Область техники
Настоящее изобретение относится к безгильзовому рулону абсорбирующего листа в качестве такого изделия, как гигиенические салфетки, туалетная бумага, полотенца, и т.д. В одном аспекте настоящего изобретения безгильзовый рулон сформирован в сжатой форме. Настоящее изобретение также относится к способу изготовления безгильзового рулона.
Уровень техники
Изделия из абсорбирующего листа в рулонной форме находят широкое применение в современном обществе. Рулоны туалетной бумаги, полотенец, таких как бытовые (кухонные) полотенца или полотенца для рук, и т.д., представляют собой постоянно востребованные изделия в торговле.
Рулонные изделия из абсорбирующего листа для домашнего использования (например, туалетная бумага) обычно состоят из непрерывного полотна абсорбирующего листового материала, которое спирально намотано вокруг предварительно изготовленной гильзы, выполненной из жесткого материала, такого как картон или склеенная бумага. Гильза образует осевой полый проем, который позиционирован в центре относительно рулона и является протяженным от одного края рулона до другого края. Осевой полый проем позволяет пользователю легко разместить рулон на валу держателя рулона. Однако гильза является дорогостоящей, требует места для хранения и дополнительной ручной обработки. Кроме того, гильза остается после использования изделия из абсорбирующего листа, тем самым увеличивая риск засорения канализационных систем.
Для разрешения этих проблем были разработаны «безгильзовые» рулоны и рулоны с водорастворимыми гильзами. К наиболее важным свойствам этих изделий относятся их устойчивость к сплющиванию и их гибкость/упругость.
«Сплющивание», как применяемое здесь, подразумевает явление, происходящее, когда первые внутренние витки рулона (то есть витки, образующие осевой полый проем при начале наматывания) изделия из абсорбирующего листа не могут стабильно удерживаться так, чтобы осевой полый проем был четко определенным. Как правило, безгильзовые рулоны связаны с возрастающим риском «сплющивания». Сплющивание обычно происходит в процессе изготовления безгильзовых рулонов, когда временную гильзу извлекают после завершения намотки, или во время хранения и перевозки готового изделия. Вследствие сплющивания становится затруднительным размещение рулона на валу держателя рулона. Более того, сплющивание обычно создает у потребителей ощущение сниженного качества.
«Гибкий» рулон обеспечивает то преимущество, что он может быть сформирован в сжатой форме, которая требует меньшего пространства во время хранения и транспортирования. В результате этого могут быть значительно сокращены расходы на хранение и транспортирование. Рулон может быть сжат приложением и поддерживанием давления по направлению перпендикулярно осевому полому проему, чтобы получить рулон, имеющий овальное поперечное сечение. Рулон может удерживаться в этой сжатой форме во время хранения и транспортирования, например, будучи плотно обернутым упаковочным материалом вокруг рулона(-ов).
Рулон также должен проявлять определенный уровень «эластичности» так, что он может по существу самостоятельно возвращаться от сжатой (овальной) формы в несжатую (цилиндрическую) форму (например, когда вскрывают упаковку), в то же время вновь открывая осевой полый проем до четко определенного состояния. То есть осевой полый проем должен самостоятельно открываться и быть четко определенным, когда рулон возвращается к цилиндрической форме. Для этого требуется, чтобы первые внутренние витки вновь и стабильно сохраняли осевой полый проем. В результате этого не должно быть существенной видимой разницы во внешнем виде между рулоном, вернувшимся из сжатой формы в несжатую форму, и рулоном, который не был подвергнут сжатию.
Кроме того, рулон может быть подвергнут воздействию деформирующих сил во время хранения и транспортирования, например, радиальных сил, прилагаемых в разматывающем и/или отрезном устройстве, осевых нагрузок, возникающих во время упаковки, и/или когда упакованные рулонные изделия штабелируют на поддоны для хранения/отгрузки, и т.д. Вследствие воздействия деформирующих сил непрерывное полотно абсорбирующего материала может необратимо деформироваться, и рулон может утрачивать цилиндрическую форму, вызывая тем самым у потребителей ощущение сниженного качества. Поэтому рулон должен сочетать определенный уровень осевой и радиальной жесткости (иногда также называемой «ригидностью») при превосходной упругости, чем подразумевается, что рулон может восстанавливать свои исходные размер и форму, когда деформирующие силы уже больше не прилагаются. Для этого требуется, чтобы составляющее рулон непрерывное полотно абсорбирующего материала проявляло надлежащее внутреннее сопротивление деформации. Поэтому рулон должен сохранять свои размер и форму независимо от того, был ли он подвергнут воздействию внешних деформирующих сил и/или сжатию.
В прототипе описаны способы создания рулонных изделий из абсорбирующего листа, которые указаны как гибкие, и могут быть сформированы в сжатой форме.
Патентный документ WO 2009/027874 A1 раскрывает рулон, включающий полотно нетканого материала, которое спирально намотано вокруг гибкой гильзы. Гибкая гильза включает полимерный лист из синтетических полимеров, который присоединен к внутреннему слою полотна нетканого материала посредством соединительного средства, такого как клей, термосвязывание, и т.д. Гибкая гильза отличается более высокой прочностью на растяжение в машинном направлении, чем у полотна нетканого материала. В результате этого рулон проявляет гибкость для целей упаковки и хранения.
Однако полимерный лист из синтетических полимеров изготавливается заранее, хранится и обрабатывается вручную. Кроме того, в рамках промышленного производства непрерывное полотно абсорбирующего материала передвигается со скоростью около 10 м/сек. Это делает технически затруднительным операции введения и присоединения полимерного листа к внутреннему слою нетканого материала при скоростях передвижения, необходимых для промышленного изготовления.
Более того, образующее рулон полотно нетканого материала не проявляет эластичности. Вследствие этого, когда рулон возвращается из сжатой формы к несжатой форме, и/или подвергается воздействию внешних механических ограничений, полотно нетканого материала, которое спирально намотано вокруг гибкой гильзы, не возвращается к своему исходному положению, и рулон остается в овальной форме, то есть, он проявляет низкую упругость. Это усиливает ощущение низкого качества у потребителей.
Патентный документ WO 95/13183 A1 раскрывает рулон удлиненного материала, имеющий гильзу в центре рулона. Гильза по существу включает несколько витков удлиненного материала, которые скреплены друг с другом посредством связующего материала, такого как поливинилацетат, полиакрилат, латекс, крахмал, поливиниловый спирт, и т.д. Патентный документ WO 95/13183 A1 также раскрывает способ получения такого рулона в сжатой форме. Более конкретно, патентный документ WO 95/13183 A1 описывает, что раствор связующего материала напыляют или наносят в виде покрытия на первые витки обычной намотки. После завершения намотки и снятия с намоточного вала рулон немедленно сжимают до эллиптической или овальной формы в сечении. Документ описывает, что рулон может быть выведен из сжатой формы приложением давления к «более коротким» сторонам эллипса.
Однако связующий материал, как описанный в патентном документе WO 95/13183 A1 (например, латекс, крахмал, поливиниловый спирт, и т.д.), создает жесткую гильзу, которая включает несколько витков склеенного удлиненного материала. Поэтому полученная гильза не имеет гибкости и проявляет низкую упругость. В результате этого, после того, как рулон был сжат, трудно опять открыть его осевой полый проем таким образом, который приводит к четко определенному осевому полому проему. Кроме того, первые внутренние витки удлиненного материала (то есть, витки удлиненного материала, образующие гильзу), удерживаются склеенными друг с другом посредством связующего материала. Расслаивающее усилие, требуемое для отделения первых внутренних витков, как правило, является более высоким, чем прочность на разрыв удлиненного абсорбирующего материала. Поэтому затруднительно отделять первые внутренние витки, не разрывая удлиненный материал, на который нанесен связующий материал. В результате этого невозможно использовать удлиненный абсорбирующий материал по всей его длине, то есть, до последнего листа.
Более того, удлиненный материал не имеет достаточной эластичности. Вследствие этого, когда рулон возвращается из сжатой формы к несжатой форме, и/или подвергается воздействию внешних механических ограничений, образующий рулон удлиненный материал по существу не возвращается к своему исходному положению, и спирально намотанный удлиненный материал по существу не возвращается к своему исходному положению, и рулон остается в овальной форме, то есть, он проявляет низкую упругость. Это усиливает ощущение низкого качества у потребителей.
Поэтому желательно создание безгильзового рулона абсорбирующего листового изделия, который объединяет превосходную упругость (и тем самым также надлежащую гибкость и эластичность), хорошую жесткость и хорошую устойчивость к сплющиванию при надлежащем расслаивающем усилии.
Также желательным является создание рулона абсорбирующего листового изделия, который может быть использован по существу по всей его длине (то есть, по существу вплоть до последнего листа) и предотвращает засорение канализационных систем (время разложения).
Также желательным является создание безгильзового рулона абсорбирующего листового изделия, который может быть сформирован в сжатой форме, в которой, после того, как рулон был сжат, он может быть по существу возвратиться к своим исходным форме и размеру, и осевой полый проем может быть по существу вновь открыт путем, приводящим к четко определенному осевому полому проему.
Также желательно создание способа изготовления такого безгильзового рулона абсорбирующего листового изделия.
Сущность изобретения
Настоящее изобретение относится к (согласно «пункту 1») безгильзовому рулону абсорбирующего листового изделия, такого как гигиенические салфетки, туалетная бумага, полотенца, и т.д., сформированному из непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, причем непрерывное полотно абсорбирующего материала спирально намотано так, чтобы создавать осевой полый проем, размещенный в центре относительно безгильзового рулона и проходящий от одного края до другого края безгильзового рулона, и так, что первый конец размещается на наружной стороне рулона, и второй конец размещается у осевого полого проема:
причем спирально намотанное непрерывное полотно абсорбирующего материала имеет плотность от 50 до 140 мг/см3, предпочтительно от 60 до 130 мг/см3, более предпочтительно от 70 до 120 мг/см3;
причем по меньшей мере последний виток, находящийся у второго конца непрерывного полотна абсорбирующего материала, включает покровную композицию, содержащую (предпочтительно неионный) полимер, включающий атомы кислорода и/или азота, причем виток составляет один оборот непрерывного полотна, спирально намотанного вокруг осевого полого проема; и
причем по меньшей мере в котором по меньшей мере 20%, предпочтительно по меньшей мере 25%, более предпочтительно по меньшей мере 30%, более предпочтительно по меньшей мере 35%, более предпочтительно по меньшей мере 40%, более предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 70%, всей длины непрерывного полотна абсорбирующего материала в машинном направлении включают покровную композицию, содержащую неионный полимер, включающий атомы кислорода и/или азота.
Настоящее изобретение также относится к такому безгильзовому рулону, который сформирован в сжатой форме.
В одном аспекте настоящего изобретения покровная композиция, нанесенная на второй конец, является такой же, как нанесенная по всей длине непрерывного полотна абсорбирующего материала.
В одном дополнительном аспекте настоящего изобретения, покровную композицию наносят на непрерывное полотно абсорбирующего материала так, что максимальная межлистовая адгезия между покрытыми участками непрерывного полотна и участками непрерывного полотна, находящимися в контакте с ними, составляет от 0,3 до 1,7 Н.
В одном дополнительном аспекте настоящего изобретения, неионный полимер представляет собой неионный простой эфир целлюлозы, такой как простой эфир алкилцеллюлозы, простой эфир гидроксиалкилцеллюлозы, или их комбинации, или простой полиэфир с концевыми гидроксильными группами, такой как полиэтиленгликоль, полипропиленгликоль, или их комбинации.
Настоящее изобретение включает следующие варианты осуществления («пункты»):
2. Безгильзовый рулон согласно пункту 1, в котором покровную композицию наносят только на одну сторону непрерывного полотна абсорбирующего материала, предпочтительно на сторону, обращенную к осевому полому проему.
3. Безгильзовый рулон согласно пункту 1 или 2, в котором полимер, включающий атомы кислорода и/или азота, содержащийся в покровной композиции, которая наносится на последний(-ние) виток(-тки), находящийся(-иеся) у второго конца, представляет собой неионный полимер, и предпочтительно указанная покровная композиция является такой же, как композиция, нанесенная на протяжении по меньшей мере 20% всей длины непрерывного полотна абсорбирующего материала.
4. Безгильзовый рулон согласно любому из пунктов 1-3, в котором максимальная межлистовая адгезия между покрытыми участками непрерывного полотна абсорбирующего материала и участками непрерывного полотна, находящимися в контакте с ними, составляет от 0,3 до 1,7 Н.
5. Безгильзовый рулон согласно любому из пунктов 1-4, в котором покровная композиция, которая наносится на непрерывное полотно абсорбирующего материала, имеет ионную потребность от -1000 до +100 мкэкв/г, предпочтительно от -500 до +50 мкэкв/г, более предпочтительно от -50 до 0 мкэкв/г.
6. Безгильзовый рулон согласно любому из пунктов 1-5, в котором неионный полимер включает по меньшей мере одну повторяющуюся структурную единицу, содержащую один или многие атомы кислорода и/или один или многие атомы азота.
7. Безгильзовый рулон согласно пункту 6, в котором неионный полимер включает по меньшей мере одну повторяющуюся структурную единицу, содержащую один или многие атомы кислорода простой эфирной группы и/или одну или многие гидроксильные группы.
8. Безгильзовый рулон согласно пункту 6 или 7, в котором в среднем по меньшей мере 50%, предпочтительно по меньшей мере 80%, всех повторяющихся структурных единиц, составляющих неионный полимер, включают один или многие атомы кислорода и/или один или многие атомы азота, предпочтительно атомы кислорода простой эфирной группы и/или одну или многие гидроксильные группы.
9. Безгильзовый рулон согласно любому из пунктов 1-8, в котором неионный полимер представляет собой неионный простой эфир целлюлозы.
10. Безгильзовый рулон согласно пункту 9, в котором неионный простой эфир целлюлозы имеет среднечисленную молекулярную массу от 1000 до 1000000, предпочтительно от 2000 до 500000, более предпочтительно от 3000 до 200000, более предпочтительно от 5000 до 100000.
11. Безгильзовый рулон согласно пункту 9 или 10, в котором неионный простой эфир целлюлозы представляет собой простой эфир алкилцеллюлозы, такой как метилцеллюлоза или этилцеллюлоза, простой эфир гидроксиалкилцеллюлозы, такой как гидроксиэтилцеллюлоза или гидроксипропилцеллюлоза, или их комбинация.
12. Безгильзовый рулон согласно любому из пунктов 1-8, в котором неионный полимер представляет собой простой полиэфир с концевыми гидроксильными группами, предпочтительно простой полиэфир с концевыми гидроксильными группами, выбранный из полиэтиленгликоля, полипропиленгликоля и их смесей, более предпочтительно полиэтиленгликоль, и в котором предпочтительно по меньшей мере 40%, более предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 70%, всей длины непрерывного полотна абсорбирующего материала в машинном направлении включают покровную композицию, содержащую простой полиэфир с концевыми гидроксильными группами.
13. Безгильзовый рулон согласно пункту 12, в котором неионный полимер имеет среднечисленную молекулярную массу от 800 до 250000, предпочтительно от 1000 до 50000, более предпочтительно от 1500 до 15000, более предпочтительно от 1500 до 10000, более предпочтительно от 2000 до 7500, например, от 2500 до 4000.
14. Безгильзовый рулон согласно любому из пунктов 1-13, в котором покровная композиция включает:
(а) по меньшей мере 50 вес.%, предпочтительно по меньшей мере 65 вес.%, более предпочтительно по меньшей мере 80 вес.% неионного полимера;
(b) не более 50 вес.%, предпочтительно не более 35 вес.%, более предпочтительно не более 20 вес.% дополнительных добавок, таких как пластификаторы, упрочняющие агенты, отдушки и красители;
в каждом случае в расчете на общее содержание твердых веществ в покровной композиции.
15. Безгильзовый рулон согласно любому из пунктов 1-14, в котором покровная композиция наносится в расплавленной форме, или, после добавления воды, в виде водного раствора, причем водный раствор предпочтительно содержит неионный полимер в количестве по меньшей мере 0,1 вес.%, более предпочтительно по меньшей мере 0,5 вес.%, в расчете на общий вес покровной композиции.
16. Безгильзовый рулон согласно любому из пунктов 1-15, в котором по меньшей мере последние два, предпочтительно по меньшей мере последние три витка, предпочтительно по меньшей мере последние пять витков, более предпочтительно по меньшей мере последние десять витков, находящиеся у второго конца непрерывного полотна абсорбирующего материала, включают покровную композицию.
17. Безгильзовый рулон согласно любому из пунктов 1-16, в котором покровную композицию наносят так, что в отношении участка длины или участков длины непрерывного полотна, который(-ые) включает(-ют) покровную композицию, покрытая покровной композицией площадь занимает по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% общей площади указанной(-ных) длины(длин) участка(-ков).
18. Безгильзовый рулон согласно любому из пунктов 1-17, в котором, если покровная композиция была нанесена непрерывно в машинном направлении, образованный покрытый участок начинается у второго конца и включает по меньшей мере последний виток второго конца.
19. Безгильзовый рулон согласно любому из пунктов 1-17, в котором, если покровная композиция была нанесена периодически в машинном направлении, создавая тем самым два или более покрытых участков, (i) один покрытый участок включает по меньшей мере последний виток второго конца, и (ii) количество неионного полимера, нанесенного на половину непрерывного полотна, включающую второй конец, предпочтительно является равным или большим, чем количество неионного полимера, нанесенного на половину непрерывного полотна, включающую первый конец.
20. Безгильзовый рулон согласно любому из пунктов 1-16, в котором общее количество неионного полимера составляет от 0,001 до 40 г/рулон, предпочтительно от 0,005 до 10 г/рулон, более предпочтительно от 0,005 до 5 г/рулон, в частности, от 0,01 до 2 г/рулон.
21. Безгильзовый рулон согласно любому из пунктов 1-20, в котором полотно абсорбирующего материала составлено 1 слоем санитарно-гигиенической бумаги, или от 2 до 6, в частности, от 2 до 5 наложенными друг на друга слоями санитарно-гигиенической бумаги.
22. Безгильзовый рулон абсорбирующего листового изделия, сформированный спирально намотанным непрерывным полотном абсорбирующего материала, имеющим первый конец и второй конец, причем полотно абсорбирующего материала намотано так, чтобы определять осевой полый проем, находящийся в центре относительно безгильзового рулона и проходящий от одного края до другого края безгильзового рулона, и так, что первый конец находится на наружной стороне рулона, и второй конец находится у осевого полого проема;
причем безгильзовый рулон имеет упругость за 30 секунд по меньшей мере 75%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 85%, еще более предпочтительно по меньшей мере 90%, причем упругость за 30 секунд определяется так, как указано в описании.
23. Безгильзовый рулон согласно пункту 22, в котором рулон имеет диаметр от 50 до 500 мм, предпочтительно от 80 до 200 мм, более предпочтительно от 100 до 155 мм.
24. Безгильзовый рулон согласно пункту 22 или 23, который определяется как в одном или многих из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 или 21.
25. Безгильзовый рулон согласно любому из пунктов 1-24, находящийся в сжатой форме.
26. Безгильзовый рулон согласно любому из пунктов 1-25, который представляет собой абсорбирующее изделие, выбранное из группы, состоящей из гигиенических салфеток, полотенец, таких как бытовые полотенца, кухонные полотенца или полотенца для рук, туалетных бумаг, бумаг для вытирания, носовых платков, и косметических салфеток для лица, причем это абсорбирующее изделие предпочтительно представляет собой туалетную бумагу.
27. Способ изготовления для получения безгильзового рулона абсорбирующего листового изделия, включающий:
- передвижение непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, которое предпочтительно составлено 1 слоем санитарно-гигиенической бумаги, или от 2 до 6, в частности, от 2 до 5 наложенных друг на друга слоев санитарно-гигиенической бумаги;
- необязательно прорезание непрерывного полотна абсорбирующего материала по существу поперечно машинному направлению для получения одиночных, но сцепленных листов;
- нанесение покровной композиции, как определенной в любом из пунктов 1-20, на непрерывное полотно;
- спиральную намотку непрерывного полотна абсорбирующего материала так, чтобы сформировать длинный рулон (лог) полотна абсорбирующего материала, причем полотно абсорбирующего материала наматывается так, чтобы определять осевой полый проем, позиционированный в центре относительно лога и проходящий от одного края лога до другого края лога, и так, что первый конец находится на наружной стороне лога, и второй конец находится у осевого полого проема; и
- разрезание лога на многочисленные безгильзовые рулоны.
28. Способ изготовления согласно пункту 27, дополнительно включающий
- подвергание безгильзового рулона сжатию по направлению перпендикулярно осевому полому проему для получения безгильзового рулона в сжатой форме.
29. Способ изготовления согласно пункту 27 или 28, в котором безгильзовый рулон, полученный этим способом, является таким, как определено в одном или многих из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23 или 24.
30. Применение безгильзового рулона согласно любому из пунктов 1-26 в качестве туалетной бумаги, бытового полотенца, полотенца для рук, кухонного полотенца, бумаги для вытирания, косметической салфетки для лица, носового платка или гигиенической салфетки.
Там, где настоящее описание ссылается на «предпочтительные» варианты осуществления/признаки, комбинации этих «предпочтительных» вариантов осуществления/признаков также должны считаться как раскрытые, насколько эта комбинация «предпочтительных» вариантов осуществления/признаков является технически значимой.
Выше и ниже, в настоящем описании и в пунктах формулы изобретения, применение термина «включающий» должно пониматься как раскрытие, как более ограниченный вариант осуществления, а также как термин «состоящий из», насколько это является технически значимым.
Краткое описание чертежей
Фиг. 1 - схематическое изображение, показывающее перспективный вид безгильзового рулона согласно одному варианту осуществления настоящего изобретения.
Фиг. 2 - схематическое изображение, показывающее вид сбоку безгильзового рулона согласно одному варианту осуществления настоящего изобретения. Второй конец, как представленный в Фиг. 2, имеет три витка.
Фиг. 3 - схематическое изображение, показывающее ненамотанное непрерывное полотно абсорбирующего материала согласно одному варианту осуществления настоящего изобретения. Серая штриховка в Фиг. 3 представляет покровную композицию, которая нанесена на последний(-ние) виток(-ки), находящийся(-иеся) у второго конца, и которая непрерывно нанесена на непрерывное полотно абсорбирующего материала. Объединенные покрытые участки непрерывного полотна абсорбирующего материала (то есть, покрытый(-тые) последний(-ние) виток(-ки), находящийся(-иеся) у второго конца, и непрерывно покрытое полотно) составляют около 50% всей длины полотна в машинном направлении (MD).
Фиг. 4 - схематическое изображение, показывающее ненамотанное непрерывное полотно абсорбирующего материала согласно одному варианту осуществления настоящего изобретения. Серая штриховка в Фиг. 4 представляет покровную композицию, которая нанесена примерно на 3 витка, находящиеся у второго конца, и которая периодически нанесена на непрерывное полотно абсорбирующего материала. Объединенные покрытые участки непрерывного полотна абсорбирующего материала (то есть, покрытые последние витки, находящиеся у второго конца, и периодически покрытое полотно) составляют около 50% всей длины полотна в MD.
Фиг. 5 - схематическое изображение последних витков, находящихся у второго конца ненамотанного непрерывного полотна абсорбирующего материала согласно одному варианту осуществления настоящего изобретения. Серая штриховка в Фиг. 5 представляет покровную композицию, которая нанесена непрерывно на последние витки.
Фиг. 6 - схематическое изображение покрытой площади (участка длины ненамотанного непрерывного полотна абсорбирующего материала согласно одному варианту осуществления настоящего изобретения). Серая штриховка в Фиг. 6 представляет покровную композицию, которая нанесена периодически в виде точек.
Фиг. 1-6 представляют обзор терминологии, используемой в отношении безгильзового рулона согласно настоящему изобретению. В Фиг. 1-6 представлены следующие ссылочные позиции:
(1) безгильзовый рулон
(2) спиральное намотанное непрерывное полотно абсорбирующего материала
(3) осевой полый проем
(4) край
(5) первый конец
(6) второй конец
(7) покровная композиция
(8) линия перфорации.
Фиг. 7 - схематическое изображение, показывающее вид в разрезе бумагообрабатывающей машины (9), иллюстрирующий изготовление безгильзовых рулонов согласно одному варианту осуществления изобретения. Фиг. 7 показывает нанесение покровной композиции на непрерывное полотно абсорбирующего материала напылением.
Фиг. 8 - схематическое изображение, показывающее вид в разрезе бумагообрабатывающей машины (9), иллюстрирующий изготовление безгильзовых рулонов согласно одному варианту осуществления изобретения. Фиг. 8 показывает нанесение покровной композиции на непрерывное полотно абсорбирующего материала с использованием валика для нанесения покрытий.
Фиг. 9а, 9b и 9с - схематические изображения устройства (динамометра) (39) и комплекта валов (40)-(43), пригодных для измерения межлистовой адгезии (расслаивающего усилия) в рулоне (44) санитарно-гигиенической бумаги согласно настоящему изобретению. Размеры в Фиг. 9а-9с приведены в мм.
Подробное описание настоящего изобретения
1. Безгильзовый рулон
Безгильзовый рулон абсорбирующего листового изделия согласно настоящему изобретению выполнен из спирально намотанного непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец.
Непрерывное полотно абсорбирующего материала предпочтительно выполнено из базовой санитарно-гигиенической бумаги, которая может быть получена способами изготовления Conventional Wet Press (стандартного увлажнения под давлением) или Through Air Drying (TAD) (сквозной сушки горячим воздухом), или другими способами изготовления. Как используемая здесь, «базовая (сырьевая) санитарно-гигиеническая бумага» («полотно санитарно-гигиенической бумаги») подразумевает однослойную базовую тонкую бумагу, как полученную из машины для получения санитарно-гигиенических бумаг. Базовая санитарно-гигиеническая бумага имеет малый базовый удельный вес, в диапазоне от 8 до 60 г/м2, предпочтительно от 10 до 30 г/м2.
Термин «слой», как применяемый здесь, подразумевает один или многие слои санитарно-гигиенической бумаги в конечном изделии из санитарно-гигиенической бумаги (например, туалетной бумаги), когда оно/они получены после обработки («переработки») одного или многих полотен базовой санитарно-гигиенической бумаги.
С учетом основополагающей совместимости способов получения (мокрого формования), изготовление «санитарно-гигиенической бумаги» считается относящимся к технологиям бумажного производства. Изготовление санитарно-гигиенической бумаги отличается от изготовления бумаги исключительно низким базовым удельным весом ее и гораздо более высоким показателем поглощения энергии при растяжении.
Показатель поглощения энергии при растяжении выводится из поглощения энергии при растяжении, в котором поглощение энергии при растяжении соотносится с объемом испытательного образца перед обследованием (величинами длины, ширины, толщины образца между зажимами перед приложением растягивающей нагрузки). Бумага и санитарно-гигиеническая бумага также различаются, как правило, в отношении модуля упругости, который характеризует деформационно-прочностные свойства этих планарных изделий как параметры материала.
Высокий показатель поглощения энергии при растяжении санитарно-гигиенической бумаги обусловливается наружным или внутренним крепированием. Первое получается сжатием бумажного полотна, налипшего на сухой цилиндр, в результате действия крепирующего шабера, или в последнем примере в результате разницы в скорости между двумя сетками («тканями»). Это вызывает внутренние разрушения пластически деформируемого все еще влажного бумажного полотна вследствие сжимающих и сдвиговых усилий, тем самым делая его более растяжимым под нагрузкой, чем некрепированная бумага. Высокий показатель поглощения энергии при растяжении также может достигаться приданием санитарно-гигиенической бумаге трехмерной (3D) структуры с помощью самих проволочных сеток. Большинство функциональных свойств, типичных для санитарно-гигиенической бумаги и изделий из санитарно-гигиенической бумаги, обусловливаются высоким показателем поглощения энергии при растяжении (см. стандарты DIN EN 12625-4 и DIN EN 12625-5).
Типичные свойства санитарно-гигиенической бумаги включают способность легко поглощать энергию растягивающих напряжений, ее драпируемость, хорошую гибкость подобно текстильному материалу, такие свойства, которые часто называются объемной мягкостью, высокой поверхностной мягкостью, высоким удельным объемом с ощутимой толщиной, а также высокой способностью поглощать жидкости, и, в зависимости от варианта применения, надлежащей прочностью во влажном и сухом состоянии, а также интересным визуальным внешним видом наружной поверхности изделия. Эти свойства позволяют использовать санитарно-гигиеническую бумагу, например, как тряпки для вытирания (например, бытовые полотенца), изделия санитарно-гигиенического назначения (например, в качестве туалетной бумаги, полотенец для рук) и салфеток (например, косметических салфеток, носовых платков).
Согласно одному варианту осуществления настоящего изобретения, непрерывное полотно абсорбирующего материала предпочтительно состоит из 1 слоя санитарно-гигиенической бумаги, или от 2 до 5 наложенных друг на друга слоев санитарно-гигиенической бумаги.
Санитарно-гигиеническая бумага может быть получена из волокон для изготовления бумаги согласно «Стандартным способам», таким как для изготовления «Dry Crepe Tissue» («Санитарно-гигиеническая бумага сухого крепирования») или «Wet Crepe Tissue» («Санитарно-гигиеническая бумага мокрого крепирования»), или «Processes for Structured Tissue» («Способы структурирования санитарно-гигиенической бумаги»), такие как способ изготовления Through Air Drying (TAD) («Сквозная сушка горячим воздухом»), изготовления некрепированной санитарно-гигиенической бумаги сквозной сушкой горячим воздухом (UCTAD), или альтернативными способами изготовления, например, Advanced Tissue Molding System (ATMOS) («Усовершенствованная система формования санитарно-гигиенических бумаг») фирмы Voith, или Energy Efficient Technologically Advanced Drying eTAD («Энергосберегающая технологически усовершенствованная сушка eTAD») фирмы Georgia Pacific, или Structured Tissue Technology SST («Технология структурированной санитарно-гигиенической бумаги») фирмы Metso Paper. Также могут быть применены гибридные способы, такие как NTT (New textured Tissue («Новая текстурированная санитарно-гигиеническая бумага»)), которые представляют собой модификации традиционных способов.
Традиционный способ изготовления с сухим крепированием включает:
- спрессовывание и высушивание влажных бумажных волокон с образованием листа на нагретом цилиндре большого диаметра (также называемом Янки-цилиндром); и
- затем отделение и крепирование листа из высушенных бумажных волокон с помощью металлического шабера, сопряженного с указанным цилиндром поперек направления его вращения.
Операция крепирования создает волнообразные неровности в листе поперек направления его передвижения. Операция крепирования увеличивает толщину листа и придает эластичность и сообщает листу тактильные свойства (мягкости на ощупь).
Способ изготовления TAD включает:
- формование листа из влажных бумажных волокон на тканевой ленте; и
- затем высушивание листа, по меньшей мере частично, с помощью потока горячего воздуха, пропускаемого сквозь него.
Затем высушенный лист может быть крепирован.
Кроме того, в изготовлении полотна санитарно-гигиенической бумаги (применяемой в качестве предпочтительного варианта исполнения непрерывного полотна абсорбирующего материала) может быть применен способ, как описанный в патентном документе PCT/EP2015/059326 (дата подачи заявки: 29.04.2015; название: «Санитарно-гигиеническая бумага, включающая целлюлозные волокна, происходящие из мискантуса, и способ ее изготовления», включенном ссылкой). Более конкретно, ссылка приводится на описание согласно пункту 3 на страницах 22-27 этой заявки, и раскрытые в нем подробности TAD-способа (например, трехмерная (3D) форма полотна, проницаемый сушильный цилиндр, и т.д.). Описанные в этом фрагменте текста параметры также пригодны для применения в ATMOS-технологии.
Как только санитарно-гигиеническая бумага была изготовлена, отдельная технологическая операция, называемая операцией переработки, обычно применяется для формирования изделия из санитарно-гигиенической бумаги (то есть, бумажных полотенец, рулонов туалетной бумаги, санитарно-гигиенической бумаги для ванной, санитарно-гигиенической бумаги для вытирания, рулонов кухонной санитарно-гигиенической бумаги, носовых платков, и т.д.).
В одном дополнительном варианте исполнения непрерывного полотна абсорбирующего материала абсорбирующий материал представляет собой «нетканый материал». Термин «нетканый материал» является широко распространенным в технологии, и может быть дополнительно определен так, как описано в стандарте ISO 9092:2011, также для цели настоящего изобретения. Типичные способы изготовления нетканых материалов включают технологию воздушной укладки, технологию фильерного холстоформирования, технологию сухой укладки, и технологию мокрой укладки длинных волокон. Полотно нетканого материала, используемого согласно этому варианту исполнения, может быть однослойным или многослойным полотном.
Согласно одному предпочтительному аспекту этого варианта исполнения, полотно на основе абсорбирующего нетканого материала, используемое в безгильзовом рулоне согласно изобретению, включает целлюлозные волокна. В этом случае содержание целлюлозных волокон, в расчете на общий вес всех волокон, присутствующих в полотне нетканого материала, составляет по меньшей мере 20 вес.%, более предпочтительно по меньшей мере 50 вес.%, например, по меньшей мере 80 вес.%. Остальные волокна в этих случаях представляют собой нецеллюлозные волокна, такие как синтетические волокна.
Вышеуказанные волокна бумажной массы (которые также могут называться «целлюлозными волокнами») могут быть получены из первичного и/или вторичного целлюлозно-бумажного сырьевого материала. Целлюлозные волокна, которые могут быть использованы в изобретении, обычно содержат в качестве основного структурообразующего компонента долю длинноцепочечной волокнистой целлюлозы, которая присутствует в природных содержащих целлюлозу клетках, в частности, в клетках растений древесных пород. Волокна предпочтительно выделяются из растений древесных пород обработкой в стадиях варки для удаления или сокращения содержания лигнина и других экстрагируемых компонентов, и, необязательно, в стадиях отбеливания. Целлюлозные волокна также могут происходить из недревесных источников, таких как однолетние растения.
Подходящие целлюлозные волокна, которые могут быть использованы, могут быть регенерированного типа (например, Lyocell), хотя предпочтительно использование целлюлозы других типов. Применяемые целлюлозы могут представлять собой первичный волокнистый материал («первичные волокна») или вторичный волокнистый материал (повторно используемые целлюлозы). Целлюлоза может иметь происхождение из не содержащих лигнин или имеющих низкое содержание лигнина источников, таких как хлопковые очесы, трава эспарто (альфа), выжимки (например, солома хлебных злаков, рисовая солома, бамбук или конопля), волокна конопли, волокна травы мискантус, или лен (также называемые «недревесными волокнами» в описании и в пунктах формулы изобретения). Предпочтительно целлюлоза получается из лигноцеллюлозного материала, такого как мягкая древесина (которая обычно происходит из хвойных пород) или твердая древесина (обычно из лиственных деревьев).
Возможно применение «целлюлозы химической обработки» или «целлюлозы механической обработки», в связи с чем предпочтительно использование целлюлоз химической обработки.
«Целлюлозы химической обработки», как здесь используемые, согласно стандарту DIN 6730 представляют собой волокнистые материалы, полученные из растительных сырьевых материалов, из которых большинство нецеллюлозных компонентов было удалено химической варкой без существенной механической дополнительной обработки. «Целлюлоза механической обработки», как применяемая здесь, представляет общий термин для волокнистого материала, изготовленного из древесины полностью или почти полностью механическими средствами, необязательно при повышенных температурах. Целлюлоза механической обработки может быть подразделена на чисто механические целлюлозы (измельченную древесную целлюлозу и очищенную механическую целлюлозу), а также механические целлюлозы, подвергнутые химической предварительной обработке, такие как химико-механическая целлюлоза (CMP), или химико-термомеханическая целлюлоза (CTMP).
В настоящем изобретении, со ссылкой на Фиг. 1 и 2, непрерывное полотно (2) абсорбирующего материала спирально намотано так, чтобы образовывать осевой полый проем (3), находящийся в центре относительно рулона (1), и который является протяженным от одного края (4) до другого края (4) рулона. Как используемый здесь, «осевой полый проем» означает трубчатое отверстие, которое является протяженным сквозь рулон вдоль его центральной оси. Осевой полый проем позволяет конечному пользователю устанавливать рулон на вал держателя рулона. Когда рулон размещается на валу держателя рулона, абсорбирующий материал дозируется с первого конца (находящегося снаружи рулона), в то время как рулон может свободно вращаться вокруг его центральной оси. Осевой полый проем имеет диаметр от 10 мм до 70 мм, предпочтительно от 20 мм до 50 мм.
В настоящем изобретении осевой полый проем (3) является протяженным от одного края (4) до другого края (4) безгильзового рулона. Безгильзовый рулон согласно настоящему изобретению имеет окружную поверхность цилиндрической формы и противолежащие плоские концы (то есть, края), которые формируются, когда рулонный лог разрезают на многочисленные рулоны в конце процесса намотки. Как используемый здесь, «край» означает плоский участок, который находится на одной стороне рулона перпендикулярно его центральной оси.
В настоящем изобретении непрерывное полотно (2) абсорбирующего материала имеет первый конец (5) и второй конец (6). Первый конец (5) находится на наружной стороне рулона, и второй конец (6) находится у осевого полого проема. Поэтому непрерывное полотно абсорбирующего материала состоит, в машинном направлении, из первого конца и второго конца, и срединного участка, находящегося между этими концами. Совокупные длины первого конца, второго конца и срединного участка определяют всю длину непрерывного полотна абсорбирующего материала, который образует один рулон. В безгильзовом рулоне согласно настоящему изобретению непрерывное полотно абсорбирующего материала включает покровную композицию, предусмотренную в этой заявке.
Спирально намотанное непрерывное полотно абсорбирующего материала имеет (объемную массу) плотность от 50 до 140 мг/см3, предпочтительно от 55 до 135 мг/см3, более предпочтительно от 60 до 130 мг/см3, более предпочтительно от 65 до 125 мг/см3, более предпочтительно от 70 до 120 мг/см3, более предпочтительно от 80 до 110 мг/см3, например, от 80 до 100 мг/см3. Желательная плотность может быть достигнута, например, регулированием объема (см3/г) непрерывного полотна абсорбирующего материала и/или усилия при намотке (натяжения) непрерывного полотна во время процесса намотки. Результатом увеличенного усилия при намотке является то, что в рулоне того же диаметра может быть размещено большее число листов, что также иллюстрировано в приводимых примерах. Когда составляющее рулон непрерывное полотно абсорбирующего материала намотано туго (например, вследствие более высокого натяжения, создаваемого в процессе намотки), и/или показывает довольно низкие значения объема, полученный рулон проявляет высокую плотность, то есть, высокую массу абсорбирующего материала на единицу объема. Если плотность полученного рулона превышает 140 мг/см3, могут не развиваться в полной мере характеристики упругости. Кроме того, при более высоких значениях плотности безгильзовый рулон может становиться относительно жестким, и уже больше не может быть сжат до желательной степени, например, для целей хранения.
Напротив, когда составляющее рулон непрерывное полотно абсорбирующего материала намотано относительно свободно (например, вследствие более слабого натяжения, создаваемого в процессе намотки), и/или показывает довольно высокие значения объема, полученный рулон проявляет низкую плотность, то есть, низкую массу абсорбирующего материала на единицу объема. Однако плотность менее 50 мг/см3 нежелательна ввиду повышенной опасности блокирования размоточного устройства, когда непрерывное полотно перемещается со скоростью, надлежащей для промышленного производства, например, 10 м/сек.
Согласно настоящему изобретению, покровную композицию наносят на непрерывное полотно так, что ее содержит по меньшей мере последний виток, находящийся на втором конце (6) полотна. Под «витком» авторы настоящего изобретения понимают один оборот спирально намотанного полотна вокруг осевого полого проема (3). Например, Фиг. 2 показывает последние три витка, находящиеся у второго конца (6) полотна. Покровную композицию предпочтительно наносят на полотно так, что по меньшей мере два последних витка, более предпочтительно по меньшей мере три последних витка, более предпочтительно по меньшей мере четыре последних витка, по меньшей мере пять последних витков, более предпочтительно по меньшей мере последние десять витков, находящиеся у второго конца, включают покровную композицию.
Согласно настоящему изобретению, покровную композицию наносят на непрерывное полотно абсорбирующего материала непрерывно или периодически. Кроме того, непрерывное полотно абсорбирующего материала покрывают так, что по меньшей мере 20% всей длины непрерывного полотна в машинном направлении включают покровную композицию.
Доля длины полотна в машинном направлении («по меньшей мере 20% всей длины полотна»), как применяемая здесь, подразумевает общую длину участков непрерывного полотна в машинном направлении, покрытых неионным полимером, включающим атомы кислорода и/или азота («первого полимера»), относительно всей (совокупной) длины непрерывного полотна в машинном направлении. Она может включать последний(-ние) виток(-тки), находящийся(-еся) у второго конца. Что касается распределения включающей первый полимер покровной композиции, то нет конкретного ограничения в отношении всей длины непрерывного полотна, при условии, что по меньшей мере 20% всей длины непрерывного полотна в машинном направлении включают эту покровную композицию. Необязательно, на последний(-ние) виток(-тки), находящийся(-еся) у второго конца непрерывного полотна, наносится одна и та же покровная композиция.
В одном варианте исполнения покровную(-ные) композицию(-ции) наносят на непрерывное полотно так, что предпочтительно по меньшей мере 25%, по меньшей мере 30%, по меньшей мере 35%, по меньшей мере 40%, по меньшей мере 50%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, например, по меньшей мере 90% всей длины полотна в машинном направлении включают содержащую первый полимер покровную композицию. В одном предпочтительном варианте осуществления настоящего изобретения, покровную композицию наносят по всей длине непрерывного полотна в машинном направлении, то есть, покровную композицию наносят непрерывно в машинном направлении от первого конца (5), находящегося на наружной стороне рулона, до второго конца (6), находящегося у осевого полого проема (3).
Во избежание неопределенности, авторы настоящего изобретения хотели бы отметить, что эти значения процентного содержания применимы к покровной композиции, включающей только неионный полимер, содержащий атомы кислорода и/или азота (также называемый «первым полимером»). В случае, что у второго конца непрерывного полотна по меньшей мере последний виток включает иное покрытие с ионным полимером, содержащим атомы кислорода и/или азота (также называемым «вторым полимером»), участки непрерывного полотна, содержащие покрытие со вторым полимером, не рассматриваются для определения вышеуказанных значений процентного содержания.
Со ссылкой на вариант исполнения согласно Фиг. 3, непрерывное полотно абсорбирующего материала имеет первый конец (5) и второй конец (6), причем последние витки, находящиеся у второго конца (то есть, конца полотна, размещенного у осевого полого проема), включают покровную композицию, и непрерывное полотно включает покровную композицию, которая непрерывно нанесена в машинном направлении. Если используется одна и та же покровная композиция, включающая «первый полимер», непрерывно покрытый участок, который включает последний(-ние) виток(-тки), находящийся(-иеся) у второго конца, определяет участок покрытой длины (в %), в расчете на всю длину непрерывного полотна (то есть, объединенные длины первого конца, второго конца и срединного участка, которые определяют всю длину непрерывного полотна абсорбирующего материала, образующего один индивидуальный рулон).
Со ссылкой на вариант исполнения согласно Фиг. 4, непрерывное полотно абсорбирующего материала имеет первый конец (5) и второй конец (6), причем последние витки, находящиеся у второго конца (то есть, конца полотна, размещенного у осевого полого проема), включают покровную композицию, и непрерывное полотно включает покровную композицию, которая периодически нанесена в машинном направлении. Если используется одна и та же покровная композиция, включающая «первый полимер», непрерывно покрытый участок, объединенные длины покрытого(-тых) последнего(-них) витка(-ов), находящегося(-ихся) у второго конца, и периодически покрытые участки определяют длину покрытого участка (в %), в расчете на всю длину непрерывного полотна.
В одном предпочтительном варианте исполнения, полимер, включающий атомы кислорода и/или азота («второй полимер»), содержащийся в покровной композиции, которая нанесена на указанный(-ные) последний(-ние) виток(-ки), находящийся(-иеся) у второго конца, представляет собой неионный полимер, и предпочтительно указанная покровная композиция является такой же, как нанесенная по меньшей мере на 20% всей длины непрерывного полотна абсорбирующего материала.
В одном дополнительном варианте осуществления настоящего изобретения, покровную композицию наносят на непрерывное полотно абсорбирующего материала так, что максимальная межлистовая адгезия (расслаивающее усилие) между покрытыми участками непрерывного полотна и участками непрерывного полотна, находящимися в контакте с ними, составляет от 0,3 до 1,7 Н, предпочтительно от 0,4 до 1,5 Н, например, от 0,5 до 1,2 Н. Межлистовая адгезия может быть определена, как указано в экспериментальном разделе.
В одном варианте осуществления настоящее изобретение относится к безгильзовому рулону абсорбирующего листового изделия, сформированному спиральной намоткой непрерывного полотна в машинном направлении, имеющего первый конец и второй конец, причем полотно абсорбирующего материала намотано так, что создает осевой полый проем, находящийся в центре безгильзового рулона и проходящий от одного края до другого края безгильзового рулона, и так, что первый конец находится на наружной стороне рулона, и второй конец находится у осевого полого проема;
причем безгильзовый рулон имеет упругость за 30 секунд по меньшей мере 75%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 85%, еще более предпочтительно по меньшей мере 90%, причем упругость за 30 секунд определяется так, как указано в экспериментальном разделе.
Как хорошо известно авторам настоящего изобретения, безгильзовые рулоны с такими превосходными характеристиками упругости не были получены или описаны ранее. Авторы настоящего изобретения неожиданно нашли, что такие изделия могут быть получены нанесением надлежащим образом выбранных покровных композиций/полимеров до определенного процентного содержания на всю длину полотна абсорбирующего материала, и применением покрытого полотна для получения рулонов, имеющих надлежащим образом выбранную плотность, как описано в дополнительных подробностях в описании и в пунктах прилагаемой формулы изобретения. Одно преимущество таких безгильзовых рулонов состоит в улучшенном визуальном внешнем виде рулона после того, как он был сжат и/или подвергнут воздействию деформирующих сил. Чем выше значение упругости, тем больше осевой полый проем будет дополнительно вновь открыт после устранения деформирующей/сжимающей силы. Безгильзовые рулоны с заявленными значениями упругости будут иметь по существу одинаковый внешний вид для потребителя до и после сжатия, и не будут создавать впечатление низкокачественного изделия.
В одном варианте исполнения безгильзовый рулон согласно настоящему изобретению образован в сжатой форме. Как используемая здесь, «сжатая форма» означает форму, в которой поперечное сечение рулона имеет овальную форму. Когда рулон находится в сжатом состоянии, осевой полый проем принимает узкую овальную форму (при полном сжатии форму узкой овальной щели), и уже больше нельзя вставить вал держателя рулона. В результате этого для рулона требуется меньше пространства, и могут быть сокращены затраты на хранение и перевозку. Благодаря превосходным значениям упругости безгильзовый рулон согласно настоящему изобретению способен самопроизвольно возвращаться из сжатой формы (овальной) к по существу несжатой форме (цилиндрической или только слегка овальной), даже если давление не прилагается вдоль длинной стороны (диаметра) рулона с овальной формой, то есть, перпендикулярно оси рулона.
2. Покровная(-ные) композиция(-ции), используемая(-мые) для безгильзового рулона
В настоящем изобретении покровную композицию, содержащую (предпочтительно неионный) полимер, включающий атомы кислорода и/или азота, наносят по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна, и покровную композицию, содержащую неионный полимер, включающий атомы кислорода и/или азота, наносят по меньшей мере на 20% всей длины непрерывного полотна в машинном направлении.
Соответственно этому, в изобретении проводится различие между неионным полимером, включающим атомы кислорода и/или азота, наносимым по меньшей мере на 20% всей длины непрерывного полотна (также называемым «первым полимером»), и полимером, включающим атомы кислорода и/или азота, наносимым по меньшей мере на последний виток, находящийся у второго конца (также называемым «вторым полимером»), который может быть ионным, но предпочтительно неионным, и более предпочтительно таким же полимером, как используемый в качестве первого полимера.
Полимеры, применимые в настоящем изобретении, описаны более подробно ниже в разделах 2.1 и 2.2.
Если первый и второй полимеры идентичны, также является предпочтительным, чтобы по меньшей мере последний виток, находящийся у второго конца, включал такую же покровную композицию, какая нанесена по меньшей мере на 20% всей длины непрерывного полотна. Для этого предпочтительного варианта осуществления изобретения применимо следующее.
Покровная композиция, применимая в настоящем изобретении, предпочтительно включает:
(а) по меньшей мере 50 вес.% указанного неионного полимера, предпочтительно по меньшей мере 65 вес.%, более предпочтительно по меньшей мере 80 вес.%, более предпочтительно по меньшей мере 85 вес.%, более предпочтительно по меньшей мере 90 вес.%, более предпочтительно по меньшей мере 95 вес.%;
(b) не более 50 вес.%, предпочтительно не более 35 вес.%, предпочтительно не более 20 вес.%, более предпочтительно не более 15 вес.%, более предпочтительно не более 10 вес.%, более предпочтительно не более 5 вес.%, дополнительных добавок, таких как пластификаторы, упрочняющие агенты, отдушки, красители, и т.д.;
в каждом случае в расчете на общее содержание твердых веществ в покровной композиции.
В одном дополнительном варианте исполнения покровная композиция состоит из этих ингредиентов в указанных количествах.
В одном варианте исполнения покровная композиция состоит из неионного полимера, который предпочтительно имеет температуру плавления свыше 20°С, более предпочтительно более 30°С, более предпочтительно более 40°С, как определяется динамическим механическим анализатором (DMA, гнездо для материала с одноконсольной геометрией изгиба) на основе характеристики tan δ, причем измерение выполняется от -120°С до 75°С, с градиентом 3°С в минуту и частотой 1,0 Гц. Один пример такого неионного полимера представляют простые полиэфиры с концевыми гидроксильными группами, более подробно описываемые ниже.
Покровная композиция может быть нанесена на непрерывное полотно абсорбирующего материала (в частности, его «второй конец») в расплавленном состояния после нагревания до температуры указанной точки плавления или выше нее, например, напылением, регулируемым волокнообразованием, нанесением покрытия валиком, нанесением с использованием щелевой фильеры, или любым другим известным в технологии пригодным способом нанесения.
В одном варианте исполнения покровная композиция может быть нанесена в виде водного раствора. Это значит, что к покровной композиции добавляют воду и используют в качестве растворителя для неионного полимера и дополнительных добавок, если они присутствуют. Водный раствор покровной композиции предпочтительно содержит неионный полимер в общем количестве по меньшей мере 0,1 вес.%, предпочтительно по меньшей мере 0,5 вес.%, более предпочтительно по меньшей мере 1 вес.%, в расчете на общий вес водного раствора. Также могут присутствовать дополнительные добавки, такие как пластификаторы, упрочняющие агенты, отдушки, красители, и т.д. В этом случае также могут быть использованы предпочтительные уровни содержания их, разъясненные выше в связи с компонентом (b), (но со ссылкой на общее содержание сухого вещества в водном растворе).
Вода предпочтительно присутствует в количестве, которое составляет более 50 вес.%, и более предпочтительно в количестве свыше 65 вес.%, более предпочтительно более 80 вес.%, в расчете на общий вес водного раствора.
Этот водный раствор покровной композиции может быть нанесен в том виде, как есть, предпочтительно при комнатной температуре, на непрерывное полотно абсорбирующего материала, например, напылением, регулируемым волокнообразованием, нанесением покрытия валиком, или любым другим известным в технологии пригодным способом нанесения. После нанесения водного раствора непрерывное полотно абсорбирующего материала может быть высушено, например, при длительном хранении в условиях окружающей среды, или другими известными в технологии способами. В зависимости от содержания воды, такая стадия высушивания также может оказаться ненужной, поскольку само полотно абсорбирующего материала будет удалять воду из водного раствора, тем самым выводя ее за пределы покровной композиции на полотне.
В одном варианте исполнения покровная композиция наносится на последний(-ние) виток(-ки), находящийся(-иеся) у второго конца, и/или на непрерывное полотно, в виде водного раствора, и имеет ионную потребность от -1000 до +100 мкэкв/г, предпочтительно от -500 до +50 мкэкв/г, более предпочтительно от -50 до 0 мкэкв/г. Выражение «ионная потребность», как используемое здесь, подразумевает общие поверхностные заряды всех растворенных и нерастворенных веществ, присутствующих в водном растворе. Ионная потребность может быть измерена известными в технологии способами, такими как полиэлектролитическое титрование. Подходящим прибором для измерения ионной потребности является детектор заряда частиц PCD 03 производства фирмы BTG Mütek GmbH, Германия.
В настоящем изобретении покровную композицию наносят по меньшей мере на одну из двух сторон непрерывного полотна, то есть, на верхнюю и/или нижнюю сторону непрерывного в продольном направлении полотна. «Верхняя» сторона, как используемая здесь, означает сторону непрерывного полотна, которая обращена наружу относительно рулона, когда полотно спирально намотано. В одном предпочтительном варианте исполнения покровную композицию наносят на «нижнюю сторону», то есть, на сторону, обращенную к осевому полому проему. Однако если только довольно малое число витков, например, один или два (например, вплоть до трех витков), находящихся у второго конца, включают (предпочтительно неионный) полимер, включающий атомы кислорода и/или азота, может быть благоприятным нанесение покровной композиции на «верхнюю сторону», чтобы обеспечить, что верхняя сторона отдельных витков в достаточной мере прилипает к нижней стороне следующего витка.
Покровную композицию предпочтительно наносят на непрерывное полотно перед тем, как его спирально наматывают с образованием рулона. В результате намотки покровная композиция наносится по окружности относительно осевого полого проема. В настоящем изобретении покровную композицию предпочтительно наносят на полотно так, чтобы относительно общей длины полотна (то есть, участка или участков длины, содержащих полученное покрытие) были покрыты по меньшей мере 20%, предпочтительно по меньшей мере 25%, предпочтительно по меньшей мере 30%, предпочтительно по меньшей мере 35%, предпочтительно по меньшей мере 40%, предпочтительно по меньшей мере 50%, более предпочтительно по меньшей мере 70%, и, в частности, по меньшей мере 80%.
В настоящем изобретении покровную композицию предпочтительно наносят так, что относительно участка(-ов) длины непрерывного полотна, которое включает покровную композицию, покрытая покровной композицией площадь (будь то сплошное покрытие или частичное покрытие) занимает по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% общей площади указанного(-ных) участка(-ов) длины.
Покровная композиция может быть нанесена на непрерывное полотно для создания сплошного или частичного покрытия.
«Сплошное покрытие», как используемое здесь, означает покрытие, которое нанесено непрерывно в машинном и осевом (поперечном) направлении. Это сплошное покрытие может включать второй конец полотна (например, см. Фиг. 5).
В соответствии с одним вариантом осуществления настоящего изобретения, предпочтительным является нанесение покровной композиции так, чтобы создать сплошное покрытие на покрытом участке длины полотна. Это значит, что в отношении участка длины непрерывного полотна, которое включает покровную композицию, площадь, покрытая покровной композицией, составляет 100%.
Более того, является предпочтительным, чтобы такое сплошное покрытие включало последний(-ние) виток(-ки) второго конца непрерывного полотна. Другими словами, если одна и та же покровная композиция используется для нанесения покрытия на последний(-ние) виток(-ки) у второго конца, а также на желательный участок длины (например, 20% или 40%) непрерывного полотна, остальной участок (80% или 60%) остается непокрытым. Кроме того, если покровная композиция наносится непрерывно в машинном направлении, предпочтительно, чтобы полученный покрытый участок длины начинался у второго конца и включал по меньшей мере последний виток второго конца.
Частичное покрытие создается, например, если покрытие наносят на полотно периодически в машинном и/или осевом направлении. Покровная композиция может быть нанесена на полотно, чтобы образовать предварительно определенные рисунки покрытия. Нанесенный рисунок из покровной композиции предпочтительно является симметричным и размещенным по центру относительно оси симметрии, протяженной параллельно машинному направлению (которое разделяет полотно абсорбирующего материала на две равных гипотетических половины). В отношении предварительно определенного рисунка покрытия конкретного ограничения нет. Частичное покрытие может образовывать связные (например, полосы, линии или волны) или раздельные отложения (например, точки, квадраты, круги, или любые другие геометрические формы).
В одном варианте исполнения покровную композицию наносят непрерывно в машинном направлении, но периодически в осевом направлении, то есть, она не покрывает полностью (осевое) поперечное сечение. Например, это может быть достигнуто нанесением широкой полосы («ленты») покровной композиции по желательной длине всего непрерывного полотна. Эта широкая полоса покровной композиции предпочтительно является симметричной и размещенной по центру относительно оси симметрии, протяженной параллельно машинному направлению. Как уже упоминалось, площадь, покрытая этой широкой полосой покровной композиции, предпочтительно занимает по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% общей площади покрытого(-тых) участка(-ков) длины.
В одном дополнительном варианте исполнения частичного покрытия, покрытие наносят непрерывно в осевом (поперечном) направлении, но периодически в машинном направлении, например, в форме параллельных полос, пролегающих в осевом направлении, то есть, от одного края рулона до другого края, или в форме нескольких покрытых областей, чередующихся с непокрытыми областями, как показано, например, в Фиг. 4. Чтобы для этого варианта исполнения определить, соответствует ли требование изобретению, необходимо рассчитывать долю всей длины покрытых областей. Например, если общая длина непрерывного полотна составляет 20 м, и в целом 4 участка, каждый из которых имеет длину 2 м (один из этих участков включает последний(-ние) виток(-ки), находящиеся у второго конца), были покрыты (покровной композицией, включающей неионный полимер, содержащий атомы кислорода и/или азота, то есть, первый полимер), то в целом 40% всей длины непрерывного полотна содержат покровную композицию.
Если покровная композиция была нанесена периодически в машинном направлении, образуя тем самым два или более покрытых участков, то предпочтительно, чтобы (i) один покрытый участок включал по меньшей мере последний виток второго конца. Кроме того, что касается распределения покровной композиции по длине непрерывного полотна, предпочтительно, чтобы (ii) общее количество неионного полимера, нанесенного на половину непрерывного полотна, включающую второй конец, было равным или большим, чем общее количество неионного полимера, нанесенного на половину непрерывного полотна, включающую первый конец. В последнем случае («большим, чем») разность может составлять, например, по меньшей мере 10%, по меньшей мере 20% или по меньшей мере 50%. Согласно одному аспекту изобретения, условие (ii) применимо, в частности, к таким вариантам исполнения, в которых не является существенным, включает ли непрерывное полотно покровную композицию не по всей длине, но только на части ее, например, от 20 до 80%,
В одном дополнительном варианте исполнения частичного покрытия, покрытие наносится периодически в машинном и осевом (поперечном) направлении, например, в форме параллельных полос, пересекающих друг друга. В альтернативном варианте, покрытие наносится периодически в форме точек, как показано в Фиг. 6. Точки могут образовывать регулярный или нерегулярный рисунок, как результат, например, напыления, волокнообразования или нанесения покрытия валиком. Кроме того, для этого варианта исполнения предпочтительно, чтобы область, покрытая частичным покрытием, занимала по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% общей площади покрытого(-тых) участка(-ов) длины. Например, Фиг. 6 показывает частичное покрытие, которое покрывает по существу 100% участка длины непрерывного полотна, включающего покровную композицию.
Одна функция неионного полимера («первого полимера»), нанесенного по меньшей мере на 20% всей длины непрерывного полотна, состоит в обеспечении того же, что и упругость. В то же время, если он нанесен по меньшей мере на последний виток второго конца, первый полимер является также эффективным в приклеивании полотна абсорбирующего материала одного витка к материалу полотна соседнего(-них) витка(-ов). Этим обеспечивается то, что второй конец безгильзового рулона стабилизируется, и предотвращается отслоение последнего(-них) витка(-ов) и сплющивание.
Поскольку для этой функции не обязательно требуется применение неионного полимера, в пределы настоящего изобретения входит то, что по меньшей мере последний виток, находящийся у второго конца непрерывного полотна, включает покровную композицию, которая содержит ионный (анионный или катионный) или неионный полимер, включающий атомы кислорода и/или азота («второй полимер»).
2.1. Полимер, включающий атомы кислорода и/или азота («второй полимер»)
«Второй полимер» может быть выбран из ионных (анионных или катионных) или неионных полимеров.
А) В одном варианте исполнения покровная композиция, нанесенная по меньшей мере на последний виток, находящийся у второго конца, содержит ионный полимер, включающий атомы кислорода и/или азота. Ионный полимер может быть выбран из известных адгезивных полимеров с низкой клейкостью, пригодных для ламинирования бумажных полотен. Адгезивный полимер может быть синтетического или природного происхождения. Надлежащие варианты исполнения предусматривают ионные полимеры на основе полисахаридов, например, производные полисахаридов (например, производные целлюлозы) с карбоксильными функциональными группами, такие как карбоксиметилцеллюлоза (CMC) или гуммиарабик. В качестве покровной композиции, включающей ионный полимер, могут быть предпочтительно использованы имеющиеся в продаже на рынке адгезивы на водной основе. Они также могут содержать другие добавки.
Для варианта исполнения (А) предпочтительно, чтобы покровная композиция наносилась менее, чем на пять витков, более предпочтительно менее, чем на три витка, считая от последнего витка, находящегося у второго конца, и включая его. Кроме того, предпочтительно, чтобы общее количество покровной композиции (содержание твердого вещества) на рулон составляло менее 0,05 г, предпочтительно менее 0,03 г.
(В) Если неионный полимер используется для покрытия по меньшей мере последнего витка, находящегося у второго конца, этот неионный полимер предпочтительно является таким же, как используемый для покрытия по меньшей мере 20% всей длины непрерывного полотна. Другими словами, в этом предпочтительном варианте исполнения второй полимер и первый полимер являются идентичными, и предпочтительно покровная композиция, нанесенная по меньшей мере на 20% всей длины непрерывного полотна, идентична покровной композиции, использованной для покрытия по меньшей мере последнего витка, находящегося у второго конца.
2.2. Неионный полимер, включающий атомы кислорода и/или азота («первый полимер»)
В настоящем изобретении покровную композицию, содержащую (предпочтительно неионный) полимер, включающий атомы кислорода и/или азота, наносят по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна абсорбирующего материала, и покровную композицию, содержащую неионный полимер, включающий атомы кислорода и/или азота, наносят по меньшей мере на 20% всей длины непрерывного полотна в машинном направлении. Если используется в безгильзовом рулоне с надлежащей плотностью, нанесение покровной композиции, включающей неионный полимер («первый полимер»), по меньшей мере на 20% всей длины полотна абсорбирующего материала неожиданно приводит к превосходной упругости (и тем самым также к надлежащей гибкости и эластичности), но также достаточной жесткости (и тем самым также к устойчивости к сплющиванию) и подходящему расслаивающему усилию. Эти эффекты могут быть дополнительно усилены, если первый полимер также используется для нанесения покрытия по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна. В соответствии с настоящим изобретением, применяемые предпочтительные полимеры могут быть описаны следующим образом.
Полимеры могут быть подразделены на две категории, а именно, ионные полимеры и неионные полимеры. Полимеры ионного типа содержат заместители, которые являются электрически заряженными, тогда как полимеры неионного типа содержат электрически нейтральные заместители. Полимеры, используемые в настоящем изобретении, предпочтительно относятся к неионному типу.
Применяемые здесь неионные полимеры включают атомы кислорода и/или азота. Без намерения вдаваться в любую теорию, представляется, что применяемые здесь неионные полимеры содействуют адекватным электростатическим взаимодействиям, в частности, образованию межмолекулярных водородных связей, например, водородных связей между неионным полимером и абсорбирующим материалом (например, целлюлозными волокнами), а также водородных связей между индивидуальными молекулами неионного полимера, и внутримолекулярных водородных связей, например, электростатических взаимодействий, возникающих между атомами кислорода и/или азота и атомами водорода внутри различных частей одной полимерной молекулы. Более того, представляется, что вышеупомянутые взаимодействия обусловливают надлежащие характеристики жесткости и упругости, тогда как в то же время обеспечивают подходящую степень межлистовой адгезии (степени электростатических взаимодействий, достаточных для стимулирования обратимой межлистовой адгезии).
В одном варианте исполнения применяемый здесь неионный полимер включает по меньшей мере одну повторяющуюся структурную единицу, содержащую один или многие атомы кислорода и/или один или многие атомы азота, например, от 1 до 5 атомов кислорода и/или от 1 до 5 атомов азота, в частности, от 1 до 3 атомов кислорода и/или от 1 до 3 атомов азота, например, от 1 до 3 атомов кислорода. В соответствии с общепринятым пониманием этого термина, «повторяющаяся структурная единица» (также иногда называемый «повторяющимся звеном» или «мономерным звеном») имеет отношение, в частности, к одной или многим частям (блокам) полимера, повторяемость которых создает полную полимерную цепь в результате связывания повторяющихся структурных единиц друг с другом последовательно вдоль цепи, за исключением возможных структурных модификаций у конечных групп.
В одном дополнительном варианте исполнения неионный полимер включает по меньшей мере одну повторяющуюся структурную единицу, содержащую один или многие либо атомы кислорода, и/или одну или многие гидроксильные группы.
В одном предпочтительном варианте исполнения, в среднем по меньшей мере 50%, предпочтительно по меньшей мере 80% всех повторяющихся структурных единиц, составляющих неионный полимер (и тем самым завершенную полимерную цепь, за исключением концевых групп), включают один или многие атомы кислорода, и/или одну или многие гидроксильные группы, и/или одну или многие аминогруппы, более предпочтительно одну или многие простые эфирные группы и/или одну или многие гидроксильные группы.
В одном варианте исполнения неионный полимер проявляет растворимость в воде при 25°С по меньшей мере 40 г/л, предпочтительно 200 г/л, в частности, 500 г/л. Растворимость неионного полимера в воде обеспечивает то, что абсорбирующее листовое изделие согласно настоящему изобретению (в частности, туалетная бумага, и т.д.) имеет хорошую пригодность к смыванию в унитаз. Благодаря довольно высокой растворимости неионного полимера, он растворяется при контакте с водой в канализационной системе, или по меньшей мере быстро образует дисперсию. В результате этого может эффективно предотвращаться засорение канализационных систем. Для других вариантов исполнения безгильзового рулона, которые обычно не утилизируются через канализационные системы, таких гигиенические салфетки, полотенца, например, бытовые полотенца, кухонные полотенца или полотенца для рук, туалетные бумаги, тряпки для вытирания и носовые платки, этот признак не требуется, но является предпочтительным.
Также предпочтительным является применение биоразлагаемых неионных полимеров.
В настоящем изобретении количество неионного полимера в покровной композиции регулируют так, что на полотно наносится общее количество от 0,001 до 40 г/рулон, предпочтительно от 0,005 до 10 г/рулон, более предпочтительно от 0,005 до 5 г/рулон, более предпочтительно от 0,01 до 2 г/рулон, более предпочтительно от 0,1 до 1,5 г/рулон. Количество неионного полимера, как используемого здесь, должно пониматься как общее количество неионного полимера («первого полимера»), нанесенного на непрерывное полотно. Когда количество нанесенного на непрерывное полотно неионного полимера составляет менее 0,001 г/рулон, желательные свойства в плане жесткости и устойчивости к сплющиванию не могут быть полностью достигнуты. Напротив, когда количество неионного полимера, нанесенного на непрерывное полотно, составляет свыше 40 г/рулон, рулон проявляет высокую жесткость и устойчивость к сплющиванию, но могут становиться высокими затраты на изготовление.
В одном дополнительном предпочтительном варианте исполнения используемый здесь неионный полимер представляет собой неионный простой эфир целлюлозы, который может быть описан следующим образом.
Простые эфиры целлюлозы представляют собой полимеры, образованные из целлюлозы, которые получаются замещением (полным или частичным) гидроксильных групп целлюлозы. Применение одного этерифицирующего реагента (алкилирующего реагента) в процессе замещения приводит к единственному простому эфиру целлюлозы, тогда как использование реагентов различных видов приводит к смешанным простым эфирам целлюлозы (смешанным простым эфирам). Уровень замещения описывается как степень замещения (DS), определяемая как среднее число гидроксильных групп, замещенных в расчете на элементарное звено ангидроглюкозы. Величина DS может варьировать между >0 и 3. Если применяется такой этерифицирующий (алкилирующий) реагент, как алкиленоксидный этерифицирующий реагент, то может образовываться новая гидроксильная группа, и может дополнительно реагировать с образованием олигомерных цепей. В этом случае степень замещения описывается как молярное замещение (MS), определяемое как среднее число молей этерифицирующего реагента на моль элементарного звена ангидроглюкозы.
Степень замещения (DS) и молярное замещение (MS) (ионных или неионных) простых эфиров целлюлозы могут быть определены известными в технологии методами, например, 13C-ЯМР-спектроскопией или методом газовой хроматографии по Цейзелю (Zeisel-GC), как описано авторами Hodges и др. в Anal. Chem., 1979, том 51 (№ 13), стр. 2172-2176.
Простые эфиры целлюлозы подразделяются на две категории, а именно, ионные простые эфиры целлюлозы и неионные простые эфиры целлюлозы. Простые эфиры целлюлозы ионного типа, например, натриевая соль карбоксиметилцеллюлозы (CMC), содержат заместители, которые являются электрически заряженными, тогда как простые эфиры целлюлозы неионного типа, например, метилцеллюлоза, гидроксипропилцеллюлоза, и т.д., содержат электрически нейтральные заместители. Простые эфиры целлюлозы, используемые в настоящем изобретении, относятся к неионному типу.
Без намерения вдаваться в любую теорию, представляется, что неионные простые эфиры целлюлозы обеспечивают тонко настраиваемую степень адгезии между покровной композицией и удлиненным абсорбирующим материалом (непрерывным полотном). В результате этого могут быть достигнуты превосходные жесткость и устойчивость к сплющиванию, а также достаточные гибкость и эластичность. Кроме того, расслаивающее усилие может поддерживаться в приемлемом диапазоне, и тем самым удлиненный абсорбирующий материал может быть использован по всей его длине, то есть, вплоть до последнего листа.
В соответствии с настоящим изобретением, термин «неионный простой эфир целлюлозы» должен пониматься в широком смысле, и включает простые эфиры целлюлозы всех типов - например, простые эфиры алкилцеллюлозы, простые эфиры гидроксиалкилцеллюлозы, простые эфиры алкилгидроксиалкилцеллюлозы, и смешанные простые эфиры их - при условии, что они являются неионными.
В одном варианте исполнения неионный простой эфир целлюлозы имеет среднечисленную молекулярную массу от 1000 до 2000000, например, от 1000 до 1000000, предпочтительно от 2000 до 800000, например, от 2000 до 500000, более предпочтительно от 3000 до 200000, более предпочтительно от 5000 до 100000. Среднечисленная молекулярная масса неионного простого эфира целлюлозы, применяемого в настоящем изобретении, может быть определена известными в технологии способами, такими как гель-проникающая хроматография (GPC).
В одном дополнительном варианте исполнения неионный простой эфир целлюлозы имеет средневязкостную молекулярную массу от 5000 до 2000000, предпочтительно от 10000 до 1500000, более предпочтительно от 30000 до 1000000. Средневязкостная молекулярная масса неионного простого эфира целлюлозы, применяемого в настоящем изобретении, может быть определена известными в технологии способами, такими как вискозиметрия.
В одном дополнительном варианте исполнения неионный простой эфир целлюлозы представляет собой простой эфир алкилцеллюлозы, такой как метилцеллюлоза или этилцеллюлоза. Под «простым эфиром алкилцеллюлозы» авторы настоящего изобретения понимают (неионный) простой эфир целлюлозы, в котором некоторые из гидроксильных групп целлюлозы (по меньшей мере одна гидроксильная группа в одном индивидуальном элементарном звене ангидроглюкозы) замещены алкильной группой, то есть, линейной или разветвленной алкильной группой, имеющей от 1 до 20 атомов углерода, предпочтительно от 1 до 12 атомов углерода, более предпочтительно от 1 до 6 атомов углерода, в частности, метильной группой, этильной группой или пропильной группой. Кроме того, выражение «простой эфир алкилцеллюлозы» в соответствии с настоящим изобретением подразумевает включение простых эфиров целлюлозы, такой как метилцеллюлоза или этилцеллюлоза, а также их смешанных простых эфиров, таких как гидроксиалкилметилцеллюлозы, например, гидроксиэтилметилцеллюлоза.
В одном дополнительном варианте исполнения неионный простой эфир целлюлозы представляет собой простой эфир алкилцеллюлозы, выбранной из метилцеллюлозы (MC), смешанные простые эфиры MC, такой как гидроксиэтилметилцеллюлоза (HEMC), гидроксипропилметилцеллюлоза (HPMC) и гидроксибутилметилцеллюлоза (HBMC), этилцеллюлозы (EC), смешанные простые эфиры EC, такой как гидроксиэтилэтилцеллюлоза (HEEC), гидроксипропилэтилцеллюлоза (HPEC) и гидроксибутилэтилцеллюлоза (HBEC). Простой эфир целлюлозы предпочтительно представляет собой MC, EC, или HPMC, более предпочтительно MC или EC.
MC, как предпочтительно используемая здесь, может иметь DS от 1,4 до 2,4, предпочтительно от 1,6 до 2,0. HEMC, как предпочтительно используемая здесь, может иметь (метил) DS от 1,3 до 2,2, и (гидроксиалкил) MS от 0,06 до 0,5. HPMC, как предпочтительно используемая здесь, может иметь DS от 1,1 до 2,0, и MS от 0,1 до 1,0. HBMC, как предпочтительно используемая здесь, типично имеет DS свыше 1,9 и не более 2,4, и MS свыше 0,04 и не более 0,6. EC, как предпочтительно используемая здесь, может иметь (этил) DS от 1,0 до 2,5, предпочтительно DS от 1,1 до 1,5.
В еще одном предпочтительном варианте исполнения неионный простой эфир целлюлозы представляет собой простой эфир гидроксиалкилцеллюлозы, такой как гидроксиэтилцеллюлоза или гидроксипропилцеллюлоза. Как используемый здесь, «простой эфир гидроксиалкилцеллюлозы» означает (неионный) простой эфир целлюлозы, в котором некоторые из гидроксильных групп целлюлозы замещены гидроксиалкильной группой, например, линейной или разветвленной гидроксиалкильной группой, имеющей от 1 до 20 атомов углерода, предпочтительно от 1 до 12 атомов углерода, более предпочтительно от 1 до 6 атомов углерода, такой как (2-гидрокси)пропильная группа или гидроксиэтильная группа.
В одном предпочтительном варианте исполнения неионный простой эфир целлюлозы представляет собой простой эфир гидроксиалкилцеллюлозы, выбранной из гидроксиэтилцеллюлозы (HEC), гидроксипропилцеллюлозы (HPC) и гидроксибутилцеллюлозы (HBC). Простой эфир гидроксиалкилцеллюлозы предпочтительно представляет собой HEC или HPC, более предпочтительно HPC. HEC, как используемая здесь, может иметь MS от 0,1 до 3,6, предпочтительно от 1,5 до 3,5. HPC, как используемая здесь, может иметь MS от 1,0 до 3,8, предпочтительно от 2,0 до 3,6.
Определение «неионный простой эфир целлюлозы» в соответствии с настоящим изобретением также включает смесь (комбинацию) по меньшей мере двух, например, 2, 3 или 4, различных неионных простых эфиров целлюлозы, в частности, смесь простого эфира алкилцеллюлозы и простого эфира гидроксиалкилцеллюлозы, такую как смесь MC и HPC.
В одном дополнительном варианте исполнения покровная композиция включает один или многие «неионные простые эфиры целлюлозы» в качестве единственно неионного(-ных) полимера(-ов), и, в частности, не содержит простой полиэфир с концевыми гидроксильными группами, и/или не содержит иные сахариды, нежели неионный простой эфир целлюлозы.
В одном другом предпочтительном варианте исполнения, используемый здесь неионный полимер представляет собой простой полиэфир с концевыми гидроксильными группами, выбранный из полиэтиленгликоля, полипропиленгликоля и их смесей, более предпочтительно полиэтиленгликоля.
В одном варианте исполнения полимер имеет среднечисленную молекулярную массу от 800 до 250000, предпочтительно от 1000 до 50000, более предпочтительно от 1500 до 15000, более предпочтительно от 1500 до 10000, более предпочтительно от 2000 до 7500, например, от 2500 до 4000.
В одном предпочтительном варианте исполнения, полимер представляет собой полиэтиленгликоль, имеющий среднечисленную молекулярную массу от 800 до 250000, предпочтительно от 1000 до 20000, более предпочтительно от 1500 до 10000, более предпочтительно от 2000 до 7500, более предпочтительно от 2500 до 6500, еще более предпочтительно от 2500 до 4000.
Среднечисленная молекулярная масса полимера, применяемого в настоящем изобретении, может быть определена известными в технологии методами, такими как гель-проникающая хроматография (GPC).
В еще одном варианте исполнения применяемый в настоящем изобретении полимер описывается следующей формулой (I):
причем, в вышеуказанной формуле, n представляет целое число, имеющее среднее значение от 10 до 5000, предпочтительно от 10 до 2500, более предпочтительно от 20 до 1000, более предпочтительно от 30 до 200, более предпочтительно от 50 до 150, или от 50 до 100. Предпочтительно n представляет целое число, имеющее абсолютное значение от 10 до 5000, предпочтительно от 10 до 2500, более предпочтительно от 20 до 1000, более предпочтительно от 30 до 200, более предпочтительно от 50 до 150, или от 50 до 100.
2.3. Добавки
Пластификатор
Покровная композиция согласно настоящему изобретению может включать пластификатор, например, известный пластификатор сложноэфирного типа. Пластификатор может улучшать пленкообразующие свойства покровной композиции. Он выбирается так, чтобы быть совместимым с вышеописанным полимером. В одном варианте исполнения покровная композиция согласно настоящему изобретению не содержит пластификатор.
Может быть использован пластификатор одного типа сам по себе, или могут быть применены два или более типов в комбинации.
По соображениям стабильности во времени, содержание пластификатора в покровной композиции согласно настоящему изобретению предпочтительно составляет не более 20 вес.% концентрации общего содержания твердых веществ, более предпочтительно не более 10 вес.%, еще более предпочтительно не выше 5 вес.%.
Упрочняющий агент
Покровная композиция согласно настоящему изобретению может включать упрочняющий агент.
В одном варианте исполнения покровная композиция согласно настоящему изобретению не содержит упрочняющие химические добавки, такие как стойкие смолы, например, не содержащие описываемые ниже водорастворимые катионные или анионные полимеры. Когда покровная композиция включает упрочняющий агент, может быть использован водорастворимый катионный полимер, и/или водорастворимый анионный полимер, как известные в технологии.
Другие добавки
Композиция согласно настоящему изобретению может содержать известные добавки подходящих разнообразных типов, насколько это не мешает проявлению эффектов настоящего изобретения. Примеры включают отдушку, окрашивающее вещество, поверхностно-активное вещество, антинакипин, и антибактериальный агент, а также неорганические или органические наполнители.
Может быть использован один тип по отдельности, или могут быть применены два или более типов в комбинации.
3. Абсорбирующее изделие, используемое для безгильзового рулона
Безгильзовый рулон согласно настоящему изобретению имеет многие варианты применения в области санитарно-гигиенических или бытовых абсорбирующих изделий. В частности, рулон согласно настоящему изобретению может представлять собой абсорбирующее листовое изделие, выбранное из группы, включающей гигиенические салфетки, полотенца, такие как кухонные полотенца или полотенца для рук, туалетную бумагу, бумаги для вытирания и косметические салфетки для лица.
В настоящем изобретении абсорбирующее листовое изделие выполнено в виде непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, которое состоит по меньшей мере из одного слоя базовой санитарно-гигиенической бумаги с типичным базовым весом от 8 до 60 г/м2, предпочтительно от 10 до 30 г/м2.
В одном варианте исполнения непрерывное полотно абсорбирующего материала представляет собой однослойное полотно, выполненное из санитарно-гигиенической бумаги, или многослойное полотно, сформированное, например, из 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги. Для получения многослойного абсорбирующего листового изделия однослойные базовые санитарно-гигиенические бумаги объединяют в стадии переработки до конечного числа слоев, которое может составлять, например, от 2 до 5, в зависимости от целевых свойств конечного изделия. Общий базовый вес полученного многослойного полотна предпочтительно не превышает 120 г/м2, и более предпочтительно составляет ниже 65 г/м2, например, ниже 55 г/м2.
В настоящем изобретении второй конец непрерывного полотна покрыт покровной композицией согласно настоящему изобретению (то есть, композицией, включающей полимер, как описанный выше), и оно спирально намотано с образованием рулона абсорбирующего листового изделия, такого как рулон туалетной бумаги. Покровная композиция может быть нанесена на второй конец с использованием известных в технологии способов. К этим общеизвестным способам относятся «напыление» и «нанесение покрытия валиком».
В настоящем изобретении покровную композицию наносят по меньшей мере на одну из двух сторон непрерывного полотна, то есть, верхнюю и/или нижнюю сторону непрерывного в продольном направлении полотна, или между образующими полотно слоями базовой санитарно-гигиенической бумаги.
Когда полотно представляет собой многослойное полотно, например, полотно, имеющее от 2 до 5 наложенных друг на друга слоев санитарно-гигиенической бумаги, покровная композиция может быть нанесена на одну или обе стороны одного или многих слоев, например, на все слои. В одном варианте исполнения покровную композицию наносят на один из наружных слоев полотна, предпочтительно на наружный слой, который обращен к осевому полому проему (то есть, наружный слой, который представляет собой слой, ближайший к осевому полому проему). Наружный слой может быть покрыт на одной или обеих сторонах, предпочтительно на его нижней стороне, то есть, на стороне, обращенной к осевому полому проему.
Абсорбирующее листовое изделие согласно настоящему изобретению предпочтительно выбирается из гигиенических салфеток, полотенец, таких как кухонные полотенца или полотенца для рук, туалетной бумаги, бумаг для вытирания и косметических салфеток для лица. Под «туалетной бумагой» авторы настоящего изобретения понимают мягкую и прочную базовую санитарно-гигиеническую бумагу, которая используется для очистки ягодиц после использования в туалете (иногда также называемая «бумажным полотенцем»).
Настоящее изобретение также относится к применению безгильзового рулона в качестве туалетной бумаги, бытового полотенца, кухонного полотенца, бумаги для вытирания, салфетки или носового платка.
Согласно одному предпочтительному варианту исполнения, абсорбирующее листовое изделие представляет собой туалетную бумагу, состоящую из 2-5 наложенных друг на друга слоев санитарно-гигиенической бумаги, например, от 2 до 4 слоев санитарно-гигиенической бумаги, в которой покровная композиция наносится по меньшей мере на один наружный слой непрерывного полотна, предпочтительно на нижнюю сторону наружного слоя, ближайшего к осевому полому проему.
Размеры безгильзового рулона согласно настоящему изобретению не являются ограниченными, и весьма зависят от целевого абсорбирующего листового изделия. Например, индивидуальный рулон может иметь диаметр (диаметр края) от 5 см до 50 см, предпочтительно от 8 см до 20 см (например, от 100 мм до 155 мм). Осевой полый проем может иметь диаметр от 10 мм до 70 мм, предпочтительно от 20 до 50 мм. Ширина рулона (то есть, расстояние между одним краем и еще одним краем) может быть в диапазоне от 60 мм до 800 мм, предпочтительно от 70 мм до 400 мм, например, от 80 мм до 150 мм.
Непрерывное полотно абсорбирующего материала, образующее абсорбирующее листовое изделие, предпочтительно имеет общую длину в машинном направлении от 1 м до 60 м, предпочтительно от 1,5 м до 50 м, например, от 2 м до 40 м. Необязательно, полотно может быть частично прорезано в машинном направлении так, что состоит из последовательных одиночных, но сцепленных листов. Одиночный лист может иметь длину (в машинном направлении) от 80 мм до 300 мм, например, от 100 мм до 250 мм, в частности, от 100 мм до 200 мм.
Один дополнительный и предпочтительный вариант осуществления (настоящего изобретения) может быть описан следующим образом:
безгильзовый рулон абсорбирующего листового изделия, выполненный из спирально намотанного непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, причем полотно абсорбирующего материала намотано так, чтобы создавать осевой полый проем, позиционированный по центру относительно безгильзового рулона и проходящий от одного края до другого края безгильзового рулона, и так, что первый конец находится на наружной стороне рулона, и второй конец находится у осевого полого проема;
причем спирально намотанное непрерывное полотно абсорбирующего материала имеет плотность от 60 до 130 мг/см3, предпочтительно от 70 до 120 мг/см3;
причем по меньшей мере последние два витка, находящиеся у второго конца непрерывного полотна абсорбирующего материала, предпочтительно по меньшей мере последние три витка, более предпочтительно по меньшей мере последние пять витков, включают покровную композицию, содержащую неионный простой эфир целлюлозы (как неионный полимер), предпочтительно простой эфир алкилцеллюлозы, такой как метилцеллюлоза или этилцеллюлоза, простой эфир гидроксиалкилцеллюлозы, такой как гидроксиэтилцеллюлоза или гидроксипропилцеллюлоза, или их комбинация; и
причем по меньшей мере 40%, например, от 40 до 90%, или от 50 до 80%, всей длины непрерывного полотна абсорбирующего материала в машинном направлении включают указанную покровную композицию, содержащую указанный неионный полимер, в котором:
а. максимальная межлистовая адгезия между покрытыми участками непрерывного полотна абсорбирующего материала и участками непрерывного полотна, находящимися в контакте с ними, предпочтительно составляет от 0,4 до 1,5 Н, например, от 0,5 до 1,2 Н, и/или
b. причем покровную композицию предпочтительно наносят так, что, относительно участка длины или участков длины непрерывного полотна, включающих покровную композицию, площадь, покрытая покровной композицией, предпочтительно занимает по меньшей мере 50%, более предпочтительно по меньшей мере 60%, более предпочтительно по меньшей мере 70%, более предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90%, общей площади указанного(-ных) участка(-ов) длины, и/или,
с. если покровная композиция была нанесена непрерывно в машинном направлении, образованный покрытый участок предпочтительно начинается у второго конца и включает по меньшей мере последний виток второго конца, и если покровная композиция была нанесена периодически в машинном направлении, создавая тем самым два или более покрытых участков, (i) один покрытый участок включает по меньшей мере последний виток второго конца, и (ii) количество неионного полимера, нанесенного на половину непрерывного полотна, включающую второй конец, предпочтительно является равной или большей, чем количество неионного полимера, нанесенного на половину непрерывного полотна, включающую первый конец; и/или,
d. количество неионного полимера составляет от 0,01 до 2 г/рулон, предпочтительно от 0,1 до 1,5 г/рулон; и/или,
е. предпочтительно имеет диаметр (диаметр края) от 8 см до 20 см (например, от 100 мм до 155 мм); и/или,
f. покровная композиция не содержит простой полиэфир с концевыми гидроксильными группами, и/или не содержит иные сахариды, нежели неионный простой эфир целлюлозы.
В одном дополнительном варианте исполнения безгильзовый рулон включает все из признаков от (а.) до (f.). Следует отметить, что там, где настоящее описание упоминает, что признаки в вышеуказанной комбинации признаков могут быть заменены более широкими или более узкими диапазонами или более широкими или более узкими терминами/определениями, результатом этого являются дополнительные варианты осуществления настоящего изобретения.
4. Способ изготовления безгильзовых рулонов и абсорбирующих изделий
Настоящее изобретение также относится к способу изготовления безгильзового рулона, как описанного выше и ниже, причем способ включает:
(А) передвижение непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, которое предпочтительно составлено одним слоем санитарно-гигиенической бумаги, или от 2 до 5 наложенных друг на друга слоев санитарно-гигиенической бумаги;
(В) нанесение покровной композиции, включающей (предпочтительно неионный) полимер, содержащий атомы кислорода и/или азота, по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна, и нанесение покровной композиции, включающей неионный полимер, содержащий атомы кислорода и/или азота, по меньшей мере на 20% всей длины непрерывного полотна в машинном направлении; причем покровная композиция, нанесенная на последний(-ние) виток(-ки), предпочтительно является такой же, как нанесенная по меньшей мере на 20% всей длины полотна;
(С) спиральную намотку непрерывного полотна абсорбирующего материала так, чтобы сформировать лог полотна абсорбирующего материала, причем полотно абсорбирующего материала наматывается так, чтобы определять осевой полый проем, позиционированный в центре относительно лога и проходящий от одного края лога до другого края лога, и так, что первый конец находится на наружной стороне лога, и второй конец находится у осевого полого проема;
(D) необязательно прорезание непрерывного полотна абсорбирующего материала по существу поперечно машинному направлению для получения одиночных, но сцепленных листов;
(Е) разрезание лога на многочисленные безгильзовые рулоны.
Согласно одному варианту осуществления настоящего изобретения, вышеуказанный способ изготовления безгильзового рулона дополнительно включает:
(F) подвергание безгильзового рулона сжатию по направлению перпендикулярно осевому полому проему для получения безгильзового рулона в сжатой форме.
Безгильзовый рулон согласно настоящему изобретению может быть изготовлен с использованием имеющейся в продаже на рынке бумагоперерабатывающей машины. Подходящая бумагоперерабатывающая машина может быть приобретена, например, в фирме Paper Converting Machine Company (PCMC), Europe.
Описание способа ниже со ссылкой на модули/секции машины должно пониматься как иллюстрация машины, пригодной для изготовления рулона согласно настоящему изобретению. Также возможно применение машин/секций других типов, известных в технологии.
В настоящем изобретении, со ссылкой на Фиг. 5 и 6, способ изготовления безгильзового рулона включает стадии:
(А) передвижения непрерывного полотна (19) абсорбирующего материала, имеющего первый конец и второй конец.
Непрерывное полотно (19) абсорбирующего материала, используемое в настоящем изобретении, состоит из одного или многих слоев базовой санитарно-гигиенической бумаги, имеющей базовый вес от 8 до 60 г/м2, предпочтительно от 10 до 30 г/м2. Базовая санитарно-гигиеническая бумага типично получается в виде крупных исходных рулонов (15) и (16) машинной намотки для последующих перемотки и резки, имеющих ширину от 1,80 м до 7 м, как полученных из машины для изготовления санитарно-гигиенической бумаги. Исходные рулоны (15) и (16) машинной намотки установлены на размоточных стапелях (10) и (11) бумагоперерабатывающей машины (9). Число применяемых исходных рулонов машинной намотки соответствует числу слоев в целевом абсорбирующем листовом изделии. В Фиг. 5 и 6 два исходных рулона (15) и (16) машинной намотки, каждый из которых подает один слой бумажного полотенца (18А) и (18В) используются для получения рулона (1) двухслойной туалетной бумаги.
Слои (18А) и (18В) подаются с размоточных стапелей (10) и (11) на секцию (12) тиснения, в которой слои накладываются друг на друга и объединяются (связываются), чтобы образовать непрерывное полотно (19) абсорбирующего материала.
Секция тиснения включает гравированный цилиндр (20) и сопряженный резиновый цилиндр (21), оба вращающиеся в противоположных направлениях, и необязательно дозатор клея (не показан). На гравированном цилиндре может быть выгравирован микроструктурный рисунок, объединяющий разнообразные вытисненные острия. Гравированный цилиндр может выполнять одно- или двухуровневое тиснение в наложенных друг на друга слоях.
Дозатор клея, если имеется, обычно включает ванну (резервуар для клея), цилиндр аппликатора и погружной цилиндр. Цилиндр аппликатора прижимает наложенные друг на друга слои санитарно-гигиенической бумаги к гравированному цилиндру. Погружной цилиндр (не показан) подхватывает клей в ванне и переносит клей на цилиндр аппликатора (не показано). Цилиндр аппликатора предназначен для приложения определенного давления к гравированному цилиндру на периферическую область выступов тисненого полотна. При указанном определенном давлении клей проходит через полотно и связывает слои. Количество клея, используемого для связывания слоев, предпочтительно составляет от 0,1 г/м2 до 5,0 г/м2, предпочтительно от 0,2 г/м2 до 1,0 г/м2. Примером подходящего клея для связывания слоев является Swift®tak 1004 производства фирмы H.B. Fuller, Europe.
Описанная выше стадия тиснения используется для объединения слоев базовой санитарно-гигиенической бумаги, и также для тиснения или микротиснения по меньшей мере одного из слоев, чтобы создавать эстетические эффекты или модифицировать толщину, мягкость или податливость полученного непрерывного полотна (19).
(В) Нанесение покровной композиции по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна, и нанесение покровной композиции по меньшей мере на 20% всей длины непрерывного полотна, причем покровная композиция, которую наносят на последний(-ние) виток(-ки), предпочтительно является такой же, как нанесенная по меньшей мере на 20% всей длины полотна, чтобы сформировать сплошное или частичное покрытие. Покровная(-ные) композиция(-ции) наносится(-ятся) на непрерывное полотно (включая последний(-ние) виток(-ки)) известными в технологии способами. В настоящем изобретении, наряду с другими способами, возможно применение напыления, регулируемого волокнообразования или нанесения покрытия валиком.
«Напыление», как используемое здесь, означает, что покровная(-ные) композиция(-ции) наносится(-ятся) на непрерывное полотно в форме дисперсии мелких капелек жидкости в газе (то есть, брызг). Брызги обычно формируются с использованием распылительного сопла (пульверизатора), имеющего жидкостный канал, который функционирует под действием механических сил, которые распыляют жидкость. Капельки жидкости могут иметь размер от 1 мкм до 1000 мкм, например, от 10 мкм до 400 мкм.
Бумагоперерабатывающая машина (9) может быть оснащена одним или многими пульверизаторами (23А), например, от 1 до 8 пульверизаторов, которые могут быть размещены в любом положении обрабатывающей линии, насколько это рационально с позиции желательных результатов (нанесения покрытий на второй конец). Пульверизатор(-ры) (23А) может(-гут) быть размещен(-ны) перед секцией (12) тиснения так, что покровная композиция (22) наносится, например, на наружный слой или между слоями. Пульверизатор(-ры) (23А) предпочтительно размещают между режущим модулем (27) и намоточным модулем (28) так, что покровная(-ные) композиция(-ции) наносится(-ятся) на нижнюю сторону наружного слоя (как показано в Фиг. 7).
Распылительная система включает один или многие пульверизаторы (23А), ванну (24) и трубопроводы (25), подающие покровную композицию (22) из ванны на пульверизатор(-ры) (23А). Распылительная система необязательно оснащается нагревательной системой (например, нагревательной рубашкой, тепловой пушкой, и т.д., не показано), которая нагревает покровную композицию в ванне (24), трубопроводах (25) и/или пульверизаторе(-рах) (23А) так, чтобы поддерживать композицию в жидком состоянии во время напыления. В частности, нагревательная система может нагревать покровную композицию при температуре выше температуры плавления используемого в композиции полимера.
Пульверизаторы, пригодные для напыления покровной(-ных) композиции(-ций) согласно настоящему изобретению, могут быть приобретены, например, в фирме Walther Spritz- und Lackiersysteme GmbH, Германия.
«Регулируемое волокнообразование», как применяемое здесь, означает, что покровную(-ные) композицию(-ции) наносят на непрерывное полотно в форме прядей (тонких нитей), образующих регулируемый или беспорядочный рисунок, например, посредством вихревых эффектов. Образующие регулируемый или беспорядочный рисунок пряди обычно формируются с использованием распылительного аппликатора, в котором многочисленные струи воздуха действуют совместно, разбивая на волокна поток выходящей из распылительных сопел покровной композиции. Распылительный(-ные) аппликатор(-ры), пригодные для нанесения покровной композиции согласно настоящему изобретению, могут быть приобретены, например, в фирме ITW Dynatec® GmbH, Германия.
«Нанесение покрытия валиком», как используемое здесь, означает, что покровную(-ные) композицию(-ции) наносят непосредственно на непрерывное полотно с помощью накатного валика. «Нанесение покрытия с рулона на рулон» и «нанесение покрытия реверсивным валиком» относятся к общеизвестным способам, которые могут быть применены в настоящем изобретении. Со ссылкой на Фиг. 8, система нанесения покрытия валиком включает погружной цилиндр и цилиндры (23В) аппликатора, ванну (24) и трубопроводы (25), подающие покровную композицию (22) из ванны на погружной цилиндр и цилиндры (23В) аппликатора. Система нанесения покрытия валиком необязательно включает нагревательную систему, как описанную выше (не показана). Система нанесения покрытия валиком может быть размещена, например, на секции тиснения таким образом, что цилиндр (23В) аппликатора прижимается к гравированному цилиндру (20) или к еще одному цилиндру (как показано на Фиг. 8).
Пульверизатор(-ры) (23А) или устройство (23В)для нанесения покрытия валиком могут быть отрегулированы для нанесения сплошного покрытия в машинном и осевом направлении, или периодического покрытия (например, полос, точек, и т.д.) в машинном и/или осевом направлении.
В некоторых аспектах настоящего изобретения, покровная композиция, нанесенная по меньшей мере на последний виток, находящийся у второго конца непрерывного полотна, и покровная композиция, нанесенная по меньшей мере на 20% всей длины полотна, может быть нанесена с использованием различающихся способов (если применяются различные покровные композиции). Например, покровная композиция, нанесенная по меньшей мере на последний(-ние) виток(-ки), может быть нанесена с использованием валика для нанесения покрытий, тогда как покровная композиция, нанесенная по меньшей мере на 20% всей длины полотна, может быть нанесена напылением.
(С) Спиральная намотка непрерывного полотна (19), чтобы сформировать лог (34) полотна абсорбирующего материала.
Непрерывное полотно (19) подается из секции (12) тиснения на перемоточную секцию (13), в которой полотно (19) спирально наматывается с образованием лога (34) полотна абсорбирующего материала. Перемоточная секция (13) включает перфорирующий модуль (26), режущий модуль (27), намоточный модуль (28) и извлекающий модуль (33). Перемоточная секция (13) наматывает непрерывное полотно (19) с образованием многочисленных логов (34).
Намоточный модуль (28) предназначен для намотки непрерывного полотна с образованием логов (34) полотна. Намоточный модуль (28) может быть периферийного типа (с осевой намоткой) или поверхностного типа (с поверхностной намоткой). Намоточный модуль включает рольганг (29), первый намоточный валик (30), второй намоточный валик (31), третий намоточный валик (32), и устройство подачи временной гильзы (не показано). Лог формируется намоткой непрерывного полотна на временную гильзу (36), которая поддерживает четко определенный осевой полый проем. Временные гильзы (36) последовательно подаются устройством подачи временной гильзы через рольганг (29) перед началом нового цикла формирования лога. Временная гильза (36) может быть выполнена, например, из пластика или картона. Для подхватывания второго конца полотна (19) на временную гильзу (36) в начале нового производственного цикла может быть использован «летучий клей» (прихватывающий клей).
Лог (34) удерживается в своем положении во время намотки первым, вторым и третьим намоточными валиками (30), (31) и (32), вращающимися в поверхностном контакте с логом (34). Один из намоточных валиков (30), (31) и (32) может задавать вращательное движение лога (поверхностная намотка).
Как только достигается желательный диаметр лога (соответствующий главным образом определенной длине полотна или числу индивидуальных листов), непрерывное полотно (19) обрезается. Полученный лог (34) отделяется от полотна (19), и затем начинается изготовление нового лога.
Секция (27) резки предназначена для разрезания полотна согласно регулярно разнесенным друг от друга линиям реза по существу поперечно машинному направлению. Разрезание полотна производится в переходной фазе, а именно, когда заканчивается формирование первого лога в конце цикла изготовления лога, и перед началом намотки второго последующего лога в начале нового цикла образования лога.
Линии реза (не показаны) представляют собой линии в осевом направлении, проведенные по толщине полотна (19). Две последовательных линии реза определяют общую длину полотна, образующего один рулон. Расстояние между двумя последовательными линиями реза, то есть, длина рулона, определяется в зависимости от целевого изделия. Как правило, длина рулона и диаметр рулона выбираются в зависимости, например, от числа слоев, образующих полотно, базового веса индивидуальных слоев, и т.д. Отдельный рулон абсорбирующего листового изделия может иметь общую длину полотна в машинном направлении от 1 м до 60 м, предпочтительно от 1,5 м до 50 м, например, от 2 м до 40 м.
Полученный лог (34) затем подается в извлекающий модуль (33), который предназначен для вытаскивания временных гильз (36) из лога (34) после завершения намотки лога. Временные гильзы (36) после извлечения могут быть использованы повторно с помощью устройства подачи гильз.
Когда покровная композиция, используемая в способе согласно настоящему изобретению, представляет собой водный раствор, как описанный здесь выше, полученный лог может быть подвергнут высушиванию. Затем полученный лог отделяется от полотна абсорбирующего материала для извлечения временной гильзы. Полученный лог также может быть подвергнут высушиванию после извлечения временной гильзы.
Полученный лог предпочтительно высушивают до тех пор, пока образующая лог санитарно-гигиеническая бумага не будет содержать количество воды, которое не превышает 10% общего веса лога, предпочтительно 5% общего веса лога. Например, полученный лог может быть высушен выдерживанием лога при комнатной температуре (от 20°С до 25°С) и RH (относительно влажности) от 10 до 60% в течение периода времени 12 часов.
(D) Необязательное прорезание непрерывного полотна (19) абсорбирующего материала по существу поперечно машинному направлению для получения одиночных, но сцепленных листов.
Перед тем, как непрерывное полотно (19) спирально наматывается в намоточном модуле (29), как описано выше, полотно (19) поступает в перфорирующий модуль (26), если он имеется, который предназначен для создания полотна (19) с регулярно расположенными на расстоянии друг от друга линиями (8) перфорации, по существу поперечно машинному направлению, то есть, в осевом направлении, чтобы образовать одиночные, но сцепленные листы (как показано в Фиг. 3, 4а и 4b).
Линия (8) перфорации представляет собой линию в осевом направлении, образованную по толщине полотна (19) и включающую чередующиеся перфорированные сегменты и неперфорированные сегменты (то есть, два перфорированных сегмента разделены одним неперфорированным сегментом, и наоборот). Каждый неперфорированный сегмент образует зону соединения между двумя последовательными участками непрерывного полотна. Каждый перфорированный сегмент образует зону рассоединения между двумя последовательными участками непрерывного полотна. Если рассматривать ширину индивидуального рулона, например, между 10 см и 30 см, длина указанных неперфорированных/перфорированных сегментов может составлять от 1 мм до 15 мм, предпочтительно от 4 мм до 10 мм. Также возможны линии перфорации других видов, насколько это является существенным.
Две последовательных линии (8) перфорации определяют длину индивидуального листа в готовом абсорбирующем листовом изделии. Расстояние между двумя последовательными линиями перфорации, то есть, длина листа, определяется в зависимости от целевого изделия. Одиночный лист может иметь длину в машинном направлении от 80 мм до 300 мм, например, от 100 мм до 250 мм. Например, лист бумажного полотенца может иметь длину от 80 мм до 200 мм, и такое полотенце, как бытовое (кухонное) полотенце или полотенце для рук, может иметь длину от 80 мм до 300 мм.
(Е) Разрезание полученного лога (34) на многочисленные безгильзовые рулоны (1).
После намотки лог (34) подается в секцию (14) разрезания лога, в которой лог (34) разрезается параллельно машинному направлению с использованием многочисленных разделочных пил (35) на многочисленные индивидуальные рулоны (1). Многочисленные разделочные пилы (35) размещаются на регулярных расстояниях друг от друга в осевом направлении так, что лог (34) разрезается на многочисленные индивидуальные рулоны (1), имеющие определенную ширину в осевом направлении (то есть, расстояние от одного края до другого края). Ширина индивидуального рулона (1) составляет от 60 мм до 800 мм, предпочтительно от 70 мм до 400 мм, например, от 80 мм до 150 мм.
Контрольный модуль (37) связан с намоточным модулем (28), с перфорирующим модулем (26), с режущим модулем (27) и с системой напыления, волокнообразования или нанесения покрытия валиком посредством интерфейса (38). Контрольный модуль (37) управляет работой намоточного модуля (28), перфорирующего модуля (26) и режущего модуля (27). В частности, контрольный модуль (37) регулирует силы, прилагаемые к непрерывному полотну во время процесса намотки (тем самым обеспечивая возможность достижения желательной плотности рулона), приводит в действие режущий модуль (27) для обрезания полотна (19) в переходной фазе между двумя последовательными логами, и управляет работой перфорирующего модуля (26) вне переходных фаз.
В дополнение, контрольный модуль (37) управляет работой системы напыления, волокнообразования или нанесения покрытия валиком, а именно, надлежащим нанесением (напылением, волокнообразованием или нанесением покрытия валиком) покровной композиции на второй конец непрерывного полотна (19).
Надлежащее нанесение покровной композиции на второй конец может контролироваться передачей, например, сигналов пуска/остановки в систему нанесения, которые определяются на основе длины целевого изделия и параметров машины, например, рабочей скорости.
Разнообразные валики (17) надлежащим образом позиционированы, чтобы контролировать траекторию движения непрерывного полотна (19) вдоль бумагоперерабатывающей машины (9), внутри и между различными секциями.
(F) Необязательное подвергание рулона сжатию по направлению перпендикулярно осевому полому проему для получения безгильзового рулона в сжатой (овальной) форме (не показано).
Как используемое здесь, «сжатие» означает, что давление прилагается к рулону по направлению перпендикулярно осевому полому проему, чтобы получить рулон, имеющий овальное поперечное сечение, который требует меньше места для хранения. Сжатие рулона производится предпочтительно сразу же после завершения намотки. Для выполнения сжатия может быть использовано подходящее известное в технологии устройство. В настоящем изобретении возможно применение, например, двух сходящихся синхронно движущихся конвейерных лент, описанных в патентном документе WO 95/13183, прижимной пластины с пневматическим или гидравлическим приводом, или других устройств.
После этого индивидуальные безгильзовые рулоны (1) упаковывают и готовят к отгрузке (не показано).
5. Примеры
Нижеследующие методы испытания были использованы для оценки абсорбирующих материалов, полимеров и полученных безгильзовых рулонов.
5.1. Базовый вес
Базовый вес был определен согласно стандарту EN ISO 12625-6:2005, Tissue Paper and Tissue Products, Part 6: Determination of grammage («Санитарно-гигиеническая бумага и санитарно-гигиенические изделия, Часть 6: определение граммажа»).
5.2. Толщина
Измерение выполняют с помощью точного микрометра (точность 0,001 мм) согласно модифицированному методу на основе стандарта EN ISO 12625-3:2014, Часть 3. Для этой цели измеряют расстояние, созданное между фиксированной контрольной пластиной и параллельным нажимным рычагом. Диаметр нажимного рычага составляет 35,7±0,1 мм (10,0 см2 номинальной площади). Прилагаемое давление составляет 2,0 кПа±0,1 кПа. Нажимной рычаг может перемещаться в скоростном режиме 2,0±0,2 мм/сек.
Подходящим устройством является толщиномер типа L&W SE050 (производства фирмы Lorentzen & Wettre, Europe).
Измеряемое изделие из санитарно-гигиенической бумаги разрезают на куски размером 20×25 см и кондиционируют в атмосфере при 23°С, 50%-ной RH (относительной влажности) в течение по меньшей мере 12 часов.
Для измерения один лист помещают под нажимной пластиной, которую затем опускают. Значение толщины для листа затем считывают через 5 секунд после того, как давление было стабилизировано. Затем измерение толщины повторяют девять раз с дополнительными образцами, обработанными таким же образом.
Среднее значение полученных 10 величин принимают как толщину одного листа («толщина одного листа») измеренного изделия из санитарно-гигиенической бумаги (например, трехслойной туалетной бумаги).
5.3. Среднечисленная молекулярная масса
Измерение выполняют методом гель-проникающей хроматографии (GPC) с использованием объединенной GPC/SEC-системы («гель-проникающей/эксклюзионной хроматографии») PL-GPC 50, оснащенной колонкой PL aquagel-OH MIXED, частицы 8 мкм, 7,5×300 мм (обе от фирмы Agilent Technologies, Europe). GPC-система была калибрована с использованием калибровочного набора пуллулановых полисахаридов от фирмы Agilent Technologies (для метилцеллюлозы), или, в зависимости от измеряемого полимера, подходящего калибровочного набора, такого как калибровочного набора для гидроксиэтилцеллюлозы, гидроксипропилцеллюлозы и гидроксипропилметилцеллюлозы, все от фирмы American Polymer Standards Corporation, или калибровочного набора PEG-10 EasiVial от фирмы Agilent Technologies.
Образец измеряемого полимера растворили в воде при концентрации 2 мг/мл. Образец впрыснули (объем впрыска: 100 мкл), и измерение проводили при величине расхода потока 1,0 мл/мин и температуре 50°С с использованием водного буферного раствора 0,05М NaH2PO4, 0,25M NaCl, pH 7 (для простых эфиров целлюлозы) или воды (для простых полиэфиров с концевыми гидроксильными группами) в качестве элюента. Время удерживания (минут) полимера регистрировали в виде пика. Среднечисленную молекулярную массу полимера определяли сравнением зарегистрированного времени удерживания со значением для стандартных (калибровочных) полимеров.
5.4. Средневязкостная молекулярная масса
Измерение может быть проведено следующим образом методом вискозиметрии с использованием капиллярного вискозиметра Ubbelodhe, оснащенного капилляром, имеющим внутренний диаметр 0,63 мм (оба от фирмы SI Analytics, Europe).
Получают раствор образца (концентрация С1=10,0 г/л) полимера в воде и переносят в капиллярный вискозиметр Ubbelodhe. Вискозиметр подвешивают в термостатированной ванне в течение 30 минут при температуре (25±0,1)°С. Измеряют время протекания (время, затрачиваемое на протекание раствора образца между двумя калибровочными метками). Измерение повторяют пять раз, и среднее значение полученных пяти величин принимают как время протекания раствора образца. То же измерение воспроизводят с образцом воды (без простого эфира целлюлозы). Из измеренных значений времени протекания вычитали поправочный коэффициент Хагенбаха (как указано фирмой SI Analytics).
Относительная вязкость z1 образца простого эфира целлюлозы может быть рассчитана следующим образом:
z1=(время протекания раствора образца)/(время протекания воды)
Измерение повторяют с использованием дополнительных растворов образца с концентрациями С2=5,0 г/л, С3=3,33 г/л и С4=2,5 г/л. Получают относительные вязкости z2, z3 и z4.
Характеристическая вязкость η может быть определена графически нанесением на график относительной вязкости (y-ось) в зависимости от концентрации образца (x-ось), и экстраполяцией теоретической прямой линии назад до нулевой концентрации (линия пересекает y-ось на высоте характеристической вязкости).
Средневязкостная молекулярная масса M̅v простого эфира целлюлозы может быть рассчитана с использованием уравнения Марка-Хаувинка-Сакурады (1) и констант K и α простого эфира целлюлозы, как показано в работе авторов Brandrup, J., Immergut, E.H., Grulke, E.A., Polymer Handbook, 4-ое издание, издательство John Wiley & Sons, Нью-Йорк, 1999 (гидроксиэтилцеллюлоза: K=9,53⋅10-3 мл/г, α=0,87).
 (1)
(1)
5.5. Плотность
Измерение плотностей рулонов проводили следующим образом: получили размеры измеряемого рулона, включающие наружный диаметр D, диаметр d осевого полого проема и ширину h. Определили вес М рулона. Плотность δ рулона рассчитывали с использованием следующего уравнения:
5.6. Осевая жесткость
Измерение проводили с помощью вертикального динамометра, оснащенного ячейкой на 2,5 кН. Применимым прибором является динамометр типа ZwickiLine Z1.0 (от фирмы Zwick Roell, Europe).
Рулон поместили вертикально между нажимными пластинами (одним из двух плоских краев), и приложили давление по направлению параллельно оси полого проема. Рулон сжимали между пластинами с постоянной скоростью 60 мм/мин. Силу сжатия измеряли и наносили на график относительно смещения ячейки (y-ось: сила сжатия; x-ось: смещение ячейки). Корреляцию между силой сжатия и смещением ячейки определяли линейной регрессией в области упругих деформаций на графике. Наклон линейной регрессии принимали за осевую жесткость рулона.
Измерение повторяли четыре раза с дополнительными образцами (рулонами туалетной бумаги из той же производственной партии), и среднее значение из полученных пяти величин принимали как осевую жесткость Kax рулона.
5.7. Радиальная жесткость
Измерение проводят с помощью вертикального динамометра (ZwickiLine Z1.0), оснащенного ячейкой на 200 Н.
Рулон поместили горизонтально между нажимными пластинами (на круглый край), и приложили давление по направлению перпендикулярно оси полого проема. Рулон сжимали между пластинами с постоянной скоростью 60 мм/мин. Силу сжатия измеряли и наносили на график относительно смещения ячейки (y-ось: сила сжатия; x-ось: смещение ячейки). Корреляцию между силой сжатия и смещением ячейки определяли линейной регрессией в области упругих деформаций на графике. Наклон линейной регрессии принимали за радиальную жесткость рулона.
Измерение повторяли четыре раза с дополнительными образцами (рулонами туалетной бумаги из той же производственной партии), и среднее значение из полученных пяти величин принимали как осевую жесткость Krad рулона.
5.8. Упругость
Измерение проводят с помощью вертикального динамометра (ZwickiLine Z1.0), оснащенного ячейкой на 2,5 кН.
Рулон поместили горизонтально между нажимными пластинами (размеры: 190×190×15 мм), и верхнюю пластину опускали, пока детектированная сила не достигла (0±0,1) Н. Измеряли расстояние между двумя нажимными пластинами (соответствующее наружному диаметру рулона), и принимали как исходную высоту H(i) рулона.
Приложили давление и, в то же время, включили таймер (t=0 сек.). Рулон сжимали между нажимными пластинами с постоянной скоростью 400 мм/мин, пока не была достигнута максимальная сила 10 Н. Измерили расстояние (то есть, высоту рулона) между двумя нажимными пластинами после достижения максимальной силы 10 Н, и принимали как H(10N). Давление ослабляли так, что нажимные пластины могли возвратиться в их исходное положение, со скоростью 800 мм/мин.
В момент времени 30 секунд измерили высоту рулона H(30s).
Упругость R рулона рассчитали с использованием следующего уравнения:
Измерение упругости повторяли четыре раза с дополнительными образцами, и среднее значение из полученных пяти величин принимали как измеренную упругость рулона.
5.9. Межлистовая адгезия (расслаивающее усилие)
Измерение проводят с использованием вертикального динамометра (39) (ZwickiLine Z1.0), оснащенного комплектом валов (40)-(43), зажимом (45) и ячейкой на 50 Н (не показано), как изображено в Фиг. 9а, 9b и 9с.
Для измерения первые внутренние витки измеряемого безгильзового рулона (44) надели на верхний вал (41) комплекта валов, отмотали самый наружный бумажный лист и поместили на комплект валов, как показано в Фиг. 9а, и самый наружный бумажный лист вставили в зажим (45). Витки отматывали с постоянной скоростью 300 мм/мин. Измеряли расслаивающее усилие, необходимое для отделения образующих рулон бумажных листов, и наносили на график как функцию смещения ячейки. Максимальную силу и усредненную силу, необходимую для расслоения образца, регистрировали в пределах интервала смещения. Измерение расслаивающего усилия затем повторили четыре раза на дополнительных образцах.
Среднее значение из 5 величин полученной максимальной силы принимают как расслаивающее усилие покрытого непрерывного полотна.
5.10. Зарядовая потребность
Измерение может быть проведено следующим образом полиэлектролитическим титрованием с использованием детектора заряда частиц PCD 03 рН производства фирмы BTG Mütek GmbH, Германия.
Получают раствор образца полимера в воде (например, 0,1 вес.%), и переносят в детектор заряда частиц. Отслеживают протекающий через раствор образца ток, и добавляют титрант (polyDADMAC, 0,001н.), пока не будет достигнута точка нулевого заряда (то есть, измеренный протекающий ток=0 мВ). Конкретное количество q электричества (ионную потребность в [экв/г]) может быть рассчитано с использованием следующего уравнения:
в котором V [л] представляет израсходованный объем титранта (polyDADMAC), c [экв./л] представляет концентрацию титранта, и m [г] представляет количество полимера в растворе образца.
5.11. Дезинтегрируемость
Дезинтегрируемость (разлагаемость) может быть определена согласно стандарту NF Q34-20:1998, Sanitary and Domestic Articles - Bathroom Tissue - Determination of Disintegration («Санитарно-гигиенические и бытовые изделия - бумажные полотенца - определение дезинтегрируемости»).
5.12. Сплющивание
Испытание может быть проведено с помощью вертикального динамометра (ZwickiLine Z1.0), оснащенного ячейкой на 1 кН.
Рулон помещают горизонтально (на круглый край) между нажимными пластинами. Рулон сжимают между нажимными пластинами с постоянной скоростью 400 мм/мин, пока не будет достигнута овальная форма поперечного сечения, то есть, осевой полый проем становится невидимым. Рулон удерживают в сжатой форме в течение времени около 10 секунд, и давление ослабляют так, что нажимные пластины могут возвратиться в их исходное положение, со скоростью 800 мм/мин. Цикл сжатия повторяют 4 раза.
Испытание повторяют четыре раза с дополнительными образцами (рулонами туалетной бумаги из той же производственной партии), Сплющивание образца рулона оценивают визуальным обследованием первых внутренних витков, образующих вновь открытый осевой полый проем.
В дальнейшем сплющивание=«да» означает, что отслоение первых внутренних витков во вновь открытом осевом полом проеме может обнаруживаться по меньшей мере в одном из 5 испытанных образцов рулонов. Сплющивание=«нет» означает, что отслоение первых внутренних витков не может быть обнаружено во всех 5 испытанных образцов рулонов, то есть, вновь открытый осевой полый проем является четко определенным, и рулон может быть легко размещен на валу держателя рулона.
5.13. Исходные материалы, химикаты и бумагоперерабатывающая машина
Абсорбирующий материал
Трехслойную санитарно-гигиеническую бумагу (стандартную), имеющую базовый вес 55,6 г/м2 и толщину 0,62 мм (производства фирмы SCA), использовали в качестве непрерывного полотна абсорбирующего материала в Контрольных Примерах 1-3, Примерах 1-7 и Сравнительных Примерах 1-4.
Трехслойную санитарно-гигиеническую бумагу (непрерывное полотно) получили с использованием стандартной бумагоперерабатывающей машины объединением однослойной санитарно-гигиенической бумаги с образованием конечного числа (3) слоев следующим образом.
Первая размоточная секция подает первый слой санитарно-гигиенической бумаги с первого исходного рулона машинной намотки, имеющего ширину 0,6 м. Вторая размоточная секция подает второй слой санитарно-гигиенической бумаги со второго исходного рулона машинной намотки, имеющего ширину 0,6 м. Третья размоточная секция подает третий слой санитарно-гигиенической бумаги с третьего исходного рулона машинной намотки, имеющего ширину 0,6 м. Слои санитарно-гигиенической бумаги подаются в секцию тиснения. Санитарно-гигиенические бумаги наслаиваются друг на друга и объединяются (связываются) с использованием клея в секции тиснения, чтобы образовать непрерывное полотно абсорбирующего материала. Гравированный цилиндр выполняет двухуровневое тиснение в логе из наложенных друг на друга базовых абсорбирующих полотен. Клей, использованный для связывания слоев, представлял собой Swift®tak 1004 в количестве 0,5 г/м2.
Полученное трехслойное непрерывное полотно абсорбирующего материала подавалось в перемоточную секцию.
Химикаты
Ниже перечислены химические вещества, использованные в нижеследующих примерах:
- для покровной композиции:
> гидроксипропилметилцеллюлоза от фирмы Sigma-Aldrich с содержанием гидроксипропильных групп около 9% и вязкостью около 15 сП (2%-ный раствор в воде при 25°С).
- клеевые материалы:
> Swift®tak 1004 от фирмы H.B. Fuller (использованный для связывания слоев);
> Tissue Tak 604 от фирмы Henkel («летучий клей», использованный для намотки).
Бумагоперерабатывающая машина
Стандартную машину для обработки санитарно-гигиенической бумаги приспособили для изготовления туалетной бумаги, имеющей три слоя. Машина включала две размоточных секции, секцию тиснения, перемоточную секцию и секцию разрезания лога.
Секция тиснения включала гравированный цилиндр, сопряженный резиновый цилиндр и дозатор клея. На гравированном цилиндре был выгравирован микроструктурный рисунок, объединяющий разнообразные вытисненные острия. Дозатор клея содержал ванну, аппликатор и погружной цилиндр.
Перемоточная секция включала перфорирующий модуль, режущий модуль, намоточный модуль и извлекающий модуль. Перфорирующий модуль включал перфорирующий валик и стационарный опорный вал. Режущий модуль включал режущий валик и стационарный опорный вал.
Кроме того, перемоточная секция была оснащена системой напыления, состоящей из четырех пульверизаторов типа WA520 (от фирмы Walther Pilot), имеющих диаметр сопла 1,5 мм и действующих под давлением 1,5, 2,0 или 2,5 бар (0,15, 0,2 или 0,25 МПа), ванны и трубопроводов, подающими покровную композицию из ванны на пульверизаторы.
Пульверизаторы были размещены между режущим модулем и намоточным модулем так, что покровная композиция напылялась на нижнюю сторону непрерывного полотна абсорбирующего материала выше по потоку относительно линии реза в начале лога, определяя тем самым первый конец полотна (то есть, витки лога/рулона, близкие к осевому полому проему).
Секция разрезания лога включала многочисленные пилы для резки лога.
Разнообразные валики надлежащим образом позиционированы, чтобы контролировать траекторию движения базового абсорбирующего полотна лога вдоль бумагоперерабатывающей машины, внутри и между различными секциями. Базовые абсорбирующие полотна лога передвигаются в бумагоперерабатывающей машине согласно машинному направлению (MD) от размоточных секций, в сторону секции тиснения, к перемоточной секции и к секции разрезания лога.
Контрольный модуль был связан с намоточным модулем, с перфорирующим модулем, с режущим модулем и с пульверизаторами посредством интерфейса. Контрольный модуль управлял работой перфорирующего модуля, режущего модуля и надлежащим напылением покровной композиции на второй конец, а также регулировал силу намотки, прилагаемую к непрерывному полотну абсорбирующего материала в перемоточной секции.
Скорость машины на протяжении всех испытаний поддерживали при 100 м/мин.
Контрольный Пример 1 (контрольная туалетная бумага с плотностью 93 мг/см3)
Для получения желательного безгильзового рулона туалетной бумаги, получили трехслойное непрерывное полотно абсорбирующего материала (базовый вес: 55,6 г/м2, толщина: 0,62 мм), как описано выше, протянули от секции тиснения и подали на перемоточную секцию.
В перемоточной секции непрерывное полотно сначала поступило в перфорирующий модуль, который прищипывал полотно с образованием линий перфорации, ориентированных поперек относительно машинного направления (MD) и регулярно отстоящих друг от друга относительно поперечного направления (CD). Размер перфорированного сегмента составлял 4 мм, и размер неперфорированного сегмента составлял 1 мм. Расстояние между двумя линиями перфорации составляло 125 мм.
После прищипывания полотно абсорбирующего материала поступало в намоточный модуль, в котором полотно подхватывалось временной гильзой (наружный диаметр: 38 мм) с использованием адгезива Tissue Tak 604 в качестве «летучего клея». Затем непрерывное полотно (приблизительная общая длина непрерывного полотна: 17500 мм; соответственно 140 перфорированным листам) наматывалось на гильзу с образованием лога, имеющего диаметр 120 мм.
Полученный лог отделялся от полотна абсорбирующего материала в режущем модуле, который разрезал полотно поперек относительно MD. Полученный лог выдерживали при температуре 20-22°С, 50%-ной относительной влажности в течение периода времени 12 часов.
После выдерживания временную гильзу извлекали из лога в извлекающем модуле. Полученный лог разрезали параллельно MD многочисленными пилами для разрезания лога на многочисленные индивидуальные рулоны, имеющие ширину 99 мм.
Плотность рулона составляла 93 мг/см3.
Контрольный Пример 2 (контрольная туалетная бумага с плотностью 119 мг/см3)
Безгильзовый рулон получили таким же способом, как описано выше в Контрольном Примере 1, за исключением того, что трехслойное непрерывное полотно абсорбирующего материала, имеющее приблизительную общую длину 22500 мм (соответственно 180 перфорированным листам), наматывали на гильзу с образованием лога, имеющего диаметр 120 мм.
После выдерживания временную гильзу извлекали из лога в извлекающем модуле, и лог разрезали параллельно MD многочисленными пилами для разрезания лога на многочисленные индивидуальные рулоны, имеющие ширину 99 мм.
Плотность рулона составляла 119 мг/см3.
Контрольный Пример 3 (контрольная туалетная бумага с плотностью 149 мг/см3)
Безгильзовый рулон получили таким же способом, как описано выше в Контрольном Примере 1, за исключением того, что трехслойное непрерывное полотно абсорбирующего материала, имеющее приблизительную общую длину 28125 мм (соответственно 225 перфорированным листам), наматывали на гильзу с образованием лога, имеющего диаметр 120 мм.
После выдерживания временную гильзу извлекали из лога в извлекающем модуле, и лог разрезали параллельно MD многочисленными пилами для разрезания лога на многочисленные индивидуальные рулоны, имеющие ширину 99 мм.
Плотность рулона составляла 149 мг/см3.
Пример 1 (туалетная бумага с HPMC и плотностью 93 мг/см3)
Получили покровную композицию растворением гидроксипропилметилцеллюлозы (HPMC) в воде при концентрации 3,7% по весу. Полученную покровную композицию подавали в пульверизаторы и наносили при комнатной температуре (22°С).
Для получения желательного рулона туалетной бумаги, получили безгильзовый рулон таким же способом, как описано выше в Контрольном Примере 1, за исключением того, что после прищипывания/прорезания и перед намоткой полотна наносили (напыляли) покровную композицию с помощью пульверизаторов (давление: 2,5 бар (0,25 МПа)) на длину около 3500 мм (то есть, около 20% всей длины полотна) выше по потоку относительно линии реза.
Количество HPMC, нанесенное на непрерывное полотно, составляло 0,148 г/рулон (содержание твердого вещества HPMC, нанесенной на один индивидуальный рулон, то есть, после разрезания лога).
Плотность рулона составляла 93 мг/см3.
Примеры 2, 3, 4 и 5 (туалетные бумаги с HPMC и плотностью 93 мг/см3)
Дополнительные безгильзовые рулоны туалетной бумаги были получены таким же образом, как описано выше в Примере 1, за исключением того, что длина нанесения, давление при нанесении и количество сухого полимера, нанесенного на непрерывное полотно в Примерах 2, 3, 4 и 5, были такими, как показано ниже в Таблице 1.
Плотность рулонов, полученных в Примерах 2, 3, 4 и 5, составляла 93 мг/см3.
Примеры 6 и 7 (туалетные бумаги с HPMC и плотностью 119 мг/см3)
Безгильзовые рулоны туалетной бумаги были получены таким же образом, как описано выше в Контрольном Примере 2, за исключением того, что после прищипывания/прорезания и перед намоткой полотна на непрерывное полотно с помощью пульверизаторов наносили (напыляли) покровную композицию, как использованную в Примере 1 выше (3,7 вес.% HPMC в воде).
Длина нанесения, давление при нанесении и количество сухого полимера, нанесенного на непрерывное полотно в Примерах 6 и 7, были такими, как показано ниже в Таблице 1. Плотность полученных рулонов составляла 119 мг/см3.
Сравнительные Примеры 1 и 2 (туалетные бумаги с HPMC и плотностями 93 мг/см3 и 119 мг/см3)
Безгильзовые рулоны туалетной бумаги были получены таким же образом, как описано выше в Контрольных Примерах 1 или 2, за исключением того, что после прищипывания/прорезания и перед намоткой полотна на непрерывные полотна с помощью пульверизаторов наносили (напыляли) покровную композицию, как использованную в Примере 1 выше (3,7 вес.% HPMC в воде).
Длина нанесения (Сравнительный Пример 1: 1750 мм/10% длины полотна; Сравнительный Пример 2: 3500 мм/16% длины полотна), давление при нанесении и количество сухого полимера, нанесенного на непрерывное полотно в Сравнительных Примерах 1 и 2, были такими, как показано ниже в Таблице 1.
Плотность полученных рулонов составляла 93 мг/см3 и 119 мг/см3, соответственно.
Сравнительные Примеры 3 и 4 (туалетные бумаги с HPMC и плотностью 149 мг/см3)
Безгильзовые рулоны туалетной бумаги были получены таким же образом, как описано выше в Контрольном Примере 3, за исключением того, что после прищипывания/прорезания и перед намоткой полотна на непрерывное полотно с помощью пульверизаторов наносили (напыляли) покровную композицию, как использованную в Примере 1 выше (3,7 вес.% HPMC в воде).
Длина нанесения, давление при нанесении и количество сухого полимера, нанесенного на непрерывное полотно в Сравнительных Примерах 1 и 2, были такими, как показано ниже в Таблице 1. Плотность полученных рулонов составляла 149 мг/см3.
Свойства полученных рулонов туалетной бумаги оценивали согласно описанным здесь выше процедурам. Результаты показаны ниже в таблице 1.
Таблица 1
Эти данные испытаний показывают, что, согласно настоящему изобретению, нанесение конкретной покровной композиции на второй конец непрерывного полотна и по меньшей мере на 20% всей длины непрерывного полотна, если сочетается с надлежащей плотностью безгильзового рулона, приводит к превосходным значениям упругости и некоторым другим преимуществам. Внутренние витки полученных безгильзовых рулонов проявляют очень хорошую устойчивость к сплющиванию. В то же время межлистовая адгезия (расслаивающее усилие) в рулоне поддерживается в приемлемом диапазоне. Кроме того, можно легко сжимать безгильзовые рулоны, что является затруднительным, если плотность рулона составляет гораздо больше чем 140 мг/см3. Эта сжимаемость в сочетании с упругостью рулона приводит к превосходному изделию, которое может храниться в сжатом состоянии, но опять принимает, до очень высокой степени, исходную форму и внешний вид, если сжимающие силы устраняются.
Кроме того, соответствующие материалы покрытого непрерывного полотна, полученные в примерах изобретения, были найдены разлагаемыми в вышеуказанном испытании.
Кроме того, рулоны согласно настоящему изобретению могут быть размотаны до последнего листа без разрыва и/или повреждения листов (то есть, без возникновения разрушения перфорации и/или повреждения листов при измерении расслаивающего усилия).
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЗГИЛЬЗОВЫЙ РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2751637C1 |
| РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА БЕЗ ВТУЛКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2754029C1 |
| ПОЛЫЙ РУЛОН АБСОРБИРУЮЩЕГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2722016C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ПОЛИОРГАНОСИЛОКСАНОВЫЕ ПОЛИМЕРЫ С КОНДИЦИОНИРУЮЩИМ ДЕЙСТВИЕМ | 2013 |
|
RU2605095C2 |
| БЕССТЕРЖНЕВОЙ РУЛОН И СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2670038C1 |
| МНОГОСЛОЙНОЕ ВОЛОКНИСТОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ЛАМИНИРУЮЩИЙ АДГЕЗИВ С ДЕРМАТОЛОГИЧЕСКИ ПРИЕМЛЕМОЙ КИСЛОТОЙ | 2016 |
|
RU2703616C1 |
| МАТЕРИАЛ ИЗ КРЕПИРОВАННОЙ САНИТАРНО-ГИГИЕНИЧЕСКОЙ БУМАГИ С ПОВЫШЕННОЙ УДЕРЖИВАЮЩЕЙ ЕМКОСТЬЮ | 2011 |
|
RU2573482C2 |
| ИЗДЕЛИЕ И АГЕНТ, СВЯЗЫВАЮЩИЙ ЗАГРЯЗНИТЕЛЬ, ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2575131C2 |
| САНИТАРНО-ГИГИЕНИЧЕСКАЯ БУМАГА, СОДЕРЖАЩАЯ ВОЛОКНИСТЫЕ ПОЛУФАБРИКАТЫ, ПРОИСХОДЯЩИЕ ИЗ МИСКАНТУСА, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2670867C9 |
| СУПЕРГИДРОФОБНЫЕ ПОВЕРХНОСТИ | 2012 |
|
RU2601339C2 |
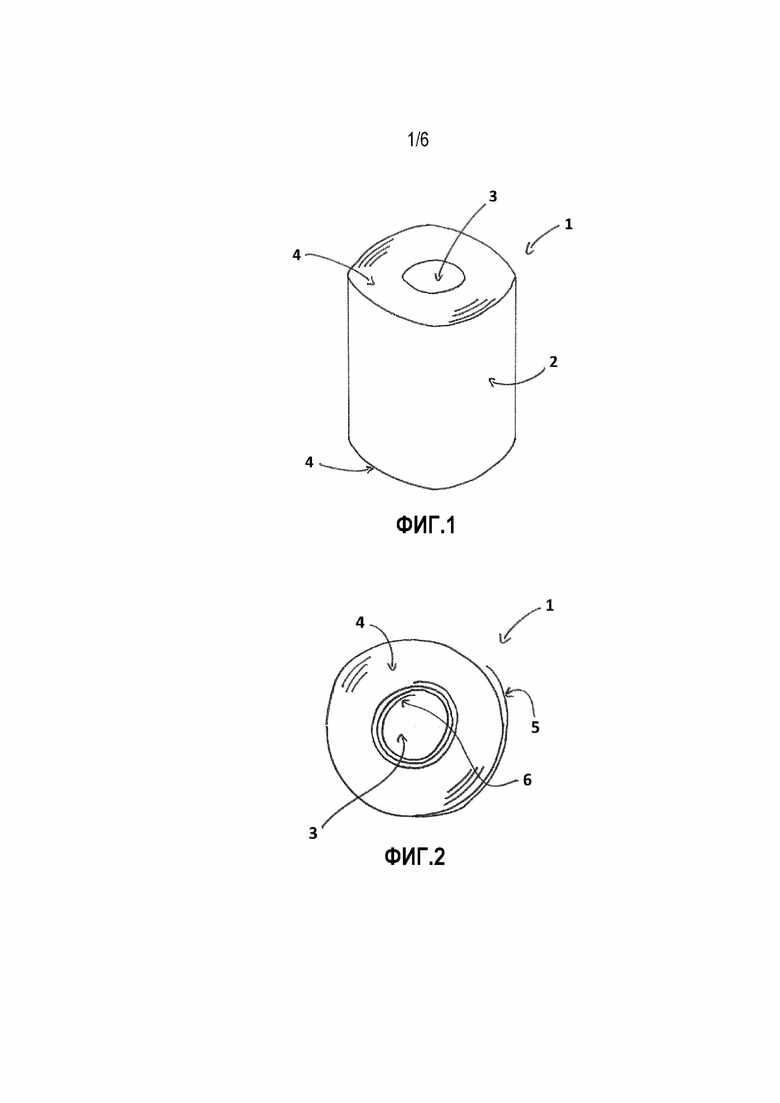
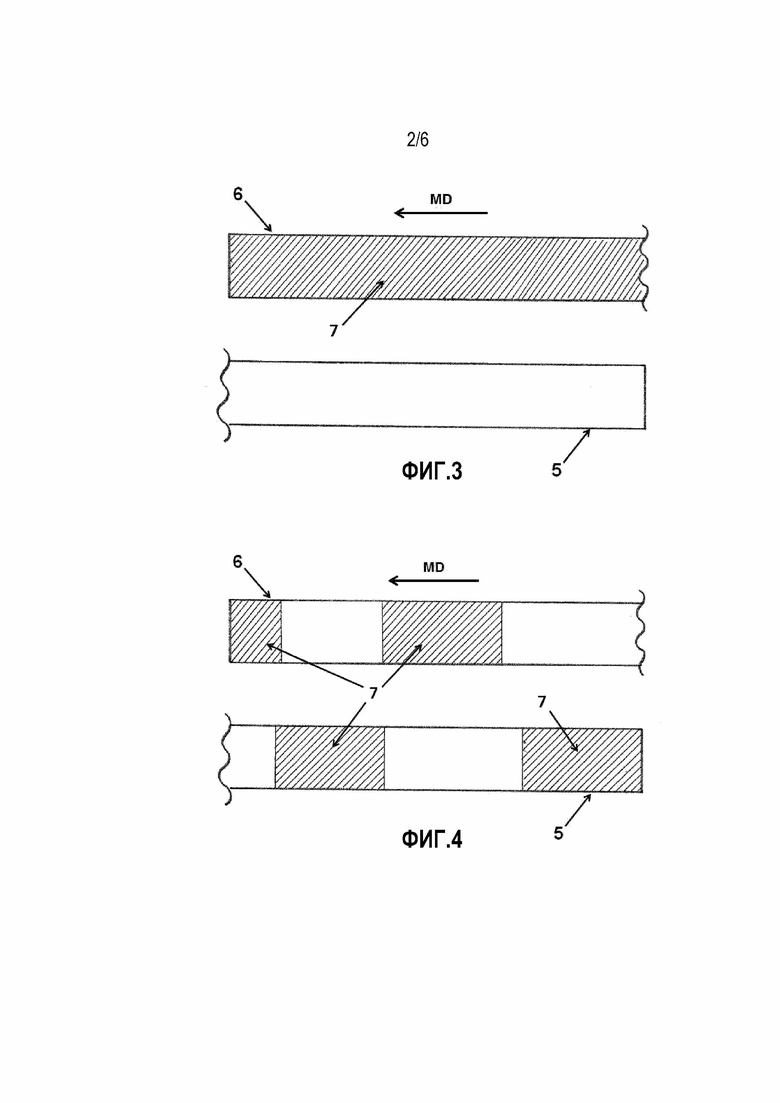
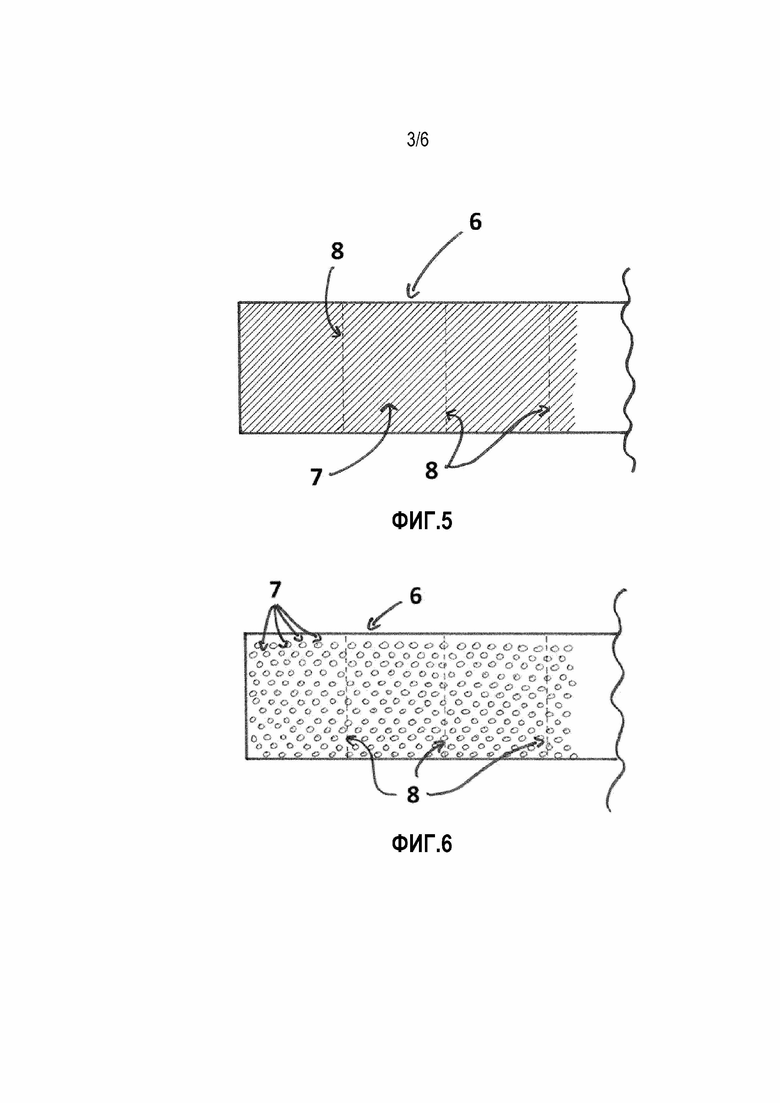
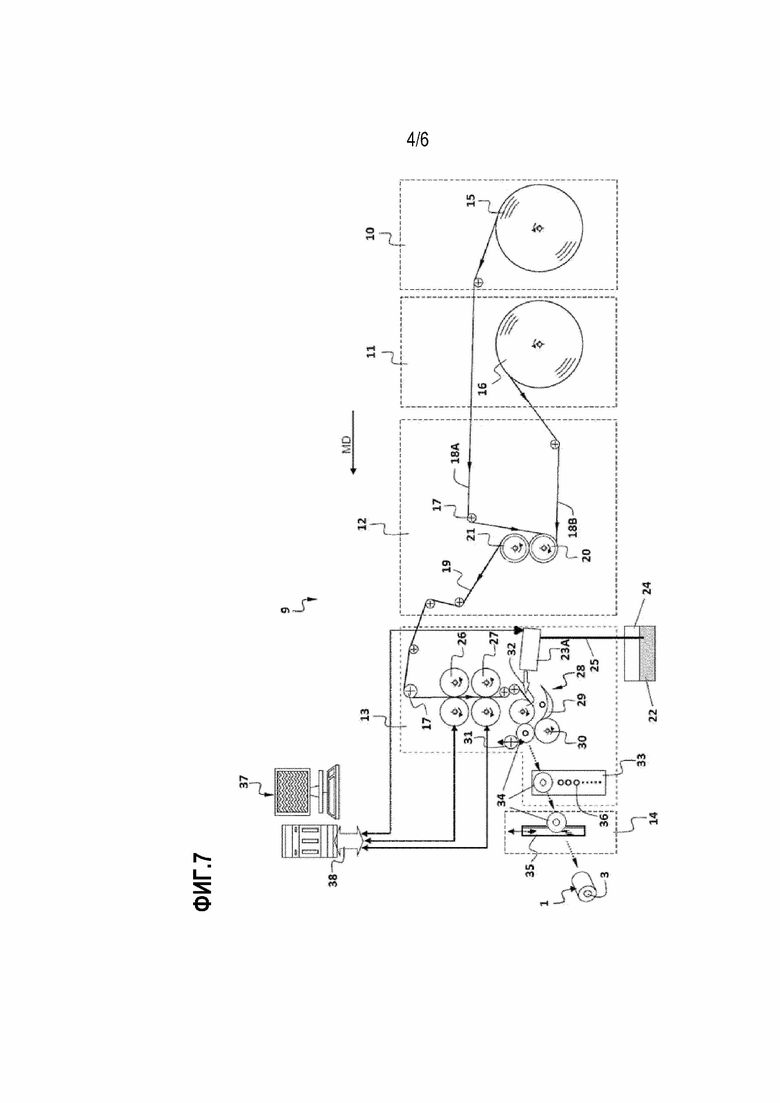
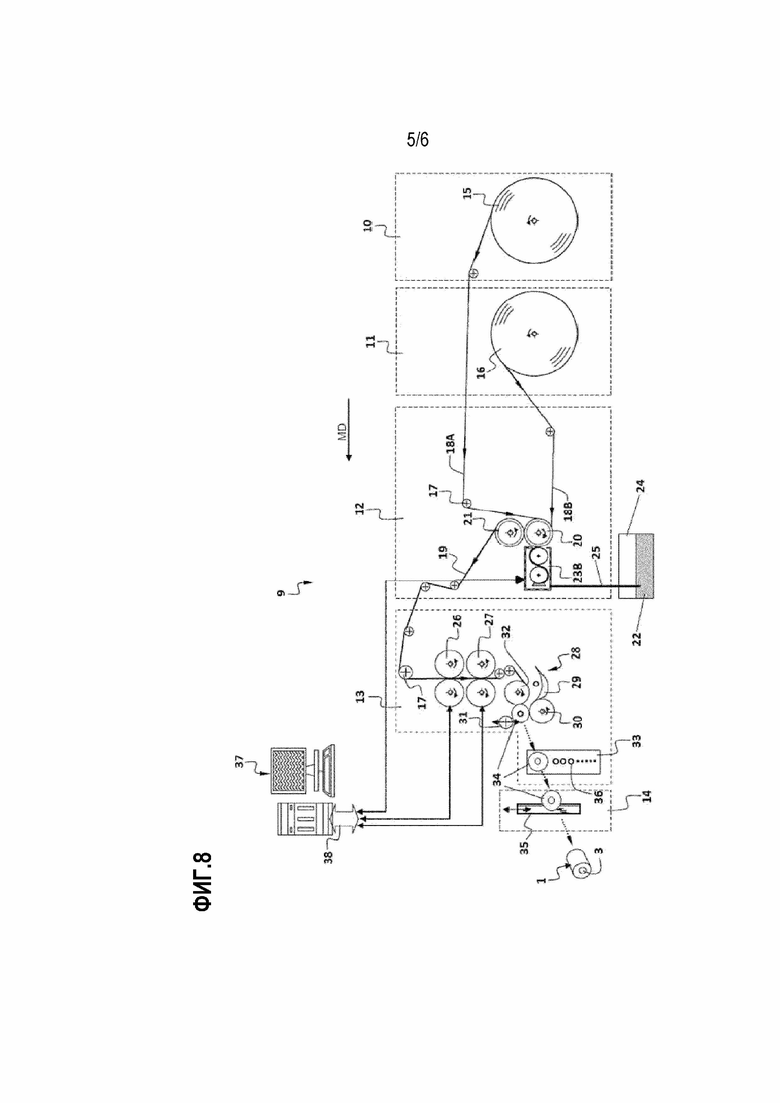
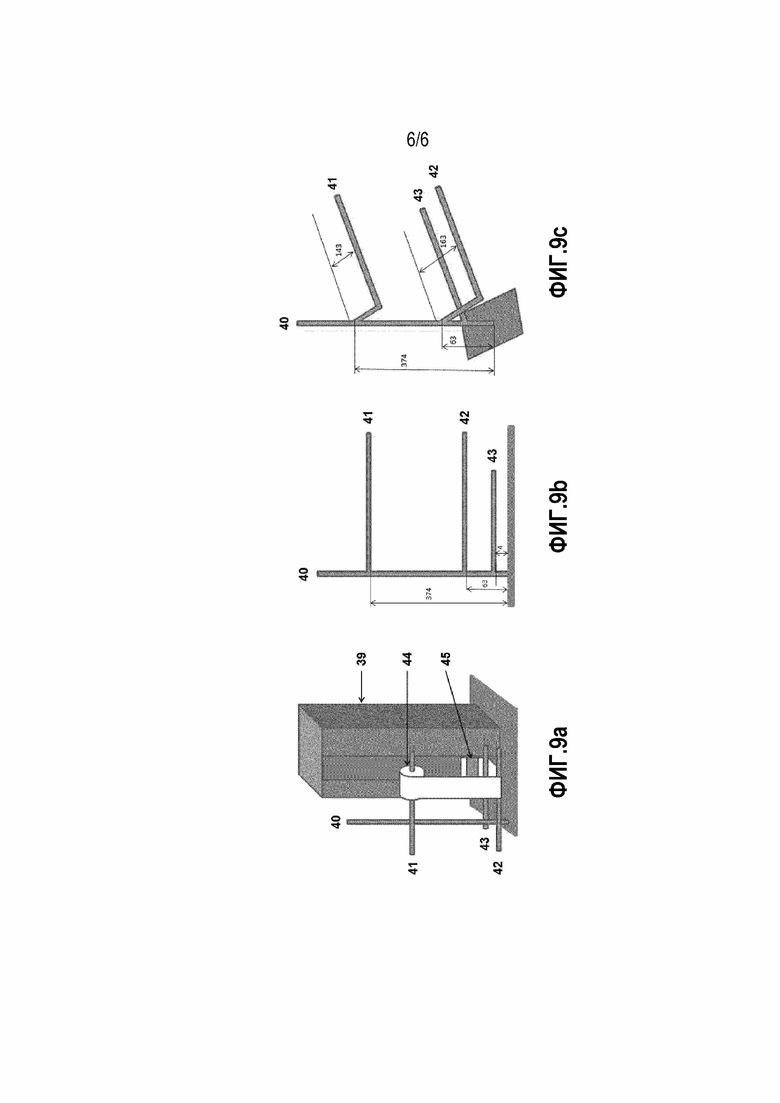
Изобретение может быть использовано для изготовления абсорбирующих изделий, таких как гигиенические салфетки, туалетная бумага или полотенца. Безгильзовый рулон абсорбирующего листового изделия, сформированный спирально намотанным непрерывным полотном, имеет осевой полый проем, размещенный в центре рулона. Абсорбирующий слой материала имеет плотность от 50 до 140 мг/см3. По меньшей мере последний виток абсорбирующего материала, спирально намотанного вокруг осевого полого проема, включает покровную полимерную композицию. При этом, по меньшей мере, 20% всей длины непрерывного полотна абсорбирующего материала включает покровную композицию, содержащую неионный полимер в количестве от 0,001 до 40 г/рулон. Предложены также способ изготовления безгильзового рулона абсорбирующего листового изделия и его применение. Технический реультат заключается в обеспечении устойчивости к сплющиванию, а также гибкости, эластичности и упругости безгильзового рулона. 3 н. и 23 з.п. ф-лы, 9 ил., 1 табл.
1. Безгильзовый рулон абсорбирующего листового изделия, сформированный спирально намотанным непрерывным полотном абсорбирующего материала, имеющим первый конец и второй конец, причем полотно абсорбирующего материала намотано таким образом, чтобы создавать осевой полый проем, размещенный в центре относительно безгильзового рулона и проходящий от одного края до другого края безгильзового рулона, и таким образом, что первый конец размещен на наружной стороне рулона, а второй конец размещен у осевого полого проема:
при этом спирально намотанное непрерывное полотно абсорбирующего материала имеет плотность от 50 до 140 мг/см3;
причем, по меньшей мере, последний виток на втором конце непрерывного полотна абсорбирующего материала включает покровную композицию, содержащую полимер, включающий атомы кислорода и/или азота, при этом виток составляет один оборот непрерывного полотна, спирально намотанного вокруг осевого полого проема;
причем, по меньшей мере, 20% всей длины непрерывного полотна абсорбирующего материала в машинном направлении включают покровную композицию, содержащую неионный полимер, включающий атомы кислорода и/или азота, и
общее количество неионного полимера составляет от 0,001 до 40 г/рулон.
2. Безгильзовый рулон по п. 1, в котором покровная композиция нанесена только на одну сторону непрерывного полотна абсорбирующего материала, предпочтительно на сторону, обращенную к осевому полому проему.
3. Безгильзовый рулон по п. 1 или 2, в котором полимер, включающий атомы кислорода и/или азота, содержащийся в покровной композиции, которая наносится на последний(-ние) виток(-тки), находящийся(-иеся) на втором конце, представляет собой неионный полимер, и предпочтительно указанная покровная композиция является такой же, как композиция, нанесенная на протяжении, по меньшей мере, 20% всей длины непрерывного полотна абсорбирующего материала.
4. Безгильзовый рулон по любому из пп. 1-3, в котором максимальная межлистовая адгезия между покрытыми участками непрерывного полотна абсорбирующего материала и участками непрерывного полотна, находящимися в контакте с ними, составляет от 0,3 до 1,7 Н.
5. Безгильзовый рулон по любому из пп. 1-4, в котором покровная композиция, которая наносится на непрерывное полотно абсорбирующего материала, имеет ионную потребность от -1000 до +100 мкэкв/г, предпочтительно от -500 до +50 мкэкв/г, более предпочтительно от -50 до 0 мкэкв/г.
6. Безгильзовый рулон по любому из пп. 1-5, в котором неионный полимер включает, по меньшей мере, одну повторяющуюся структурную единицу, содержащую один или более атомов кислорода и/или один или более атомов азота.
7. Безгильзовый рулон по п. 6, в котором неионный полимер включает, по меньшей мере, одну повторяющуюся структурную единицу, содержащую один или более атомов кислорода простой эфирной группы и/или одну или более гидроксильных групп.
8. Безгильзовый рулон по п. 6 или 7, в котором в среднем, по меньшей мере 50%, предпочтительно по меньшей мере 80%, всех повторяющихся структурных единиц, составляющих неионный полимер, включают один или многие атомы кислорода и/или один или более атомов азота, предпочтительно атомы кислорода простой эфирной группы и/или одну или более гидроксильных групп.
9. Безгильзовый рулон по любому из пп. 1-8, в котором неионный полимер представляет собой неионный простой эфир целлюлозы.
10. Безгильзовый рулон по п. 9, в котором неионный простой эфир целлюлозы имеет среднечисленную молекулярную массу от 1000 до 1000000, предпочтительно от 2000 до 500000, более предпочтительно от 3000 до 200000, более предпочтительно от 5000 до 100000.
11. Безгильзовый рулон по п. 9 или 10, в котором неионный простой эфир целлюлозы представляет собой простой эфир алкилцеллюлозы, такой как метилцеллюлоза или этилцеллюлоза, простой эфир гидроксиалкилцеллюлозы, такой как гидроксиэтилцеллюлоза или гидроксипропилцеллюлоза, или их комбинацию.
12. Безгильзовый рулон по любому из пп. 1-8, в котором неионный полимер представляет собой простой полиэфир с концевыми гидроксильными группами, предпочтительно простой полиэфир с концевыми гидроксильными группами, выбранный из полиэтиленгликоля, полипропиленгликоля и их смесей, более предпочтительно полиэтиленгликоль, при этом предпочтительно, по меньшей мере, 40%, более предпочтительно, по меньшей мере, 50%, более предпочтительно, по меньшей мере, 70%, всей длины непрерывного полотна абсорбирующего материала в машинном направлении включают покровную композицию, содержащую композицию для покрытия, содержащую полиэфирполиол.
13. Безгильзовый рулон по п. 12, в котором неионный полимер имеет среднечисленную молекулярную массу от 800 до 250000, предпочтительно от 1000 до 50000, более предпочтительно от 1500 до 15000, более предпочтительно от 1500 до 10000, более предпочтительно от 2000 до 7500, например, от 2500 до 4000.
14. Безгильзовый рулон по любому из пп. 1-13, в котором покровная композиция включает:
(а) по меньшей мере, 50 вес.%, предпочтительно, по меньшей мере, 65 вес.%, более предпочтительно, по меньшей мере, 80 вес.% неионного полимера;
(b) не более 50 вес.%, предпочтительно не более 35 вес.%, более предпочтительно не более 20 вес.% дополнительных добавок, таких как пластификаторы, упрочняющие агенты, отдушки и красители;
в каждом случае в расчете на общее содержание твердых веществ в покровной композиции.
15. Безгильзовый рулон по любому из пп. 1-14, в котором покровная композиция наносится в расплавленной форме, или, после добавления воды, в виде водного раствора, причем водный раствор предпочтительно содержит неионный полимер в количестве, по меньшей мере, 0,1 вес.%, более предпочтительно, по меньшей мере, 0,5 вес.%, в расчете на общий вес покровной композиции.
16. Безгильзовый рулон по любому из пп. 1-15, в котором, по меньшей мере, последние два, предпочтительно, по меньшей мере, последние три витка, предпочтительно, по меньшей мере, последние пять витков, более предпочтительно, по меньшей мере, последние десять витков на втором конце непрерывного полотна абсорбирующего материала включают покровную композицию.
17. Безгильзовый рулон по любому из пп. 1-16, в котором покровную композицию наносят так, что в отношении участка длины или участков длины непрерывного полотна, который(-ые) включает(-ют) покровную композицию, покрытая покровной композицией площадь занимает, по меньшей мере, 50%, более предпочтительно, по меньшей мере, 60%, более предпочтительно, по меньшей мере, 70%, более предпочтительно, по меньшей мере 80%, более предпочтительно, по меньшей мере, 90% общей площади указанной(-ных) длины(длин) участка(-ков).
18. Безгильзовый рулон по любому из пп. 1-17, в котором, если покровная композиция была нанесена непрерывно в машинном направлении, образованный покрытый участок начинается на втором конце и включает, по меньшей мере, последний виток второго конца.
19. Безгильзовый рулон по любому из пп. 1-17, в котором, если покровная композиция была нанесена периодически в машинном направлении, создавая тем самым два или более покрытых участков, (i) один покрытый участок включает, по меньшей мере, последний виток второго конца, и (ii) количество неионного полимера, нанесенного на половину непрерывного полотна, включающую второй конец, предпочтительно является равным или большим, чем количество неионного полимера, нанесенного на половину непрерывного полотна, включающую первый конец.
20. Безгильзовый рулон по любому из пп. 1-19, в котором полотно абсорбирующего материала составлено 1 слоем санитарно-гигиенической бумаги или от 2 до 6, в частности от 2 до 5, наложенными друг на друга слоями санитарно-гигиенической бумаги.
21. Безгильзовый рулон по любому из пп. 1-20, находящийся в сжатой форме.
22. Безгильзовый рулон по любому из пп. 1-21, который представляет собой абсорбирующее изделие, выбранное из группы, состоящей из гигиенических салфеток, полотенец, таких как бытовые полотенца, кухонные полотенца или полотенца для рук, туалетных бумаг, бумаг для вытирания, носовых платков, и косметических салфеток для лица, причем это абсорбирующее изделие предпочтительно представляет собой туалетную бумагу.
23. Способ изготовления безгильзового рулона абсорбирующего листового изделия, включающий:
- передвижение непрерывного полотна абсорбирующего материала, имеющего первый конец и второй конец, которое предпочтительно составлено 1 слоем санитарно-гигиенической бумаги или от 2 до 6 наложенных друг на друга слоев санитарно-гигиенической бумаги;
- по выбору прорезание непрерывного полотна абсорбирующего материала по существу поперечно машинному направлению для получения одиночных, но сцепленных листов;
- нанесение покровной композиции, содержащей неионный полимер, как определено в любом из пп. 1-19, на непрерывное полотно;
- спиральную намотку непрерывного полотна абсорбирующего материала таким образом, чтобы сформировать лог полотна абсорбирующего материала, при этом полотно абсорбирующего материала наматывают таким образом, чтобы образовать осевой полый проем, позиционированный в центре относительно лога и проходящий от одного края лога до другого края лога, и таким образом, что первый конец находится на наружной стороне лога, а второй конец находится у осевого полого проема; и
- разрезание лога на множество безгильзовых рулонов.
24. Способ изготовления по п. 23, дополнительно включающий
- подвергание безгильзового рулона сжатию по направлению, перпендикулярному осевому полому проему, для получения безгильзового рулона в сжатой форме.
25. Способ изготовления по п. 23 или 24, в котором безгильзовый рулон, полученный этим способом, является таким, как определено в любом из пп. 1-21.
26. Применение безгильзового рулона по любому из пп. 1-22 в качестве туалетной бумаги, бытового полотенца, полотенца для рук, кухонного полотенца, бумаги для вытирания, косметической салфетки для лица, носового платка или гигиенической салфетки.
| US 4487378 A, 11.12.1984 | |||
| WO 2011042818 A2, 14.04.2011 | |||
| РУЛОН ИЗ ГИБКОГО МАТЕРИАЛА СО СРЕДСТВОМ УДЕРЖАНИЯ ВИТКОВ | 2006 |
|
RU2397135C2 |

