Настоящее изобретение относится к производственному модулю для выполнения производственной функции над продуктом, причем производственный модуль выполнен и настроен для связывания со вторым производственным модулем, который выполнен и настроен для выполнения второй производственной функции над продуктом.
Такие производственные модули известны из уровня техники. Например, публикация US 2011/0224828 A1 раскрывает систему для разработки роботов и других так называемых кибер-физических систем (CPS). Система включает в себя платформу, которая позволяет управлять исполнительными механизмами и датчиками и другими модулями. Раскрыты различные модули, которые могут применяться для определенных, известных в робототехнике задач. К ним могут, например, относиться привод двигателей или считывание или управление датчиками. Модули осуществляют связь друг с другом и с другими устройствами, такими как компьютеры и созданные пользователями модули, посредством единого протокола связи.
Недостатком известного уровня техники является то, что при создании такой системы требуется относительно большое участие пользователя.
Поэтому задачей настоящего изобретения является упрощение выполнения модульной системы производства.
Эта задача решается производственным модулем с признаками пункта 1 формулы изобретения.
Такой производственный модуль выполнен и настроен для осуществления производственной функции над продуктом и дополнительно для связывания со вторым производственным модулем. Второй производственный модуль, в свою очередь, выполнен и настроен для осуществления второй производственной функции над продуктом. При этом в устройстве памяти производственного модуля сохранена информация самоописания относительно свойств производственного модуля, и, кроме того, второй производственный модуль содержит вторую информацию самоописания относительно свойств второго производственного модуля. Производственный модуль выполнен и настроен для передачи информации самоописания на второй производственный модуль и для приема второй информации самоописания от второго производственного модуля. В устройстве памяти производственного модуля, кроме того, сохранена информация порта относительно связывания со вторым производственным модулем. В качестве альтернативы или дополнительно, производственный модуль может быть выполнен и настроен для хранения соответствующей информации порта относительно связывания со вторым производственным модулем.
За счет наличия информации самоописания первого и второго производственного модуля и возможности передачи их взаимно друг к другу и одновременного наличия информации порта относительно связывания со вторым производственным модулем в первом производственном модуле, как информация о возможностях модулей, так и информация о связывании со вторым производственным модулем предоставляется в производственном модуле. Таким образом, первый производственный модуль может быть приведен, например, в положение для манипулирования или обработки продукта, чтобы работать совместно со вторым производственным модулем, при относительно небольшом воздействии или даже без воздействия пользователя. Таким образом, упрощается структура системы производства, включающей в себя, например, два производственных модуля.
Производственные модули могут представлять собой различные механические, электромеханические или электронные устройства, которые выполнены и настроены для манипулирования, перемещения, переработки и/или обработки предмета, заготовки, жидкости или сопоставимых продуктов, узлов или материалов. Производственные модули могут представлять собой, например, инструментальные модули, станки (например, для фрезерования, сверления, штамповки, прессования и т.д.) или аналогичные инструменты, оборудование или машины или их элементы. Кроме того, производственные модули могут быть выполнены и настроены для, по меньшей мере в числе прочего, транспортировки продуктов, узлов или материалов, например, как конвейерная лента, кран, манипулятор робота, насос и т.п. Кроме того, производственные модули могут быть выполнены и настроены для хранения или подачи соответствующих продуктов (например, включая стеллажную систему, емкость и т.д.). Производственный модуль может также быть выполнен и настроен, например, для нагревания или других видов обработки заготовок, узлов и/или твердых, жидких или газообразных материалов, например, как печь, котел, клапан, мешалка и т.п.
Производственный модуль может, в свою очередь, быть построен из нескольких деталей, узлов и/или подмодулей и/или, например, может включать в себя один или несколько механических и/или электронных подблоков.
Производственный модуль может быть выполнен и настроен, например, как блок управления или контроллер для управления производственной функцией и/или способами, процессами или определениями, описанными в настоящем описании в отношении производственного модуля. Кроме того, производственный модуль может включать в себя один или несколько интерфейсов связи, а также одно или несколько устройств памяти для хранения данных и/или информаций. Для выполнения производственной функции производственный модуль может также включать в себя соответствующие механические, электрические, электронные и/или электромеханические или оптические компоненты.
В частности, производственный модуль может быть выполнен и настроен в виде так называемой ʺкибер-физической системыʺ (CPS) или ее части. Так, производственный модуль может быть выполнен и настроен, например, в виде так называемого ʺкибер-физического модуляʺ (CPM) или ʺкибер-физического производственного модуляʺ (CPPM).
Под производственной функцией в рамках настоящего описания в общем понимается любой процесс, который выполняется или может выполняться в рамках производства, изготовления, переработки, отделки или обработки предмета, материала или вещества. При этом производственная функция может быть, например, любым возможным рабочим этапом в отношении любого продукта от сырья до готового конечного продукта.
Например, производственная функция может представлять собой любой вид обработки материала (например, фрезерование, сверление, шлифование, прессование, лакировку, литье, перекачку, нагрев, перемещение, открывание, закрывание и т.д.), любой вид транспортировки или перемещения или обращения с предметом, узлом, материалом или веществом или включать в себя подобные процессы. Кроме того, производственная функция может представлять собой, например, хранение, диагностику, тестирование, оптическую съемку, обмер, определение формы, положения или размера или сопоставимые функциональности или может включать в себя подобные функциональности.
Продукт может быть выполнен и настроен, например, как механический, оптический, электромеханический, электронный или аналогичный продукт или узел или может включать в себя такие продукты или узлы. Кроме того, продукт может быть выполнен, например, как обрабатываемая деталь, узел, твердый, жидкий или газообразный материал, твердый, жидкий или газообразный химикат и т.п. Продукт может, например, также представлять собой любой вид промежуточного или конечного продукта конкретного производственного процесса. Конечные продукты могут, например, представлять собой все виды продуктов, которые продаются на коммерческой основе, такие как микрочип, компьютер, камера, автомобиль, химикат, вещество и т.д., или также любые промежуточные продукты для таких продуктов.
В рамках настоящего описания, термин ʺпродуктʺ применяется как абстрактное описание предмета, изменяемого в рамках производства или обработки. ʺПродуктʺ в смысле настоящего описания может в ходе производственного процесса, например, при действии производственных функций полностью изменяться по своему внешнему или внутреннему представлению или форме.
Связывание производственного модуля со вторым производственным модулем может выполняться и настраиваться таким образом, что производственная функция производственного модуля и вторая производственная функция второго производственного модуля могут взаимодействовать или взаимодействуют. Такое взаимодействие производственных функций может представлять собой, например, совместную обработку продукта, обработку и транспортировку продукта или передачу продукта от одного транспортирующего блока к другому. Два производственных модуля могут для этого находиться, например, в подходящем геометрическом расположении и связываться, например, электронным способом таким образом, что взаимодействие производственных функций становится возможным или выполняется или может выполняться.
Связывание производственного модуля со вторым производственным модулем может быть выполнено и настроено, например, как коммуникативное связывание через соответствующие проводные или беспроводные интерфейсы связи (например, через Ehternet, Profinet, Profibus, полевые (промышленные) шины, WiFi, Bluetooth, NFC и т.д.) или включать в себя такое коммуникативное связывание.
Кроме того, связывание производственных модулей может также включать в себя механическое связывание, например, через соответствующие соединительные элементы. Для такого механического связывания производственный модуль может, например, иметь или включать в себя соответствующие соединительные элементы, датчики и/или исполнительные механизмы.
Второй производственный модуль может быть сформирован и настроен, например, в соответствии с производственным модулем или первым производственным модулем, описанным в настоящем описании. Кроме того, производственные модули могут быть соответственно связаны с другими производственными модулями, которые, в свою очередь, могут быть выполнены и настроены в соответствии с производственным модулем или первым производственным модулем согласно настоящему описанию. При этом связывание с соответствующими другими производственными модулями также может быть выполнено и настроено, как описано детально в настоящем описании.
Информация самоописания относительно свойств производственного модуля может содержать, например, различные информации, относящиеся к производственной функции производственного модуля. В частности, это может, например, включать в себя идентификацию или характеристику функциональности или функциональностей, которая(ые) реализуется(ются) в производственной функции. Кроме того, они могут включать в себя информации об обрабатываемых или перерабатываемых материалах или предметах, информации о размере, форме, весу или аналогичные заданные величины или условия, информации об одной или нескольких зонах обработки производственного модуля, информации о критериях качества, результаты и/или условия относительно производственной функции или соответствующего результата работы или продукта или аналогичную информацию относительно производственной функции.
Информация самоописания может также включать в себя информацию о других свойствах производственного модуля, таких как размер, геометрия, расположение, идентификационный код, структура, конфигурация, доступные службы и функциональности, подключенные устройства, модули и/или узлы, доступные управляющие и иные команды, а также доступные интерфейсы связи, соответствующие параметры связи (MAC-адрес и т.п.) и/или информацию о состоянии относительно производственного модуля.
Информация самоописания относительно свойств второго производственного модуля, а также относительно других упомянутых в настоящем описании производственных модулей может быть выполнена и настроена в соответствии с вышеуказанными вариантами осуществления.
Передача информации самоописания между производственными модулями может, например, осуществляться или может быть выполнена и настроена в виде проводной и/или беспроводной связи. Такая передача может, например, осуществляться или может выполняться и настраиваться, например, через Ethernet, полевые шины, WiFi, Bluetooth, NFC, оптические или аналогичные средства. При связи второго производственного модуля с первым может быть предусмотрено, что вторая информация самоописания второго производственного модуля посылается в производственный модуль. Кроме того, информация самоописания производственного модуля может посылаться во второй производственный модуль. Также может предусматриваться обмен информациями самоописания между производственным модулем и вторым производственным модулем.
Сохраненная в первом производственном модуле информация порта относительно связывания со вторым производственным модулем может включать в себя, например, информацию о второй производственной функции второго производственного модуля. Кроме того, информация порта может включать в себя информацию о взаимодействии производственной функции производственного модуля и второй производственной функции второго производственного модуля. Подобные информации могут быть, например, информациями об зоне передачи или зоне взаимодействия, в которых, например, должен или может находиться продукт, чтобы обеспечить возможность подобного взаимодействия производственных функций.
Подобные взаимодействия могут, например, представлять собой совместную обработку продукта, обработку продукта, находящегося в транспортном модуле, или передачу между двумя модулями транспортировки.
Кроме того, информация порта может включать в себя полностью или частично вторую информацию самоописания второго производственного модуля. Кроме того, информация порта может также содержать информации о других, доступных через второй производственный модуль, модулях, производственных функциях и/или функциональных возможностях. Подобные информации о таких дополнительных модулях или производственных функциях могут соответствовать информациям, указанным выше в отношении второго производственного модуля.
Кроме того, производственный модуль может быть непосредственно связан с одним или несколькими другими производственными модулями в соответствии с настоящим описанием, причем дополнительно может быть предусмотрено, что для каждого из других производственных модулей, непосредственно связанных с данным производственным модулем, соответствующая информация порта относительно связывания с соответствующим производственным модулем сохраняется или сохранена в производственном модуле. Эта информация порта может быть сконфигурирована и настроена в соответствии с описанной выше информацией порта относительно связывания со вторым производственным модулем.
Определение информации порта относительно связывания со вторым или также другими производственными модулями может осуществляться, например, в производственном модуле либо во внешнем компьютере или аналогичном устройстве и затем передаваться в производственный модуль. Под ʺопределениемʺ здесь понимается, например, чистое извлечение данных из соответствующих сообщений или считывание соответствующих информационных данных или обработка переданных данных или информаций.
В предпочтительном варианте осуществления, информация порта относительно связывания с вторым производственным модулем может включать в себя информацию о пространственной зоне взаимодействия производственного модуля со вторым производственным модулем, причем пространственная зона взаимодействия характеризуется тем, что как производственная функция производственного модуля, так и вторая производственная функция второго производственного модуля может действовать на продукт, когда он находится в зоне взаимодействия.
Информация о зоне взаимодействия может позволить производственным модулям, например, работать вместе с меньшим участием или без участия пользователя, так как производственному модулю известно, в какой пространственной зоне должен находиться продукт или материал, подлежащий обработке или манипулированию, чтобы его мог обрабатывать или им мог манипулировать как данный производственный модуль, так и второй производственный модуль. Таким образом, структура и функционирование соответствующей производственной системы дополнительно упрощается.
В частности, может быть предусмотрено, что зона взаимодействия определяется или может определяться на основе информации самоописания производственного модуля и второй информации самоописания второго производственного модуля. Это определение может осуществляться, например, в производственном модуле, во втором производственном модуле и/или во внешнем компьютере или подобном устройстве.
Для этого, в соответствующей информации самоописания может быть сохранена, соответственно, рабочая зона соответствующих модулей, и тогда зона взаимодействия может определяться на основе знания соответствующих рабочих зон, а также взаимного расположения производственных модулей по отношению друг к другу. При этом информация о взаимном расположении производственных модулей может, например, заранее задаваться или определяться автоматически или определяется пользователем. В предпочтительном варианте осуществления может быть дополнительно предусмотрено, что во втором производственном модуле также сохранена информация о зоне взаимодействия, причем, например, информация от производственного модуля может быть передана на второй производственный модуль или может определяться отдельно вторым производственным модулем или дополнительным вычислительным устройством. При этом может, например, осуществляться сравнение различных вычисленных зон взаимодействия, например, для улучшения связывания.
Информация порта может содержать, например, информацию о геометрии зоны взаимодействия и/или положении (позиции) зоны взаимодействия. При этом геометрия и/или положение могут сохраняться в координатах соответствующего модуля или другой системе координат, например, в системе координат, общей для обоих производственных модулей.
Вышеуказанная задача также решается с помощью производственного модуля для выполнения производственной функции над продуктом, причем в устройстве памяти производственного модуля сохранена или может сохраняться информация самоописания относительно свойств производственного модуля, причем дополнительно производственный модуль выполнен и настроен для определения общей пространственной зоны взаимодействия со вторым производственным модулем, связанным с данным производственным модулем, причем второй производственный модуль выполнен и настроен для выполнения второй производственной функции над продуктом, и причем общая пространственная зона взаимодействия производственных модулей характеризуется тем, что как производственная функции производственного модуля, так и вторая производственная функция второго производственного модуля могут действовать над продуктом, когда он находится в зоне взаимодействия.
Таким образом выполненный производственный модуль упрощает структуру системы из таких производственных модулей, например, за счет того, что путем определения зоны взаимодействия в производственном модуле снижаются затраты на связывание между двумя производственными модулями за счет того, что при определении зоны взаимодействия может быть обеспечена или упрощена кооперация обоих модулей.
При этом производственный модуль, производственная функция, информация самоописания относительно свойств производственного модуля, а также второй производственный модуль с соответствующей второй производственной функцией, а также зона взаимодействия и определение зоны взаимодействия могут быть выполнены и настроены в соответствии с настоящим описанием.
Определение общей пространственной зоны взаимодействия со вторым производственным модулем может, например, осуществляться с помощью передаваемых от второго модуля данных относительно располагаемой рабочей зоны второго модуля во взаимосвязи, например, с сохраненными в информации самоописания производственного модуля информациями относительно собственной рабочей зоны. Кроме того, например, дополнительные информации относительно расположения, позиции и/или ориентации обоих модулей по отношению друг к другу могут применяться для этого определения. В качестве альтернативы, зона взаимодействия может, например, определяться из известных или определенных данных позиции, расположения и/или ориентации производственного модуля и второго производственного модуля. При этом, в частности, могут быть включены предварительно известные свойства и формы выполнения производственного модуля и/или второго производственного модуля.
Расположение или относительное расположение двух производственных модулей может указываться, например, оператором или определяться (например, посредством манипуляторов робота, датчиков и т.д.) или с помощью систем определения позиции, таких как GPS, камеры, оптические датчики, функциональные датчики, ультразвуковые датчики или аналогичные системы или комбинации подобных систем.
Определение общей пространственной зоны взаимодействия может быть инициировано, например, пользователем или автоматически при связывании модулей или автоматически при каждом связывании и/или изменении расположения или иных изменениях относительно по меньшей мере одного из модулей.
Конфигурирование зоны взаимодействия может осуществляться таким образом, что производственный модуль и второй производственный модуль с их соответствующими производственными функциями относительно продукта могут взаимодействовать или взаимодействуют. Такое взаимодействие может быть, например, совместной обработкой продукта или манипулированием продуктом, обработкой или манипулированием продуктом, который посредством подходящей системы транспортировки позиционируется в предусмотренное для манипулирования или обработки местоположение, или передачей между производственными модулями, предусмотренными для транспортировки материала, предмета или продукта. Другие возможности для взаимодействия производственных функций вытекают из приведенных в качестве примера в настоящем описании различных возможностей осуществления для производственных функций.
Связывание производственного модуля со вторым производственным модулем может, например, выполняться и настраиваться, как подробно указано в настоящем описании.
В предпочтительном варианте осуществления изобретения в устройстве памяти производственного модуля сохранена или может сохраняться информация порта относительно связывания со вторым производственным модулем, причем информация порта включает в себя информацию о пространственной зоне взаимодействия производственного модуля со вторым производственным модулем. В частности, информация о пространственной зоне взаимодействия включает в себя информацию о геометрии зоны взаимодействия и/или позиции зоны взаимодействия.
Таким образом, информация о взаимодействии производственных модулей рациональным образом хранится и конфигурируется, что дополнительно упрощает настройку соответствующей системы производства из подобных модулей за счет того, что она может обеспечивать, например, частичную автоматизацию или также полную автоматизацию связывания двух модулей.
Информация порта, пространственная зона взаимодействия производственных модулей, а также информация о геометрии и позиции зоны взаимодействия могут быть сконфигурированы и настроены, как подробно изложено в настоящем описании.
В частности, позиция зоны взаимодействия может указываться и/или сохраняться, например, в соответствующих координатах модуля или другой системе координат, например, общей системе координат модулей. То же самое справедливо для геометрии, например, пространственной конфигурации зоны взаимодействия.
В общем, производственный модуль может быть выполнен и настроен в соответствии с настоящим описанием таким образом, что информация порта относительно связывания со вторым производственным модулем включает в себя информацию относительно свойств второго производственного модуля. В частности, информация порта может включать в себя в связи с этим информации относительно второй производственной функции второго производственного модуля.
С помощью такой информации, сохраненной в информации порта, относительно связывания со вторым производственным модулем, можно, например, планировать уже заранее, какие дополнительные опции обработки или транспортировки для продукта, находящегося в производственном модуле, возможны посредством связывания со вторым производственным модулем. Это позволяет осуществлять планирование производства относительно продукта и упрощает структуру и эксплуатацию системы производства из подобных производственных модулей.
При этом информации относительно свойств второго производственного модуля могут конфигурироваться и настраиваться в соответствии с информациями относительно свойств производственного модуля. Например, информации относительно свойств второго производственного модуля могут включать в себя информацию о его размере, расположении и/или позиции, идентификационные характеристики или параметры, информации об интерфейсах связи и, при необходимости, соответствующие параметры таких интерфейсов (например, MAC-адрес), доступные производственные или другие функции и/или службы второго производственного модуля и сопоставимые информации.
В предпочтительном варианте осуществления, сохраненная в производственном модуле информация порта относительно связывания со вторым производственным модулем может включать в себя информации относительно свойств других производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем. В частности, сохраненная в производственном модуле информация порта относительно связывания с вторым производственным модулем может включать в себя информации относительно производственных функций производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем.
Таким образом, структура и функционирование системы производства из таких производственных модулей могут быть дополнительно упрощены за счет того, что в случае продукта, находящегося в определенном производственном модуле, уже посредством информации порта относительно связанного второго производственного модуля можно распознать, какие дополнительные производственные модули и/или производственные функции могут быть доступны или достижимы через связывание или взаимодействие со вторым производственным модулем.
При этом свойства соединенных со вторым производственным модулем дополнительных производственных модулей могут быть такими свойствами, которые в настоящем описании описаны более подробно в других местах, например, относительно информаций самоописания.
В частности, информация порта относительно связывания со вторым производственным модулем может включать в себя свойства относительно всех других производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем. Кроме того, сохраненные информации относительно свойств других производственных модулей могут также включать в себя определенные категории производственных модулей, технические ограничения, пространственные ограничения или функциональные ограничения.
При этом другие производственные модули, непосредственно связанные со вторым производственным модулем, могут представлять собой такие модули, которые имеют прямое связывание или привязку ко второму производственному модулю. Опосредованно связанные другие производственные модули представляют собой такие, которые не имеют непосредственного связывания со вторым производственным модулем, но, в свою очередь, достижимы через другие производственные модули от второго производственного модуля.
Два производственных модуля непосредственно связаны, когда модули, например, ʺэффективноʺ связаны, если, например, их производственные функции, согласно настоящему описанию, - как уже пояснялось, - взаимодействуют или могут взаимодействовать. В частности, они непосредственно связаны, когда они связаны или связываются в соответствии с настоящим описанием. Так, например, два соединенные модуля транспортировки обеспечивают непрерывную транспортировку продукта с соответствующей передачей между модулями. Связанный с другим модулем блок обработки может тогда обеспечивать возможность, например, обработки продукта, находящегося в другом модуле, или совместной с другим модулем обработки.
Кроме того, сохраненная в производственном модуле, согласно настоящему описанию, информация самоописания может включать в себя информацию конфигурации относительно расположения и/или выполнения производственного модуля.
Информация самоописания может также включать в себя информацию о возможностях относительно доступных функций и служб производственного модуля, причем она может включать в себя, например, информацию о производственной функции.
Кроме того, информация самоописания может также включать в себя информацию команды относительно выполняемых или понимаемых производственным модулем команд, а также регулируемых или установленных параметров.
Кроме того, информация самоописания может также включать в себя информацию состояния относительно рабочего состояния. При этом рабочее состояние может включать в себя, например, текущее рабочее состояние (полностью функционально активное, частично функционально активное, неактивное, аварийный режим и т.п.) или также информации о возникших неисправностях и предупреждениях и т.п. Информация состояния может дополнительно включать в себя информацию о продукте, имеющемся в или на производственном модуле (например, соответствующий ID продукта, текущее состояние обработки, текущее положение в пределах производственного модуля и т.д.).
Информация конфигурации производственного модуля может включать в себя, например, положение, функциональное выполнение и/или геометрическое выполнение производственного модуля. Кроме того, информация конфигурации производственного модуля может включать в себя располагаемую и/или доступную пространственную рабочую зону или физическую и иную окружающую среду (соседние модули, машины, зоны безопасности и т.п.).
Сохраненная в производственном модуле информация порта относительно связывания со вторым производственным модулем может включать в себя информации относительно свойств связанного со вторым производственным модулем третьего производственного модуля, причем третий производственный модуль связан со вторым производственным модулем, в третьем производственном модуле сохранена или может сохраняться третья информация самоописания относительно свойств третьего производственного модуля, и третий производственный модуль выполнен и настроен для осуществления третьей производственной функции над продуктом.
При этом информация относительно свойств связанного со вторым производственным модулем третьего производственного модуля может включать в себя информацию относительно третьей производственной функции третьего производственного модуля, и, кроме того, связывание третьего производственного модуля со вторым производственным модулем может выполняться и настраиваться в соответствии с описанным в настоящем описании связыванием между производственным модулем и вторым производственным модулем. Информация самоописания третьего производственного модуля или третьей производственной функции этого модуля дополнительно может быть сконфигурирована и настроена в соответствии с соответствующими информациями или функциями производственного модуля или второго производственного модуля в соответствии с настоящим описанием.
Информации о третьем производственном модуле могут, например, поступать в производственный модуль таким образом, что информация самоописания или ее части передаются через второй производственный модуль на данный производственный модуль и там в рамках сохраненной информации порта сохраняются полностью, частично или после соответствующей обработки или переработки.
Кроме того, также может быть предусмотрено, что и другие или все производственные модули, непосредственно или опосредованно соединенные со вторым производственным модулем, включают в себя такие информации самоописания, которые могут передаваться или передаются через второй производственный модуль к данному производственному модулю. Таким образом, соответствующая информация для этих других производственных модулей может также сохраняться в информации порта относительно связывания со вторым производственным модулем. Таким образом, информации о функциональностях, свойствах, состояниях или других параметрах некоторых или даже всех других производственных модулях, доступных через второй производственный модуль, также могут быть доступными в производственном модуле.
Это позволяет дополнительно упростить конструкцию или дополнительно упростить функционирование соответствующей системы производства из подобных производственных модулей, так как таким способом можно обеспечить улучшенное планирование следующих этапов производства, которые должны выполняться над продуктом, находящимся в производственном модуле.
Вышеуказанная задача также решается с помощью системы производства для изготовления конечного или промежуточного продукта, причем система производства содержит множество производственных модулей согласно настоящему описанию, и причем множество производственных модулей по меньшей мере частично связаны между собой в соответствии с настоящим описанием.
За счет того, что производственные модули системы производства, соответственно, включают в себя информацию самоописания и информацию порта или информацию о зоне взаимодействия с соседним или связанным модулем, структура и функционирование такой системы производства упрощается, поскольку координация и кооперация модулей друг с другом с помощью указанных информаций, как уже было описано подробно в настоящем описании, упрощается.
Под промежуточным или конечным продуктом, как правило, понимается любой результат производственного процесса, будь то коммерчески продаваемый или только существующий в рамках производственного процесса промежуточный продукт. Как уже было объяснено в контексте термина ʺпродуктʺ, промежуточный или конечный продукт может быть любым предметом, узлом, материалом, химикатом и т.п.
Множество модулей может включать в себя, например, два или более модулей, предпочтительно по меньшей мере от трех до десяти модулей или даже больше.
Система производства может быть выполнена и настроена таким образом, что в каждом из производственных модулей множества связанных производственных модулей сохранена или сохраняется информация порта в соответствии с настоящим описанием для каждого непосредственно связанного с данным производственным модулем производственного модуля из множества производственных модулей. Это может означать, например, что для каждого другого производственного модуля, непосредственно соединенного или связанного с одним из производственных модулей, в производственном модуле сохранена соответствующая информация порта. При этом информация порта может быть сконфигурирована и настроена соответствии с настоящим описанием.
Таким образом, в производственном модуле для каждого непосредственно связанного с ним модуля имеется соответствующая информация порта, посредством которой затем, например, как функциональность и свойства соседнего модуля, так и, - как уже описывалось для примера, - дополнительные информации о функциональностях, достижимых через соседний производственный модуль, также являются или могут быть доступными и распознаваемыми.
При таком выполнении дополнительно упрощается, например, планирование и/или создание продукта, содержащегося в конкретном производственном модуле, за счет того, что посредством информаций портов в производственном модуле уже доступны информации о том, какие функциональные возможности и устройства являются или могут быть доступными, достижимыми и/или используемыми через ближайших соседей данного производственного модуля, а также, соответственно, через расположенные за ним модули.
Система производства может дополнительно быть выполнена и настроена таким образом, что относительное расположение содержащихся связанных производственных модулей соответствует заданной или задаваемой пространственной и/или плоскостной структуре. Например, для построения системы производства может задаваться определенная форма плоскостных элементов или форма пространственных элементов, которые образуют растр, в который должны или могут вставляться отдельные производственные модули системы производства. Модули, например, единой плоскостной или пространственной структуры, формы или конфигурации могут затем, например, в виде сотовой сети геометрически располагаться относительно друг друга и затем дополнительно электрически и/или коммуникативно связываться соответствующим образом.
Задание такой пространственной и/или плоской структуры облегчает создание и монтаж соответствующей системы производства, так как уже при планировании отдельных модулей известно, где соседние модули пространственно граничат с данным модулем, и модуль может быть соответственно выполнен и настроен. Таким образом, система производства может быть построена из соответствующих модулей проще и меньшими затратами на юстировку. Плоскостные структуры могут иметь или включать в себя, например, квадратные или шестиугольные базовые элементы или подобные формы.
Для реализации и/или поддержания подобных заданных пространственных и/или плоских структур могут быть предусмотрены и сконфигурированы соответствующие средства.
Такие средства могут быть предусмотрены, например, в установочной или монтажной зоне системы производства или зоне ячеек производственных модулей. Такие зоны ячеек могут быть маркированы, например, с помощью графических, оптических, электронных или аналогичных средств или мер. На основе таких маркировок, компоновка или монтаж производственных модулей в систему производства может тогда облегчаться, упрощаться и/или контролироваться.
Кроме того, такие средства для реализации и/или поддержания заданной или задаваемой структуры в качестве соединительных элементов, датчиков расстояния, меток или аналогичных средств могут быть предусмотрены на отдельных производственных модулях. Кроме того, эти средства могут представлять собой прокладки, части рамы или монтажные платформы с соответствующими формами или конфигурациями для отдельных производственных модулей или могут включать в себя подобные средства.
Соответствующие соединительные элементы, например, для механического связывания или фиксации двух или более производственных модулей могут применяться для электрического или коммуникативного соединения модулей. Кроме того, также может быть предусмотрено, что электрическое и/или коммуникативное соединение между производственными модулями достигается за счет особых средств.
Вышеуказанная задача также решается посредством способа для связывания первого производственного модуля со вторым производственным модулем, причем первый производственный модуль выполнен и настроен для выполнения первой производственной функции над продуктом, а второй производственный модуль - для выполнения второй производственной функции над продуктом, и, кроме того, в первом производственном модуле сохранена первая информация самоописания относительно свойств первого производственного модуля, а во втором производственном модуле - вторая информация самоописания относительно свойств второго производственного модуля.
При этом способ включает в себя этапы:
- связывание первого и второго производственных модулей,
- передачу второй информации самоописания второго производственного модуля к первому производственному модулю и
- определение первый производственным модулем первой информации порта относительно связывания со вторым производственным модулем и сохранение первой информации порта в первом производственном модуле.
За счет имеющейся, соответственно, в производственных модулях информации самоописания и определения и применения информации порта относительно соединенного с первым производственным модулем второго производственного модуля можно упростить создание производственного процесса с использованием таких производственных модулей, так как подобные данные не должны тогда, например, подаваться к производственному модулю и настраиваться оператором или внешними средствами, и производственный модуль таким образом может получить определенную независимость.
При этом первый и второй производственные модули могут быть выполнены и настроены в соответствии с производственным модулем согласно настоящему описанию. Кроме того, первая и вторая информация самоописания, информация порта, а также связывание производственных модулей могут быть сконфигурированы и настроены в соответствии с настоящим описанием.
В частности, связывание производственных модулей как в настоящем контексте, так и вообще, может выполняться и настраиваться для раскрытых в настоящем описании модулей и систем таким образом, что становится возможным или осуществляется взаимодействие первой производственной функции первого производственного модуля со второй производственной функцией второго производственного модуля относительно продукта.
Для этого может, например, иметься соответствующее пространственное или геометрическое расположение производственных модулей и/или также соответствующее электрическое и/или коммуникативное связывание для координации, например, соответствующих производственных функций. Для электрического и/или коммуникативного связывания, может также осуществляться, например, механическое связывание производственных модулей, чтобы зафиксировать или по меньшей мере стабилизировать их взаимное расположение относительно друг друга. Кроме того, соединительные элементы или конструктивные элементы могут быть предусмотрены для отдельных производственных модулей, которые могут обеспечивать или упрощать или даже обуславливать формирование правильной ориентации двух производственных модулей относительно друг друга.
Определение первой информации порта может состоять или включать в себя, например, извлечение соответствующих информаций, например, из переданной второй информации самоописания второго производственного модуля. Кроме того, определение первой информации порта может также включать в себя соответствующую дополнительную обработку полученных информаций, при необходимости, в комбинации с собственными информациями самоописания или дополнительными информациями.
Передача второй информации самоописания может, например, инициироваться вручную либо автоматически при установлении коммуникативного связывания. Кроме того, передача второй информации самоописания может также осуществляться и/или всегда осуществляться в том случае, когда соответствующие свойства, конфигурации и/или состояния второго производственного модуля изменились. При этом подобные изменяющиеся или изменяемые ʺсостоянияʺ могут представлять собой, например, различные состояния активности и доступности модуля, сообщения состояния ошибок или неисправностей и/или также, например, изменение присутствия или расположения продукта в производственном модуле.
Для этого, например, может быть дополнительно предусмотрено, что первый производственный модуль регистрируется во втором в качестве соответствующего соединенного модуля, и при любом таком изменении второго производственного модуля соответственно актуализированная информация самоописания или актуализация (обновление) отсылается ко всем зарегистрированным в нем производственным модулям.
Кроме того, может быть предусмотрено, что после связывания первого и второго производственного модуля дополнительно
- первая информация самоописания первого производственного модуля и/или первая информации порта передается на второй производственный модуль, и
- посредством второго производственного модуля определяется вторая информация относительно связывания с первым производственным модулем и сохраняется во втором производственном модуле.
Таким образом, например, после связывания производственных модулей, соответствующая информация о соседних производственных модулях и, возможно, других связанных или соединенных с ними производственных модулях симметрично хранится или поддерживается в обоих производственных модулях. Таким образом, обеспечивается, например, более гибкий процесс производства с применением производственных модулей, так как за счет такого вида распределения информации по модулям имеют место не заданные направления рабочих потоков, а от каждого производственного модуля соединенные с ним или связанные с ним производственные модули являются механически, функционально и коммуникативно доступными.
При этом первая и вторая информации порта могут, например, соответствовать по меньшей мере структурно.
Вышеописанный способ может быть дополнительно выполнен и настроен таким образом, что определение первой и/или второй информации порта включает в себя определение информации о пространственной зоне взаимодействия первого производственного модуля со вторым производственным модулем. При этом зона взаимодействия характеризуется тем, что как первая производственная функция первого производственного модуля, так и вторая производственная функция второго производственного модуля может действовать на продукт, когда он находится в зоне взаимодействия.
Как определение зоны взаимодействия, так и информация о пространственной зоне взаимодействия могут выполняться и настраиваться в соответствии с настоящим описанием. Определение пространственной зоны взаимодействия может осуществляться, например, в первом производственном модуле, во втором производственном модуле либо во внешнем компьютере или аналогичном блоке. Кроме того, определение пространственной зоны взаимодействия также может осуществляться в нескольких из указанных блоков и затем, при необходимости, сравниваться или согласовываться для достижения по возможности улучшенной зоны взаимодействия.
При этом каждый из производственных модулей может описывать информацию о пространственной зоне взаимодействия, по меньшей мере геометрию и расположение зоны взаимодействия, соответственно, в собственной, специфической для модуля системе координат. В качестве альтернативы, также может быть предусмотрена общая система координат, в которой соответствующая зона взаимодействия единообразно формулируется и/или определяется или может быть сформулирована и/или определена. Положение и/или геометрия пространственной зоны взаимодействия может быть определенна, например, с использованием сохраненных в информации самоописания информаций о доступных рабочих зонах и информаций о соответствующих относительных пространственных положениях или компоновках модулей по отношению друг к другу.
Например, для улучшения взаимодействия связанных или подлежащих связыванию производственных модулей, может быть предусмотрено, что после определения информации о пространственной зоне взаимодействия относительное расположение первого производственного модуля по отношению к второму производственному модулю изменяется, и затем вновь определяется информация относительно пространственной зоны взаимодействия в соответствии с настоящим описанием. Таким образом, может быть реализована почти итерационно, путем соответствующего расчета и корректировки, например, улучшенная, более подходящая и/или увеличенная зона взаимодействия, и, таким образом, обеспечено улучшенное взаимодействие производственных функций производственных модулей.
Связывание первого производственного модуля со вторым также может осуществляться, например, таким образом, что относительное расположение связанных производственных модулей соответствует заданной или задаваемой пространственной или плоской структуре. При этом связывание, конфигурирование производственных модулей и/или площади монтажа может выполняться и настраиваться для достижения заданной или задаваемой пространственной или плоской структуры в соответствии с настоящим описанием. Кроме того, также другие производственные модули могут быть связаны таким же образом с первым и/или вторым производственным модулем, так что таким способом может быть построена система производства, состоящая из большего числа производственных модулей.
При этом, например, вновь могут быть предусмотрены средства для реализации и/или поддержания заданной или задаваемой структуры, причем связывание первого производственного модуля со вторым осуществляется с использованием этих средств, так что относительное расположение связанных производственных модулей соответствует заданной или задаваемой пространственной и/или плоской структуре.
Как описано выше, средства для получения заданной структуры могут включать в себя, например, соответствующие соединительные элементы, на каждом из производственных модулей. Они могут быть сконструированы и расположены таким образом, что при соответствующем соединении производственных модулей посредством соединительных элементов автоматически получается заданная или задаваемая пространственная или плоская структура.
Кроме того, соответствующие датчики, такие как датчики расстояния и/или соответствующие метки, могут быть предусмотрены для этого, или средства для получения заданной структуры могут включать в себя такие датчики. Кроме того, подобные средства могут представлять собой монтажные платформы или корпуса или аналогичные части рамы или конструктивные элементы с соответствующей формой, которые, например, путем соединения или приведения в контакт с соответствующими другими частями рамы или монтажными элементами других производственных модулей приводят к созданию заданной или задаваемой структуры.
Кроме того, в структуре или зоне монтажа связанных производственных модулей, для отдельных производственных модулей могут быть маркированы соответствующие площади или пространственные зоны, в которые производственные модули могут или должны затем, например, приводиться или юстироваться.
Другие предпочтительные варианты вытекают из зависимых пунктов формулы изобретения.
В дальнейшем настоящее изобретение поясняется более подробно на примере со ссылкой на прилагаемые чертежи, на которых показано следующее:
Фиг. 1 - пример построения, структуры данных и коммуникации системы производства, выполненной из производственных модулей;
Фиг. 2 - подробный пример структуры данных производственного модуля;
Фиг. 3 - пример комбинации робота с транспортным модулем;
Фиг. 4 - схематичная структура системы производства, показанной на фиг.3.
Фиг. 5 - пример блок-схемы потока процесса при связывании двух производственных модулей;
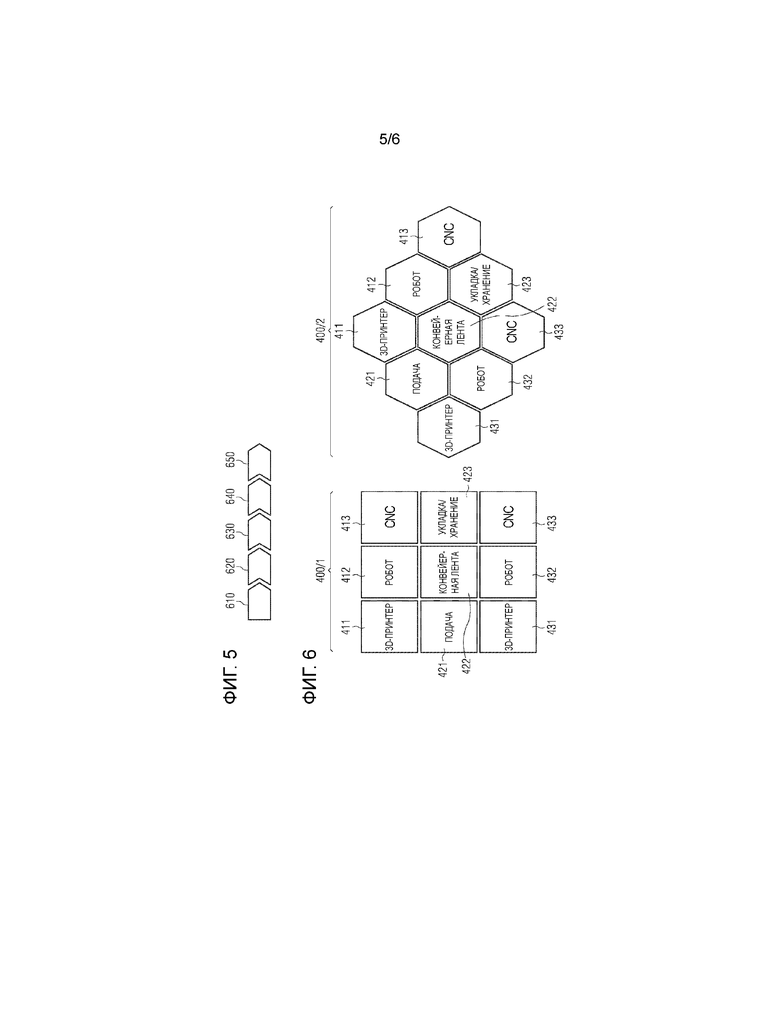
Фиг. 6 - примеры плоских структур компоновки производственных модулей в систему производства;
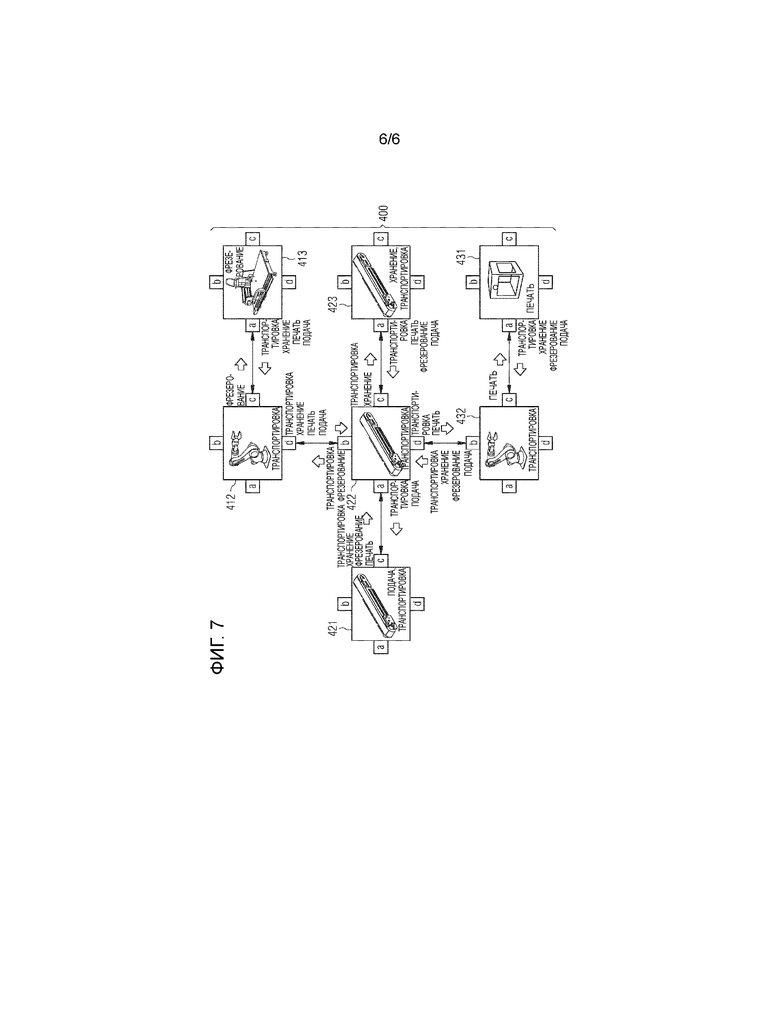
Фиг. 7 - детальное схематичное представление системы производства, показанной на фиг. 6, с квадратной компоновкой.
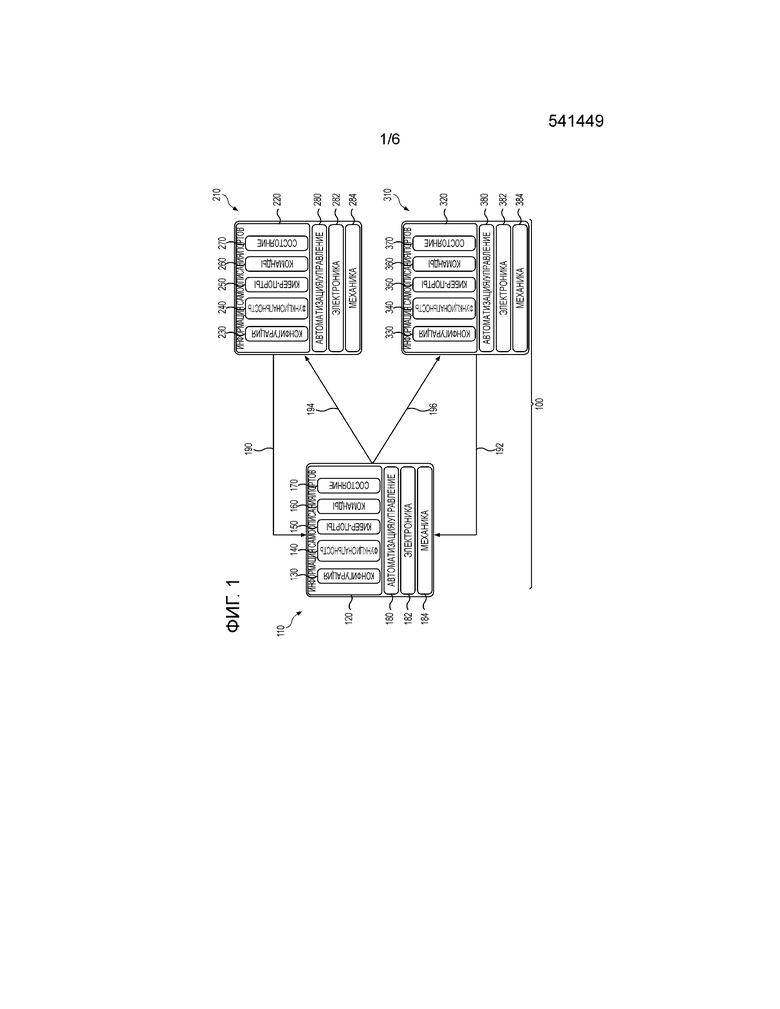
Фиг. 1 показывает схематичную структуру системы 100 производства с первым производственным модулем 110, вторым производственным модулем 210 и третьим производственным модулем 310, схематично представленными на фиг. 1 в виде квадратов.
Для каждого из модулей 110, 210, 310 структура модулей показана схематично. Модули содержат, соответственно, область 120, 220, 320 памяти, причем в области 120, 220, 320 памяти соответствующих модулей 110, 210, 310, соответственно, сохранена информация 150, 250, 350 портов относительно имеющихся в соответствующем модуле, так называемых ʺкибер-физических портовʺ. Представленные на фиг. 1 информации 150, 250, 350 портов являются примерами информаций портов согласно настоящему описанию. Кроме того, область 120, 220, 320 памяти соответствующих производственных модулей включает в себя, соответственно, информацию 130, 230, 330 конфигурации относительно функциональной, а также электронной, механической и коммуникативной конфигураций, а также свойств соответствующего модуля. Кроме того, область 120, 220, 320 памяти соответствующих модулей содержит описание 140, 240, 340 функциональности соответствующего модуля, описание доступных команд 160, 260, 360, а также одну или более информаций 170, 270, 370 состояния относительно соответствующего модуля 110, 210, 310. Информации 130, 230, 330 конфигурации, описания 140, 240, 340 функциональностей, описания 160, 260, 360 доступных команд и информации 170, 270, 370 состояния являются примерами информации самоописания в соответствии с настоящим описанием. Вышеупомянутые информации самоописания или портов дополнительно будут пояснены со ссылкой на фиг. 2 в качестве примера.
Кроме того, каждый из производственных модулей 110, 210, 310 содержит устройство 180, 280, 380 автоматизации и/или управления для автоматизации или управления или манипулирования различными функциональностями и службами, которые обеспечивает соответствующий производственный модуль 110, 210, 310. Кроме того, в каждом из производственных модулей 110, 210, 310 имеется один или несколько электронных узлов или модулей 182, 282, 382, которые требуются или применяются для работы, например, исполнительных механизмов и других электронных, оптических и иных устройств модуля 110, 210, 310. Кроме того, каждый из модулей 110, 210, 310 включает в себя механические элементы 184, 284, 384.
Стрелки 190, 192, 194, 196, показанные на фиг. 1, представляют примерный процесс связи (коммуникации) при изменениях в первом производственном модуле 110. Для этого, например, второй производственный модуль 210 регистрируется посредством соответствующего сообщения 190 в первом производственном модуле 110 в качестве ʺабонентаʺ то есть, как модуль, соединенный с первым производственным модулем 110. Эта регистрация может иметь место, например, при связывании или сразу после связывания обоих модулей или позже. Аналогичным образом, третий производственный модуль 310 регистрируется посредством соответствующего ʺабонентскогоʺ сообщения 192 в первом производственном модуле 110. При изменениях в первом производственном модуле, например, при изменении состояния из нормального состояния к состоянию останова, которое затем сохраняется в информациях 170 состояния первого производственного модуля 110, первый производственный модуль 110 посылает затем соответствующее сообщение 194 изменения на второй производственный модуль 210, а также соответствующее сообщение 196 на третий производственный модуль 310. Таким образом, второй и третий производственный модуль 210, 310 информируются об изменении состояния в первом производственном модуле 110 и могут учитывать это, например, при координации технологической цепочки или совместной обработке или обращении с продуктом.
Посредством подобной схемы связи может, в принципе, обеспечиваться то, что при изменениях в одном из производственных модулей 110, 210, 310, соответственно, непосредственно или опосредованно связанные производственные модули информируются об этом в рамках взаимодействия в системе 100 производства. Соответствующий процесс ʺподпискиʺ может затем соответствующим образом выполняться от первого и третьего производственного модуля 110, 310 к второму производственному модулю 210 или от первого и второго производственного модуля 110, 210 к третьему производственному модулю, так что с помощью такого механизма все три из показанных на фиг. 1 модулей 110, 210, 310 соответственно информируют друг друга об изменениях.
Производственные модули 110, 210, 310 могут, например, определяться как так называемые ʺкибер-физические модулиʺ (CPM) или так называемые ʺкибер-физические производственные модулиʺ (CPPM) или выполняются и конфигурируются в качестве таких модулей. Система 100 производства может в этой связи также определяться, например, как так называемая ʺкибер-физическая системаʺ (CPS) или выполняться и настраиваться таким образом.
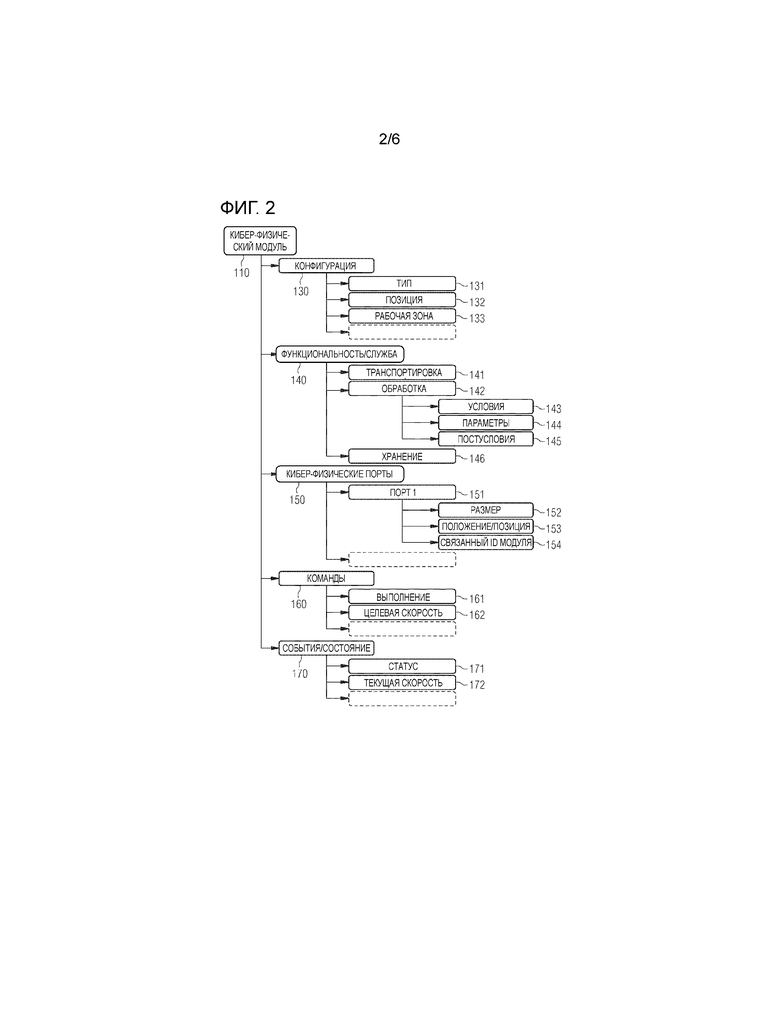
Фиг. 2 показывает пример схематичной структуры представленного на фиг. 1 блока 120 памяти первого производственного модуля 110. Эта память 120 информации самоописания или портов включает в себя информацию 130 конфигурации, в которой, например, сохранен тип 131 модуля, геометрическое положение или расположение 132 модуля или функциональных элементов модуля, а также рабочая зона 133 модуля 110. В этом случае, ʺтипʺ 131 может состоять, например, из соответствующего идентификатора или одного или нескольких обозначений функций или включать в себя такую информацию. В информации о рабочей зоне 133 может, например, описываться пространственная зона, в которой продукты могут находиться в соответствующем производственном модуле 110, или в пределах которой эти продукты могут перемещаться. Так, например, рабочая зона транспортерной ленты может представлять собой объемную область, продолжающуюся вдоль транспортерной ленты, в которой продукт может перемещаться с помощью транспортерной ленты. В обрабатывающем станке рабочая зона может представлять собой, например, объемную область, в которой обрабатывающий элемент станка может воздействовать на находящийся в нем продукт. Соответствующие рабочие зоны могут определяться для других функциональностей в рамках вышеописанных производственных функций.
Кроме того, область 120 памяти первого производственного модуля 110 включает в себя информацию функциональности и служб, причем эта информация включает в себя дополнительные информации о возможностях транспортировки 141 модулем, возможностях обработки 142 модуля или возможностях хранения 146 для размещения или хранения продуктов или материалов. Информации обработки 142 могут включать в себя, например, дополнительные информации относительно условий применения соответствующих функций обработки 143, соответствующие параметры 144, которые более подробно характеризуют функции обработки, и/или постусловия 145, которые характерны или необходимы для дальнейшей обработки продукта после данной обработки.
В более общем смысле, производственный модуль в соответствии с настоящим описанием может включать в себя, соответственно, также несколько из упомянутых функциональностей производства, причем тогда, например, в соответствующем устройстве памяти может сохраняться или сохранена информация для каждой из функциональностей. Так, например, производственный модуль может иметь несколько функциональностей транспортировки, например, одну или несколько транспортерных лент или роботизированных манипуляторов или их комбинацию, может иметь различные функции обработки, а также различные возможности хранения.
В устройстве 120 памяти производственного модуля 110 сохраняется также информация портов 150 о так называемом ʺкибер-физическом портеʺ к другому производственному модулю. Этот ʺкибер-физический портʺ может включать в себя как информации о функциональном взаимодействии связанных производственных модулей, так и информации о функциональностях, имеющихся в связанных таким образом модулях.
Так, информация портов 150 включает в себя, например, информации о первом ʺкибер-физическом портеʺ 151 к соседнему, связанному производственному модулю, например, второму производственному модулю 210 согласно фиг. 1. При этом в соответствующей информации 151 порта содержится, например, информация о размере зоны 152 взаимодействия или передачи ко второму производственному модулю, местоположении или позиции зоны передачи 153 и идентификатор 154 связанного модуля 210. Кроме того, например, информация о функциональности второго производственного модуля, а также информации о функциональностях других производственных модулей, соединенных со вторым производственным модулем 210, может быть сохранена в соответствующей информации 151 портов. Если бы от первого производственного модуля 110 существовало непосредственное соединение к другому производственному модулю, например, третьему производственному модулю 310 согласно фиг. 1, то также для этого соответствующего ʺкибер-физическом портаʺ к третьему производственному модулю 310 была бы сохранена соответствующая информация порта в общей информации 150 портов.
Кроме того, область 120 памяти первого производственного модуля 110 содержит информацию 160 о командах, применимых в производственном модуле для его управления. Таким образом, в этой памяти 160 команд сохранена, например, информация о команде выполнения 161 или команде целевой скорости 162, с которыми эти команды определяются с соответствующими применимыми параметрами и могут считываться пользователем системы для настройки управления для производственного модуля 110.
В области 170 информации события/состояния в устройстве 120 памяти первого производственного модуля 110 сохранены, например, информации о текущем состоянии производственного модуля 171, а также, например, о текущей скорости двигателя модуля 172.
Совокупность информаций, сохраненных в первом производственном модуле 110 согласно фиг. 2, делает возможным, даже при относительно малом воздействии пользователя или без воздействия пользователя, организовывать взаимодействие нескольких таких производственных модулей и воздействовать на общий производственный процесс таких связанных производственных модулей. Посредством упомянутых информаций на связанном с таким производственным модулем другом модуле можно распознавать информации о функциональностях посредством геометрии, а также, посредством состояния и возможностей настройки и управления, возможности связывания с модулем и учитывать это, например, при полуавтоматическом или также автоматизированном процессе планирования.
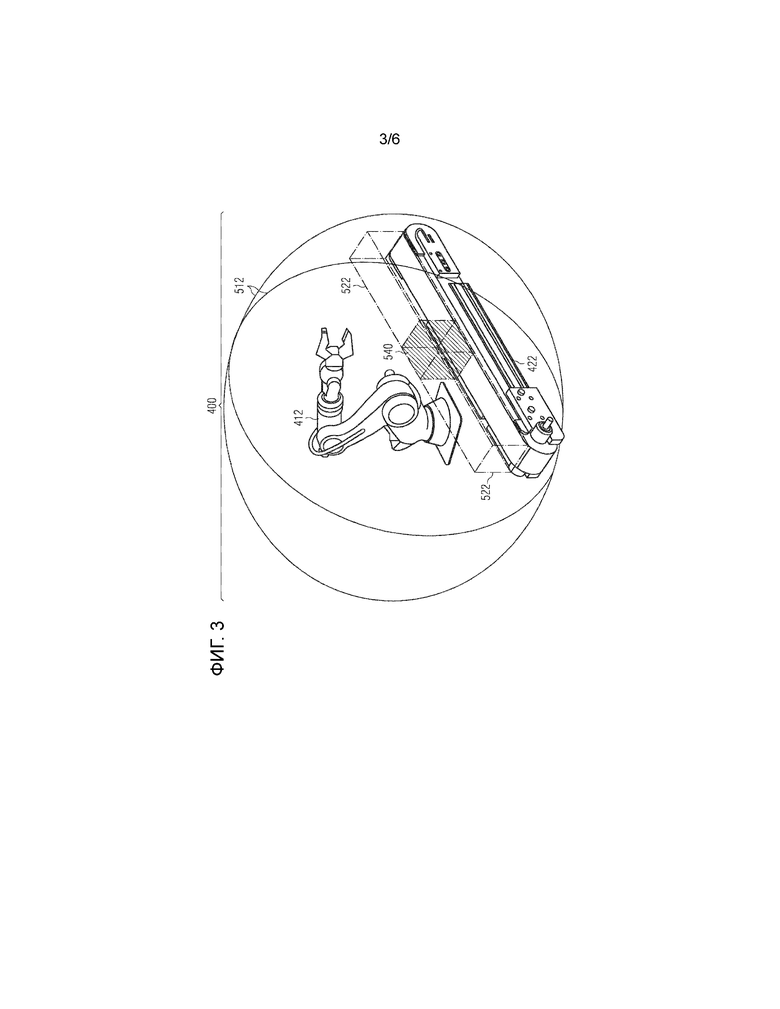
Фиг. 3 иллюстрирует фрагмент более крупной системы 400 производства, причем этот фрагмент включает в себя робота 412 и транспортерную или конвейерную ленту 422. При этом на фиг. 3 для транспортерной или конвейерной ленты 422 показана рабочая зона 522, в пределах объемной зоны которой может транспортироваться продукт. Информация о рабочей зоне 522 может храниться, например, в рамках соответствующей информации конфигурации в памяти транспортерной ленты. Кроме того, рабочая зона 512 руки (манипулятора) 412 робота охвачена круговыми линиями, которые обозначают сферическую рабочую зону для манипулятора 412 робота. На фиг. 3 также представлена зона 540 взаимодействия между транспортерной лентой 422 и манипулятором 412 робота, внутри которой должен находиться продукт, чтобы он мог передаваться от манипулятора 412 робота на транспортерную ленту 422 или мог удаляться с транспортерной ленты 422 с помощью манипулятора 412 робота.
Информация об этой зоне взаимодействия может быть сохранена, например, в устройстве памяти транспортерной ленты 422 и/или в области памяти манипулятора 412 робота. Определение зоны 540 взаимодействия может осуществляться, например, при связывании манипулятора 412 робота с транспортерной лентой 422. Если геометрическое расположение между манипулятором 412 робота и транспортерной лентой 422 изменяется, то также может определяться измененная зона 540 взаимодействия. Определение зоны взаимодействия может, например, осуществляться, как описано более подробно в настоящем описании.
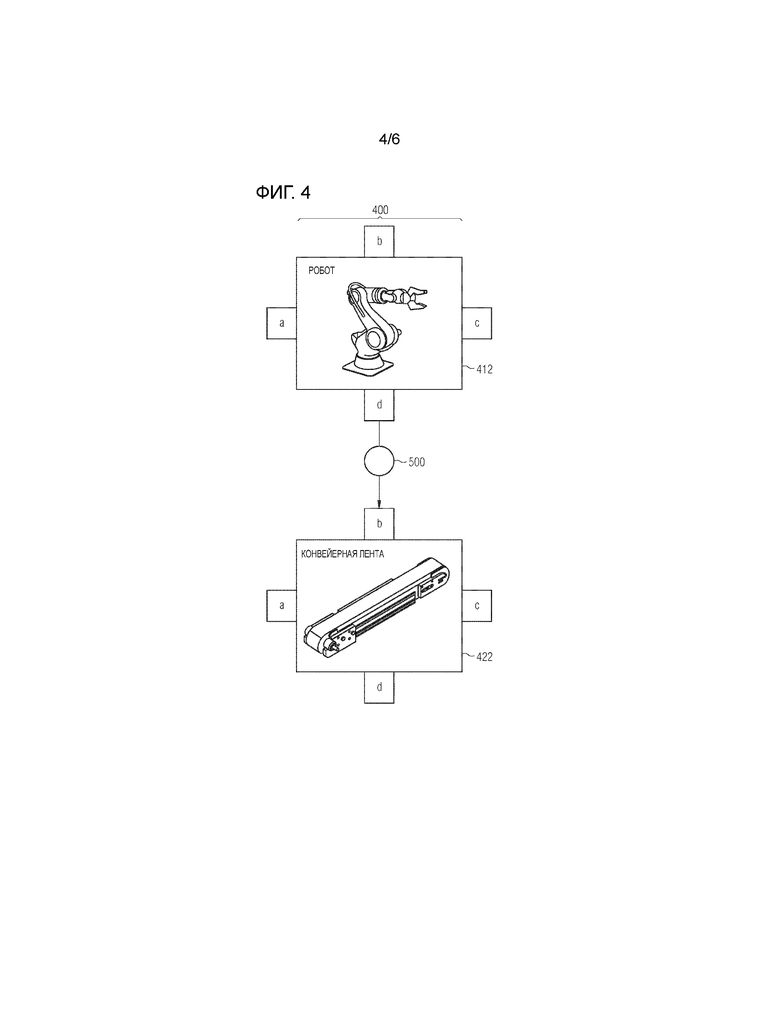
Связывание транспортерной ленты 422 с манипулятором робота с помощью зоны 450 взаимодействия может быть описано, например, как ʺкибер-физический портʺ транспортерной ленты 422 с манипулятором 412 робота. Точно так же, с точки зрения манипулятора 412 робота, связывание с транспортерной лентой 422 может описываться через зону 540 взаимодействия как соответствующий ʺкибер-физический портʺ. Это схематично представлено на фиг. 4.
Фиг. 4 показывает схематичное представление манипулятора 412 робота, а также схематичное изображение транспортерной или конвейерной ленты 422. При этом ʺкибер-физический портʺ 412/d с точки зрения робота 412 к транспортерной ленте 422 изображен как квадрат с обозначением ʺdʺ на фиг. 4. Точно так же, ʺкибер-физический портʺ 422/b с точки зрения транспортерной ленты 422 к роботу 412 представлен как квадрат с обозначением ʺbʺ на схематичном представлении конвейерной ленты 422. Кроме того, на фиг. 4 изображены другие потенциальные ʺкибер-физические портыʺ манипулятора 412, 412/а, 412/b, 412/с робота, которые представляют соответствующие ʺкибер-физические портыʺ 412/а, 412/b, 412/с к не показанным на фиг. 4 соседним модулям или символизируют соответствующие устройства памяти для соответствующих информаций портов. Таким же образом, для конвейерной ленты 422 представлены дальнейшие ʺкибер-физические портыʺ 422/а, 422/с, 422/d, которые символизируют потенциальные ʺкибер-физические портыʺ к другим, не показанным на фиг. 4 производственным модулям или области памяти для соответствующих информаций портов.
Кроме того, на фиг. 4 представлен продукт 500, передаваемый от робота 412 к транспортерной ленте 422. В схематичном представлении на фиг. 4 это показано таким образом, что продукт 500 как бы перемещается роботом в ʺкибер-физический-портʺ 412/d робота 412 к конвейерной ленте 422 с помощью робота, а затем принимается в ʺкибер-физическом портеʺ 422/b конвейерной ленты к роботу 412, чтобы затем транспортироваться по конвейерной лентой 422 дальше.
При этом обе информации портов 412/d и 422/d описывают по меньшей мере ту же самую пространственную зону взаимодействия, чтобы реализовать соответствующую передачу продукта.
Фиг. 5 показывает пример схематичного потока процесса при связывании двух производственных модулей, которые могут быть выполнены и настроены, например, в соответствии с настоящим описанием или, в частности, в соответствии с представленными на фиг. 1-4 производственными модулями.
На первом этапе 610 новый производственный модуль ассоциируется с уже установленным производственным модулем. Это ассоциирование 610 может инициироваться, например, с помощью ручного вмешательства пользователя, например, с помощью соответствующего сенсорного экрана модулей или соответствующего сетевого соединения, или с помощью соответствующих датчиков расстояния или аналогичных датчиков, которые обнаруживают новый модуль как соседний с установленным модулем. Таким образом, ассоциированные модули являются соседями и регистрируются с помощью соответствующих средств связи как таковые в соответствующем другом модуле. Благодаря этой взаимной регистрации может, по меньшей мере среди прочего, быть осуществлено то, что соответствующие изменения в каждом из модулей передаются к соответствующему другому модулю. Это может, например, быть реализовано с помощью коммуникационного режима подписки, как пояснено в связи с фиг. 1.
На этапе выравнивания 620 реализуется или настраивается топологическая ориентация позиций и рабочих зон модулей. Это может происходить, например, с использованием системы координат уже установленного модуля. В зависимости от доступной технологии, это может выполняться полностью автоматизированным способом (например, с помощью соответствующей системы позиционирования и так называемой ʺсвязи в ближней зонеʺ или технологии RFID (радиочастотной идентификации)). Кроме того, модули могут, например, давать оператору указания, например, с помощью соответствующей панели обслуживания, каким образом новый модуль должен быть перемещен или ориентирован.
Такое выравнивание может быть легко достигнуто, если для всей системы производства установлена соответствующая сетчатая или сотовая структура, как это поясняется со ссылкой на фиг. 6.
На этапе 630 вычисления осуществляется автоматическое вычисление ʺкибер-физических портовʺ, которое включает в себя, среди прочего, вычисление объема пересечения между рабочими зонами обоих модулей. Такой объем пересечения является примером зоны взаимодействия в соответствии с настоящим описанием. Информации о соответствующих рабочих зонах отдельных модулей хранятся в соответствующих модулях и передаются ими на другие модули. Таким образом, уже установленный модуль может узнать от нового модуля его рабочую зону и на основе знания собственной рабочей зоны и относительного позиционирования затем вычислить объем пересечения. Если вычисление указывает, что обе рабочие зоны не перекрываются, то соответствующие модули, как правило, не могут быть простым способом функционально связаны.
На четвертом этапе 640 обмена информацией осуществляется обмен соответствующими информациями обслуживания относительно свойств соответствующих производственных модулей с другим производственным модулем. Посредством уже поясненного в связи с фиг. 1 механизма регистрации и публикации, уже установленный модуль может получать переданные информации относительно свойств нового модуля, сохранять их у себя и, при необходимости, передавать на другие модули, уже соединенные с установленным модулем. Информация о функциональности или свойствах или идентификация нового производственного модуля может затем, например, сохраняться в информации порта установленного модуля относительно нового модуля.
На этапе 650 согласования (координации) осуществляется согласование функциональности уже установленного модуля с вновь установленным модулем, чтобы обеспечить возможность взаимодействия функциональностей обоих модулей. Такая координация может включать в себя, например, согласование скоростей транспортировки двух соединенных между собой транспортерных лент или согласование скорости транспортировки с выполняемым процессом обработки и т.п. После завершения этапа 650 координации, новый производственный модуль и уже установленный производственный модуль могут взаимодействовать в отношении обработки и производства продукта.
Фиг. 6 иллюстрирует два примера пространственных регулярных компоновок системы 400 производства, причем на фиг. 6 теперь изображена полная система 400 производства. В первой квадратной растровой структуре системы 400/1 производства, каждый из производственных модулей расположен в пределах квадратной площади поверхности. Система 400 производства включает в себя два 3D-принтера 411, 431, два робота 412, 432 и два станка с числовым программным управлением (CNC) 413, 433. Кроме того, система производства включает в себя блок 421 подачи и транспортировки для продукта, транспортерную или конвейерную ленту для продукта 422, а также блок 423 транспортировки и хранения.
За счет пространственной конфигурации соответствующего контура модуля, отдельные производственные модули могут быть выполнены таким образом, что они полностью находятся в пределах соответствующей квадратной области поверхности, и расстояния до краев соответствующих квадратных ячеек известны. Таким образом, уже при разработке отдельных модулей, соответствующие механические элементы для транспортировки или обработки продуктов могут быть выполнены таким образом, что становится возможным взаимодействие с соседними квадратными ячейками. Создание системы 400/1 производства с квадратной структурой может быть облегчено, например, с помощью соответствующих форм корпуса или несущих платформ для отдельных производственных модулей.
Фиг. 6 также показывает альтернативное выполнение системы производства в виде гексагональной сотовой системы 400/2, в которой производственные модули системы 400 производства выполнены в соответствующей гексагональной конфигурации ячеек и соединены вместе, чтобы сформировать систему производства.
Фиг. 7 представляет фрагмент системы 400 производства, показанной на фиг. 6, в функциональном представлении. На фиг. 7, система 400 производства, в отличие от фиг. 6, показана только с одним 3D-принтером 431 и только одним CNC-фрезеровальным станком 413.
Представление отдельных производственных модулей на фиг. 7 выполняется символически, причем к каждому из производственных модулей четыре ʺкибер-физических портаʺ а, b, c, d показаны в виде прикрепленных маленьких квадратов, которые символизируют потенциальный или уже существующий ʺкибер-физический портʺ.
Так, например, имеет транспортерная или конвейерная лента 422 имеет четыре существующих ʺкибер-физических портаʺ 422/а, 422/b, 422/с, 422/d. При этом ʺкибер-физический портʺ 422/a к модулю подачи-транспортировки 421 символизирует ʺкибер-физический портʺ к этому модулю. Информации, хранящиеся в связи с этим ʺкибер-физическим портомʺ 422/a, включают в себя также все функциональности, которые доступны через этот ʺкибер-физический портʺ. Эти достижимые функциональности записаны на фиг. 7 в виде текста рядом с соответствующим квадратным символом ʺкибер-физического портаʺ. Так, ʺкибер-физический портʺ 422/a включает в себя, помимо прочего, информацию, что через этот порт, то есть, это соединение к модулю подачи/транспортировки, достижимы функциональности: ʺтранспортировкаʺ и ʺподачаʺ, которые могут выполняться соответствующим модулем 421. Через порт 422/b модуля транспортировки 422 к роботу 412 доступны, например, функциональности ʺтранспортировкаʺ и ʺфрезерованиеʺ, которые сохранены в соответствующей информации порта 422/b. При этом функциональность ʺтранспортировкаʺ выполняется роботом 412, в то время как функциональность ʺфрезерованиеʺ осуществляется посредством соединенного с роботом 412 CNC-фрезерного станка 413.
Через порт 421/с модуля подачи-транспортировки 421, таким образом, достижимы, например, все функциональности (за исключением своих собственных) системы 400 производства, как показано на фиг. 7, таким образом, по самым различным путям функциональности ʺтранспортировкаʺ, ʺместо храненияʺ, ʺфрезерованиеʺ и ʺпечатьʺ.
Таким образом, для продукта, находящегося в определенном модуле, и при известных следующих требуемых рабочих этапах, соответственно, посредством анализа информаций портов соответствующего модуля, при необходимости, может быть определен производственный процесс для дальнейшего производства продукта.
Организация отдельных, сохраненных в портах информаций о функциях через соединенные модули может, например, быть реализована посредством соответствующего этапа распределения информации, как он описан, например, со ссылкой на фиг. 5 во взаимосвязи с этапом 640. Посредством поясненного, например, со ссылкой на фиг. 1 механизма передачи изменения соответствующие информации могут поддерживаться в актуальном состоянии.
Настоящее изобретение относится к производственному модулю (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433) для выполнения производственной функции над продуктом (500). Производственный модуль выполнен и настроен для связывания со вторым производственным модулем (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), который выполнен и настроен для выполнения второй производственной функции над продуктом (500). В устройстве памяти (120, 220, 320) производственного модуля сохранена информация самоописания (130, 140, 160, 70, 230, 240, 260, 270, 330, 340, 360, 370) относительно его свойств. Второй производственный модуль включает в себя вторую информацию самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно его свойств. Производственный модуль выполнен и настроен для передачи информации самоописания на второй производственный модуль и для приема второй информации самоописания от него. Дополнительно в устройстве памяти производственного модуля сохранена информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем или производственный модуль выполнен и настроен для хранения информации порта относительно связывания со вторым производственным модулем. Упрощаются структура и функционирование производственной системы. 4 н. и 12 з.п. ф-лы, 7 ил.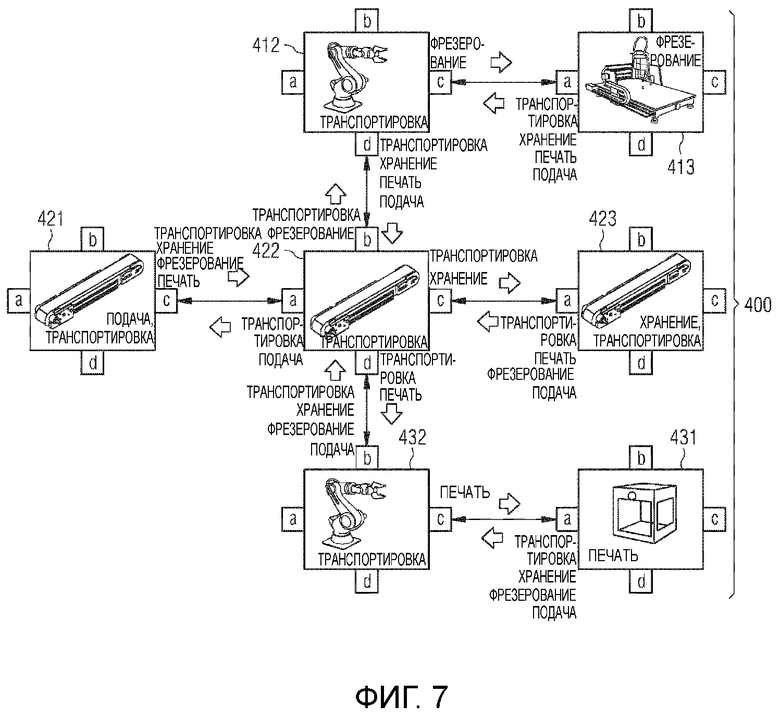
1. Производственный модуль (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433) для выполнения производственной функции над продуктом (500),
причем производственный модуль выполнен и настроен для связывания со вторым производственным модулем (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), который выполнен и настроен для выполнения второй производственной функции над продуктом (500), отличающийся тем, что
в устройстве (120, 220, 320) памяти производственного модуля сохранена информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств производственного модуля,
второй производственный модуль включает в себя вторую информацию самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств второго производственного модуля и
производственный модуль выполнен и настроен для передачи информации самоописания на второй производственный модуль и для приема второй информации самоописания от второго производственного модуля, и
в устройстве памяти производственного модуля сохранена информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем, или производственный модуль выполнен и настроен для хранения информации порта относительно связывания со вторым производственным модулем,
причем информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем включает в себя информацию о пространственной зоне (540) взаимодействия производственного модуля со вторым производственным модулем, причем зона (540) взаимодействия характеризуется тем, что как производственная функция производственного модуля, так и вторая производственная функция второго производственного модуля может воздействовать на продукт, если он находится в зоне взаимодействия (540).
2. Производственный модуль по п. 1,
отличающийся тем, что
информация порта (150, 151, 152, 153, 154, 250, 350) включает в себя информацию о геометрии зоны (540) взаимодействия и/или положении зоны (540) взаимодействия.
3. Производственный модуль (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433) для выполнения производственной функции над продуктом (500),
причем в устройстве памяти (120, 220, 320) производственного модуля сохранена или может храниться информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств производственного модуля,
отличающийся тем, что
производственный модуль выполнен и настроен для определения совместной пространственной зоны (540) взаимодействия со вторым производственным модулем (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), связанным с производственным модулем,
причем второй производственный модуль выполнен и настроен для выполнения второй производственной функции над продуктом (500), и
причем общая пространственная зона (540) взаимодействия производственных модулей характеризуется тем, что как производственная функция производственного модуля, так и вторая производственная функция второго производственного модуля может воздействовать на продукт (500), если он находится в зоне взаимодействия (540),
причем в устройстве памяти (120, 220, 320) производственного модуля сохранена или может храниться информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем, и
причем информация порта (150, 151, 152, 153, 154, 250, 350) включает в себя информацию о пространственной зоне (540) взаимодействия производственного модуля со вторым производственным модулем, в частности, информацию о геометрии зоны взаимодействия и/или положении зоны взаимодействия.
4. Производственный модуль по любому из пп. 1-3, отличающийся тем,
что информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем включает в себя информацию относительно свойств второго производственного модуля, в частности, относительно второй производственной функции второго производственного модуля.
5. Производственный модуль по любому из пп. 1-4, отличающийся тем,
что информация порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем включает в себя информацию относительно свойств других производственных модулей (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), непосредственно и/или опосредованно соединенных со вторым производственным модулем, в частности, относительно производственных функций производственных модулей (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), непосредственно и/или опосредованно соединенных со вторым производственным модулем.
6. Производственный модуль по любому из пп. 1-5, отличающийся тем, что
информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) дополнительно включает в себя:
- информацию конфигурации (130, 131, 132, 133, 230, 330) относительно расположения и/или выполнения производственного модуля,
- информацию функциональных возможностей (140, 141, 142, 143, 144, 145, 146, 240, 340) относительно доступных функций и служб производственного модуля, которая включает в себя информацию о производственной функции,
- информацию команды (160, 161, 162, 260, 360) относительно выполняемых производственным модулем команд и регулируемых параметров, и/или
- информацию состояния (170, 171, 172, 270, 370) относительно рабочего состояния производственного модуля.
7. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
сохраненная в производственном модуле информация порта относительно связывания со вторым производственным модулем включает в себя информации относительно свойств связанного со вторым производственным модулем третьего производственного модуля (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), в частности, относительно третьей производственной функции третьего производственного модуля,
причем третий производственный модуль связан со вторым производственным модулем, в третьем производственном модуле сохранена или может храниться третья информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств третьего производственного модуля, и третий производственный модуль выполнен и настроен для выполнения третьей производственной функции над продуктом.
8. Система (100, 400) производства для производства промежуточного или конечного продукта, включающая в себя множество производственных модулей (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433), по меньшей мере частично связанных между собой согласно любому из пп. 1 - 7, причем каждый из множества производственных модулей выполнен и настроен в соответствии с любым из пп. 1 - 7.
9. Система производства по п. 8, отличающаяся тем,
что в каждом из производственных модулей сохранена информация порта (150, 151, 152, 153, 154, 250, 350) по любому из пп. 1-7 для каждого непосредственно связанного с этим производственным модулем производственного модуля из множества производственных модулей.
10. Система производства по п. 8 или 9, отличающаяся тем,
что относительное расположение множества связанных производственных модулей соответствует заданной или задаваемой пространственной и/или плоской структуре.
11. Система производства по п. 10, отличающаяся тем,
что предусмотрены средства для реализации или поддержания заданной или задаваемой структуры.
12. Способ связывания первого производственного модуля (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433) со вторым производственным модулем (110, 210, 310, 411, 412, 413, 421, 422, 423, 431, 432, 433),
причем первый производственный модуль выполнен и настроен для выполнения первой производственной функции над продуктом (500), и второй производственный модуль выполнен и настроен для выполнения второй производственной функции над продуктом (500), и дополнительно
в первом производственном модуле сохранена первая информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств первого производственного модуля, а во втором производственном модуле - вторая информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370) относительно свойств второго производственного модуля,
отличающийся этапами:
- связывания первого и второго производственного модуля,
- передачи второй информации самоописания второго производственного модуля на первый производственный модуль и
- определения первым производственным модулем первой информации порта (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем и сохранения первой информации порта в первом производственном модуле,
причем после связывания первого и второго производственных модулей дополнительно
- первую информацию самоописания первого производственного модуля и/или первую информацию порта передают на второй производственный модуль и
- посредством второго производственного модуля определяют вторую информацию порта (150, 151, 152, 153, 154, 250, 350) относительно связывания с первым производственным модулем и сохраняют во втором производственном модуле,
причем определение первой и/или второй информации порта включает в себя определение информации о пространственной зоне (540) взаимодействия первого производственного модуля со вторым производственным модулем, причем зона взаимодействия характеризуется тем, что как первая производственная функция первого производственного модуля, так и вторая производственная функция второго производственного модуля могут воздействовать на продукт, если он находится в зоне взаимодействия.
13. Способ по п. 12, отличающийся тем,
что после определения информации о пространственной зоне взаимодействия относительное расположение первого производственного модуля по отношению к второму изменяется и затем снова определяется информация относительно пространственной зоны взаимодействия в соответствии со способом по п. 12.
14. Способ по любому из пп. 12 или 13, отличающийся тем,
что первый и второй производственные модули, соответственно, выполнены и настроены согласно любому из пп. 1-7.
15. Способ по любому из пп. 12 - 14, отличающийся тем,
что связывание первого производственного модуля со вторым осуществляют таким образом, что относительное расположение связанных производственных модулей соответствует заданной или задаваемой пространственной или плоской структуре.
16. Способ по п. 15, отличающийся тем, что
предусмотрены средства для реализации или поддержания заданной или задаваемой структуры и
связывание первого производственного модуля со вторым осуществляют с применением этих средств таким образом, что относительное расположение связанных производственных модулей соответствует заданной или задаваемой пространственной или плоской структуре.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 7069096 B1, 27.06.2006 | |||
| УСТРОЙСТВО ОБМЕНА ИНФОРМАЦИЕЙ МЕЖДУ МЕТАЛЛОРЕЖУЩИМ СТАНКОМ И ПЕРЕДАТОЧНЫМ УСТРОЙСТВОМ | 2007 |
|
RU2365480C2 |

