Изобретение относится к хирургическому инструменту для электрохирургического монополярного или биполярного приложения тока к биологической ткани, прежде всего к соединяющему инструменту.
Инструменты для коагуляции биологической ткани между двумя браншами рабочего органа по меньшей мере с одной подвижной браншей известны из уровня техники. В публикации ЕР 2554132 раскрыт инструмент, бранши которого в каждом случае имеют электрододержатель и тонкий пластинчатый электрод. Электрододержатель может состоять из массивной металлической части или из облицованной пластиком металлической части. Электрод соединен с электрододержателем посредством нескольких точечных сварных соединений. Тем самым, с одной стороны, должно быть достигнуто надежное механическое соединение а, с другой стороны, лишь незначительный перенос тепла между электродом и электрододержателем. Сварные швы имеют только незначительный диаметр, но также и лишь незначительную длину (протяженность в направлении потока тепла), что ограничивает их действие в качестве теплового барьера.
С одной стороны, между электродной пластиной и электрододержателем должно быть создано механически прочное и электрически надежное соединение. С другой стороны, перенос тепла должен быть минимизирован.
На основании изложенного, целью изобретения является предоставление улучшенного хирургического инструмента, прежде всего, с улучшенной браншей для открыто-хирургического, лапароскопического и эндоскопического использования.
Эта цель достигнута в электрохирургическом инструменте с браншей, имеющей электродную пластину с граничным контуром и электрододержатель с граничным контуром. В предлагаемом в изобретении электрохирургическом инструменте между электродной пластиной и электрододержателем имеется щель, причем горловина щели расположена между граничными контурами, а электродная пластина и электрододержатель монолитно соединены друг с другом посредством перемычек.
Как указано выше, предлагаемый в изобретении инструмент имеет браншу, у которой электрододержатель и электродная пластина непрерывно (бесшовно) монолитно соединены друг с другом посредством перемычек. Таким образом, перемычки, а также переходы между перемычками и электрододержателем, с одной стороны, и электродной пластиной, с другой стороны, выполнены без переходов из материала с одинаковым составом и структурой. При этом предпочтительный материал имеет достаточные электропроводные свойства для приложения посредством электродной пластины тока к ткани. Сварные швы, как они образуются в результате сплавления частей электродной пластины или браншевой консоли при изготовлении из нескольких отдельных частей, в данном случае полностью отсутствуют. Это решение делает возможным минимизацию размеров перемычек до величин, необходимых по электрическим, механическим и технологическим основаниям. Кроме того, это делает возможной максимизацию длины перемычек. Предпочтительно, длина перемычки, по меньшей мере, так же велика, как квадратный корень из ее средней площади поперечного сечения. Кроме того, предпочтительно, длина перемычки, по меньшей мере, так же велика, как квадратный корень из ее самой малой площади поперечного сечения. За счет этих мероприятий может быть максимизировано сопротивление теплопередаче от электродной пластины к электрододержателю. Это, прежде всего, действенно в случае, когда экструдированный в щель между электрододержателем и электродной пластиной пластик поддерживает механическое соединяющее действие перемычек или вовсе в значительной степени перенимает его.
Образование наибольшего теплового сопротивления между электродной пластиной и электрододержателем может быть использовано для поддержания обращенной от электродной пластины стороны бранши в процессе функционирования наиболее прохладной. В то время как зажатая между электродами ткань и, тем самым, также поддерживающая с ней контакт электродная пластина может нагреваться до температур более 100°C, электрододержатель, а вместе с ним оборотная внешняя сторона бранши, может удерживаться при более низкой по сравнению с электродной пластиной температуре, препятствующей повреждению ткани или, по меньшей мере, уменьшающей его. Повреждение ткани может возникать, например, уже при 40°C и, во всяком случае, при 60°C. Это делает возможной высокоточную и целенаправленную обработку ткани также при трудных захватах и в непосредственном соседстве с чувствительной тканью, такой как, например, нервная ткань.
В специальном варианте осуществления перемычки расположены на расстоянии от горловины щели. За счет этого незначительный поток тепла от электродной пластины к электрододержателю отстраняется от края электрододержателя таким образом, что пограничная температура бранши может быть еще более понижена.
Кроме того, расстояние от перемычек от граничного контура электрододержателя может быть больше, чем ширина щели. Это содействует вышеуказанному эффекту.
Перемычки могут иметь круглое поперечное сечение. Однако возможно, что они имеют отклоняющееся некруглое поперечное сечение, причем поперечные сечения всех перемычек могут быть выполнены одинаково или также по-разному. Кроме того, поперечные сечения перемычек могут иметь одинаковые или различные ориентации для максимизации, например, поперечной прочности опоры электродной пластины на электрододержатель.
Перемычки могут иметь наибольший диаметр, который меньше ширины щели. Перемычки являются в таком случае очень тонкими и имеют незначительную теплопроводность. Если электрододержатель имеет чашеобразное поперечное сечение, длина отдельных перемычек может быть максимизирована, что еще более повышает тепловое сопротивление.
Кроме того, электродная пластина непрерывно монолитно может переходить на конце в электрододержатель. Электродная пластина может быть представлена плоской, и в соответствующих случаях, профилированной деталью. Выполнение обращенной к ткани поверхности электрода может быть оформлено свободно, в зависимости от прикладного случая. Прежде всего, электродная пластина может иметь замкнутый край, который уменьшает ширину щели в горловине щели.
Предпочтительно, электрододержатель, перемычки и электродная пластина изготовлены аддитивным или же генеративным способом изготовления. Предпочтительно, при этом они состоят из однородного материала. В качестве аддитивного способа изготовления подходит, прежде всего, селективное лазерное плавление (СЛП), при котором равно электродная пластина, перемычки, а также электрододержатель изготавливаются из металлического порошка лазерным спеканием или же лазерным плавлением. За счет этого электродная пластина, перемычки и электрододержатель имеют единую тонкую структуру. Достижимые прочности материала обусловлены материалом и способом, и сравнимы с таковыми при способе отливки. В качестве другого способа изготовления для структур с малым числом внутренних пазов может быть также рассмотрен, например, способ литья металлов под давлением, способ ЛМД. Повышенная шероховатость поверхностей перемычек, электрододержателя и, по меньшей мере, обращенной к электрододержателю стороны электродной пластины делают возможной прочную адгезию пластика на этих поверхностях. Прежде всего, когда в образованную между электродной пластиной и электрододержателем щель экструдирован пластик и, в соответствующих случаях, также помимо этого и электрододержатель покрыт или же окутан пластиком, достигают плотного металлопластикового соединения. Это является выгодным, прежде всего, с учетом гигиенических требований к хирургическим инструментам, а также с учетом возможных циклов чистки и стерилизации, при которых инструмент, прежде всего бранши, подвергается высоким тепловым, а также химическим нагрузкам.
Экструзионное покрытие электрододержателя пластиком осуществляет, по меньшей мере, электрическую и, в зависимости от толщины пластика, также ощутимую тепловую изоляцию, что является выгодным.
Кроме того, экструзионное покрытие пластиком может быть использовано для предоставления механической калибровки электрододержателя, например, в области его опорного отверстия. Электрододержатель имеет для этого поперечный проход, точность которого при изготовлении имеет второстепенное значение. Точность опорного отверстия может быть достигнута в таком случае при экструзионном покрытии электрододержателя пластиком в литьевой пресс-форме для пластика посредством использования формовочного стержня, который простирается через поперечное отверстие электрододержателя и точно задает положение опорного отверстия в пластике. Хотя как в вышеизложенном, равно как и последующем описании, а также в пунктах формулы изобретения отсылки сделаны на пластик или же пластиковый материал, они относятся также к материалам с изолирующими свойствами, которые не могут соотноситься с группой пластиковых материалов.
Другие подробности выгодных вариантов осуществления явствуют из чертежа, из пунктов формулы изобретения или из описания чертежей. Показано на:
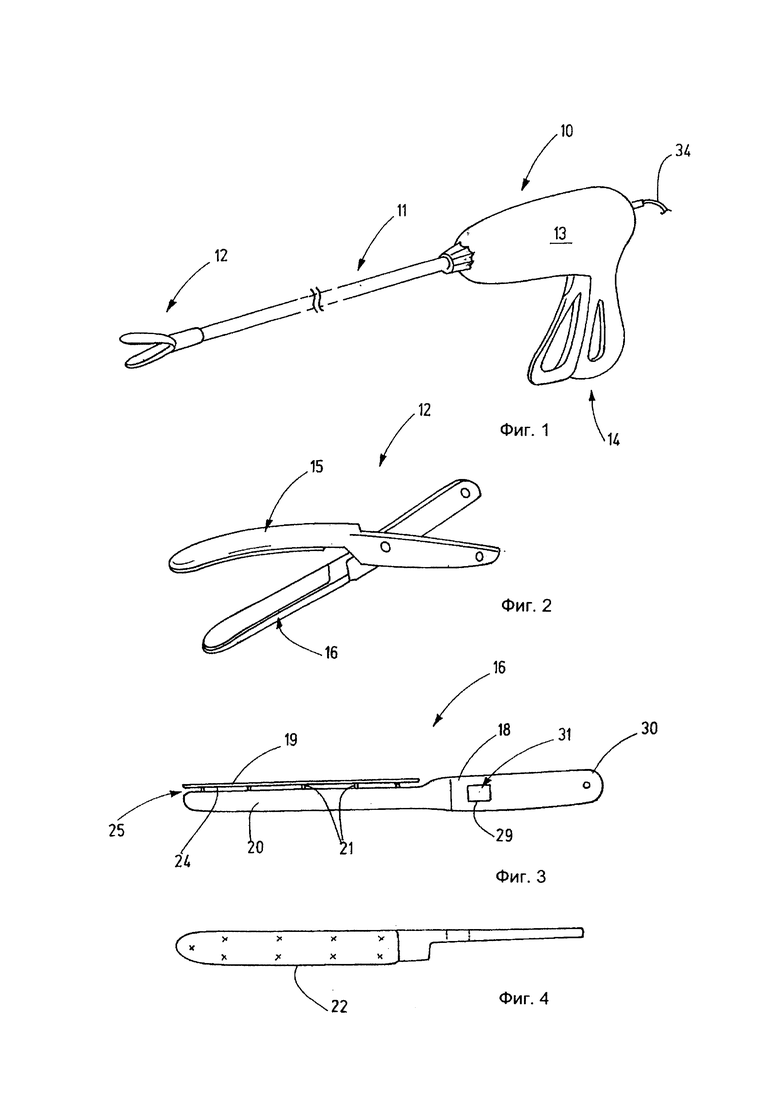
Фиг. 1 - инструмент согласно изобретению в перспективном общем представлении,
Фиг. 2 - рабочий орган инструмента согласно фиг. 1, в перспективном общем представлении,
Фиг. 3 - бранша рабочего органа согласно фиг. 2 на виде сбоку,
Фиг. 4 - бранша согласно фиг. 3 в горизонтальной проекции,
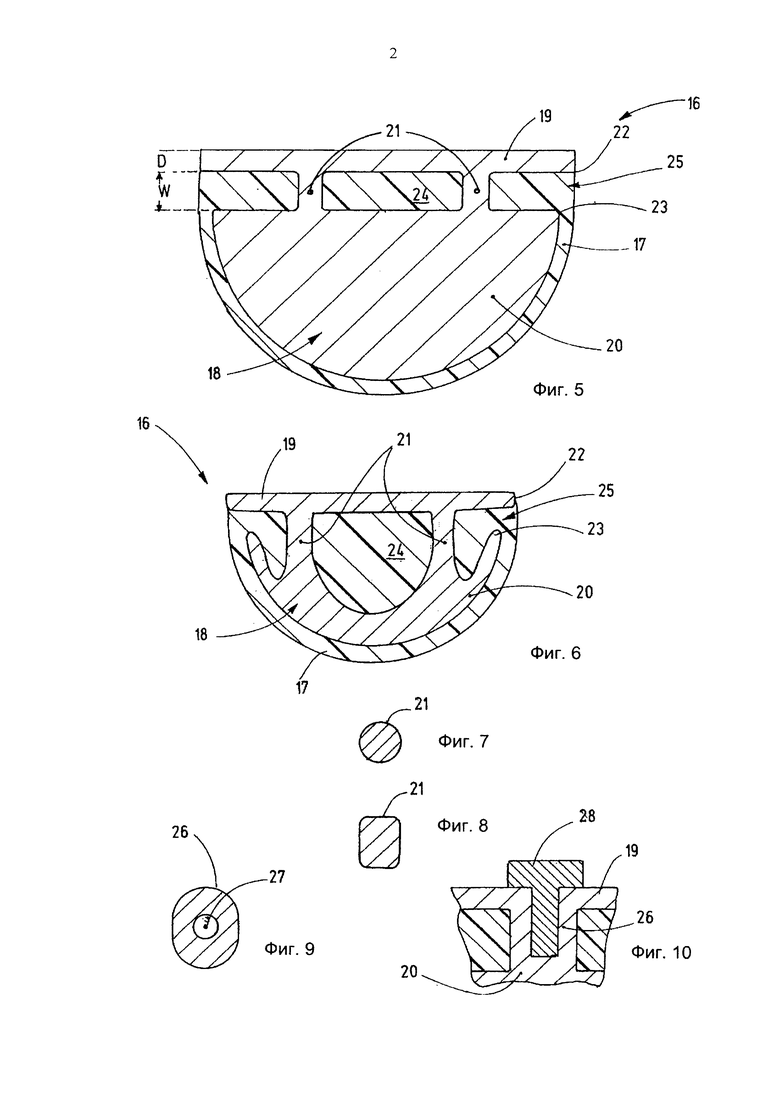
Фиг. 5 и 6 - поперечные сечения различных вариантов осуществления бранш соответственно фиг. 3 и 4,
Фиг. 7 и 8 - поперечные сечения перемычек в различных вариантах осуществления,
Фиг. 9 - поперечное сечение полой перемычки,
Фиг. 10 - продольный разрез полой перемычкой с расположенным в ней распорным элементом,
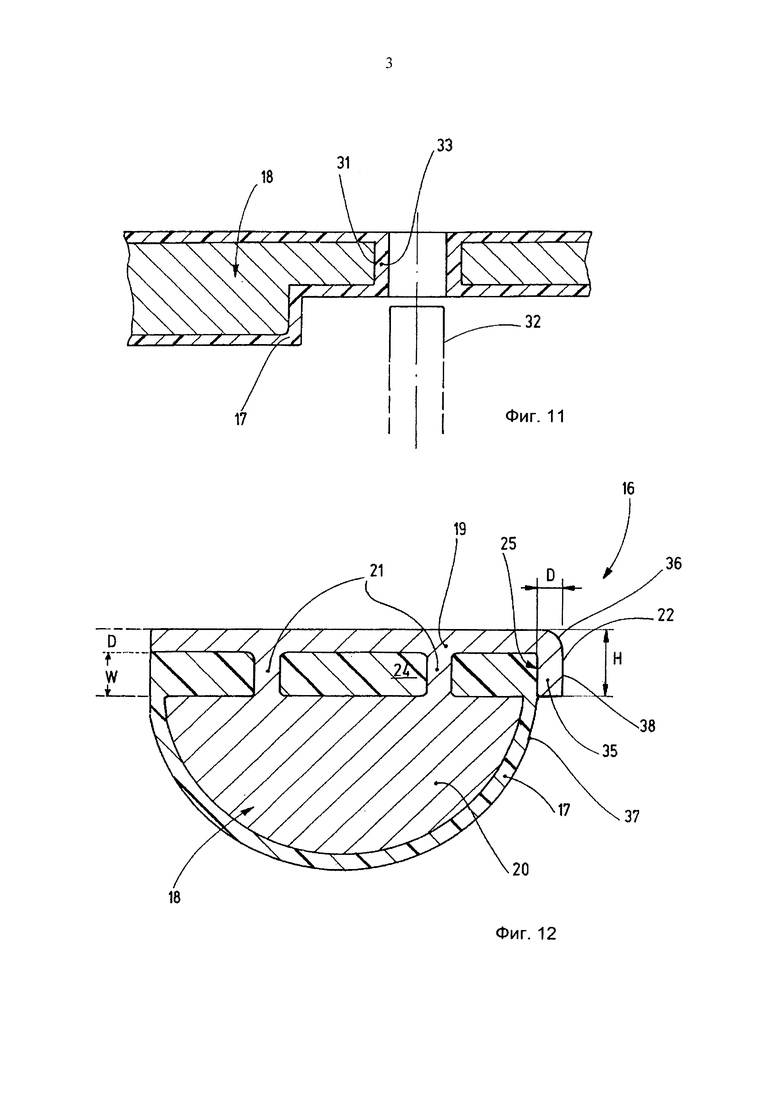
Фиг. 11 - горизонтальный разрез бранши согласно фиг. 3 или 4 с пластиковым покрытием в области опорного отверстия,
Фиг. 12 - поперечное сечение измененного варианта осуществления бранши согласно изобретению.
Проиллюстрированный на фиг. 1 инструмент 10 представлен в виде примера в качестве трубчатого-штокового инструмента для открыто-хирургического и/или лапароскопического использования. Он имеет шток 11, на дистальном конце которого расположен рабочий орган 12. Для манипуляции с инструментом 10 служит корпус 13, который имеет рукоятку 14 и соединен с проксимальным концом штока 11. Тем не менее, инструмент 10 может быть выполнен также в виде гибкого эндоскопического инструмента, причем в таком случае рабочий орган 12, а также шток 11 выполнены соответствующим образом малыми и тонкими, а шток 11 также и гибким. Последующее принципиальное описание действительно также и для таких вариантов осуществления.
Фиг. 2 иллюстрирует рабочий орган 12 с двумя браншами 15, 16, которые взаимодействуют по типу щипцов и имеют принципиально ту же самую основную конструкцию. Поэтому, последующее описание представленной на фиг. 3-6 бранши 16 соответствующим образом действительно и для бранши 15.
Бранша 16 проиллюстрирована на фиг. 4 при удалении ее пластиковой оболочки 17, которая, в свою очередь, подробно представлена на фиг. 5.
Фиг. 3 и 4 иллюстрируют, таким образом, лишь состоящую из металла часть бранши 16. Эта металлическая часть 18 подразделена на выполненную в виде тонкого, при необходимости, деформированного металлического листа электродную пластину 19, электрододержатель 20 и несколько расположенных между ними соединяющих перемычек 21. Электродная пластина 19, электрододержатель 20 и перемычки 21 выполнены непрерывно монолитно из однородного материала. Электродная пластина 19 может быть выполнена плоской и, как представлено на фиг. 4, простирающейся прямо. Тем не менее, она может быть выполнена также изогнутой в одном или нескольких направлениях, если это требуется для заданного приложения. Например, электрод 19 может быть выполнен в горизонтальной проекции, в отличие от фиг. 4, в виде дуги. Кроме того, он может быть выполнен чашеобразно выпуклым или вогнутым и, если требуется, в каждом из упомянутых случаев, профилированным. Профиль может состоять из зубьев, поперечных перемычек, продольных ребер вдоль граничного контура 22 или из подобных элементов. Кроме того, является возможным снабжение электродной пластины 19 проходящей насквозь или оканчивающейся поблизости от дистального конца прорезью для приема ножа. Во всяком случае, электродная пластина 19 имеет простирающийся вдоль ее боковой поверхности, затем по ее дистальному концу и затем вдоль противолежащей боковой поверхности граничный контур 22 (см. также фиг. 5), который, предпочтительно, выполнен простирающимся параллельно граничному контуру 23 электрододержателя 20.
Электрододержатель 20 может быть выполнен, как показывает фиг. 5, в виде сплошного профиля, и простираться при этом согласно фиг. 3 на постоянном или также переменном расстоянии от электродной пластины 19. Между друг другом электродная пластина 19 и электрододержатель 20 задают щель 24, горловина 25 которой задана вкруговую между ними вдоль граничных контуров 22 и 23. Как очевидно, горловина 25 может по кругу иметь единую ширину W, измеренную между граничными контурами 22 и 23. Кроме того, граничный контур 23, согласно фиг. 5, может быть смещен вовнутрь по отношению к граничному контуру 22. В данном случае электродная пластина 19 выступает за электрододержатель 20. Тем не менее, отношения также могут быть противоположными. Электродная пластина 19 может иметь толщину D, которая меньше, чем ширина W горловины 25 щели 24 (фиг. 5).
Предпочтительно, перемычки 21, как показывает фиг. 5, отстоят от горловины 25 и, тем самым, от граничных контуров 22, 23. Перемычки 21 непрерывно переходят в электродную пластину 19. Перемычки 21 также непрерывно переходят в электрододержатель 20. Длина перемычек 21, предпочтительно, по меньшей мере, столь же велика, как ширина горловины 25.
Граничный контур 22 электродной пластины 19 может иметь, как показывает фиг. 12, продление в форме выступа 35. Этот выступ 35 расположен под углом, предпочтительно углом 90°, к плоскости электродной пластины 19, и может частично или полностью перекрывать горловину 25 щели 24. Выступ 35 может иметь высоту Н, которая превосходит толщину D электродной пластины. Высота Н выступа 35 может располагаться в диапазоне от 0,3 мм до 0,5 мм, предпочтительно, 0,4 мм. Толщина выступа 35, предпочтительно, равна толщине D электродной пластины 19, однако, может быть немного больше или меньше. Выступ 35 перекрывает пластиковую оболочку 17 таким образом, что внешняя кромка 37 пластиковой оболочки 17 расположена на расстоянии до внешней кромки 38 выступа 35. Внешняя кромка 37 пластиковой оболочки 17 расположена по сравнению с внешней кромкой 38 выступа 35 ближе к середине электрододержателя 20. Расстояние между внешней кромкой 37 пластиковой оболочки 17 и внешней кромкой 38 выступа 35, предпочтительно, несколько меньше толщины D выступа 35. Переходная область 36 от выступа 35 к электродной пластине 19 выполнена безопасной для ткани, предпочтительно закругленной. Геометрия граничного контура 22 с выступом 35 бранши 16, как представлено на фиг. 12 на одном месте (на правой стороне фиг. ), предпочтительно, простирается вдоль боковой поверхности, затем по дистальному концу и затем вдоль противолежащей боковой поверхности электродной пластины 19. Этот граничный контур 22 может иметь без исключения непрерывно одинаковую геометрию, он может также иметь перерывы в форме выемок. Граничный контур 22 с выступом 35, как описано, обеспечивает надежное закрывание сосудов.
Описанный таким образом металлический корпус, состоящий из электродной пластины 19, электрододержателя 20 и перемычек 21, предпочтительно, изготовлен аддитивным способом изготовления, например способом порошковой металлургии посредством лазерного спекания или же лазерного плавления (способ СЛП). За счет этого перемычки 21 имеют ту же самую структуру материала, что и электродная пластина 19 и электрододержатель 20, а также ту же самую прочность. Поперечники перемычек 21 могут быть меньше, чем длины перемычек 21. Их поперечные сечения могут, например, быть выполнены, как представлено на фиг. 7, круглыми или же по существу круглыми или, согласно фиг. 8, некруглыми. Таким образом, высокая механическая прочность может быть совмещена с низкой теплопроводностью.
Предпочтительно, щель 24 заполнена пластиком, который переходит снаружи в пластиковую оболочку 17. Тем самым, щель 24 закрыта таким образом, что обеспечено противодействие проникновению жидкости, бактерий или прочих биологических материалов. Кроме того, пластик сцеплен с обращенными друг к другу, ограничивающими щель 24 поверхностями. Дополнительно, пластиковая оболочка 17 может быть хорошо сцеплена с оборотной, на фиг. 5 нижней, стороной электрододержателя 20. Пластиковая оболочка 17 осуществляет электрическую и тепловую изоляцию электрододержателя 20 по отношению к окружающей ткани. Пластик в щели 24 осуществляет механическую поддержку электродной пластины 19, а также ее тепловую защиту по отношению к электрододержателю 20.
Фиг. 6 иллюстрирует видоизменение поперечного сечения бранши 16, прежде всего, с учетом выполнения перемычек 21 и электрододержателя 20. Он может быть выполнен, как представлено, слегка чашеобразным, вследствие чего, длина перемычек 21 и внутренняя ширина щели 24 увеличены. Перемычки 21 могут быть цилиндрическими или также могут быть выполнены с утолщениями на одном или обоих концах. В остальном, действительно вышеприведенное описание со ссылкой на одинаковые ссылочные обозначения.
Вместо тонких перемычек 21 на одном или нескольких местах могут найти применение также полые перемычки 26 согласно фиг. 9 и 10. Эти полые перемычки 26 могут окружать канал 27, который, например, проникает через верхнюю сторону электродной пластины 19 и подходит для приема распорки 28, выполненной, например, из пластика, керамики или подобного материала. Полые перемычки 26 могут образовывать, согласно фиг. 10, соединение между электродной пластиной 19 и электрододержателем 20. Тем не менее, они могут быть выполнены также в виде несквозных шипов, то есть оканчиваться на расстоянии от электрододержателя 20. В этом случае они не способствуют электрическому и механическому соединению между электродной пластиной 19 и электрододержателем 20. Соединение перенимается в таком случае, полностью или частично, другими перемычками 21 и/или размещенным в щели 24 пластиком.
Пластиковая оболочка 17 может простираться за электрододержатель 20 до шарнирного участка 29 (фиг. 3) и, в соответствующих случаях, далее к приводному присоединению 30. Шарнирный участок 29 служит для образования поворотного шарнира, делающего возможным открывание и закрывание бранш 15, 16 подобно щипцам. Для этого шарнирный участок 29 снабжен простирающимся поперечно сквозь шарнирный участок 29 проходным отверстием 31, которое может быть выполнено круглым или некруглым и, предпочтительно, имеет диаметр, который превосходит наружный диаметр предусмотренного для опоры стержня 32 (фиг. 11). Предпочтительно, пластиковая оболочка 17 простирается насквозь через проходное отверстие 31 и образует в нем опорную втулку 33. Эта опорная втулка 33 является неотъемлемой составной частью пластиковой оболочки 17. Она изолирует металлическую часть 18 от стержня 32 и в то же время центрирует его в проходном отверстии 31, а именно в значительной степени независимо от допусков изготовления металлической части 18.
Описанный таким образом инструмент 10 работает нижеуказанным образом.
Электродные пластины 19 обеих бранш 15, 16 соединены посредством проходящих через шток 11 проводников и подводящего кабеля 34 с источником электрической энергии, например с генератором высокой частоты. Во включенном состоянии между электродными пластинами 19 бранш 15, 16 присутствует электрическое напряжение, так что захваченная между браншами 15, 16 ткань запитывается электрическим током. Рычаг на рукоятке 14 приводится в действие для того, чтобы закрыть бранши 15, 16 и захватить между ними ткань. В результате подачи тока температура в ткани растет, вследствие чего она коагулирует. Вместе с этим, также и температура электродных пластин 19 частично поднимается выше температуры кипения. Однако, распространение тепла в значительной степени ограничено электродной пластиной 19. Размещенный в щели 24 пластик имеет теплопроводность, которая меньше теплопроводности электродной пластины 19. Дополнительно, перемычки 21 за счет незначительной площади своего поперечного сечения переносят только небольшое количество тепловой энергии, так что электрододержатель 20 остается в значительной степени прохладным. Предпочтительная высокая теплоемкость электрододержателя 20 позволяет ему принимать незначительные привнесенные количества тепла при только незначительном повышении температуры. Этот эффект может быть усилен посредством того, что в одной или нескольких полостях пластика и/или электрододержателя 20 размещены буферизирующие тепло материалы, прежде всего накопитель скрытой теплоты, например воск, причем температура накопителя, предпочтительно, задана на безвредном для ткани низком уровне температуры, например, 60°C или менее. За счет этого внешние стороны бранш 15, 16 могут поддерживаться достаточно прохладными также и при более длительном использовании.
Нового вида бранша 16 инструмента 10 имеет выполненную непрерывно монолитно металлическую часть 18, которая содержит, как электрододержатель 20, так и электродную пластину 19 и имеющиеся соединительные перемычки 21. Предпочтительно, эта металлическая часть 18 изготовлена аддитивным способом изготовления, например селективного лазерного плавления (СЛП). За счет устранения сварных точек или швов между электродной пластиной 19 и электрододержателем 20 посредством перемычек 21 можно создавать низкотеплопроводное и одновременно механически очень прочное соединение. Бранша нового вида подходит как для открыто-хирургических, так и для лапароскопических и гибких эндоскопических инструментов.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 - инструмент
11 - шток
12 - рабочий орган
13 - корпус
14 - рукоятка
15 - первая бранша
16 - вторая бранша
17 - пластиковая оболочка
18 - металлическая часть
19 - электродная пластина
20 - электрододержатель
21 - перемычка
22 - граничный контур электродной пластины
23 - граничный контур электрододержателя
24 - щель
25 - горловина
26 - полая перемычка
27 - канал
28 - распорка
29 - шарнирный участок
30 - приводное присоединение
31 - проходное отверстие
32 - стержень
33 - опорная втулка
34 - подводящий кабель
35 - выступ
36 - переходная область
37 - внешняя кромка 17
38 - внешняя кромка 35.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРАНШИ И ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ С ИМЕЮЩИМ БРАНШУ РАБОЧИМ ОРГАНОМ | 2015 |
|
RU2638893C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2014 |
|
RU2585417C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ | 2015 |
|
RU2618186C2 |
| ЭЛЕКТРОХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2807910C2 |
| Электрохирургический инструмент | 2020 |
|
RU2815462C2 |
| ИНСТРУМЕНТ С УЛУЧШЕННЫМ РАБОЧИМ ОРГАНОМ | 2014 |
|
RU2597142C2 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ С ХВОСТОВИКОМ | 2014 |
|
RU2591787C2 |
| ЭЛЕКТРОХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ С ШАРНИРНЫМ УПЛОТНЕНИЕМ | 2020 |
|
RU2810462C2 |
| ИНСТРУМЕНТ ДЛЯ КОАГУЛЯЦИИ И РАССЕЧЕНИЯ СО ШТЫРЕВЫМИ ЭЛЕКТРОДАМИ | 2018 |
|
RU2764703C2 |
| РЕЖУЩИЙ ЭЛЕКТРОД, ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ЭЛЕКТРОДА | 2020 |
|
RU2808212C2 |
Изобретение относится к медицине, а именно к хирургическому инструменту для электрохирургического монополярного или биполярного приложения тока к биологической ткани, прежде всего к соединяющему инструменту. Электрохирургический инструмент с браншей имеет электродную пластину с граничным контуром и электрододержатель с граничным контуром. Между электродной пластиной и электрододержателем имеется щель, причем горловина щели расположена между граничными контурами, а электродная пластина и электрододержатель монолитно соединены друг с другом посредством перемычек. Изобретение обеспечивает улучшенный хирургический инструмент с улучшенной браншей для открыто-хирургического, лапараскопичсеского и эндоскопического использования. 20 з.п. ф-лы, 12 ил.
1. Электрохирургический инструмент с браншей (16), имеющей электродную пластину (19) с граничным контуром (22) и электрододержатель (20) с граничным контуром (23), отличающийся тем, что между электродной пластиной (19) и электрододержателем (20) имеется щель (24), причем горловина (25) щели (24) расположена между граничными контурами (22, 23), а электродная пластина (19) и электрододержатель (20) монолитно соединены друг с другом посредством перемычек (21).
2. Инструмент по п. 1, отличающийся тем, что перемычки (21) расположены на расстоянии от горловины (25) щели (24).
3. Инструмент по п. 1, отличающийся тем, что расстояние от перемычек
(21) до граничного контура (23) электрододержателя (20) больше, чем ширина (W) горловины (25) щели (24).
4. Инструмент по п. 2, отличающийся тем, что расстояние от перемычек (21) до граничного контура (23) электрододержателя (20) больше, чем ширина (W) горловины (25) щели (24).
5. Инструмент по п. 1, отличающийся тем, что перемычки (21) имеют круглое поперечное сечение.
6. Инструмент по п. 1, отличающийся тем, что перемычки (21) имеют наибольший диаметр, который меньше ширины (W) горловины (25) щели.
7. Инструмент по п. 1, отличающийся тем, что электрододержатель (20) имеет чашеобразное поперечное сечение.
8. Инструмент по п. 2, отличающийся тем, что электрододержатель (20) имеет чашеобразное поперечное сечение.
9. Инструмент по п. 1, отличающийся тем, что электродная пластина (19) на конце непрерывно переходит в электрододержатель (20).
10. Инструмент по п. 2, отличающийся тем, что электродная пластина (19) на конце непрерывно переходит в электрододержатель (20).
11. Инструмент по п. 1, отличающийся тем, что электродная пластина (19) выполнена в виде плоской детали.
12. Инструмент по п. 2, отличающийся тем, что электродная пластина (19) выполнена в виде плоской детали.
13. Инструмент по п. 1, отличающийся тем, что электродная пластина (19) имеет профилирование.
14. Инструмент по п. 2, отличающийся тем, что электродная пластина (19) имеет профилирование.
15. Инструмент по п. 1, отличающийся тем, что электродная пластина (19) имеет толщину (D), которая меньше, чем ширина (W) горловины (25) щели (24).
16. Инструмент по п. 2, отличающийся тем, что электродная пластина (19) имеет толщину (D), которая меньше, чем ширина (W) горловины (25) щели (24).
17. Инструмент по одному из предшествующих пунктов, отличающийся тем, что электрододержатель (20), перемычки (21) и электродная пластина (19) изготовлены аддитивным или генеративным способом изготовления из однородного материала.
18. Инструмент по одному из пп. 1-16, отличающийся тем, что щель (24) заполнена материалом, теплопроводность которого меньше теплопроводности материала электродной пластины (19).
19. Инструмент по одному из пп. 1-16, отличающийся тем, что электрододержатель (20) окутан электрически изолирующим материалом.
20. Инструмент по одному из пп. 1-16, отличающийся тем, что электрододержатель (20) имеет проходное отверстие (31) для образования опорного отверстия.
21. Инструмент по п. 20, отличающийся тем, что проходное отверстие (31) облицовано электрически изолирующим материалом.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Электрохирургический инструмент для коагуляции сосудов | 1979 |
|
SU1223895A1 |
| US 6113598 A 05.09.2000. | |||

