роликов или других нижних, верхних, внешних и внутренних боковых ходовых приспособлений, как частично показано позицией 20 на фигуре 5, профиль 1 закрывается и приводится к первоначальным размерам как на фигуре 1, так что он достигает следующей охлаждающей станции уже с заданной формой, также благодаря упругой памяти экструдированного пластикового профиля, выходящего из экструдера.
Как показано на фигуре 5, канавки 6 позволяют быстрее охладить электрические провода 4. Также добавочные канавки 9 и 7, 8, 10, 11, 12 направляющей 1 содействуют быстрой и равномерной потере тепла, выработанного во время производства, обеспечивая правильный профиль и линейность самой направляющей.
На фигуре 6 позиция 21 показывает стойки стеллажа, которые поддерживают полки 22, удерживающие товары. Такой стеллаж может быть оснащен в его верхней части одной или большим количеством дополнительных полок 23 для поддержания приспособлений 24 способных подавать низкое напряжение к телеметрическим средствам 25, подходящих для предоставления и передачи данных. Электрифицированная направляющая в соответствии с данным изобретением может крепиться сбоку фактически по всей вертикальной длине стоек 21, как указано позицией 1', и более того может быть прикреплена по всей длине к передней горизонтальной стороне полок 22, как указанно позицией 1'' на той же фигуре 6, например, с помощью клеевой или двусторонней клеевой ленты 26, как на фигуре 7, примененной на задней стороне 2 самой направляющей, или с помощью средств зацепления 27, как на фигуре 8, которые сцепляются с боковыми канавками 7, 8 самой направляющей. Вертикальная направляющая 1' может быть соединена с приспособлениями 24 и 25 с помощью соответствующих электрических проводов 28, 28', оснащенных электрическими разъемами 29 вида, проиллюстрированного на фигурах 10 и 11, имеющая корпус с гибкими боковыми крылышками и профилем зацепа 30, 31 для разъемной фиксации и с обязательной ориентацией во внутренние каналы 11, 11' направляющей и оснащенная подпружиненными контактами 32 телескопического типа и осевого пружинения, имеющими диаметр примерно 1 мм, предпочтительно с никелированным или позолоченным покрытием и закругленной головкой.
На фигуре 11 показано, что, в случае необходимости, разъем 29 может быть оснащен множеством контактов 32, пребываемых в контакте с одним и тем же проводом 4 направляющей, каждый раз необходимо формировать контактные области, имеющие широкую поверхность и более высокую электропроводность.
На фигуре 6 показано, что посредством одинаковых разъемов 29 и соответственной электропроводки 28'' вертикальная направляющая 1 может быть электрически соединена с горизонтальными направляющими 1'', на которых могут быть разъемно зафиксированы электронные этикетки 33, как к примеру на фигуре 9. Они также оснащены осевыми подпружиненными контактами 32, которые будут контактировать с необходимыми проводами 4 самой направляющей 1''. Электронные этикетки 33 также оснащены выступами 30, 31 для разъемной фиксации и обязательной ориентацией во внутренние каналы 11, 11' указанной направляющей 1''. Очевидно, что горизонтальные направляющие 1'' могут быть прикреплены с помощью двусторонней клеевой ленты 26 как в решении, показанном на фигуре 7, и что боковые каналы 7, 8 могут быть использованы для крепления любой вспомогательной детали к самой направляющей, как уже было упомянуто для варианта осуществления фигуры 1. Участки горизонтальной 1'' и вертикальной Г направляющих, которые не входят в контакт с разъемами 29 и электронными этикетками или другими вспомогательными деталями, могут быть съемно закрыты и защищены гибкими и электроизоляционными покрытиями, которые могут быть профилированы, как показано позицией 34 в варианте осуществления на фигуре 7. Как вариант, они могут быть получены путем поперечного разреза простой пластиковой полосы, как показано позицией 35 в варианте осуществления фигуры 8.
Благодаря определенной конфигурации направляющей, в соответствии с которой все провода лежат на одной плоской видимой поверхности 102, в комбинации с подпружиненным контактом, предпочтительно имеющим закругленную головку, достигается то, что разъем может перемещаться продольно вдоль оси направляющей без потери электрического контакта и без повреждения канавок и проводов. Данный признак достигается в комбинации с использованием никелированных или позолоченных контактных поверхностей, которые предотвращают образование окислов и которые делают ненужным механическое проникновение металлов.
Очевидно, что данное изобретение может включать многочисленные варианты осуществления без отступления от основных принципов описанного и проиллюстрированного изобретения, раскрытого в следующей формуле изобретения.
В пунктах формулы номера позиций, указанные в скобках, являются исключительно указательными и не ограничивают объем правовой охраны формулы изобретения.





Электрифицированная направляющая, в частности, для электрификации металлических стеллажей, оснащенных на передней стороне электронными этикетками, дисплеями и/или другими периферийными устройствами, включающая корпус (1, 100) из электроизоляционного пластикового материала, оснащенная продольными пазами (3), находящимися на подходящем расстоянии друг от друга, в каждом из которых с трением удерживается провод или многожильный провод (4) из электропроводного металла, окруженный на более чем 180° его поперечного сечения внутренними стенками соответствующего паза (3), так что оставшееся сечение того же провода 4 является свободным и может быть доступно для электрического контакта, используемого для соединения провода с разъемом или с электрическим или электронным устройством, прикрепленным к указанному корпусу (1, 100) направляющей, характеризующаяся тем, что корпус (1, 100) направляющей сформирован как единое целое из поликарбоната (ПК) или полифениленоксида (РРО) и/или других композитных материалов, имеющих подходящие механические характеристики, с высокой электрической изоляцией и высокой термоустойчивостью, предпочтительно негорючих, и тем, что указанные пазы (3), содержащие электрические провода (4), являются такими и расположены таким образом, что, если после этапа экструзии все еще горячая направляющая сгибается в поперечном направлении, пазы (3) сами открываются наружу для облегчения вставки электрических проводов, пазы (3) оснащены в их нижней части продольными промежуточными канавками (6), имеющими ширину и глубину, необходимые для обеспечения упругого деформирования в поперечном направлении самой направляющей во время ее производства, с формированием переменного центра момента в области канавок (6), который является параллельным продольной оси канавок (6), ширина которых является меньшей, чем ширина (D) открытой наружу горловины пазов (3) для удерживания электрических проводов (4), указанные пазы (3) размещены один рядом с другим, и после охвата и удержания проводов (4) пазы открыты на видимой плоскостной стороне (102) корпуса (1, 100) направляющей продольными горловинами (103), имеющими ширину (D), всегда меньшую чем диаметр проводов (4); глубина паза (3) перпендикулярна указанной видимой стороне (102) и имеет величину (С'), достаточную для того, чтобы провод (4) был охвачен и защищен в пазу (3), охватывающем провода (4) на более чем 180° их сечения, провода (4) удерживаются в пазах (3) посредством жесткости и структурной недеформируемости материала, формирующего единое целое корпуса (1, 100) самой направляющей, тогда как через узкие горловины (103) указанных пазов (3) каждый электрический провод (4) может быть доступен для подпружиненных контактов (32) разъемов (29) или устройств (33), установленных на самом едином корпусе (1,100) направляющей, где основание (2) корпуса (1, 100) направляющей имеет на своей нижней стороне (2) маленькие продольные канавки (9), имеющие размеры равные или отличные от размеров нижних канавок (6) пазов (3), удерживающих электрические провода (4), указанные нижние продольные канавки находятся в смещенном симметричном положении по отношению к продольным канавкам (6) пазов и позволяют осуществить поперечную деформацию направляющей во время ее производства. 2 н. и 6 з.п. ф-лы, 11 ил.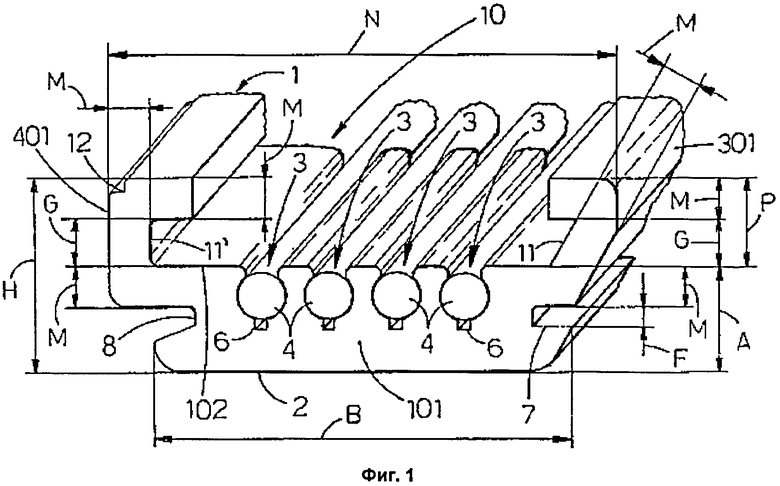
1. Электрифицированная направляющая, в частности, для электрификации металлических стеллажей, оснащенных на передней стороне электронными этикетками, дисплеями и/или другими периферийными устройствами, включающая корпус (1, 100) из электроизоляционного пластикового материала, оснащенная продольными пазами (3), находящимися на расстоянии друг от друга, в каждом из которых с трением удерживается провод или многожильный провод (4) из электропроводного металла, окруженный на более чем 180° его поперечного сечения внутренними стенками соответствующего паза (3), так что оставшееся сечение того же провода (4) является свободным и может быть доступно для электрического контакта, используемого для соединения провода с разъемом или с электрическим или электронным устройством, прикрепленным к указанному корпусу (1, 100) направляющей, характеризующаяся тем, что корпус (1,100) направляющей сформирован как единое целое из поликарбоната (ПК) или полифениленоксида (РРО) и/или других композитных материалов, имеющих такие механические характеристики, как электрическая изоляция и термоустойчивость, негорючие, и тем, что указанные пазы (3), содержащие электрические провода (4), являются такими и расположены таким образом, что, если после этапа экструзии все еще горячая направляющая сгибается в поперечном направлении, пазы (3) сами открываются наружу для облегчения вставки электрических проводов, пазы (3) оснащены в их нижней части продольными промежуточными канавками (6), имеющими ширину и глубину, необходимые для обеспечения упругого деформирования в поперечном направлении самой направляющей во время ее производства, которые являются параллельными продольной оси канавок (6), ширина которых является меньшей, чем ширина (D) открытой наружу горловины пазов (3) для удерживания электрических проводов (4), указанные пазы (3) размещены один рядом с другим и после охвата и удержания проводов (4) пазы открыты на видимой плоскостной стороне (102) корпуса (1, 100) направляющей продольными горловинами (103), имеющими ширину (D), всегда меньшую чем диаметр проводов (4); глубина паза (3) перпендикулярна указанной видимой стороне (102) и имеет величину (С), достаточную для того, чтобы провод (4) был охвачен и защищен в пазу (3), охватывающем провода (4) на более чем 180° их сечения, провода (4) удерживаются в пазах (3) посредством жесткости и структурной недеформируемости материала, формирующего единое целое корпуса (1, 100) самой направляющей, тогда как через узкие горловины (103) указанных пазов (3) каждый электрический провод (4) может быть доступен для подпружиненных контактов (32) разъемов (29) или устройств (33), установленных на самом едином корпусе (1, 100) направляющей, где основание (2) корпуса (1, 100) направляющей имеет на своей нижней стороне (2) продольные канавки (9), имеющие размеры, равные или отличные от размеров нижних канавок (6) пазов (3), удерживающих электрические провода (4), указанные нижние продольные канавки находятся в смещенном симметричном положении по отношению к продольным канавкам (6) пазов и позволяют осуществить поперечную деформацию направляющей во время ее производства.
2. Электрифицированная направляющая в соответствии с п. 1, отличающаяся тем, что провода (4) позолочены или никелированы с внешней стороны и соединены с периферийными устройствами и соединительными разъемами, имеющими контакты (32) телескопического типа, подпружиненные внутри и имеющие закругленные никелированные или позолоченные головки контактов.
3. Электрифицированная направляющая в соответствии с п. 1, отличающаяся тем, что она имеет корпус (100) с преимущественно плоским профилем, имеющим плоскостную сторону или основание (102), на которой открыты указанные пазы (3), удерживающие провода (4), и имеющая плоскостную сторону (2), противоположную предыдущей стороне, в частности подходящую для крепления на опорной поверхности посредством клеевой или двусторонней клеевой ленты 26, имеющая на своих сторонах внешние продольные канавки (7, 8), предпочтительно имеющие разные профили и/или размеры для возможности установки самой направляющей с помощью боковых опорных приспособлений (27) и/или для удержания с помощью указанных боковых канавок вспомогательных компонентов, таких как электрические разъемы (29) или периферийные устройства (33).
4. Электрифицированная направляющая в соответствии с пунктом 1, отличающаяся тем, что она имеет корпус (1) с преимущественно U-образным или С-образным профилем, имеющий продольный канал (10), на плоскостной нижней части которого открыты пазы (3), удерживающие провода (4); внутренние параллельные стороны канала (10) имеют профили (11, 11') с формой и/или различными размерами для сцепления с выступами (30, 31) периферийных устройств (33) и электрических разъемов (29) с обязательной и правильной ориентацией, указанный корпус направляющей (1) имеет плоскостное основание (2) в частности подходящее для крепления на опорной поверхности посредством клеевой или двусторонней клеевой ленты 26; направляющая имеет на своих сторонах внешние продольные канавки (7, 8) предпочтительно имеющие разные профили и/или размеры для возможности установки указанной направляющей с дополнительными боковыми опорными приспособлениями (27) и/или для поддержания с помощью таких боковых канавок вспомогательных компонентов, таких как электрические разъемы (29) или периферийные устройства (33).
5. Электрифицированная направляющая в соответствии с п. 4, отличающаяся тем, что она имеет общую ширину (N, N') соответственно примерно 19-20 мм или менее 19 мм, толщину (Н, А) 7-8 мм или 4-4,5 мм соответственно, имеет продольный канал (10) глубиной (Р) примерно 3,45 мм и содержит четыре продольных паза (3), каждый удерживающий электрический провод (4), имеющий сечение 1,4-1,8 мм, расположенных друг от друга на расстоянии примерно 2,54 мм, пазы (3) открыты наружу горловиной (103) шириной (D) примерно 1,3 мм и глубиной (С) примерно 0,4 мм.
6. Электрифицированная направляющая в соответствии с п. 1, отличающаяся тем, что она имеет внешние опорные приспособления даже на своей передней стороне, которые облегчают ее правильную ориентацию в результате разного предполагаемого использования внутренних электрических проводов (4), данное опорное приспособление образовано по крайней мере с помощью продольной канавки (12), находящейся в видимой угловой области корпуса (1, 100) самой направляющей.
7. Электрифицированная направляющая в соответствии с п. 1, отличающаяся тем, что она изготовлена из прозрачного или полупрозрачного материала для того, чтобы иметь ограниченное эстетическое воздействие и эстетически адаптироваться к полкам или другим частям стеллажей любого цвета.
8. Способ производства электрифицированной направляющей в соответствии с п. 1, который после этапа экструзии включает этап калибрования, этап охлаждения, этап продольного растяжения экструдированного и охлажденного профиля и наконец заключительный этап поперечного разреза для получения участков, имеющих желаемую длину, характеризующийся тем, что во время этапа калибровки экструдированный пластиковый профиль, формирующий направляющую (1, 100), сгибается в поперечном направлении так, что поверхность (102), на которой находятся и открываются продольные пазы (3), становится выпуклой наружу, так что указанные пазы (3) далее раскрываются и позволяют профилю разойтись наружу в поперечном направлении, приобретая такую ширину, чтобы касательно вставить в них электрические провода (4) непрерывно и без существенного взаимодействия с соответствующими боковыми стенками (201), и тем, что соответствующие электрические провода (4) нагреваются подходящим образом пока корпус направляющей (1, 100) еще горячий, и вставляются горячими касательно и непрерывно в указанные пазы (3), постепенно возвращаемые к своему первоначальному и окончательному профилю для вмещения и плотного удержания электрических проводов (4) в соответствующих пазах (3).
| US 4121879 A1, 24.10.1978 | |||
| US 4812134 A1, 14.03.1989 | |||
| US 7122744 B2, 17.10.2006 | |||
| МНОГОКАНАЛЬНЫЙ КОММУТАТОР СВЕТОВОГО ПОТОКА | 0 |
|
SU343384A1 |
| Устройство для демонтажа обмоток статоровэлЕКТРичЕСКиХ МАшиН | 1978 |
|
SU828323A1 |
| ПУТЕПРОВОД ТОННЕЛЬНОГО ТИПА | 1971 |
|
SU428055A1 |
| БАНДУРА | 2024 |
|
RU2826791C1 |

