Современные системы производства для изготовления или обработки технических продуктов обычно имеют множество конкретных, взаимодействующих производственных модулей и становятся все более сложными. Над одним производимым или обрабатываемым продуктом должно, как правило, выполняться множество этапов обработки, производства или манипулирования, для чего в системе производства должно быть предусмотрено множество специализированных производственных модулей, таких как роботы, станки с ЧПУ, 3D-принтеры, реакторы, горелки, нагревательное оборудование или конвейерные ленты. Для обработки, продукт должен транспортироваться через систему производства вдоль маршрута, который достигает всех производственных модулей, предназначенных для подлежащих выполнению рабочих этапов в предусмотренной последовательности обработки.
Известно, что для управления производством в системе производства предусматривается центральный блок, в котором заданы и посредством которого управляются все доступные в системе производства производственные модули и их конкретные функциональности. Эти данные также включают в себя, в частности, возможности транспортировки продуктов в системе производства. В центральном блоке планируются маршруты, по которым обрабатываемые продукты должны перемещаться в системе производства. Запланированные маршруты передаются, соответственно, на участвующие транспортные модули, которые транспортируют продукты в соответствии с этими централизованно заданными данными через систему производства.
Однако отказ, замена или добавление производственного модуля в системе производства в общем случае, как правило, требуют того, что технологические маршруты заново планируются центральным блоком, и вновь запланированные технологические маршруты передаются к участвующим производственным модулям. Это может привести к простою для всей системы производства. Такие простои всей системы производства могут также происходить в случае выхода из строя центрального блока.
Задачей настоящего изобретения является создание производственного модуля для обработки продукта или манипулирования продуктом в системе производства и способа эксплуатации производственного модуля, которые могут гибко реагировать на изменения в системе производства.
Эта задача решается с помощью производственного модуля согласно пункту 1 формулы изобретения, системы производства согласно пункту 14 формулы, способа согласно пункту 15 формулы и компьютерного программного продукта согласно пункту 16 формулы.
В соответствии с изобретением, предусмотрены производственный модуль для обработки продукта или манипулирования продуктом в системе производства, имеющей множество производственных модулей, и способ работы производственного модуля. Такой продукт может, например, быть деталью или продуктом на различных фазах процесса изготовления, обработки или переработки и, в частности, также может быть исходным, промежуточным или конечным продуктом. Производственный модуль может быть, в частности, устройством системы производства, способствующим производству, обработке или переработке продукта, таким как робот, машина с ЧПУ, 3D-принтер, реактор, горелка, нагревательное оборудование, конвейерная лента или другой транспортный модуль. В соответствии с изобретением, производственный модуль содержит модуль обнаружения продукта для считывания параметров продукта, ассоциированных с продуктом, и порты передачи для передачи продукта на смежные с данным производственным модулем производственные модули системы производства. Модуль взаимодействия служит для назначения соответствующего смежного производственного модуля одному из портов передачи. Кроме того, предусмотрена память данных для хранения локальной таблицы соответствия, в которой не смежные с производственным модулем цели транспортировки в системе производства соотнесены, соответственно, с одним из портов передачи. Модуль согласования используется для итеративного считывания первой информации соотнесения соответствующей таблицы соответствия первого смежного производственного модуля, для итеративного построения локальной таблицы соответствия на основе считанной первой информации соотнесения, а также для итеративной отсылки второй информации соотнесения локальной таблицы соответствия к второму смежному производственному модулю. Кроме того, предусмотрен модуль передачи для определения цели транспортировки для продукта в системе производства на основе считанных параметров продукта, для выбора порта передачи, который соотнесен с определенной целью транспортировки в локальной таблице соответствия, а также для передачи продукта через выбранный порт передачи.
Существенным преимуществом данного изобретения является то, что централизованное определение маршрутов транспортировки продуктов в системе производства не требуется. Отказ, замена или добавление функционирующего в качестве цели транспортировки производственного модуля в системе производства могут быть представлены в локальных таблицах соответствия смежных с этим производственным модулем производственных модулей посредством соответствующего изменения соотнесений. Эти измененные соотнесения могут затем поэтапно, соответственно, через смежные производственные модули, т.е., соответственно, посредством локального взаимодействия распространяться по системе производства. Таким образом, как правило, можно избежать полного централизованного нового планирования технологических маршрутов.
Предпочтительные формы выполнения и дальнейшие развития изобретения приведены в зависимых пунктах формулы изобретения.
В соответствии с предпочтительной формой выполнения изобретения, модуль согласования может быть сконфигурирован, чтобы соотносить указанную в соответствующей таблице соответствия первого смежного производственного модуля цель транспортировки в локальной таблице соответствия с портом передачи, который назначен этому первому смежному производственному модулю. Таким образом, указания о том, через какие смежные производственные модули достижима соответствующая цель транспортировки, могут распространяться поэтапно через локальное взаимодействие в системе производства.
Кроме того, первая информация соотнесения, вторая информация соотнесения и/или локальная таблица соответствия могут соотносить с целью транспортировки физическое дополнительное условие, которое должен выполнять продукт на маршруте транспортировки к этой цели транспортировки. Модуль передачи может быть тогда сконфигурирован так, чтобы согласовывать физическое дополнительное условие со считанными параметрами продукта и в зависимости от этого выполнять определение цели транспортировки и/или выбор порта передачи. Подобное физическое дополнительное условие может включать в себя, например, данные о максимально допустимом весе и/или максимально допустимых размерах продукта для маршрута транспортировки к этой цели транспортировки. Если продукт не удовлетворяет физическому дополнительному условию для соответствующей цели транспортировки или соответствующего маршрута транспортировки, то с помощью производственного модуля может самостоятельно определяться другая цель транспортировки или другой маршрут транспортировки.
Модуль согласования может быть дополнительно сконфигурирован так, чтобы связывать физическое дополнительное условие, соотнесенное с целью транспортировки в первой информации соотнесения, с локальным физическим дополнительным условием производственного модуля и соотносить связанное физическое дополнительное условие с целью транспортировки в локальной таблице соответствия, а также во второй информации соотнесения. Таким простым способом данные о кумулятивных эффектах физических дополнительных условий конкретных производственных модулей и/или маршрутов транспортировки могут распространяться поэтапно, посредством локального взаимодействия по системе производства.
Предпочтительно, первая информация соотнесения, вторая информация соотнесения и/или локальная таблица соответствия могут соотносить с целью транспортировки информацию затрат о затратах на транспортировку к этой цели транспортировки, информацию функциональности о функциональности этой цели транспортировки, информацию доступности о доступности функциональности и/или информацию изменения об изменении функциональности или доступности. Это позволяет поэтапно распространять в системе производства актуальные, возможно, измененные данные о соответствующей цели транспортировки относительно затрат на транспортировку, таких как время транспортировки, стоимость транспортировки и/или ресурсы транспортировки, относительно функциональности, такой как сверление, сварка, фрезерование, транспортировка, и/или относительно доступности посредством локального взаимодействия.
Модуль передачи может быть сконфигурирован, чтобы выполнять определение цели транспортировки и/или выбор порта передачи в зависимости от соотнесенной с целью транспортировки информации затрат, информации функциональности, информации доступности и/или информации изменения. Таким образом, производственный модуль может самостоятельно принять решение о том, куда передается продукт, на основе функциональности, требуемой для следующего этапа обработки, соответствующих затрат на транспортировку и/или текущей доступности функциональности.
Предпочтительно, информация доступности может включать в себя данные времени о временном интервале, в котором доступна функциональность, или о моменте времени изменения функциональности или доступности.
Кроме того, информация затрат, соотнесенная с целью транспортировки, может включать в себя время транспортировки к этой цели транспортировки. Модуль передачи может быть сконфигурирован, чтобы выполнять определение цели транспортировки и/или выбор порта передачи в зависимости от данных времени и времени транспортировки. Это позволяет осуществлять оптимизацию времен транспортировки к цели транспортировки.
В соответствии с предпочтительной формой выполнения изобретения, модуль согласования может быть сконфигурирован, чтобы цель транспортировки, которая указана в соответствующих таблицах соответствия нескольких первых смежных производственных модулей, на основе, соответственно, соотнесенной информации затрат соотносить с портом передачи в локальной таблице соответствия, который назначен смежному производственному модулю с минимальными затратами на транспортировку к этой цели транспортировки. В качестве альтернативы или дополнительно, модуль согласования может быть сконфигурирован, чтобы для цели транспортировки, которая указана в соответствующих таблицах соответствия нескольких первых смежных производственных модулей, поместить несколько записей в локальной таблице соответствия, соответственно, с соотнесенной информацией затрат. При этом модуль передачи может быть сконфигурирован, чтобы выбирать порт передачи, который назначен смежному производственному модулю с минимальными затратами на транспортировку к этой цели транспортировки. Таким образом, соответствующие затраты на транспортировку к цели транспортировки могут быть локально сведены к минимуму, и данные о минимизированных затратах на транспортировку посредством второй информация соотнесения могут поэтапно распространяться посредством локального взаимодействия в системе производства.
В соответствии с предпочтительной формой выполнения изобретения, модуль взаимодействия может быть сконфигурирован, чтобы динамически обнаруживать смежные производственные модули, к которым может быть передан продукт, и вследствие такого обнаружения генерировать информацию изменения. Таким образом, производственный модуль может самостоятельно и гибко реагировать на вновь присоединенные, измененные или удаленные производственные модули посредством сгенерированной информации изменения о новой конфигурации. Информация о новой конфигурации может, таким образом, поэтапно, посредством локального взаимодействия распространяться в системе производства.
Предпочтительным образом, модуль согласования может быть сконфигурирован, чтобы в результате поступающей информации изменения выполнять шаг итерации при считывании первой информации соотнесения, при построении локальной таблицы соответствия и/или при отсылке второй информации соотнесения. Таким образом, посредством поступления информации изменения, может инициироваться обновление собственной локальной таблицы соответствия, а также соответствующих таблиц соответствия смежных производственных модулей, так что данные об изменениях в системе производства поэтапно, посредством локального взаимодействия распространяются в системе производства.
Кроме того, локальная таблица соответствия может содержать информацию версии, которая изменяется вследствие поступающей информации изменения и/или шага итерации при считывании первой информации соотнесения, при построении локальной таблицы соответствия и/или при отсылке второй информации соотнесения. Модуль согласования может быть тогда сконфигурирован так, чтобы при построении локальной таблицы соответствия сравнивать ее информацию версии с версией первой информация соотнесения и в зависимости от этого обновлять локальную таблицу соответствия.
Пример выполнения изобретения подробно поясняется ниже со ссылкой на чертежи, на котором в схематичном представлении показано следующе:
Фиг. 1 - соответствующий изобретению производственный модуль во взаимодействии со смежными производственными модулями,
Фиг. 2 - система производства с несколькими соответствующими изобретению производственными модулями и
Фиг. 3 - локальная таблица соответствия соответствующего изобретению производственного модуля.
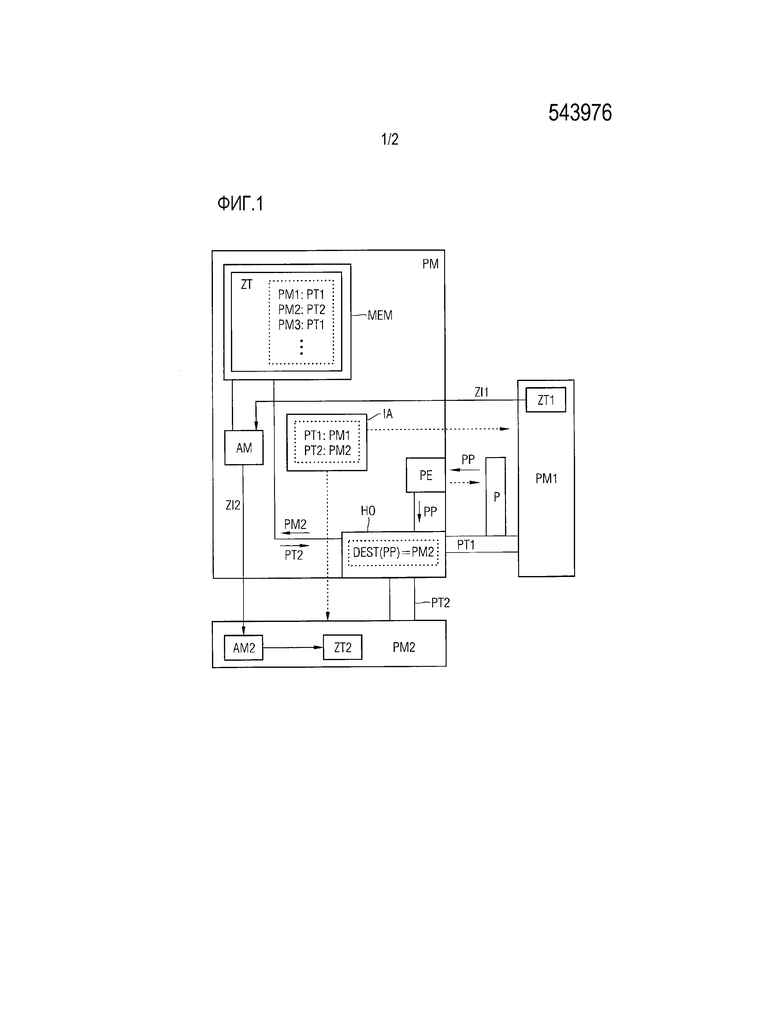
Фиг. 1 иллюстрирует соответствующий изобретению производственный модуль РМ для обработки продукта или манипуляции продуктом Р в системе производства. Такая система производства, например, производственное оборудование для изготовления, обработки или переработки заготовок или других продуктов, как правило, имеет множество производственных модулей с конкретной функциональностью. Продукт Р может быть заготовкой или вообще любым физическим продуктом на различных этапах процесса изготовления, обработки или переработки, в частности, исходным, промежуточным или конечным продуктом.
По соседству с производственным модулем PM имеются смежные производственные модули PM1 и PM2. Смежные производственные модули PM1 и PM2 могут быть физически или логически смежными.
Производственный модуль РМ и смежные с ним производственные модули PM1 и PM2 могут быть, каждый, устройством системы производства, способствующим производству, обработке, переработке продукта и/или манипулированию с продуктом, с конкретной функциональностью, таким как робот, машина с ЧПУ, 3D-принтер, реактор, горелка, нагревательное оборудование или ленточный конвейер или другой транспортный модуль. В частности, соответствующий производственный модуль может представлять собой так называемый кибер-физический модуль (CPM) или кибер-физический производственный модуль (CPPM).
Производственный модуль РМ может взаимодействовать со смежным производственным модулем РМ1 с помощью обеспеченного между РМ и PM1 порта РТ1 передачи. Соответственно, для взаимодействия производственного модуля РМ со смежным производственным модулем PM2 предусмотрен порт РТ2 передачи. Порты РT1 и РT2 передачи, часто называемые точками передачи обслуживания, служат для передачи продукта Р между смежными производственными модулями. Порты РT1 и РT2 передачи могут, соответственно, быть определены, например, в качестве конкретной пространственной области, в которой продукт Р выпускается из одного производственного модуля и принимается другим производственным модулем. В качестве альтернативы или дополнительно, порты РT1 и РT2 передачи могут, каждый, быть определены как логический порт PT1 и PT2, в котором та же самая пространственная область предусмотрена для передачи на несколько смежных производственных модулей, и различные приемщики или приемники продукта различаются с помощью индивидуального идентификатора порта.
В настоящем примере выполнения, продукт Р позиционирован на порте PT1 передачи между производственным модулем РМ и смежным производственным модулем PM1. Для обнаружения и/или идентификации продукта P, производственный модуль РМ имеет модуль РЕ обнаружения продукта с датчиком продукта. Такой датчик продукта может быть реализован, например, с помощью так называемого RFID-чипа (RFID: радиочастотная идентификация), который считывает данные из соответствующего прикрепленного к продукту Р RFID-чипа. В частности, модуль РЕ обнаружения продукта, как показано пунктирной стрелкой на фиг. 1, может запрашивать от продукта Р параметры РР продукта, которые включают в себя, например, информацию об обработке, изготовлении и/или структуре продукта P.
Производственный модуль PM также имеет модуль IA взаимодействия для назначения смежных производственных модулей портам передачи. В настоящем примере выполнения, смежный производственный модуль PM1 назначается порту PT1 передачи, и смежный производственный модуль PM2 - порту РТ2 передачи с помощью модуля IA взаимодействия. Кроме того, как показано на фиг. 1 пунктирными стрелками, модуль IA взаимодействия может динамически обнаруживать смежные производственные модули, здесь PM1, PM2, к которым продукт Р может быть передан. Вследствие такого обнаружения, модуль IA взаимодействия генерирует информацию изменения, например, сигнал запуска, чтобы тем самым информировать производственный модуль РМ или другие смежные производственные модули в системе производства о добавлении, замене или удалении смежного производственного модуля.
Производственный модуль РМ, кроме того, имеет память МЕМ данных, например, базу данных с сохраненной в ней локальной таблицей ZT соответствия. В локальной таблице ZT соответствия, достижимые от производственного модуля РМ производственные модули системы производства, здесь PM1, PM2, а также несмежный производственный модуль PM3 и опционально другие несмежные производственные модули, в качестве целей транспортировки, сопоставлены, соответственно, с одним из портов передачи, здесь PT1 и PT2. В настоящем примере выполнения, смежному производственному модулю PM1 поставлен в соответствие порт PT1 передачи, смежному производственному модулю PM2 - порт PT2 передачи, и несмежному производственному модулю PM3 - порт РТ1 передачи. Локальная таблица ZT соответствия отображает таким способом локальную топологию технологических маршрутов, ведущих через систему производства. Локальная топология в этом случае представляет информацию о том, через какие порты передачи достижима соответствующая цель транспортировки в системе производства для продукта Р.
Производственный модуль РМ также имеет модуль AM согласования, который может итеративно и при управлении событиями считывать первую информацию ZI1 соотнесения из соответствующей локальной таблицы соответствия смежного производственного модуля PM1, может итеративно и при управлении событиями построить локальную таблицу соответствия на основе считанной первой информации ZI1 соотнесения и может также итеративно и при управлении событиями отсылать вторую информацию ZI2 соотнесения локальной таблицы ZT соответствия на смежный производственный модуль PM2. В соседнем производственном модуле PM2, соответствующая локальная таблица ZT2 соответствия затем обновляется на основе второй информации ZI2 соотнесения. Таким образом, вторая информация соотнесения ZI2 действует для смежного производственного модуля PM2 как первая информация ZI1 соотнесения для производственного модуля РМ. Вышеуказанные управляемые событиями процессы предпочтительно могут инициироваться посредством соответствующей информации изменения. Посредством считывания первой информации ZI1 соотнесения, обновления локальной таблицы ZT соответствия на основе этой первой информации ZI1 соотнесения и отсылки второй информации ZI2 соотнесения, данные об изменениях в системе производства могут поэтапно, посредством локального взаимодействия перемещаться и, тем самым, распространяться в системе производства.
Предпочтительным образом, посредством модулей согласования соответствующих изобретению производственных модулей системы производства, соответственно, по существу, тот же самый алгоритм локально выполняется для распространения информация соотнесения. Таким образом, централизованная синхронизации всех производственных модулей не требуется.
Кроме того, производственный модуль РМ имеет модуль НО передачи, который связан с модулем PE обнаружения продукта, а также с памятью MEM данных. Модуль НО передачи служит для определения цели транспортировки, здесь PM2, для продукта Р на основе считанных параметров РР продукта, для выбора порта передачи, здесь РТ2, который соотнесен с определенной целью РМ2 транспортировки в локальной таблице ZT соответствия и для передачи продукта Р через выбранный порт РТ2 передачи. Передача продукта Р может включать в себя дальнейшую транспортировку посредством физического перемещения или логическую передачу, например, путем остановки в порту PT2 передачи и отправки сигнала на принимающий смежный производственный модуль PM2. В общем, под передачей продукта P следует понимать то, что продукт первоначально находится в зоне действия первого производственного модуль, например РМ, а позже по времени - в зоне действия второго производственного модуля, например, PM2. В этом смысле, продукт передается от первого производственного модуля к второму производственному модулю, даже если второй производственный модуль забирает продукт из первого производственного модуля.
Модуль НО передачи получает от модуля РЕ обнаружения продукта параметры РР продукта и определяет на основе параметров РР продукта цель DEST транспортировки для продукта P. В настоящем примере выполнения, в качестве цели DEST транспортировки определен смежный производственный модуль PМ2, т.е. DEST(PP)=PM2. Как правило, в качестве цели DEST транспортировки также определяются не смежные для данного производственного модуля РМ производственные модули системы производства.
В настоящем примере выполнения, указание об определенной цели РМ2 транспортировки от модуля НО передачи передается к памяти MEM данных, и указание о соотнесенном с этой целью транспортировки в локальной таблице ZT соответствия порте передачи, здесь PT2, передается обратно к модулю НО передачи. С помощью этих указаний, модуль HO передачи выбирает порт РТ2 передачи для передачи продукта Р на соседний производственный модуль PM2.
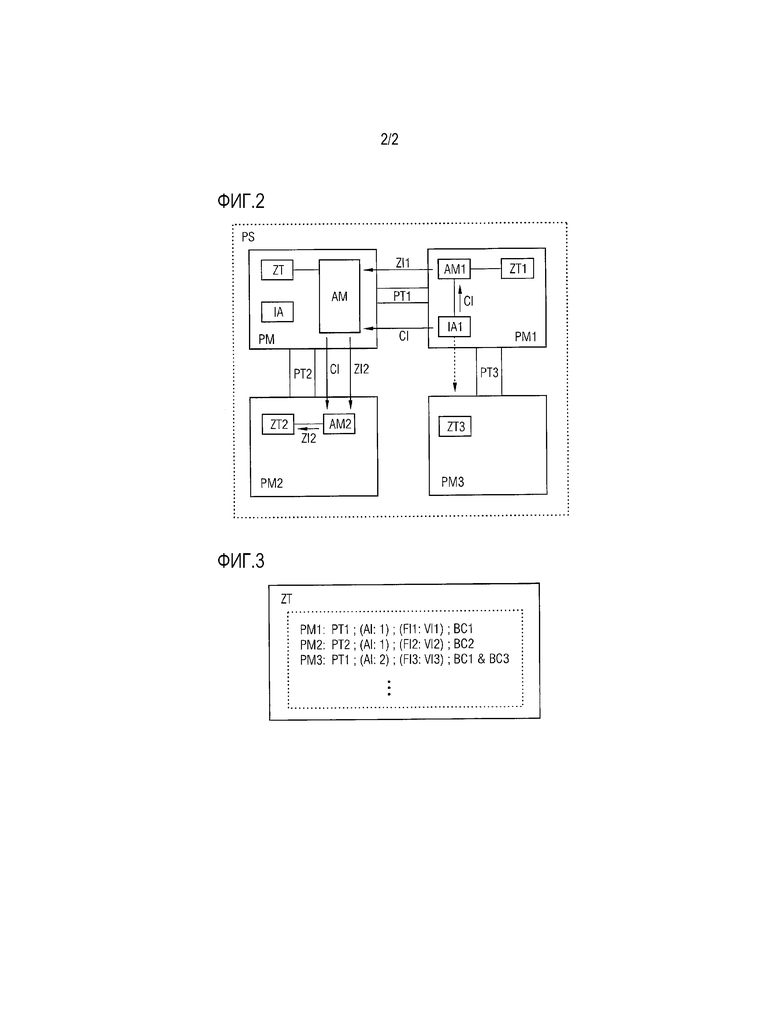
На фиг. 2 показано схематичное представление системы PS производства с множеством соответствующих изобретению производственных модулей РМ, PM1, PM2 и PM3. Предполагается, что представленные производственные модули PM, PM1, PM2 и PM3, соответственно, выполнены как соответствующие изобретению производственные модули в соответствии с показанным на фиг. 1 производственным модулем РМ. Из соображений ясности, однако, не все компоненты производственных модулей РМ, PM1, PM2 и PM3 показаны на фиг. 2.
Производственный модуль РМ соединен через порт PT1 передачи со смежным производственным модулем PM1, а также через порт РТ2 передачи со смежным производственным модулем PM2. Кроме того, производственный модуль PM3 соединен с производственным модулем PM1 через порт PT3 передачи. С точки зрения производственного модуля РМ, следовательно, производственные модули PM1 и PM2 являются смежными целями транспортировки, в то время как производственный модуль PM3 является несмежной целью транспортировки для производственного модуля РМ. Как объяснено выше в связи с фиг. 1, производственный модуль PM имеет локальную таблицу ZT соответствия, связанный с ней модуль АМ согласования и модуль IA взаимодействия. Производственный модуль PM1 имеет соответствующую таблицу ZT1 соответствия, связанный с ней модуль AM1 согласования и связанный с модулем АМ1 согласования модуль IA1 взаимодействия. Производственный модуль PM2 имеет соответствующую таблицу ZT2 соответствия и связанный с ней модуль АМ2 согласования. Наконец, производственный модуль PM3 имеет соответствующую таблицу ZT3 соответствия. Соответствующие таблицы ZT1, ZТ2 и ZT3 соответствия , каждая, представляют собой локальную таблицу соответствия для производственного модуля PM1, PM2 и PM3.
В системе PS производства продукты предпочтительно изготавливаются децентрализованно. Инструкции о том, как продукт должен изготавливаться, сохраняются в продукте и/или ассоциированным образом с продуктом. Маршруты, которые должен проходить соответствующий продукт в процессе его производства или обработки в системе PS производства, не должны задаваться заранее, а предпочтительно могут определяться локально поэтапно. Конкретные станции обработки, т.е. производственные модули, также не должны быть заранее определены, но могут быть определены в ходе производственного процесса - преимущественно локально. Целью транспортировки продукта может, в частности, быть конкретный предварительно определенный производственный модуль, один из нескольких производственных модулей определенного типа или один из нескольких производственных модулей, которые предоставляют конкретную функциональность. Преимущественно, производственные модули, доступные в системе PS производства, в том числе пригодные для транспортировки продуктов средства транспортировки, не установлены статически или априорно известны, но могут быть добавлены, удалены или заменены во время работы системы PS производства.
В настоящем примере выполнения, предполагается, что производственный модуль PM3 был вновь добавлен к системе PS производства. Это обнаруживается динамически посредством модуля IA1 взаимодействия производственного модуля PM1, смежного с производственным модулем PM3. Это обнаружение показано на фиг. 2 пунктирной стрелкой. Модуль IA1 взаимодействия соотносит, следовательно, обнаруженный производственный модуль PM3 с портом PT3 передачи, через который могут передаваться продукты между производственными модулями РМ1 и PM3. В результате обнаружения, модуль IA1 взаимодействия генерирует информацию CI изменения, которая указывает, что производственный модуль РМ3 доступен для производственного модуля PM1. В общем, информация CI изменения может включать в себя указание о любом изменении доступности или функциональности производственного модуля. В настоящем примере выполнения, информация CI изменения от модуля IA1 взаимодействия передается в модуль AM1 согласования, а также модуль AM согласования. Посредством передачи информации CI изменения, модулям АМ1 и AM предписывается обновлять, соответственно, локальную таблицу ZT1 или ZT соответствия. Таким образом, информация CI изменения служит своего рода сигналом запуска для обновления локальных таблиц соответствия.
Ввиду локального обнаружения доступных производственных модулей и/или функциональностей, в системе PS производства не требуется центральный пункт управления, в котором должно осуществляться управление доступными производственными модулями и их интерфейсами или соединениями. Напротив, к примеру, вновь добавленные производственные модули соединяются с их непосредственно смежными производственными модулями, и теперь смежные производственные модули могут обмениваться соответствующей локальной информацией о доступности производственных модулей и/или функциональностях. Посредством поэтапного распространения этой информации о доступности и функциональности, обмениваемой только между непосредственно смежными производственными модулями, эта информация может распространяться в системе PS производства.
За счет того, что соответствующий производственный модуль может локально определить, к каким другим производственным модулям он является смежным, и существует ли порт переноса к соответствующему соседнему производственному модулю, можно динамически выводить фактически существующую структуру или топологию системы PS производства из текущей физической структуры системы производства. За счет этого упрощается адаптация производственных мощностей системы PS производства. Если, например, производственный модуль вводится в существующую систему производства, значительные части описания возможных технологических маршрутов через систему производства и доступных для продуктов функциональностей остаются практически неизменными в целом. Подлежащие адаптации части этого описания могут тогда автоматически настраиваться путем локального поэтапного распространения информации об изменении.
Фиг. 3 показывает локальную таблицу ZT соответствия в детализованном представлении. Соответствующие таблицы ZT1, ZТ2 и ZT3 соответствия построены аналогично представленной локальной таблице ZT соответствия. В локальной таблице ZT соответствия, для целей транспортировки, достижимых из производственного модуля РМ в системе PS производства, здесь смежных производственных модулей PM1, PM2, а также несмежных производственных модулей PM3, … системы PS производства, соответственно, предусмотрена по меньшей мере одна запись. С целями транспортировки сопоставлен, соответственно, порт передачи, через который продукт Р может передаваться на смежный производственный модуль, чтобы, наконец, достичь цели транспортировки.
В настоящем примере выполнения, со смежным производственным модулем PM1 соотнесен порт PT1 передачи, со смежным производственным модулем PM2 - порт PT2 передачи, и с несмежным производственным модулем PM3 - порт РТ1 передачи. Последнее соотнесение отражает тот факт, что продукт, подлежащий транспортировке от производственного модуля PM к несмежному производственному модулю PM3, может транспортироваться через смежный производственный модуль PM1 к производственному модулю РМ3. Таким образом, локальная таблица ZT соответствия отражает топологию системы производства и отображает ее на соотношения соседства.
Кроме того, с соответствующей целью транспортировки соотнесена информация AI затрат на транспортировку к этой цели транспортировки. Это может включать в себя данные о времени транспортировки, стоимости транспортировки и/или ресурсах транспортировки. В настоящем примере выполнения, информация AI затрат включает в себя данные о количестве требуемых передач от производственного модуля PM к цели транспортировки. Эти данные представляют в определенной степени расстояние до цели транспортировки в системе PS производства. В настоящем примере выполнения, транспортировка продукта Р к смежным целям PM1 и PM2 транспортировки требует, соответственно, одной передачи, в то время как для транспортировки к цели PM3 транспортировки требуются две передачи. Кроме того, с соответствующей целью PM1, PM2 или PM3 транспортировки соотнесена информация FI1, FI2 и FI3 функциональности о функциональности соответствующего производственного модуля, а также относящаяся к этому информация VI1, VI2 и VI3 доступности о доступности этой функциональности. При этом функциональность может представлять собой, например, сверление, сварку, фрезерование и/или транспортировку. Информация VI1, VI2 или VI3 доступности может, в частности, включать в себя данные времени о временном интервале, в котором соответствующая функциональность фактически доступна. В соответствии с этим, с соответствующей целью транспортировки может быть соотнесено время транспортировки, необходимое для транспортировки туда продукта P. В общем, в локальной таблице ZT соответствия могут храниться все данные, соотнесенные с соответствующей целью транспортировки, которые обеспечивают возможность реализации так называемых распределенных алгоритмов планирования.
Кроме того, с соответствующими целями PM1, PM2 или PM3 транспортировки в локальной таблице ZT соответствия соотнесены физические дополнительные условия BC1, BC2 или ВС1 & BC3, которые должен выполнять продукт Р на маршруте транспортировки к соответствующей цели транспортировки. Физические дополнительные условия могут включать в себя, например, данные о максимально допустимом весе и/или максимально допустимых размерах продукта. Запись ВС1 & BC3 следует понимать таким образом, что продукт должен выполнять как дополнительное условие BC1, так и дополнительное условие BC3.
Модуль НО передачи в соответствии с этим сконфигурирован, чтобы выполнять определение цели транспортировки и/или выбор порта передачи в зависимости от соотнесенных с целью транспортировки информации AI затрат, информации FI1, FI2, FI3 функциональности, информации VI1, VI2, VI3 доступности и/или физического дополнительного условия ВС1, BC2 или BC1 & ВС3.
Как показано на фиг. 2, посредством модуля АМ1 согласования, вследствие поступающей информации CI изменения, генерируется первая информация ZI1 соотнесения, которая представляет изменение в системе PS производства доступной функциональности из-за присоединения производственного модуля PM3. В настоящем примере выполнения, первая информация ZI1 соотнесения включает в себя запись, которая соотносит с производственным модулем PM3 порт PT3 передачи, расстояние 1 качестве информации AI затрат, информацию FI3 функциональности, информацию VI3 доступности, а также физическое дополнительное условие BC3. Эта запись сохраняется модулем AM1 согласования в таблице ZT1соответствия для итеративного обновления. Кроме того, модуль AM1 согласования передает информацию ZI1 соотнесения в модуль АМ согласования производственного модуля PM. Модуль АМ согласования обновляет локальную таблицу ZT соответствия на основе принятой первой информации ZI1 соотнесения таким образом, что указанный в ней производственный модуль PM3 назначается в качестве новой цели транспортировки порта PT1 передачи, который был ассоциирован с тем производственным модулем, здесь PM1, от которого была принята первая информация ZI1 соотнесения. Кроме того, расстояние 1, указанное в первой информации ZI1 соотнесения в качестве информации AI затрат, увеличивается на расстояние от производственного модуля РМ к смежному производственному модулю PM1, чтобы таким образом определять расстояние 2 до несмежного производственного модуля PM3 от производственного модуля PM. Увеличенное расстояние 2 в локальной таблице ZT соответствия в качестве информации AI затрат соотносится с несмежным производственным модулем PM3.
Кроме того, физическое дополнительное условие ВС3, содержащееся в первой информации соотнесения ZI1, связывается со специфическим для производственного модуля РМ физическим дополнительным условием BC1, чтобы таким образом получить связанное физическое дополнительное условие BC1 & DC3 для маршрута к цели транспортировки, здесь PM3. Связанное физическое дополнительное условие ВС1 & BC3 в соответствии с этим соотнесено в локальной таблице ZT соответствия с несмежной целью транспортировки PM3. В общем случае, таким образом, может, например, локально определяться максимальный вес в качестве физического дополнительного условия для всего маршрута к цели транспортировки PM3 как минимум указанного в локальной таблице ZT1 соответствия принимающего смежного производственного модуля PM1 максимального веса и специфического для производственного модуля РМ максимального веса. Такой максимальный вес также может быть определен в зависимости от геометрического положения порта передачи и/или преобладающих там отношений плеч рычага. Аналогичным образом, может определяться кумулятивный эффект дополнительных условий в отношении геометрических размеров продукта и сохраняться в локальной таблице соответствия.
Посредством модуля AM согласования, на основе первой информации ZI1 соотнесения и/или локальной таблицы ZT соответствия генерируется вторая информация ZI2 соотнесения. Вторая информация ZI2 соотнесения, в частности, может включать в себя обновленную на основе первой информации ZI1 соотнесения запись локальной таблицы ZT соответствия. В этом случае вторая информация соотнесения ZI2 включает в себя запись, которая соотносит с несмежным производственным модулем РМ3 порт PT1 передачи, расстояние 2 в качестве информации AI затрат, информацию FI3 функциональности, информацию VI3 доступности, а также физическое дополнительное условие ВС3 & BC1. Вторая информация ZI2 соотнесения передается посредством модуля АМ согласования к модулю AM2 согласования производственного модуля PM2 вместе с информацией CI изменения. Посредством информации CI изменения, модуль AM2 согласования побуждается к тому, чтобы итеративно обновлять таблицу ZТ2 соответствия на основе второй информации ZI2 соотнесения.
Посредством приема первой информации соответствия, обновления соответствующей локальной таблицы соответствия на основе принятой первой информации соответствия и отсылки второй информации соотнесения, локальные таблицы ZT, ZT1, ZТ2 и ZT3 соответствия в системе PS производства поэтапно, итеративно и с приращениями обновляются на основе локальных таблиц соответствия, содержащихся в соответствующих производственных модулях. Каждый соответствующий изобретению производственный модуль сравнивает и обновляет свою локальную таблицу соответствия с соответствующими локальными таблицами соответствия своих соседних производственных модулей итеративным способом до тех пор, пока локальные таблицы соответствия не будут больше изменяться, и все имеющимися в системе PS производства маршруты транспортировки будут определены. Этот процесс завершается за конечное число шагов, за счет чего достигается сходимость.
В начале такого процесса производства, в локальной таблице ZT соответствия производственного модуля PM только отмечено, на каких портах передачи продукты могут приниматься или передаваться. Для портов передачи, на которых продукты могут приниматься, указывается, на какие порты передачи принятый продукт может транспортироваться и какие минимальное затраты это вызывает.
Локальные таблицы ZT, ZT1, ZТ2 и ZT3 соответствия в системе PS производства предпочтительно снабжены номерами версий, которые при соответствующем изменении соответствующей локальной таблицы соответствия получают приращение. Соответствующая начальная локальная таблица соответствия предпочтительно получает номер версии 0.
В локальной таблице ZT соответствия, для каждого смежного или несмежного производственного модуля PM1, PM2, РМ3,…, достижимого от производственного модуля РМ, сохраняется запись. В эти записи вводятся цели транспортировки, которые занесены в соответствующие локальные таблицы соответствия смежных производственных модулей PM1, PM2 в качестве целей транспортировки. Также функциональности, которые в соответствующих локальных таблицах соответствия смежных производственных модулей PM1, PM2 соотнесены с целями транспортировки, в локальной таблице ZT соответствия соотносятся с этими целями транспортировки. Кроме того, затраты на транспортировку к соответствующей цели транспортировки определяются, например, в виде суммы, затрат на транспортировку, указанных в соответствующей локальной таблице соответствия ZT1 или ZТ2 смежного производственного модуля PM1 или PM2, и затрат на транспортировку от производственного модуля PM к смежным производственным модулям PM1 и PM2.
Кроме того, в локальной таблице ZT соответствия отмечено, на какой версии соответствующей локальной таблицы ZT1 или ZТ2 соответствия смежного производственного модуля PM1 или PM2 базируется соответствующая запись. В той же записи также указывается обновленный номер версии соответствующей локальной таблицы ZT1 и ZТ2 соответствия, если она изменяется. Когда локальная таблица соответствия в производственном модуле изменяется, номер версии этой локальной таблицы соответствия получает приращение, и этот новый номер версии заносится, соответственно, в локальные таблицы соответствия смежных производственных модулей в качестве нового текущего номера версии. Это шаг обновления или шаг итерации повторяется в производственном модуле PM до тех пор, пока во всех вышеуказанных записях локальной таблицы ZT соответствия номера версий соответствующих локальных таблиц соответствия смежных производственных модулей не будут идентичны текущему номеру версии. Этот процесс выполняется распределенным образом по всем соответствующим изобретению производственным модулям в системе PS производства и сходится после конечного числа шагов обновления, по меньшей мере до тех пор, пока в системе PS производства не возникнут новые изменения. Если в системе PS производства предпринимается изменение, вышеописанный процесс повторно запускается, и соответствующие измененные данные поэтапно распространяются посредством локального взаимодействия между соседними производственными модулями по системе PS производства, причем номера версий локальных таблиц соответствия получают соответствующие приращения.
На основе управляемой децентрализованным образом, по существу самоорганизующейся адаптации системы PS производства к изменениям в системе PS производства, она может реагировать гораздо более гибко такие изменения. Например, если производственный модуль или функциональность выходит из строя, это изменение распространяется через соответствующие смежные производственные модули к другим соответствующим изобретению производственным модулям системы PS производства, и их локальные таблицы соответствия согласуются соответствующим образом. Таким образом, производство может в значительной степени поддерживаться действующим во многих случаях даже после непредусмотренного выхода из строя производственного модуля.
Изобретение относится к системам производства. Производственный модуль для обработки продукта или манипулирования продуктом в системе производства содержит модуль обнаружения продукта; порты передачи продукта на смежные производственные модули; модуль взаимодействия для назначения смежного производственного модуля одному из портов передачи и память данных для хранения локальной таблицы соответствия. Также имеется модуль согласования для итеративного считывания первой информации соотнесения таблицы соответствия первого смежного модуля и для итеративного построения локальной таблицы соответствия на основе считанной первой информации соотнесения, а также для итеративной отсылки второй информации соотнесения локальной таблицы соответствия к второму смежному производственному модулю. Модуль передачи определяет цели транспортировки для продукта в системе производства на основе считанных параметров продукта, выбирает порт передачи, соотнесенный с определенной целью транспортировки в локальной таблице соответствия и передает продукт через выбранный порт передачи. Повышается гибкость реакции на изменения в системе производства. 3 н. и 12 з.п. ф-лы, 3 ил.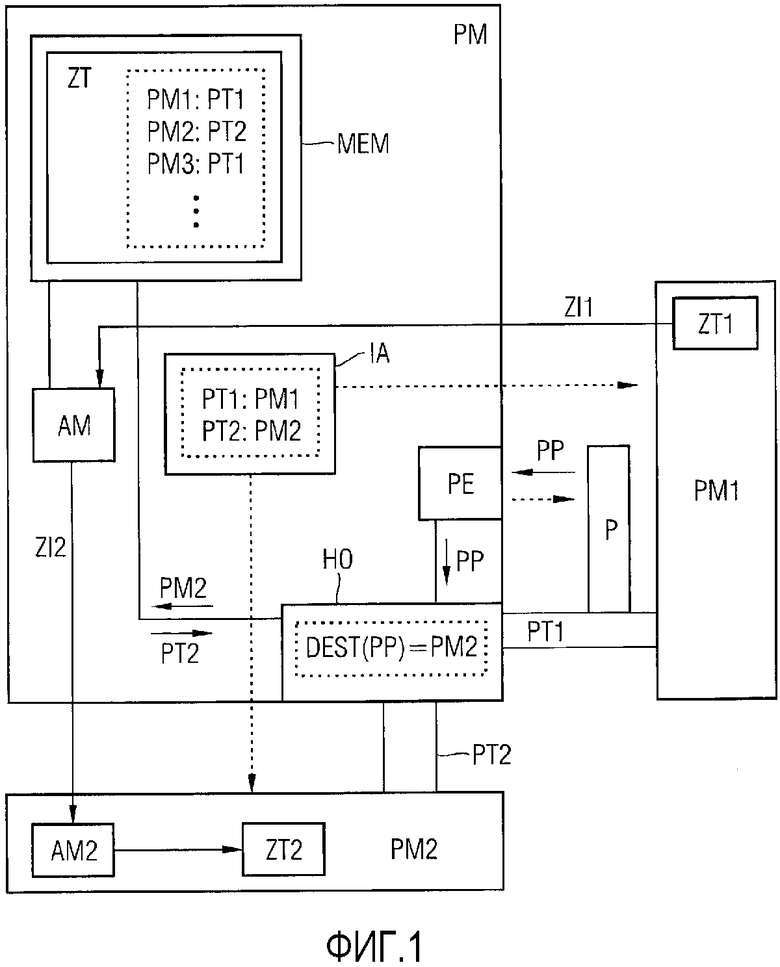
1. Производственный модуль (РМ) для обработки продукта или манипулирования продуктом (Р) в системе (PS) производства, имеющей множество производственных модулей (РМ, PM1, …, PM3), содержащий
а) модуль (РЕ) обнаружения продукта для считывания параметров (РР) продукта, соотнесенных с продуктом (Р),
b) порты (PT1, PT2) передачи для передачи продукта (P) на смежные с данным производственным модулем (РМ) производственные модули (PM1, PM2) системы (PS) производства,
с) модуль (IA) взаимодействия для назначения соответствующего смежного производственного модуля (PM1, PM2) одному из портов (РТ1, РТ2) передачи,
d) память (МЕМ) данных для хранения локальной таблицы (ZT) соответствия, в которой несмежные данному производственному модулю (РМ) цели (РМ3) транспортировки в системе (PS) производства соотнесены, соответственно, с одним из портов (РТ1, РТ2) передачи,
е) модуль (AM) согласования для итеративного считывания первой информации (ZI1) соотнесения соответствующей таблицы (ZT1) соответствия первого смежного производственного модуля (PM1), для итеративного построения локальной таблицы (ZT) соответствия на основе считанной первой информации(ZI1) соотнесения, а также для итеративной отсылки второй информации (ZI2) соотнесения локальной таблицы (ZT) соответствия к второму смежному производственному модулю (PM2), и
f) модуль (HO) передачи
- для определения цели (DEST, PM2) транспортировки для продукта (Р) в системе (PS) производства на основе считанных параметров (РР) продукта,
- для выбора порта (PT2) передачи, который соотнесен с определенной целью (DEST, PM2) транспортировки в локальной таблице (ZT) соответствия, и
- для передачи продукта (P) через выбранный порт (РТ2) передачи.
2. Производственный модуль по п. 1, отличающийся тем, что
модуль (АМ) согласования сконфигурирован, чтобы соотносить указанную в соответствующей таблице (ZT1) соответствия первого смежного производственного модуля (PM1) цель (РМ3) транспортировки в локальной таблице (ZT) соответствия с портом (РТ1) передачи, который назначен этому первому смежному производственному модулю (PM1).
3. Производственный модуль по любому из предыдущих пунктов, отличающийся тем,
что первая информация (ZI1) соотнесения, вторая информация (ZI2) соотнесения и/или локальная таблица (ZT) соответствия для цели транспортировки соотносят с целью (DEST) транспортировки физическое дополнительное условие (BC1, …, BC3), которое должен выполнять продукт (P) на маршруте транспортировки к этой цели (DEST) транспортировки, и
что модуль (HO) передачи сконфигурирован, чтобы физическое дополнительное условие (ВС1, …, BC3) согласовывать со считанными параметрами (РР) продукта и в зависимости от этого выполнять определение цели (DEST) транспортировки и/или выбор порта (РТ2) передачи.
4. Производственный модуль по п. 3, отличающийся тем, что
модуль (АМ) согласования сконфигурирован, чтобы связывать физическое дополнительное условие (BC3), соотнесенное с целью транспортировки в первой информации (ZI1) соотнесения, с локальным физическим дополнительным условием (BC1) производственного модуля (РМ) и соотносить связанное физическое дополнительное условие (ВС1 & BC3) с целью транспортировки в локальной таблице (ZT) соответствия, а также во второй информации (ZI2) соотнесения.
5. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
первая информация (ZI1) соотнесения, вторая информация (ZI2) соотнесения и/или локальная таблица (ZT) соответствия соотносят с целью транспортировки информацию (AI) затрат о затратах на транспортировку к этой цели транспортировки, информацию (FI1, …, FI3) функциональности о функциональности этой цели транспортировки, информацию (VI1, …, VI3) доступности о доступности функциональности и/или информацию (CI) изменения об изменении функциональности или доступности.
6. Производственный модуль по п. 5, отличающийся тем, что
модуль (HO) передачи сконфигурирован, чтобы выполнять определение цели (DEST) транспортировки и/или выбор порта (РТ2) передачи в зависимости от соотнесенных с целью (DEST) транспортировки информации (AI) затрат, информации (FI1, …, FI3) функциональности, информации доступности (VI1, …, VI3) и/или информации (CI) изменения.
7. Производственный модуль по п. 5 или 6, отличающийся тем, что
информация (VI1, …, VI3) доступности содержит данные времени о временном интервале, в котором функциональность доступна, или о моменте времени изменения функциональности или доступности.
8. Производственный модуль по п. 7, отличающийся тем,
что соотнесенная с целью (DEST) транспортировки информация (AI) затрат включает в себя время транспортировки к этой цели транспортировки, и
что модуль (HO) передачи сконфигурирован, чтобы выполнять определение цели (DEST) транспортировки и/или выбор порта (РТ2) передачи в зависимости от данных времени и от времени транспортировки.
9. Производственный модуль по любому из пп. 5-8, отличающийся тем, что
модуль (АМ) согласования сконфигурирован, чтобы цель (DEST) транспортировки, которая указана в соответствующих таблицах (ZT1, ZТ2) соответствия нескольких первых смежных производственных модулей (PM1, PM2), на основе соответственно соотнесенной информации (AI) затрат, соотносить с портом (РТ1, РТ2) передачи в локальной таблице (ZT) соответствия, который назначен смежному производственному модулю (PM1, PM2), с минимальными затратами на транспортировку к этой цели (DEST) транспортировки.
10. Производственный модуль по любому из пп. 5-9, отличающийся тем,
что модуль (АМ) согласования сконфигурирован, чтобы для цели (DEST) транспортировки, указанной в соответствующих таблицах (ZT1, ZТ2) соответствия нескольких первых смежных производственных модулей (PM1, PM2), сохранять несколько записей в локальной таблице (ZT) соответствия с соответственно соотнесенной информацией (AI) затрат, и
что модуль (НО) передачи сконфигурирован, чтобы выбирать порт (PT1, PT2) передачи, который назначен смежному производственному модулю (PM1, PM2) с минимальными затратами на транспортировку к этой цели (DEST) транспортировки.
11. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
модуль (IA) взаимодействия сконфигурирован, чтобы динамически обнаруживать смежные производственные модули (PM1, PM2), к которым может передаваться продукт (P), и вследствие такого обнаружения генерировать информацию (CI) изменения.
12. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
модуль (АМ) согласования сконфигурирован, чтобы, вследствие поступающей информации (CI) изменения выполнять этап итерации при считывании первой информации (ZI1) соотнесения, при построении локальной таблицы (ZT) соответствия и/или при отсылке второй информации (ZI2) соотнесения.
13. Производственный модуль (ПМ) по любому из предыдущих пунктов, отличающийся тем,
что локальная таблица (ZT) соответствия содержит информацию о версии, которая изменяется вследствие поступающей информации (CI) изменения и/или этапа итерации при считывании первой информации (ZI1) соотнесения, при построении локальной таблицы (ZT) соответствия и/или при отсылке второй информации (ZI2) соотнесения, и
что модуль (AM) согласования сконфигурирован, чтобы при построении локальной таблицы (ZT) соответствия сравнивать ее информацию о версии с версией первой информации (ZI1) соотнесения и в зависимости от этого обновлять локальную таблицу (ZT) соответствия.
14. Система производства с производственными модулями в соответствии с любым из предыдущих пунктов.
15. Способ эксплуатации производственного модуля (РМ) по любому из пп. 1-13, в котором
а) считывают параметры (РР) продукта, соотнесенные с продуктом (Р),
b) назначают смежные с данным производственным модулем (РМ) производственные модули (PM1, PM2) соответственно порту (РТ1, РТ2) передачи производственного модуля (РМ), предусмотренному для передачи продукта (Р) к смежному производственному модулю (PM1, PM2),
с) соотносят несмежные с производственным модулем (РМ) цели (РМ3) транспортировки для продукта (Р) соответственно с одним из портов (PT1, PT2) передачи в локальной таблице соответствия (ZT),
d) итеративно считывают первую информацию (ZI1) соотнесения из соответствующей таблицы (ZT1) соответствия первого смежного производственного модуля (PM1),
е) итеративно формируют локальную таблицу соответствия (ZT) на основе считанной первой информации (ZI1) соотнесения,
f) итеративно отсылают вторую информацию (ZI2) соотнесения из локальной таблицы (ZT) соответствия к второму смежному производственному модулю (PM2),
g) на основе считанных параметров (РР) продукта определяют цель (DEST, PM2) транспортировки для продукта (P),
h) выбирают порт (РТ2) передачи, который соотнесен с определенной целью (DEST, PM2) транспортировки в локальной таблице (ZT) соответствия, и
i) передают продукт (Р) через выбранный порт (РТ2) передачи.
| WO 2014021448 A1, 06.02.2014 | |||
| Устройство для управления механизмами на расстоянии | 1927 |
|
SU10003A1 |
| Металлическая арочная податливая крепь | 1949 |
|
SU90588A1 |
| СИСТЕМА АНАЛИЗА ПРОЕКТИРОВАНИЯ И ПРОЦЕССОВ ПРОИЗВОДСТВА | 2003 |
|
RU2321886C2 |

