Область техники, к которой относится изобретение
Аспект настоящего изобретения относится к бесстержневому рулону абсорбирующих листовых изделий. Другой аспект изобретения относится к способу изготовления такого бесстержневого рулона. Такие абсорбирующие листовые изделия могут иметь конкретное, помимо прочих, использование в санитарно-гигиенических или бытовых целях. В качестве примера, такие абсорбирующие листовые изделия могут быть использованы в качестве туалетной бумаги в туалетах. Возможны другие применения, такие как салфетки, полотенца, бумага для ванной комнаты и т.д.
Уровень техники
Упомянутый рулон абсорбирующей основы может представлять собой рулон бумаги тиссью, который получают способом обычной влажной прессовки или воздушной сушки или другим способом изготовления. Бумага тиссью относится к абсорбирующей бумаге на основе целлюлозных волокон, которую в данной области техники также называют основой из бумаги тиссью. Обычная абсорбирующая бумага имеет низкую плотность в пределах 10-60 г/м2, предпочтительно в пределах 30-50 г/м2.
Полотно абсорбирующей подложки может также представлять собой полотно нетканого материала, которое получают посредством аэродинамического или фильерного способа холстоформирования или другого технологического процесса. Нетканый материал, содержащий целлюлозные волокна, относится к абсорбирующей бумаге, которая в данной области техники также называется нетканым материалом или полотном, изготовленным из волокон типа полотна аэродинамической укладки. Обычная абсорбирующая бумага имеет плотность в пределах 20-300 г/м2, предпочтительно в пределах 40-60 г/м2.
Рулоны абсорбирующих листовых изделий для потребителей представляют собой толстые и мягкие изделия. Такие изделия обладают низким сопротивлением сжатию (перпендикулярно оси рулона/втулки). Это особенно относится к бесстержневым рулонам.
Документ GB1554619 описывает изготовление бесстержневого рулона. Данный способ включает распыление жидкости на водной основе на несколько оборотов непосредственно перед намоткой рулонного материала. Это позволяет получить прочный и жесткий стержень при первом обороте рулонного материала, который является более стойким к сплющиванию.
Однако в рамках промышленного производства, упомянутый рулонный материал перемещают со скоростью примерно 10 м/с (стандарт в производстве туалетной бумаги примерно 600 м/мин). Лога рулонного материала наматывают, а затем разрезают на отдельные рулоны. Готовый лог/рулон туалетной бумаги имеет длину полотна примерно 12 м. Кроме того, нанесение жидкости на водной основе на такой рулонный материал оказывает негативное воздействие на естественное качество изделия. Это означает, что лишь малое количество оборотов должно быть затронуто распылением. Как следствие, для обработки малого количества оборотов распыление жидкости на водной основе должно осуществляться в течение менее 0,1 секунды. Это технически сложно и дорого для реализации в рамках промышленного производства.
Документ US 5,344,091 описывает устройство и способ для намотки усиленного бесстержневого рулона, который включает спирально намотанный рулон, образованный из данной основной бумаги, обычно бумаги с напечатанным рисунком или орнаментом на одной стороне (т.е. оберточной бумаги, обычно используемой для обертывания подарков к дню рождения и празднику и другой упаковки), и спиральный укрепляющий лист, проходящий по всему упомянутому рулону для укрепления рулона. Упомянутое устройство принимает непрерывные полотна основной бумаги и укрепляющей бумаги, разрезает укрепляющую бумагу на короткие отрезки для намотки в рулон основной бумаги и автоматически подает укрепляющий лист в отрезок основной бумаги, которую сматывают в рулон. Оба полотна подают на каждую сторону непрерывно вращающегося режущего валика. Узлы контрножей перемещают в контакт с ножом, содержащимся на режущем валике, для селективного разрезания полотен в соответствии с необходимостью.
Однако в конце рулона, т.е. когда пользователь доходит до последнего листа рулона, последняя часть с укрепляющей бумагой, или по меньшей мере укрепляющая бумага, взятая отдельно, не может быть использована и должна быть выброшена.
Таким образом, существует потребность в усовершенствовании бесстержневых рулонов. В частности, желательно обеспечить возможность использования бесстержневых рулонов абсорбирующих бумажных изделий, которые являются стойкими к сплющиванию, до последнего листа.
Сущность изобретения
Задачей изобретения является создание бесстержневого рулона, который устраняет недостатки бесстержневого рулона, известного из уровня техники. В частности, желательно предотвратить, или по меньшей мере уменьшить, сплющивание бесстержневого рулона, в то время как бесстержневой рулон изготавливается, упаковывается, перевозится, продается и используется надлежащим образом конечным потребителем. Более конкретно, изобретение пытается решить проблему сплющивания на этапе изготовления даже для полотна абсорбирующей основы, перемещающегося со скоростью промышленного производства в бумагоделательной машине (например, до 1000 м/мин).
В соответствии с одним аспектом, описан бесстержневой рулон абсорбирующих листовых изделий, изготовленный из спирально намотанного полотна абсорбирующей основы, содержащего по меньшей мере два наложенных слоя абсорбирующей основы, причем упомянутое полотно абсорбирующей основы намотано так, чтобы образовать аксиальный полый проход, расположенный в центре относительно упомянутого бесстержневого рулона и проходящий от одного края до другого края бесстержневого рулона, причем упомянутое полотно абсорбирующей основы дополнительно содержит укрепляющую вставку, причем упомянутая укрепляющая вставка вставлена между двумя наложенными слоями абсорбирующей основы, причем упомянутая укрепляющая вставка расположена так, чтобы выпрямлять упомянутый аксиальный полый проход, причем упомянутая укрепляющая вставка имеет такую длину, что укрепляющая вставка продолжается на по меньшей мере три четверти периметра упомянутого прохода.
Упомянутая укрепляющая вставка может иметь такую длину, что укрепляющая вставка продолжается по существу по всему периметру упомянутого прохода.
Положение и длина упомянутой укрепляющей вставки могут быть такими, что передний конец и задний конец в соответствии с продольным направлением укрепляющей вставки перекрываются друг с другом.
Положение и длина упомянутой укрепляющей вставки могут быть такими, что передний и задний концы в соответствии с продольным направлением укрепляющей вставки перекрываются друг с другом на протяжении заданного количества оборотов, так чтобы образовать спирально конформный укрепляющий участок.
Упомянутая укрепляющая вставка может иметь такую жесткость, что сопротивление сжатию бесстержневого рулона соответствует по меньшей мере половине сопротивления сжатию рулона, содержащего картонную втулку.
Упомянутая укрепляющая вставка может иметь плотность в пределах 20-140 г/м2 и предпочтительно в пределах 40-120 г/м2.
Упомянутая укрепляющая вставка может иметь ширину, которая равна ширине полотна абсорбирующей основы.
Упомянутая укрепляющая вставка может содержать по меньшей мере две полоски, распределенные вдоль ширины полотна абсорбирующей основы так, чтобы образовать кольца на краях бесстержневого рулона, причем суммарная ширина упомянутых полосок меньше ширины полотна абсорбирующей основы.
Упомянутая укрепляющая вставка может быть соединена с по меньшей мере одним из упомянутых двух наложенных слоев абсорбирующей основы.
Упомянутая укрепляющая вставка может быть изготовлена из материала из группы материалов, содержащей материал из бумаги тиссью, нетканый материал, материал из бумаги тиссью, обработанный связующим веществом, нетканый материал, обработанный связующим веществом, картон, крафт-бумагу или синтетический полимер.
В соответствии с другим аспектом, описано использование бесстержневого рулона в качестве абсорбирующих листовых изделий, выбираемых из группы, содержащей салфетки, полотенца, кухонные полотенца, полотенца для рук, туалетную бумагу, носовые платки и косметические салфетки.
В соответствии с другим аспектом, описан способ изготовления бесстержневых рулонов абсорбирующих листовых изделий, включающий этапы:
- перемещения по меньшей мере первого слоя абсорбирующей основы и второго слоя абсорбирующей основы в соответствии с машинным направлением,
- вставки укрепляющей вставки между упомянутыми первым и вторым слоями абсорбирующей основы,
- соединения упомянутых первого и второго слоев абсорбирующей основы в полотно абсорбирующей основы,
- спиральной намотки упомянутого полотна абсорбирующей основы так, чтобы образовать лог полотна абсорбирующей основы, причем упомянутое полотно абсорбирующей основы наматывают так, чтобы образовать аксиальный полый проход, расположенный в центре относительно упомянутого лога и проходящий от одного края до другого края упомянутого лога,
- отрезания упомянутого полотна абсорбирующей основы по существу поперек относительно машинного направления,
- разрезание лога на множество бесстержневых рулонов,
причем упомянутую укрепляющую вставку размещают так, чтобы выпрямлять упомянутый аксиальный полый проход, причем упомянутая укрепляющая вставка имеет такую длину, что укрепляющая вставка продолжается по существу по всему периметру упомянутого прохода.
Упомянутый способ изготовления может дополнительно включать регулирование положения укрепляющей вставки относительно линии отреза между двумя последовательными логами так, что передний конец укрепляющей вставки в соответствии с продольным направлением и задний конец укрепляющей вставки образуют участок выпрямления упомянутого аксиального полого прохода лога.
Упомянутый способ изготовления может дополнительно включать регулирование положения укрепляющей вставки относительно линии отреза между двумя последовательными логами так, что передний конец укрепляющей вставки в соответствии с продольным направлением образует участок захвата первого лога N, а задний конец укрепляющей вставки образует участок выпрямления аксиального полого прохода следующего второго лога N+1.
Перед этапом наматывания может быть вставлена временная втулка, для того чтобы поддерживать вполне определенный аксиальный полый проход.
Перед разрезанием на множество бесстержневых рулонов упомянутая временная втулка может быть удалена.
Посредством настоящего изобретения можно предотвратить, по меньшей мере значительно уменьшить, риск сплющивания бесстержневых рулонов от этапа изготовления до этапа использования. Это особенно целесообразно во время этапов перемещения и транспортировки, когда бесстержневые рулоны могут быть примяты в результате различных усилий, оказываемых перпендикулярно продольной оси бесстержневых рулонов. Изобретение позволяет сохранять форму аксиального полого прохода в виде трубчатой полости.
Другие преимущества станут очевидными из приведенного ниже описания изобретения.
Краткое описание чертежей
Изобретение описано посредством примеров и не ограничено прилагаемыми чертежами, в которых одинаковые ссылочные позиции обозначают одинаковые элементы:
Фиг.1 представляет собой вид с частичным разрезом, схематично показывающий бумагоделательную машину/линию, поясняющий изготовление бесстержневых рулонов в соответствии с изобретением;
Фиг.2 и 3 представляют собой частичный перспективный вид узла перемотки бумагоделательной машины/линии и вид сбоку с частичным разрезом 3-слойного полотна абсорбирующего материала, схематично показывающий первое положение укрепляющей вставки относительно линии отреза на переходе между двумя логами, соответственно;
Фиг.4 и 5 представляют собой частичный перспективный вид узла перемотки бумагоделательной машины/линии и вид сбоку с частичным разрезом 3-слойного полотна абсорбирующего материала, схематично показывающий второе положение укрепляющей вставки относительно линии отреза на переходе между двумя логами, соответственно; и
Фиг.6 представляет собой частичный перспективный вид узла перемотки бумагоделательной машины/линии, схематично показывающий другой вариант осуществления укрепляющей вставки; и
Фиг.7 и 8 представляют собой виды сбоку в разрезе лога/рулона, показывающие разные длины укрепляющей вставки.
Подробное описание изобретения
Фиг.1 представляет собой вид сбоку с частичным разрезом, схематично показывающий бумагоделательную машину/линию 1, приспособленную для изготовления бесстержневых рулонов 40. В данном примере, бумагоделательная машина/линия 1 содержит два узла 2 и 3 размотки, узел 4 тиснения, узел 5 перемотки и узел 6 разрезания лога.
Более конкретно, на этапе, показанном на фиг.1, полотна 10А, 10В абсорбирующей основы лога уже изготовлены в соответствии с известным способом изготовления бумаги. Фиг.1 показывает последний этап, который представляет собой этап, на котором происходит процесс преобразования. Упомянутый процесс преобразования превращает большие исходные полотна 10А, 10В основы лога (например, шириной полосы от примерно 1,80 м до примерно 7 м) в рулоны 40 с размерами для розничной торговли, например, рулоны бумаги для ванной комнаты, рулоны бумажных салфеток (например, шириной полосы от примерно 8 см до примерно 40 см). В данном конкретном примере, бумагоделательная машина/линия 1 изготавливает бесстержневые рулоны с размерами для розничной торговли, содержащие два слоя.
Первый узел 2 размотки подает первое полотно 10А абсорбирующей основы лога из первого исходного рулона 7. Второй узел 3 размотки подает второе полотно 10В абсорбирующей основы лога из второго исходного рулона 8. Оба полотна 10А, 10В абсорбирующей основы лога подаются в узел 4 тиснения (этап S1).
Различные валики 9 размещены надлежащим образом для того, чтобы управлять траекторией полотен 10А, 10В абсорбирующей основы вдоль бумагоделательной машины/линии 1, в пределах и между различными узлами 2, 3, 4, 5, 6. Полотна 10А, 10В абсорбирующей основы перемещаются в бумагоделательную машину/линию 1 в соответствии с машинным направлением MD из узлов 2 и 3 размотки к узлу 4 тиснения, к узлу 5 перемотки и к узлу 6 разрезания лога.
Узел 4 тиснения содержит гравированный формный цилиндр 12, сопряженный резиновый цилиндр 13, оба вращающиеся в противоположных направлениях, дозатор 14 клея и узел 15 вставки. В данном примерном варианте осуществления, узел 15 вставки подготавливает и размещает укрепляющую вставку 16 на внутренней поверхности полотна 10В абсорбирующей основы лога (этап S21). Узел 15 вставки содержит запас 17 отдельных укрепляющих вставок 16, уже имеющих заданный размер (ширину и длину), приспособленный для выпрямления аксиального полого прохода 42 изготавливаемых логов/рулонов. Узел 15 вставки может, как вариант, содержать средство для отрезания укрепляющей вставки 16 заданного размера от исходного рулона (не показанного). Упомянутая внутренняя поверхность означает, что каждую укрепляющую вставку 16 размещают на полотне так, что после узла тиснения она устанавливается между первым и вторым полотнами 10А, 10В абсорбирующей основы лога. Полотна 10А, 10В абсорбирующей основы лога совмещают и объединяют (соединяют) в узле 4 тиснения, чтобы образовать полотно абсорбирующей основы 11 (этап S3). Гравированный формный цилиндр 12 может содержать рисунок микроструктуры, объединяющий различные головки для тиснения (не показанные). Гравированный формный цилиндр 12 может осуществлять простое или двухуровневое гравирование в наложенных полотнах 10А, 10В абсорбирующей основы лога. Дозатор 14 клея обычно содержит резервуар, цилиндр для нанесения и цилиндр для пропитки. Цилиндр для нанесения примыкает к наложенным полотнам 10А, 10В абсорбирующей основы лога напротив гравированного формного цилиндра 12. Цилиндр для пропитки подхватывает адгезив в резервуаре и переносит адгезив на цилиндр для нанесения. Цилиндр для нанесения расположен так, чтобы оказывать заданное давление на гравированный формный цилиндр в дистальном участке выступов полотен 10А, 10В тисненной абсорбирующей основы лога. При упомянутом заданном давлении адгезив проходит через оба полотна 10А, 10В абсорбирующей основы лога. Это используется для соединения обоих полотен, а также для тиснения или микротиснения по меньшей мере одного из полотен 10А, 10В абсорбирующей основы лога, чтобы создавать эстетические эффекты или изменять толщину, или мягкость, или упругость получаемого полотна абсорбирующей основы 11. Укрепляющая вставка 16 также соединяется с полотнами 10А, 10В абсорбирующей основы лога в результате их перемещения между упомянутыми цилиндрами. Такие этапы известны в данной области техники, не имеют отношения к настоящему изобретению и поэтому не будут описаны подробно.
Укрепляющая вставка 16 подготавливается независимо и размещается внутри между двумя полотнами, образующими будущие слои бесстержневого рулона абсорбирующих листовых изделий. Укрепляющая вставка 16 изготовлена из материала, который может представлять сбой обработанную или необработанную бумагу тиссью/нетканый материал, или картон, или крафт-бумагу, или синтетический полимер. Упомянутый материал может иметь плотность в пределах 20-140 г/м2 и предпочтительно в пределах 40-120 г/м2. Выбор материала зависит от сопротивления сжатию, которое должно быть достигнуто. Материал может быть обработан связующим веществом, например, полимером, таким как полиэтиленгликоль (polyethylene glycol - PEG), крахмал или карбоксиметилцеллюлозу (carboxymethyl cellulose - CMC). Материал укрепляющей вставки можно выбирать так, чтобы придавать бесстержневому рулону сопротивление сжатию, близкое стандартному рулону, содержащему картонную втулку, например, укрепляющая вставка может иметь такую жесткость, что сопротивление сжатию бесстержневого рулона равно по меньшей мере половине сопротивления сжатию рулона, содержащего картонную втулку (протокол измерений сопротивления сжатию приведен в параграфе после таблицы в данном описании). Кроме того, укрепляющая вставка может обладать заданной гибкостью, чтобы восстанавливать форму аксиального полого прохода до по существу цилиндрической формы после того, как бесстержневой рулон подвергался сжатию в поперечном направлении относительно аксиального полого прохода во время изготовления, упаковки или транспортировки, и восстановить первоначальную форму для использования. Наличие вставки не влияет, по меньшей мере в ограниченной степени, на качество и свойства (мягкость, поглощающую способность и т.д.) внешней поверхности абсорбирующих листовых изделий, поскольку вставка скрыта между слоями. Таким образом, изобретение предлагает потребителям абсорбирующие листовые изделия одинакового качества до последнего листа рулонов.
Узел 5 перемотки содержит блок 20 перфорации, режущий блок 21, блок 22 намотки и блок 30 извлечения. Узел 5 перемотки сматывает полотно абсорбирующей основы 11 в множество логов 31.
Блок 20 перфорации расположен так, чтобы снабжать полотно абсорбирующей основы 11 регулярно разнесенными линиями перфорации, ориентированными по существу поперек относительно машинного направления MD (т.е. линии перфорации ориентированы по существу в направлении, перпендикулярном машинному направлению, (cross-machine direction - CD).
Режущий блок 21 расположен так, чтобы отрезать полотно абсорбирующей основы 11 по существу поперек относительно машинного направления (т.е. линия разделения ориентирована по существу в направлении, перпендикулярном машинному направлению (cross-machine direction - CD). Отрезание полотна осуществляется на переходном этапе, то есть когда первый лог завершен в конце цикла изготовления лога и до того как второй следующий лог начинает наматываться в начале нового цикла изготовления лога.
Блок 22 намотки расположен так, чтобы наматывать полотно абсорбирующей основы 11, для того чтобы получать лога 31 полотна абсорбирующей основы. Например, предусмотрен блок 22 намотки периферийного или поверхностного типа. Блок 22 намотки содержит поверхность 23 прокатки, первый намоточный валок 24, второй намоточный валок 25, третий намоточный валок 26 и средство 27 подачи втулок. Лог 31 образуется посредством намотки полотна абсорбирующей основы 11 на временную втулку 41, которая поддерживает вполне определенный аксиальный полый проход 42. Временные втулки 41 подаются средством 27 подачи втулок через поверхность 23 прокатки перед началом нового цикла изготовления лога. В качестве примеров, временная втулка может быть изготовлена из картона или пластмассы. Лог 31 поддерживается на месте во время намотки посредством первого, второго и третьего намоточных валков 24, 25, 26, вращающихся в поверхностном контакте с логом 31. Один из намоточных валков 24, 25, 26 вызывает вращательное движение лога 31.
Блок 30 извлечения приспособлен для удаления временных втулок 41 из лога 31 после завершения намотки лога. После удаления временная втулка 41 может быть возвращена для повторного использования в средство 27 подачи втулок.
Ниже, только в качестве примера, описан блок намотки периферийного или поверхностного типа. Изобретение также применимо к блоку намотки другого типа, например, блоку намотки, использующему шпиндель (не показанный).
Затем полученный лог 31 разрезают посредством множества пил 32 для резки логов режущего узла 6 на множество отдельных бесстержневых рулонов 40 абсорбирующих листовых изделий.
Затем отдельные бесстержневые рулоны 40 упаковывают и подготавливают для транспортировки (не показано).
Блок 50 управления соединен с блоком 20 перфорации, с режущим блоком 21 и с узлом 15 вставки посредством интерфейса 51. Блок 50 управления управляет работой блока 20 перфорации и режущего блока 21. В частности, блок 50 управления приводит в действие режущий блок 21 для отрезания полотна абсорбирующей основы 11 на переходном этапе между двумя последовательными логами. Блок 50 управления дополнительно управляет работой блока 20 перфорации вне переходных этапов. Блок 50 управления дополнительно управляет работой блока 15 вставки, т.е. надлежащим размещением укрепляющей вставки 16 относительно линии 29 отреза.
Фиг.2 и 4 представляют собой частичные перспективные виды, схематично показывающие положение укрепляющей вставки 16 относительно линии 29 отреза в полотне абсорбирующей основы 11 на переходе между двумя логами Ln и Ln+1, для двух разных положений укрепляющей вставки 16.
Полотно абсорбирующей основы 11 подается в пространство блока 20 перфорации, содержащее перфоратор и неподвижный упорный валок. Там полотно абсорбирующей основы 11 снабжается требуемыми линиями 28 перфорации или отрыва (схематично показанными пунктирными линиями).
Линия 26 перфорации представляет собой линию, расположенную в направлении, перпендикулярном машинному направлению (CD), создаваемую в толщине полотна абсорбирующей основы 11 и содержащую чередующиеся перфорированные участки и неперфорированные участки (т.е. два перфорированных участка, разделенные одним неперфорированным участком или наоборот). Каждый неперфорированный участок образует область скрепления между двумя последовательными частями (в соответствии с машинным направлением MD) полотна абсорбирующей основы 11. Каждый перфорированный участок образует область разделения между двумя последовательными частями (в соответствии с машинным направлением MD) полотна абсорбирующей основы 11. Если ширина отдельного рулона находится в пределах, например, 10-30 см, то упомянутые неперфорированные/перфорированные участки находятся в пределах, например, 4-10 мм. Описанная выше линия перфорации является неограничивающим примером, поскольку возможны другие варианты линии перфорации.
Две последовательные линии 28 перфорации определяют длину отдельного листа в отдельных рулонах 40 листа абсорбирующего материала. Например, лист рулонов бумаги для ванной комнаты может иметь длину примерно несколько десятков сантиметров. На фиг.2 и 4, на полотне абсорбирующей основы 11 показано множество пунктирных линий 33, параллельных машинному направлению MD, только в целях пояснения. Пунктирные линии 33 разнесены в направлении, перпендикулярном машинному направлению (CD). Они схематично изображают воображаемые линии, по которым рулон абсорбирующей основы 11 будет разрезан на множество отдельных рулонов 40. Таким образом, две соседние пунктирные линии определяют будущие края отдельного рулона. Расстояние между двумя последовательными пунктирными линиями равно полной ширине отдельных рулонов 40.
После этапа обжатия, рулон абсорбирующей основы 11 наматывают (этап S5) на втулку 41 для образования лога 31 посредством блока 22 намотки.
Как только достигается требуемый диаметр лога (соответствующий по существу заданному количеству отдельных листов, смотанных в лог), полотно абсорбирующей основы 11 отрезают или обрубают. Полученный лог 31 отделяют (этап S6) от полотна абсорбирующей основы 11 и затем начинают наматывать новый лог. Полотно абсорбирующей основы 11 подают в пространство режущего блока 21, содержащее режущий валок и неподвижный упорный валок. Там полотно абсорбирующей основы 11 отрезают по линии 29 отреза (схематично изображенной двумя параллельными непрерывными линиями).
Укрепляющую вставку 16 размещают так, чтобы выпрямлять аксиальный полый проход 42 бесстержневого рулона 40, при этом укрепляющая вставка имеет такую длину L, что укрепляющая вставка 16 проходит по существу полностью вокруг периметра прохода 42.
Укрепляющую вставку 16 размещают рядом с линией 29 отреза в начале лога (т.е. образуя обороты лога/рулона рядом с полым проходом 42), при этом она может быть расположена впереди по ходу от линии 29 отреза или между двумя последовательными логами Ln и Ln+1, так чтобы охватывать два последовательных лога через линию 29 отреза.
Фиг.2-5 показывают укрепляющую вставку в соответствии с первым вариантом осуществления, в котором укрепляющая вставка 16 имеет ширину, которая равна ширине полотна абсорбирующей основы.
Фиг.2 и 3 показывают первое положение укрепляющей вставки 16 относительно линии 29 отреза между двумя последовательными логами Ln и Ln+1, при этом передний конец 17 укрепляющей вставки 16 в соответствии с продольным направлением и задний конец 18 укрепляющей вставки 16 целиком образуют часть одного лога. Другими словами, укрепляющая вставка расположена впереди по ходу в следующем логе Ln+1, но рядом с разрезом в материале рулона между двумя последовательными логами Ln и Ln+1. Таким образом, каждая укрепляющая вставка 16 образует участок выпрямления аксиального полого прохода каждого лога/рулона.
Фиг.4 и 5 показывают второе положение укрепляющей вставки 16 относительно линии 29 отреза между двумя последовательными логами Ln и Ln+1, в котором передний конец 17 укрепляющей вставки 16 в соответствии с продольным направлением образует участок захвата первого лога N, а задний конец 18 укрепляющей вставки 16 образует участок выпрямления аксиального полого прохода следующего второго лога Ln+1. Другими словами, задняя по ходу часть укрепляющей вставки образует участок захвата лога Ln (т.е. первый лист от рулона, который должен захватываться пользователем), а передняя по ходу часть укрепляющей вставки образует стержневой участок следующего лога Ln+1. Таким образом, каждая укрепляющая вставка 16 перекрывает два последовательных лога.
Фиг.6 представляет собой частичный перспективный вид узла перемотки бумагоделательной машины/линии, схематично показывающий укрепляющую вставку 16 в соответствии с другим вариантом осуществления. В данном альтернативном варианте осуществления укрепляющая вставка 16 содержит множество полосок 16А, 16В, распределенных вдоль ширины полотна (т.е. вдоль направления, перпендикулярного машинному направлению, CD). Распределение осуществляется таким образом, что полоска накрывает каждую пунктирную линию 33, параллельную машинному направлению MD, схематично показывающую воображаемые линии, по которым полотно абсорбирующей основы 11 будет отрезано на множество отдельных рулонов 40. Таким образом, после операции разрезания каждый отдельный рулон 40 содержит две полоски на краю прохода 42, образующие кольцеобразную укрепляющую вставку 16А и 16В. Суммарная ширина полосок меньше ширины рулона абсорбирующей основы, например, суммарная ширина может составлять 10% ширина полотна. Полоски могут быть размещены в соответствии с первым положением, показанным на фиг.2 и 3, или вторым положением, показанным на фиг.4 и 5. На фиг.6 показано только первое положение. Данный вариант осуществления позволяет уменьшить количество используемых укрепляющих вставок и позволяет обеспечить конечного потребителя постоянным качеством листовых изделий от первого листа до последнего листа (по меньшей мере в центральном используемом участке листовых изделий).
Фиг.7 и 8 представляют собой виды сбоку в разрезе лога 31 или рулона 40, показывающие разные длины укрепляющей вставки. Фиг.7 показывает вариант осуществления укрепляющей вставки 16, в котором положение и длина установлена так, что передний конец 17 и задний конец 18 в соответствии с продольным направлением (т.е. машинным направлением MD) укрепляющей вставки 16 перекрываются друг с другом. Фиг.8 показывает вариант осуществления укрепляющей вставки 16, в котором положение и длина установлены так, что передний конец 17 и задний конец 18 в соответствии с продольным направлением (т.е. машинным направлением MD) укрепляющей вставки 16 перекрываются друг с другом на заданное количество оборотов (пример показывает два оборота), для того чтобы образовать спирально конформный укрепляющий участок. Количество оборотов может быть приспособлено к требуемому сопротивлению, которое должно быть достигнуто, например, три, четыре и т.д. Однако ограничение количества оборотов, затронутых укрепляющей вставкой, желательно с точки зрения потребителя, поскольку оно позволяет обеспечить постоянное качество листовых изделий от первого листа до последнего листа.
Независимо от положения укрепляющей вставки, свободный конец, образующий конец полотна абсорбирующей основы 11 полученного лога 31, приклеивают к логу известным способом.
Временную втулку/шпиндель удаляют. Затем полученный лог 31 разрезают параллельно машинному направлению MD посредством множества пил 32 для разрезания логов на множество отдельных рулонов 40.
Очевидно, что отдельные рулоны 40 имеют такие же характеристики относительно укрепляющей вставки 16, как и лога 31.
Продающиеся в настоящее время рулоны двухслойной туалетной бумаги, например, рулон туалетной бумаги Lotus Comfort, содержащие картонную втулку, имеют сопротивление сжатию в пределах 300-370 Н.
Таблица
(мм)
тиссью
(бумага
тиссью)
+0,5
(полимер)
Бесстержневые рулоны, показанные в таблице, изготовлены из одинакового полотна из бумаги тиссью и имеют одинаковые размерные характеристики, а именно диаметр примерно 102 мм, ширину примерно 98 мм, диаметр центрального отверстия (полого прохода) примерно 38 мм и длину полотна рулона примерно 29,3 м.
Измерение сопротивления сжатию (resistance to compression - RTC) определяется по аналогии с измерением прочности при сжатии образца картонной втулки с использованием динамометра, работающего с постоянной скоростью. Образец заданного размера подвергали сжатию при постоянной скорости, используя динамометр, который измеряет и регистрирует силу сжатия в зависимости от перемещения. Измерительное оборудование содержит динамометр с ячейкой 1 кН, соединенный с двумя параллельными металлическими пластинами, причем динамометр работает со скоростью сжатия примерно 60 мм/мин. Образцы рулонов имели длину 300 мм при диаметре рулонов больше 300 мм, и длину 100 мм при диаметре рулонов меньше 300 мм. Измеряемое сопротивление сжатию представляет собой плоскостное сжатие, т.е. при продольной оси аксиального полого прохода, параллельной упомянутым пластинам. Рулон помещали между пластинами. Промежуток между двумя пластинами регулировали так, чтобы они находились в контакте с рулоном. Вначале испытания измеряли и отмечали силу в Ньютонах (Н) при расстояниях сжатия (перемещениях), равных 20 мм и 50 мм (для рулона диаметром более 60 мм). Произвели пять измерений и вычислили среднее значение и среднеквадратичное отклонение. Результаты были выражены в Ньютонах (Н).
Таблица показывает увеличение сопротивления сжатию примерно на 25% для рулона, содержащего укрепляющую вставку настоящего изобретения. Это является предпочтительным с точки зрения соблюдения логистических требований и транспортировки (палетизации) упакованных бесстержневых рулонов.
Укрепляющая вставка может иметь такую заданную гибкость, чтобы восстанавливать форму аксиального полого прохода до по существу цилиндрической формы после того как бесстержневой рулон подвергался сжатию в поперечном направлении относительно аксиального полого прохода.
Чертежи и их описания, приведенные выше, не ограничивают, а поясняют изобретение.
Хотя чертежи показывают конкретное горизонтальное расположение разных блоков/узлов/машин друг относительно друга в бумагоделательной линии, данное расположение является только примером, поскольку блоки/узлы/машины могут быть расположены вертикально или в комбинации горизонтального и вертикального положений. Относительное положение блока перфорации и режущего блока может быть обратным. Бумагоделательная линия может также содержать дополнительные блоки/узлы/машины для осуществления конкретных этапов переработки, не описанных в данном документе. Кроме того, упомянутая обработка двух слоев является только примером, поскольку изобретение применимо к конечным изделиям, содержащим больше двух слоев, например, три, четыре, пять и т.д.
Применение абсорбирующего изделия является широким в области санитарно-гигиенических или бытовых применений, например, салфетки, полотенца, кухонные полотенца, полотенца для рук, туалетная бумага, носовые платки, косметические салфетки, бумага для ванной комнаты и др.
Любую ссылочную позицию в формуле изобретения не следует воспринимать как ограничивающую формулу изобретения. Слово «содержащий» не исключает наличия других элементов, помимо тех, которые перечислены в пункте формулы. Термины в единственном числе или выражение «по меньшей мере один», стоящее перед элементом, не исключает наличия множества таких элементов.




Изобретение относится к рулонным впитывающим санитарно-гигиеническим изделиям, таким как полотенца, салфетки, туалетная бумага и т.п. Бесстержневой рулон абсорбирующих листовых изделий изготовлен из спирально намотанного полотна (11) абсорбирующей основы, содержащего, по меньшей мере, два наложенных слоя (10А, 10В) абсорбирующей основы, причем упомянутое полотно абсорбирующей основы наматывают так, чтобы образовать аксиальный полый проход (42), расположенный в центре относительно бесстержневого рулона (40) и продолжающийся от одного края до другого края бесстержневого рулона (40). Полотно абсорбирующей основы (11) дополнительно содержит укрепляющую вставку (16), которая вставлена между двумя наложенными слоями (10А, 10В) абсорбирующей основы и размещена так, чтобы выпрямлять аксиальный полый проход (42). Укрепляющая вставка (16) имеет такую длину, что она продолжается, по меньшей мере, на три четверти периметра прохода (42), предпочтительно – полностью вокруг периметра прохода (42). Технический результат – исключение сплющивания рулона. 3 н. и 12 з.п. ф-лы, 1 табл., 8 ил.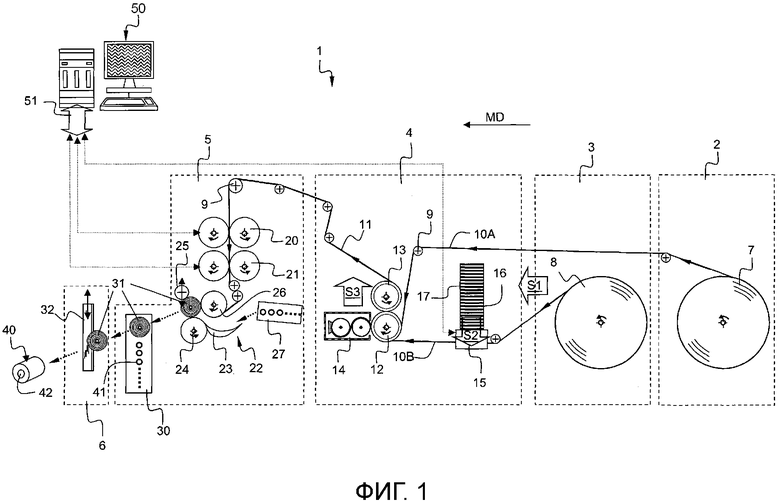
1. Бесстержневой рулон абсорбирующих листовых изделий, изготовленный из спирально намотанного полотна (11) абсорбирующей основы, содержащего по меньшей мере два наложенных слоя (10А, 10В) абсорбирующей основы, причем упомянутое полотно абсорбирующей основы намотано так, чтобы образовать аксиальный полый проход (42), расположенный в центре относительно бесстержневого рулона (40) и продолжающийся от одного края до другого края бесстержневого рулона (40),
при этом упомянутое полотно абсорбирующей основы (11) дополнительно содержит укрепляющую вставку (16), причем упомянутая укрепляющая вставка (16) вставлена между двумя наложенными слоями (10А, 10В) абсорбирующей основы, кроме того, упомянутая укрепляющая вставка (16) расположена так, чтобы выпрямлять аксиальный полый проход (42), и упомянутая укрепляющая вставка (16) имеет такую длину (L), что укрепляющая вставка (16) продолжается по меньшей мере на три четверти периметра прохода (42).
2. Бесстержневой рулон по п.1, в котором укрепляющая вставка (16) имеет такую длину (L), что укрепляющая вставка (16) продолжается по существу полностью вокруг периметра прохода (42).
3. Бесстержневой рулон по п.2, в котором укрепляющая вставка (16) имеет такое положение и такую длину, что передний конец (17) и задний конец (18) в соответствии с продольным направлением укрепляющей вставки (16) перекрываются друг с другом.
4. Бесстержневой рулон по п.3, в котором укрепляющая вставка (16) имеет такое положение и такую длину, что передний (17) и задний (18) концы в соответствии с продольным направлением укрепляющей вставки (16) перекрываются друг с другом на заданное количество оборотов, чтобы образовать спирально конформный укрепляющий участок.
5. Бесстержневой рулон по любому из пп.1-4, в котором укрепляющая вставка (16) имеет такую жесткость, что сопротивление сжатию бесстержневого рулона (40) равно по меньшей мере половине сопротивления сжатию рулона, содержащего картонную втулку.
6. Бесстержневой рулон по любому из пп.1-5, в котором укрепляющая вставка (16) имеет плотность в пределах 20-140 г/м2 и, предпочтительно, в пределах 40-120 г/м2.
7. Бесстержневой рулон по любому из пп.1-6, в котором укрепляющая вставка (16) имеет ширину, которая равна ширине полотна абсорбирующей основы.
8. Бесстержневой рулон по любому из пп.1-6, в котором укрепляющая вставка (16) содержит по меньшей мере две полоски (16А, 16В), распределенные вдоль ширины полотна абсорбирующей основы так, чтобы образовать кольца на краях бесстержневого рулона, причем суммарная ширина упомянутых полосок меньше ширины полотна абсорбирующей основы.
9. Бесстержневой рулон по любому из пп.1-8, в котором укрепляющая вставка (16) соединена с по меньшей мере одним из упомянутых двух наложенных слоев (10А, 10В) абсорбирующей основы.
10. Бесстержневой рулон по любому из пп.1-9, в котором укрепляющая вставка (16) изготовлена из материала из группы материалов, содержащей материал из бумаги тиссью, нетканый материал, материал из бумаги тиссью, обработанный связующим веществом, нетканый материал, обработанный связующим веществом, картон, крафт-бумагу или синтетический полимер.
11. Применение бесстержневого рулона по любому из пп.1-10 в качестве абсорбирующих листовых изделий, выбираемых из группы, содержащей салфетки, полотенца, кухонные полотенца, полотенца для рук, туалетную бумагу, носовые платки и косметические салфетки.
12. Способ изготовления бесстержневых рулонов (40) абсорбирующих листовых изделий, включающий этапы:
- перемещения (S1) по меньшей мере первого слоя (10А) абсорбирующей основы и второго слоя (10В) абсорбирующей основы в соответствии с машинным направлением (MD),
- вставки (S2) укрепляющей вставки (16) между упомянутыми первым и вторым слоями (10А, 10В) абсорбирующей основы,
- соединения (S3) упомянутых первого и второго слоев (10А, 10В) абсорбирующей основы в полотно абсорбирующей основы (11),
- спиральной намотки (S5) полотна абсорбирующей основы (11) так, чтобы получить лог (31) из полотна абсорбирующей основы, причем полотно абсорбирующей основы наматывают так, чтобы образовать аксиальный полый проход (42), расположенный в центре относительно упомянутого лога и продолжающийся от одного края до другого края лога,
- отрезания (S6) полотна абсорбирующей основы (11) по существу поперек относительно машинного направления (MD),
- разрезания лога (31) на множество бесстержневых рулонов (40),
причем укрепляющую вставку (16) размещают так, чтобы выпрямлять аксиальный полый проход (42), причем укрепляющая вставка (16) имеет такую длину, что укрепляющая вставка (16) продолжается по существу полностью вокруг периметра прохода (42).
13. Способ изготовления по п.12, дополнительно включающий регулирование положения укрепляющей вставки (16) относительно линии (29) отреза между двумя последовательными логами (Ln, Ln+1) так, что передний конец (17) укрепляющей вставки (16) в соответствии с продольным направлением и задний конец (18) укрепляющей вставки (16) образуют участок выпрямления аксиального полого прохода (42) бесстержневого рулона (40).
14. Способ изготовления по п.13, дополнительно включающий регулирование положения укрепляющей вставки (16) относительно линии (29) отреза между двумя последовательными логами (Ln, Ln+1) так, что передний конец (17) укрепляющей вставки (16) в соответствии с продольным направлением образует участок захвата первого лога (Ln), а задний конец (18) укрепляющей вставки (16) образует участок выпрямления аксиального полого прохода (42) следующего второго лога (Ln+1).
15. Способ изготовления по любому из пп.12-14, в котором перед этапом намотки вставляют временную втулку (27), для того чтобы поддерживать хорошо образованный аксиальный полый проход (42).
| US 2008245923 A1, 09.10.2008 | |||
| US 5344091 A, 06.09.1994 | |||
| EP 1256541 A2, 13.11.2002 | |||
| РУЛОН ЛЕНТОЧНОГО МАТЕРИАЛА БЕЗ ТРУБКИ, СТАНОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОГО РУЛОНА | 2006 |
|
RU2408522C2 |

