Изобретение относится к экструзионному устройству для изготовления заполненных пеной пластиковых полых профилей, сечение которых имеет, по меньшей мере, один полый профильный участок, содержащему следующие отдельные части:
- экструдер для приготовления и подачи полимерного расплава;
- соединенную с экструдером на входном отверстии для расплава с возможностью пропускания расплава профильную головку, содержащую профильное сопло, по меньшей мере, с одним полым профильным участком;
- по меньшей мере, одно вспенивающее копье, которое расположено, по меньшей мере, частично внутри заканчивающегося на профильном сопле кольцевого канала для расплава и коаксиально направлению отвода выходящего из профильного сопла пластикового полого профиля.
Из DE-OS 1959464 известны способ и устройство для непрерывного штранг-прессования бесконечных профилей с оболочкой из термопласта и пенопластовым сердечником. В профильной головке экструдера для изготовления оболочкового профиля с полостью расположена смесеподающая труба, по которой реакционная смесь может быть впрыснута в полость для выполнения в ней пенопластового сердечника. Пластиковый профиль правят затем в охлаждающе-калибровочном устройстве. Смесеподающая труба проходит до полости калибровочного устройства. Сопло смесеподающей трубы упирается в стенку профиля в зоне, в которой температура оболочкового профиля снижена, по меньшей мере, до 100° С, в частности до 20-50° С. Смесеподающая труба установлена с возможностью продольного перемещения для регулирования осевого положения сопла. Недостаток, однако, в том, что впрыснутая через сопло реакционная смесь может течь назад в горячую зону оболочкового профиля. Предложенное для этого схватывание сопла уплотнительным кольцом, герметизирующим кольцевое пространство между смесеподающей трубой и оболочковым профилем, не только связано с высокими затратами, но и подвержено сбоям, поскольку образующийся фронт пены лежит непосредственно перед инжекционным соплом. При склеивании уплотнительного кольца приходится демонтировать всю профильную головку. Приклеившуюся смесеподающую трубу можно удалить, только разрушив оболочковую профильную трубу. Бесперебойная работа не обеспечена известными способом и устройством.
Задачей изобретения является поэтому создание усовершенствованного экструзионного устройства, с помощью которого может быть достигнута экономичная и бесперебойная, непрерывная экструзия пластиковых полых профилей, по меньшей мере, с одной заполненной пеной полой камерой.
Эта задача в экструзионном устройстве для изготовления заполненных пеной пластиковых полых профилей, содержащем, по меньшей мере, следующие отдельные части:
- экструдер для приготовления и подачи полимерного расплава;
- соединенную с экструдером на входном отверстии для расплава с возможностью пропускания расплава профильную головку, содержащую профильное сопло, по меньшей мере, с одним полым профильным участком;
- по меньшей мере, одно вспенивающее копье, которое расположено, по меньшей мере, частично внутри заканчивающегося на профильном сопле кольцевого канала для расплава и коаксиально направлению отвода выходящего из профильного сопла пластикового полого профиля, причем профильная головка выполнена в виде пистолета со следующими отдельными частями:
- рукояткой с каналом для подачи расплава, присоединяемым к выходному отверстию для расплава экструдера и заканчивающимся в радиальном распределительном канале для расплава, охватывающем направляющий канал для копья;
- стволом с кольцевым каналом для расплава, проходящим от радиального распределительного канала для расплава к профильному соплу, и с направляющим каналом для копья, проходящим непрерывно от входного отверстия для копья к профильному соплу, согласно изобретению решается так, что направляющая ось копья и направляющая пластикового полого профиля в охлаждающе-калибровочном устройстве наклонены вниз относительно горизонтали в направлении отвода под углом α =1-10° .
Направляющая ось копья и направляющая пластикового полого профиля в охлаждающе-калибровочном устройстве наклонены вниз относительно горизонтали в направлении отвода под углом α =1-1,5° , в частности 1,35° .
Вспенивающее копье своей наружной периферийной поверхностью сохраняет радиальное расстояние от наружной периферийной поверхности экструдера.
Вспенивающее копье установлено на направляющей с возможностью скольжения и осевого перемещения.
Направляющая расположена на наружной периферийной поверхности экструдера.
Острие вспенивающего копья содержит ультразвуковой датчик и/или температурный датчик.
Вспенивающее копье имеет цельное профильное сечение, при этом во вспенивающем копье проложены следующие трубопроводы:
- первый трубопровод для вспенивателя;
- второй трубопровод для вспенивателя;
- прямой трубопровод для воды;
- по меньшей мере, один обратный трубопровод для воды.
Трубопроводы для вспенивателя заканчиваются на острие вспенивающего копья, при этом острие вспенивающего копья снабжено неподвижной смешивающей трубой, которая содержит внутри множество отклоняющих пластин и в которой, по меньшей мере, две подаваемые по трубопроводам для вспенивателя жидкости смешиваются в однородную жидкостную смесь.
Внутри вспенивающего копья расположены трубопровод для подачи сжатого воздуха, и/или кабельный канал, и/или трубопровод для удаления воздуха.
Вспенивающее копье имеет на своей нижней стороне, по меньшей мере, одно ребро скольжения.
Ствол пистолета содержит также, по меньшей мере, следующие, расположенные аксиально друг за другом отдельные части:
- распределительный блок;
- по меньшей мере, одну редукторную плиту;
- сопловую плиту.
Перед редукторной плитой, если смотреть в направлении экструзии, расположена, по меньшей мере, одна плита с проточным каналом.
Профильная головка содержит, по меньшей мере:
- одну выемку для стенки профиля, которая охватывает сердцевинную зону для выполнения, по меньшей мере, одной полой камеры в пластиковом полом профиле;
- одну выполненную в сердцевинной зоне выемку для вспомогательной стенки пенопластового тела, которая расположена, по меньшей мере, вдоль части выемки для стенки профиля на расстоянии от нее и соединена с ней посредством, по меньшей мере, одной выемки для перемычки.
В направлении отвода за профильной головкой расположено, по меньшей мере, одно охлаждающе-калибровочное устройство.
Охлаждающе-калибровочное устройство содержит роликовое калибровочное устройство, в котором пластиковый полый профиль нагружается со всех сторон давлением посредством множества роликов (540.1,... , 540.n).
При предлагаемом угле наклоне направляющих может быть преодолено сцепление вспениваемой жидкости со стенками пластикового полого профиля, и происходит стекание жидкости в направлении от острия вспенивающего копья. Наклон, однако, настолько мал, что достигается лишь очень низкая скорость течения вспенивателя. Это обеспечивает то, что вспенивание происходит еще в пределах зоны охлаждающе-калибровочного устройства и что вспениватель до наступления реакции вспенивания не попадает в устройство отвода.
Направляющая расположена преимущественно под тем же углом α к горизонтали, что и направляющая ось копья, так что направляющая и направляющая ось копья расположены коаксиально.
Предпочтительной, в частности, является форма выполнения, у которой вспенивающее копье своей наружной периферийной поверхностью поддерживает радиальное расстояние от наружной периферийной поверхности экструдера.
“Радиальное расстояние” должно относиться к средней оси экструдера и обозначать расстояние, возникающее между экструдером и вспенивающим копьем в разрезе перпендикулярно средней оси экструдера.
За счет этого радиального расстояния к вспенивающему копью имеется свободный доступ и оно может быть вставлено сзади в профильную головку на входном отверстии. Вспенивающее копье может быть вставлено, перемещено и/или извлечено также во время работы экструзионного устройства без необходимости разборки профильной головки.
Для противодействия прогибу может быть предусмотрена направляющая, на которой вспенивающее копье установлено с возможностью скольжения и осевого перемещения. Выступающий назад из профильной головки участок вспенивающего копья может прилегать к направляющей и укрепляться там. Покрытие скольжения на направляющей способствует осевому перемещению вспенивающего копья.
Эта направляющая может быть установлена непосредственно на экструдере.
У другой формы выполнения охлаждающе-калибровочное устройство содержит роликовое калибровочное устройство, в котором пластиковый полый профиль нагружают со всех сторон давлением посредством множества роликов. Преимущество при этом заключается в том, что следует преодолеть лишь существенно меньшие силы трения, чем при пропускании экструдированного пластикового полого профиля через калибровочные маски, что облегчает отвод профиля.
Ввиду вышеупомянутых недостатков известного из уровня техники способа здесь ставится задача достижения экономичной и бесперебойной, непрерывной экструзии пластиковых полых профилей, по меньшей мере, с одной заполненной пеной полой камерой.
Эта задача в способе изготовления пластиковых полых профилей, по меньшей мере, с одной заполненной пеной полой камерой, включающем в себя следующие этапы:
(1) экструдирование пластикового полого профиля с формованием, по меньшей мере, одной полой камеры и отводом пластикового полого профиля со скоростью vA;
(2) охлаждение пластика полого профиля, продолжающего двигаться со скоростью va отвода;
(3) ввод вспенивающего копья в полую камеру, причем острие вспенивающего копья позиционируют в зоне пластикового полого профиля, в которой температура охватывающего острие вспенивающего копья пластикового полого профиля остыла до температуры та заполнения пеной;
(4) впрыск реактивной смеси из двух вспениваемых компонентов в полую камеру с температурой TS вспенивателя и вспенивание в изолирующее пенопластовое тело при непрерывной последующей калибровке и последующем охлаждении с наружной стороны пластикового полого профиля, и выходящий из профильной головки (100) пластиковый полый профиль отводят, согласно изобретению решается тем, что выходящий из профильной головки пластиковый полый профиль подвергают последующей обработке на направляющей, которая наклонена вниз относительно горизонтали, исходя от профильной головки, под углом α =1-10° .
Выбирают реакционную смесь, которая при данной на острие копья температуре TS вспенивателя имеет время реакции 10-20 с вплоть до образования синтетической пены.
Реакционная смесь содержит в качестве первого реакционного компонента изоцианат, а в качестве второго реакционного компонента - многоатомный спирт и воду и/или карбоновую кислоту, и смесь вспенивают в пенополиуретановое, пенополиизоциануратное или пенополимочевинное тело.
Полиол и изоцианат смешивают в соотношении 100 вес. частей полиола к 120-160 вес.частей изоцианата.
На каждые 100 вес. частей полиола вводят 15-25 об.% воздуха и смесь из полила и воздуха смешивают с 120-160 вес.частей изоцианата.
Реакционную смесь из ненасыщенной полиэфирной смолы, отвердителя и порообразователя вспенивают в пенополиэфиросмоляное тело.
Реакционную смесь из порообразователя и расширяемого термопласта, преимущественно полистирола, вспенивают в пенотермопластовое тело.
Скорость vA отвода составляет 1-8 м/мин, в частности 2 м/мин.
Температура ТA заполнения пеной составляет 25-50° С, в частности 30° С.
Температура TS вспенивателя составляет 25-35° С.
Этим достигается то, что впрыснутая реакционная смесь стекает от инжекционного сопла и фронт пены начинает формироваться лишь на расстоянии от острия вспенивающего копья. Это, во-первых, препятствует стеканию реакционной смеси обратно в горячие зоны пластикового полого профиля, а, во-вторых, эффективно предотвращает склеивание острия вспенивающего копья.
Этот предпочтительный способ может быть еще усовершенствован за счет того, что выбирают реакционную смесь, которая при данной на острие копья температуре вспенивателя имеет время реакции 10-20 с до образования синтетической пены.
Предпочтительно впрыскивают полиолы (полиспирты) с изоцианатами в качестве вспенивателей. Реакция смеси из описанных компонентов в полиуретановую пену создает равномерно заполняющее полую камеру изолирующее пенопластовое тело.
Изобретение относится также к заполняемому пеной пластиковому полому профилю со стенкой, сечение которой имеет, по меньшей мере, одну полую камеру. В целом, с помощью известных из уровня техники устройств и способов всегда заполняют пеной родовые пластиковые полые профили, которые по своей геометрии оптимизированы только для их последующего назначения, например для изготовления оконной рамы или створки. Если затем в полость нагнетают расширяющуюся синтетическую пену, то давление в полости, в частности, при проникновении образующих твердую пену реакционных смесей возрастает настолько, что возникают деформации окружающих полость стенок профиля. Эти деформации приходится устранять с большим трудом при помощи подключенных калибровочных устройств, что, однако, возможно лишь ограниченно, поскольку пластиковый полый профиль уже затвердел и трудно поддается пластической деформации, когда он достигает калибровочного устройства.
Поэтому другой задачей изобретения является создание заполняемого пеной пластикового полого профиля описанного рода, у которого предотвращено изменение геометрии за счет внутреннего давления в полой камере при заполнении пеной.
Эта задача в заполняемом пеной пластиковом полом профиле со стенкой, сечение которой имеет, по меньшей мере, одну полую камеру, причем полая камера вдоль, по меньшей мере, части периметра своего сечения облицована отстоящей от стенки профиля вспомогательной стенкой пенопластового тела, причем вспомогательная стенка пенопластового тела и стенка профиля соединены между собой, по меньшей мере, одной перемычкой, решается за счет того, что толщина вспомогательной стенки пенопластового тела меньше толщины стенки профиля.
Толщина вспомогательной стенки пенопластового тела составляет половину толщины стенки профиля.
Толщина вспомогательной стенки пенопластового тела составляет 1-2 мм.
Вспениватель впрыскивают в образованную вспомогательной стенкой пенопластового тела полую камеру, и он расширяется с наступлением химической реакции. Когда полая камера заполнена, давление возрастает, в результате чего на вспомогательную стенку пенопластового тела оказываются усилия, частично приводящие к пластической деформации вспомогательной стенки пенопластового тела. За счет этого внутреннее давление падает и воздействие давления на собственно стенки профиля, в частности в зоне видимости готового пластикового полого профиля, уменьшается.
Изобретение более подробно описано ниже с помощью примеров выполнения и со ссылкой на чертежи, которые изображают:
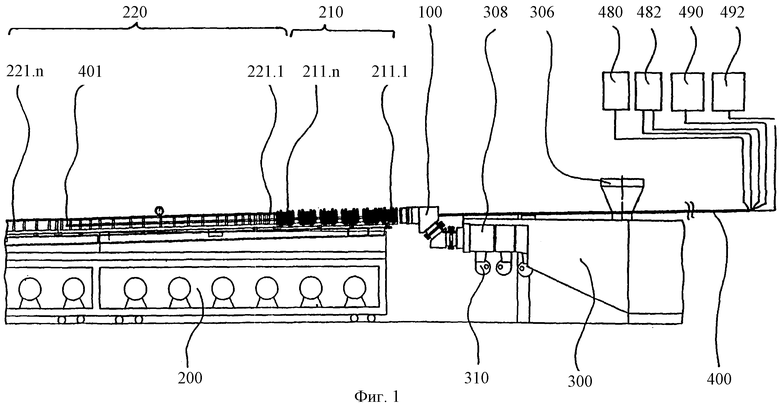
фиг.1 - фрагмент экструзионного устройства согласно изобретению, вид сбоку;
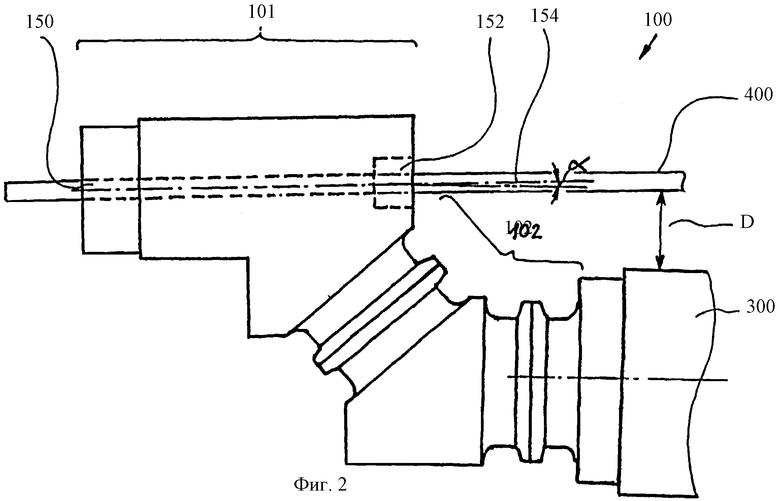
фиг.2 - детальный фрагмент из фиг.1 с профильной головкой с введенным вспенивающим копьем в схематичном виде сбоку;
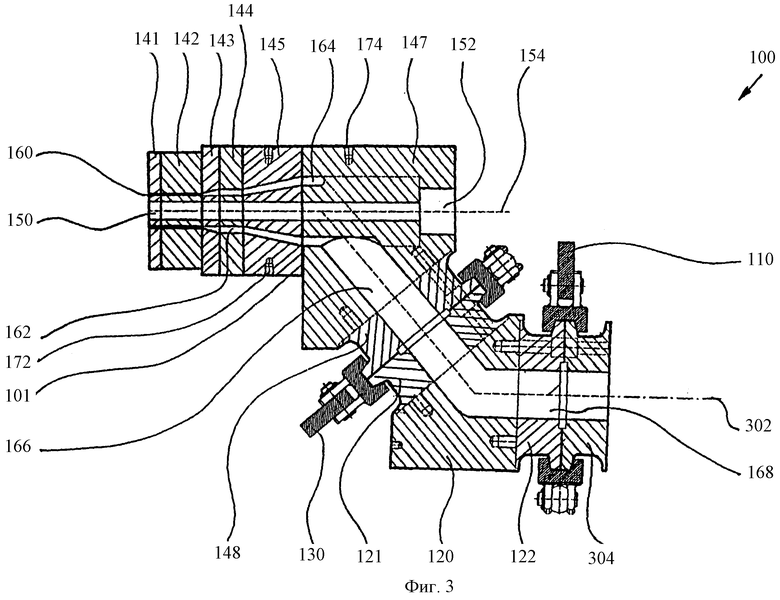
фиг.3 - профильная головка в разрезе;
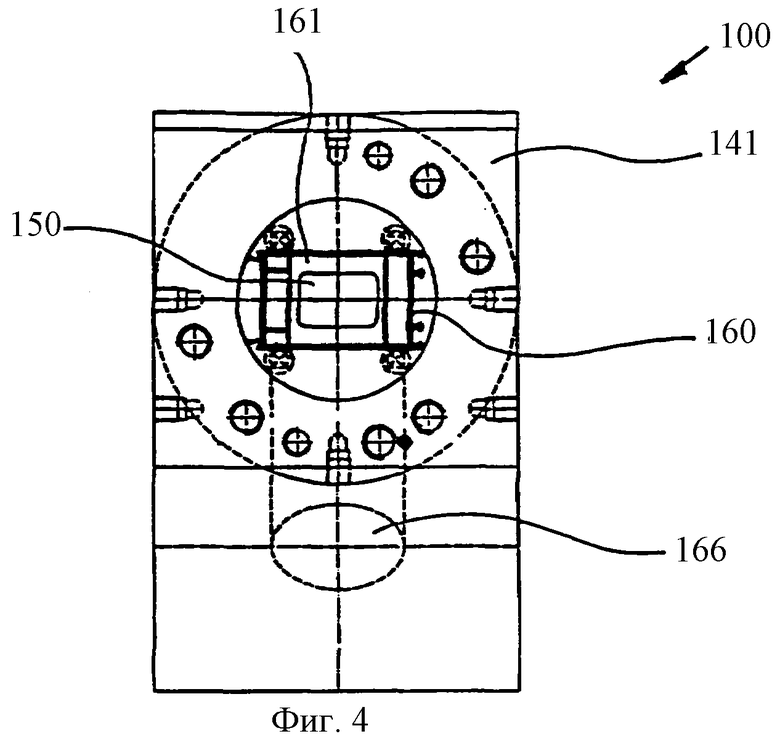
фиг.4 - профильная головка, вид спереди;
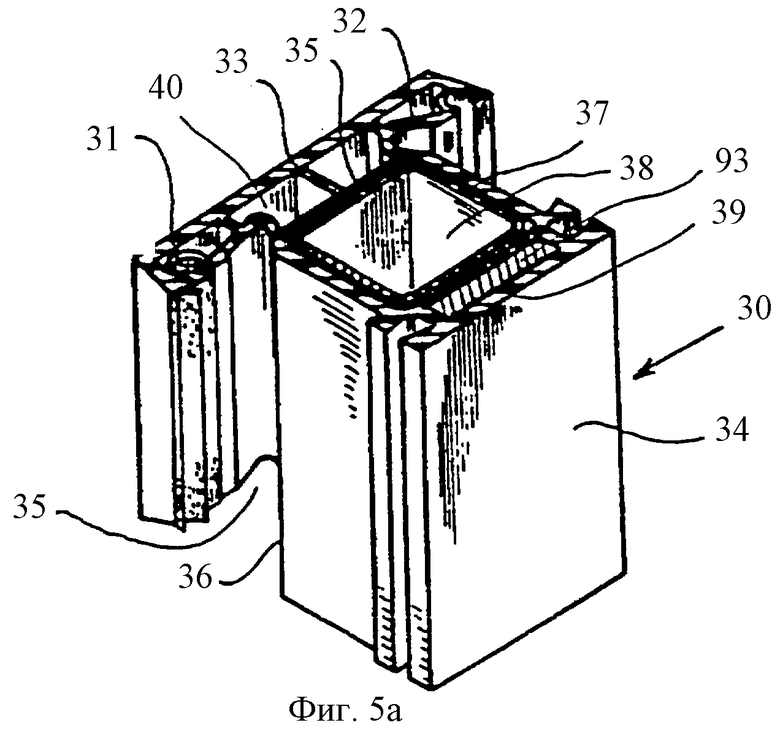
фиг.5а - изготовленный с помощью экструзионного устройства пластиковый импостный профиль оконного переплета в перспективе;
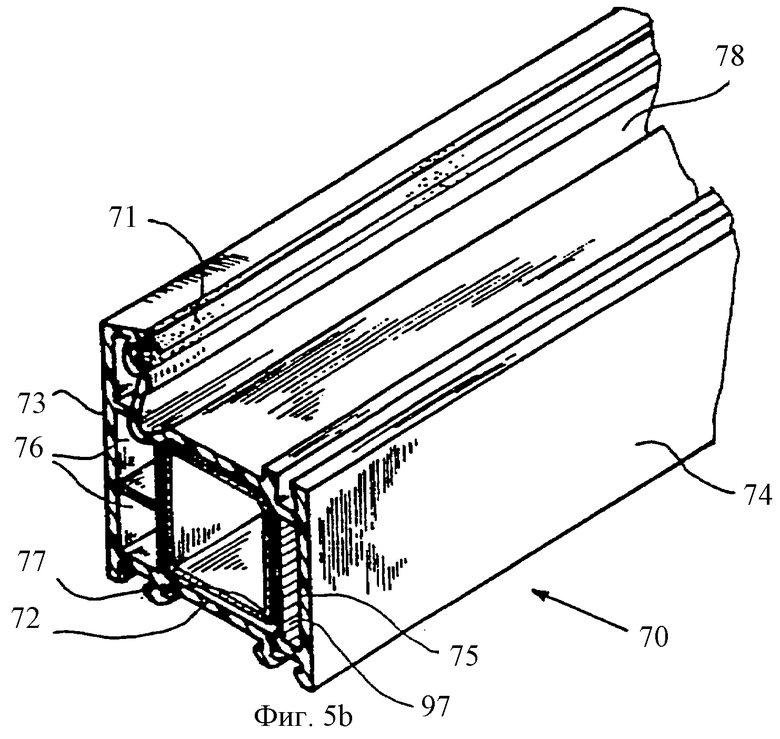
фиг.5b - изготовленный с помощью экструзионного устройства пластиковый профиль оконной рамы в перспективе;
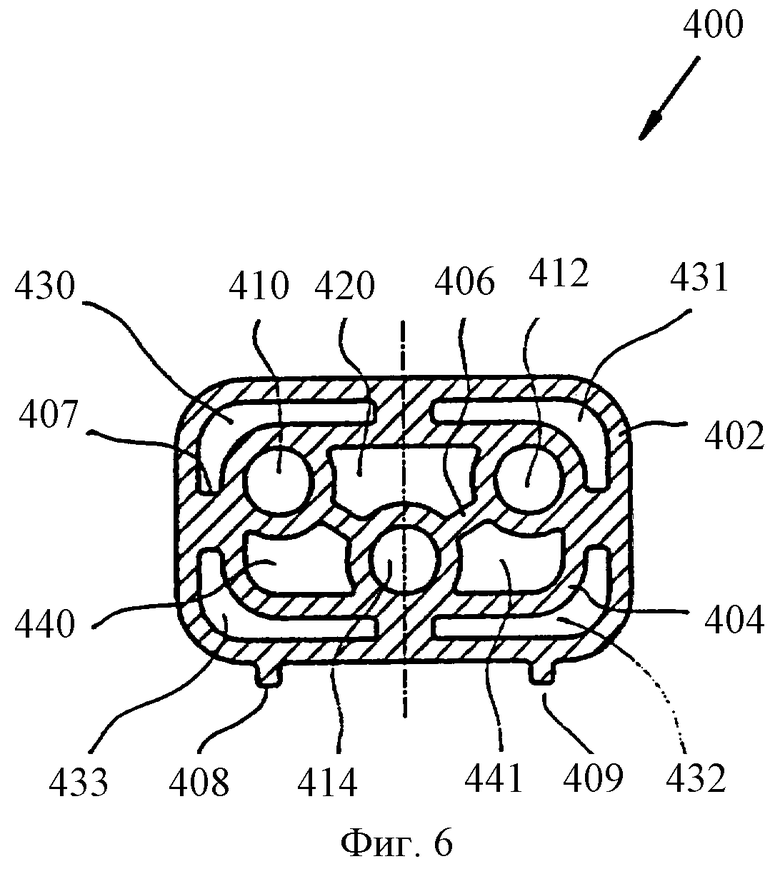
фиг.6 - вспенивающее копье в разрезе;
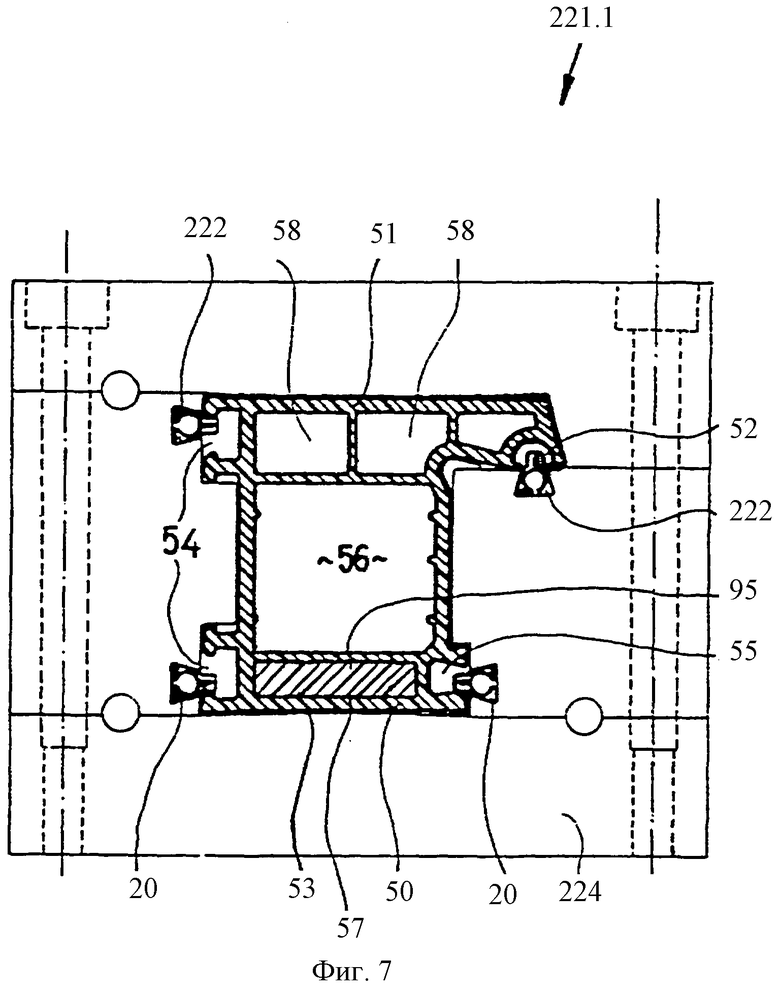
фиг.7 - калибровочная маска для пластикового рамного профиля по фиг.5b;
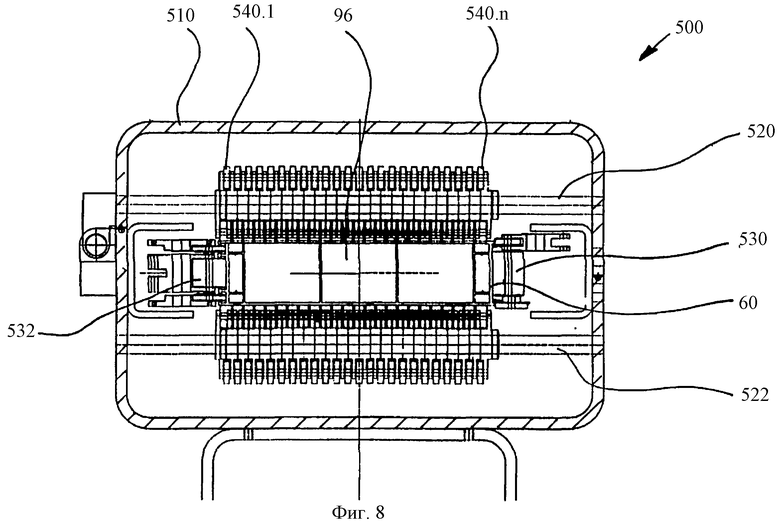
фиг.8 - роликовое калибровочное устройство в схематичном разрезе;
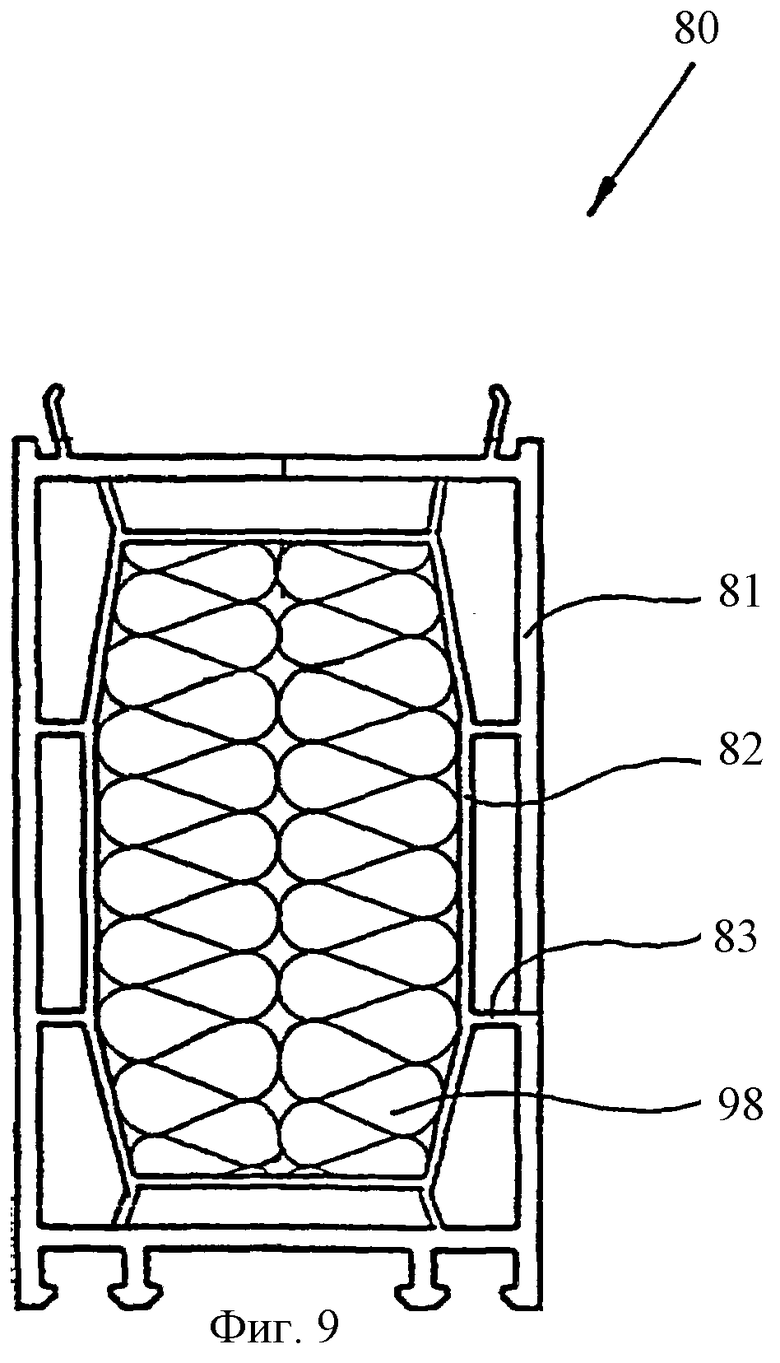
фиг.9 - заполняемый пеной пластиковый полый профиль в разрезе;
фиг.10 - профильная головка, вид сверху.
На фиг.1 изображено экструзионное устройство согласно изобретению. Предусмотрен экструдер 300 для приготовления полимерного расплава и его продавливания через профильную головку 100. Экструдер 300 содержит, по меньшей мере, один нагреваемый нагревательными лентами цилиндр 308 и, по меньшей мере, один расположенный в цилиндре 308 с возможностью вращения шнек для пластификации загружаемого через загрузочную воронку 306 полимерного порошка или гранулята.
Для изготовления пластиковых полых профилей из ПВХ используют двухшнековый экструдер 300, диаметр D шнеков которого составляет 130 мм, а эффективная длина - 22D, т.е. 22-кратную величину диаметра шнеков, соответствующую 2860 мм. При переработке ПВХ используют предпочтительно встречные двухшнековые экструдеры или специально согласованные одношнековые экструдеры. Они имеют то преимущество, что полимер пластифицируют и транспортируют с высокой скоростью и поэтому он остается в экструдере лишь короткое время, что уменьшает опасность термического разложения полимера. Поскольку, в частности, в двухшнековых экструдерах в расплав за счет энергии диссипации вводится большое количество тепла, экструдер 300 может иметь в передней части также устройства 310 воздушного охлаждения, с тем чтобы предотвратить перегрев цилиндра и содержащегося в нем полимерного расплава.
Перед концом экструдера 300 находится профильная головка 100, в которой расплав формируется в профилированный пластиковый пруток, а затем выходит из профильной головки 100 на профильном сопле 160.
В профильную головку 100 введено вспенивающее копье 400, присоединенное к следующим питающим устройствам:
- устройству 480 подачи сжатого воздуха;
- устройству 482 циркупирования охлаждающей воды с подачей и сливом воды;
- бункерам 490, 492 со вспенивателями.
Из бункеров 490, 492 два реактивных компонента отдельно друг от друга подают через вспенивающее копье 400 и при выходе из смесительной головки на вспенивающем копье 400 смешивают между собой, причем они вступают в реакцию между собой с образованием синтетической пены.
Если требуется заполнить пеной не только одну полую камеру, а несколько полых камер пластикового полого профиля, то к каждой полой камере ведут одно отдельное вспенивающее копье. Вспенивающие копья, будь то одно, два или более, могут быть присоединены к общим питающим устройствам 480, 482, 490, 492.
Существенным признаком изобретения является то, что острие 401 вспенивающего копья заканчивается в зоне охлаждающе-калибровочного устройства 200, в которой профиль уже охлажден до температуры ТA заполнения пеной около 30° С. При этой температуре экструдированный пластиковый полый профиль настолько формоустойчив, что разбухание стенок профиля за счет вызванного вспениванием внутреннего давления предотвращено. Для этого пластиковый полый профиль охлаждают снаружи охлаждающей водой в охлаждающе-калибровочном устройстве 200.
Охлаждение вспенивателя обеспечивается путем водяного охлаждения внутри вспенивающего копья 400 во избежание нагрева вспенивающего копья 400 и направляемого по нему вспенивателя.
Длина вспенивающего копья 400 выбрана так, что вспенивающее копье 400 можно ввести спереди в пластиковый полый профиль настолько, чтобы острие 401 вспенивающего копья лежало в диапазоне температуры вспенивания, тогда как задний конец вспенивающего копья 400 все еще проходит внутри копьенаправляющего канала 150 профильной головки 100. Вспенивающее копье 400 имеет в изображенной на фигурах форме выполнения длину около 6 м. При этом вспенивающее копье 400 установлено исключительно в копьенаправляющем канале 150 профильной головки 100. Выступающий из копьенаправляющего канала 150 конец вспенивающего копья 400 не имеет поддержки, так что возникают большие прогибы. В зависимости от толщины стенки пластикового полого профиля, величины заполняемой пеной полой камеры и т.д. точка, в которой следует позиционировать острие 401 вспенивающего копья, лежит в 3-5 м перед профильной головкой 100. Для противодействия прогибу на экструдере может быть установлена направляющая. Она установлена преимущественно под тем же углом α к горизонтали, что и направляющая ось 154 копья, так что направляющая и направляющая ось 154 копья расположены коаксиально. Выступающий назад из профильной головки 100 участок вспенивающего копья 400 может прилегать к направляющей и укрепляется там. Покрытие скольжения на направляющей способствует осевому перемещению вспенивающего копья 400.
На острие 401 вспенивающего копья установлены датчики для контроля господствующих в месте впрыска вспенивателя условий давления и температуры. В частности, острие 401 вспенивающего копья содержит также ультразвуковой датчик для регулирования расстояния между острием 401 вспенивающего копья и образующимся пенопластовым телом внутри пластикового полого профиля и его соблюдения в последующей работе. Компоненты вспенивателя, выходящие в смешанном между собой состоянии из смесительной головки вспенивающего копья 400, вступают между собой в реакцию при правильно установленных рабочих параметрах экструзионного устройства в месте, удаленном от острия 401 вспенивающего копья примерно на 500 мм. Благодаря этому расстоянию предотвращается забивание острия 401 вспенивающего копья.
В непосредственной близости от профильного сопла 160 профильной головки 100 расположено охлаждающе-калибровочное устройство 200. Выходящий из профильной головки 100 в пластически деформируемом состоянии профилированный пластиковый пруток охлаждают в охлаждающе-калибровочном устройстве 200 до температуры заполнения пеной ниже температуры размягчения пластика. При этом предотвращаются также формоизменения за счет усадки остывающего пластика, с тем чтобы на конце охлаждающе-калибровочного устройства 200 получить пластиковый полый профиль с нужными геометрическими конечными размерами.
Охлаждающе-калибровочное устройство 200 состоит из устройства 210 предварительного охлаждения и калибровки и примыкающего к нему устройства 220 окончательного охлаждения и калибровки.
Внутри охлаждающе-калибровочных устройств 210, 220 рядом друг с другом и на расстоянии друг от друга расположено множество калибровочных масок 221.1,... , 221,n, причем их число может составлять до 60.
Задача калибровочных масок 221.1,... , 221.n состоит в том, чтобы еще горячий и пластически деформируемый, выходящий из профильной головки 10 пластиковый полый профиль 50 во время процесса охлаждения направлять и калибровать точно по форме в выбранных местах внешнего контура. Усадка пластикового полого профиля 50 при охлаждении предотвращается также за счет того, что в зоне устройства 210 предварительного охлаждения и калибровки расположены вакуумные баки 211.1,... 211.n, к которым прикладывают разрежение, так что возникает разность давлений между внутренним пространством полого профиля 50 и его внешним контуром. За счет этой разности давлений достигается то, что внешний контур полого профиля точно по размеру прилегает к калибровочным маскам 221.1,... , 221.n.
На фиг.7 изображена калибровочная маска 221.1 с проходящим в ней профилем 50. Каждая калибровочная маска может быть изготовлена за одно целое из единственного калибровочного тела 224, в котором выполнена точная по размеру выемка профильного сечения, определяемая соответствующей конфигурацией сечения изготовляемого пластикового полого профиля 50. Она может быть также составной и разъемной, так что обработка краев выемки профильного сечения облегчена. Выемки профильного сечения калибровочных масок 221.1,... , 221.n отформованы в соответствии с характером охлаждения профиля. Так, первые калибровочные маски 221.1,... имеют по сравнению с выемкой профильного сечения натяжение, т.е. они изгибаются внутрь выемки профильного сечения. В выемку профильного сечения в выбранных местах направлены короткие калибровочные тела 222 для последующего формования таких отрезков профиля как пазы 52, 54, 55, для которых должно быть достигнуто особенно точное соблюдение размеров.
За охлаждающе-калибровочным устройством 220 расположено транспортное устройство (не показано), которое непрерывно транспортирует изготовленный бесконечный профиль со скоростью va отвода.
За транспортным устройством расположено отрезное устройство, в котором готовый пруток пластикового полого профиля отрезают на нужную длину и передают к штабелирующему устройству.
Дополнительно к устройству 220 окончательного охлаждения и калибровки или вместо него в охлаждающе-калибровочном устройстве 200 может быть предусмотрено роликовое калибровочное устройство 500, изображенное на фиг.8. В замкнутом корпусе 510 друг над другом расположены две параллельные оси 520, 522. На осях 520, 522 установлено множество вращающихся калибровочных роликов 540.1,... , 540.n. По длине роликового калибровочного устройства 500 установлено несколько таких комплектов калибровочных роликов 540.1,... , 540.n как в плоскости верхней оси 520, так и в плоскости нижней оси 522. В направлении экструзии калибровочные ролики 540.1,... , 540.n установлены со смещением относительно соседних комплектов роликов, так что калибровочные ролики 540.1,... 540.n касаются всех участков поверхности введенного в роликовое калибровочное устройство 500 пластикового полого профиля 60. Камера 96 пластикового полого профиля 60 для заполнения пеной имеет размер около 65× 55 см. За счет калибровочных роликов 540.1,... , 540. n длинные стенки пластикового полого профиля 60 формуются так, что достигаются нужные конечные размеры. Формоизменение в зоне пенопластового сердечника 96 также предотвращено. Боковые стенки пластикового полого профиля 60 также нагружают давлением, идущим от боковых комплектов 530, 532 калибровочных роликов. У боковых комплектов 530, 532 калибровочных роликов широкие ролики перекрывают каждый всю сплошную боковую стенку пластикового полого профиля 60, тогда как более узкие ролики выполняют профилирование остального профиля. Как и верхние и нижние калибровочные ролики 540.1,... , 540.n на длинных сторонах профиля, так и боковые комплекты 530, 532 калибровочных роликов установлены друг за другом.
Профильная головка 100 в виде пистолета согласно изобретению, как, в частности, показывает фиг.2, состоит в основном из ствола 101 и рукоятки 102.
Ствол 101 имеет внутри сквозной направляющий канал 150 для копья. На заднем, т.е. противоположном профильному соплу 160, конце ствола 101 направляющий канал 150 для копья расширен во входное отверстие 152 для копья, с тем чтобы облегчить ввод вспенивающего копья 400 в направляющий канал 150 профильной головки 100. Между наружной стороной экструдера 300 и периферией вспенивающего копья 400 в изображенном на фиг.2 примере выполнения профильной головки 100 имеется расстояние D, так что между экструдером 300 и вспенивающим копьем 400 образован воздушный зазор. Вспенивающее копье 400 тем самым является аксиально свободно подвижным.
Направляющая ось 154 копья наклонена вниз в направлении отвода пластикового полого профиля под углом α относительно горизонтали. За счет этого жидкость, впрыскиваемая через вспенивающее копье 400 в полый профильный отрезок сопла, стекает с небольшой скоростью от острия 401 вспенивающего копья, что предотвращает склеивание и/или засорение острия 401 вспенивающего копья при вспенивании.
Рукоятка 102 присоединена непосредственно к экструдеру 300 и создает проводящее расплав соединение со стволом 100.
Как видно, в частности, из фиг.3, внутри рукоятки 102 расположен канал 166 для подачи расплава. Он проходит от входного отверстия 168 для расплава к радиальному распределительному каналу 164 для расплава. Канал 166 для подачи расплава дважды загнут, так что расплав отклоняется из плоскости оси 302 экструдера.
Средняя ось рукоятки 102 приподнята примерно на 300 мм относительно оси 302 экструдера.
Рукоятка 102 включает в себя в изображенной на фиг.3 форме выполнения отклоняющий блок 120 с соединительным кольцом 121 в средней и соединительным кольцом 122 в концевой зоне. В отклоняющем блоке 120 расплав отклоняется от оси 302 экструдера.
Соединительное кольцо 122 посредством кольцевого зажимного элемента 110 герметично соединено с соответствующим соединительным кольцом 304 экструдера. Соединительное кольцо 121 посредством дополнительного кольцевого зажимного элемента 130 соединено с соединительным кольцом 148 распределительного блока. Соединение отдельных деталей посредством соединительных колец 148, 121, 133, 304 и кольцевых зажимных элементов 110, 130 обеспечивает простое изготовление внутреннего изогнутого канала 166 для подачи расплава.
Канал 166 для подачи расплава переходит в радиальный распределительный канал 164 для расплава. Последний, если смотреть в сечении перпендикулярно направляющей оси 154 копья, делит путь потока расплава, обводит его вокруг направляющего канала 150 для копья и снова объединяет пути потоков по ту сторону направляющего канала 150 для копья, как это само по себе известно у спиральных распределителей в раздувных головках для экструзии пленок. На переднем конце распределительного блока 147 радиальный распределительный канал 164 для расплава выполнен кольцеобразным. Сечение радиального распределительного канала 164 для расплава может быть кольцеобразным; оно может быть также уже приближенным к сечению изготовляемого пластикового профиля, т.е., например, прямоугольным. Дополнительно расплав из направления подающего канала 166 отклоняют в средней части рукоятки 102 в направлении направляющей оси 154 копья.
Для оптимизации течения расплава и уменьшения давления в расплаве к распределительному блоку 147 примыкает первая редукционная плита 145. Кольцевой канал в редукционной плите 145 концентрически сужается, т.е. ширина в свету кольцевого канала уменьшается; в то же время кольцевой канал в целом выполнен воронкообразным. Проходящий в кольцевом канале расплав уменьшает, во-первых, свое давление, а, во-вторых, приближается к конечным размерам профильного сопла. В первой плите 144 с проточным каналом выполнен коаксиальный кольцевой канал, в котором может образоваться ламинарное течение.
Изображенный на фиг.3 пример выполнения профильной головки 100 содержит дополнительную редукционную плиту 142 и дополнительную плиту 142 с проточным каналом. Перемычка образована сопловой плитой 141, выполнение которой определяет форму экструдированного пластикового полого профиля.
Для компенсации тепловых потерь профильную головку 100 темперируют посредством нагревательных патронов 172, 174 и/или нагревательных лент (не показаны).
На фиг.4 профильная головка 100 изображена при виде сверху на сопловую плиту 141 с профильным соплом 160. Полый профильный отрезок 161 профильного сопла 160 расположен так, что он охватывает направляющий канал 150 для копья. Направляющий канал 150 для копья имеет прямоугольное сечение со скругленными углами.
В профильную головку 100 введено, по меньшей мере, одно вспенивающее копье 400 для каждой заполняемой пеной полой камеры профиля. Сечение вспенивающего копья 400 изображено на фиг.6. Вспенивающее копье 400 изготовлено прессованием из пластицируемого сплава AlMgSi, например, марок 6060 (AlMgSi 0,5) или 6005А (AlMgSi 0,7).
Сечение состоит в основном из внешней 402 и внутренней 404 стенок, соединенных перемычками 407. Внутри предусмотрено несколько трубопроводов 410, 412, 414, которые присоединены к внутренней стенке 404 или частично встроены в нее. Трубопроводы 410, 412, 414 соединены между собой перемычками 406 жесткости для повышения в целом изгибной жесткости вспенивающего копья 400. За счет соединения стенок 402, 404 и трубопроводов 410, 412, 414 перемычками 406, 407 в сечении профиля образовано множество замкнутых полых профильных отрезков, используемых для пропускания жидкостей и газов или для протягивания электрических проводов.
В данном примере выполнения четыре заключенных по углам между наружной 402 и внутренней 404 стенками полых профильных участка присоединены в качестве обратных трубопроводов 430, 431, 432, 433, по которым охлаждающая вода может стекать в устройство 482 для циркуляции охлаждающей воды, подаваемой по уложенному по центру прямому трубопроводу 414 до острия 401 копья. Верхние трубопроводы используются в качестве трубопроводов 410, 412 для вспенивателя, по которым оба компонента вспенивателя отдельно друг от друга подают из бункеров 490, 492 до острия 401 копья.
Дополнительная выемка в сечении служит трубопроводом 420 для подачи сжатого воздуха. Сжатый воздух выходит незадолго перед смесительной головкой на острие 401 вспенивающего копья, по меньшей мере, через одно выходное отверстие и имеет своей задачей обтекание и охлаждение вспенивающего копья и, кроме того, движения застоявшегося воздуха в заполняемой пеной полой камере пластикового полого профиля.
Для охлаждения стенки полой камеры также изнутри и для достижения тем самым более быстрого охлаждения пластика до температуры вспенивания можно вместо или дополнительно к сжатому воздуху вводить также охлажденные газы, такие как диоксид углерода или азот.
Поскольку вспенивающее копье 400 вследствие своей большой длины прогибается и проходит не без касания внутри полой камеры экструдированного пластикового полого профиля, вспенивающее копье 400 снабжено на своей нижней стороне опорными ребрами 408, 409. Посредством коаксиальных опорных ребер вспенивающее копье 400 опирается при работе экструзионного устройства на стенку пластикового полого профиля. Скольжение между вспенивающим копьем 400 и пластиковым полым профилем облегчается за счет узких ребер 408, 409 скольжения.
Сжатый воздух может выходить также через выпускные сопла (не показаны) и образовать воздушную подушку относительно стенки пластикового полого профиля, чтобы облегчить скольжение между вспенивающим копьем 400 и пластиковым полым профилем. При вдувании сжатого воздуха между ребрами 408, 409 скольжения вспенивающее копье 400 может быть приподнято тонкой воздушной подушкой от нижележащей стенки пластикового полого профиля.
Еще одна полость во вспенивающем копье 400 служит кабельным каналом 440 для направления сигналов датчиков на острие 401 копья к устройству контроля для экструзионного устройства.
Еще одна полость может использоваться в качестве воздухоудаляющей линии 441 во избежание возникновения избыточного давления при расширении пены в полой камере.
На фиг.5а, 5b изображены выбранные пластиковые оконные профили, изготовленные с помощью экструзионного устройства, согласно изобретению.
На фиг.5а изображен пластиковый импостный профиль 30 оконного переплета. Он состоит из внешнего 33 и внутреннего 34 профилей. Он имеет выемку 35 внешнего профиля и стенку 36 внутреннего профиля. Внутри внутреннего профиля 34 поз.38 обозначена рамная камера. В рамную камеру 38 вставлен металлический профиль 37. Внутренний профиль 34 имеет, кроме того, полую камеру 39. Полая камера 39 отличается от обозначенных поз.40 влагонаправляющих камер внешнего профиля тем, что она не располагает усиливающими и разделяющими камеру перегородками, поскольку внутри полой камеры 39 расположено обозначенное поз.93 изолирующее пенопластовое тело, обладающее тепло- и звукоизолирующими свойствами и, кроме того, усиливающее внутренний профиль 34 так, что, как уже говорилось, перегородки могут отпасть. Для вставляемого оконного стекла, кроме того, на внешнем профиле предусмотрены обозначенные поз.31 и 32 уплотнительные профили.
На фиг.5b изображен пластиковый оконный рамный профиль 70. Он содержит внешний профиль 73 с влагонаправляющими камерами 76. К внешнему профилю 73 примыкает внутренний профиль 74, в полую камеру 75 которого вставлен обозначенный поз.77 металлический профиль. На внешнем профиле 73, кроме того, в соответствующей выемке зажат уплотнительный профиль 71. Внутренний профиль 74 в своей полой камере 75 заполнен уже упомянутым изолирующим пенопластовым телом 97.
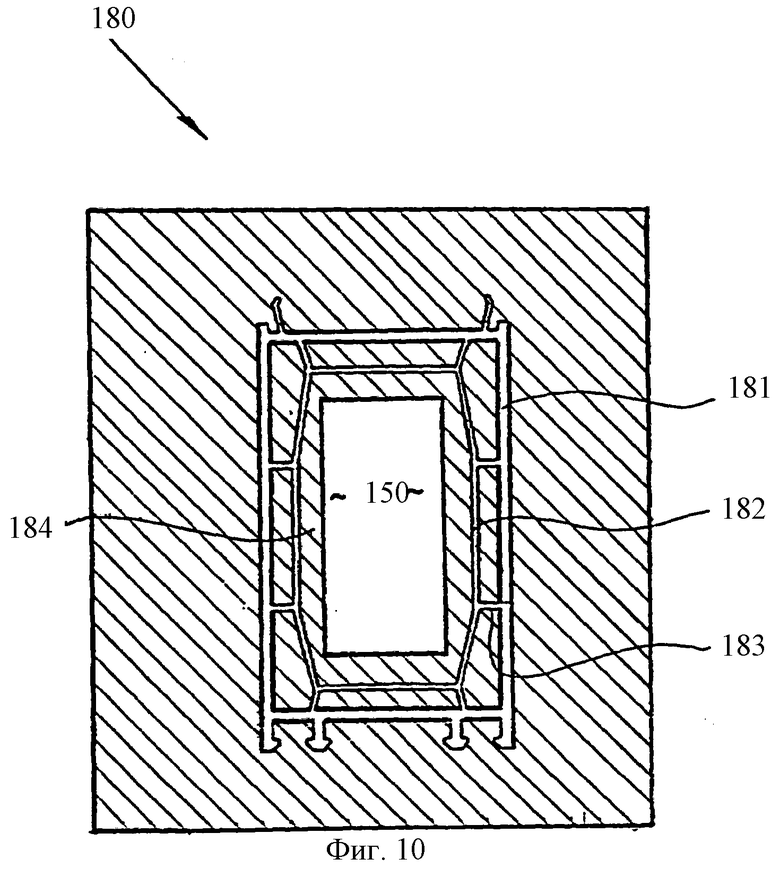
Изображенная на фиг.10 профильная головка 180 имеет, по меньшей мере:
- выемку 181 для стенки профиля, которая охватывает сердцевинную зону 184 для образования, по меньшей мере, одной полой камеры в пластиковом полом профиле;
- выполненную в сердцевинной зоне 184 выемку 182 для вспомогательной стенки пенопластового тела, которая расположена, по меньшей мере, вдоль части выемки 181 стенки профиля на расстоянии от нее и соединена с ней, по меньшей мере, одной выемкой 183 для перемычки.
У этой головки приблизительно параллельно выемке 181 для стенки профиля расположена вторая выемка, выемка 182 для вспомогательной стенки пенопластового тела. Обе выемки 181, 182 соединены между собой выемками 183 для перемычек и образуют соответственно кольцеобразные каналы для расплава вокруг сердцевинной зоны 184, служащей для образования полой камеры.
Изображенная на фиг.9 форма выполнения показывает в сечении заполненный пеной пластиковый полый профиль 80, изготовленный профильной головкой 180 на фиг.10 и особенно пригодный для применения способа вспенивания согласно изобретению.
Пластиковый полый профиль 80 выполнен так, как этого обычно требует последующее назначение пластикового полого профиля; специального согласования геометрии стенки 81 профиля к способу согласно изобретению не требуется. Пластиковый полый профиль 80 имеет, по меньшей мере, одну полую камеру, образованную стенкой 81 профиля.
Существенным для изобретения является то, что полая камера в стенке 81 профиля, по меньшей мере, на части периметра своего сечения облицована вспомогательной стенкой 82 пенопластового тела. Вспомогательная стенка 82 пенопластового тела расположена на расстоянии от стенки 81 профиля посредством перемычек 83. Толщина вспомогательной стенки 82 пенопластового тела меньше, чем у стенки 81 профиля, и составляет преимущественно около половины стенки 81 профиля. Вспениватель подают в облицованную вспомогательной стенкой 82 пенопластового тела полость, и он начинает там расширяться с наступлением химической реакции. Когда полость полностью заполнена, возникает внутреннее давление, которое оказывает усилие на вспомогательную стенку 82 пенопластового тела. Она, в частности, из-за своей относительно малой толщины около 1-2 мм может деформироваться, так что давление в полой камере падает и влияния на стенку 81 профиля предотвращаются. Таким образом, стенка 81 профиля остается такой же точной по размерам, как она была отформована перед точкой впрыска вспенивателя через охлаждающе-калибровочное устройство. Вызванная вспениванием деформация внутренней вспомогательной стенки 82 пенопластового тела наружу не видна.
Выполнение пластикового полого профиля 80 согласно изобретению имеет, в частности, то преимущество, что вспениватель может быть впрыснут с избытком, т.е. в единицу времени может быть впрыснуто больше вспенивателя, чем это потребовалось бы расчетным путем для заполнения полой камеры при данной скорости отвода. Таким образом, всегда обеспечены полное заполнение полой камеры и равномерное порообразование. Возникающее в результате передозировки избыточное давление образующегося изолирующего пенопластового тела 90 в полой камере компенсируется посредством произведенной определенным образом деформации вспомогательной стенки 82 пенопластового тела и перемычек 83 без влияния на внешний контур пластикового полого профиля 80.
Изготовление, по меньшей мере, частично заполненного пеной пластикового полого профиля с помощью экструзионного устройства согласно изобретению поясняется ниже.
Способ включает в себя, по меньшей мере, следующие этапы:
- экструдирование пластикового полого профиля с формованием, по меньшей мере, одной полой камеры и отвод пластикового полого профиля со скоростью vA отвода;
- охлаждение пластика полого профиля, продолжающего движение со скоростью vA отвода;
- ввод вспенивающего копья в полую камеру, причем острие вспенивающего копья позиционируют в зоне пластикового полого профиля, в которой температура охватывающего острие вспенивающего копья участка пластикового полого профиля охлаждена до температуры та заполнения пеной;
- впрыск реактивной смеси из двух вспениваемых компонентов в полую камеру с температурой TS вспенивателя и вспенивание в изолирующее пенопластовое тело с непрерывной окончательной калибровкой и окончательным охлаждением с наружной стороны пластикового полого профиля.
На загрузочной воронке 306 загружают гранулированный или приведенный в порошкообразную форму поливинилхлорид (ПВХ). Поливинилхлорид нагревают за счет нагрева стенки цилиндра экструдера 300 и энергии диссипации, выработанной в результате резания полимерной массы на шнеке, и расплавляют в экструдере 300 при средней температуре массы 170-200° С.
ПВХ-расплав непрерывно нагнетают в профильную головку 100 за счет вращения шнека. Там он течет через входное отверстие 168 для расплава и отклоняется в отклоняющем блоке 120 под углом около 45° к горизонтали. Далее расплав течет через расположенный внутри рукоятки 102 пистолета подающий канал 166 для расплава до радиального распределительного канала 164 для расплава. Там расплав снова отклоняют относительно горизонтали и разделяют так, что одна часть расплава огибает направляющий канал 150 для копья в направлении экструзии слева, а другая часть - справа. В лежащей над направляющим каналом 150 для копья верхней зоне распределительного канала 164 для расплава частичные потоки расплава снова соединяются и поступают в кольцевой канал 162 для расплава, который проходит до профильного сопла 160 и внутри которого расположен направляющий канал 150 для копья. Нагревательные патроны в головке 100 обеспечивают то, что расплав поливинилхлорида сохраняет выбранную температуру, а вязкость расплава не возрастает слишком сильно.
На выходе из профильной головки 100 на профильном сопле 160 из ПВХ-расплава формуют пластиковый полый профиль 50, который выходит из профильной головки 100 со скоростью vA экструзии. Скорость vE экструзии определяется геометрией шнека экструдера и профильной головки 100, а также параметрами способа: частотой вращения шнека и температурой стенки цилиндра.
Выходящий из сопла 160 профильной головки 100 пруток пластикового полого профиля пропускают через охлаждающе-калибровочное устройство 210, 220 и отводят транспортным устройством со скоростью vA отвода. Скорость vA отвода преимущественно равна скорости vE выхода из экструдера. Она может быть также немного выше, так что за счет осуществленной в результате этого вытяжки предотвращен провис еще мягкого полого профиля непосредственно за соплом, и во взаимодействии с охлаждающе-калибровочными устройствами 210, 220 достигается лучшее соблюдение размеров. Скорость vA отвода составляет около 2 м/мин. В зависимости от формы экструдированного пластикового полого профиля и от других параметров способа она может составлять 1-8 м/мин.
С выбранной скоростью vA отвода пластиковый полый профиль 50 движется через устройство 210 предварительной калибровки и охлаждения с вакуумными резервуарами 211.1,... , 211.n и через устройство 220 окончательного охлаждения и калибровки с калибровочными масками 221.1,... , 221.n.
В экструдированный описанным образом пластиковый полый профиль вводят вспенивающее копье 400. Для этого вспенивающее копье 400 вводят во входное отверстие 152 профильной головки 100 и сквозь направляющий канал 150 продвигают в полость выходящего из профильного сопла 160 прутка пластикового полого профиля.
Вспенивающее копье 400 при непрерывном измерении температуры посредством установленного на острие 401 вспенивающего копья температурного датчика продвигают в пластиковый полый профиль до тех пор, пока острие 401 вспенивающего копья не будет позиционировано в том месте, в котором температура охватывающего его пластикового полого профиля не будет снижена до выбранной температуры заполнения пеной. Это положение острия 401 вспенивающего копья находится обычно внутри охлаждающе-калибровочного устройства 200, как показано на фиг.1. Из-за большой длины выступающего из профильной головки 100 участка вспенивающего копья 400 возникают прогибы, так что острие 401 вспенивающего копья опускается до стенки пластикового полого профиля. В этом положении острия 401 вспенивающего копья температура массы ПВХ с помощью циркулирующей в охлаждающе-калибровочном устройстве 200 охлаждающей воды снижена до температуры та заполнения пеной 25-50° С. При этой температуре пластик настолько твердый, что деформация пластикового полого профиля за счет прилегающего острия 401 вспенивающего копья предотвращена.
С помощью позиционированного внутри пластикового полого профиля вспенивающего копья 400 в полость пластикового полого профиля впрыскивают смесь из реакционных компонентов для получения пенополиуретана. Смесь, направляемую во вспенивающем копье 400 до его острия 401, или отдельные, направляемые до острия 401 вспенивающего копья компоненты за счет водяного охлаждения поддерживают внутри вспенивающего копья 400 до выхода из него на температуре TS вспенивателя 25-35° С.
Температура вспенивателя за счет водяного циркуляционного охлаждения снижена внутри вспенивающего копья 400 преимущественно до 25° С, с тем чтобы избежать преждевременной реакции вспениваемой смеси непосредственно перед острием 401 вспенивающего копья. Для того чтобы предотвратить далее реакцию компонентов вспенивателя непосредственно перед острием 401 вспенивающего копья и тем самым его склеивание, во время экструзии профиля с помощью ультразвукового датчика на острие 401 вспенивающего копья непрерывно измеряют расстояние между острием и образующимся наискось вверх фронтом пены. При названной температуре вспенивателя время реакции впрыснутой смеси составляет 15 с. При скорости vA отвода 2 м/мин-1 реактивная смесь вспенивателя движется в течение 15 с на 500 мм от острия 401 вспенивающего копья. Этого расстояния достаточно для предотвращения забивания смесительной головки на вспенивающем копье 400.
Если требуемое минимальное расстояние меньше заданного значения, аксиально свободно подвижное вспенивающее копье 400 может быть отведено назад от задней стороны профильной головки 100. Это может происходить также автоматически посредством электроприводов. Если же в процессе экструзии возникнут сбои, такие как заклеивание острия 401 вспенивающего копья, то вспенивающее копье 400 может быть полностью извлечено из пластикового полого профиля и из профильной головки 100 без необходимости прерывания процесса экструзии или разборки головки.
Сжатый воздух незадолго перед смесительной головкой на острие 401 вспенивающего копья выходит, по меньшей мере, из одного выпускного отверстия и имеет своей задачей омывание и охлаждение вспенивающего копья и, кроме того, движения стоячего воздуха в заполняемой пеной полой камере пластикового полого профиля. Для осуществления охлаждения стенки полой камеры также изнутри и достижения тем самым более быстрого охлаждения пластика до температуры вспенивания можно вместо или дополнительно к сжатому воздуху вводить также охлажденные газы, такие как диоксид углерода или азот.
Вспенивающее копье может быть центрировано и удерживаться внутри полой камеры посредством, по меньшей мере, одного удерживающего устройства. Для этого вокруг пластикового полого профиля создают магнитное поле, которое позиционирует введенное в него вспенивающее копье. Вспенивающее копье для этой цели снабжено, по меньшей мере, на части своей длины магнитными вспомогательными направляющими средствами.
Также опорный газ, в частности сжатый воздух, может направляться через трубопровод вспенивающего копья 400 и выходить через перфорацию на его наружной периферии. За счет этого вспенивающее копье опирается на подушку сжатого газа относительно внутренней стенки полой камеры. Это предотвращает деформацию или повреждение пластикового полого профиля острием вспенивающего копья, свисающим за счет силы тяжести.
Реакционными компонентами вспениваемого полиуретана являются изоцианаты и вода или карбоновые кислоты. Полиуретановые пены образуются при полиприсоединении воды к изоцианатным группам с отщеплением обладающего вспучивающим и пенообразующим действием диоксида углерода согласно следующей реакционной схеме:
R-NCO+НОН→ R-NH2+СO2↑ .
Превращение изоцианата с помощью карбоновых кислот протекает по следующей реакционной схеме:
R-NCO+R’-COOH→ R-CO-NH-R’+CO2↑.
За счет выбора различных остатков R,R’ возникают многообразные виды связей. С помощью полиалкиленгликолевых эфиров в качестве иолов и воды в качестве реакционного компонента получают мягкие полиуретановые пены, а с помощью полиолов и порообразующих газов из хлорфтористых углероводородов - твердые полиуретановые пены. Дополнительно необходимыми вспомогательными веществами при полиприсоединении являются катализаторы, эмульгаторы, стабилизаторы пены (особенно сополимеры полисилоксана и полиэфира) и, при необходимости, антипирены.
Предпочтительно впрыскивают полиолы (многоатомные спирты) с изоцианатами в качестве вспенивателя. Реакция смеси из описанных реакционных компонентов в полиуретановую пену создает изолирующее пенопластовое тело, равномерно заполняющее полую камеру.
Для достижения нужных числа и размера пор в отвержденной пене особенно предпочтительным оказалось введение в компонент полиол 20 об.% воздушных пузырьков. Их в тонко распределенном виде вводят непосредственно перед последующим смешиванием с компонентом изоцианат и впрыском вспенивателя через вспенивающее копье в полую камеру, в результате чего они подхватываются вплоть до точки впрыска без осаждения в качестве порции газа в смешиваемой системе. Полиол смешивают с изоцианатом в соотношении 100:120-100:160 вес. частей, причем соотношение 100:140 вес. частей является предпочтительным. Особенно пригодным оказалось применение полиола, обладающего при 25° С следующими свойствами:
- число ОН 300-400 мг КОН/г, преимущественно 350 мг КОН/г;
- вязкость 200-400 мПа, преимущественно 300 мПа;
- плотность (без ввода воздуха) 1,02-1,08 г/см3, преимущественно 1,05 г/см3;
и смешиваемого с изоцианатом, обладающим следующими свойствами:
- 25-40% цианата (NCO), преимущественно 31% NCO;
- вязкость 160-260 мПа, преимущественно 210 мПа;
- плотность 1,20-1,30 г/см3, преимущественно 1,23 г/см3.
Компоненты смешивают между собой непосредственно на острие копья через известную саму по себе неподвижную смесительную трубу, в результате чего начинается полиуретановая реакция. При смешивании названных предпочтительных компонентов в названном соотношении реакция начинается через 10-20 с после смешивания. Примерно через 150-240 с продукт реакции не дает отлипа.
Получают твердую полиуретановую пену с образованием пор посредством CO2 и с их равномерной плотностью, имеющую плотность 60-65 г/см3, преимущественно 62,5 г/см3.
Образующийся во время процесса экструзии и профилирования пластикового полого профиля воздух в полой камере удаляют наружу через воздухоотводящую линию 441.
С помощью калибровочных масок 221.1,... , 221 n, как показано на фиг.7, пластиковый полый профиль 50 калибруют так, что соответствующие выемки или гладкие наружные стороны рамного внешнего 51 и рамного внутреннего 53 профилей имеют требуемое соблюдение размеров. Рамный внешний профиль 51 представляет собой видимый позднее импост, а рамный внутренний профиль 53 - видимую позднее фасадную раму. Выполняются также уже описанные влагонаправляющие камеры, обозначенные здесь поз.58. Внутри полого профиля 50 находится рамная камера 56. Обозначенные поз.54 и 55 продольные пазы, как и другие пазы, как уже сказано, соответственно калибруют посредством коротких калибровочных тел 222. Особенно хорошо видно, что полая камера 57 за счет теперь постепенно остывающей полиуретановой пены превращается в изолирующее пенопластовое тело 95. Это изолирующее пенопластовое тело 95 только подпенено; оно не вступает в соединение с поливинилхлоридом пластикового рамного профиля и легко отделяется от него, например, при утилизации материала профиля.
Изолирующее пенопластовое тело 95 повышает жесткость пластикового полого профиля. Таким образом, в частности, у профилей для производства пластиковых окон можно отказаться от прокладывания стальных усиливающих элементов.
Остывший пластиковый полый профиль покидает затем охлаждающе-калибровочное устройство 220 и попадает на транспортное устройство. Вплоть до этого момента процесс изготовления протекает непрерывно, т.е. с постоянной скоростью vE экструзии был получен бесконечный пластиковый полый профиль, подаваемый непрерывно с постоянной скоростью vA отвода через охлаждающе-калибровочные тракты 210, 220. Также заполнение пеной происходит за счет продолжающегося непрерывного вспрыска вспенивающей смеси.
Лишь отрезание происходит не непрерывно, а в определенный такт. Пластиковые полые профили с помощью отрезного устройства отрезают на нужную длину, в результате чего получают описанные пластиковые оконные рамные профили, подаваемые затем к штабелирующему устройству.
Изобретение относится к экструзионному устройству для изготовления заполненных пеной пластиковых полый профилей, сечение которых имеет по меньшей мере один полый профильный участок. Устройство содержит экструдер для приготовления и подачи полимерного расплава, соединенную с экструдером профильную головку и по меньшей мере одно вспенивающее копье. Профильная головка содержит профильное сопло с по меньшей мере одним профильным участком. Вспенивающее копье расположено по меньшей мере частично внутри заканчивающегося на профильном сопле кольцевого канала для расплава и коаксиально направлению отвода выходящего из профильного сопла пластикового полого профиля. Профильная головка выполнена в виде пистолета с рукояткой и стволом. Рукоятка имеет канал для подачи расплава, присоединяемый к выходному отверстию для расплава экструдера и заканчивающийся в радиальном распределительном канале для расплава, охватывающем направляющий канал для копья. Ствол имеет кольцевой канал для расплава, проходящий от радиального распределительного канала для расплава к профильному соплу, и направляющий канал для копья, проходящий непрерывно от входного отверстия для копья к профильному соплу. Направляющая ось копья и направляющая пластикового полого профиля в охлаждающе-калибровочном устройстве наклонены вниз относительно горизонтали в направлении отвода под углом α=1-10°. Описан также способ изготовления профилей и получаемый при этом пластиковый полый профиль. Изобретение обеспечивает экономичную и бесперебойную экструзию пластиковых полых профилей. 3 с.п. и 25 з.п. ф-лы, 10 ил.
| DE 1205692 А, 25.11.1965 | |||
| Порообразующая смесь | 1980 |
|
SU897789A1 |
| DE 2844006 A1, 10.04.1980 | |||
| Сушильный цилиндр | 1985 |
|
SU1273706A1 |
| US 5927129 А, 27.07.1999 | |||
| Способ непрерывного полученияизделий из пенопластмассы | 1967 |
|
SU510141A3 |

