Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к полому рулону изделия из абсорбирующего листа, такому как салфетки, туалетная бумага, полотенца и т.д. В аспекте настоящего изобретения полый рулон представлен в сжатом виде. Настоящее изобретение также относится к способу изготовления полого рулона.
Предшествующий уровень техники настоящего изобретения
Изделия из абсорбирующего листа в форме рулона находят обширное применение в современном обществе. Рулоны туалетной бумаги, полотенец, такие как домашние (кухонные) полотенца или полотенца для рук и т.д. являются основными продуктами торговли.
Рулоны изделия из абсорбирующего листа для домашнего использования (например, туалетной бумаги) обычно состоят из непрерывной ленты абсорбирующего материала, которая спирально намотана вокруг заранее изготовленной сердцевины, сделанной из жесткого материала, такого как картон или клеевая бумага. Сердцевина образует осевой полый канал, который расположен в центре относительно рулона и проходит от одного конца рулона до другого конца. Осевой полый канал позволяет потребителю легко устанавливать рулон на стержень держателя рулона. Однако, сердцевина является дорогой, требует пространства для хранения и дополнительного ручного манипулирования. Кроме того, после использования изделия из абсорбирующего листа сердцевина остается, увеличивая таким образом риск засорения канализационных систем.
Для решения этих проблем были разработаны «полые» рулоны и рулоны с водорастворимыми сердцевинами. Среди наиболее важных свойств этих изделий находится их устойчивость к сдавливанию и их гибкость/упругость.
«Сдавливанием» называется явление, происходящее, когда изделие из абсорбирующего листа, составляющее первые внутренние витки рулона (т.е. витки, образующие осевой полый канал в начале намотки), не может оставаться в стабильном состоянии, так чтобы четко образовать осевой полый канал. Полые рулоны обычно связаны с повышенным риском «сдавливания». Сдавливание обычно происходит в способе изготовления полых рулонов при извлечении временных сердцевин после завершения намотки или во время хранения и транспортировки готового изделия. Вследствие сдавливания может быть трудно устанавливать рулон на стержень держателя рулона. Кроме того, сдавливание обычно создает у потребителей ощущение пониженного качества изделия.
«Гибкий» рулон обеспечивает преимущество в том, что он может быть представлен в сжатом виде, для которого требуется меньшее пространство во время хранения и транспортировки. В результате можно значительно уменьшить затраты на хранение и транспортировку. Рулон можно вернуть из сжатой (овальной) формы в несжатую (цилиндрическую) форму, прикладывая давление вдоль более длинного диаметра сдавленной (овальной) формы, т.е. перпендикулярно оси рулона.
Однако, изделие из абсорбирующего листа, составляющее первые внутренние витки рулона, необходимо поддерживать в стабильном состоянии при возврате рулона из сжатой формы в несжатую форму. То есть, осевой полый канал должен открываться сам и четко формироваться при возврате рулона в цилиндрическую форму. Следовательно, рулон должен демонстрировать гибкость и определенный уровень упругости, что означает, что рулон можно вернуть в цилиндрическую форму, снова открывая в то же время осевой полый канал четко определенным образом. Это требует, чтобы первые внутренние витки заново и устойчиво сохраняли осевой полый канал. В результате, не должно быть видно разницы по внешнему виду между рулоном, который вернули из сжатой формы в несжатую форму, и рулоном, который ранее не подвергался сжатию.
В предшествующем уровне техники описаны способы получения гибких рулонов изделий из абсорбирующего листа, которые могут быть представлены в сжатом виде.
В WO 2009/027874 A1 раскрыт рулон, состоящий из ленты нетканого материала, который спирально намотан вокруг гибкой сердцевины. Гибкая сердцевина состоит из полимерного листа из синтетических полимеров, который прикреплен к внутреннему слою ленты нетканого материала посредством механизма прикрепления, такого как клей, термоскрепление и т.д. Гибкая сердцевина характеризуется более высокой прочностью на разрыв в направлении обработки, чем прочность на разрыв ленты нетканого материала. В результате рулон обладает гибкостью для целей упаковывания и хранения.
Однако, полимерный лист из синтетических полимеров необходимо готовить заранее, хранить и манипулировать им вручную. Кроме того, в рамках промышленного производства, непрерывная лента абсорбирующего материала проходит со скоростью приблизительно 10 м/с. Это делает включение и прикрепление полимерного листа к внутреннему слою ленты нетканого материала технически сложным и трудноосуществимым при скорости движения, необходимой для промышленного производства.
В WO 95/13183 A1 раскрыт рулон вытянутого материала, имеющий сердцевину в центре рулона. Сердцевина по существу состоит из множества витков вытянутого материала, которые скреплены вместе посредством связующего вещества, такого как поливинилацетат, полиакрилат, латекс, крахмал, поливиниловый спирт и т.д. В WO 95/13183 A1 также раскрыт способ получения такого рулона в сжатом виде. Более конкретно, в WO 95/13183 A1 показано, что раствор связующего вещества распыляют или наносят на первые витки обычной намотки. После завершения намотки и снятия с вала для намотки, рулон немедленно сжимают до формы с эллиптическим или овальным сечением. В документе изложено, что рулон можно вывести из сжатого положения, прикладывая давление к «более коротким» сторонам эллипса.
Однако, связующее вещество, описанное в WO 95/13183 A1 (например, латекс, крахмал, поливиниловый спирт и т.д.) дает жесткую сердцевину, которая состоит из множества витков склеенного вытянутого материала. Следовательно, у получающейся в результате сердцевины отсутствует гибкость, и она имеет низкую упругость. В результате после сжимания рулона трудно снова открывать осевой полый канал способом, приводящим к хорошо образованному осевому полому каналу.
Более того, первые внутренние витки вытянутого материала (т.е. витки вытянутого материала, образующие сердцевину) когезионно удерживаются вместе связующим веществом. Сила расслоения, необходимая для отделения первых внутренних витков, обычно больше, чем прочность на разрыв вытянутого абсорбирующего материала. Следовательно, трудно отделить первые внутренние витки, не разрывая вытянутый абсорбирующий материал, на который нанесено связующее вещество. В результате, невозможно использовать вытянутый абсорбирующий материал по всей длине, например, до последнего листа.
В WO 2011/126707 A2 раскрыт водный клей для бумаги в форме рулона, содержащий (A) сахарид, (B) модификатор вязкости и (C) гликоль и/или триоль. Как сообщается, клей WO 2011/126707 A2 демонстрирует хорошую начальную клейкость, являясь влажным, и хорошую способность шелушения при высыхании. Однако, бумага, на которую наносят клей, обладает некоторой жесткостью вследствие присутствия сахарида. В результате бумажному изделию в форме рулона недостает гибкости, а после сжимания рулона трудно снова открывать осевой полый канал способом, приводящим к хорошо образованному осевому полому каналу. Кроме того, клей в качестве основного компонента содержит модификатор вязкости (B), который согласно идее этой заявки можно выбирать из поливинилпирролидоновых полимеров с усредненной молекулярной массой в диапазоне от 25000 до 400000 и/или алкиленоксидных полимеров, таких как полиэтиленоксид (PEO), с усредненной молекулярной массой в диапазоне от 300000 до 3500000. PEO с такими высокими молекулярными массами не являются ни особо упругими, ни водорастворимыми.
Кроме того, поскольку бумажный материал обычно имеет хорошую поглотительную способность в отношении жидкостей, обычно очень трудно сушить воду, содержащуюся в клее, и, таким образом, готовое изделие в форме рулона никогда не бывает полностью сухим. В результате бумажный материал, на который наносят клей, обладает некоторой жесткостью, которая создает неприятное ощущение у потребителей.
Следовательно, цель настоящего изобретения состоит в предоставлении полого рулона изделия из абсорбирующего листа, который сочетает отличное сопротивление сдавливанию с улучшенной гибкостью и упругостью.
Дополнительная цель настоящего изобретения состоит в предоставлении рулона изделия из абсорбирующего листа, который можно использовать по существу по всей длине (т.е. по существу до последнего листа) и который предотвращает засорение канализационных систем.
Согласно одному дополнительному предпочтительному аспекту настоящего изобретения полый рулон изделия из абсорбирующего листа может быть представлен в сжатом виде, при этом после сжимания рулона осевой полый канал можно снова открывать способом, приводящим к хорошо образованному осевому полому каналу.
Дополнительная цель настоящего изобретения состоит в предоставлении способа изготовления такого полого рулона изделия из абсорбирующего листа.
Краткое раскрытие настоящего изобретения
Настоящее изобретение относится к полому рулону изделия из абсорбирующего листа, такому как салфетки, туалетная бумага, полотенца и т.д., сделанному из непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, причем непрерывную ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно полого рулона и проходящий от одного конца до другого конца полого рулона, и так чтобы первый конец располагался на внешней стороне рулона, а второй конец располагался в осевом полом канале;
при этом непрерывная лента абсорбирующего материала содержит композицию для покрытия, содержащую специальный полимер, причем эту непрерывную ленту абсорбирующего материала, содержащую композицию для покрытия, предпочтительно получают путем нанесения на второй конец композиции для покрытия.
Настоящее изобретение также относится к такому полому рулону, который представлен в сжатом виде.
Настоящее изобретение также относится к способу изготовления полого рулона изделия из абсорбирующего листа, включающему стадии:
перемещения непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, которая предпочтительно состоит из 1 слоя санитарно-гигиенической бумаги или 2-6, в частности 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги;
нанесения на второй конец композиции для покрытия, содержащей специальный полимер;
спиральной намотки непрерывной ленты абсорбирующего материала с целью получения блока ленты абсорбирующего материала, причем непрерывную ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно блока и проходящий от одного конца до другого конца блока, и так чтобы первый конец располагался на внешней стороне блока, а второй конец располагался в осевом полом канале;
разрезания блока на множество полых рулонов;
необязательного подвергания полого рулона сжатию в направлении, перпендикулярном осевому полому каналу, для получения полого рулона в сжатом виде.
В одном аспекте настоящего изобретения полимер, используемый в композиции для покрытия согласно настоящему изобретению, имеет:
(i) температуру стеклования ниже чем 20°C, предпочтительно ниже чем 15°C, более предпочтительно ниже чем 10°C, более предпочтительно ниже чем 5°C, более предпочтительно ниже чем 0°C, более предпочтительно ниже чем -5°C и более предпочтительно ниже чем -10°C; и
(ii) точку плавления больше чем 20°C, более предпочтительно больше чем 25°C, более предпочтительно больше чем 30°C, более предпочтительно больше чем 35°C, более предпочтительно больше чем 40°C и более предпочтительно больше чем 45°C.
В другом аспекте настоящего изобретения второй конец непрерывной ленты абсорбирующего материала содержит композицию для покрытия, содержащую специальный полимер, причем этот второй конец, содержащий композицию для покрытия, предпочтительно получают путем нанесения на второй конец композиции для покрытия, содержащей полимер, при этом полимер имеет:
(i) температуру стеклования ниже чем 0°C, предпочтительно ниже чем -5°C, в частности ниже чем -10°C; и
(ii) точку плавления больше чем 35°C, предпочтительно больше чем 40°C, в частности больше чем 45°C.
(iii) необязательно растворимость в воде при 25°C по меньшей мере 40 г/л;
В еще одном аспекте настоящего изобретения непрерывная лента абсорбирующего материала содержит композицию для покрытия, содержащую специальный полимер, причем эту непрерывную ленту абсорбирующего материала, содержащую композицию для покрытия, предпочтительно получают путем нанесения на второй конец композиции для покрытия, содержащей полимер, представленный следующей формулой:
при этом в приведенной выше формуле n представляет целое число, имеющее среднее значение 10-5000, предпочтительно 10-2500, более предпочтительно 20-1000, более предпочтительно 30-200, более предпочтительно 50-150 или 50-100.
Полый рулон изделия из абсорбирующего листа согласно настоящему изобретению отличается своей прекрасной устойчивостью к сдавливанию, а также своей превосходной гибкостью и упругостью. Более того, полый рулон согласно настоящему изобретению также обладает превосходной разрушаемостью в воде, и его можно использовать по всей длине.
Настоящее изобретение включает следующие варианты осуществления («Пункты»):
1. Полый рулон изделия из абсорбирующего листа, сделанный из спирально намотанной непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, причем ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно полого рулона и проходящий от одного конца до другого конца полого рулона, и так чтобы первый конец располагался на внешней стороне рулона, а второй конец располагался в осевом полом канале;
при этом непрерывная лента абсорбирующего материала содержит композицию для покрытия, содержащую полимер, при этом полимер имеет:
(i) температуру стеклования ниже чем 20°C, предпочтительно ниже чем 15°C, более предпочтительно ниже чем 10°C, более предпочтительно ниже чем 5°C, более предпочтительно ниже чем 0°C, более предпочтительно ниже чем -5°C и более предпочтительно ниже чем -10°C; и
(ii) точку плавления больше чем 20°C, более предпочтительно больше чем 25°C, более предпочтительно больше чем 30°C, более предпочтительно больше чем 35°C, более предпочтительно больше чем 40°C и более предпочтительно больше чем 45°C.
(В этом варианте осуществления разница между температурой стеклования и точкой плавления составляет предпочтительно по меньшей мере 10°C, более предпочтительно по меньшей мере 15°C, более предпочтительно по меньшей мере 20°C, более предпочтительно по меньшей мере 35°C, еще более предпочтительно по меньшей мере 50°C)
2. Полый рулон по п. 1, в котором второй конец непрерывной ленты абсорбирующего материала содержит композицию для покрытия, и при этом полимер имеет:
(i) температуру стеклования ниже чем 0°C, предпочтительно ниже чем -5°C и более предпочтительно ниже чем -10°C; и
(ii) точку плавления больше чем 35°C, предпочтительно больше чем 40°C и более предпочтительно больше чем 45°C, и
(iii) необязательно растворимость в воде при 25°C по меньшей мере 40 г/л.
3. Полый рулон по п. 2, при этом полый рулон получают путем нанесения композиции для покрытия на второй конец непрерывной ленты абсорбирующего материала.
4. Полый рулон изделия из абсорбирующего листа, сделанный из спирально намотанной непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, причем ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно полого рулона и проходящий от одного конца до другого конца полого рулона, и так чтобы первый конец располагался на внешней стороне рулона, а второй конец располагался в осевом полом канале;
при этом непрерывная лента абсорбирующего материала содержит композицию для покрытия, содержащую полимер, при этом полимер соответствует следующей формуле:
при этом в приведенной выше формуле n представляет целое число, имеющее среднее значение 10-5000, предпочтительно 10-2500, более предпочтительно 20-1000, более предпочтительно 30-200, более предпочтительно 50-150 или 50-100.
5. Полый рулон по п. 4, в котором второй конец непрерывной ленты абсорбирующего материала содержит композицию для покрытия.
6. Полый рулон по п. 5, при этом полый рулон получают путем нанесения композиции для покрытия на второй конец непрерывной ленты,
7. Полый рулон по любому из пп. 1, 2, 3, 4, 5 или 6, при этом композиция для покрытия содержит:
(a) по меньшей мере 50 мас.%, предпочтительно по меньшей мере 65 мас.%, более предпочтительно по меньшей мере 80 мас.% полимера;
(b) не более чем 50 мас.%, предпочтительно не более чем 35 мас.%, более предпочтительно не более чем 20 мас.% дополнительных добавок, таких как пластификаторы, армирующие наполнители, ароматизатор и красители;
(c) необязательно воду в количестве не более чем 10 мас.%, предпочтительно в количестве не более чем 5 мас.%;
каждое на основе общей массы композиции для покрытия.
8. Полый рулон по любому из пп. 1, 2, 3, 4, 5, 6 или 7, при этом композицию для покрытия наносят в расплавленном виде или после добавления воды в виде водного раствора.
9. Полый рулон по любому из пп. 1, 2, 3, 7 или 8, при этом полимером является простой полиэфирполиол, предпочтительно простой полиэфирполиол, выбираемый из полиэтиленгликоля, полипропиленгликоля и их смесей, более предпочтительно полиэтиленгликоль.
10. Полый рулон по любому из пп. 1, 2, 3, 4, 5, 6, 7, 8 или 9, при этом полимер имеет среднечисленную молекулярную массу 800-250000, предпочтительно 1000-50000, более предпочтительно 1500-15000, более предпочтительно 1500-10000, более предпочтительно 2000-7500, например, 2500-4000.
11. Полый рулон по п. 9 или 10, при этом полимером является полиэтиленгликоль, имеющий среднечисленную молекулярную массу 800-250000, предпочтительно 1000-20000, более предпочтительно 1500-10000, более предпочтительно 2000-7500, более предпочтительно 2500-6500, еще более предпочтительно 2500-4000.
12. Полый рулон по любому из пп. 1-11, при этом композиция для покрытия не содержит сахарид.
13. Полый рулон по любому из пп. 1-12, при этом осевой полый канал имеет периферию, и композицию для покрытия наносят по периферии и предпочтительно наносят так, чтобы получающееся в результате покрытие покрывало по меньшей мере 10% второго конца, предпочтительно по меньшей мере 20%, предпочтительно по меньшей мере 50%, а еще более предпочтительно по меньшей мере 75%, например, по меньшей мере 95% второго конца.
14. Полый рулон по любому из пп. 1-13, при этом композицию для покрытия наносят непрерывно в направлении обработки и осевом направлении или с перерывами в направлении обработки и/или осевом направлении.
15. Полый рулон по любому из пп. 1-14, при этом второй конец состоит по меньшей мере из одного витка, предпочтительно по меньшей мере из двух витков, более предпочтительно по меньшей мере из трех витков, например, от трех до пятидесяти витков, например, от трех до тридцати витков или от четырех до сорока витков, предпочтительно от трех до тридцати витков, причем виток составляет один поворот намотанной по спирали непрерывной ленты вокруг осевого полого канала.
16. Полый рулон по любому из пп. 1-15, при этом количество полимера составляет 0,1-20 г/рулон, предпочтительно 0,1-10 г/рулон, более предпочтительно 0,1-5 г/рулон, в частности 0,5-2 г/рулон.
17. Полый рулон по любому из пп. 1-16, при этом лента абсорбирующего материала состоит из 1 слоя санитарно-гигиенической бумаги или 2-6, в частности 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги.
18. Полый рулон по любому из пп. 1-17 в сжатом виде.
19. Полый рулон по любому из пп. 1-18, который представляет собой абсорбирующее изделие, выбираемое из группы, содержащей салфетки, полотенца, такие как домашние полотенца, кухонные полотенца или полотенца для рук, туалетную бумагу, влажные салфетки, носовые платки и косметические салфетки, при этом этим абсорбирующим изделием предпочтительно является туалетная бумага.
20. Способ изготовления для изготовления полого рулона изделия из абсорбирующего листа, включающий стадии:
перемещения непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, которая предпочтительно состоит из 1 слоя санитарно-гигиенической бумаги или 2-6, в частности 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги;
необязательно разрезания непрерывной ленты абсорбирующего материала по существу поперек направления обработки для получения отдельных, но сцепленных листов;
нанесения на второй конец композиции для покрытия по любому из пп. 1-16;
спиральной намотки непрерывной ленты абсорбирующего материала с целью получения блока ленты абсорбирующего материала, причем ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно блока и проходящий от одного конца до другого конца блока, и так чтобы первый конец располагался на внешней стороне блока, а второй конец располагался в осевом полом канале;
разрезания блока на множество полых рулонов.
21. Способ изготовления по п. 20, включающий дополнительную стадию
подвергания полого рулона сжатию в направлении, перпендикулярном осевому полому каналу, для получения полого рулона в сжатом виде.
22. Использование полого рулона по любому из пп. 1-18 в качестве туалетной бумаги, домашних полотенец, кухонного полотенца, влажной салфетки, косметической салфетки, носового платка или салфетки.
Когда в настоящем описании упоминаются «предпочтительные» варианты осуществления/признаки, комбинации этих «предпочтительных» вариантов осуществления/признаков также следует рассматривать, как раскрытые при условии, что эта комбинация «предпочтительных» вариантов осуществления/признаков является технически значимой.
Далее в настоящем описании изобретения и формуле изобретения использование термина «содержащий» следует понимать, как раскрытие в виде более ограниченного варианта осуществления, также как термин «состоящий из» при условии, что он является технически значимым.
Краткое описание фигур
На фиг. 1 представлен схематичный чертеж, показывающий вид в перспективе полого рулона согласно настоящему изобретению.
На фиг. 2 представлен схематичный чертеж, показывающий вид сбоку полого рулона согласно настоящему изобретению. Второй конец, как представлено на фиг. 2, имеет три витка.
На фиг. 3 представлен схематичный чертеж второго конца намотанной непрерывной ленты абсорбирующего материала согласно настоящему изобретению. Серое затенение на фиг. 3 представляет композицию для покрытия, которую непрерывно наносят на второй конец.
На фиг.4a и 4b представлены схематичные чертежи второго конца намотанной непрерывной ленты абсорбирующего материала согласно настоящему изобретению. Серое затенение на фиг.4a и 4b представляет композицию для покрытия, которую наносят с перерывами на второй конец, в виде полос или точек, соответственно.
Для фиг.1-4 представлен обзор терминологии, используемой в отношении полого рулона согласно настоящему изобретению. На фиг.1-4 следующие ссылочные номера представляют:
(1) Полый рулон
(2) Спирально намотанная непрерывная лента абсорбирующего материала
(3) Осевой полый канал
(4) Край
(5) Первый конец
(6) Второй конец
(7) Композиция для покрытия
(8) Линия перфорации
На фиг. 5 представлен схематичный чертеж, показывающий вид в поперечном разрезе перерабатывающей машины (9), иллюстрирующий изготовление полых рулонов согласно одному варианту осуществления изобретения. На фиг. 5 представлено нанесение композиции для покрытия на непрерывную ленту абсорбирующего материала путем распыления.
На фиг. 6 представлен схематичный чертеж, показывающий вид в поперечном разрезе перерабатывающей машины (9), иллюстрирующий изготовление полых рулонов согласно другому варианту осуществления изобретения. На фиг. 6 представлено нанесение композиции для покрытия на непрерывную ленту абсорбирующего материала посредством нанесения покрытия валиком.
Подробное раскрытие настоящего изобретения
1. Полый рулон
Полый рулон изделия из абсорбирующего листа согласно настоящему изобретению сделан из спирально намотанной непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец.
Непрерывную ленту абсорбирующего материала предпочтительно делают из бумаги с санитарно-гигиенической основой, которую можно получать посредством традиционного способа изготовления путем прессования с увлажнением или сквозной воздушной сушки (TAD) или посредством других способов изготовления. В качестве «бумаги с санитарно-гигиенической основой (сырья)» («ленты санитарно-гигиенической бумаги»), следует понимать однослойную бумагу-основу, которую получают с помощью машины для выработки санитарно-бытовых бумаг. Бумага с санитарно-гигиенической основой имеет низкую основную массу в диапазоне от 10-60 г/м2, предпочтительно 10-30 г/м2.
Термин «слой» в рамках изобретения относится к одному или более слоям санитарно-гигиенической бумаги в готовом санитарно-гигиеническом бумажном изделии (например, туалетной бумаги), который/которые получают после обработки («преобразования») одной или более лент бумаги с санитарно-гигиенической основой.
На основании базовой совместимости способов производства (влажное формование), изготовление «ткани» относится к методам изготовления бумаги. Изготовление ткани отличается от изготовления бумаги крайне низкой основной массой и его значительно более высоким индексом затрат энергии на разрыв.
Индекс затрат энергии на разрыв получают из затрат энергии на разрыв, в котором потребление энергии на разрыв связано с объемом исследуемого образца перед осмотром (длина, ширина, толщина образца между зажимами перед растягивающей нагрузкой). Бумага и санитарно-гигиеническая бумага также отличаются в общем по модулю упругости, который характеризует свойства зависимости деформаций от напряжения этих плоских изделий в качестве параметра материала.
Высокий индекс затрат энергии на разрыв ткани обусловлен внешним или внутренним крепированием. Первое получают путем сжатия бумажной ленты, прилипающей к сухому цилиндру в результате действия крепирующего шабера или во втором случае в результате разницы в скорости между двумя проволоками («тканями»). Это приводит к тому, что все еще влажная, пластически деформируемая бумажная лента внутренне разрушается с помощью сжатия и разделения, тем самым делая ее более растяжимой под нагрузкой, чем некрепированная бумага. Высокий индекс затрат энергии на разрыв также может быть достигнут с помощью придания ткани 3D структуры посредством самих проволок. Большинство функциональных свойств, характерных для ткани и тканевых изделий являются результатом высокого индекса затрат энергии на разрыв (см. DIN EN 12625-4 и DIN EN 12625-5).
Характерные свойства санитарно-гигиенической бумаги включают способность легко поглощать энергию растягивающего напряжения, ее драпируемость, хорошую гибкость как у текстиля, свойства, которые часто обозначают как объемная мягкость, высокая мягкость поверхности, высокий специальный объем с заметной толщиной, а также высокая поглотительная способность жидкости и, в зависимости от нанесения, подходящая прочность в мокром и сухом состоянии, а также интересный внешний вид внешней поверхности изделия. Эти свойства позволяют использовать санитарно-гигиеническую бумагу, например, в качестве чистящих тканей (например, домашние полотенца), санитарных изделий (например, туалетная бумага, полотенца для рук) и влажных салфеток (например, косметические влажные салфетки, салфетки для лица).
Согласно одному варианту осуществления настоящего изобретения непрерывная лента абсорбирующего материала предпочтительно состоит из 1 слоя санитарно-гигиенической бумаги или 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги.
Санитарно-гигиеническая бумага может быть получена из бумагоделательных волокон согласно «Традиционным способам», как при изготовлении «Сухой Крепированной Ткани» или «Мокрой Крепированной Ткани» или «Способам Структурирования Ткани», таким как способ изготовления с помощью Сквозной воздушной сушки (TAD), изготовление некрепированной ткани с помощью сквозной сушки (UCTAD) или альтернативные способы изготовления, например, Усовершенствованная Система Формования Ткани (ATMOS) от компании Voith, или Энергосберегающая Технологически Усовершенствованная Сушка eTAD от компании Georgia Pacific, или Технология Структурирования Ткани SST от компании Metso Paper. Также можно использовать гибридные способы, такие как NTT (Новая Текстурированная Ткань), которые являются модификациями обычных способов.
Традиционный способ изготовления сухого крепа включает стадии:
- прессования и сушки влажных бумажных волокон в виде листа на нагретом цилиндре большого диаметра (также называемом сушильным цилиндром Yankee); и
- последующего отсоединения и крепирования листа высушенных бумажных волокон посредством металлического лезвия, оказывая им воздействие на указанный цилиндр по направлению его вращения.
Процесс крепирования создает волнистость на листе по направлению его перемещения. Процесс крепирования увеличивает толщину листа, и придает упругость и придает листу свойства касания (мягкого касания).
Способ изготовления TAD включает стадии:
- формования листа влажных бумажных волокон на ткани; и
- последующей сушки листа, по меньшей мере частично, посредством потока горячего воздуха, проходящего через него.
Впоследствии, высушенный лист можно крепировать.
Кроме того, при изготовлении тканевой ленты (в качестве предпочтительного варианта осуществления непрерывной ленты абсорбирующего материала, подлежащего использованию), можно использовать способ, описанный в PCT/EP2015/059326 (дата подачи заявки: 29.04.2015; название: «Tissue paper comprising pulp fibers originating from Miscanthus and method for manufacturing the same», включено посредством ссылки). Конкретно, ссылка сделана на описание по п. 3 на страницах 22-27 настоящей заявки и в нем раскрыты детали способа TAD (например, 3D-образная ткань, проницаемый сушильный цилиндр, и т.д.). Параметры, описанные в этом параграфе, также допустимы для использования технологии ATMOS.
После изготовления санитарно-гигиенической бумаги для формирования санитарно-гигиенического бумажного изделия (т.е. бумажного полотенца, рулонов туалетной бумаги, ткани для ванной, протирочной ткани, рулонов кухонной ткани, носовых платков, и т.д.) обычно используют особую производственную операцию, называемую операцией преобразования.
В одном дополнительном варианте осуществления непрерывной ленты абсорбирующего материала абсорбирующий материал является «нетканым материалом». Термин «нетканый» очень распространен в данной области техники и для цели настоящего изобретения также может быть дополнительно определен способом, описанным в ISO 9092:2011. Типичные методики изготовления нетканых материалов включают технологию суховоздушного формования, технологию ротационного формования, технологию сухого формования и технологию влажного формования длинных волокон. Нетканая лента, используемая согласно этому варианту осуществления, может быть однослойной или многослойной лентой.
Согласно одному предпочтительному аспекту этого варианта осуществления абсорбирующая лента на нетканой основе, используемая в полом рулоне изобретения, содержит целлюлозные волокна. В этом случае содержание целлюлозных волокон на основании общей массы всех волокон, имеющихся в нетканой ленте, составляет по меньшей мере 20 мас.%, более предпочтительно по меньшей мере 50 мас.%, например, по меньшей мере 80 мас.%. Остальными волокнами в этих случаях являются нецеллюлозные волокна, такие как синтетические волокна.
Вышеупомянутые бумагоделательные волокна (которые можно также обозначить как «целлюлозные волокна») можно получать из первичного и/или повторно используемого сырья из целлюлозной массы. Целлюлозные волокна, которые можно использовать в изобретении, обычно содержат в качестве основного структурно-строительного компонента длинноцепочный волокнистый целлюлозный участок, который присутствует во встречающихся в природе клетках, содержащих целлюлозу, в частности клетках, которые есть в лигнифицированных растениях. Предпочтительно, волокна выделяют из лигнифицированных растений с помощью стадий варки, удаления или уменьшения содержания лигнина и других экстрагируемых веществ и необязательных стадий отбеливания. Целлюлозные волокна могут также происходить из недревесных источников, таких как однолетние растения.
Подходящие целлюлозные волокна, которые можно использовать, могут быть восстановленного типа (например, лиоцелл), хотя предпочтительным является использование других типов целлюлозы. Используемая волокнистая масса может быть первичным волокнистым материалом («неиспользовавшиеся волокна») или вторичным волокнистым материалом (макулатурная масса). Волокнистую массу можно получать из источников, не содержащих лигнин или с низким содержанием лигнина, таких как хлопковые линтеры, трава эспарто (альфа), жмых (например, солома злаков, рисовая солома, бамбук или конопля), волокна конопли, волокна травы Miscanthus, или лен (также обозначаемые как «недревесные волокна» в описании и формуле изобретения). Предпочтительно волокнистую массу получают из лигноцеллюлозного материала, такого как мягкая древесина (которая обычно происходит из хвойных пород) или твердая древесина (обычно из лиственных деревьев).
Можно использовать «химическую целлюлозу» или «механическую целлюлозу», при этом использование химической целлюлозы является предпочтительным.
«Химическая целлюлоза», согласно DIN 6730, представляет собой волокнистые материалы, полученные из растительных сырьевых материалов, из которых наиболее нецеллюлозные компоненты были удалены путем химической варки целлюлозы без существенной механической последующей обработки. «Механическая целлюлоза» является общим термином для волокнистого материала, полученного из дерева целиком или почти целиком с помощью механических средств, необязательно при повышенных температурах. Механическая целлюлоза может быть подразделена на чисто механическую целлюлозу (целлюлоза из древесной массы и очищенная механическая целлюлоза), а также механическую целлюлозу, подвергнутую предварительной химической обработке, такую как химико-механическая целлюлоза (CMP) или химико-термомеханическая целлюлоза (CTMP).
В настоящем изобретении со ссылкой на фиг. 1 и 2 непрерывную ленту абсорбирующего материала (2) спирально наматывают таким образом, чтобы образовать осевой полый канал (3), расположенный в центре относительно рулона (1), и который проходит от одного конца (4) до другого конца (4) рулона. В качестве «осевого полого канала» следует понимать трубчатое отверстие, которое проходит через рулон вдоль его центральной оси. Осевой полый канал позволяет конечному пользователю устанавливать рулон на стержень держателя рулона. Когда рулон установлен на стержне держателя рулона, абсорбирующий материал отделяют от первого конца (расположенного на внешней стороне рулона), в то время как рулону позволяют свободно вращаться вокруг своей центральной оси. Осевой полый канал имеет диаметр от 10 мм до 70 мм, предпочтительно от 20 до 50 мм.
В настоящем изобретении осевой полый канал (3) проходит от одного конца (4) до другого конца (4) полого рулона. Полый рулон согласно настоящему изобретению имеет периферийную поверхность в форме цилиндра и противоположные плоские концы (т.е. края), которые образуются, когда блок рулона разрезают на множество рулонов в конце процесса намотки. В качестве «края», следовательно, следует понимать плоский участок, который расположен с одной стороны рулона перпендикулярно его центральной оси.
В настоящем изобретении непрерывная лента абсорбирующего материала (2) имеет первый конец (5) и второй конец (6). Первый конец (5) расположен на внешней стороне рулона, а второй конец (6) расположен в осевом полом канале (3). Следовательно, непрерывная лента абсорбирующего материала состоит, в направлении обработки, из первого конца и второго конца, а между этими концами расположен средний участок. Совокупные длины первого конца, второго конца и среднего участка определяют длину непрерывной ленты абсорбирующего материала, которая образует один рулон. В полом рулоне изобретения, непрерывная лента абсорбирующего материала содержит композицию для покрытия, описанную в этой заявке. Непрерывную ленту абсорбирующего материала предпочтительно получают путем нанесения на второй конец композиции для покрытия. Это приводит к непрерывной ленте абсорбирующего материала, при этом остальные участки, т.е. первый конец и средний участок предпочтительно по существу или полностью свободны от композиции для покрытия. Получающаяся в результате непрерывная лента абсорбирующего материала, следовательно, может быть отличима от известных непрерывных лент абсорбирующего материала, например, лосьонной туалетной бумаги, на которой аналогичная композиция для покрытия (например, лосьон) нанесена на всю непрерывную ленту.
Однако, это не исключает, что композицию для покрытия согласно настоящему изобретению наносят на второй конец непрерывной ленты абсорбирующего материала, в то время как дополнительный лосьон (который обязательно отличается от композиции для покрытия) наносят на одну сторону всей непрерывной ленты абсорбирующего материала.
Дополнительные варианты осуществления полого рулона, также использующие концепцию согласно настоящему изобретению, относятся к непрерывной ленте абсорбирующего материала, полученной путем нанесения композиции для покрытия на ее второй конец, при этом часть остальных участков, т.е. первый конец и средний участок, предпочтительно меньше чем 20%, более предпочтительно меньше чем 10%, более предпочтительно меньше чем 5% от общей площади остального участка, также имеют композицию для покрытия.
В одном варианте осуществления второй конец (6) состоит по меньшей мере из одного витка, предпочтительно по меньшей мере из двух витков, более предпочтительно по меньшей мере из трех витков, например, от трех до пятидесяти витков, например, от трех до тридцати витков или от четырех до сорока витков, предпочтительно от трех до тридцати витков. В качестве «витка» следует понимать один оборот намотанной по спирали непрерывной ленты вокруг осевого полого канала. На фиг. 2 представлено, например, три витка на втором конце (6) ленты.
В одном варианте осуществления полый рулон согласно настоящему изобретению представлен в сжатом виде. В качестве «сжатой формы» следует понимать форму, когда рулон в поперечном разрезе имеет овальную форму. Когда рулон находится в сжатом виде, осевой полый канал принимает форму тонкой, обычно овальной щели и больше не может принимать стержень держателя рулона. В результате рулону требуется меньшее пространство, и можно уменьшить затраты на хранение и транспортировку. Полый рулон согласно настоящему изобретению можно вернуть из сжатой формы (овальной) в несжатую форму (цилиндрическую), прикладывая давление вдоль более длинной стороны (диаметра) рулона овальной формы, т.е. перпендикулярно оси рулона.
2. Композиция для покрытия
В настоящем изобретении композицию для покрытия, содержащую специальный полимер, предпочтительно наносят на второй конец непрерывной ленты абсорбирующего материала. Специальный полимер описан более детально в секции 2.1 ниже. Соответственно, этот полимер также может отличаться свойствами (i), (ii) и предпочтительно (iii) или может быть определен посредством формулы (I).
В одном варианте осуществления композиция для покрытия, используемая в настоящем изобретении, содержит:
(a) по меньшей мере 50 мас.% указанного полимера, предпочтительно по меньшей мере 65 мас.%, более предпочтительно по меньшей мере 80 мас.%, более предпочтительно по меньшей мере 85 мас.%, более предпочтительно по меньшей мере 90 мас.%, более предпочтительно по меньшей мере 95 мас.%;
(b) не более чем 50 мас.%, предпочтительно не более чем 35 мас.%, предпочтительно не более чем 20 мас.%, более предпочтительно не более чем 15 мас.%, более предпочтительно не более чем 10 мас.%, более предпочтительно не более чем 5 мас.% дополнительных добавок, таких как пластификаторы, армирующие наполнители, ароматизатор, красители и т.д.;
(c) необязательно воду в количестве не более чем 10 мас.%, в частности в количестве не более чем 5 мас.%;
каждый на основе общей массы композиции для покрытия.
В одном дополнительном варианте осуществления, композиция для покрытия состоит из этих ингредиентов в заявленных количествах.
В одном предпочтительном варианте осуществления эта композиция для покрытия состоит из по меньшей мере 95 мас.%, предпочтительно по меньшей мере 98 мас.% полимера и необязательно воды в количестве не более чем 5 мас.%, предпочтительно не более чем 2 мас.% воды. В одном дополнительном предпочтительном варианте осуществления композиция для покрытия состоит из полимера.
Эта композицию для покрытия можно наносить на непрерывную ленту абсорбирующего материала (в частности ее «второй конец») в расплавленном состоянии после нагрева до температуры равной или превышающей указанную точку плавления, например, путем распыления, нанесения покрытия валиком, нанесения щелевой экструзионной головкой или любого другого подходящего способа нанесения, известного в данной области техники.
В другом предпочтительном варианте осуществления, композицию для покрытия наносят в виде водного раствора. Это означает, что воду добавляют в композицию для покрытия и, используют как растворитель для полимера и дополнительных добавок, если они присутствуют. Водный раствор композиции для покрытия предпочтительно содержит полимер в количестве по меньшей мере 5 мас.%, предпочтительно по меньшей мере 10 мас.%, более предпочтительно по меньшей мере 30 мас.% на основе общей массы водного раствора.
Вода предпочтительно присутствует в количестве, которое больше чем 20 мас.% и более предпочтительно в количестве больше чем 35 мас.%, более предпочтительно больше чем 50 мас.%, на основе общей массы водного раствора.
Этот водный раствор композиции для покрытия можно наносить в обычном виде предпочтительно при комнатной температуре на непрерывную ленту абсорбирующего материала (в частности ее «второй конец»), например, путем распыления, нанесения покрытия валиком или любого другого подходящего способа нанесения, известного в данной области.
После нанесения водного раствора, непрерывную ленту абсорбирующего материала можно высушить, например, путем более длительного хранения в условиях окружающей среды или другой подходящей методики, известной в данной области. В зависимости от содержания воды, такая стадия сушки может также быть необязательна, поскольку лента абсорбирующего материала сама удалит воду из водного раствора, тем самым оставляя композицию для покрытия на ленте.
В одном предпочтительном варианте осуществления, композиция для покрытия согласно настоящему изобретению не содержит сахарид. Термин «сахарид» следует понимать широко и он включает моносахариды, дисахариды, олигосахариды (по меньшей мере 3 сахаридных соединения) и полисахариды, такие как крахмал или целлюлоза, а также полимеры на основе сахаридов, такие как производные простого эфира целлюлозы, такие как карбоксиметилцеллюлоза (CMC) и метилцеллюлоза.
В настоящем изобретении композицию для покрытия наносят на по меньшей мере одну из двух сторон непрерывной ленты, т.е. верхнюю и/или нижнюю сторону непрерывной продольной ленты, или между слоями основы санитарно-гигиенической бумаги, образующими ленту. В качестве «верхней» стороны следует понимать сторону непрерывной ленты, которая ориентирована в направлении внешней стороны рулона, когда лента спирально намотана. В одном предпочтительном варианте осуществления композицию для покрытия наносят на нижнюю сторону, т.е. сторону, ориентированную в направлении осевого полого канала.
Композицию для покрытия предпочтительно наносят на непрерывную ленту перед тем, как она будет спирально намотана для получения рулона. В результате намотки композицию для покрытия наносят по окружности относительно осевого полого канала. В настоящем изобретении композицию для покрытия предпочтительно наносят на ленту так, чтобы относительно общей площади второго конца (т.е. площади, имеющей получающееся в результате покрытие) было покрыто по меньшей мере 50%, предпочтительно по меньшей мере 75%, и, в частности, по меньшей мере 95%.
Если покрытие нанесено на второй конец ленты с перерывами в направлении обработки и/или осевом направлении, например, в отношении отдельных оборотов ленты вокруг осевого полого канала, т.е. если один или более оборотов не полностью покрыты, если смотреть с концов рулона, также предпочтительно, чтобы площадь, имеющая получающееся в результате покрытие, составляла по меньшей мере 10% от общей площади второго конца, предпочтительно по меньшей мере 20% от общей площади, более предпочтительно по меньшей мере 35%, более предпочтительно по меньшей мере 50% от общей площади покрытия, предпочтительно по меньшей мере 75%, и в частности по меньшей мере 95% от общей площади второго конца.
В настоящем изобретении композицию для покрытия можно наносить на второй конец непрерывной ленты, чтобы предоставить полное или частичное покрытие. Под «полным покрытием» следует понимать покрытие, которое наносят непрерывно в направлении обработки и осевом (поперечном) направлении, т.е. второй конец ленты не содержит каких-либо непокрытых участков (см. например, Фиг. 3).
Под «частичным покрытием» следует понимать, что композицию для покрытия наносят на непрерывную ленту так, чтобы она частично покрывала поверхность ленты (т.е. ее второй конец). Частичное покрытие происходит, например, если покрытие наносят на второй конец ленты с перерывами в направлении обработки и/или осевом направлении. Композицию для покрытия можно наносить на ленту так, чтобы сформировать заданные рисунки покрытия. Нет особого ограничения для заданного рисунка покрытия. Частичное покрытие может образовывать когерентные (например, полосы, линии, или волны) или отдельные элементы покрытия (например, точки, квадраты, круги или любую другую геометрическую форму).
В одном варианте осуществления частичного покрытия, покрытие наносят с перерывами в направлении обработки и/или осевом направлении, например,
непрерывно в направлении обработки, но с перерывами в осевом (поперечном) направлении, например, в виде одной или более параллельных полос, проходящих в направлении обработки (см. например, Фиг. 4a).,
непрерывно в осевом (поперечном) направлении, но с перерывами в направлении обработки, например, в виде одной или более параллельных полос, проходящих в осевом направлении, т.е. от одного конца рулона до другого конца,
с перерывами в направлении обработки и осевом (поперечном) направлении, например, в виде параллельных полос, пересекающих друг друга.
В одном варианте осуществления частичного покрытия, покрытие наносят с перерывами в виде точек, как показано на Фиг. 4b. Точки могут формировать регулярный или нерегулярный рисунок, в результате, например, распыления или нанесения покрытия валиком.
В одном варианте осуществления композицию для покрытия с перерывами наносят так, чтобы она покрывала по меньшей мере 35% поверхности второго конца, предпочтительно по меньшей мере 50% поверхности второго конца и более предпочтительно по меньшей мере 75%, например, по меньшей мере 95% общей поверхности второго конца.
2.1 Полимер
В настоящем изобретении композиция для покрытия содержит специальный полимер. Полимер является важным для получения технических результатов согласно настоящему изобретению.
В одном варианте осуществления полимер, используемый в настоящем изобретении, отличается тем, что он имеет:
(i) температуру стеклования ниже чем 20°C, предпочтительно ниже чем 15°C, более предпочтительно ниже чем 10°C, более предпочтительно ниже чем 5°C, более предпочтительно ниже чем 0°C, более предпочтительно ниже чем -5°C и более предпочтительно ниже чем -10°C; и
(ii) точку плавления больше чем 20°C, более предпочтительно больше чем 25°C, более предпочтительно больше чем 30°C, более предпочтительно больше чем 35°C, более предпочтительно больше чем 40°C и более предпочтительно больше чем 45°C;
(iii) необязательно растворимость в воде при 25°C по меньшей мере 40 г/л;
Полимер, используемый в настоящем изобретении, предпочтительно имеет (i) температуру стеклования ниже, чем 0°C, предпочтительно ниже чем -5°C и более предпочтительно чем -10°C. температура стеклования определяет изменение/переход в отношении механических свойств полимера. Когда температура ниже температуры стеклования, полимер стремится принять относительно твердое и хрупкое состояние, аналогичное состоянию стекла. Однако, когда температура выше температуры стеклования, полимер находится в более эластичном, например, резиноподобном состоянии, которое вносит вклад в благоприятные механические свойства полого рулона, в частности его устойчивость к сдавливанию и гибкость/упругость покрытия при сжатии полого рулона.
Кроме того, полимер, используемый в настоящем изобретении, предпочтительно имеет (ii) точку плавления больше чем 35°C, предпочтительно больше чем 40°C и более предпочтительно больше чем 45°C. Это свойство обеспечивает в одном варианте осуществления возможность нанесения полимера в виде горячего расплава и отверждения при комнатной температуре.
Полимер, используемый в настоящем изобретении в одном предпочтительном варианте осуществления обладает (iii) растворимостью в воде при 25°C по меньшей мере 40 г/л, предпочтительно 200 г/л, в частности 500 г/л. растворимость полимера в воде обеспечивает, что изделие из абсорбирующего листа согласно настоящему изобретению (в частности туалетная бумага и т.д.) имеет хорошую смываемость и биоразлагаемость. Вследствие довольно высокой растворимости полимера он растворяется при контакте с водой в канализационной системе, или по меньшей мере быстро образует дисперсию. В результате можно эффективно предотвращать засорение канализационных систем. Для других вариантов осуществления полого рулона, которые обычно не утилизируют через канализационную систему, такие как салфетки, полотенца, например, домашние полотенца, кухонные полотенца или полотенца для рук, туалетную бумагу, влажные салфетки и косметические салфетки этот признак (iii) не требуется, но является предпочтительным.
Полимер, используемый в настоящем изобретении, выбирают так чтобы условия (i) температуры стеклования и (ii) точка плавления и предпочтительно также (iii) растворимость в воде, как описано выше, были удовлетворительными.
Определение «полимера», соответствующее изобретению, также включает смесь по меньшей мере двух разных простых полиэфирполиолов, в частности смесь полиэтиленгликоля и полипропиленгликоля. Термин «полимер» также должен включать сополимер, состоящий по меньшей мере из двух разных гликолей эфиров, особенно сополимер этиленгликоля и пропиленгликоля. Предпочтительно, чтобы каждый полимер в таких смесях соответствовал критериям (i), (ii) и необязательно (iii).
Вместе, как упоминалось ранее, (i) температура стеклования и (ii) точка плавления полимера вносят вклад в упругие свойства полимера при комнатной температуре, где обычно используют полый рулон (обычно в диапазоне 20-25°C). Кроме того, при использовании в композиции для покрытия согласно настоящему изобретению полимер обеспечивает рулонное изделие из абсорбирующего листа, в котором сочетается превосходная устойчивость к сдавливанию, гибкость и упругость.
Вследствие этого, температура стеклования и точка плавления, описанные выше, следует понимать, как пиковые температуры, которые можно определять с помощью динамического механического анализа (DMA) в условиях, оговоренных в примерах.
DMA представляет собой методику, которая состоит в приложении осцилирующей (синусоидальной) силы к образцу материала, например, полимеру, и измерении получающегося в результате смещения. Это измерение позволяет определить напряжение (жесткость) и амортизацию материала, которые обычно называют «модуль» и «tan δ». Более конкретно, «tan δ» представляет отношение модуля потери к модулю хранения материала. Следовательно, путем измерения фазового сдвига при смещении по сравнению с приложенной силой, можно определить амортизирующие свойства материала. Когда tan δ наносят на график относительно температуры, температуру стеклования и точку плавления материала можно наблюдать в виде пиков, поскольку материал поглощает энергию, когда он проходит через стеклообразное состояние и когда он плавится.
(i) Температуру стеклования и (ii) точку плавления полимера, используемые в настоящем изобретении можно определять, используя например, динамический механический анализатор DMA 8000, поставляемый PerkinElmer®.
В одном варианте осуществления полимером является простой полиэфирполиол, предпочтительно простой полиэфирполиол, выбираемый из полиэтиленгликоля, полипропиленгликоля и их смесей, более предпочтительно полиэтиленгликоль.
В одном варианте осуществления полимер имеет среднечисленную молекулярную массу 800-250000, предпочтительно 1000-50000, более предпочтительно 1500-15000, более предпочтительно 1500-10000, более предпочтительно 2000-7500, например, 2500-4000.
В предпочтительном варианте осуществления полимером является полиэтиленгликоль, имеющий среднечисленную молекулярную массу 800-250000, предпочтительно 1000-20000, более предпочтительно 1500-10000, более предпочтительно 2000-7500, более предпочтительно 2500-6500, еще более предпочтительно 2500-4000.
Среднечисленную молекулярную массу полимера, используемого в настоящем изобретении можно определять с помощью методик известных в данной области, таких как гельпроникающая хроматография (GPC).
В другом варианте осуществления полимер, используемый в настоящем изобретении представлен следующей формулой (I):
 (I)
(I)
при этом в приведенной выше формуле n представляет целое число, имеющее среднее значение 10-5000, предпочтительно 10-2500, более предпочтительно 20-1000, более предпочтительно 30-200, более предпочтительно 50-150 или 50-100. Предпочтительно, n представляет целое число, имеющее абсолютное значение 10-5000, предпочтительно 10-2500, более предпочтительно 20-1000, более предпочтительно 30-200, более предпочтительно 50-150 или 50-100.
В настоящем изобретении количество полимера в композиции для покрытия устанавливают так, чтобы полимер наносили на второй конец в количестве 0,1-20 г/рулон, предпочтительно 0,1-10 г/рулон, более предпочтительно 0,1-5 г/рулон, в частности 0,5-2 г/рулон. Когда количество полимера, наносимого на второй конец, меньше чем 0,1 г/рулон, не могут полностью развиться требуемые свойства гибкости и упругости, а также превосходная устойчивость к сдавливанию. наоборот, когда количество полимера, наносимого на второй конец, больше чем 20 г/рулон, рулон обладает превосходной устойчивостью к сдавливанию, а также гибкостью и упругостью, но затрат на изготовление могут стать высокими.
2.2 Добавки
Пластификатор
Композиция для покрытия согласно настоящему изобретению может содержать пластификатор, например, известный пластификатор типа сложного эфира. Пластификатор может вносить вклад в пленкообразующие свойства композиции для покрытия. Его выбирают таким образом, чтобы он был совместим с описанным выше полимером. В одном варианте осуществления композиция для покрытия согласно настоящему изобретению не содержит пластификатор.
Один тип пластификатора можно использовать сам по себе, или в комбинации можно использовать два или более типа.
С точки зрения устойчивости с течением времени содержание пластификатора в композиции для покрытия согласно настоящему изобретению предпочтительно составляет не больше чем 20 мас.% общей концентрации содержания твердых веществ, более предпочтительно не больше чем 10 мас.%, еще более предпочтительно не больше чем 5 мас.%.
Упрочняющее средство
Композиция для покрытия согласно настоящему изобретению может содержать упрочняющее средство.
В одном варианте осуществления композиция для покрытия согласно настоящему изобретению не содержит упрочняющих химических добавок, таких как прочные смолы, например, не содержит водорастворимых катионных или анионных полимеров, описанных ниже. Когда композиция для покрытия содержит упрочняющее средство, как известно в данной области, можно использовать водорастворимый катионный полимер и/или водорастворимый анионный полимер.
Другие добавки
Композиция согласно настоящему изобретению при необходимости может содержать различные типы известных добавок при условии, что не ухудшаются результаты согласно настоящему изобретению. Примеры включают ароматизатор, краситель, поверхностно-активное вещество, средство против накипи и противобактериальное средство, а также неорганические или органические наполнители.
Один их тип можно использовать сам по себе, или в комбинации можно использовать два или более типа.
3. Абсорбирующее изделие
Полый рулон согласно настоящему изобретению имеет много вариантов применения в области гигиенических или домашних абсорбирующих изделий. В частности, рулоном согласно настоящему изобретению может быть изделие из абсорбирующего листа, выбираемое из группы, включающей салфетки, полотенца, такие как кухонные полотенца или полотенца для рук, туалетную бумагу, влажные салфетки и косметические салфетки.
В настоящем изобретении изделие из абсорбирующего листа сделано из непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, который состоит по меньшей мере из одного слоя бумаги с санитарно-гигиенической основой с типичной основной массой 8-60 г/м2, предпочтительно 10-30 г/м2.
В одном варианте осуществления непрерывная лента абсорбирующего материала представляет собой ленту из отдельных слоев, сделанную из санитарно-гигиенической бумаги, или многослойную ленту, сделанную, например, из 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги. Для получения многослойного изделия из абсорбирующего листа, однослойную бумагу-основу объединяют на стадии преобразования с итоговым количеством слоев, которое может составлять, например, от 2 до 5 в зависимости от целевых свойств итогового изделия. Общая основная масса получающейся в результате многослойной ленты предпочтительно не превышает 120 г/м2 и более предпочтительно ниже чем 65 г/м2, например, ниже чем 55 г/м2.
В настоящем изобретении второй конец непрерывной ленты покрывают композицией для покрытия согласно настоящему изобретению (т.е. композицией, содержащей полимер, как описано выше) и спирально наматывают для получения рулонного изделия из абсорбирующего листа, такого как рулон туалетной бумаги. Композицию для покрытия можно наносить на второй конец, используя известные в данной области методики. К этим хорошо известным методикам относятся «распыление» и «нанесение покрытия валиком».
В настоящем изобретении композицию для покрытия наносят по меньшей мере на одну из двух сторон непрерывной ленты, т.е. верхнюю и/или нижнюю сторону непрерывной продольной ленты или между слоями основы санитарно-гигиенической бумаги, образующими ленту.
Когда лента представляет собой многослойную ленту, например, ленту, имеющую 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги, композицию для покрытия можно наносить на одну или обе стороны одного или более слоев, например, на все слои. В одном варианте осуществления композицию для покрытия наносят на один из внешних слоев ленты, предпочтительно на внешний слой, который ориентирован в направлении осевого полого канала в готовом изделии из абсорбирующего листа (т.е. внешний слой, который представляет собой слой, наиболее близкий к осевому полому каналу). Внешний слой может быть покрыт с одной или обеих сторон, предпочтительно на его нижней стороне, т.е. стороне, ориентированной в направлении осевого полого канала.
Изделие из абсорбирующего листа согласно настоящему изобретению предпочтительно выбирают из салфеток, полотенец, таких как кухонные полотенца или полотенца для рук, туалетной бумаги, влажных салфеток и косметических салфеток. Под «туалетной бумагой» следует понимать мягкую и прочную бумагу с санитарно-гигиенической основой, которую используют для очистки ягодиц после использования туалета (иногда также называемую «ткань для ванной»).
Настоящее изобретение также относится к применению полого рулона в качестве туалетной бумаги, домашнего полотенца, кухонного полотенца, влажной салфетки, гигиенической салфетки.
Согласно одному предпочтительному варианту осуществления изделием из абсорбирующего листа является туалетная бумага, состоящая из 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги, например, 2-4 слоев санитарно-гигиенической бумаги, при этом композицию для покрытия наносят по меньшей мере на один внешний слой непрерывной ленты, предпочтительно на нижнюю сторону внешнего слоя, наиболее близкого к осевому полому каналу.
Размеры полого рулона согласно настоящему изобретению не ограничены и сильно зависят от целевого изделия из абсорбирующего листа. отдельный рулон, например, может иметь диаметр (концевой диаметр) от 5 см до 50 см, предпочтительно от 8 см до 20 см. осевой полый канал может иметь диаметр от 10 мм до 70 мм, предпочтительно 20-50 мм. ширина рулона (т.е. расстояние между одним концом и другим концом) может колебаться от 60 мм до 800 мм, предпочтительно от 70 мм до 400 мм, например, от 80 мм до 150 мм.
Непрерывная лента абсорбирующего материала, образующая изделие из абсорбирующего листа, предпочтительно имеет общую длину в направлении обработки от 1 м до 60 м, предпочтительно от 1,5 м до 50 м, например, 2 м до 40 м. Необязательно, ленту можно частично разрезать в направлении обработки, так чтобы она состояла из последовательных отдельных, но сцепленных листов. отдельный лист может иметь длину (в направлении обработки) от 80 мм до 300 мм, например, от 100 мм до 250 мм, в частности от 100 мм до 200 мм.
4. Способ изготовления полых рулонов и абсорбирующих изделий
Настоящее изобретение также относится к способу изготовления полого рулона, как описано ранее и ниже, причем способ включает стадии:
(A) перемещения непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, которая необязательно состоит из одного слоя санитарно-гигиенической бумаги или 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги;
(B) нанесения на второй конец композиции для покрытия;
(C) спиральной намотки непрерывной ленты абсорбирующего материала с целью получения блока ленты абсорбирующего материала, при этом ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно блока и проходящий от одного конца до другого конца блока и так, чтобы первый конец располагался на внешней стороне блока, а второй конец располагался в осевом полом канале;
(D) необязательного разрезания непрерывной ленты абсорбирующего материала по существу поперек направления обработки для получения отдельных, но сцепленных листов;
(E) разрезания блока на множество полых рулонов.
Согласно одному варианту осуществления согласно настоящему изобретению вышеупомянутый способ изготовление полого рулона включает дополнительную стадию:
(F) подвергания полого рулона сжатию в направлении, перпендикулярном осевому полому каналу, для получения полого рулона в сжатом виде.
Полый рулон согласно настоящему изобретению можно изготовить, используя имеющуюся на рынке перерабатывающую машину. Подходящую перерабатывающую машину поставляет, например, Paper Converting Machine Company (PCMC), Europe.
Описание способа ниже, относящееся к модулям/блокам машины, следует расценивать, как иллюстрацию машины, подходящей для изготовления рулона согласно настоящему изобретению. Также возможно использование других известных в данной области типов машин/блоков.
В настоящем изобретении со ссылкой на фиг. 5 и 6 способ изготовления полого рулона включает стадии:
(A) Перемещения непрерывной ленты абсорбирующего материала (19), имеющей первый конец и второй конец.
Непрерывная лента абсорбирующего материала (19), подлежащая использованию в настоящем изобретении, состоит из одного или более слоев бумаги с санитарно-гигиенической основой, имеющей основную массу 8-60 г/м2, предпочтительно 10-30 г/м2. Бумага с санитарно-гигиенической основой обычно представлена в виде больших разматываемых рулонов (15) и (16), имеющих ширину от 1,80 м до 7 м, которые получают с помощью машины для выработки санитарно-бытовых бумаг. Разматываемые рулоны (15) и (16) устанавливают на размоточные блоки (10) и (11) перерабатывающей машины (9). Количество разматываемых рулонов, подлежащих использованию, соответствует количеству слоев в целевом изделии из абсорбирующего листа. На фиг. 5 и 6 для получения двухслойного рулона (1) туалетной бумаги используют два разматываемых рулона (15) и (16), каждый из которых предоставляет один слой ткани (18A) и (18B) для ванной.
Слои (18A) и (18B) подают из размоточных блоков (10) и (11) в блок (12) тиснения, в котором слои накладывают друг на друга и объединяют (сопоставляют) для получения непрерывной ленты абсорбирующего материала (19).
Блок тиснения содержит гравированный формный цилиндр (20) и парный резиновый цилиндр (21), которые оба вращаются в противоположных направлениях, и необязательно дозатор клея (не показан). Гравированный формный цилиндр может быть гравирован рисунком микроструктуры, сочетающим различные элементы тиснения. Гравированный формный цилиндр может выполнять простую или двухуровневую гравировку на наложенных друг на друга слоях.
Дозатор клея, если таковой имеется, обычно содержит бак (резервуар для клея), цилиндр-аппликатор и черпающий цилиндр. Цилиндр-аппликатор примыкает к наложенным друг на друга слоям бумаги-основы на гравированном формном цилиндре. Черпающий цилиндр (не показан) захватывает клей в баке и перемещает клей к цилиндру-аппликатору (не показан). Цилиндр-аппликатор выполнен с возможностью осуществлять заданное давление на гравированный формный цилиндр в дистальной области выступов тисненой ленты. При указанном заданном давлении, клей проходит через ленту и соединяет слои. Количество клея, используемого для соединения слоев, предпочтительно составляет от 0,1 г/м2 до 5,0 г/м2, предпочтительно от 0,2 г/м2 до 1,0 г/м2. Примером подходящего клея для соединения слоев является Swift®tak 1004, поставляемый H.B. Fuller, Europe.
Этап тиснения, описанный выше, используется для объединения слоев бумаги-основы, и также для тиснения или микротиснения по меньшей мере одного из слоев для создания эстетических эффектов или изменения толщины, мягкости или эластичности получающейся в результате непрерывной ленты (19).
(B) Нанесения композиции для покрытия на второй конец непрерывной ленты таким образом, чтобы сформировать полное или частичное покрытие. Композицию для покрытия наносят на второй конец с помощью методик, известных в данной области. В настоящем изобретении можно использовать, помимо других методик, распыление или нанесение покрытия валиком.
Под «распылением» следует понимать, что композицию для покрытия наносят на непрерывную ленту в виде дисперсии мелких капелек жидкости в газе (т.е. спрея). Спрей обычно образуется с помощью использования распылительного сопла (распылителя), имеющего канал для текучей среды, на который воздействуют механические силы, которые распыляют жидкость. Капельки жидкости могут иметь размер от 1 до 1000 мкм, например, от 10 до 400 мкм.
Перерабатывающая машина (9) может быть оснащена одним или более распылителями (23A), например, 1-8 распылителями, которые могут быть размещены в любом месте линии преобразования при условии, что это имеет значение с точки зрения требуемых результатов (покрытия второго конца). Распылитель (распылитель) (23A) может быть размещен перед блоком тиснения (12) так, чтобы композиция для покрытия (22) была нанесена, например, на внешний слой или между слоями. Предпочтительно, распылитель(и) (23A) помещают между модулем (27) разрезания и модулем (28) намотки так, чтобы композиция для покрытия (22) была нанесена на нижнюю сторону внешнего слоя (как показано на фиг. 5).
Система распыления включает один или более распылителей (23A), бак (24) и трубы (25), подающие композицию для покрытия (22) от бака к распылителю (распылителям) (23A). Необязательно система распыления система оснащена системой нагрева (например, нагревательной рубашкой, тепловыми пушками и т.д., не показано), которая нагревает композицию для покрытия в баке (24), трубах (25) и/или распылителе (распылителях) (23A) так, чтобы композиция поддерживалась во время распыления в жидком состоянии. В частности, система нагрева может нагревать композицию для покрытия при температуре выше точки плавления полимера, используемого в композиции.
Распылители, подходящие для распыления композиции для покрытия согласно настоящему изобретению, поставляются, например, Walther Spritz- und Lackiersysteme GmbH, Germany.
Под «нанесением покрытия валиком» следует понимать, что композицию для покрытия непосредственно наносят на второй конец посредством валика-аппликатора. «Нанесение покрытия на рулон валиком» и «нанесение покрытия обратным валиком» относятся к хорошо известным методикам, которые можно использовать в настоящем изобретении. Со ссылкой на Фиг. 6, система нанесения покрытия валиком включает черпающий цилиндр и цилиндры-аппликаторы (23B), бак (24) и трубы (25), подающие композицию для покрытия (22) от бака к черпающему цилиндру и цилиндрам-аппликаторам (23B). Система нанесения покрытия валиком необязательно включает систему нагрева, как описано выше (не показана). Система нанесения покрытия валиком может быть размещена в любом месте линии преобразования при условии, что это имеет значение. Система нанесения покрытия валиком может быть размещена, например, на блоке тиснения таким способом, что цилиндр-аппликатор (23B) примыкает к гравированному формному цилиндру (20) или другому цилиндру (как показано на Фиг.6).
Распылитель(и) (23A) или валик для покрытия (23B) может быть настроен для нанесения непрерывного покрытия в направлении обработки и осевом направлении или прерывистого покрытия (например, полос, точек и т.д.) в направлении обработки и/или осевом направлении.
(C) Спиральной намотки непрерывной ленты (19) с целью получения блока (34) ленты абсорбирующего материала.
Непрерывную ленту (19) подают от блока тиснения (12) в перемоточный блок (13), в котором ленту (19) спирально наматывают с целью получения блока (34) ленты абсорбирующего материала. Перемоточный блок (13) содержит модуль (26) перфорации (26), модуль (27) разрезания, модуль (28) намотки и модуль (33) извлечения. Перемоточный блок (13) наматывает непрерывную ленту (19) на множество блоков (34).
Модуль (28) намотки выполнен с возможностью наматывания непрерывной ленты (19) с целью получения блоков (34) ленты. Модуль (28) намотки может быть периферийного типа (центральная намотка) или поверхностного типа (поверхностная намотка). Модуль намотки содержит поверхность (29) качения, первый валик (30) для намотки, второй валик (31) для намотки, третий валик (32) для намотки, и податчик временных сердцевин (не показан). Блок образуют путем намотки непрерывной ленты на временные сердцевины (36), который поддерживают хорошо образованный осевой полый канал. Временные сердцевины (36) последовательно предоставляются податчиком сердцевин через поверхность (29) качения перед началом нового цикла изготовления блоков. Временные сердцевины (36) могут быть сделаны, например, из пластика или картона. «Фугитивный клей» (схватывающий клей) можно использовать для захвата второго конца ленты (19) на временные сердцевины (36) в начале нового цикла изготовления.
Блок (34) поддерживают в нужном положении во время намотки с помощью первого, второго и третьего валиков (30), (31) и (32) для намотки, вращающихся в поверхностном контакте с блоком (34). Один из валиков (30), (31) и (32) для намотки может выполнять вращательное движение к блоку (поверхностная намотка).
После достижения требуемого диаметра блока (соответствующего по существу заданной длине ленты или количеству отдельных листов), непрерывную ленту (19) разрезают. Изготовленный блок (34) отделяют от ленты (19) и затем начинают изготовление нового блока.
Режущая секция (27) выполнена с возможностью разрезания ленты согласно регулярно расположенным линиями разрезания по существу поперек направления обработки. Разрезание ленты происходит в переходной фазе, а именно, когда первый блок заканчивают в конце цикла изготовления блока, и перед тем, как второй последующий блок начнут наматывать в начале нового цикла изготовления блока.
Линии разрезания (не показаны) представляют собой линии в осевом направлении, сделанные по толщине ленты (19). Две последовательные линии разрезания определяют общую длину ленты, образующей один рулон. Пространство между двумя последовательными линиями разрезания, т.е. длина рулона, определяется в зависимости от целевого изделия. Обычно длину рулона и диаметр рулона выбирают в зависимости, например, от количества слоев, образующих ленту, основной массы отдельных слоев и т.д. Отдельный рулон изделия из абсорбирующего листа может иметь общую длину ленты в направлении обработки от 1 м до 60 м, предпочтительно от 1,5 м до 50 м, например, от 2 м до 40 м.
Изготовленный блок (34) затем предоставляют в модуль (33) извлечения, который выполнен с возможностью извлечения временных сердцевин (36) из блока (34) после завершения намотки блока. Временные сердцевины (36) могут быть отправлены в другой цикл после извлечения в направлении податчика сердцевин.
Когда композиция для покрытия, используемая в способе согласно настоящему изобретению, представляет собой водный раствор, как описано выше, изготовленный блок может быть подвергнут сушке, после чего изготовленный блок отделяют от ленты абсорбирующего материала перед извлечением временной сердцевины. Изготовленный блок может также быть подвергнут сушке после извлечения временной сердцевины.
Изготовленный блок предпочтительно высушивают до тех пор, пока санитарно-гигиеническая бумага, образующая блок, будет содержать количество воды, которое не превышает 10% oт общей массы блока, предпочтительно 5% от общей массы блока. Например, изготовленный блок может быть высушен путем хранения блока при комнатной температуре (20°C-25°C) и RH (относительной влажности) 10-60% в течение 12 часов.
(D) Необязательно разрезания непрерывной ленты абсорбирующего материала (19) по существу поперек направления обработки для получения отдельных, но сцепленных листов.
Перед тем, как непрерывная лента (19) будет спирально намотана с помощью модуля (29) намотки, как описано выше, лента (19) достигает модуля (26) перфорации, если таковой имеется, который выполнен с возможностью предоставления ленты (19) с регулярно расположенными линиями (8) перфорации по существу поперек направления обработки, т.е. в осевом направлении, с целью получения отдельных, но сцепленных листов (как показано на фиг. 3, 4a и 4b).
Линия (8) перфорации представляет собой линию в осевом направлении, сделанную по толщине ленты (19) и содержащую чередующиеся перфорированные сегменты и неперфорированные сегменты (т.е. два перфорированных сегмента разделены одним неперфорированным сегментом или наоборот). Каждый неперфорированный сегмент образует область крепления между двумя последовательными участками непрерывной ленты. Каждый перфорированный сегмент образует область отрыва между двумя последовательными участками непрерывной ленты. Учитывая ширину отдельного рулона, например, между 10 см и 30 см, длина указанных неперфорированных/перфорированных сегментов может быть от 1 мм до 15 мм, предпочтительно от 4 мм до 10 мм. Другие виды линий перфорации также возможны при условии, что это имеет значение.
Две последовательные линии (8) перфорации определяют длину отдельного листа в готовом изделии из абсорбирующего листа. Пространство между двумя последовательными линиями перфорации, т.е. длина листа, определяется в зависимости от целевого изделия. Отдельный лист может иметь длину в направлении обработки от 80 мм до 300 мм. Например, от 100 мм до 250 мм. Например, лист ткани для ванной может иметь длину от 80 мм до 200 мм, а полотенце, такое как домашнее (кухонное) полотенце или полотенце для рук может иметь длину от 80 мм до 300 мм.
(E) Разрезания изготовленного блока (34) на множество полых рулонов (1).
После намотки блок (34) представляют в секцию (14), режущую блоки, в которой блок (34) разрезают параллельно направлению обработки с помощью нескольких отрезных станков (35) для блоков на множество отдельных рулонов (1). Несколько отрезных станков (35) для блоков регулярно расположены в осевом направлении так, что блок (34) разрезают на множество отдельных рулонов (1), имеющих заданную ширину в осевом направлении (т.е. расстояние от одного конца до другого конца). Ширина отдельного рулона (1) составляет от 60 мм до 800 мм, предпочтительно от 70 мм до 400 мм, например, от 80 мм до 150 мм.
Модуль (37) управления соединен с модулем (26) перфорации, с модулем (27) разрезания и системой распыления или нанесения, покрытия валиком посредством интерфейса (38). Модуль (37) управления контролирует работу модуля (26) перфорации и модуля (27) разрезания. В частности, модуль (37) управления активирует модуль (27) разрезания, чтобы разрезать ленту (19) в переходной фазе между двумя последовательными блоками. Кроме того, модуль (37) управления контролирует работу модуля (26) перфорации вне переходных фаз.
Кроме того, модуль (37) управления контролирует работу системы распыления или нанесения покрытия валиком, а именно подходящего нанесения (распыления или нанесения покрытия валиком) композиции для покрытия на второй конец непрерывной ленты (19). Подходящее нанесение композиции для покрытия на второй конец можно контролировать, например, путем отправки сигналов запуска/остановки в систему нанесения (распыления или нанесения покрытия валиком), которые задаются на основе длины целевого изделия и параметров обработки, например, скорости прохождения.
Различные ролики (17) расположены соответствующим образом для того, чтобы контролировать путь непрерывной ленты (19) вдоль перерабатывающей машины (9), внутри и между различными блоками.
(F) Необязательно подвергания рулона сжатию в направлении, перпендикулярном осевому полому каналу для получения полого рулона сжатой (овальной) формы (не показан).
Под «сжатием» следует понимать, что давление наносят на рулон в направлении, перпендикулярном осевому полому каналу, с целью получения рулона, имеющего овальное поперечное сечение, которое требует меньше пространства для хранения. Сжатие рулона происходит предпочтительно сразу после завершения намотки. Соответствующее устройство, известное в данной области, может использоваться для управления сжатием. В настоящем изобретении можно использовать, например, две сходящиеся синхронно движущиеся конвейерные ленты, описанные в WO 95/13183, пневматическую или гидравлическую прижимную пластину, или другие устройства.
После этого, отдельные полые рулоны (1) упаковывают и готовят к отправке (не показаны).
5. Примеры
Следующие способы испытаний были использованы для оценки абсорбирующих материалов, полимеров, и изготовленных полых рулонов.
5.1. Основная масса
Основная масса была определена согласно EN ISO 12625-6:2005, Tissue Paper and Tissue Products, Part 6: Determination of grammage.
5.2. Толщина
Измерение производят с помощью прецизионного микрометра (точность 0,001 мм) согласно модифицированному способу, основанному на EN ISO 12625-3:2014, Part 3. Для этой цели, измеряют расстояние, созданное между фиксированной опорной пластиной и параллельным прижимным устройством. Диаметр прижимного устройства составляет 35,7 ± 0,1 мм (10,0 см2 номинальной площади). Приложенное давление составляет 2,0 kПa ± 0,1 kПa. Прижимное устройство можно перемещать со скоростью 2,0 ± 0,2 мм/с.
Используемым устройством является измеритель толщины типа L & W SE050 (поставляемый Lorentzen & Wettre, Europe).
Санитарно-гигиеническое бумажное изделие, подлежащее измерению, разрезают на кусочки 20×25 см и кондиционируют в условиях атмосферы 23°C, 50% RH (относительной влажности) в течение по меньшей мере 12 часов.
Для измерения один лист размещают под нажимной пластиной, которую затем опускают. Значение толщины листа затем считывают через 5 секунд после стабилизации давления. Измерение толщины затем повторяют девять раз с дополнительными образцами, обработанными таким же образом.
Среднее значение полученных 10 значений принимают в качестве одного листа («толщина одного листа») измеренного санитарно-гигиенического бумажного изделия (например, двухслойной туалетной бумаги).
5.3. Температура стеклования & Точка плавления
Измерение производят с помощью Динамического Механического Анализатора DMA 8000, оснащенного Карманом для материалов (поставляемого PerkinElmer, Germany) и 1 литровой колбы Dewar.
Полимер, подлежащий измерению, добавили в Карман для материала анализатора. Карман для материала был установлен в зажимах (Single Cantilever Bending geometry) анализатора. Измерение затем провели в условиях от -120°C до 75°C, с градиентом 3°C/мин и частотой 1,0 Гц.
Записанный ответ tan δ полимера затем наносят на график в качестве функции температуры. Температуру стеклования и точку плавления полимера можно наблюдать на кривой tan δ в виде пиков.
5.4. Среднечисленная молекулярная масса
Измерение производят с помощью Гельпроникающей Хроматографии (GPC), используя Интегрированную GPC/SEC Систему PL-GPC 50, оснащенную колонкой PL aquagel-OH MIXED 8 мкм 7,5×300 мм (обе поставляемы Agilent Technologies, Europe). GPC система была откалибрована, используя набор для калибровки PEG-10 EasiVial, поставляемый Agilent Technologies.
Образец полимера, подлежащего измерению, растворили в элюенте (воде) в концентрации 2 мг/мл. Образец инжектировали (объем инжекции: 100 мкл) и пустили со скоростью 1,0 мл/мин, используя воду в качестве элюента. Время удерживания (мин) полимера записали в виде пика. Среднечисленная молекулярная масса полимера была определена путем сравнения записанного времени удерживания с временем для стандартных (калибровочных) полимеров.
5.5. Устойчивость к сжатию
Измерение производят с помощью вертикального динамометра, оснащенного ячейкой 1 кН. Используемым устройством является динамометр типа ZwickiLine Z1,0 (поставляемый Zwick Roell, Europe).
Для измерения рулон размещают горизонтально между прижимными пластинами, и давление прикладывают в направлении, перпендикулярном осевому полому каналу. Рулон сжимают между пластинами с постоянной скоростью 60 мм/мин. Силу сжатия измеряют и наносят на график в качестве функции смещения ячейки. Сила сжатия, записанная на первом изгибе кривой, принимается в качестве устойчивости к сжатию рулона. Измерение устойчивости к сжатию повторяют пять раз с дополнительными образцами.
Среднее значение полученных 5 значений принимают в качестве устойчивости к сжатию измеренного рулона.
5.6. Сила расслоения
Измерение производят с помощью вертикального динамометра, оснащенного валом и верхним захватом. Используемым устройством является динамометр типа ZwickiLine Z1,0 (поставляемый Zwick Roell, Europe), оснащенный ячейкой 10N.
Для измерения первые внутренние витки полого рулона санитарно-гигиенической бумаги вводят в вал, и самый верхний лист бумаги вводят в верхний захват. Витки разматываются с постоянной скоростью 60 мм/мин. Силу расслоения, необходимую для отделения листов бумаги, образующих витки, измеряют и наносят на график в качестве функции смещения ячейки. Максимальное значение силы и среднее значение силы, требуемые для расслаивания образца, записывают в пределах интервала смещения. Измерение силы расслоения затем повторяют пять раз с дополнительными образцами.
Среднее значение полученных 5 значений максимальной силы принимают в качестве силы расслоения первых внутренних витков.
5.7. Разрушаемость
Разрушаемость была определена согласно NF Q34-20:1998, Sanitary and Domestic Articles - Bathroom Tissue - Determination of Disintegration.
5.8. Исходные материалы, химические вещества и перерабатывающая машина
Абсорбирующий материал
Двухслойная бумага с санитарно-гигиенической основой, имеющая основную массу 42 г/м2 и толщину 0,41 мм (изготовлено SCA) использовали в качестве непрерывной ленты абсорбирующего материала в следующих примерах.
Двухслойная бумага с санитарно-гигиенической основой (непрерывная лента) была получена с помощью обычной перерабатывающей машины путем объединения однослойной бумаги с санитарно-гигиенической основой с окончательным количеством слоев (2) следующим образом:
Первый размоточный блок предоставлял первый слой бумаги-основы из первого разматываемого рулона, имеющего ширину 0,6 м. Второй размоточный блок предоставлял второй слой бумаги-основы из второго разматываемого рулона, имеющего ширину 0,6 м. Оба слоя бумаги-основы подавали в блок тиснения. Бумаги-основы были наложены друг на друга и объединены (сопоставлены), используя клей в блоке тиснения, чтобы сформировать непрерывную ленту абсорбирующего материала. Гравированный формный цилиндр выполнил двухуровневую гравировку на наложенных друг на друга абсорбирующих лентах бумаги-основы в блоке. Клеем, используемым для соединения слоев, был Swift®tak 1004 в количестве 0,5 г/м2.
Получающаяся в результате двухслойная непрерывная лента абсорбирующего материала подавалась в перемоточный блок.
Химические вещества
Химические вещества, используемые в следующих примерах, перечислены ниже:
Для композиции для покрытия:
> Полиэтиленгликоль «PEG3000» от Sigma-Aldrich со среднечисленной молекулярной массой примерно 3000 (как определено GPC); температура стеклования по оценкам составляла приблизительно -22°C, и точка плавления была приблизительно 53°C по имеющимся данным для других молекулярных масс;
> Полиэтиленгликоль «PEG6000» от Sigma-Aldrich со среднечисленной молекулярной массой примерно 6000 (как определено GPC), температура стеклования составляла -22,7°C, и точка плавления 58,7°C (как определено DMA);
> Крахмал Avedex W60 от Avebe;
> Карбоксиметилцеллюлоза (CMC) Blanose® 7M1C от Ashland;
Клеи:
> Swift®tak 1004 от H.B. Fuller (используемый для соединения слоев);
> Тissue Tak 604 от Henkel («фугитивный клей», используемый для намотки).
Перерабатывающая машина
Традиционная перерабатывающая машина для санитарно-гигиенической бумаги была адаптирована для изготовления туалетной бумаги, имеющей два слоя. Машина включала в себя два размоточных блока, блок тиснения, перемоточный блок, и режущую секцию.
Блок тиснения содержал гравированный формный цилиндр, парный резиновый цилиндр и дозатор клея. Гравированный формный цилиндр был гравирован рисунком микроструктуры, сочетающим различные элементы тиснения. Дозатор клея содержал бак, аппликатор и черпающий цилиндр.
Перемоточный блок содержал модуль перфорации, модуль разрезания, модуль намотки и модуль извлечения. Модуль перфорации содержал вал-перфоратор и стационарный опорный вал. Модуль разрезания содержал режущий вал и стационарный опорный вал.
Кроме того, перемоточный блок был оснащен системой распыления, состоящей из четырех распылителей типа WA520 (поставляемый Walther Pilot), имеющих диаметр сопла 1,5 мм и работающих под давлением распыляемого воздуха 4 бар, бака и труб, подающих композицию для покрытия от бака в распылители. Кроме того, система распыления включала систему нагрева, которая поддерживала композицию для покрытия в баке, трубах и распылителях при постоянной температуре 60°C.
Распылители были размещены между модулем разрезания и модулем намотки так, чтобы композиция для покрытия распылялась на нижнюю сторону непрерывной ленты абсорбирующего материала до линии разрезания в начале блока, таким образом ограничивая первый конец ленты (т.е. витки блока/рулона, находящиеся близко к осевому полому каналу).
Секция, режущая блоки, содержала несколько отрезных станков для блоков.
Различные ролики расположены соответствующим образом, чтобы контролировать путь блока абсорбирующих лент из бумаги-основы вдоль перерабатывающей машины, внутри и между различными блоками. Блок абсорбирующих лент из бумаги-основы перемещается в перерабатывающую машину согласно направлению обработки (MD) из размоточных блоков, в направлении блока тиснения, в направлении перемоточного блока и в направлении секции, режущей блоки.
Модуль управления был соединен с модулем перфорации, модулем разрезания и распылителями посредством интерфейса. Модуль управления контролировал работу модуля перфорации и модуля разрезания, а также соответствующее распыление композиции для покрытия на второй конец.
Скорость машины поддерживалась на протяжении испытаний на уровне 100 м/мин.
Справочный Пример (Стандартная туалетная бумага)
Для получения требуемого полого рулона туалетной бумаги, двухслойная непрерывная лента абсорбирующего материала была получена, как описано выше, передана от блока тиснения и подана в перемоточный блок.
В перемоточном блоке непрерывная лента сначала достигла модуля перфорации, который зажимал ленту для обеспечения линий перфорации, поперечно ориентированных относительно направления обработки(MD) и регулярно расположенных относительно поперечного направления (CD). Размер перфорированного сегмента был 4 мм и размер неперфорированного сегмента составлял 1 мм. Расстояние между двумя линиями перфорации составляло 123 мм.
После зажима лента абсорбирующего материала достигла модуля намотки, в котором лента была захвачена на временную сердцевину (наружный диаметр: 38 мм), используя Тissue Tak 604 в качестве «фугитивного клея». Лента затем была намотана на сердцевину, чтобы сформировать блок, имеющий диаметр 101 мм (соответствуя 150 перфорированным листам).
Полученный блок был отделен от ленты абсорбирующего материала модулем разрезания, который отрезал ленту поперечно относительно MD. Полученный блок хранили при 20-22°C, относительной влажности 50% в течение 12 часов.
После хранения временная сердцевина была извлечена из блока с помощью модуля извлечения. Полученный блок был разрезан параллельно MD с помощью нескольких отрезных станков для блока на множество отдельных рулонов, имеющих ширину 350 мм.
Пример 1 (Туалетная бумага с PEG3000)
Композицию для покрытия получали путем растворения полиэтиленгликоля, имеющего среднечисленную молекулярную массу 3000 (PEG3000) в воде в концентрации 50% по массе. Полученную композицию для покрытия подавали в распылители и наносили при комнатной температуре.
Для получения требуемого полого рулона туалетной бумаги, полый рулон получали таким же образом, как описано в справочном примере выше, за исключением того, что после зажима/разрезания и перед намоткой ленты, композицию для покрытия нанесли (распылили) посредством распылителей на длину примерно 600 мм (т.е. примерно 5 листов) до линии разрезания.
Количество PEG3000, нанесенной на второй конец (длина: 600 мм), составляло 1,5 г/рулон (данное количество соответствует количеству PEG3000 на 600 мм одного отдельного рулона, полученного после разрезания блока)
Пример 2 (Туалетная бумага с PEG6000)
Композицию для покрытия получали путем растворения полиэтиленгликоля, имеющего среднечисленную молекулярную массу 6000 (PEG6000), в воде в концентрации 33% по массе. Полученную композицию для покрытия подавали в распылители и наносили при комнатной температуре.
Полый рулон получали таким же образом, как в примере 1, используя композицию для покрытия, описанную выше.
Количество PEG6000, наносимого на второй конец (длина: 600 мм), составляло 1,1 г/рулон.
Сравнительный Пример 1 (Туалетная бумага с крахмалом)
Композицию для покрытия получали путем растворения крахмал (Avedex W60) в воде в концентрации 33% по массе. Полученную композицию для покрытия подавали в распылители и наносили при комнатной температуре.
Полый рулон получали таким же образом, как в примере 1, используя композицию для покрытия, описанную выше.
Количество крахмала, наносимого на второй конец (длина: 600 мм), составляло 1,0 г/рулон.
Сравнительный Пример 2 (Туалетная бумага с карбоксиметилцеллюлозой)
Композицию для покрытия получали путем разведения CMC в воде в концентрации 3% по массе. Полученную композицию для покрытия подавали в распылители и наносили при комнатной температуре.
Полый рулон получали таким же образом, как в примере 1, используя композицию для покрытия, описанную выше.
Количество CMC, наносимой на второй конец (длина: 600 мм), составляло 0,1 г/рулон.
Свойства рулонов туалетной бумаги, полученных в справочном примере, примерах 1 и 2 и сравнительных примерах 1 и 2, оценивали согласно методикам, объяснявшимся ранее. Результаты показаны в таблице 1 ниже.
Таблица 1
Без обработки
обработка PEG3000
обработка PEG6000
обработка Крахмалом
обработка CMC
Эти тестовые данные показывают, что использование композиции для покрытия согласно настоящему изобретению приводит к повышенной устойчивости к сжатию в то же время сила расслоения рулона находится в приемлемом диапазоне. Туалетная бумага с большей устойчивостью к сжатию также не склонна к сдавливанию. Кроме того, рулоны согласно настоящему изобретению можно разматывать до последнего листа, не разрывая и/или повреждая листы (т.е. без возникновения нарушения перфорации и/или повреждения листов при измерении силы расслоения).
В отличие от этого использование композиции для покрытия, содержащей крахмал или CMC, предоставляло рулон, в котором листы первых внутренних витков сильно слипаются (склеиваются) друг с другом. В результате, было невозможно разматывать рулон, не разрывая и/или повреждая последние листы.
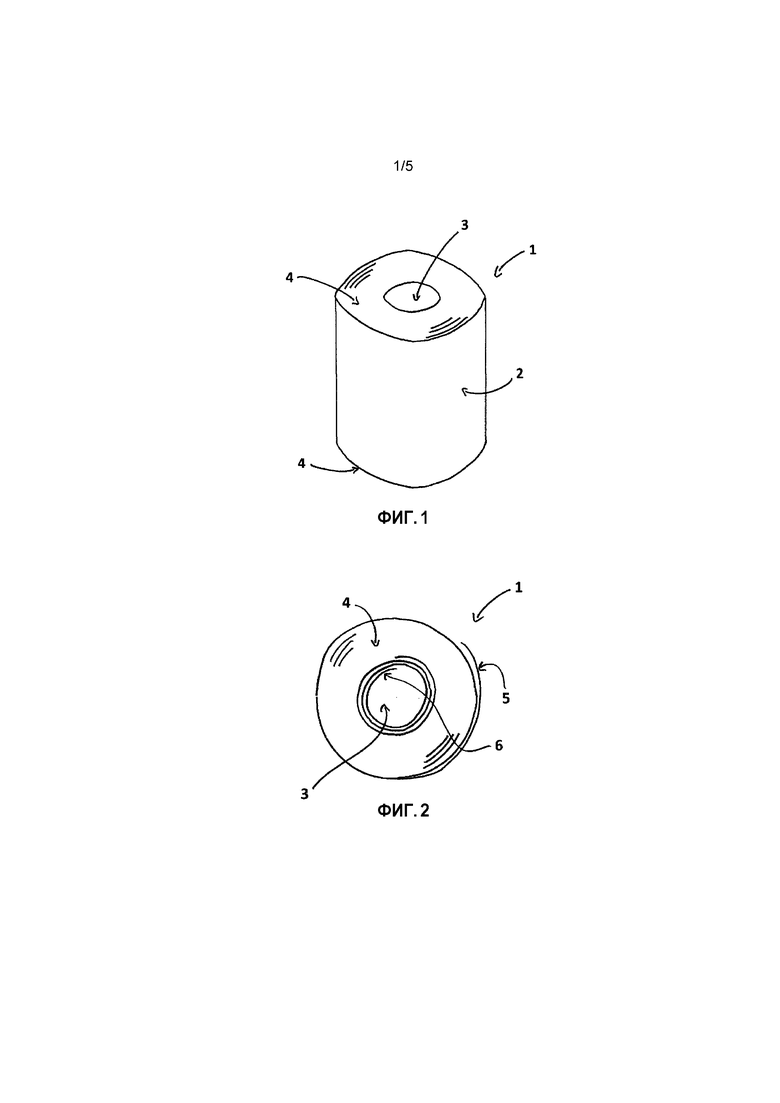
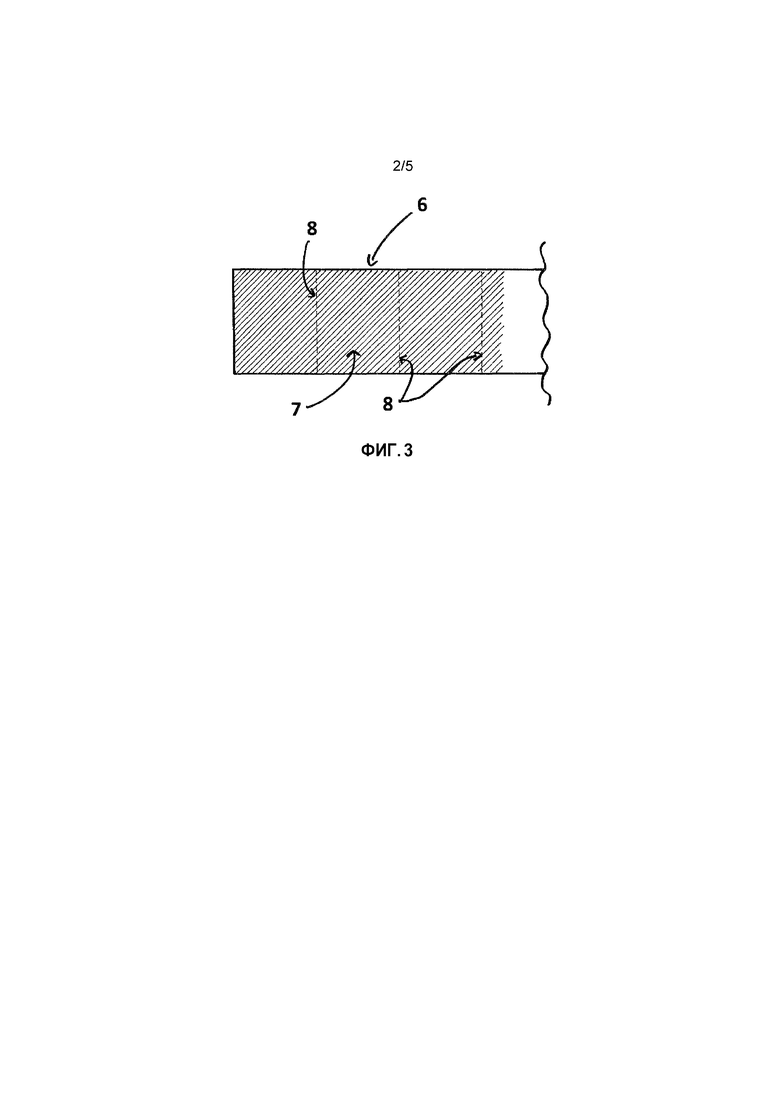
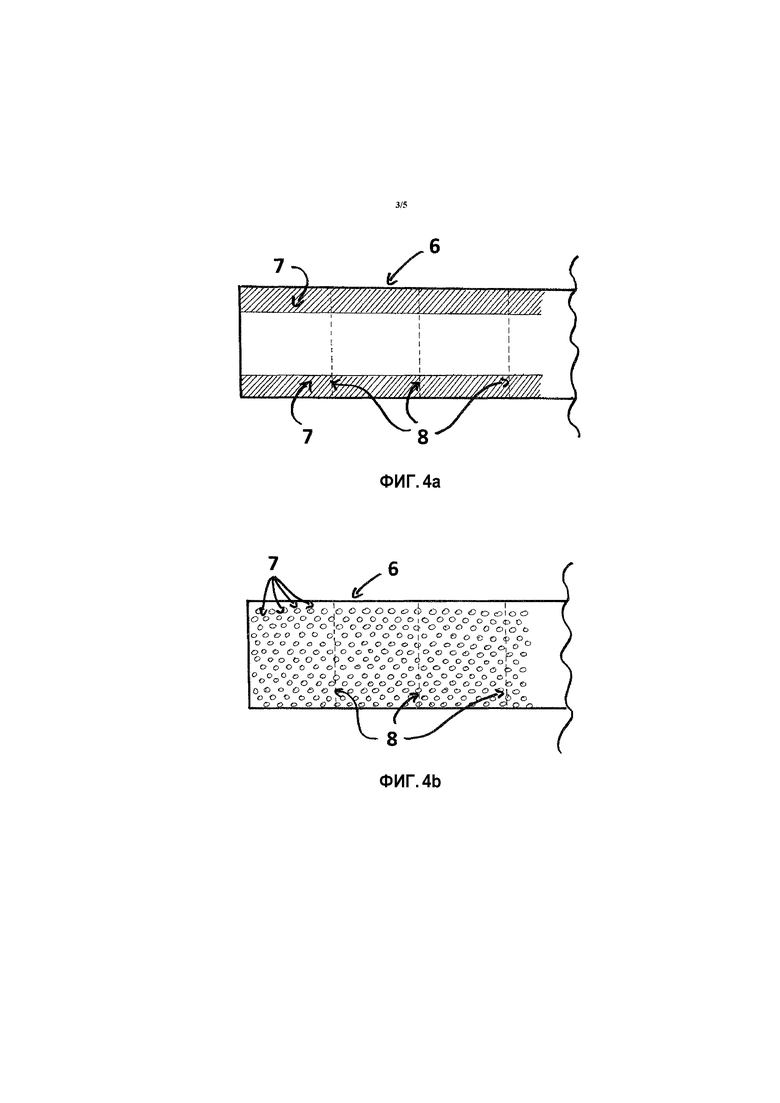

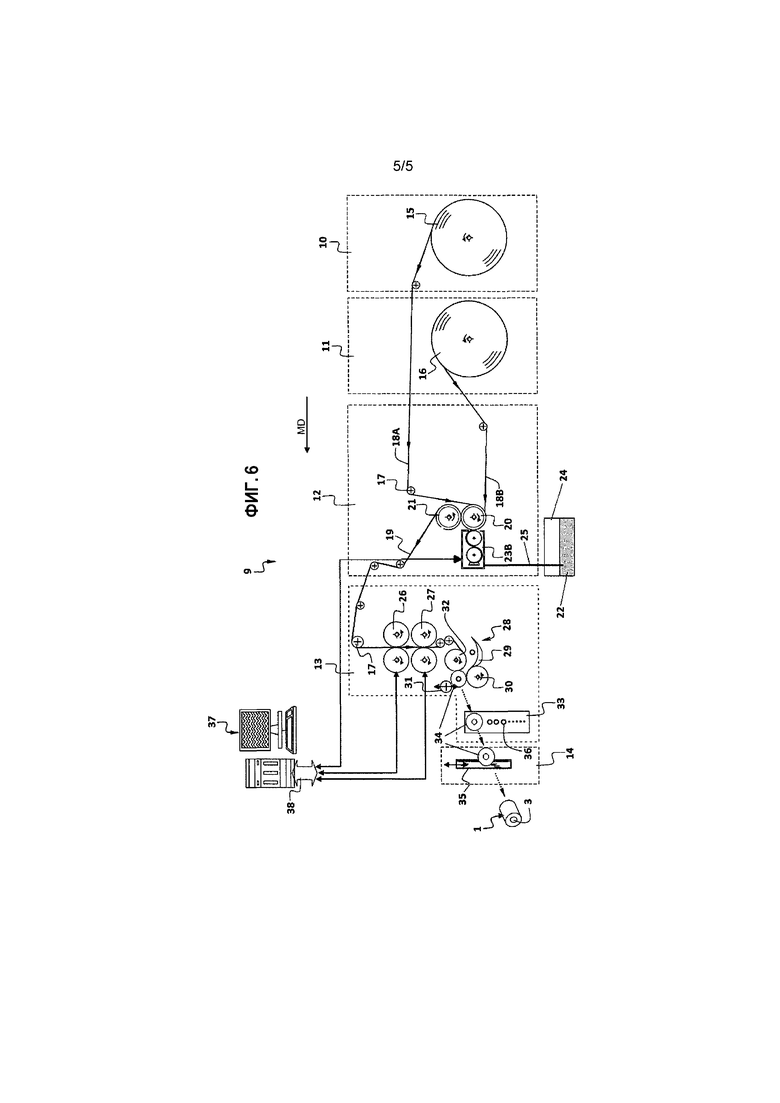
Изобретение относится к полому рулону изделия из абсорбирующего листа, способу изготовления такого полого рулона и использованию полого рулона в качестве туалетной бумаги, домашних полотенец, кухонного полотенца, влажной салфетки, косметической салфетки, носового платка или салфетки. Полый рулон изделия из абсорбирующего листа выполнен из спирально намотанной непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец. Ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно полого рулона и проходящий от одного конца до другого конца полого рулона, и так чтобы первый конец располагался на внешней стороне рулона, а второй конец располагался в осевом полом канале. Второй конец непрерывной ленты абсорбирующего материала содержит композицию для покрытия, содержащую полимер. Полимером является простой полиэфирполиол, выбираемый из полиэтиленгликоля, полипропиленгликоля и их смесей, где полимер имеет температуру стеклования ниже чем 10°C и точку плавления больше чем 30°C. Композиция для покрытия не содержит сахарида и наносится в виде расплава или, после добавления воды, в виде водного раствора. Водный раствор содержит по меньшей мере 10 мас.% полимера, в расчёте на общее количество водного раствора. Технический результат – получение полых рулонов с высокой устойчивостью к сдавливанию, гибкостью и упругостью, хорошей разрушаемостью в воде и возможностью использования по всей длине. 3 н. и 14 з.п. ф-лы, 1 табл., 2 пр., 6 ил.
1. Полый рулон изделия из абсорбирующего листа, сделанный из спирально намотанной непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец, причем ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно полого рулона и проходящий от одного конца до другого конца полого рулона, и так чтобы первый конец располагался на внешней стороне рулона, а второй конец располагался в осевом полом канале;
при этом второй конец непрерывной ленты абсорбирующего материала содержит композицию для покрытия, содержащую полимер, при этом полимером является простой полиэфирполиол, выбираемый из полиэтиленгликоля, полипропиленгликоля и их смесей, где полимер имеет:
(i) температуру стеклования ниже чем 10°C; и
(ii) точку плавления больше чем 30°C
где композиция для покрытия не содержит сахарида; и
композиции для покрытия наносят в виде расплава или, после добавления воды, в виде водного раствора, причём водный раствор содержит по меньшей мере 10 мас.% полимера, в расчёте на общее количество водного раствора.
2. Полый рулон по п. 1, при этом полимер имеет:
(i) температуру стеклования ниже чем 0°C; и
(ii) точку плавления больше чем 35°C, и
(iii) необязательно растворимость в воде при 25°C по меньшей мере 40 г/л.
3. Полый рулон по любому из пп. 1 или 2, при этом композиция для покрытия содержит:
(a) по меньшей мере 50 мас.% полимера;
(b) не более чем 50 мас.% дополнительных добавок, таких как пластификаторы, армирующие наполнители, ароматизатор и красители;
(c) необязательно воду в количестве не более чем 10 мас.%;
каждый на основе общей массы композиции для покрытия.
4. Полый рулон по любому из пп. 1-3, при этом полимером является полиэтиленгликоль.
5. Полый рулон по любому из пп. 1-4, при этом полимер имеет среднечисленную молекулярную массу от 800 до 250000.
6. Полый рулон по п. 4 или 5, при этом полимером является полиэтиленгликоль, имеющий среднечисленную молекулярную массу от 800 до 250000.
7. Полый рулон по любому из пп. 1-6, при этом полимер соответствует следующей формуле:
при этом в приведенной выше формуле n представляет целое число, имеющее среднее значение от 10 до 5000.
8. Полый рулон по любому из пп. 1-7, при этом осевой полый канал имеет периферию, и композицию для покрытия наносят по периферии и предпочтительно наносят так, чтобы получающееся в результате покрытие покрывало по меньшей мере 10% второго конца.
9. Полый рулон по любому из пп. 1-8, при этом композицию для покрытия непрерывно наносят в направлении обработки и осевом направлении или с перерывами в направлении обработки и/или осевом направлении.
10. Полый рулон по любому из пп. 1-9, при этом второй конец состоит по меньшей мере из одного витка, например, от 3 до 50 витков, причем виток составляет один поворот намотанной по спирали непрерывной ленты вокруг осевого полого канала.
11. Полый рулон по любому из пп. 1-10, при этом количество полимера составляет от 0,1 до 20 г/рулон.
12. Полый рулон по любому из пп. 1-11, при этом лента абсорбирующего материала состоит из 1 слоя санитарно-гигиенической бумаги или от 2 до 6, в частности от 2 до 5 наложенных друг на друга слоев санитарно-гигиенической бумаги.
13. Полый рулон по любому из пп. 1-12 в сжатом виде.
14. Полый рулон по любому из пп. 1-13, который представляет собой абсорбирующее изделие, выбираемое из группы, содержащей салфетки, полотенца, такие как домашние полотенца, кухонные полотенца или полотенца для рук, туалетную бумагу, влажные салфетки, носовые платки и косметические салфетки, при этом этим абсорбирующим изделием предпочтительно является туалетная бумага.
15. Способ изготовления для изготовления полого рулона изделия из абсорбирующего листа, включающий стадии:
перемещения непрерывной ленты абсорбирующего материала, имеющей первый конец и второй конец;
необязательно разрезания непрерывной ленты абсорбирующего материала по существу поперек направления обработки для получения отдельных, но сцепленных листов;
нанесения композиции для покрытия по любому из пп. 1-11 на второй конец;
спиральной намотки непрерывной ленты абсорбирующего материала с целью получения блока ленты абсорбирующего материала, причем ленту абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый канал, расположенный в центре относительно блока и проходящий от одного конца до другого конца блока, и так чтобы первый конец располагался на внешней стороне блока, а второй конец располагался в осевом полом канале;
разрезания блока на множество полых рулонов.
16. Способ изготовления по п. 15, включающий дополнительную стадию
подвергания полого рулона сжатию в направлении, перпендикулярном осевому полому каналу, для получения полого рулона в сжатом виде.
17. Использования полого рулона по любому из пп. 1-13 в качестве туалетной бумаги, домашних полотенец, кухонного полотенца, влажной салфетки, косметической салфетки, носового платка или салфетки.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| JP 2014045808 A, 17.03.2014 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ОПОРНЫЙ СЕРДЕЧНИК ДЛЯ БУМАЖНОГО РУЛОНА | 2009 |
|
RU2512357C2 |
| EA 200601424 A1, 27.02.2007. | |||

