Настоящее изобретение относится к производственному модулю для выполнения производственной функции над продуктом, причем производственный модуль выполнен и настроен для связывания со вторым производственным модулем, который выполнен и настроен для выполнения второй производственной функции над продуктом.
Такие производственные модули известны из уровня техники. Например, публикация US 2011/0224828 A1 раскрывает систему для разработки роботов и других так называемых кибер-физических систем (CPS). Система включает в себя платформу, которая позволяет управлять исполнительными механизмами и датчиками и другими модулями. Раскрыты различные модули, которые могут применяться для определенных, известных в робототехнике задач. К ним могут, например, относиться привод двигателей или считывание или управление датчиками. Модули осуществляют связь друг с другом и с другими устройствами, такими как компьютеры и созданные пользователями модули, посредством единого протокола связи.
Недостатком известного уровня техники является то, что выполнение и настройка такой системы могут быть довольно сложными и/или требуют относительно большого участия пользователя при создании и настройке такой системы производства.
Таким образом, задачей настоящего изобретения является упрощение выполнения, настройки и/или эксплуатации модульной системы производства.
Эта задача решается производственным модулем с признаками пункта 1 формулы изобретения.
Такой производственный модуль выполнен и настроен для осуществления производственной функции над продуктом, а также для связывания со вторым производственным модулем. При этом второй производственный модуль также выполнен и настроен для осуществления второй производственной функции над продуктом. Производственный модуль включает в себя устройство памяти, в котором хранится информация самоописания относительно свойств производственного модуля. Производственный модуль может, в качестве альтернативы, быть выполнен и настроен для хранения информации самоописания относительно свойств производственного модуля в устройстве памяти. Производственный модуль, кроме того, может быть выполнен и настроен для передачи информации самоописания или частей информации самоописания на другое устройство. При этом информация самоописания хранится или может храниться в виде так называемой NoSQL-базы данных или нереляционной базы данных. В качестве альтернативы, производственный модуль может также быть выполнен и настроен для хранения информации самоописания в виде NoSQL-базы данных или нереляционной базы данных. В частности, информация самоописания может храниться в виде OWL- и/или RDF-базы данных или базы данных, применяющей SPAROL в качестве языка запросов. Производственный модуль может, в качестве альтернативы, также быть выполнен и настроен для хранения информации самоописания в упомянутых форматах.
За счет применения технологии NoSQL-баз данных или применения так называемых нереляционных баз данных можно сравнительно просто осуществлять сложные связывания понятий и данных. Так как при настройке системы производства с вышеуказанными производственными модулями, например, должны предъявляться требования к изготовлению продукта в соответствии с возможностями и свойствами производственных модулей, настройка или структура подобной системы производства облегчает то, что за счет использования NoSQL-баз данных или не-реляционных баз данных, подобные, возможно, достаточно сложные логические цепочки понятий могут быть реализованы проще. Так, например, связывание понятий и/или данных относительно процесса или способа изготовления для продукта с информациями, сохраненными в информации самоописания, например, о производственных функциях или других службах, свойствах, параметрах и т.д. производственного модуля таким способом можно осуществлять относительно просто. Тем самым можно упростить состоящую из подобных производственных модулей систему производства при применении таких NoSQL-баз данных или не-реляционных баз данных. При этом упрощение может состоять, например, в том, что можно обойтись с меньшим воздействием пользователя, или можно облегчить пользователю, например, с помощью интеллектуальных предложений, создание или настройку подобной системы производства.
Производственные модули могут представлять собой различные механические, электромеханические или электронные устройства, которые выполнены и настроены для манипулирования, перемещения, переработки и/или обработки предмета, заготовки, жидкости или сопоставимых продуктов, узлов или материалов. Производственные модули могут представлять собой, например, инструментальные модули, станки (например, для фрезерования, сверления, штамповки, прессования и т.д.) или аналогичные инструменты, оборудование или машины или их элементы. Кроме того, производственные модули могут быть выполнены и настроены для, по меньшей мере в числе прочего, транспортировки продуктов, узлов или материалов, например, как конвейерная лента, кран, манипулятор робота, насос и т.п. Кроме того, производственные модули могут быть выполнены и настроены для хранения или подачи соответствующих продуктов (например, включая стеллажную систему, емкость и т.д.). Производственный модуль может также быть выполнен и настроен, например, для нагревания или других видов обработки заготовок, узлов и/или твердых, жидких или газообразных материалов, например, как печь, котел, клапан, мешалка и т.п.
Производственный модуль может, в свою очередь, быть построен из нескольких деталей, узлов и/или подмодулей и/или, например, может включать в себя один или несколько механических и/или электронных подблоков.
Производственный модуль может быть выполнен и настроен, например, как блок управления или контроллер для управления производственной функцией и/или способами процессами или определениями, описанных в настоящем описании в отношении производственного модуля. Кроме того, производственный модуль может включать в себя один или несколько интерфейсов связи, а также одно или несколько устройств памяти для хранения данных и/или информаций. Для выполнения производственной функции производственный модуль может также включать в себя соответствующие механические, электрические, электронные и/или электромеханические или оптические компоненты.
В частности, производственный модуль может быть выполнен и настроен в виде так называемой ʺкибер-физической системыʺ (CPS) или ее части. Так, производственный модуль может быть выполнен и настроен, например, в виде так называемого ʺкибер-физического модуляʺ (CPM) или ʺкибер-физического производственного модуляʺ (CPPM).
Продукт может быть выполнен и настроен, например, как механический, оптический, электромеханический, электронный или аналогичный продукт или узел или может включать в себя такие продукты или узлы. Кроме того, продукт может быть выполнен, например, как обрабатываемая деталь, узел, твердый, жидкий или газообразный материал, твердый, жидкий или газообразный химикат и т.п. Продукт может, например, также представлять собой любой вид промежуточного или конечного продукта конкретного производственного процесса. Конечные продукты могут, например, представлять собой все виды продуктов, которые продаются на коммерческой основе, такие как микрочип, компьютер, камера, автомобиль, химикат, вещество и т.д., или также любые промежуточные продукты для таких продуктов.
В настоящем описании, термин ʺпродуктʺ применяется как абстрактное описание предмета, изменяемого в рамках производства или обработки. ʺПродуктʺ в смысле настоящего описания может в ходе производственного процесса, например, при действии производственных функций полностью изменяться по своему внешнему или внутреннему представлению или форме.
Под производственной функцией в рамках настоящего изобретения в общем понимается любой процесс, который выполняется или может выполняться в рамках производства, изготовления, переработки, отделки или обработки изделия, материала или вещества. При этом производственная функция может быть, например, любым возможным рабочим этапом в отношении любого продукта от сырья до готового конечного продукта.
Например, производственная функция может представлять собой любой вид обработки материала (например, фрезерование, сверление, шлифование, прессование, лакировку, литье, перекачку, нагрев, перемещение, открывание, закрывание и т.д.), любой вид транспортировки или перемещения или обращения с предметом, узлом, материалом или веществом или включать в себя подобные процессы. Кроме того, производственная функция может представлять собой, например, хранение, диагностику, тестирование, оптическую съемку, обмер, определение формы, положения или размера или сопоставимые функциональности или может включать в себя подобные функциональности.
Связывание производственного модуля со вторым производственным модулем может выполняться и настраиваться таким образом, что производственная функция производственного модуля и вторая производственная функция второго производственного модуля могут взаимодействовать или взаимодействуют. Такое взаимодействие производственных функций может представлять собой, например, совместную обработку продукта, обработку и транспортировку продукта или передачу продукта от одного транспортирующего блока к другому. Два производственных модуля могут для этого находиться, например, в подходящем геометрическом расположении и связываться, например, электронным способом таким образом, что взаимодействие производственных функций становится возможным или выполняется или может выполняться.
Связывание производственного модуля со вторым производственным модулем может быть выполнено и настроено, например, как коммуникативное связывание через соответствующие проводные или беспроводные интерфейсы связи (например, через Ehternet, Profinet, Profibus, полевые (промышленные) шины, WiFi, Bluetooth, NFC и т.д.) или включать в себя такое коммуникативное связывание.
Кроме того, связывание производственных модулей может также включать в себя механическое связывание, например, через соответствующие соединительные элементы. Для такого механического связывания производственный модуль может, например, иметь или включать в себя соответствующие соединительные элементы, датчики и/или исполнительные механизмы.
Второй производственный модуль может быть сформирован и настроен, например, в соответствии с производственным модулем или первым производственным модулем, описанным в настоящем описании. Кроме того, производственные модули могут быть соответственно связаны с другими производственными модулями, которые, в свою очередь, могут быть выполнены и настроены в соответствии с производственным модулем или первым производственным модулем согласно настоящему описанию. При этом связывание с соответствующим другим производственным модулем также может быть выполнено и настроено, как описано детально в настоящем описании.
Информация самоописания относительно свойств производственного модуля может содержать, например, различные информации, относящиеся к производственной функции производственного модуля. В частности, это может, например, включать в себя идентификацию или характеристику функциональности или функциональностей, которая(ые) реализуется(ются) в производственной функции. Кроме того, они могут включать в себя информации об обрабатываемых или перерабатываемых материалах или предметах, информации о размере, форме, весу или аналогичные заданные величины или условия, информации об одной или нескольких зонах обработки производственного модуля, информации о критериях качества, результаты и/или условия относительно функции производства или соответствующего результата работы или продукта или аналогичную информацию относительно производственной функции.
Информация самоописания может также включать в себя информацию о других свойствах производственного модуля, таких как размер, геометрия, положение, идентификационный код, структура, конфигурация, доступные службы и функциональности, подключенные устройства, модули и/или узлы, доступные управляющие и иные команды, а также доступные интерфейсы связи, соответствующие параметры связи (MAC-адрес и т.п.) и/или информацию о состоянии относительно производственного модуля.
Информация самоописания относительно свойств второго производственного модуля, а также относительно других упомянутых в настоящем описании производственных модулей может быть выполнена и настроена в соответствии с вышеуказанными вариантами осуществления.
Передача информации самоописания между производственными модулями может, например, осуществляться или может быть выполнена и настроена в виде проводной и/или беспроводной связи. Такая передача может, например, осуществляться или может выполняться и настраиваться, например, через Ethernet, полевые шины, WiFi, Bluetooth, NFC, оптические или аналогичные средства. При связи второго производственного модуля с первым может быть предусмотрено, что вторая информация самоописания второго производственного модуля посылается в производственный модуль. Кроме того, информация самоописания производственного модуля может посылаться во второй производственный модуль. Также может предусматриваться обмен информациями самоописания между производственным модулем и вторым производственным модулем.
Другое устройство, к которому может передаваться или передается информация самоописания производственного модуля, может представлять собой любое электронное устройство, которое может быть выполнено и настроено для связи с производственным модулем, а также для приема информации самоописания от производственного модуля. Подобные устройства могут быть сформированы и настроены, например, как производственный модуль в соответствии с настоящим описанием, так называемый ʺкибер-физический производственный модульʺ (CPPM), компьютер, сервер, контроллер, программируемый логический контроллер, устройство автоматизации или модуль автоматизации.
Под базой данных в контексте настоящего описания понимается любой управляемый предопределенным образом структурированный набор данных. При этом процедура для управления данными может быть ориентированной на документ, граф, объект, пару атрибутов-значений и/или столбец или осуществляться в соответствии с реляционной моделью данных.
Под нереляционной базой данных понимается такая, которая используется для управления иной, чем реляционная, моделью данных.
В отличие от популярных реляционных баз данных (например, SQL-баз данных), ʺNoSQLʺ- (от англ.: Not only SQL (не только SQL)) базы данных обозначает нереляционный подход. Под NoSQL-базами данных в контексте настоящего описания и формулы изобретения понимаются такие базы данных, которые соответствуют вышеупомянутому нереляционному подходу. В частности, под NoSQL-базами данных в контексте настоящего описания и формулы изобретения понимаются ориентированные на документ, граф, объект, пару атрибутов-значений и/или столбец базы данных. Такие NoSQL-хранилища данных, как правило, не требуют никаких жестко установленных табличных схем и пытаются избегать так называемых ʺсоединенийʺ (операций слияния).
Текущие NoSQL-базы данных, как правило, отказываются от жестких схем таблиц, таких как те, которые имеют их реляционные аналоги. В качестве не содержащих схем баз данных, они опираются на более гибкие методы, чтобы определить, каким образом данные сохраняются. В качестве альтернативы, режим памяти также может быть предоставлен для выбора приложениям. Название NoSQL может быть связано с использованием других протоколов для обмена данными с клиентами, отличных от протокола SQL.
NoSQL-база данных в связи с настоящим описанием может быть выполнена и настроена, например, как документ-ориентированная база данных, граф-ориентированная база данных, распределенная ACID-база данных, база данных ключевых значений, пара-атрибут- значение-ориентированная база данных, многозначная база данных, объект-ориентированная база данных и/или столбец-ориентированная база данных или комбинация или дальнейшее развитие таких баз данных.
Под OWL-базой данных понимается база данных, которая применяет так называемый ʺWeb Ontology Languageʺ (язык веб-онтологий), который был стандартизован так называемым Консорциумом ʺWorld Wide Webʺ (W3C).
Под RDF-базой данных понимается база данных, которая использует также стандартизированный Консорциумом ʺWorld Wide Webʺ (W3C) ʺResource Description Frameworkʺ (формат описания ресурсов).
Язык запросов SPARQL представляет собой граф-ориентированный язык запросов для "Resource Description Framework" (RDF). Название является аббревиатурой для ʺSPARQL Protocol and RDF Query Languageʺ. SPARQL был впервые выпущен в 2008 Консорциумом ʺWorld Wide Webʺ (W3C) в качестве рекомендации.
Кроме того, производственный модуль для хранения информации самоописания может быть выполнен и настроен в виде NoSQL-базы данных, нереляционной базы данных, OWL-базы данных, RDF-базы данных и/или базы данных, применяющей SPARQL в качестве языка запросов.
В предпочтительном варианте осуществления информация самоописания включает в себя, например:
- информацию обслуживания относительно производственной функции,
- информацию конфигурации относительно положения и/или выполнения производственного модуля,
- информацию способностей относительно доступных функций и служб производственного модуля, которая содержит информацию о производственных функциях,
- информацию команд относительно команд, выполняемых производственным модулем, и регулируемых параметров и/или
- информацию состояния относительно рабочего состояния производственного модуля.
Кроме того, информация самоописания, сохраненная в производственном модуле согласно настоящему описанию, может включать в себя информацию конфигурации относительно положения и/или выполнения производственного модуля.
Информация самоописания может также включать в себя информацию способностей относительно доступных функций и служб производственного модуля, причем она может включать в себя, например, информацию о производственной функции.
Кроме того, информация самоописания может также включать в себя информацию команды относительно команд, выполняемых или понимаемых производственным модулем, или регулируемых или отрегулированных параметров.
Кроме того, информация самоописания может также включать в себя информацию состояния относительно рабочего состояния. При этом рабочее состояние может включать в себя, например, текущее рабочее состояние (полностью функционально активное, частично функционально активное, неактивное, аварийный режим и т.п.) или также информацию о возникших неисправностях и предупреждениях и т.п. Информация состояния может дополнительно включать в себя информацию о продукте, имеющемся в или на производственном модуле (например, соответствующий ID продукта, текущее состояние обработки, текущее положение в пределах производственного модуля и т.д.).
Информация конфигурации производственного модуля может включать в себя, например, положение, функциональное выполнение и/или геометрическое выполнение производственного модуля. Кроме того, информация конфигурации производственного модуля может включать в себя располагаемую и/или доступную пространственную рабочую зону или физическую и иную окружающую среду (соседние модули, машины, зоны безопасности и т.п.).
Второй производственный модуль, имеющий возможность связи или связанный с данным производственным модулем, может содержать вторую информацию самоописания относительно свойств второго производственного модуля, причем производственный модуль также выполнен и настроен для передачи информаций самоописания или частей информаций описания ко второму производственному модулю и для приема второй информации самоописания или частей второй информации самоописания от второго производственного модуля.
При этом вторая информация самоописания во втором производственном модуле может быть сохранена или иметь возможность сохранения, например, в качестве NoSQL-базы данных, нереляционной базы данных, OWL-базы данных, RDF-базы данных и/или базы данных, применяющей SPARQL в качестве языка запросов. В качестве альтернативы, второй производственный модуль также может быть выполнен и настроен для хранения второй информации самоописания как NoSQL-базы данных, нереляционной базы данных, OWL-базы данных, RDF-базы данных и/или базы данных, применяющей SPARQL в качестве языка запросов.
Содержание информации самоописания относительно свойств второго производственного модуля может, например, быть выполнено и настроено в соответствии с информацией самоописания относительно свойств производственного модуля. Передача информации самоописания или второй информации самоописания между первым и вторым производственным модулем может осуществляться, например, как проводная и/или беспроводная связь, например, через Ethernet, полевые шины, WiFi, Bluetooth, NFC, оптическим способом и т.п.
Информация самоописания производственного модуля может дополнительно включать в себя информацию портов относительно связывания со вторым производственным модулем.
Тем самым выполнение и настройка или также эксплуатация системы производства, применяющей подобные производственные модули, упрощается за счет того, что внутри производственного модуля уже имеются информации относительно связывания с соседним производственным модулем, и, таким образом, например, свойства второго или дальнейших производственных модулей относительно легко доступны при работе или соответствующем планировании посредством производственного модуля.
Информация портов относительно связывания со вторым производственным модулем может, например, включать в себя информацию о второй производственной функции второго производственного модуля или также других производственных функциях и/или службах второго производственного модуля. Кроме того, информация портов относительно связывания со вторым производственным модулем может содержать части или всю вторую информацию самоописания второго производственного модуля или включать в себя информации, которые были определена из частей или всей второй информации самоописания второго производственного модуля.
Кроме того, информация портов относительно связывания со вторым производственным модулем может включать в себя информацию о пространственной зоне взаимодействия производственного модуля со вторым производственным модулем. При этом пространственная зона взаимодействия может, например, быть предусмотрена и выполнена в качестве пространственной области таким образом, что когда продукт присутствует в пространственной зоне взаимодействия, на продукт могут действовать как производственная функция производственного модуля, так и вторая производственная функция второго производственного модуля.
Например, в случае двух модулей, оба из которых имеют функцию транспортировки, зона взаимодействия может, например, быть такой зоной, в которой, например, может осуществляться или осуществляется переход от одной транспортной среды к другой. Если оба модуля, например, снабжены функциональностью обработки, то зона взаимодействия может быть, например, такой зоной, в которой на продукт может действовать как одна функциональность обработки, так и другая. Если один из модулей имеет, например, функциональность обработки, в то время как второй модуль имеет, например, функциональность транспортировки, то зоной взаимодействия может, например, быть такая зона, в которой модуль транспортировки должен или может позиционировать продукт, чтобы он обрабатывался или мог обрабатываться посредством другого модуля.
Определение и/или хранение информации портов относительно связывания со вторым производственным модулем может инициироваться, например, пользователем. Кроме того, информация портов может также самостоятельно определяться и/или сохраняться в рамках связывания со вторым производственным модулем. Кроме того, сохранение информации портов относительно связывания со вторым производственным модулем также может осуществляться в том случае, когда, например, произошло изменение состояния или свойств второго производственного модуля, и второй производственный модуль затем сообщает производственному модулю актуализированную информацию состояния или свойства.
Производственный модуль может также включать в себя дополнительную информацию портов относительно связывания с другим производственным модулем, когда связывание с другим производственным модулем предусмотрено или имеет место в соответствии с настоящим описанием. Может, например, предусматриваться или сохраняться информация портов в соответствии с настоящим описанием для каждого производственного модуля, непосредственно связанного с данным производственным модулем.
Информация портов относительно связывания со вторым производственным модулем может дополнительно включать в себя информацию относительно свойств других производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем. В частности, информация портов относительно связывания со вторым производственным модулем может включать в себя информации относительно производственных функций производственных модулей, непосредственно и/или опосредованно соединенных с вторым производственным модулем.
Это упрощает выполнение, настройку и/или эксплуатацию системы производства, включающей в себя подобный производственный модуль, так как в производственном модуле уже присутствуют информации о том, какие функциональности или модули достижимы посредством определенного связывания с определенным другим модулем. Таким способом может, например, упрощаться настройка и эксплуатация такой системы производства для пользователя за счет того, что, например, потребуются только более простые, в меньшем количестве или не потребуется никаких рабочих операций пользователя во время настройки. Кроме того, выполнение такой системы может быть таким образом облегчено для пользователя.
При этом информация портов относительно связывания со вторым производственным модулем может включать в себя информации относительно свойств и производственных функций всех других производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем.
При этом производственный модуль непосредственно соединен с другим производственным модулем, если между обоими модулями предусмотрено или настроено связывание в соответствии с настоящим описанием, и/или модули размещены в непосредственной близости. Два модуля могут быть непосредственно соединены, если они, например, таким образом выполнены, связаны и расположены в таком геометрическом положении по отношению друг к другу, что, при подходящем позиционировании продукта, для этого продукта доступны производственные функции обоих модулей.
Два производственных модуля соединены опосредованно, если между этими модулями не существует непосредственного связывания, а связывание осуществляется через один или несколько расположенных между ними модулей.
Вторая информация самоописания второго производственного модуля может содержать соответствующую информацию портов относительно связывания с производственным модулем, которое может быть выполнено и настроено аналогично вышеизложенным указаниям и выполнениям относительно информации портов.
Производственный модуль может быть дополнительно выполнен и настроен для осуществления связи с ассоциированным с обрабатываемым продуктом устройством обработки данных продукта и/или для приема производственной информации относительно изготовления промежуточного или конечного продукта.
Это облегчает выполнение, настройку и/или эксплуатацию системы производства, содержащей такой производственный модуль, за счет того, что в производственном модуле доступны не только собственные свойства и, при необходимости, свойства других модулей, но и, посредством такого выполнения, информации об этапах производства, подлежащих выполнению модулем или системой производства.
Таким образом, для пользователя может, например, облегчаться планирование производства, или оно может быть частично или полностью автоматизированным за счет того, что требования, вытекающие из производственной информации для производства промежуточного или конечного продукта, могут согласовываться с функциональностями производственного модуля и, возможно, связанных с ним модулей. В этом контексте, хранение информаций самоописания как нереляционной базы данных или NoSQL-базы данных очень выгодно, так как таким образом можно легче осуществлять согласование более сложных понятий и логических взаимосвязей.
Устройство обработки данных продукта, например, может быть выполнено и настроено таким образом, что оно, например, во время связанного с продуктом процесса изготовления жестко связано или ассоциировано или может быть связано и ассоциировано с продуктом. При этом устройство обработки данных продукта может содержать, например, соответствующий контроллер, соответствующую память и/или соответствующее устройство связи для связи с производственным модулем.
Устройство обработки данных продукта может быть, например, механически связано с продуктом, например, может быть присоединено к продукту или к опоре, держателю для продукта или т.п. Устройство связи может, например, быть выполнено с возможностью осуществления связи через RFID, Bluetooth или Wi-Fi, так как таким способом в случае продукта, перемещающегося через различные модули, связь может быть реализована простым способом. Устройство обработки данных продукта также может состоять из нескольких компонентов, в которых, например, один ассоциирован с продуктом вышеописанным способом, в то время как вторая часть, например, может быть установлена на внешнем компьютере, другом модуле и т.п. Таким образом, непосредственно ассоциированная с продуктом часть может, например, содержать код идентификации продукта и осуществлять связь, в то время как, например, во внешней системе соответствующие производственные информации могут сохраняться и могут передаваться посредством отдельной передачи в производственный модуль.
Прием производственной информации может, например, осуществляться непосредственно от устройства обработки данных продукта или от другого вычислителя, компьютера или контроллера, например, от MES-системы (MES: manufacturing execution system (система управления производственными процессами)), ERP-системы (ERP: enterprise resource planning (планирование ресурсов предприятия)) или аналогичной системы.
Производственная информация может включать в себя необходимые, требуемые или предложенные для изготовления промежуточного или окончательного продукта рабочие этапы и/или информации относительно них или состоять из них. Такие рабочие этапы или относящиеся к ним информации могут, например, представлять изготавливаемые путем механической обработки (фрезерования, сверления, прессования и т.д.) геометрические формы, движения исполнительных механизмов (например, двигателей перемещения, насосов или клапанов), выполняемые профили температуры и/или давления, информации относительно печати или лакировки, информации относительно изготовления соединений между деталями, частями продукта или узлами или аналогичные рабочие этапы или информации относительно них.
В частности, производственная информация может содержать все рабочие этапы и относящиеся к ним информации, которые необходимы или запланированы для изготовления промежуточного или конечного продукта из заданного исходного продукта.
Сведения, содержащиеся в производственной информации, данные и/или элементы относительно изготовления промежуточного или конечного продукта могут быть сохранены или сформированы, например, на относящемся к продукту языке, в формулировке или выполнении или также в абстрактной, обобщенной формулировке или представлении рабочих этапов или относящихся к ним операций.
Кроме того, производственный модуль может быть выполнен и настроен для сохранения информации планирования модуля. Производственный модуль может быть выполнен и настроен также для вывода информации относительно информации планирования модуля.
Информация планирования модуля может включать в себя, в частности, информации о функциональностях, выполняемых производственным модулем над продуктом, или состоять из них. Такие информации могут представлять собой, например, сведения о продукте, подлежащем обработке, например, ID продукта, наименование, идентификационный код, тип и т.п. Кроме того, такие информации могут включать в себя выполняемые на этом продукте одну или несколько производственных функций или служб. Кроме того, информация планирования может включать в себя или иметь соответствующие производственные или служебные данные для производственных функций, такие как CAD-данные, настройки, температуры, температурные профили, требуемое качество и т.п. Кроме того, информация планирования модуля может также включать в себя или иметь информацию о моменте времени, временном сегменте и/или временном интервале для обработки продукта производственным модулем.
Информация планирования модуля также может, например, включать в себя или состоять из той информации, которая необходима производственному модулю для обработки продукта производственным модулем, требуется ему и/или является или может быть полезной.
При этом информация планирования модуля может храниться в производственном модуле. Кроме того, производственный модуль может быть выполнен и настроен также для приема информации планирования модуля от другого устройства обработки данных, такого как компьютер, сервер, другой производственный модуль и т.п.
Выдача информации относительно информации планирования модуля может, например, быть выполнена и настроена как выдача информации о текущих, запланированных модулем производственных этапах, доступных временных интервалах или выдача всей информации планирования модуля на соответствующую систему.
Поставленная задача также решается с помощью системы производства для изготовления промежуточного или конечного продукта, причем система производства содержит множество соединенных в соответствии с настоящим описанием производственных модулей, и причем каждый из множества производственных модулей выполнен или может быть выполнен в соответствии с настоящим описанием.
При этом система производства может представлять собой, например, полную установку или полную систему для производства промежуточного или конечного продукта или подсистему такой полной системы или такой полной установки.
Под конечным продуктом, как правило, следует понимать продукт, получаемый как результат производственной установки. Это может быть, например, продаваемый, хранимый или транспортируемый продукт или материал. Он может, например, продаваться конечному клиенту или производителю последующей обработки или может подвергаться дальнейшей обработке в пределах завода. Конечный продукт может также представлять собой или включать в себя множество штук, некоторое количество материала, количество вещества или его запас.
Система производства может содержать, например, по меньшей мере два производственных модуля согласно настоящему описанию, предпочтительно по меньшей мере от трех до десяти модулей согласно настоящему описанию.
Поставленная задача также решается с помощью системы производства для изготовления промежуточного или конечного продукта, включающей в себя множество производственных модулей, каждый из множества производственных модулей выполнен и настроен для связывания с по меньшей мере одним дополнительным производственным модулем из множества производственных модулей, и причем, соответственно, в устройстве памяти в каждом из производственных модулей сохранена информация самоописания относительно свойств соответствующего производственного модуля, и причем каждый из производственных модулей выполнен и настроен для передачи соответствующей информации самоописания или частей соответствующей информации самоописания к другому устройству.
При этом дополнительно предусмотрено, что по меньшей мере некоторые из множества производственных модулей в соответствии с настоящим описанием связаны друг с другом, и что система производства включает в себя модуль переноса понятий, причем модуль переноса понятий выполнен и настроен для соотнесения элементов производственной информации относительно изготовления промежуточного или конечного продукта и элементов информации самоописания производственных модулей.
Подобная система производства позволяет осуществить более простую структуру, более простую настройку и более простую эксплуатацию за счет того, что, например, информации самоописания предусмотрены в отдельных производственных модулях, с помощью которых установка, настройка и эксплуатация такой системы производства могут быть упрощены, частично автоматизированы или даже полностью автоматизированы. Посредством обеспечения таких информаций, например, можно согласовывать способности различных модулей с соответствующей производственной информацией, например, ʺпроизводственной инструкциейʺ для продукта. Также предпочтительным в этой связи является использование модуля переноса понятий, который может быть выполнен и настроен для выполнения подобного соотнесения.
При этом модуля переноса понятий может быть выполнен и настроен так, как описано более подробно в другом месте в настоящем описании. В частности, модуль переноса понятий в рамках соотнесения элементов производственной информации и элементов информаций самоописания может быть выполнен и настроен для доступа к одной или нескольким NoSQL-базам данных или нереляционным базам данных, в частности, включать в себя одну или несколько таких баз данных. Кроме того, может быть предусмотрено, что модуль переноса понятий выполнен и настроен для применения или для получения доступа к OWL- или RDF-базе данных. Кроме того, может быть предусмотрено, что модуль переноса понятий выполнен и настроен для применения SPARQL в качестве языка запросов в контексте соотнесения понятий производственной информации и информации самоописания.
При этом модуль переноса понятий может быть выполнен и настроен, например, как программное приложение с соответствующими аппаратными средствами для исполнения приложений, причем аппаратные средства используются или могут быть использованы и другими программными приложениями.
Модуль может быть выполнен и настроен как независимый блок в системе производства, например, как часть соответствующего компьютерного блока. Модуль переноса понятий может быть частью производственного модуля, множества производственных модулей или всех производственных модулей системы производства.
Кроме того, производственные модули, информация самоописания относительно свойств производственного модуля, передача информации самоописания, дополнительное устройство, производственные модули и система производства могут быть дополнительно выполнены и настроены в соответствии с настоящим описанием.
Указанная задача также решается устройством планирования производства для планирования изготовления промежуточного или конечного продукта системой производства в соответствии с настоящим описанием, причем устройство планирования производства выполнено и настроено для хранения производственной информации, и причем производственная информация включает в себя производственные этапы, необходимые для изготовления промежуточного или конечного продукта. При этом устройство планирования производства выполнено и настроено для приема и для сохранения по меньшей мере частей информации самоописания набора производственных модулей системы производства. Кроме того, устройство планирования производства выполнено и настроено для определения плана процесса производства для продукта, подлежащего обработке, план процесса производства включает в себя информацию о последовательности производственных модулей системы производства, которую промежуточный продукт должен или может проходить для изготовления промежуточного или конечного продукта.
С помощью такого устройства планирования производства выполнение и настройка или также эксплуатация соответствующей системы производства могут быть дополнительно упрощены, например, тем, что посредством доступа к информациям самоописания производственных модулей является возможным из производственного плана созданного для продукта с уменьшенным взаимодействием или даже без взаимодействия с пользователем можно создать план процесса производства для изготовления продукта системой производства.
В частности, согласование понятий из информации самоописания, то есть, например, способностей производственных модулей, с требованиями к изготовлению продукта из производственной информации может предпочтительным образом достигаться, например, информацией самоописания производственных модулей, сохраненной как NoSQL-база данных или как нереляционная база данных.
Посредством сохраненных таким образом информаций самоописания можно манипулировать более сложными логическими связями, как они следуют, например, из различной терминологии производственной информации и информации самоописания. Так, с помощью указанных баз данных, например, так называемые ʺонтологииʺ могут быть реализованы с помощью техники обработки данных. С помощью таких онтологий можно логически связывать между собой, например, терминологии производственной информации для изготовления продукта и информаций самоописания производственных модулей.
Устройство планирования производства может, например, быть выполнено и настроено как программное приложение с соответствующими аппаратными средствами для выполнения процесса. При этом может быть предусмотрено, что аппаратные средства для выполнения процесса могут, например, также использоваться другими программными приложениями, операционными системами или аналогичными элементами программного обеспечения. Устройство планирования производства может быть реализовано, например, электронными средствами, ассоциированными с продуктом. Оно может, например, быть реализовано во внешнем компьютере или даже в производственном модуле системы производства, в нескольких производственных модулях системы производства или во всех производственных модулях системы производства.
При этом может быть предусмотрено, что производственная информация хранится в устройстве планирования производства. Кроме того, устройство планирования производства может быть выполнено и настроено для приема производственной информации из другого блока. Такие внешние блоки могут быть выполнены и настроены, например, как ассоциированный с продуктом блок хранения или блок обработки данных, как другой производственный модуль или также, например, как внешний компьютер, такой как система планирования (например, MES-система или ERP-система).
Производственная информация с содержащимися в ней этапами производства, необходимыми для изготовления промежуточного или конечного продукта, может быть выполнена и настроена так, как описано здесь более подробно в другом месте. Производственная информация может не включать в себя все этапы производства, которые необходимы для получения промежуточного или конечного продукта. Так, например, этапы производства в рамках изготовления промежуточного или готового продукта также могут осуществляться вне данной системы производства.
Этапы производства могут представлять собой, например, как уже было описано в других местах настоящего описания, любой вид процессов обработки, обращения и/или транспортировки.
Устройство планирования производства выполнено и настроено для приема и для хранения по меньшей мере частей информации самоописания по меньшей мере набора производственных модулей системы производства. При этом части информации самоописания могут представлять собой всю сохраненную в соответствующем производственном модуле информацию самоописания. Это могут быть, в частности, части информации самоописания соответствующих производственных модулей, например, те части, которые касаются, в частности, одной, нескольких или всех производственных функций и/или служб соответствующих производственных модулей.
Набор производственных модулей может быть, например, совокупностью производственных модулей системы производства, подмножеством производственных модулей системы производства или даже только одним производственным модулем системы производства. Например, может предусматриваться, что, когда устройство планирования производства реализовано в производственном модуле, по меньшей мере части информации самоописания других производственных модулей системы производства, которые относятся к их соответствующим производственным функциям, передаются к производственному модулю и сохраняются в нем. За счет сохраненной в самом производственном модуле собственной информации самоописания, для устройства планирования производства в данном случае предоставляются тогда все информации самоописания, относящиеся к производственным функциям системы производства. Посредством этих информаций и таковых из производственной информации затем можно предпочтительным образом определять план процесса производства в соответствии с настоящим описанием.
После определения плана процесса производства, его можно сохранить, например, в устройстве планирования производства. Кроме того, план процесса производства может передаваться на один, несколько или всех производственные модули системы производства. Кроме того, план процесса производства может также передаваться, например, на ассоциированное с продуктом устройство обработки данных и, при необходимости, сохраняться там.
Определение плана процесса производства может, например, осуществляться так, что каждый этап производства, содержащийся в производственной информации, например, с помощью соответствующей структуры данных или соответствующей базы данных онтологий ассоциируется с одной или несколькими производственными функциями системы производства. Так может, например, в качестве подлежащего выполнению этапа производства задаваться изготовление некоторой внешней геометрической формы детали, включая, например, соответствующие CAD-данные, в то время как в системе производства, например, в распоряжение предоставляется фрезеровальный станок. Тогда, например, этап производства, состоящий в изготовлении этой 3D-формы, может ассоциироваться с производственной функцией фрезерования. Кроме того, затем можно проверить с помощью устройства планирования производства в ходе определения плана процесса производства, совместимы ли, например, геометрические условия, например, размер обрабатываемого продукта с соответствующими способностями и граничными условиями одного или нескольких фрезеровальных станков, имеющихся в системе производства. Также подлежащие соблюдению критерии качества или подлежащие обработке материалы могут здесь вводить дополнительные ограничения в выборе возможного производственного модуля для выполнения этапа обработки. Аналогичным образом может тогда устройство планирования производства, например, для каждого из этапов производства, определить один или несколько соответствующих производственных модулей. С помощью этих информаций устройство планирования производства может затем спроектировать соответствующую ʺдорожную карту производственного модуля", по которой соответствующий продукт, например, с помощью соответствующих транспортных модулей и т.п. проходит путь через систему производства до изготовления промежуточного или конечного продукта.
План процесса производства может, например, включать в себя совокупность производственных модулей, которые имеют необходимые для изготовления промежуточного или конечного продукта производственные функции. План процесса производства может также включать в себя последующий для конкретного местоположения продукта производственный модуль или только этот последующий производственный модуль. Кроме того, план процесса производства может включать в себя последовательность производственных модулей, через которую может последовательно проходить продукт для изготовления промежуточного или конечного продукта. Кроме того, альтернативные последовательности для изготовления промежуточного или конечного продукта могут быть предусмотрены в плане процесса производства. При этом, соответственно, с производственным модулем могут быть ассоциированы подлежащие выполнению одна или несколько производственных функций или служб, соответствующие моменты времени или интервалы времени производства, планирование сроков, соответствующие параметры производства (например, CAD-данные, указания или профили температуры, шаблоны печати, пресс-формы и т.д.) и т.п. При этом последовательность производственных модулей также может включать в себя многократно один или несколько производственных модулей, например, если продукту в процессе производства промежуточного или конечного продукта многократно требуется тот же самый производственный модуль.
План процесса производства, например, может включать в себя все производственные модули, которые могут или должны использоваться для изготовления промежуточного или конечного продукта. При этом один или несколько производственных модулей могут быть использованы повторно. Кроме того, план процесса производства может содержать последовательность и, при необходимости, одну или несколько альтернативных последовательностей производственных модулей, которые должны, могут проходиться или которые проходятся для изготовления промежуточного или готового продукта.
При этом может быть предусмотрено, что система планирования производства также имеет доступ к модулю переноса понятий, причем модуль переноса понятий выполнен и настроен для соотнесения элементов производственной информации относительно изготовления промежуточного или конечного продукта и элементов информации самоописания производственных модулей.
Такой модуль переноса понятия в системе планирования производства упрощает выполнение, настройку и/или эксплуатацию соответствующей системы производства, так как согласование выполняемых этапов производства с имеющимися производственными функциями с помощью модуля переноса понятий может быть упрощено, в частности, по меньшей мере, может быть частично автоматизировано или полностью автоматизировано.
Модуль переноса понятий может быть выполнен и настроен, например, как часть или подсегмент системы планирования производства или как отдельный блок.
При этом соотнесение элементов производственной информации относительно изготовления промежуточного или конечного продукта и элементов информации самоописания может быть, например, выполнено и настроено таким образом, что с одним, несколькими или всеми из этапов производства в производственной информации соотносятся, соответственно, одна или несколько содержащихся в производственных модулях производственных функций или служб. Соотнесение может, например, включать в себя то, что с этапом производства производственной информации соотнесена одна или несколько производственных функций, которые требуются, являются возможными или необходимыми для осуществления этого этапа производства.
При применении подобного модуля переноса понятий, устройство планирования производства может, например, анализировать первый этап производства производственной информации, определять необходимые для этого этапа одну или несколько производственных информаций и затем продолжать анализ на следующем этапе производства и т.д. Если это выполнено для всех производственных этапов производственной информации, то затем с помощью системы планирования производства, например, путем соответствующего упорядочивания необходимых функциональностей и возможных транспортных путей между производственными модулями, может быть создан план процесса производства в соответствии с настоящим описанием.
Кроме того, может быть предусмотрено, что модуль переноса понятий содержит базу данных, которая включает в себя элементы производственной информации относительно изготовления промежуточного или конечного продукта и элементы информации самоописания производственных модулей, причем с этими элементами, соответственно, могут быть сопоставлены элементы соответствующей другой категории, информации ассоциации и/или другие элементы.
Такая база данных, которая может быть выполнена и настроена, например, как NoSQL-база данных или нереляционная база данных в соответствии с настоящим описанием, например, дает возможность создания своего рода ʺсловаряʺ, который для ʺпереводаʺ понятий производственной информации соотносит с ними, например, обобщенные понятия более высокого уровня (родовые понятия) или категории. Кроме того, с этими информациями также могут быть соотнесены соответствующие понятия относительно функциональностей производственных модулей или сопоставимые понятия процесса изготовления. Точно так же, например, с понятиями информации самоописания могут соотноситься обобщенные понятия более высокого уровня, категории или классификации или отдельные термины, которые соответствуют этапам производства. Кроме того, с понятиями информации самоописания также могут быть соотнесены прямо или косвенно понятия из области производственной информации, и/или наоборот.
Таким образом, к примеру, исходя из определенного понятия этапа производства, может анализироваться, к какой категории этапа производства или к каким понятиям более высокого уровня принадлежит этот этап производства. Тогда, например, можно осуществлять поиск производственных функций, которые также соотнесены с этими или аналогичными категориями или родовыми понятиями. Это может также, при обстоятельствах, потребовать более длительной цепочки связывания понятий и соотнесений через различные промежуточные категории или понятия.
В качестве альтернативы, например, некоторые этапы производства могут быть соотнесены с одной или несколькими производственными функциями непосредственно или опосредованно. И здесь могут потребоваться более длинные или более сложные логические последовательности понятий, чтобы прийти к осмысленному соотнесению этапа производства с производственными функциями системы производства. В связи с этим, конфигурация базы данных или баз данных как NoSQL-базы данных или нереляционной базы данных, ввиду возможности выполнения относительно простого установления логических цепочек связывания, является особенно подходящей.
Информации ассоциации могут представлять собой, например, родственные понятия, понятия более высокого уровня, классификации и/или категории, которые могут быть соотнесены с соответствующими элементами. Например, база данных может быть выполнена в виде так называемой ʺонтологииʺ или представления такой ʺонтологииʺ.
Поставленная задача достигается также с помощью устройства управления производством для настройки и/или управления изготовлением промежуточного или конечного продукта системой производства в соответствии с настоящим описанием, причем устройство управления производством выполнено и настроено для хранения плана процесса производства для подлежащего обработке продукта, причем план процесса производства содержит информацию о последовательности производственных модулей системы производства, которую должен или может проходить или проходит продукт для изготовления промежуточного или конечного продукта. При этом устройство управления производством выполнено и настроено для осуществления связи с по меньшей мере одним набором производственных модулей последовательности производственных модулей. Кроме того, устройство управления производством выполнено и настроено для определения временного процесса, в котором осуществляется обработка продуктов производственными модулями или набором производственных модулей.
Посредством имеющего возможность сохранения или сохраненного плана процесса производства и коммуникационных возможностей в отдельных производственных модулях, устройство управления производством за счет определения временного процесса (графика), в котором продукты обрабатываются производственными модулями, может дополнительно упростить выполнение, настройку и/или эксплуатацию соответствующей системы производства. Так, например, соответствующее планирование процесса для временного процесса обработки продукта может осуществляться с меньшими трудозатратами пользователя, полуавтоматически или полностью автоматически.
При этом устройство управления производством может быть выполнено и настроено, например, как программное приложение с соответствующими аппаратными средствами для выполнения программного приложения. При этом упомянутые аппаратные средства могут, например, также использоваться другими программными приложениями, модулями, операционными системами и т.п. Например, устройство управления производством может быть выполнено и настроено как часть ассоциированного с продуктом устройства обработки данных в соответствии с настоящим описанием. Кроме того, устройство управления производством может представлять собой часть, например, внешнего компьютера, производственного модуля или один, несколько или даже все производственные модули системы производства или может быть включено в такие устройства.
Кроме того, может быть предусмотрено, что устройство управления производством выполнено и настроено для хранения плана процесса производства для продукта, подлежащего обработке, или что план процесса производства для продукта, подлежащего обработке, сохранен в устройстве управления производством.
Устройство управления производством также может быть выполнено и настроено для приема плана процесса производства от внешнего устройства, в частности, может иметь соответствующие средства связи, с помощью которых может осуществляться или осуществляется такой прием. Такие внешние устройства обработки данных могут, например, представлять собой ассоциированное с продуктом или также находящееся непосредственно на продукте устройство обработки данных, внешний компьютер, один или несколько производственных модулей или так называемые кибер-физические производственные модули и/или внешнюю систему планирования (например, MES-систему или IRP-систему). Кроме того, устройство управления производством также может быть выполнено и настроено для осуществления соответствующей связи с вышеупомянутыми компонентами.
План процесса производства может, например, включать в себя упорядоченную последовательность производственных модулей и, например, включать в себя другие альтернативные последовательности производственных модулей. При этом, например, также может быть предусмотрено, что в последовательности производственных модулей один производственный модуль упоминается несколько раз, например, когда этот производственный модуль используется для различных этапов производства.
При этом последовательность производственных модулей не обязательно должна быть непрерывной последовательностью. Это означает, например, что последовательность производственных модулей хотя и может задавать ряд производственных модулей, но, конечно, между отдельными этапами производственных модулей позже могут быть предусмотрены дополнительные этапы. Так, например, в плане процесса производства, хотя может задаваться последовательность производственных модулей, но в общем случае без обеспечения соответствующих этапов транспортировки или соответствующей логистики. Кроме того, план процесса производства также может быть выполнен таким образом, что последовательность производственных модулей включает в себя последовательную цепочку смежных производственных модулей.
Возможность осуществления связи устройства управления производством с производственными модулями может быть выполнена и настроена, например, таким образом, что посредством этой связи, например, становятся доступными информации самоописания производственных модулей или их части и/или информации планирования о запланированных для производственных модулей рабочих процессах устройства управления производством.
Таким образом, устройство управления производством может, например, определять, в каком текущем состоянии (например, полностью активном, ограниченной активности, остановки, состоянии технического обслуживания и т.п.) находится производственный модуль в настоящее время или будет находиться в будущем (например, через соответствующее планирование). Таким образом, устройство управления производством определяет, например, когда производственный модуль будет уже занят в будущем, и какие интервалы времени были бы доступными для продукта, подлежащего обработке.
При определении временного процесса, с которым происходит обработка продукта, устройство управления производством может затем, например, ʺсогласоватьʺ с отдельными производственными модулями соответствующие временные окна, в пределах которых соответствующие производственные модули предоставляются или предоставлялись бы или могли бы предоставляться в распоряжение для выполнения определенных производственных функций на соответствующем продукте, подлежащем обработке.
При применении плана процесса производства, соответствующих состояний и доступности производственных модулей, а также вышеупомянутого согласования возможностей выполнения производственных функций производственными модулями, можно затем, например, в рамках определения временного процесса, в котором осуществляется обработка продуктов производственными модулями, создать соответствующий временной график. Он включает тогда, например, информации о том, когда отдельные этапы производства, получаемые из плана процесса производства, могут осуществляться или осуществляются посредством какого производственного модуля. Таким образом, может осуществляться соответствующее временное планирование процесса, при необходимости, вместе с альтернативными планированиями.
Определенный временной процесс может затем передаваться, например, на отдельные производственные модули, причем, кроме того, может быть дополнительно предусмотрено, что соответствующие производственные модули актуализируют свои соответствующие внутренние информации планирования в соответствии с переданным для нового продукта временным план-графиком. Кроме того, также может быть предусмотрено, что устройство управления производством передает на соответствующие производственные модули только относящуюся к соответствующему производственному модулю информации временного планирования процесса. И здесь может быть предусмотрено, что производственные модули актуализируют свое внутреннее временное планирование в соответствии с вновь переданной информацией.
При определении временного процесса, например, в отношении согласования выполнения определенных производственных функций на определенном продукте, может быть предусмотрено, что, в контексте определения временного процесса обработки посредством производственных модулей, соответствующее предложение времени обработки посылается от устройства управления производством на соответствующий производственный модуль, и с помощью сообщения подтверждения производственным модулем устройству управления производством осуществляется соответствующая фиксация или ʺсогласиеʺ производственного модуля с представленным предложением. Такой механизм предложения-подтверждения упрощает определение временного процесса обработки продуктов посредством производственных модулей, так как посредством соответствующей фиксации временного процесса планирование может выполняться или выполняется более безопасным и надежным образом.
Поставленная задача также решается с помощью производственного модуля, который включает в себя устройство планирования производства в соответствии с настоящим описанием и/или устройство управления производством в соответствии с настоящим описанием.
Кроме того, может быть предусмотрено, что система производства в соответствии с настоящим описанием содержит по меньшей мере одно устройство планирования производства в соответствии с настоящим описанием и/или по меньшей мере одно устройство управления производством в соответствии с настоящим описанием.
Таким образом, выполнение соответствующей системы производства с такими производственными модулями можно дополнительно упростить за счет того, что могут быть предусмотрены средства, которые могут предусматривать соответствующее планирование производства, что касается последовательности этапов производства, выполняемых отдельными производственными модулями, а также соответствующее временное планирование уже в системе производства или производственном модуле, и могут быть частично автоматизированными или полностью автоматизированными.
Такой производственный модуль или система производства может, например, после установления соответствующей связи различных производственных модулей друг с другом и соответствующей передачи производственной информации относительно конкретного продукта, обеспечивать возможность относительно самостоятельного определения обработки продукта - от планирования обработки продукта посредством связанных производственных модулей до практического осуществления производства.
Поставленная задача также решается с помощью способа планирования изготовления промежуточного или конечного продукта системой производства в соответствии с настоящим описанием, причем
- обеспечена производственная информация, которая включает в себя этапы производства, необходимые для изготовления промежуточного или конечного продукта,
- предусмотрено устройство планирования производства для планирования изготовления промежуточного или конечного продукта, и
- устройство планирования производства имеет доступ к информации самоописания производственных модулей системы производства.
При этом указанный способ включает в себя следующие этапы:
- передача производственной информации относительно изготовления промежуточного или конечного продукта к устройству планирования производства,
- передача по меньшей мере частей информации самоописания от по меньшей мере одного набора производственных модулей системы производства в устройство планирования производства,
- определение и сохранение плана процесса производства для продукта, подлежащего обработке, причем план процесса производства включает в себя информацию о последовательности производственных модулей системы производства, которую должен или может проходить или проходит продукт для изготовления промежуточного или конечного продукта.
За счет возможности того, что при определении плана процесса производства предоставляются в распоряжение переданные производственные информации, а также отдельные информации самоописания по меньшей мере отдельных производственных модулей, как уже было изложено выше, можно упростить соответствующее планирование производства с такой системой производства, частично автоматизировать или полностью автоматизировать. Таким образом, выполнение, настройка и/или управление соответствующей системой производства упрощаются.
При этом предусматривается, что изготовление промежуточного или конечного продукта осуществляется системой производства в соответствии с настоящим описанием. Способ планирования изготовления может также выполняться, например, в рамках системы производства, например, предусмотренного в ней вычислительного модуля или одного или нескольких имеющихся производственных модулей. Кроме того, способ также может выполняться во внешнем вычислительном устройстве.
Производственная информация может, например, содержаться или храниться во внешнем вычислительном блоке (например, MES-системе или ERP-системе), в ассоциированном с продуктом блоке обработки данных и/или в одном или нескольких производственных модулях. Передача производственной информации к устройству планирования производства может также осуществляться, например, в некотором устройстве, если как производственная информация, так и устройство планирования производства имеются или предусмотрены в том же самом устройстве.
Производственная информация может создаваться и настраиваться так, как подробно пояснено, например, в другом месте в данном описании. Она может, в частности, включать в себя все этапы производства, необходимые для изготовления промежуточного или конечного продукта, или может включать в себя только набор этих этапов производства. В последнем случае может быть предусмотрено, например, что некоторые из всех необходимых этапов производства для изготовления промежуточного или конечного продукта могут также выполняться вне системы производства или иным образом.
Этапы производства могут выполняться и настраиваться так, как подробно пояснено также в других местах в данном описании. Они могут представлять собой, в частности, любой тип обработки, обращения, преобразования, видоизменения и т.п. продукта, материала, вещества, узла и т.п. Примеры этапов производства могут представлять собой, например, фрезерование, сверление, покраску, штамповку, нагрев, охлаждение, транспортировку, плавление, печать, лакировку и т.д.
Устройство планирования производства может быть выполнено и настроено, например, в соответствии с настоящим описанием. Оно может быть выполнено и настроено, в частности, как программное приложение со связанными с ним аппаратными средствами для выполнения приложения. При этом упомянутые аппаратные средства также могут использоваться другими программными приложениями. Устройство планирования производства может быть реализовано, например, в компьютере, контроллере, производственном модуле и т.п.
Устройство планирования производства может, например, с помощью соответствующих средств связи получать доступ к информации самоописания, сохраненной в производственном модуле, и запрашивать ее, например, полностью или частями от производственного модуля, а затем получать переданную информацию. Кроме того, информация самоописания отдельных производственных модулей может также храниться в отдельном устройстве, например, соответствующей системе планирования производства или других компьютерах или модулях и передаваться оттуда через соответствующие средства связи к устройству планирования производства.
Переданная в устройство планирования производства информация самоописания может включать в себя, в частности, те части информации самоописания, которые относятся к одной или нескольким производственным функциям соответствующего производственного модуля. Они могут включать в себя, например, соответствующие информации идентификации для определенных производственных функций, информации о рабочих зонах и критерии качества производственного модуля и т.п.
Наборы производственных модулей системы производства, которые передают по меньшей мере часть своей информации самоописания на устройство планирования производства, могут представлять собой все производственные модули системы производства, некоторые производственные модули системы или даже только один производственный модуль системы производства. В частности, набор производственных модулей может включать в себя те производственные модули или состоять из тех производственных модулей, которые обеспечены соответствующими средствами связи, а также соответствующей информацией самоописания или имеют доступ к ней.
Сохранение плана процесса производства может осуществляться, например, в устройстве планирования производства, в одном или нескольких производственных модулях или даже в отдельном компьютере. Как правило, предусматривается хранение в устройстве планирования производства, но это не является обязательным. В качестве альтернативы, при определении плана процесса производства, он может передаваться фактически непосредственно в рамках определения сразу на другой блок и только там будет сохраняться.
План процесса производства может быть создан и настроен, например, так, как уже описано в другом месте в настоящем описании. Он может, например, включать в себя последовательность модулей, соответственно выполняемые производственные функции или службы, временное планирование, производственные параметры (например, CAD-данные, профили температуры, шаблоны печати и т.д.).
Кроме того, информация о последовательности производственных модулей может быть создана и настроена так, как уже описано в другом месте в настоящем описании. В частности, последовательность производственных модулей может представлять собой непрерывную последовательность производственных модулей. Кроме того, однако, также может быть предусмотрена последовательность производственных модулей в рамках плана процесса производства, причем в пределах плана процесса производства еще не содержится или по меньшей мере не содержится полной информации о логистике между отдельными производственными модулями. Кроме того, в последовательности производственных модулей также один производственный модуль может содержаться многократно.
После определения плана процесса производства или независимо от этого, может быть предусмотрено, что определяется временной график, по которому осуществляется обработка продуктов производственными модулями или набором производственных модулей.
При этом определение временного графика, по которому осуществляется обработка продуктов производственными модулями, может выполняться и настраиваться, как описано выше, например, в рамках пояснения функциональности устройства управления производством. В частности, определение временного графика, по которому осуществляется обработка продуктов производственными модулями, может включать в себя ʺсогласованиеʺ имеющихся в наличии производственных мощностей, функциональных возможностей и/или временных окон с отдельными производственными модулями.
Кроме того, определение может включать в себя, например, так называемое ʺраспределение ресурсовʺ, с помощью которого в рамках определения временного графика этапов обработки производственными модулями конкретные производственные ресурсы и/или времена ʺсогласуютсяʺ c различными производственными модулями. Это может, например, включать в себя передачу соответствующего информационного сообщения о соответствующем требовании ресурсов и подтверждение или ʺквитированиеʺ соответствующим сообщением подтверждения от соответствующего производственного модуля. Соответствующие ресурсы - например, резервирование определенного временного интервала для обработки или обращения с определенным продуктом - могут затем, например, в соответствующем производственном модуле, сохраняться в соответствующей таблице или базе данных планирования и тем самым резервироваться, фиксироваться и/или блокироваться.
Определенный временной график может сохраняться, например, в производственном модуле, внешнем блоке или системе планирования производства. Кроме того, соответствующая информация, относящаяся к конкретному модулю, может передаваться в соответствующий модуль и сохраняться там. Такое хранение внутри модулей может альтернативно или дополнительно выполняться также в рамках ʺраспределения ресурсовʺ и/или квитирования соответствующих требований ресурсов, как изложено выше в качестве примера.
План процесса производства может включать в себя дополнительную информацию о выполняемых в соответствующих производственных модулях производственных функциях. Это может включать в себя, например, идентификаторы или информацию, касающуюся отдельных функциональностей, и/или соответствующие параметры, связанные с производственной функцией (например, геометрические параметры, функциональные параметры, параметры качества и т.д.).
Кроме того, может быть предусмотрено, что система планирования производства в ходе или перед определением плана процесса производства осуществляет доступ к модулю переноса понятий в соответствии с настоящим описанием или в ходе определения получает доступ к такому модулю переноса понятий.
При этом может быть предусмотрено, например, что из производственной информации, например, понятие относительно определенного этапа производства передается на соответствующий модуль переноса понятий, и от него, например, одно или несколько ассоциированных понятий в контексте производственных функций передаются обратно от доступных производственных модулей или наоборот.
Другие предпочтительные варианты содержатся в зависимых пунктах формулы изобретения.
В дальнейшем настоящее изобретение поясняется более подробно на примере со ссылкой на прилагаемые чертежи, на которых показано следующее:
Фиг. 1 - пример структуры примерной системы производства, выполненной из производственных модулей;
Фиг. 2 - подробный пример структуры данных производственного модуля;
Фиг. 3 - схематичное представление еще одной примерной системы производства;
Фиг. 4. - пример процесса ассоциирования понятий в рамках планирования производства;
Фиг. 5 - пример процесса временного планирования производства.
Фиг. 1 показывает схематичную структуру системы 100 производства с первым производственным модулем 110, вторым производственным модулем 210 и третьим производственным модулем 310, схематично представленных на фиг. 1 в виде квадратов.
Для каждого из модулей 110, 210, 310 структура модулей показана схематично. Модули содержат, соответственно, область 120, 220, 320 памяти, причем в области 120, 220, 320 памяти соответствующих модулей 110, 210, 310, соответственно, сохранена информация 150, 250, 350 портов относительно имеющихся в соответствующем модуле, так называемых ʺкибер-физических портовʺ. Представленные на фиг. 1 информации 150, 250, 350 портов являются примерами информаций портов согласно настоящему описанию.
Кроме того, область 120, 220, 320 памяти соответствующих производственных модулей, включает в себя, соответственно, информацию 130, 230, 330 конфигурации относительно функциональной, а также электронной, механической и коммуникационной конфигураций, а также свойств соответствующего модуля. Кроме того, область 120, 220, 320 памяти соответствующих модулей содержит описание 140, 240, 340 функциональности соответствующего модуля, описание доступных команд 160, 260, 360, а также одну или более информаций 170, 270, 370 состояния относительно соответствующего модуля 110, 210, 310. Информации 130, 230, 330 конфигурации, описания 140, 240, 340 функциональностей, описания 160, 260, 360 доступных команд и информации 170, 270, 370 состояния являются примерами информации самоописания в соответствии с настоящим описанием. Вышеупомянутые информации самоописания или портов дополнительно будут пояснены со ссылкой на фиг. 2 в качестве примера.
Кроме того, каждый из производственных модулей 110, 210, 310 содержит устройство 180, 280, 380 автоматизации и/или управления для автоматизации или управления или манипулирования различными функциональностями и службами, которые обеспечивает соответствующий производственный модуль 110, 210, 310. Кроме того, в каждом из производственных модулей 110, 210, 310 имеется один или несколько электронных узлов или модулей 182, 282, 382, которые требуются или применяются для работы, например, исполнительных механизмов и других электронных, оптических и иных устройств модуля 110, 210, 310. Кроме того, каждый из модулей 110, 210, 310 включает в себя механические элементы 184, 284, 384.
Стрелки 190, 192, 194, 196, показанные на фиг. 1, представляет примерный процесс связи при изменениях в первом производственном модуле 110. Для этого, например, второй производственный модуль 210 регистрируется посредством соответствующего сообщения 190 в первом производственном модуле 110 в качестве ʺабонентаʺ то есть, как модуль, соединенный с первым производственным модулем 110. Эта регистрация может иметь место, например, при связи или сразу после связи обоих модулей или позже. Аналогичным образом, третий производственный модуль 310 регистрируется посредством соответствующего ʺабонентскогоʺ сообщения 192 в первом производственном модуле 110. При изменениях в первом производственном модуле, например, изменении состояния из нормального состояния к состоянию останова, которое затем сохраняется в информациях 170 состояния первого производственного модуля 110, первый производственный модуль 110 посылает затем соответствующее сообщение 194 изменения на второй производственный модуль 210, а также соответствующее сообщение 196 на третий производственный модуль. Таким образом, второй и третий производственный модуль 210, 310 информируются об изменении состояния в первом производственном модуле 110 и могут учитывать это, например, при координации технологической цепочки или совместной обработке или обращении с продуктом.
Посредством подобной схемы связи может, в принципе, обеспечиваться то, что при изменениях в одном из производственных модулей 110, 210, 310, соответственно, непосредственно или опосредованно связанные производственные модули информируются об этом в рамках взаимодействия в системе 100 производства. Соответствующий процесс ʺподпискиʺ может затем соответствующим образом выполняться от первого и третьего производственного модуля 110, 310 к второму производственному модулю 210 или от первого и второго производственного модуля 110, 210 к третьему производственному модулю, так что с помощью такого механизма все три из показанных на фиг. 1 модулей 110, 210, 310 соответственно информируют друг друга об изменениях.
Производственные модули 110, 210, 310 могут, например, определяться как так называемые ʺкибер-физические модулиʺ (CPM) или так называемые ʺкибер-физические производственные модулиʺ (CPPM) или выполняются и конфигурируются в качестве таких модулей. Система 100 производства может в этой связи также определяться, например, как так называемая ʺкибер-физическая системаʺ (CPS) или выполняться и настраиваться таким образом.
Фиг. 2 показывает пример схематичной структуры представленного на фиг. 1 блока 120 памяти первого производственного модуля 110. Эта память 120 информации самоописания или портов включает в себя информацию 130 конфигурации, в которой например, сохранен тип 131 модуля, геометрическое положение или расположение 132 модуля или функциональных элементов модуля, а также рабочая зона 133 модуля 110. В этом случае, ʺтипʺ 131 может состоять, например, из соответствующего идентификатора или одного или нескольких обозначений функций или включать в себя такую информацию. В информации о рабочей зоне 133 может, например, описываться пространственная зона, в которой продукты могут находиться в соответствующем производственном модуле 110 или в пределах которой эти продукты могут перемещаться. Так, например, рабочая зона транспортерной или конвейерной ленты может представлять собой объемную область, продолжающуюся вдоль транспортерной или конвейерной ленты, в которой продукт может перемещаться с помощью транспортерной или конвейерной ленты. В обрабатывающем станке рабочая зона может представлять собой, например, объемную область, в которой обрабатывающий элемент станка может воздействовать на находящийся в нем продукт. Соответствующие рабочие зоны могут определяться для других функциональностей в рамках вышеописанных производственных функций.
Кроме того, область 120 памяти первого производственного модуля 110 включает в себя информацию функциональности и служб, причем эта информация включает в себя дополнительные информации о возможностях транспортировки 141 модулем, возможностях обработки 142 модуля или возможностях хранения 146 для размещения или хранения продуктов или материалов. Информации обработки 142 могут включать в себя, например, дополнительные информации относительно условий применения соответствующих функций обработки 143, соответствующие параметры 144, которые более подробно характеризуют функции обработки, и/или постусловия 145, которые характерны или необходимы для дальнейшей обработки продукта после данной обработки.
В более общем смысле, производственный модуль в соответствии с настоящим описанием может включать в себя, соответственно, также несколько из упомянутых функциональных возможностей производства, причем тогда, например, в соответствующем устройстве памяти может сохраняться или сохранена информация для каждой из функциональностей. Так, например, производственный модуль может иметь несколько функциональностей транспортировки, например, одну или несколько транспортерных или конвейерных лент или роботизированных манипуляторов или их комбинацию, может иметь различные функции обработки, а также различные возможности хранения.
В устройстве 120 памяти производственного модуля 110 сохраняется также информация портов 150 о так называемом ʺкибер-физическом портеʺ к другому производственному модулю. Этот ʺкибер-физический портʺ может включать в себя как информации о функциональном взаимодействии связанных производственных модулей, так и информации о функциональностях, имеющихся в связанных таким образом модулях.
Так, информация портов 150 включает в себя, например, информации о первом ʺкибер-физическом портеʺ 151 к соседнему, связанному производственному модулю, например, второму производственному модулю 210 согласно фиг. 1. При этом в соответствующей информации порта 151 содержится, например, информация о размере 152 зоны взаимодействия или передачи ко второму производственному модулю, местоположении или позиции зоны передачи 153 и идентификатор 154 связанного модуля 210. Кроме того, например, информация о функциональности второго производственного модуля, а также информация о функциональностях других производственных модулей, соединенных со вторым производственным модулем 210, может быть сохранена в соответствующей информации 151 портов. Если бы от первого производственного модуля 110 существовало непосредственное соединение к другому производственному модулю, например, третьему производственному модулю 310 согласно фиг. 1, то также для этого соответствующего ʺкибер-физическом портаʺ к третьему производственному модулю 310 была бы сохранена соответствующая информация порта в общей информации портов 150.
Кроме того, область 120 памяти первого производственного модуля 110 содержит информацию 160 о командах, применимых в производственном модуле для его управления. Таким образом, в этой памяти 160 команд сохранена, например, информация о команде выполнения 161 или команде целевой скорости 162, с которыми эти команды определяются с соответствующими применимыми параметрами и могут считываться пользователем системы для настройки управления для производственного модуля 110.
В области 170 информации события/состояния в устройстве памяти 120 первого производственного модуля 110 сохранены, например, информации о текущем состоянии производственного модуля 171, а также, например, о текущей скорости двигателя модуля 172.
Совокупность информаций, сохраненных в первом производственном модуле 110 согласно фиг. 2, делает возможным, даже при относительно малом воздействии пользователя или без воздействия пользователя, организовывать взаимодействие нескольких таких производственных модулей и воздействовать на общий производственный процесс таких связанных производственных модулей. Посредством упомянутых информаций на связанном с таким производственным модулем другом модуле можно распознавать информации о функциональностях посредством геометрии, а также, посредством состояния и возможностей настройки и управления, возможности связывания с модулем и учитывать это, например, при полуавтоматическом или также автоматизированном процессе планирования.
Фиг. 3 представляет собой систему 400 производства в функциональном представлении. Система 400 производства включает в себя 3D-принтер 431, два робота 412, 432 и CNC-станок 413 (CNC: числовое программное управление). Кроме того, система производства включает в себя блок 421 подачи и транспортировки для выходного продукта, транспортерную или конвейерную ленту 422 для обрабатываемого продукта, а также блок транспортировки и хранения 423 для изготовленного системой 400 производства промежуточного или конечного продукта.
Представление отдельных производственных модулей на фиг. 3 выполняется символически, причем к каждому из производственных модулей четыре ʺкибер-физических портаʺ а, b, c, d показаны в виде прикрепленных маленьких квадратов, которые символизируют потенциальный или уже существующий ʺкибер-физический портʺ.
Так, например, имеет конвейерная лента 422 имеет четыре существующих ʺкибер-физических портаʺ 422/а, 422/b, 422/с, 422/d. При этом ʺкибер-физический портʺ 422/a для модуля подачи-транспортировки 421 символизирует ʺкибер-физический портʺ к этому модулю. Информации, хранящиеся в связи с этим ʺкибер-физическим портомʺ 422/a, включают в себя также все функциональности, которые доступны через этот ʺкибер-физический портʺ. Эти достижимые функциональности записаны на фиг. 3 в виде текста рядом с соответствующим квадратным символом ʺкибер-физического портаʺ. Таким образом, ʺкибер-физический портʺ 422/a включает в себя, помимо прочего, информацию, что через этот порт, то есть, это соединение к модулю подачи/транспортировки, достижимы функциональности: ʺтранспортировкаʺ и ʺподачаʺ, которые могут выполняться соответствующим модулем 421. Через порт 422/b транспортировочного модуля 422 к роботу 412 доступны, например, функциональности ʺтранспортировкаʺ и ʺфрезерованиеʺ, которые сохранены в соответствующей информации порта 422/b. При этом функциональность ʺтранспортировкаʺ выполняется роботом 412, в то время как функциональность ʺфрезерованиеʺ осуществляется посредством соединенного с роботом 412 CNC-фрезерного станка 413.
Через порт 421/с модуля подачи-транспортировки 421, таким образом, достижимы, например, все функциональности (за исключением своих собственных) системы 400 производства, как показано на фиг. 3, таким образом, по самым различным путям функциональности ʺтранспортировкаʺ, ʺместо храненияʺ, ʺфрезерованиеʺ и ʺпечатьʺ.
Таким образом, для продукта, находящегося в определенном модуле, и при известных следующих требуемых рабочих этапах, соответственно, посредством анализа информаций портов соответствующего модуля, при необходимости, может быть определен производственный процесс для дальнейшего производства продукта.
Организация отдельных, сохраненных в портах информаций о функциях через соединенные модули может, например, быть реализована посредством соответствующего этапа распределения информации. Посредством поясненного со ссылкой на фиг. 1 механизма передачи изменения соответствующие информации могут поддерживаться в актуальном состоянии.
На фиг. 4 показана функциональность так называемого ʺмеханизма рассужденийʺ для согласования требований из производственного плана для продукта и свойств отдельных производственных модулей, например, так называемых ʺкибер-физических производственных модулейʺ (CPPM). Такой ʺмеханизм рассужденийʺ является примером модуля переноса понятий в соответствии с настоящим описанием.
В примере, показанном на фиг. 4, в кибер-физическом производственном модуле (CPPM) имеется производственный заказ или производственный план для изготовления продукта. В рамках этого производства требуется транспортерная или конвейерная лента с ʺвысокой скоростьюʺ для транспортировки определенного продукта X. CPPM посылает сообщение 550 с соответствующим запросом к механизму рассуждений 500.
Для анализа понятия ʺвысокая скоростьʺ механизм рассуждений 500 обращается к базе данных онтологий 570, которая сохранена как база данных в NoSQL-формате. В онтологии 572 понятию ʺтранспортная скоростьʺ сопоставлены понятие ʺвысокая скоростьʺ 573, а также понятие ʺсредняя скоростьʺ 574. Кроме того, в рамках онтологии 570 понятию ʺвысокая скоростьʺ 573 сопоставлена скорость ʺ0,3 м/сʺ 575 и скорость ʺ0,4 м/сʺ 576. Понятию ʺсредняя скоростьʺ 574 сопоставлена скорость между ʺ0,2-0,3 м/сʺ 577. По логической цепочке оценка базы данных онтологий 570 ведет от понятия ʺтранспортная скоростьʺ 572 к ʺвысокой скоростиʺ 573, а оттуда к скорости 0,3 м/с 575 или 0,4 м/с 576.
Лежащая в основе данного чертежа система производства содержит первую конвейерную ленту А 610 и вторую конвейерную ленту B 710, причем первая конвейерная лента 610 содержит базу данных свойств 620, и конвейерная лента B 710 также содержит базу данных свойств 720. Эти базы данных свойств 620, 720 представляют собой примеры информации самоописания в соответствии с настоящим описанием.
На первом этапе анализа ʺмеханизм рассужденийʺ 500 анализирует конвейерную ленту 610 и устанавливает, что задаваемая конвейерной лентой 610 максимальная скорость соответствует ʺвысокой скоростиʺ, и выдает в качестве результата наименование ʺ конвейерная лента Aʺ.
В последующем анализе, конвейерная лента В 710 анализируется таким же образом, причем на основе информаций из базы данных онтологий 570 следует, что максимальная скорость конвейерной ленты B 710 не является ʺвысокой скоростьюʺ, и поэтому анализ проходит без результата. В качестве общей информации анализа, механизм рассуждений 500 посылает ответное сообщение 560 с ответом ʺконвейерная лента Аʺ к запрашивающему CPPM. Соответствующее устройство планирования в CPPM может затем использовать эту информацию для планирования соответствующего этапа посредством конвейерной ленты A.
Фиг. 5 показывает пример алгоритма 450 координации для временного планирования производственного процесса в системе 400 производства, уже поясненной в связи с фиг. 3. При этом производственные модули 421, 412, 413, 422, 423, 432, 431 системы 400 производства и их связи соответствуют пояснению в контексте фиг. 3.
Для системы 400 производства имеется производственный план 460 для продукта А, из которого получается последовательность обработки сначала посредством только CPPM1 (подача-транспортировка - или - конвейерная лента) 421, затем посредством CPPM4 (транспортировка - или конвейерная лента) 422, далее посредством CPPM6 (робот) 432. Алгоритм координации 450, который является примером устройства управления производством или, возможно, также устройства планирования производства в соответствии с настоящим описанием, запрашивает сначала у CPPM1 421 свободные временные интервалы для обработки продукта А и получает от него ответ, что обработка продукта А была бы возможна к моменту времени t. Алгоритм координации 450 распознает, что это возможно в рамках производственного процесса, и резервирует на втором этапе связи в CPPM1 421 посредством соответствующего сообщения резервирования момент времени t для обработки продукта А. Это показано на фиг. 5 в виде стрелок от алгоритма координации 450 к CPPM1.
В CPPM1 421 это сохраняется в собственном файле временного планирования 441, так что при следующем запросе момент времени или временной интервал вокруг t больше не доступен в качестве свободного момента времени или временного интервала обработки, и CPPM1 при соответствующем запросе выдает соответствующую информацию. Для наглядности представления файла временного планирования 441 в CPPM1 421, а также соответствующих файлов временного планирования 444, 446 двух других соответствующих модулей CPPM4 422 и CPPM6 446, эти модули показаны на фиг. 5 в нижнем левом углу в увеличенном виде.
Затем алгоритм координации 450 запрашивает у CPPM4 422 доступные временные интервалы для обработки продукта A. При этом CPPM4 указывает, например, различные возможные моменты времени, в том числе момент времени t+3, который указывается алгоритмом координации 450 в соответствии с производственным планом 460 как наиболее подходящий.
С помощью соответствующего сообщения (снова символизируется на фиг. 5 соответствующими стрелками) затем CPPM4 422 соответственно завершается, и затем обработка продукта А в момент времени t+3 фиксируется в базе данных временного планирования 444 в CPPM4 422.
В соответствии с этим подходом, затем момент времени t+8 для обработки продукта А фиксируется посредством CPPM6 432 и сохраняется в соответствующей базе данных временного планирования 446 в CPPM6 432.
На следующем этапе соответствующие моменты времени обработки также вводятся в производственный план 460 для продукта А, как это уже показано на фиг. 5 в связи с производственным планом 460 для продукта A. Таким образом, производственный план 460 получает дальнейшее развитие до производственного план-графика 460.
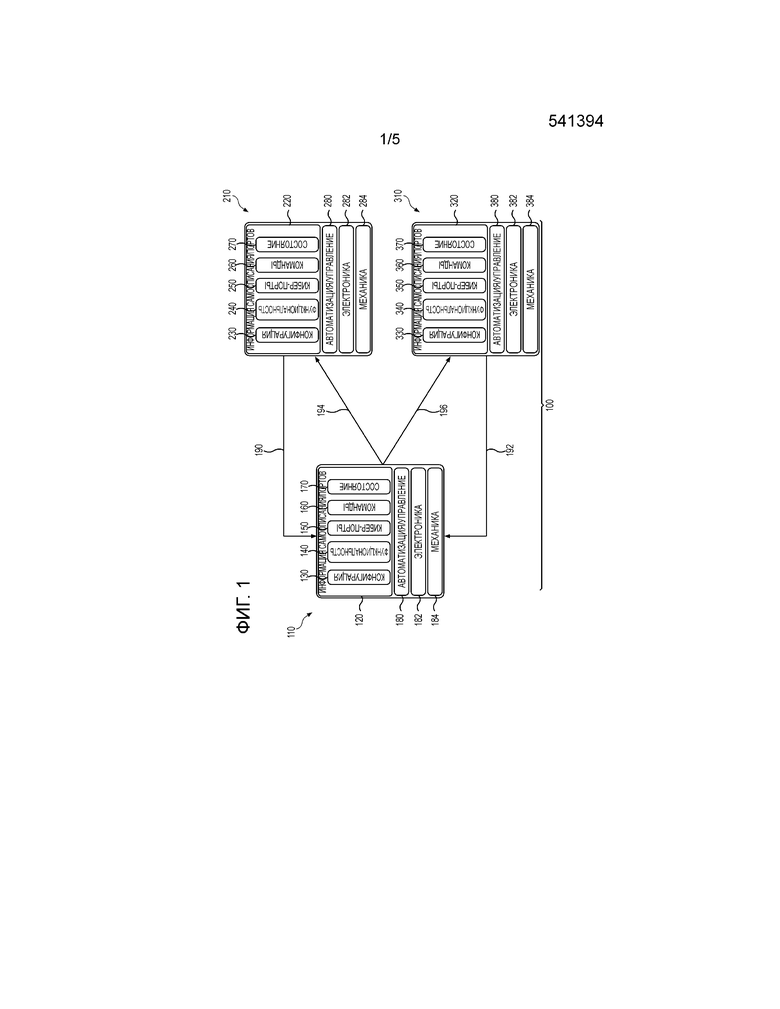
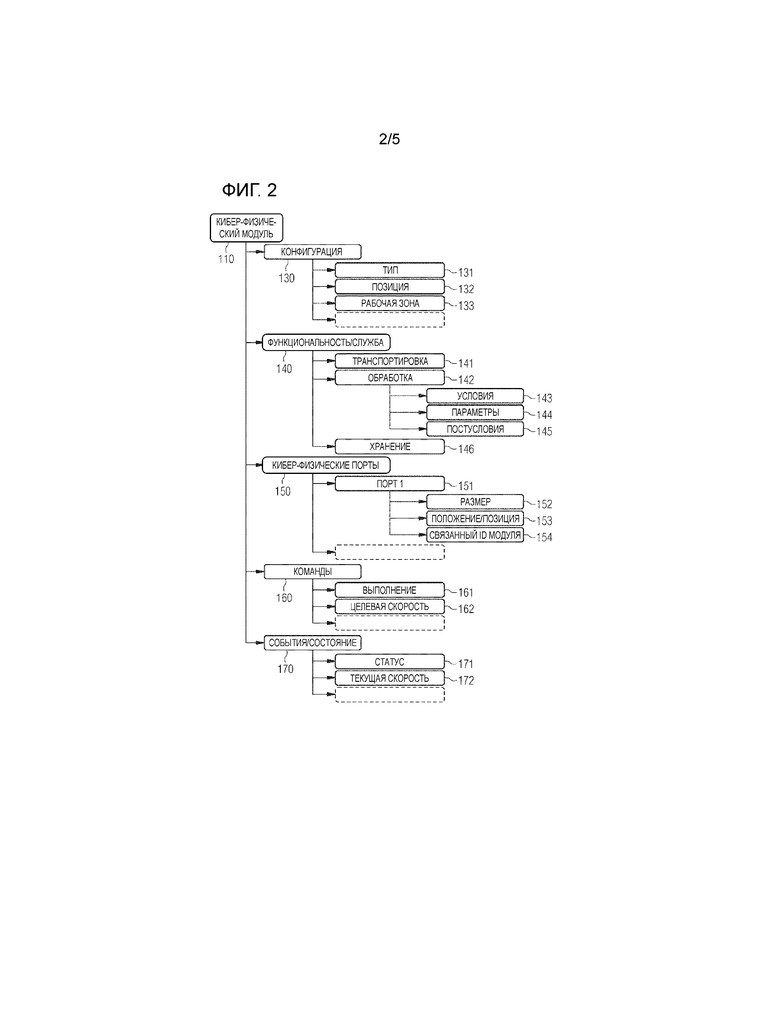
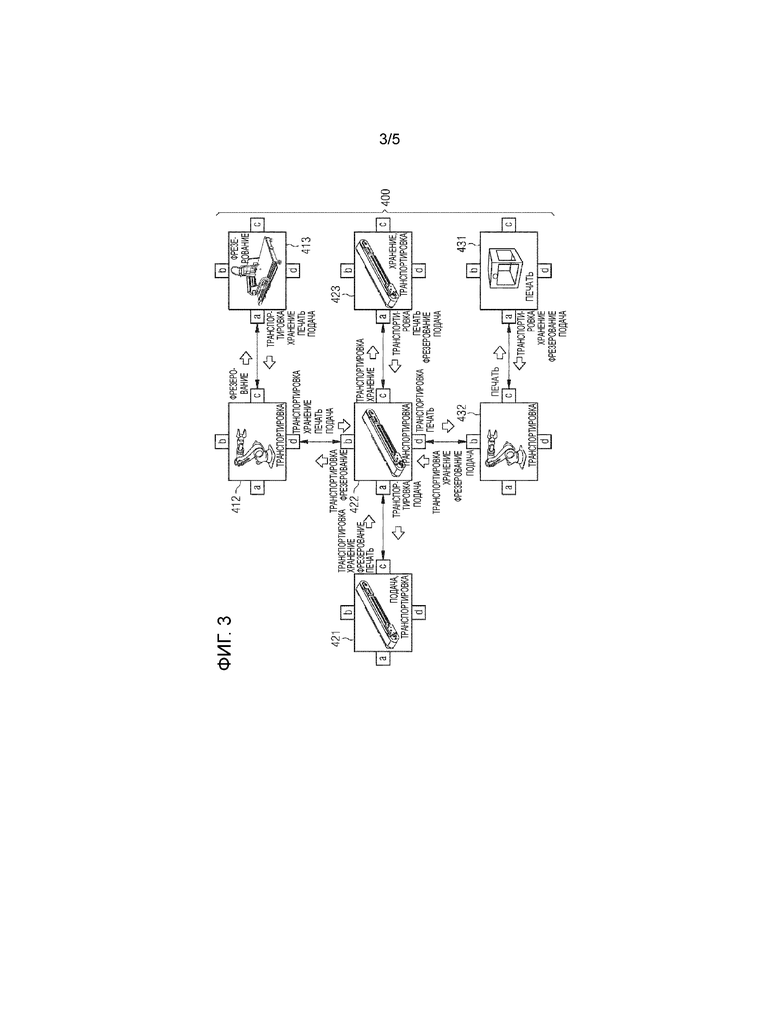
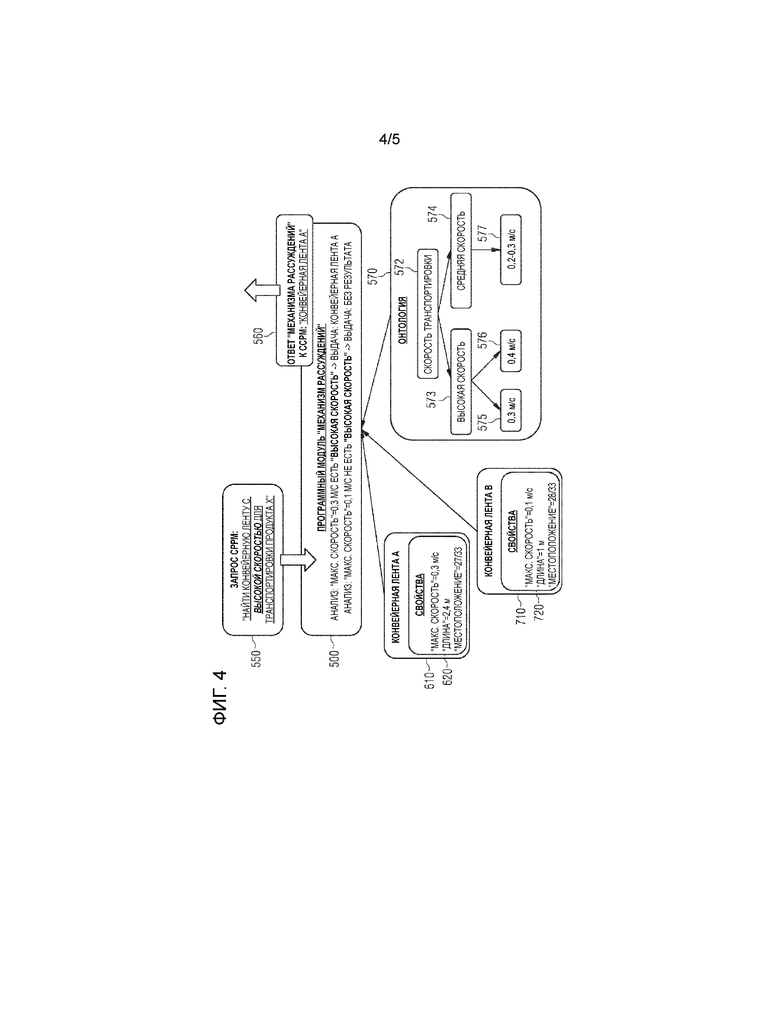
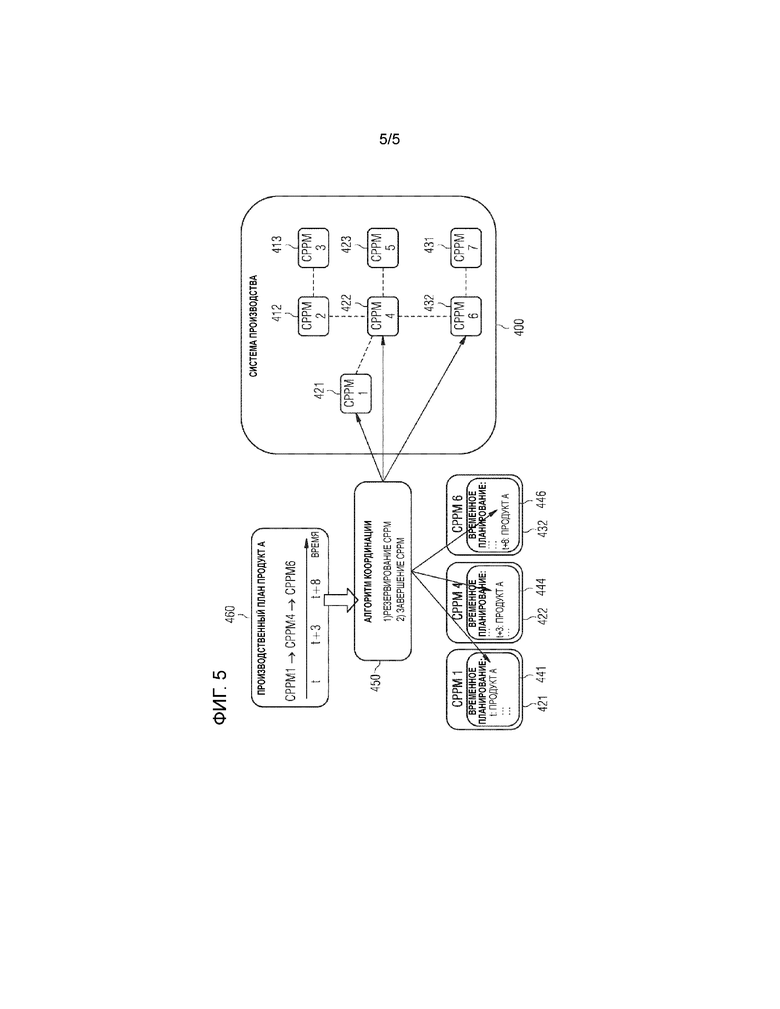
Изобретение относится к процессам производства. Производственный модуль для выполнения производственной функции над продуктом выполнен и настроен для связывания со вторым производственным модулем, который выполнен и настроен для выполнения второй производственной функции над продуктом. В устройстве хранения данных производственного модуля сохранена информация самоописания относительно свойств производственного модуля. Производственный модуль выполнен и настроен для передачи информации самоописания или части информации самоописания на другое устройство. Информация самоописания сохранена или может сохраняться в виде NoSQL-базы данных или нереляционной базы данных, в виде OWL- или RDF-базы данных и/или базы данных, применяющей SPARQL в качестве языка запросов. Упрощается настройка и эксплуатация модульной системы производства. 6 н. и 13 з.п. ф-лы, 5 ил.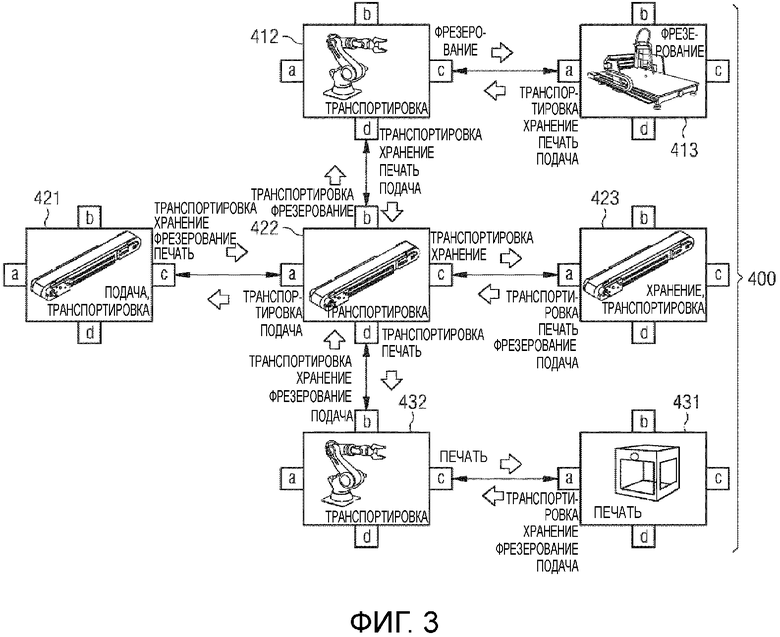
1. Производственный модуль (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) для выполнения производственной функции над продуктом, причем
производственный модуль выполнен и настроен для связывания со вторым производственным модулем (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710), который выполнен и настроен для выполнения второй производственной функции над продуктом,
отличающийся тем, что
в устройстве хранения данных (120, 220, 320) производственного модуля сохранена информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) относительно свойств производственного модуля,
производственный модуль выполнен и настроен для передачи информации самоописания или части информации самоописания на другое устройство, и
информация самоописания сохранена или может сохраняться в виде NoSQL-базы данных или нереляционной базы данных,
в частности информация самоописания сохранена или может сохраняться в виде OWL- или RDF-базы данных и/или базы данных, применяющей SPARQL в качестве языка запросов.
2. Производственный модуль по п. 1, отличающийся тем,
что информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) включает в себя:
- информацию службы (140, 141, 142, 143, 144, 145,146, 240, 340) относительно производственной функции,
- информацию конфигурации (130, 131, 132, 133, 230, 330) относительно положения и/или выполнения производственного модуля,
- информацию функциональных возможностей (140, 141, 142, 143, 144, 145, 146, 240, 340) относительно доступных функций и служб производственного модуля, которая включает в себя информацию о производственной функции,
- информацию команд (160, 161, 162, 260, 360) относительно команд, исполняемых производственным модулем, и настраиваемых параметров, и/или
- информацию состояния (170, 171, 172, 270, 370) относительно рабочего состояния производственного модуля.
3. Производственный модуль по п. 1 или 2, отличающийся тем, что
связываемый или связанный с производственным модулем второй производственный модуль включает в себя вторую информацию самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) относительно свойств второго производственного модуля, и
производственный модуль выполнен и настроен для передачи информации самоописания или частей информации самоописания ко второму производственному модулю и для приема второй информации самоописания или частей второй информации самоописания от второго производственного модуля.
4. Производственный модуль по любому из пп. 1-3, отличающийся тем, что
информация самоописания производственного модуля включает в себя информацию портов (150, 151, 152, 153, 154, 250, 350) относительно связывания со вторым производственным модулем.
5. Производственный модуль по п. 4, отличающийся тем, что
информация портов относительно связывания со вторым производственным модулем включает в себя информации относительно свойств непосредственно и/или опосредованно соединенных со вторым производственным модулем других производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710), в частности относительно производственных функций производственных модулей, непосредственно и/или опосредованно соединенных со вторым производственным модулем.
6. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
производственный модуль (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) выполнен и настроен для связи с устройством обработки данных, соотнесенным с продуктом, и для приема производственной информации относительно изготовления промежуточного или конечного продукта.
7. Производственный модуль по любому из предыдущих пунктов, отличающийся тем, что
производственный модуль (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) выполнен и настроен для сохранения информации планирования модуля (441, 444, 446) и, в частности, дополнительно выполнен и настроен для выдачи информации относительно информации планирования модуля.
8. Система производства (100, 400) для изготовления промежуточного или конечного продукта, включающая в себя множество связанных между собой согласно любому из предыдущих пунктов производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710), причем каждый из множества производственных модулей выполнен и настроен согласно любому из предыдущих пунктов.
9. Система производства для изготовления промежуточного или конечного продукта, включающая в себя множество производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710), причем каждый из множества производственных модулей выполнен и настроен для связывания, соответственно, с по меньшей мере одним другим производственным модулем (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) из множества производственных модулей,
причем, соответственно, в устройстве памяти (120, 220, 320) в каждом из производственных модулей сохранена информация самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) относительно свойств соответствующего производственного модуля,
и причем каждый из производственных модулей выполнен и настроен для передачи соответствующей информации самоописания или частей соответствующей информации самоописания на другое устройство,
отличающаяся тем, что
по меньшей мере отдельные из множества производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) связаны между собой согласно любому из пп. 1-7, и
система производства включает в себя модуль переноса понятий (500), причем модуль переноса понятий (500) выполнен и настроен для соотнесения элементов производственной информации относительно изготовления промежуточного или конечного продукта и элементов информации самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) производственных модулей.
10. Устройство планирования производства для планирования изготовления промежуточного или конечного продукта системой производства по п. 8 или 9,
причем устройство планирования производства выполнено и настроено для хранения производственной информации, причем производственная информация включает в себя этапы производства, необходимые для изготовления промежуточного или конечного продукта,
отличающееся тем, что
устройство планирования производства выполнено и настроено для приема и/или для сохранения по меньшей мере частей информации самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) набора производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) системы производства и
устройство планирования производства выполнено и настроено для определения плана процесса производства (460) для продукта, подлежащего обработке, причем план процесса производства (460) включает в себя информацию о последовательности производственных модулей системы производства, которую должен проходить или проходит продукт для изготовления промежуточного или конечного продукта.
11. Устройство планирования производства по п. 10, отличающееся тем, что
система планирования производства дополнительно имеет доступ к модулю переноса понятий (500), причем модуль переноса понятий выполнен и настроен для соотнесения элементов производственной информации относительно изготовления промежуточного или конечного продукта и элементов информации самоописания производственных модулей.
12. Устройство планирования производства по п. 11, отличающееся тем, что
модуль переноса понятий (500) содержит базу данных (570), которая включает в себя элементы производственной информации относительно изготовления промежуточного или конечного продукта и элементы информации самоописания производственных модулей, причем с этими элементами, соответственно, соотнесены информации ассоциации и/или другие элементы.
13. Устройство управления производством (450) для настройки и/или управления изготовлением промежуточного или конечного продукта системой производства по п. 8 или 9,
причем устройство управления производством (450) выполнено и настроено для хранения плана процесса производства (460) для продукта, подлежащего обработке, причем план процесса производства (460) включает в себя информацию о последовательности производственных модулей системы производства, которую должен проходить или проходит продукт для изготовления промежуточного или конечного продукта,
отличающееся тем, что
устройство управления производством (450) выполнено и настроено для связи по меньшей мере с набором производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) последовательности производственных модулей и дополнительно
выполнено и настроено для определения временного графика (460), по которому осуществляется обработка продуктов производственными модулями или набором производственных модулей.
14. Производственный модуль по любому из пп. 1-7, отличающийся тем, что
производственный модуль (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) дополнительно содержит устройство планирования производства по любому из пп. 10-12 и/или устройство управления производством (450) по п. 13.
15. Система производства по п. 8 или 9, отличающаяся тем, что
система производства (100, 400) содержит по меньшей мере одно устройство планирования производства по любому из пп. 10-12 и/или по меньшей мере одно устройство управления производством (450) по п. 13.
16. Способ планирования изготовления промежуточного или конечного продукта системой производства (100, 400) по п. 8, 9 или 15, причем
- предоставлена производственная информация, которая включает в себя этапы производства, требуемые для изготовления промежуточного или конечного продукта,
- предусмотрено устройство планирования производства для планирования изготовления промежуточного или конечного продукта, и
- устройство планирования производства имеет доступ к информации самоописания (130, 140, 160, 170, 230, 240, 260, 270, 330, 340, 360, 370, 620, 720) производственных модулей (110, 210, 310, 412, 413, 421, 422, 423, 431, 432, 610, 710) системы производства (100, 400),
отличающийся этапами
- передачи производственной информации относительно изготовления промежуточного или конечного продукта к устройству планирования производства,
- передачи по меньшей мере частей информаций самоописания набора производственных модулей системы производства к устройству планирования производства,
- определения плана процесса производства (460) для продукта, подлежащего обработке, причем план процесса производства включает в себя информацию о последовательности производственных модулей системы производства, которую должен проходить или проходит продукт для изготовления промежуточного или конечного продукта.
17. Способ по п. 16, отличающийся тем, что
при определении или после определения плана процесса производства (460) определяется временной график, по которому осуществляется обработка продуктов производственными модулями или набором производственных модулей.
18. Способ по п. 16 или 17, отличающийся тем, что
определенный план процесса производства (460) дополнительно включает в себя информации об одной или нескольких производственных функциях, которые должны, соответственно, выполняться на соответствующих производственных модулях.
19. Способ по любому из пп. 16-18, отличающийся тем, что
система планирования производства перед определением или при определении плана процесса производства (460) осуществляет доступ к модулю переноса понятий (500) по п.11 или 12.
| DE 102013104354 A1, 22.05.2014 | |||
| Металлическая арочная податливая крепь | 1949 |
|
SU90588A1 |
| СИСТЕМА АНАЛИЗА ПРОЕКТИРОВАНИЯ И ПРОЦЕССОВ ПРОИЗВОДСТВА | 2003 |
|
RU2321886C2 |
| US 2010138017 A1, 03.06.2010 | |||
| DE 10352376 A1, 16.06.2005. | |||

