Область техники, к которой относится изобретение
Туалетная бумага должна отвечать нескольким конкурирующим между собой требованиям. Она должна быть мягкой и прочной. Она обязательно должна быть пригодна для смывания в унитаз, и защищать руки пользователя. И она должна быть эффективна для гигиенической обработки. Туалетная бумага в основном применяется для сухой гигиенической обработки. Проблема дополнительно осложняется тем, что дешевые сорта туалетной бумаги, в состав которых при изготовлении включены большие количества волокна, переработанного для вторичного использования, обычно являются "более серыми" или менее яркими, чем сорта бумаги, изготовленные с применением крафт-волокон. Однако крафт-волокна являются относительно дорогими, поскольку выход крафт-волокна в процессе крафт-варки (сульфатной варки) целлюлозы является достаточно низким. Настоящее изобретение относится к бумаге санитарно-гигиенического назначения, которая по мягкости и яркости приближается к сортам туалетной бумаги, которые полностью изготовлены из крафт-волокна, однако она содержит большие количества волокна высокого выхода, широко известного как эвкалиптовая механическая древесная масса, полученная перекисно-щелочной обработкой, и более конкретно в предпочтительных вариантах осуществления изобретения, как полученная перекисно-щелочным получением механическая волокнистая масса предварительно химически рафинерная. Чтобы избежать чрезмерного повторения такой длинной и неудобопроизносимой фразы, авторы изобретения имеют в виду как более широкий класс эвкалиптовых волокон, получаемых щелочным получением механической волокнистой массы, так и более узкий класс эвкалиптовых волокон, получаемых перекисно-щелочным получением механической волокнистой массы предварительно химически рафинерной, такой как эвкалиптовая APMP. Авторы изобретения также обнаружили, что эвкалиптовую APMP с регулируемой зернистостью можно использовать во влагопрочных туалетных бумагах в качестве замены эвкалиптового крафт-волокна и получать превосходную мягкость, влагопрочность, стойкость к истиранию и стойкость к истиранию во влажном состоянии (стойкость к размочаливанию) с очень небольшими количествами целлюлозного микроволокна (CMF). Неожиданно авторами также было обнаружено, что для получения хорошего эффекта эвкалиптовую APMP можно включать в бумагу санитарно-гигиенического назначения, которая, как предполагается, должна применяться в сухом виде.
Уровень техники
Авторы изобретения обнаружили, что благодаря включению в полотно эвкалиптового волокна, полученного перекисно-щелочным получением механической волокнистой массы (APMP), и небольших количеств целлюлозного микроволокна можно получать прекрасные результаты даже с применением традиционной технологии прессования во влажном состоянии (CWP). Кроме того, авторы изобретения обнаружили, что волокно из эвкалиптовой APMP является превосходной заменой традиционного эвкалиптового крафт-волокна в традиционной туалетной бумаге, неожиданно придавая ей мягкость, повышенную непрозрачность, плотность, впитывающую способность и пониженную прочность даже в случае бумаги санитарно-гигиенического назначения, изготовленной с регенерированными бумажными массами.
Некоторые из ранее предлагаемых предварительно увлажняемых бумаг санитарно-гигиенического назначения описаны в публикации Bhat et al. "Prewettable High Softness Paper Product Having Temporary Wet Strength", в патенте США № 5958187, выданном 28 сентября 1999 г., относящемся к бумажному продукту с гладкой поверхностью, выполненному с возможностью применения либо в сухом, либо в предварительно увлажненном вручную состоянии. Бумажный продукт обладал кратковременной прочностью во влажном состоянии, показывая начальный приведенный предел прочности при растяжении во влажном состоянии в поперечном направлении (CD), по меньшей мере, приблизительно 0,98 г/мм полоски, предпочтительно, 1,38 г/мм полоски, согласно измерению, полученному в испытании с использованием прижимного приспособления Finch Cup через 5 секунд после погружения образца (в воду), и последующий предел прочности при растяжении во влажном состоянии (CD) приблизительно менее двух третей от начального значения, согласно измерению через 30 минут после погружения (в воду). Кратковременную прочность во влажном состоянии обеспечивали путем добавления к композиции бумажной массы альдегидной добавки для придания кратковременной прочности во влажном состоянии в диапазоне приблизительно от 0,5 кг на метрическую тонну до приблизительно 7,5 кг на метрическую тонну. Композиция бумажной массы также включала в себя катионный азотсодержащий мягчитель/разрыхлитель в количестве приблизительно от 0,25 кг/метрическая тонна до приблизительно 1,5 кг/метрическая тонна. Предел прочности при растяжении бумажного продукта в сухом состоянии в CD-направлении составлял приблизительно от 5,23 г/мм полоски до приблизительно 10,5 г/мм, и разрушающее напряжение при разрыве составляло приблизительно от 10 до приблизительно 32 г/% деформации, в то время как отклонение геометрически усредненного значения истирания (GM MMD) составляло приблизительно от 0,26 до приблизительно 0,10. Предел прочности при растяжении в CD-направлении продукта уменьшался приблизительно до 0,59 г/мм полоски в пределах 10 часов после погружения (в воду). Во время трения о кожеподобную поверхность в увлажненном состоянии бумажный продукт оставался по существу свободным от пиллинга. Важно отметить, что в публикации Bhat et al. стойкость к влажному истиранию образца бумаги санитарно-гигиенического назначения размером 5,1 см × 11,4 см измеряли под нагрузкой 135 грамм относительно смоченной свиной кожи, и проводили визуальное наблюдение, чтобы определить остаются ли после на образце катышки, полоски или пух.
Еще одна из ранее предлагаемых предварительно увлажняемых бумаг санитарно-гигиенического назначения описана в публикации Van Luu и др. [то есть, Luu et al.] "Prewettable High Softness Paper Product Having Temporary Wet Strength", патенте США № 6059928, выданном 9 мая 2000 г., в котором к полотну добавляют добавку для придания кратковременной прочности во влажном состоянии, содержащую незаряженные химические фрагменты, такие как альдегидные группы, и альдегидсодержащие полимеры, полиолы и циклические мочевины или их смеси в диапазоне приблизительно от 0,5 кг на метрическую тонну до приблизительно 7,5 кг на метрическую тонну, чтобы обеспечить кратковременную прочность во влажном состоянии. В данной заявке глиоксаль предпочтительно распыляли на полотно после того, как полотно снимали с американского сушильного барабана.
В патентной заявке Канады № 2095554 на имя William D. Lloyd, опубликованной 6 августа 1994 г., описаны твердодревесные волокна беленой химической термомеханической пульпы (BCTMP) в количествах приблизительно 5 массовых процентов или более, которые обеспечивают мягкую бумагу санитарно-гигиенического назначения, подходящую для применения в качестве косметических салфеток или туалетной бумаги, однако данная заявка не раскрывает степень отбелки и химической обработки (в рафинере), применяемую для волокон и лишена информации, касающейся яркости, содержания лигнина или числа Каппа таких волокон, за исключением указания, что волокна содержат "значительные количества лигнина", и что выход пульпы составляет "приблизительно 90% или более". Lloyd также указывает, что "нет необходимости закладывать BCTMP-волокна в середину бумажного полотна путем наслаивания. Наоборот, листы бумаги санитарно-гигиенического назначения могут быть смешанными с применением смеси твердодревесных BCTMP-волокон (для мягкости) и более длинных мягкодревесных волокон (для прочности). Если слоистая бумага санитарно-гигиенического назначения является предпочтительной, твердодревесные BCTMP-волокна можно использовать в наружном слое (слоях)".
Сущность изобретения
Прототипы трехслойной, получаемой по традиционной технологии прессования во влажном состоянии (CWP), влагостойкой туалетной бумаги согласно настоящему изобретению являются более мягкими, чем туалетная бумага торговой марки Ultra Strong Charmin®, и в то же время являются до 90% более прочными с истираемостью во влажном состоянии менее 96%. Факторы, влияющие на такие результаты, включают в себя чередование в слое бумаги с американского сушильного барабана слоев из мягкодревесного волокна и/или целлюлозного микроволокна (CMF), концентрирование добавки для придания кратковременной прочности во влажном состоянии в слое с американского сушильного барабана и разрыхление воздушного слоя. Волокно из объединенной массы, такой как эвкалиптовая APMP или бумажная масса из южных сортов древесины, находящееся далеко от наружной поверхности, компенсирует стоимость целлюлозного микроволокна (CMF) и высококачественной бумажной массы.
Результаты позволяют говорить о том, что трехслойный формат, подобный формату продукта Quilted Northern Ultra Plush®, может обеспечивать бумагу высокой мягкости, хорошей прочности и низкой истираемости с применением в бумажной массе только древесной массы. CMF, технология крепирования посредством транспортерной ленты, переориентирующей волокно, и ламинирование с применением связующего, улучшает результаты.
Авторы изобретения обнаружили, что можно обеспечить данную подходящую комбинацию свойств двухслойного или трехслойного листа, формованного из основного целлюлозного листа, при этом многослойный лист имеет основную массу приблизительно от 24 до приблизительно 56 г/м2, содержит приблизительно от 3% до приблизительно 30% целлюлозного микроволокна, приблизительно от 70% до приблизительно 90% древесномассных волокон, имеет геометрически усредненный предел прочности при растяжении (GM) в сухом состоянии приблизительно от 2,9 до 6,6 г/см на грамм основной массы, предел прочности при растяжении в сухом состоянии приблизительно от 2,4 до приблизительно 4,9 г/см на грамм основной массы, содержит достаточное количество влагопрочной смолы, чтобы обеспечить значение предела прочности при растяжении (в CD-направлении) во влажном состоянии приблизительно от 0,7 до приблизительно 1,6 г/см на грамм основной массы, и толщину по кронциркулю, по меньшей мере, 2,5 миллидюймов на 8 листов на грамм основной массы. Предпочтительно непрозрачность такой многослойной бумаги санитарно-гигиенического назначения будет составлять, по меньшей мере, приблизительно 1,6 единиц непрозрачности при измерении на спектрофотометре типа Macbeth на грамм основной массы. Более предпочтительно, основную массу будет составлять от 35 до 60 г/м2. При испытании на сухое истирание, как упоминается в данном документе, листы согласно настоящему изобретению будут показывать ΔL* приблизительно менее 5. Применяемый в связи с этим параметр "L*" относится к параметру, разработанному Международной комиссией по освещению (International Commission on Illumination (CIE) 1976), также известному как измерение светлоты (бумаги) в цветовом пространстве CIELAB, и его не следует путать со светлотой (бумаги) в цветовом пространстве Hunter, обычно обозначаемой как "L". В связи с этим звездочка "*" не является ссылкой, отправляющей читателя в некоторое другое место данного документа, а представляет собой часть обычно применяемого символа светлоты "L*" согласно CIE 1976. При проведении испытания на истираемость во влажном состоянии, как указано в данном документе, листы согласно настоящему изобретению будут показывать площадь скатывающейся во влажном состоянии поверхности (площадь истертости) приблизительно менее 40 мм2. Альтернативно при проведении теста, как указано в данном документе, стойкость к истиранию во влажном состоянии будет представлена числом волокон с длиной более 350 мкм, которые удаляются из продуктов согласно изобретению, допускающих потерю менее 2500 волокон с длиной более 350 мкм.
Еще один аспект настоящего изобретения относится к рулонной туалетной бумаге, содержащей целлюлозные волокна, выбранные из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки; при этом не более 30 масс.% бумаги санитарно-гигиенического назначения представляет собой мягкодревесные волокна, превращенные в волокнистую массу в результате химической обработки; и приблизительно от 10 до приблизительно 50 масс.% эвкалиптовых волокон имеют содержание лигнина, по меньшей мере, приблизительно 20 масс.%; где эвкалиптовое волокно получено из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы предварительно химически рафинерной; и приблизительно от 3 до приблизительно 10 масс.% регенерированного целлюлозного микроволокна, и бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20 до 30%.
Еще один аспект настоящего изобретения относится к продукту в виде трехслойной туалетной бумаги, содержащему слоистый верхний слой, содержащий два слоя: наружный слой и внутренний слой; при этом наружный слой содержит смесь, содержащую, по меньшей мере, приблизительно от 30% до приблизительно 70% крафт-волокна и, по меньшей мере, от 30 до приблизительно 70 масс.% эвкалиптового крафт-волокна; и имеет основную массу, по меньшей мере, приблизительно от 8 до приблизительно 20 г/м2; при этом внутренний слой содержит, по меньшей мере, приблизительно 50% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.% и имеет основную массу, по меньшей мере, приблизительно 3 г/м2; внутренний слой имеет основную массу, по меньшей мере, приблизительно от 9 до приблизительно 25 г/м2 и содержит, по меньшей мере, приблизительно от 30% до приблизительно 70% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.% и, по меньшей мере, приблизительно от 30 до приблизительно 70 масс.% беленых мягкодревесных крафт-волокон; и слоистый нижний слой содержит два слоя: первый слой и второй слой, при этом первый слой содержит, по меньшей мере, приблизительно от 30% до приблизительно 70% крафт-волокна и приблизительно от 30 до приблизительно 70 масс.% эвкалиптового крафт-волокна и имеет основную массу приблизительно от 8 до приблизительно 20 г/м2; второй слой содержит, по меньшей мере, приблизительно 50% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.%, и имеет основную массу, по меньшей мере, приблизительно 3 г/м2. Предпочтительно внутренний слой и верхний слой соединены вместе путем тиснения; волокнистая композиция слоистого верхнего слоя по существу является такой же, как волокнистая композиция слоистого нижнего слоя; глубина тиснения слоистого нижнего слоя составляет менее 80%, более предпочтительно, менее 50% от глубины тиснения слоистого верхнего слоя, хотя обычно слоистый нижний слой является нетисненым; наружный слой верхнего слоя дополнительно содержит, по меньшей мере, приблизительно 5 масс.%, более предпочтительно, по меньшей мере, приблизительно 8 масс.%, еще более предпочтительно, приблизительно от 15 до 35 масс.% точно определенного регенерированного целлюлозного микроволокна, имеющего диаметр не более приблизительно 5 микрон, более предпочтительно, имеющего средний диаметр не более приблизительно 4 микрон, еще более предпочтительно, не более приблизительно 2 микрон, и наиболее предпочтительно, не более приблизительно 1 микрона; и проходящего через сито с номером около 14 меш; более предпочтительно, имеющего среднечисловую длину приблизительно от 50 микрон и 2000 микрон. Предпочтительно каждый из внутреннего слоя верхнего слоя и второго слоя нижнего слоя содержит, по меньшей мере, приблизительно 70% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.%, в то время как внутренний слой является сильно крепированнным, с плотностью, по меньшей мере, на 3% превышающей плотность наружных слоев, при этом такая повышенная плотность обычно обусловлена как применением эвкалиптовой APMP, так и увеличением крепирования в середине слоя.
Особенно предпочтительный вариант осуществления настоящего изобретения представляет собой продукт в виде трехслойной туалетной бумаги, содержащей слоистый верхний слой, содержащий два слоя: наружный слой и внутренний слой, при этом наружный слой содержит смесь, содержащую, по меньшей мере, приблизительно от 30% до приблизительно 70% крафт-волокна, и по меньшей мере, от 30 до приблизительно 70 масс.% эвкалиптового крафт-волокна и, по меньшей мере, приблизительно 5 масс.% точно определенного регенерированного целлюлозного микроволокна со средним диаметром не более приблизительно 4 микрон и средней длиной приблизительно от 50 микрон до 2000 микрон, при этом основная масса в наружном слое составляет, по меньшей мере, приблизительно от 8 до приблизительно 20 г/м2; внутренний слой содержит, по меньшей мере, приблизительно 70% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.% и имеет основную массу, по меньшей мере, приблизительно 3 г/м2; гомогенный внутренний слой с основной массой, по меньшей мере, приблизительно от 9 до приблизительно 25 г/м2 содержит, по меньшей мере, приблизительно от 40% до приблизительно 90% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.%, и по меньшей мере, приблизительно от 10 до приблизительно 60 масс.% беленого крафт-волокна; и слоистый нижний слой содержит два слоя: первый слой и второй слой, при этом первый слой содержит, по меньшей мере, приблизительно от 30% до приблизительно 70% крафт-волокна и приблизительно от 30 до приблизительно 70 масс.% эвкалиптового крафт-волокна и имеет основную массу приблизительно от 8 до приблизительно 20 г/м2; второй слой содержит, по меньшей мере, приблизительно 70% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.% и имеет основную массу, по меньшей мере, приблизительно 3 г/м2; и слоистый верхний слой и слоистый нижний слой содержат по существу одинаковые волокнистые композиции.
Предпочтительные бумаги санитарно-гигиенического назначения согласно настоящему изобретению, содержащие как APMP, так и CMF, будут обладать верхним слоем (наружный слой с внешней стороны рулона) с яркостью согласно стандарту Международной организации по стандартизации (ISO), по меньшей мере:
0,82 × (%VCP) + 0,795 × (%RF).98 + 0,84 × (%APMP + CFM),
где %VCP представляет собой процентное содержание в полотне целлюлозы из первичного сырья, превращенного в волокнистую массу, %RF представляет собой процентное содержание волокна, переработанного для вторичного использования, и %APMP+CMF представляет собой процентное содержание эвкалиптовой APMP и регенерированного целлюлозного микроволокна в наружном слоистом слое, и процентное содержание по массе мягкодревесного волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге ограничивается не более 30%, в то время как эвкалиптовые волокна во внутреннем слое содержат, по меньшей мере, приблизительно 23% лигнина и показывают яркость по стандарту ISO, по меньшей мере, приблизительно 82. Несмотря на то, что авторы изобретения предпочитают не применять эвкалиптовую APMP в наружном слое, когда она применяется в нижнем слое (обычно втором) слоя, на яркость слоя сильное влияние оказывает яркость волокна во внутренних слоях.
Краткое описание чертежей
Ниже изобретение описано со ссылкой на чертежи, на которых:
На фигуре 1 приведена схематичная иллюстрация аппарата для встряхивания, применяемого в "испытании на диспергируемость", описанном в настоящем документе.
На фигуре 2 приведена схематичная иллюстрация крепления, применяемого для удерживания бутылки для испытания, применяемой в "испытании на диспергируемость", в вертикальном положении, в то время как содержимое бутылки будет вытекать из нее.
На фигуре 3 проиллюстрировано промаркированное предметное стекло микроскопа, применяемое в испытании на истирание бумаги (размочаливания) во влажном состоянии.
На фигуре 4 проиллюстрирован схематичный вид трехслойной бумаги в разрезе с двумя слоистыми наружными слоями и гомогенным внутренним слоем, где эвкалиптовая APMP включена в состав всех трех слоев.
На фигурах 5 и 5A приведены графики с "кружками", иллюстрирующие взаимосвязь между мягкостью, прочностью во влажном состоянии (CD-направление) и стойкостью к истиранию во влажном состоянии для нескольких продуктов-прототипов.
На фигуре 6 приведен график с "кружками", иллюстрирующий взаимосвязь между диспергируемостью, прочностью во влажном состоянии (CD-направление) и стойкостью к истиранию во влажном состоянии для нескольких продуктов-прототипов.
На фигуре 7 проиллюстрирован предел прочности при растяжении в сухом состоянии и мягкость для нескольких бумажных продуктов-прототипов санитарно-гигиенического назначения.
На фигуре 8 проиллюстрирована толщина по кронциркулю и основная масса, полученная по CWP-технологии, для нескольких бумажных продуктов-прототипов санитарно-гигиенического назначения, в сравнении с бумажным продуктом санитарно-гигиенического назначения, крепированным с использованием материала, переориентирующего волокно ("FRFC"), то есть, крепированным посредством транспортерной ленты.
На фигуре 9 проиллюстрированы мягкость и стойкость к истиранию во влажном состоянии нескольких бумажных CWP-продуктов-прототипов санитарно-гигиенического назначения в сравнении с FRFC-прототипами, при этом основная масса указана с помощью размера кружка.
На фигуре 10 проиллюстрировано влияние обработки в рафинере на степень помола по канадскому стандарту нескольких эвкалиптовых пульп (APMP), подвергнутых различным процедурам образования пульпы.
На фигуре 11 проиллюстрирована взаимосвязь между плотностью и степенью помола по канадскому стандарту нескольких эвкалиптовых пульп, полученных с помощью различных процедур образования пульпы.
На фигуре 12 проиллюстрирована взаимосвязь между прочностью и степенью помола по канадскому стандарту нескольких эвкалиптовых пульп, полученных с помощью различных процедур образования пульпы.
На фигуре 13 проиллюстрирован неожиданно высокий уровень плотности, который можно создавать с использованием эвкалиптовой APMP при желательно низких уровнях прочности.
На фигуре 14A проиллюстрировано влияние различных уровней общей щелочности и пероксида на яркость эвкалиптовых пульп (APMP) в случае их обработки в рафинере.
На фигуре 14B проиллюстрировано влияние различных уровней общей щелочности и пероксида на яркость эвкалиптовых пульп (APMP) в случае их обработки в рафинере.
На фигуре 15 проиллюстрированы очень высокие уровни яркости, получаемые из эвкалиптовой APMP с относительно низким расходом щелочи и пероксида.
На фигуре 16 приведено сравнение яркости, получаемой при использовании смесей эвкалиптовой APMP и облагороженной макулатуры, по сравнению с яркостью, получаемой при использовании смесей эвкалиптовой APMP с крафт-бумажными массами.
На фигуре 17 приведено сравнение значения b* (желтизна/голубизна), получаемого при использовании смесей эвкалиптовой APMP с облагороженной макулатурой, по сравнению с яркостью, получаемой при использовании смесей эвкалиптовой APMP с крафт-бумажными массами.
На фигуре 18 проиллюстрирована очень высокая непрозрачность, достигаемая при использовании эвкалиптовой APMP и ее смесей, по сравнению с крафт-бумажными массами и облагороженными макулатурными бумажными массами.
На фигуре 19 приведена еще одна иллюстрация очень высоких уровней плотности, достигаемых при использовании для изготовления бумаги санитарно-гигиенического назначения смесей, содержащих эвкалиптовую APMP, при желательно низких прочностях.
На фигуре 20 проиллюстрировано уменьшение WAR (скорость впитывания воды), достигаемое при использовании смесей эвкалиптовой APMP с облагороженной макулатурной массой.
На фигуре 21 проиллюстрировано влияние добавок карбоксиметилцеллюлозы (CMC) и полиамидоамина (AMRES®), повышающих прочность во влажном состоянии, на смеси эвкалиптовой APMP с крафт-бумажными массами из древесины южных сортов и облагороженным регенерированным волокном.
На фигуре 22 проиллюстрирована неожиданно высокая толщина по кронциркулю и прочность сортов бумаги санитарно-гигиенического назначения, достигаемая с помощью включения эвкалиптовой APMP в состав традиционных бумагообразующих смесей.
На фигуре 23 проиллюстрирована неожиданная мягкость и прочность сортов бумаги санитарно-гигиенического назначения, достигаемая с помощью включения эвкалиптовой APMP в состав традиционных бумагообразующих смесей.
На фигуре 24 приведено сравнение параметров, относящихся к фракционному составу смеси по длине волокон, смесей эвкалиптовой APMP с регенерированным облагороженным волокном и эвкалиптовым крафт-волокном по сравнению со смесями эвкалиптовой APMP с беленым мягкодревесным крафт-волокном из древесины южных сортов и беленым твердодревесным крафт-волокном из древесины южных сортов.
На фигуре 25 проиллюстрирована неожиданная стойкость к истиранию в сухом состоянии сортов бумаги санитарно-гигиенического назначения, достигаемая с помощью включения эвкалиптовой APMP в состав традиционных бумагообразующих смесей.
На фигуре 26 представлена схема технологического процесса способа отбелки эвкалиптовых волокон, полученных перекисно-щелочной обработкой, для применения в настоящем изобретении.
На фигуре 27 представлена изометрическая схема, иллюстрирующая устройство для измерения степени сжатия рулонов бумажных продуктов санитарно-гигиенического назначения.
На фигуре 28 представлен вид в разрезе вдоль линии 28-28 фигуры 27.
На фигурах 29, 29A-29F, 29T и 29H проиллюстрированы подробности примера тиснения U19, упоминаемого в данном документе.
На фигурах 30, 30A-30H, 30J, 30-1 и 30-2 проиллюстрированы подробности примера тиснения HVS 9, упоминаемого в данном документе.
Подробное описание
Ниже изобретение описано со ссылкой на многочисленные варианты его осуществления. Такое описание приводится только в целях иллюстрации. Модификации конкретных примеров в пределах сущности и объема настоящего изобретения, указанных в прилагаемой формуле изобретения, будут совершенно очевидны специалисту в данной области техники.
Применяемая здесь терминология описывается с помощью ее обычного значения в соответствии с типичными определениями, указанными непосредственно ниже: мг относится к миллиграммам, м2 относится к квадратным метрам, мм2 относится к квадратным миллиметрам и так далее.
Норму добавления клея для крепирования рассчитывают путем деления скорости нанесения клея (мг/мин) на площадь поверхности сушильного цилиндра, проходящего под поперечиной аппликатора для нанесения клея распылением (м2/мин). Содержащая смолу клеящая композиция наиболее предпочтительно состоит по существу из смолы на основе поливинилового спирта и полиамид-эпихлоргидриновой смолы, где массовое отношение смолы на основе поливинилового спирта к полиамид-эпихлоргидриновой смоле составляет приблизительно от двух до приблизительно четырех. Клей для крепирования также может включать в себя модификатор в количестве, достаточном для сохранения хорошего переноса между крепировальной лентой и американским сушильным барабаном; обычно менее 5 масс.% модификатора и более предпочтительно, менее приблизительно 2 масс.% модификатора для расслоенных продуктов. Для продуктов, крепируемых с помощью крепирующего шабера, можно применять приблизительно от 5% до приблизительно 25% модификатора или более.
Если не указано иначе, термины "основная масса", BWT, bwt, BW и так далее, относятся к массе стопы листов продукта площадью 278,7 м2 (основная масса также выражается в г/м2 или г/кв.м). Аналогично "стопа" означает стопу бумаги с площадью 278,7 м2, если не указано иначе.
При крепировании продукта на сушильном барабане степень крепирования на барабане обычно рассчитывают как скорость американского сушильного барабана, деленную на скорость вращения мотовила. Чтобы выразить степень крепирования продукта на сушильном барабане в процентах, из степени крепирования на барабане вычитают 1 и результат умножают на 100.
Приводимые здесь толщины по кронциркулю и/или плотность можно измерять как толщины по кронциркулю, рассчитанные на 8 или 16 листов, как указано. Листы располагают друг над другом и измерение толщины по кронциркулю проводят в зоне центрального участка стопы. Предпочтительно, подвергаемые испытанию образцы выдерживают в атмосфере при 23°С±1,0°С и 50% относительной влажности в течение, по меньшей мере, приблизительно 2 часов и затем измеряют с помощью измерителя толщины модели Thwing-Albert 89-11-JR или на измерителе толщины Progage Electronic с опорами диаметром 50,8 мм, статической нагрузкой 539±10 грамм и скоростью спуска 5,87 мм/сек. Для испытания конечного продукта каждый подвергаемый испытанию лист продукта должен иметь то же число слоев, что и продажный продукт. В общем случае для испытания отбирают восемь листов и складывают в стопку вместе. При испытании салфеток салфетки разворачивают перед укладкой в стопку. Для испытания основных листов вне намоточных устройств, каждый лист, подвергаемый испытанию, должен иметь то же самое число слоев, что и полученный вне намоточных устройств. При испытании основного листа вне барабана бумагоделательной машины должны применяться одиночные слои. Листы укладывают в стопку вместе и выравнивают в машинном (продольном) направлении (MD). Плотность также может быть выражена в единицах объем/масса (удельный объем) путем деления толщины по кронциркулю на основную массу.
Термины "целлюлозное", "целлюлозное полотно" и т.п. предназначены для обозначения любого продукта для гидравлического холстоформирования, в состав которого входит бумагообразующее волокно, содержащее целлюлозу в качестве основного компонента. "Бумагообразующие волокна" включают в себя древесноволокнистые массы первичного помола, превращенные в волокнистую массу, или регенерированные (вторичные) целлюлозные волокна или смеси волокон, содержащие целлюлозные волокна. Волокна, подходящие для изготовления полотен согласно настоящему изобретению, включают в себя недревесные волокна, такие как волокна хлопка или производные хлопка, манильской пеньки, кенафа, травы сабай, льна, травы эспарто, соломы, джутовой конопли, багассы, нитевидные волокна молочая и волокна ананасовой листвы, и древесные волокна, такие как волокна, получаемые из лиственных и хвойных деревьев, включая мягкодревесные волокна, такие как мягкодревесные крафт-волокна северных сортов и южных сортов, твердодревесные волокна, такие как эвкалипт, клен, береза, тополь или т.п. Бумагообразующие волокна можно получать из их первоисточника любым из ряда химических способов образования пульпы, хорошо знакомых специалисту в данной области техники, включая сульфатный, сульфитный, полисульфидный способы, натронную варку и т.д. Пульпа может быть отбелена, если желательно, химическими способами, включая применение хлора, диоксида хлора, кислорода, щелочного пероксида и так далее. Продукты согласно настоящему изобретению могут содержать смесь традиционных волокон (произведенных либо из древесноволокнистой массы первичного помола, превращенной в волокнистую массу, либо из вторичных источников) и высокозернистых обогащенных лигнином трубчатых волокон, механических пульп, таких как беленая химическая термомеханическая пульпа (BCTMP). "Композиции бумажной массы" и тому подобная терминология относится к водным композициям, включающим в себя бумагообразующие волокна, необязательно, смолы, повышающие прочность во влажном состоянии, разрыхлители и т.п., для изготовления бумажных продуктов. Волокна, переработанные для вторичного использования, обычно составляют более 50 масс.% твердодревесного волокна и могут составлять от 75 до 80 масс.% или более твердодревесного волокна. Для целей настоящего изобретения особенно предпочтительный способ образования волокнистой массы из эвкалиптовой щепы обычно упоминается как образование щелочно-пероксидной механической массы или эвкалиптовой APMP, несмотря на то, что более длинное, но менее благозвучное название "предварительно химически обработанная рафинерная щелочно-пероксидная механическая масса" более подробно описывает более предпочтительный способ. Когда в настоящей заявке применяется термин эвкалиптовая APMP или APMP-эвкалипт, авторы изобретения также подразумевают, что в пределах такого класса объектов в данное определение включен эвкалипт, превращенный в полученную перекисно-щелочным получением механическую волокнистую массу предварительно химически рафинерную. Авторы изобретения обнаружили, что можно добиться неожиданно хорошей мягкости, плотности и характеристик во влажном состоянии путем применения эвкалиптовой APMP в сочетании с фибриллированными целлюлозными микроволокнами, часто упоминаемыми как "CMF".
Применяемый здесь термин "обезвоживание путем уплотнения структуры полотна или бумажной массы" относится к механическому обезвоживанию под действием результирующего прессования во влажном состоянии, например, на обезвоживающем сукне; например, в некоторых вариантах осуществления изобретения путем применения механического давления, непрерывно прикладываемого к поверхности полотна, как в зазоре между нажимным роликом и прессующим башмаком, где полотно находится в контакте с бумагоделательным сукном. Термин "уплотняющее обезвоживание" применяется для разграничения со способами, в которых начальное обезвоживание полотна осуществляют по большей части термическими способами, как, например, в случае патента США № 4529480 (автор Trokhan) и патента США № 5607551 (авторы Farrington и др.). Таким образом, обезвоживание путем уплотнения структуры полотна относится, например, к удалению воды из полотна, находящегося на стадии образования, имеющего концентрацию менее 30% или около того, путем приложения к нему давления и/или увеличения концентрации в полотне приблизительно на 15% или более путем приложения к нему давления, то есть увеличения концентрации, например, от 30% до 45%. В патенте США № 7399378, озаглавленном "Fabric Crepe Process for Making Absorbent Sheet", и многих связанных с ним заявках, важность отличия между крепированием с применением тканого материала и крепированием посредством транспортерной ленты, образованной путем перфорирования сплошной ленты, была небольшой, поскольку термин "лента" можно применять к любой крепировальной среде. Однако в публикации патентной заявки № 2010/0186913, озаглавленной "Belt-Creped, Variable Local Basis Weight Absorbent Sheet Prepared With Perforated Polymeric Belt" и родственных с ней заявках, отличие между применением крепировального материала и перфорированной полимерной ленты имеет существенное значение, поскольку было обнаружено, что применение перфорированной полимерной ленты делает возможным получение в полотне консолидированных областей, в частности, консолидированных седловидных областей, придавая ему улучшенные физические свойства по сравнению с полотнами, ранее формировавшимися с применением способа крепирования от передаточного цилиндра. Для удобства авторы изобретения упоминают такой способ формирования полотна, как крепирование посредством транспортерной ленты, переориентирующей волокно, или FRBC. Кроме того, в родственных заявках продемонстрировано, что обтирочные материалы, содержащие CMF, изготовленные с применением перфорированной полимерной ленты, обладают значительными эксплуатационными преимуществами по сравнению с обтирочными материалами, изготовленными с применением тканого крепировального материала, который авторы изобретения упоминают как крепирование посредством материала, переориентирующего волокно или FRFC. На всем протяжении настоящей заявки авторы изобретения стремились делать такое отличие явным. В данной заявке ленты и крепировальные материалы не следует рассматривать как синонимы.
Концентрация относится к % твердых веществ в полотне, находящемся на стадии образования, например, в расчете на абсолютно сухое вещество. "Воздушно-сухая" по определению означает "включающая в себя остаточную влагу" приблизительно до 10% влаги для пульпы и приблизительно до 6% влаги для бумаги. Образующееся полотно, содержащее 50% воды и 50% абсолютно сухой пульпы, имеет концентрацию 50%.
Когда здесь применяется термин "FRBC", ссылка относится к бумагоделательной технологии, которая описана в публикации патентной заявки США 2010/0186913, в то время как "FRFC" применяется для ссылки на технологию с применением материала для крепирования от переносящей поверхности, как описано в патенте США № 7494563; в патенте США № 7399378; в публикации патентной заявки США № 2005/0217814, в патенте США № 7442278; в патенте США № 7503998; в патенте США № 7588660; в патенте США № 7585389, в публикации патентной заявки США 2007/0204966, в патенте США № 7588661; и родственных заявках, даже, несмотря на то, что указанные способы также пригодны для применения с транспортерными лентами.
М/мин относится к обозначению "метров в минуту".
MD означает машинное (продольное) направление и CD означает поперечное направление (поперек машинного направления).
Твердость по Pusey и Jones (P&J) (вдавливание) измеряется в соответствии со стандартом Американского общества по испытанию материалов (ASTM) D 531 и относится к числу вдавливаний (стандартные образцы и условия).
"Преимущественно" означает содержание более 50 масс.% конкретного компонента, если не указано иначе.
Степень сжатия рулона измеряют путем сжатия рулона под 1500 г плоской плитой 281 устройства для испытаний 283, подобного устройству, показанному на фигурах 27 и 28. Типовые рулоны 285 выдерживают и подвергают испытанию в атмосфере при 23,0°С±1,0°С. Подходящее устройство для испытаний 283 с подвижной 1500 г плитой 281 (упоминаемое как Height Gauge), поставляется компанией:
Research Dimensions,
1720 Oakridge Road Neenah,
WI 54956 920-722-2289
920-725-6874 (FAX).
Процедура испытания в общих чертах описана ниже:
(a) Поднимают плиту 281 и помещают рулон 285, подвергаемый испытанию, под плитой в ее центре, чтобы приклеенный конец рулона 287 находился перед измерительным датчиком 291, центральная гильза рулона 289 размещалась параллельно относительно измерительного датчика 291.
(b) Медленно опускают плиту 281, пока она не будет касаться рулона 285.
(c) Определяют диаметр сжатого рулона или высоту барабана микрометра по указателю измерительного датчика 293 с точностью до 0,254 мм.
(d) Поднимают плиту 281 и удаляют рулон 285.
(e) Повторяют испытание для каждого рулона, подвергаемого испытанию.
Для расчета степени сжатия рулона в процентах применяется следующая формула:
RC (%) = 100 × ((начальный диаметр рулона - диаметр сжатого рулона)/начальный диаметр рулона)
Пределы прочности при растяжении (MD и CD) в сухом состоянии, удлинение при растяжении, их отношения, модуль, разрушающее напряжение при разрыве, напряжение и деформацию измеряют с помощью стандартного испытательного устройства Instron или другого подходящего измерителя предела прочности при растяжении, который может быть отконфигурирован различными способами, обычно с применением полосок бумаги санитарно-гигиенического назначения или полотенец шириной 76,2 мм или 25,4 мм, выдержанных в атмосфере при 23°С±1°С и 50%-ной относительной влажности в течение 2 часов. Испытание на предел прочности при растяжении проводится при скорости ползуна 50,8 мм/мин. Разрушающее напряжение при разрыве выражается в г/мм/% натяжения. Процент деформации является безразмерной величиной и не обязательно должен быть указан. Если не указано иначе, значения представляют собой разрывные значения. Выражение "геометрически усредненное значение" (GM) для конкретного продукта относится к квадратному корню из значений в MD и CD-направлениях продукта. Во время процедуры измерения предела прочности при растяжении также измеряют поглощенную энергию разрыва (TEA), которая определяется как площадь под кривой нагрузка/удлинение (кривая напряжение/деформация). Величина поглощенной энергии разрыва относится к воспринимаемой прочности продукта при употреблении. Продукты с более высокими значениями TEA могут восприниматься пользователями как более прочные, чем аналогичные продукты, которые имеют более низкие значения TEA, даже если фактический предел прочности при растяжении двух продуктов является одинаковым. В действительности наличие более высокого значения поглощенной энергии разрыва может позволить пользователю воспринимать такой продукт как более прочный, чем продукт с более низким значением TEA, даже если предел прочности при растяжении продукта с высоким значением TEA меньше, чем у продукта с более низким значением поглощенной энергии разрыва. Когда термин "приведенный" применяется в связи с пределом прочности при растяжении, он просто относится к соответствующему пределу прочности при растяжении, из которого удалено влияние основной массы путем деления такого предела прочности при растяжении на основную массу. Во многих случаях подобная информация обеспечивается термином "разрывная длина".
Отношения пределов прочности при растяжении представляют собой просто отношения значения в MD-направлении, определенного с помощью вышеупомянутых способов, деленного на соответствующее значение в CD-направлении. Если не указано иначе, предел прочности при растяжении относится к свойству сухого листа.
"Верхний", "сверху" и тому подобная терминология применяется исключительно для удобства и относится к расположению или направлению верхушек куполообразных структур, то есть к стороне ленты полотна, которая обычно находится напротив стороны американского сушильного барабана, если в контексте явным образом не указано иначе.
Предел прочности при растяжении во влажном состоянии бумаги санитарно-гигиенического назначения согласно настоящему изобретению обычно измеряют согласно способу T 576 pm 7, установленному Технической ассоциацией целлюлозно-бумажной промышленности (TAPPI), с применением полоски бумаги санитарно-гигиенического назначения шириной 76,2 мм, которую складывают в петлю, зажимают в специальном креплении, называемом Finch Cup (чаша Финча), и затем погружают в воду. Подходящее устройство Finch cup (76,2 мм) с основанием, соответствующим 76,2 мм зажиму, поставляется компанией:
High-Tech Manufacturing Services, Inc.,
3105-B NE 65th Street,
Vancouver, WA 98663 360-696-1611;
360-696-9887 (FAX).
Для испытания свежего основного листа и конечного продукта (полотенечный продукт, выдержанный в течение 30 дней или менее; бумага санитарно-гигиенического назначения, выдержанная в течение 24 часов или менее), содержащего добавку, повышающую прочность во влажном состоянии, испытуемые образцы на пять минут помещают в камеру с принудительной подачей воздуха, нагретой до 105°С. Для других образцов термическое старение не требуется. Устройство Finch cup закрепляли на измерителе предела прочности при растяжении, снабженном клеткой с нагрузкой 8,9 Н с фланцем Finch cup, зафиксированным между нижним кулачком измерителя и концами петли из бумаги санитарно-гигиенического назначения, зажатыми в верхнем кулачке измерителя предела прочности при растяжении. Часть чаши Finch Cup заполняют стандартизированной "водопроводной водой", содержащей: 0,006% хлорида кальция, 0,006% хлорида магния .6H2O, 0,007% бикарбоната натрия и количество очищенной воды до баланса, при pH приблизительно 6,5.
Образец погружают в воду, значение рН которой доведено до значения pH 7,0±0,1, и определяют предел прочности при растяжении через 5 секунд после погружения с применением скорости ползуна 50,8 мм/минута. Результаты выражают как г/мм, делят полученные данные на два, как требует вычисление для петли.
Поступательно движущаяся переносящая поверхность относится к поверхности, от которой полотно крепируется на крепировальной ленте. Поступательно движущаяся переносящая поверхность может представлять собой поверхность вращающегося барабана, как описано в настоящем документе, или может представлять собой поверхность непрерывной, гладкой движущейся ленты или другого движущегося материала, который может иметь поверхностную текстуру, и так далее. Поступательно движущаяся переносящая поверхность необходима для поддержания полотна и облегчения крепирования при высоком содержании твердых веществ, как будет понятно из описания, которое следует ниже.
Дельта скорости означает разницу линейной скорости.
Объем пор и/или долю объема пустот, упоминаемую далее, определяют путем насыщения полотна неполярной жидкостью POROFILTM и измерения количества поглощенной жидкости. Жидкость POROFILTM поставляется компанией Coulter Electronics Ltd., Beckman Coulter, Inc., 250 S. Kraemer Boulevard, P.O. Box 8000, Brea, CA 92822-8000 USA; Part No. 9902458. Объем поглощенной жидкости эквивалентен объему пор в пределах структуры полотна. Процент прироста массы (PWI) выражается в виде количества граммов поглощенной структурой полотна жидкости в расчете на грамм волокна с умножением на 100, как указано далее. Более конкретно, для каждого подвергаемого испытанию однослойного образца полотна выбирают 8 листов и вырезают квадрат 25,4 мм × 25,4 мм (25,4 мм в продольном направлении и 25,4 мм в поперечном направлении). Для образцов многослойного продукта каждый слой измеряют как отдельный объект. Многослойные образцы следует разделять на индивидуальные единичные слои и применять для испытания 8 листов с учетом месторасположения каждого слоя. Взвешивание и регистрацию сухой массы каждого тестируемого образца проводят с точностью приблизительно 0,0001 грамма. Образцы помещают в кювету, содержащую жидкость POROFILTM, имеющую удельную плотность приблизительно 1,93 грамма на кубический сантиметр. Через 10 секунд образец с помощью пинцета прижимают к кромке (1-2 миллиметра) на одном из углов кюветы и вытаскивают из жидкости. Образец удерживают за верхнюю часть угла и дают возможность избытку жидкости скапывать в течение 30 секунд. Нижнего угла образца слегка касаются (контакт в течение менее 0,5 секунды) фильтровальной бумагой №4 (Whatman Ltd., Maidstone, Англия) для того, чтобы удалить любой избыток в виде последней доли капли. Образец немедленно взвешивают в пределах 10 секунд, регистрируя массу с точностью до 0,0001 грамма. Величину PWI для каждого образца, выражаемую в виде граммов жидкости POROFILTM на грамм волокна, рассчитывают по следующей формуле:
в которой
"W1" представляет собой массу сухого образца в граммах; и
"W2" представляет собой массу мокрого образца в граммах.
PWI для всех восьми индивидуальных образцов определяют, как описано выше, и среднее значение по результатам измерения восьми образцов принимают как PWI образца.
Пористость (долю объема пустот) рассчитывают путем деления PWI на 1,9 (плотность жидкости), чтобы выразить долю в виде процента, где объем пустот (г/м2/г) представляет собой просто долю прироста массы, то есть PWI, деленное на 100.
Показатель интенсивности впитывания воды или WAR измеряется в секундах и представляет собой время, которое требуется образцу для впитывания капли воды массой 0,1 грамм, размещенной на его поверхности с помощью автоматического шприца. Подвергаемые испытанию образцы предпочтительно выдерживали при 23°С±1°С и 50% относительной влажности в течение 2 часов. Из каждого образца готовили 4 образца для испытания размером 76,2×76,2 мм. Каждый образец помещают в держатель образца таким образом, чтобы лампа с высокой интенсивностью излучения была направлена на образец. На поверхность образца помещают 0,1 мл воды и запускают секундомер. Когда вода впитается, на что будет указывать отсутствие дальнейшего отражения света от капли, секундомер останавливают и фиксируют время с точностью до 0,1 секунды. Процедуру повторяют для каждого образца, и усредняют полученные данные для образца. WAR измеряют согласно способу T 432 cm-99 по стандарту TAPPI (Техническая ассоциация целлюлозно-бумажной промышленности).
Испытание бумаги на диспергируемость
Чтобы определить, насколько хорошо туалетная бумага разлагается в воде при регулируемом перемешивании с применением стандартного водного раствора, образец бумаги санитарно-гигиенического назначения помещают в бутылку конкретных размеров со стандартизированным водным раствором и подвергают регулируемому перемешиванию с применением стандартизированного аппарата для встряхивания, который встряхивает бутылку с заданным числом встряхиваний при 180±5 тактах в минуту. Один такт представляет собой полный цикл "вперед-назад". Затем содержимое бутылки сливают с использованием зажимного приспособления, выполненного с возможностью удерживать бутылку в вертикальном положении. См. фиг.1 и 2. Более конкретно, испытание проводят следующим образом.
Стандартизированный аппарат для встряхивания бутылки 50 и зажимное приспособление для бутылки 52 с направляющими поставляются компанией Research Dimensions, 1720 Oakridge Road, Neenah, WI 54956, (920) 722-2289; FAX (920) 725-6874. Пластиковая бутылка 54 с небольшим горлышком (отверстие 17,5 мм) и крышкой, объемом 250 мл (каталожный номер 02-924-6D) поставляется компанией Fisher Scientific Company, 300 Industry Drive, Pittsburgh, PA 15275. Стандартный водный раствор (каталожный номер NC9664362) поставляется компанией Fisher Scientific Company, 800-766-7000.
Из рулона бумаги санитарно-гигиенического назначения удаляют и выбрасывают первые три слоя бумаги. (Образец бумаги санитарно-гигиенического назначения, подвергаемый испытанию, можно брать в любом месте рулона, за исключением трех наружных витков бумаги и последних 20 листов от центральной гильзы.) Если возраст образцов бумаги санитарно-гигиенического назначения и/или образцов основного листа составляет менее 24 часов, их следует подвергнуть обработке в камере отверждения в течение 5 минут при 105°С.
Для испытания конечного продукта отрезают от рулона шесть трехслойных полосок. Если продукт, подвергаемый испытанию, является многослойным, слои не отделяют друг от друга, а подвергают испытанию в виде все еще многослойного продукта.
Для испытания основного листа следует отрезать образцы, эквивалентные длине и ширине конечного продукта, для испытания которого они предназначены, три образца отрезают в случае однослойного продукта, шесть образцов отрезают в случае двухслойного продукта, и девять образцов отрезают в случае трехслойного продукта.
В бутылку 54 с крышкой переносят 180±5 мл стандартной воды при 23°С.
Аппарат для встряхивания 50 устанавливают на соответствующее число тактов. В случае испытания конечного продукта трехслойную полосу бумаги складывают пополам, сворачивают и вставляют в пластиковую бутылку, которую затем закрывают крышкой. В случае основного листа образец складывают пополам и сворачивают одну полоску бумаги санитарно-гигиенического назначения, когда предполагаемый конечный продукт является однослойным, две полоски бумаги санитарно-гигиенического назначения в случае двухслойного конечного продукта, и три полоски бумаги санитарно-гигиенического назначения в случае трехслойного конечного продукта. Рулон вставляют в пластиковую бутылку, которую затем закрывают крышкой. Бутылку 54 помещают в аппарат для встряхивания 50 (фиг.1) с дном 51, направленным в сторону шатуна 58, и включают мотор 60.
После того, как аппарат для встряхивания 50 встряхнул бутылку 54 установленное число тактов, содержимое немедленно проверяют на способность разлагаться путем переворачивания бутылки 54 и размещения ее в зажимном приспособлении для бутылки с направляющими 52 (фиг.2), чтобы одновременно с быстрым перемещением заметить, будет ли содержимое выливаться в химический стакан. Для того, чтобы образец прошел испытание в случае заданного числа колебаний, все содержимое бутылки 54 должно выливаться в пределах восьми секунд без встряхивания или тампонирования бутылки 54. Испытание повторяют, и образец считается "прошедшим испытание" только в том случае, если испытание прошли оба образца.
Испытание истираемости в сухом состоянии
Для количественного измерения количества бумажного волокна, удаляемого из полотенец, бумаги санитарно-гигиенического назначения и родственных продуктов, когда они применяются в сухом виде, применяется прибор для определения истираемости "Sutherland" с 1,82 кг тележка на полозьях. Такой прибор поставляется компанией Danilee Company, 27223 Starry Mountain Street, San Antonio, Texas 78260; 830-438-7737; 800-438-7738 (FAX). 1,82 кг блок для осуществления трения на приборе для определения истираемости имеет размеры 51 мм × 51 мм, так что давление, прилагаемое во время испытания, составляет 68,9 мбар.
После предварительного выдерживания образцов, подлежащих оценке, при 10-35% RH (относительная влажность) при температуре от 22°С до 40°С в течение 24 часов, с последующим выдерживанием при 50,0%±2,0% RH и 23,0±1,0°С в течение 2 часов, все последующие процедуры осуществляют в пределах помещения, поддерживая относительную влажность 48-53% RH и температуру от 22°С до 24°С.
Две стопки из четырех полосок, подвергаемых испытанию, размером 57 мм×114 мм (с длиной 57 мм в машинном направлении) отрезают от образца с лицевой стороны (наружной стороны рулона) бумаги.
Отрезают две полоски черного сукна размером 57 мм ×152 мм с длиной 152 мм в машинном направлении и маркируют лицевую сторону ID-номерами образца (индивидуальной информаций об образце).
За значение линии отсчета для сукна принимают измеренное с помощью спектрофотометра GretagMacbeth® (Модель Ci5) значение светлоты L* (степени интенсивности цвета) одного цвета на маркированной стороне каждой полоски черного сукна, применяемой для тестирования, в середине которой будет находиться зона, подвергаемая истиранию, с применением следующих параметров настройки спектрофотометра: большая область просмотра, исключение отраженного компонента, источник УФ C, 2-уровневое контрольное устройство и источник света C. Спектрофотометр GretagMacbeth® (Модель Ci5) поставляется компанией GretagMacbeth, 617 Little Britain Road, New Windsor, NY 12553; 914-565-7660; 914-565-0390 (FAX); www.gretagmacbeth.com. Полученное значение "перед испытанием" позже сравнивают с полученным значением "после испытания" для той же самой зоны полоски черного сукна на той же стороне, поскольку необходима особая тщательность, чтобы гарантировать, что сравнение делается только между одинаковыми полосками сукна. Применяемый в связи с этим параметр "L*" относится к параметру, разработанному Международной комиссией по освещению (International Commission on Illumination (CIE) 1976), также известному как измерение светлоты (бумаги) в цветовом пространстве CIELAB, и его не следует путать со светлотой (бумаги) в цветовом пространстве Hunter, обычно обозначаемой как "L". В связи с этим звездочка "*" не является ссылкой, отправляющей читателя в некоторое другое место данного документа, а представляет собой часть обычно применяемого символа светлоты "L*" согласно CIE 1976.
Для проведения оценки образца его с помощью липкой ленты закрепляют сверху на пластине с гальваническим покрытием прибора для определения истираемости "Sutherland", так чтобы трение происходило в машинном направлении, с особой тщательностью, чтобы гарантировать, что каждый образец закреплен в одной и той же зоне истирания, каждый раз, когда осуществляется испытание. Первый образец черного сукна прикрепляют с помощью клейкой ленты маркированной стороной наружу к нижней части 1,82 кг блока для осуществления трения прибора для определения истираемости "Sutherland", число циклов на приборе для определения истираемости устанавливают на четыре, и выбирают низкоскоростной режим (параметр установки #2 для 4-х скоростной модели или параметр установки #1 для 2-х скоростной модели); блок для осуществления трения помещают на салазки прибора для определения истираемости "Sutherland" и нажимают кнопку "Старт" для начала испытания. После завершения четырех циклов блок для осуществления трения удаляют из прибора, и с нижней части блока для осуществления трения удаляют черное сукно, которое сохраняет экспериментальное значение цвета L* "после испытания". Образец удаляют с пластины с гальваническим покрытием и отбраковывают.
Для маркированной стороны каждой полоски черного сукна получают значение L* для одного цвета; при этом проводят измерение того же самого пятна в середине подвергаемой трению зоны, которое использовали для получения значения "перед испытанием". Полученное значение "после испытания" сопоставляют с соответствующим значением "перед испытанием", чтобы рассчитать разницу между полученными значениями - "ΔL*".
Для каждого образца отмечают среднее значение, стандартное отклонение, минимальный и максимальный результат испытания, измеренные с точностью до 0,01 единицы L*, как для значений, полученных "перед испытанием", так и для значений "после испытания". Величина разницы между значениями "после испытания" и значениями, полученными "перед испытанием", указывает на количество бумажного волокна, удаляемого с помощью стандартизированной процедуры трения в сухом состоянии.
Испытание истираемости волокна во влажном состоянии
Для оценки удаления бумажного волокна при влажном трении образца бумаги санитарно-гигиенического назначения, образец сначала подвергнутый обработке с применением искусственного увлажнения, подвергают трению относительно образца стандартного черного сукна с помощью прибора для определения истираемости "Crockmeter", модифицированного, как описано в настоящем документе; и затем с помощью сканера планшетного типа Epson Perfection 4490 и программного обеспечения Apogee, SpecScan 2.3.36 измеряют площадь (в мм2) бумажного волокна, оставленного на сукне.
Прибор для определения истираемости "Crockmeter" поставляется компанией SDL Atlas, LLC, 3934 Airway Drive, Rock Hill, SC 29732; (803)329-2110. Необходимый для измерения истираемости во влажном состоянии, как описано в настоящем документе, прибор "Crockmeter" модифицируют путем дополнения его 360 граммовым рычагом и 25 мм×50 мм трущей лапкой, с помощью которых к образцу прилагается давление 30 мбар. Вес блока для осуществления трения составляет 355 г для нагруженного рычага, поддерживаемого на одном конце, и 36 г для трущей лапки. Такой вес прилагается к площади 25 мм×50 мм для создания давления 391 г/12,9 см2 = 30,3 г/см2. В отличие от этого в способе оценки влажного истирания (размочаливания) в патентах Bhat и др. и Luu, упоминаемых в данном документе, применяется 135 г тележка на полозьях, помещаемая на образец размера 50 мм×75 мм для получения давления 135 г/38,7 см2 = 3,5 г/см2.
Компания Research Dimentions, 1720 Oakridge Road, Neenah, WI 54956; 920-722-2289, модифицирует прибор для определения истираемости "Crockmeter", чтобы соответствовать предлагаемой здесь методике. Подходящее черное сукно размером 4,76 см, часть #1 13308F-24 поставляется компанией Aetna Felt Corporation, 2401 W. Emaus Avenue, Allentown, PA 18103; 800-526-4451.
Для испытания образца три наружных слоя бумаги санитарно-гигиенического назначения удаляют из рулона. Три листа бумаги санитарно-гигиенического назначения отрезают в местах перфорации и помещают в стопку с применением ножа для разрезания бумаги, гарантирующего, что листы бумаги санитарно-гигиенического назначения помещены с одинаковой ориентацией относительно направления и стороны рулона. Из стопки нарезают образцы размером 50 мм×64 мм таким образом, чтобы длинный размер совпадал с машинным направлением. Достаточное количество образцов нарезают на 4 реплики. Короткую (50 мм) сторону бумаги санитарно-гигиенического назначения маркируют небольшой точкой, чтобы указать поверхность бумаги, которая в рулоне была обращена наружу. Трущую лапку монтируют на рычаг прибора "Crockmeter" с коротким размером, расположенным параллельно ходу прибора "Crockmeter", и длиной хода, установленной на 102±3 мм, и устанавливают скорость рабочего хода на количество циклов в минуту. Черное сукно нарезают на куски размером 76 мм×152 мм с внутренней поверхностью, маркированной вдоль короткой кромки. В таком испытании образец бумаги санитарно-гигиенического назначения, подвергаемый испытанию, будет подвергаться истиранию внутренней стороной сукна, начиная с отметки. На любой подходящей плоской поверхности поблизости помещают черный акриловый лист (305 мм×305 мм), предметное стекло микроскопа 40 (51 мм×76 мм), промаркированное как показано на фигуре 3, ленту, пипетку и химический стакан с дистиллированной водой. Прибор "Crockmeter" включают, затем выключают, чтобы установить рычаг в его самое дальнее заднее положение. Под рычаг помещают ограничитель, чтобы удерживать его выше трущейся поверхности. Чистый кусок черного сукна приклеивают лентой к основанию прибора "Crockmeter" поверх трущейся поверхности с маркированной поверхностью, направленной вверх маркированным концом, примыкающим к точке начала хода трущей лапки. Образец приклеивают лентой вдоль одной из коротких кромок трущей лапки с лицевой стороной бумаги, обращенной вверх, кусок бумаги обертывают вокруг трущей лапки и прикрепляют к рычагу прибора "Crockmeter" со стороны клейкой ленты, так чтобы маркированное место на образце бумаги было обращено к оператору на переднем участке прибора "Crockmeter". Тип применяемой ленты не является ограничивающим. Подходящей является канцелярская лента, обычно упоминаемая как "целлофановая лента", или продаваемая под торговой маркой "Scotch® Tape". Ограничитель удаляют из-под рычага, и рычаг с прикрепленной к нему трущей лапкой опускают на черное сукно с длинным размером трущей лапки, расположенным перпендикулярно направлению трения, и устанавливают трущую лапку на место. Предметное стекло микроскопа помещают на сукно впереди трущей лапки и 3 объема дистиллированной воды по 200 мкм каждый выдавливают из пипетки на крестообразные метки на предметном стекле. Образец, трущую лапку и рычаг аккуратно поднимают, предметное стекло помещают под образец, и опускают образец, чтобы дать возможность воде смачивать образец в течение 5 секунд, после чего рычаг поднимают, предметное стекло удаляют и прибор "Crockmeter" приводят в действие, давая возможность образцу сделать три поступательных движения на сукне с помощью рычага, поднимаемого вручную в начале каждого обратного движения, чтобы предотвратить контакт образца с сукном во время обратных движений. После трех поступательных движений прибор "Crockmeter" выключают и под рычаг помещают ограничитель, чтобы можно было удалить черное сукно без нарушения находящегося на нем, содранного при трении бумажного волокна. Три минуты спустя сукно удаляют с поверхности трения, сканируют на сканере планшетного типа Epson, Perfection 4490 с версией 2.3.36 программного обеспечения Apogee SpecScan, с программой, установленной для "lint" в окне настройки параметров сканера "Scanner Settings" c цифрой "5", устанавливаемой в окне "Process Groups of" на панели "Defaults panel"; при этом разрешение "Resolution" устанавливают на "600 точек/дюйм", режим сканера "Scanner Mode" устанавливают на "256-Grayscale", "Area Setting" устанавливают на "Special", "Scan Image" устанавливают на "Reverse Image", в окне "Upper Limit" на панели "Dirt Histogram" устанавливают ">= 5.000"; в окне "Lower Limit" на данной панели устанавливают "0.013-0.020" и в окне "X Scale:" устанавливают "25"; и в окне "PPM" панели "Bad Handsheet" устанавливают "2500.0". Отмечают на панели "Printout Settings:" окна "Gray-Summary", "Sheet Summary" и "Gray Histogram"; в окне "Copies" устанавливают "1", в то время как окна "Dirt Histogram", "Categories" и "XY Location" на данной панели не отмечают. Отмечают оба окна "Enable Display" и "Enable Zoom" на панели "Display Mode". На панели "Scanner Setup" окно "White" устанавливают на "255", в то время как окно "Black" устанавливают на "0", в окне "Contrast Filter" устанавливают "0.000", в окне верхнего порога "Threshold =" устанавливают 80.0 [% процент фона плюс], в то время как в окне нижнего порога "Threshold =" устанавливают "0.0" [значение по шкале серого]. Отмечают окно "Percent of Background, plus offset" на панели "Scanner Setup", в то время как окна "Manual Threshold Setting" и "Function of StdDev of Background" остаются неотмеченными. Если требуется, окна "Grade Identification:" и "Reel/Load Number:" можно применять для регистрации элемента, связанного с идентификацией образцов, подвергаемых испытанию. На панели "Special Area Definition", "Inches" отмечают области "Dimensions:", в то время как область "Rectangular" отмечают в области "Shape:". В области "Border at top и left:" "0.15" [дюйм] воспроизводится в окне "At the left side: (X)" и "0.625" [дюйм] воспроизводится в окне "At the top: (Y)". В области "Area to scan:" "2.7" [дюйм] воспроизводится в окне "Width (X)" и "5.2" [дюйм] воспроизводится в окне "Height(Y)". После сканирования площадь (в мм2) оставшегося на черном сукне волокна после истирания выводится в таблице "SHEETS" в колонке "Total Area" под заголовком "Sample Sheet(s)" на экране "Sheet & Category Summary". Такой результат иногда упоминается в данном документе как "WALA" по первым буквам "Wet Abraded Lint Area" (площадь бумажного волокна, оставленного на сукне при влажном истирании), которая сообщается в мм2.
В других случаях удаленное волокно смывают, и раствор подвергают испытанию на анализаторе качества волокна "Optest Fiber Quality Analyzer", чтобы определить число удаляемых волокон с длиной, превышающей 40 мкм. Анализатор качества волокна "Optest Fiber Quality Analyzer" стал стандартным прибором в целлюлозно-бумажной промышленности для определения распределений волокон по длинам и подсчетов волокон (выше определенной минимальной длины, которая сдерживает уменьшение, в то время как Optest совершенствует их технологию).
Анализатор качества волокна "Optest Fiber Quality Analyzer" поставляется компанией: OpTest Equipment Inc., 900 Tuper St. Hawkesbury-ON-K6A 3S3-Канада, телефон: 613-632-5169; факс: 613-632-3744.
Регенерированное целлюлозное микроволокно
Согласно изобретению регенерированное целлюлозное волокно готовят из раствора целлюлозы, содержащей целлюлозу, растворенную в растворителе, содержащем N-оксиды третичных аминов или ионные жидкости. Композиция растворителя для растворения целлюлозы и получения немодифицированных растворов целлюлозы обычно включает в себя оксиды третичных аминов, такие как N-метилморфолин-N-оксид (NMMO) и подобные соединения, перечисленные в патенте США № 4246221 (McCorsley). Растворы целлюлозы могут содержать растворители, не растворяющие целлюлозу, такие как вода, алифатические спирты или другие растворители, что будет очевидно из обсуждения, которое следует ниже.
Ниже в таблице 1 перечислены подходящие добавки для растворения целлюлозы.
Примеры растворителей на основе оксидов третичных аминов
См. также патент США № 3508941 (Johnson).
Подробности в отношении получения растворов целлюлозы, включающих в себя целлюлозу, растворенную в подходящих ионных жидкостях, и регенерирование целлюлозы из них, обнаружены в патенте США № 6824599 (Swatloski et al.), озаглавленном "Dissolution and Processing of Cellulose Using Ionic Liquids". Здесь снова могут быть включены подходящие уровни растворителей, не растворяющих целлюлозу. В указанном патенте в общих чертах описан способ растворения целлюлозы в ионной жидкости без получения производных и регенерирования целлюлозы в различных структурных формах. Как сообщается, растворимость целлюлозы и свойства раствора можно регулировать путем выбора компонентов ионной жидкости с небольшими катионами и галогенидными или псевдогалогенидными анионами, благоприятствующими растворению. Предпочтительные ионные жидкости для растворения целлюлозы включают в себя жидкости с циклическими катионами, такими как следующие катионы: имидазолий; пиридиний; пиридазиний; пиримидиний; пиразиний; пиразолий; оксазолий; 1,2,3-триазолий; 1,2,4-триазолий; тиазолий; пиперидиний; пирролидиний; хинолиний; и изохинолиний.
Методики переработки ионных жидкостей/растворов целлюлозы также обсуждаются в патенте США № 6808557 (Holbrey et al.), озаглавленном "Cellulose Matrix Encapsulation and Method". Также отметим патент США 7888412 (Holbrey et al.), озаглавленный "Polymer Dissolution and Blend Formation in Ionic Liquids", а также патент США 6808557 (также Holbrey et al.), озаглавленный "Cellulose Matrix Encapsulation and Method". Что касается ионных жидкостей, следующие документы в общих чертах обеспечивают дополнительные подробности: патент США 7763715 (Hecht et al.), озаглавленный "Extracting Biopolymers From a Biomass Using Ionic Liquids"; публикация патентной заявки США № 2006/0240727 (Price et al.), озаглавленной "Ionic Liquid Based Products and Method of Using The Same"; публикация патентной заявки США № 2006/0240728 (Price et al.), озаглавленной "Ionic Liquid Based Products and Method of Using The Same"; публикация патентной заявки США № 2006/0090271, (Price et al.), озаглавленной "Processes For Modifying Textiles Using Ionic Liquids"; и публикация патентной заявки США № 2006/0207722 (Amano et al.), озаглавленной "Pressure Sensitive Adhesive Compositions, Pressure Sensitive Adhesive Sheets With Suitable Protecting Films". Некоторые ионные жидкости и псевдоионные жидкости, которые могут быть подходящими, описаны в публикации Konig и др., Chem. Commun. 2005, стр. 1170-1172.
Термин "ионная жидкость" относится к расплавленной композиции, включающей в себя ионное соединение, которое при атмосферном давлении и температурах менее 100°С предпочтительно представляет собой стабильную жидкость. Обычно такие жидкости имеют очень низкое давление пара: при 100°С менее 75 мбар (7,5 кПа) или около того, и предпочтительно, менее 50 мбар или менее 25 мбар при 100°С. Наиболее подходящие жидкости будут иметь давление пара менее 10 мбар при 100°С, и часто давление пара является таким низким, что оно пренебрежимо мало и не является легкоизмеримым, так как составляет менее 1 мбар при 100°С.
Подходящие ионные жидкости, поступающие в продажу, представляют собой ионные жидкости BasionicТМ, поставляемые компанией BASF (Florham Park, NJ).
Растворы целлюлозы, включающие в себя ионные жидкости с содержанием растворенного вещества приблизительно 5 масс.% немодифицированной целлюлозы, поступают в продажу от корпорации Aldrich (Sigma-Aldrich Corp., St. Louis, MO). В таких композициях в качестве растворителя используют ацетат алкилметилимидазолия. Было обнаружено, что ионные жидкости на основе холина не являются особенно подходящими для растворения целлюлозы.
После получения раствора целлюлозы она формуется в волокно, фибриллируется и включается в состав абсорбирующего полотна, как описано ниже.
Синтетическую целлюлозу, такую как лиоцелл, расщепляют до микро- и нановолокон и добавляют к традиционной древесной массе. Волокно может быть фибриллировано, например, в ненагруженной дисковой мельнице, или любым другим подходящим способом, включая применение мельницы Pulmac-Fiber (PFI). Предпочтительно, применяют относительно короткое волокно и во время фибрилляции сохраняют низкую концентрацию. Благоприятные свойства фибриллированного лиоцелла включают в себя: биоразлагаемость, наличие водородных связей, диспергируемость, способность к повторному провариванию и присутствие более мелких микроволокон, чем, например, волокна, которые могут быть получены при формовании из расплава.
Фибриллированный лиоцелл или его эквивалент имеет преимущества по сравнению с расщепляемыми формованными из расплава волокнами. Синтетические волокна с толщиной порядка микроденье образуются в разнообразных формах. Например, волокно нейлон/полиэтилентерефталат (PET) толщиной 3 денье в так называемой клиновидной конфигурации может быть расщеплено на 16 или 32 сегмента, обычно в способе гидропереплетения. Каждый сегмент 16-сегментного волокна может иметь зернистость приблизительно 2 мг/100 м по сравнению с эвкалиптовой пульпой, имеющей зернистость приблизительно 7 мг/100 м. К сожалению, при традиционных способах мокрого нанесения с этим подходом ассоциируется ряд недостатков. Диспергируемость меньше оптимальной. Формованные из расплава волокна следует расщеплять до формирования полотна, а эффективный способ для этого отсутствует. Наиболее доступные полимеры для таких волокон не являются биоразлагаемыми. Зернистость является более низкой, чем у древесной пульпы, но по-прежнему достаточно высокой, так что они должны применяться в значительных количествах и составляют дорогостоящую часть бумажной массы. В конечном итоге, недостаток водородных связей требует других способов удержания волокон в полотне.
Фибриллированный лиоцелл содержит фибриллы, которые могут быть небольшими, порядка 0,1-0,25 микрон (мкм или мк) в диаметре при пересчете на зернистость 0,0013-0,0079 мг/100 м. При условии, что такие фибриллы доступны в виде индивидуальных нитей, отделенных от исходного волокна, плотность волокон бумажной массы может существенно увеличиваться при различных уровнях добавления. Преимущество могут обеспечивать даже фибриллы, не отделенные от исходного волокна. Для удобства фибриллированный лиоцелл часто упоминается здесь как CMF, а также как короткий лиоцелл для целлюлозного микроволокна. Диспергируемость, способность к повторному провариванию, наличие водородных связей и биоразлагаемость остаются свойствами, присущими продукту, так как фибриллы представляют собой целлюлозу.
Фибриллы из волокна лиоцелл имеют важные отличия от фибрилл древесной пульпы. Наиболее важное отличие состоит в длине лиоцелльных фибрилл. Для фибрилл древесной пульпы возможна только микронная длина, и, следовательно, действие в области непосредственной связи волокно-волокно. Фибрилляция древесной пульпы путем измельчения массы ведет к более прочным, более плотным полотнам. Однако фибриллы лиоцелла потенциально являются такими же длинными, как исходные волокна. Такие фибриллы могут действовать как независимые волокна и увеличивать плотность при сохранении или улучшении прочности. Южная сосна и смешанная твердая древесина южных сортов (MSHW) представляют собой два примера волокон, которые имеют более низкое качество по сравнению с пульпами высшего уровня качества по мягкости. Применяемый здесь термин "пульпы высшего уровня качества" относится к пульпам из мягких древесин северных сортов и эвкалипта, обычно применяемых в производстве санитарно-гигиенической бумаги для получения продуктов наиболее мягких сортов для бани, для лица и полотенец. Южная сосна является более грубой, чем крафт-волокна мягкой древесины северных сортов, а смешанная твердая древесина южных сортов является как более грубой, так и более сильно измельченной, чем имеющийся в продаже эвкалипт. Меньшая зернистость и меньшее содержание тонкодисперсных включений в имеющейся в продаже пульпе высшего уровня качества ведет к более высокой плотности волокон, выражаемой как количество волокон на грамм (N или Ni>0,2) в таблице 3. Значения зернистости и длины в таблице 2 получали с помощью анализатора качества волокон OpTest. Определения приведены ниже:
Беленая бумажная масса из древесины мягких пород (NBSK) и эвкалипта содержит больше волокон на грамм, чем бумажная масса из древесины южной сосны и твердой древесины. Меньшая зернистость ведет к более высоким плотностям волокон и более гладким полотнам.
Свойства волокон
мм/г
Для сравнения "немодифицированные" или "исходные" волокна нефибриллированного лиоцелла до фибрилляции имеют зернистость 16,6 мг/100 м и диаметр приблизительно от 11 до приблизительно 12 мкм.
Фибриллы фибриллированного лиоцелла имеют зернистость где-то около 0,001-0,008 мг/100 м. Таким образом, плотность волокон может быть существенным образом увеличена при относительно низких уровнях добавления. Можно выбирать длину волокон исходного волокна, и длина волокна фибрилл может зависеть от исходной длины и степени нарезки во время процесса фибрилляции.
Размеры волокон, проходящих через сито с номером 200 меш, имеют ширину порядка 0,2 микрон при длине 100 микрон. С применением указанных размеров можно вычислить плотность волокон как 200 миллиардов волокон на грамм. Для сравнения южная сосна может иметь три миллиона волокон на грамм, и эвкалипт может иметь двадцать миллионов волокон на грамм (см. таблицу 2). По-видимому, такие волокна представляют собой фибриллы, которые получены при расщеплении исходных неразмолотых волокон. Разные формы волокна с лиоцеллом, предназначенные для быстрой фибрилляции, могут в результате приводить к волокнам с диаметром 0,2 микрона, которые, возможно, имеют длину 1000 микрон или более вместо 100 микрон. Как отмечено выше, фибриллированные волокна регенерированной целлюлозы могут быть приготовлены путем получения "исходных" волокон с диаметром от 10 до 12 микрон или около того с последующей фибрилляцией исходных волокон. Альтернативно, недавно стали доступны фибриллированные микроволокна лиоцелла от компании Engineered Fibers Technology (Shelton, Connecticut), которые имеют подходящие свойства. Особенно предпочтительные материалы содержат более 40% волокна, которое является более тонким, чем номер сита 14, и обладает очень низкой зернистостью (низкая степень помола). В качестве справочного материала размеры номера сита приведены ниже в таблице 3.
Размер номера сита
Подробности процесса разделения на фракции с применением классификатора Байера-МакНетта (Bauer-McNett) приведены в публикации Gooding и др. "Fractionation in a Bauer-McNett Classifier", Journal of Pulp и Paper Science, т. 27, № 12, декабрь 2001.
В связи с настоящим изобретением впитывающее бумажное полотно готовят путем диспергирования бумагообразующих волокон в водной бумажной массе (суспензии) и нанесения водной бумажной массы на формующую сетку бумагоделательной машины. Можно применять любую схему формования. Например, широкий, но не исчерпывающий список, кроме плоскосеточных бумагоделательных машин, включает в себя бумагоделательную машину с серповидной сеточной частью, двухсеточную бумагоделательную машину с C-петлей, двухсеточную бумагоделательную машину с S-петлей или бумагоделательную машину с отсасывающим боковым валом. Формующая сетка может представлять собой любую подходящую дырчатую структуру, включая однослойные ткани, двухслойные ткани, трехслойные ткани, фотополимерные материалы и т.п. Неисчерпывающий предшествующий уровень техники в области формующих сеток включает в себя патенты США №№ 4157276, 4605585, 4161195, 3545705, 3549742, 3858623, 4041989, 4071050, 4112982, 4149571, 4182381, 4184519, 4314589, 4359069, 4376455, 4379735, 4453573, 4564052, 4592395, 4611639, 4640741, 4709732, 4759391, 4759976, 4942077, 4967085, 4998568, 5016678, 5054525, 5066532, 5098519, 5103874, 5114777, 5167261, 5199261, 5199467, 5211815, 5219004, 5245025, 5277761, 5328565 и 5379808. Одна из формующих сеток, особенно подходящих для настоящего изобретения, представляет собой формующую сетку Voith Fabrics 2164 производства корпорации Voith Fabrics, Shreveport, LA.
Вспенивание водной бумажной массы на формующей сетке или ткани может применяться как средство для формирования полотен, содержащих волокна, которые в какой-то степени трудно диспергировать в традиционных водных бумажных массах. Способы пенообразования описаны в патентах США №№ 6500302; 6413368; 4545156 и патенте Канады № 2053505. Вспененная волокнистая бумажная масса получается из водной суспензии волокон, смешанных с вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Суспензия бумажной массы, подаваемая в систему, имеет концентрацию в диапазоне приблизительно от 0,5 до приблизительно 7 масс.% волокон, предпочтительно в диапазоне приблизительно от 2,5 до приблизительно 4,5 масс.%. Суспензию бумажной массы добавляют к вспененной жидкости, содержащей воду, воздух и поверхностно-активное вещество, и содержащей от 50 до 80 об.% воздуха, и путем простого перемешивания из-за естественной турбулентности и смешения, характерного для элементов процесса, образуют вспененную волокнистую бумажную массу, имеющую концентрацию в диапазоне приблизительно от 0,1 до приблизительно 3 весовых процентов волокон. Добавление бумажной массы в виде суспензии с низкой концентрацией приводит к избыточно вспененной жидкости, извлекаемой с формующих сеток. Избыточно вспененная жидкость отводится из системы и может использоваться в другом месте или обрабатываться для извлечения из нее поверхностно-активных веществ.
Композиция бумажной массы почти всегда будет содержать химические добавки для изменения физических свойств получаемой бумаги. Такие химические добавки хорошо известны специалисту в данной области техники и могут применяться в любой известной комбинации. Такие добавки могут представлять собой модификаторы поверхности, мягчители, разрыхлители, добавки для повышения прочности, латексы, замутнители, оптические осветлители, красители, пигменты, проклеивающие агенты, изолирующие химические вещества, удерживающие добавки, добавки, уменьшающие растворимость, органические или неорганические сшиватели или их комбинации, химические вещества, необязательно содержащие полиолы, крахмалы, сложные эфиры полипропиленгликоля (PPG), сложные эфиры полиэтиленгликоля (PEG), фосфолипиды, поверхностно-активные вещества, полиамины, HMCP (гидрофобно модифицированные катионные полимеры), HMAP (гидрофобно модифицированные анионные полимеры) или т.п.
Бумажную массу можно смешивать с регуляторами прочности, такими как добавки, повышающие прочность во влажном состоянии, добавки, повышающие прочность в сухом состоянии, разрыхлители/мягчители и так далее. Даже, несмотря на то, что обычно считается, что постоянная прочность во влажном состоянии сильно противопоказана продуктам типа туалетной бумаги, такие добавки часто включают во многие продукты типа косметических салфеток, которые не предполагается смывать в унитаз. Подходящие добавки, повышающие прочность во влажном состоянии, известны специалистам в данной области техники. Обширный, но неисчерпывающий перечень применимых добавок для повышения прочности включает в себя мочевиноформальдегидные смолы, меламиноформальдегидные смолы, глиоксилированные полиакриламидные смолы, полиамид-эпихлоргидриновые смолы и т.п. Термореактивные полиакриламиды получают путем взаимодействия акриламида с хлоридом диаллилдиметиламмония (DADMAC) с получением катионного полиакриламидного сополимера, который позднее подвергают взаимодействию с глиоксалем для получения влагопрочной катионной сшитой смолы - глиоксилированного полиакриламида. Такие материалы в основном описаны в патентах США №№ 3556932 (Coscia et al.) и 3556933 (Williams et al.). Смолы такого типа поступают в продажу под торговой маркой PAREZ® 631NC от корпорации Bayer (Pittsburgh, PA). Для получения сшитых смол, которые применимы в качестве добавок, повышающих прочность во влажном состоянии, можно применять разные мольные отношения акриламид/DADMAC/глиоксаль. Кроме того, вместо глиоксаля могут использоваться другие диальдегиды для получения термореактивных влагопрочных характеристик. Особенно подходят влагопрочные полиамид-эпихлоргидриновые смолы, пример которых поступает в продажу под торговыми марками Kymene® 557LX и Kymene® 557H от компании Hercules Incorporated, Wilmington, Delaware, и Amres® от компании Georgia-Pacific Resins, Inc. Такие смолы и способы их получения описаны в патенте США № 3700623 и патенте США № 3772076. Подробное описание полимерных эпигалогенгидриновых смол дается в главе 2: "Alkaline-Curing Polymeric Amine-Epichlorohydrin" в публикации Espy, Wet Strength Resins and Their Applicftion (L. Chan, Editor, 1994). Достаточно полный перечень влагопрочных смол описан Westfelt в публикации Cellulose Chemistry and Technology, т. 13, стр. 813, 1979.
Добавки для придания кратковременной прочности во влажном состоянии, подходящие для применения в практике осуществления настоящего изобретения, включают в себя алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глутаровый альдегид и диальдегидные крахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие полимерные продукты реакции мономеров или полимеров, содержащих альдегидные группы и необязательно, азотсодержащие группы. Типичные азотсодержащие полимеры, которые подходят для реакции с альдегидсодержащими мономерами или полимерами, включают в себя виниламиды, акриламиды и родственные азотсодержащие полимеры. Такие полимеры придают положительный заряд альдегидсодержащему продукту реакции. Кроме того, можно применять другие имеющиеся в продаже добавки для придания кратковременной прочности во влажном состоянии, такие как PAREZ® FJ98 (низкомолекулярный, практически некатионный, глиоксилированный полиакриламид), производства компании Kemira (Atlanta, GA), наряду с добавками, описанными, например, в патенте США № 4605702.
Смола для придания кратковременной прочности во влажном состоянии может представлять собой любую смолу из разнообразных водорастворимых органических полимеров, содержащих альдегидные звенья и катионные звенья, применяемые для повышения предела прочности при растяжении бумажного продукта во влажном и сухом состоянии. Такие смолы описаны в патентах США №№ 4675394; 5240562; 5138002; 5085736; 4981557; 5008344; 4603176; 4983748; 4866151; 4804769 и 5217576. Можно применять модифицированные крахмалы, продаваемые под торговыми марками CO-BOND® 1000 и CO-BOND® 1000 Plus компанией "National Starch and Chemical Company", Bridgewater, N.J. Перед применением катионный альдегидный водорастворимый полимер может быть приготовлен путем предварительного разогрева его водной суспензии с содержанием твердых веществ приблизительно 5%, поддерживаемой при температуре приблизительно 116°С и pH приблизительно 2,7 в течение приблизительно 3,5 минут. Затем суспензию можно быстро охлаждать и разбавлять путем добавления воды, получая при этом смесь с содержанием твердых веществ приблизительно 1,0% при температуре приблизительно меньше 54,4°С.
Другие добавки для придания кратковременной прочности во влажном состоянии также поступают в продажу от компании "National Starch and Chemical Company" под торговыми марками CO-BOND® 1600 и CO-BOND® 2300. Такие крахмалы поставляются в виде водных коллоидных дисперсий и не требуют предварительного разогрева перед применением.
В тех случаях, когда добавляют добавки для повышения прочности в сухом состоянии, подходящие добавки для повышения прочности в сухом состоянии включают в себя крахмал, гуаровую камедь, полиакриламиды, карбоксиметилцеллюлозу и т.п. Особенно подходит карбоксиметилцеллюлоза, пример которой поступает в продажу под торговой маркой Hercules® CMC от компании Hercules Incorporated of Wilmington, Delaware.
Подходящие разрыхлители также известны специалисту в данной области техники. Разрыхлители или мягчители также могут вводиться в бумажную массу или распыляться на полотно после его формирования. Настоящее изобретение также можно применять с материалами-мягчителями, включая, но, не ограничиваясь перечисленным, класс амидоаминовых солей, производных от частично нейтрализованных аминов. Такие материалы описаны в патенте США № 4720383. В публикациях Evans, Chemistry and Industry, 5 июля 1969, стр. 893-903; Egan, J.Am. Oil Chemist's Soc., т. 55 (1978), стр. 118-121; и Trivedi и др., J.Am.Oil Chemist's Soc., июнь 1981, стр. 754-756, отмечается, что мягчители часто поступают в продажу только в виде сложных смесей, а не в виде отдельных соединений. Хотя следующее обсуждение будет сфокусировано на преобладающих компонентах, следует понимать, что на практике обычно будут использоваться имеющиеся в продаже смеси.
Подходящим материалом-мягчителем является Hercules® TQ 218 или его эквивалент, который может быть получен алкилированием продукта конденсации олеиновой кислоты и диэтилентриамина. Условия синтеза, при которых агент алкилирования (например, диэтилсульфат) используется в недостатке и присутствует только одна стадия алкилирования, с последующим регулированием pH для протонирования неэтилированных молекул, приводят к смеси, состоящей из катионных этилированных и катионных неэтилированных компонентов. Незначительная доля (например, примерно 10%) полученного амидоамина циклизуется в соединения имидазолина. Поскольку только имидазолиновые части этих материалов являются соединениями четвертичного аммония, композиции в целом являются чувствительными к pH. Следовательно, при осуществлении настоящего изобретения на практике с использованием данного класса химических препаратов значение pH в напорном ящике должно составлять приблизительно 6-8, более предпочтительно приблизительно от 6 до приблизительно 7 и наиболее предпочтительно от приблизительно 6,5 до приблизительно 7.
Соединения четвертичного аммония, такие, как диалкилдиметильные соли четвертичного аммония, особенно подходят, когда алкильные группы содержат приблизительно от 10 до 24 атомов углерода. Преимуществом таких соединений является то, что они относительно не чувствительны к pH.
Можно применять биоразлагаемые мягчители. Типичные биоразлагаемые катионные мягчители/разрыхлители описаны в патентах США №№ 5312522, 5415737, 5262007, 5264082 и 5223096. Подходящими являются биоразлагаемые сложные эфиры четвертичных аммониевых соединений. Такие мягчители являются биоразлагаемыми благодаря наличию гидролизуемых сложноэфирных связей, и обычно их получают путем реакции этерификации этаноламинов (то есть диэтаноламинов и триэтаноламинов) с жирной кислотой с последующей кватернизацией с диметилсульфатом или с диэтилсульфатом, который более популярен из-за безопасности. Метилированный пример такого сложного эфира четвертичного аммониевого соединения имеет следующую структурную формулу:
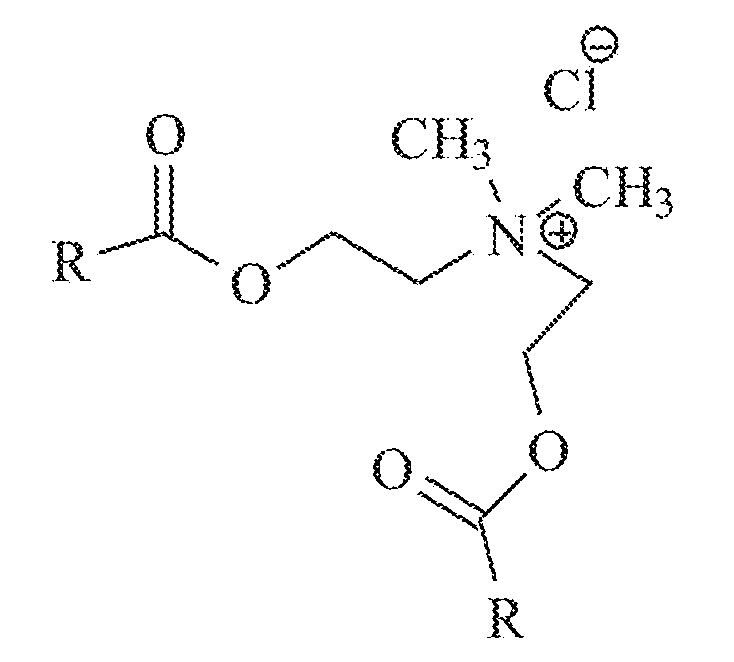
в которой R может в целях удобства представлять собой либо олеильную группу CH2(CH2)6CH=CH(CH2)7CH3, либо эруцильную группу CH2(CH2)10CH=CH(CH2)7CH3, в качестве групп, которые можно получать из олеиновой и эруковой кислот. В некоторых вариантах осуществления изобретения особенно предпочтительная композиция разрыхлителя включает в себя четвертичный аминный компонент, а также неионогенное поверхностно-активное вещество.
Образующееся полотно можно обезвоживать путем уплотнения на сукне бумагоделательной машины. Можно применять любое подходящее сукно. Например, сукно может иметь основы с двухслойными переплетениями, основы с трехслойными переплетениями или основы с ламинированной структурой переплетений. Предпочтительным сукном является сукно, имеющее основы с ламинированной структурой переплетений. Сукно для прессования во влажном состоянии, которое особенно применимо в настоящем изобретении, представляет собой сукно Vector 3 производства компании Voith Fabric (Appleton, WI). Уровень техники в области прессового сукна включает в себя патенты США №№ 5657797; 5368696; 4973512; 5023132; 5225269; 5182164; 5372876 и 5618612. Также можно использовать сукно для дифференциального прессования, которое описано в патенте США № 4533437 (Curran et al.).
Применение особых клеев сочетается с умеренно влажным полотном (концентрация от 25 до 70%) для достаточного прилипания к американскому сушильному барабану, чтобы сделать возможной высокопроизводительную работу системы, высокую скорость струи при ударной воздушной сушке и последующее снятие полотна с американского сушильного барабана. В связи с этим при необходимости наносится клейкая композиция поливинилового спирта/полиамида, как отмечено выше, в любое подходящее место между очистным шабером и зазором между полотном и американским сушильным барабаном, предпочтительно при скорости полотна ниже примерно 40 мг/м2.
Предпочтительные варианты осуществления изобретения
Как проиллюстрировано на фигуре 26, способ получения эвкалипта с высоким содержанием лигнина путем перекисно-щелочного получения механической волокнистой массы предварительно химически рафинерной (APMP) состоит из пяти основных технологических стадий:
1. Пропитка. Древесную щепу (или растительные волокна) прессуют в большом шнековом прессе и выгружают в наклонный (при атмосферном давлении) резервуар для пропитки. Резервуар содержит смесь хелатообразующего агента, пероксида водорода и щелочи. Химикаты размягчают щепу и начинают процесс отбелки.
2. Обработка в рафинере высокой концентрации под давлением. Пропитанную щепу, освобожденную от раствора, как она есть, поднимают из резервуара для пропитки и подают в рафинер высокой концентрации. Рафинер разделяет щепу на индивидуальные волокна и обеспечивает нагрев для проведения реакций отбеливания. В выходящий из рафинера поток инжектируют пероксид водорода для повышения яркости. Горячую пульпу выгружают в атмосферный резервуар, где она достигает полной яркости после 30-90 минут выдерживания.
3. Обработка во вторичном рафинере низкой концентрации. Окончательную обработку в рафинере осуществляют при низкой концентрации, чтобы проявить требуемые свойства волокон и завершить образование волокнистой массы из любой костры (неполностью разделенных пучков древесных волокон).
4. Отсев костры. Волокнистую массу просеивают для отделения костры от полностью разделенных волокон. Твердые отходы сортировки подают обратно в рафинер низкой концентрации для завершения разделения на индивидуальные волокна.
5. Промывка. Система классификации бумаги санитарно-гигиенического назначения позволяет применять три стадии прессования для выделения остаточных отбеливающих химических веществ и анионных отходов, образующихся в технологическом процессе.
Для дополнительной информации, касающейся механической волокнистой массы предварительно химически рафинерной (APMP), полученной перекисно-щелочной обработкой, см. следующие публикации.
Публикация патентной заявки США № 2010/0263815 A1, "Multi-Stage AP Mechanical Pulping With Refiner Blow Line Treatment" (Xu), 21 октября 2010 г; публикация патентной заявки США № 2010/0186910 A1 "Four Stage Alkaline Peroxide Mechanical Pulpings" (Herkel et al.), 29 июля 2010 г; публикация патентной заявки США № 2008/0066877 A1 "High Defiberization Pretreatment Process For Mechanical Refining" (Sabourin), 20 марта 2008 г.; публикация патентной заявки США № 2004/0200586 A1 "Four Stage Alkaline Peroxide Mechanical Pulping" (Herkel), 14 октября 2004 г; патент США № 7892400 B2 "High Defiberization Chip Pretreatment Apparatus" (Sabourin), 22 февраля 2011; патент США № 7758721 B2 "Pulping Process With High Defiberization Chip Pretreatment" (Sabourin), 20 июля 2010 г.; патент США № 7300541 B2 "High Defiberization Chip Pretreatment" (Sabourin), 27 ноября 2007; патент США № 6899791 B2 "Method Of Pretreating Lignocellulose Fiber-Containing Material In A Pulp Refining Process" (Sabourin), 31 мая 2005 г.; публикация патентной заявки США № 2004/0069427 A1 "Multi-Stage AP Mechanical Pulping With Refiner Blow Line Treatment" (Xu), 15 апреля 2004 г.; и международная публикация WO 03/008703 A1 "Four Stage Alkaline Peroxide Mechanical Pulping" (Xu et al.), 30 января 2003 г.
В таблице 3A приведены подробности способа, подходящего для получения эвкалиптовой APMP из эвкалиптовой щепы, для применения в настоящем изобретении.
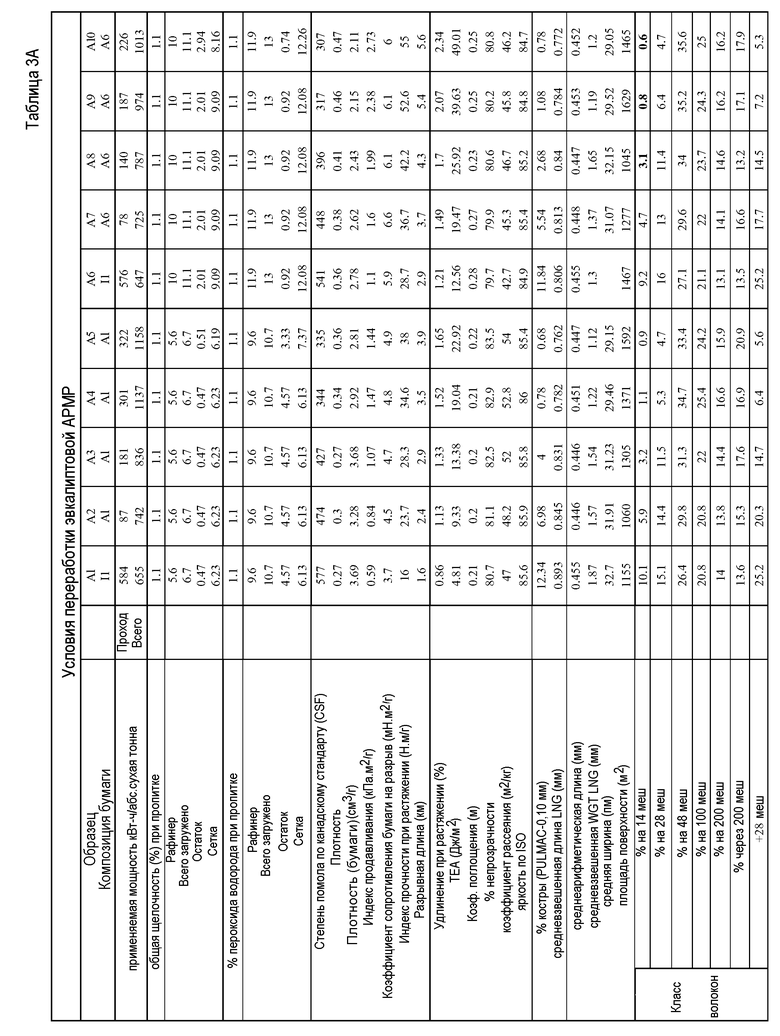
Влагопрочные бумаги санитарно-гигиенического назначения согласно настоящему изобретению получают по хорошо известной технологии изготовления бумаги, включая традиционное прессование во влажном состоянии (CWP), сушку горячим воздухом (TAD) и сушку горячим воздухом без прессования (UCTAD) наряду с известными вариантами такой технологии. Для практического осуществления изобретения согласно данной заявке не требуются способы, при которых волокна переориентируются на переносящей поверхности для повторной ориентации волокон или для получения продуктов с переменной основной массой, однако предпочтительным является предмет изобретения отдельной предварительной патентной заявки США № 61/457991, поданной 28 июля 2011 г. и озаглавленной "High Softness, High Durability Bath Tissue with Temporary Wet Strength" (Miller et al.).
Туалетная бумага согласно настоящему изобретению предпочтительно содержит целлюлозные волокна, выбранные из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки, и приблизительно от 5 до приблизительно 50 масс.% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 15 масс.%, более предпочтительно, приблизительно от 10 до приблизительно 50 масс.% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 масс.%, более предпочтительно с содержанием лигнина, по меньшей мере, приблизительно 21 масс.%, и наиболее предпочтительно, приблизительно от 3 до приблизительно 10 масс.% регенерированного целлюлозного микроволокна. Обычно, бумагообразующие волокна, применимые в настоящем изобретении, включают в себя целлюлозные волокна, обычно известные как волокна, превращенные в волокнистую массу в результате химической обработки. Подходящие древесные массы включают в себя целлюлозы, превращенные в волокнистую массу, такие как крафт-целлюлозы, сульфитные и сульфатные целлюлозы, а также механические массы, включая, дефибрерную древесную массу, термомеханическую древесную массу, химически модифицированную древесную массу и т.п. Целлюлозы, превращенные в волокнистую массу, можно применять в бумаге санитарно-гигиенического назначения согласно вариантам осуществления изобретения, поскольку они известны специалистам в данной области техники, как придающие изготовленным из них полотнам бумаги санитарно-гигиенического назначения превосходное тактильное ощущение мягкости. В данном изобретении можно использовать пульпы, полученные из лиственных деревьев (твердая древесина) и/или хвойных деревьев (мягкая древесина). Такие твердодревесные и мягкодревесные волокна можно смешивать или укладывать в слоях, чтобы обеспечить слоистое полотно. Кроме того, можно применять волокна, полученные из древесной массы, такие как хлопковые линтеры, багасса и т.п. Кроме того, в полотне согласно настоящему изобретению можно применять волокна, полученные из регенерированной бумаги, которая может содержать волокна всех категорий, а также другие неволокнистые материалы, такие как наполнители и клеи, применяемые для производства основного бумажного продукта.
В частности, в одном из вариантов осуществления изобретения, если образуется двухслойная структура, слои многослойной волокнистой структуры можно получать из одного и того же основного листа, или слои могут содержать отличающиеся друг от друга основные листы, объединенные для создания необходимых потребителю преимуществ. В одном из вариантов осуществления изобретения волокнистые структуры содержат два слоя по существу одинаковых основных листов бумаги санитарно-гигиенического назначения. В предпочтительном варианте осуществления изобретения волокнистая структура содержит первый слой, второй слой и, по меньшей мере, один внутренний слой, как показано на фигуре 4 настоящего документа. Особенно предпочтительной является структура, которая показана в публикации патентной заявки США № 2009/0297781, озаглавленной "Ultra Premium Bath Tissue" (Richard D. Huss et al.), опубликованной 3 декабря 2009 г. В многочисленных вариантах осуществления настоящего изобретения полотно имеет несколько образованных на нем тиснений. В одном из вариантов осуществления изобретения рисунок тиснения наносят только на два слоя, которые скрепляются либо путем рифления, либо путем клеевого ламинирования с третьим слоем, который либо не имеет тиснения, либо имеет значительно более легкое тиснение, чем два других слоя. В таких структурах точки структуры тиснения двух тисненых листов обычно контактируют с нетисненым листом или слегка тисненым листом-основой, как показано в патенте США № 6896768 (Dwiggins et al.), обсуждаемом ниже. Часто такие структуры упоминаются как имеющие "точки внутри". В еще одном варианте осуществления изобретения продукт с волокнистой структурой представляет собой двухслойный продукт, в котором оба слоя содержат несколько тиснений, либо в виде гнездовой (вложенной) структуры, либо в виде структуры "точка к точке". Гнездовые продукты описаны в патенте США № 6413614 "High Softness Embossed Tissue" (Giesler et al.), выданном 2 июля 2002 г. Вариация или комбинация способов тиснения "жесткое к упругому" и/или "жесткое к жесткому" будут понятны специалистам в данной области техники, и могут подходящим образом применяться в сочетании с настоящим изобретением. Например, способы гнездового тиснения, тиснения "точка к точке" и многовального тиснения также находятся в пределах таких конфигураций, подходящих для применения в настоящем изобретении. См., например, патенты США №№ 5093068; 5091032; 5269983 и 5030081 (Galyn A. Schulz).
В одном из вариантов осуществления изобретения продукт с волокнистой структурой содержит два или более слоев волокнистой структуры, в которой, по меньшей мере, один из слоев содержит несколько рельефных изображений (нанесенных тиснением), включающих в себя рельефное изображение с высотой выступов приблизительно от 600 мкм до приблизительно 1200 мкм; в еще одном варианте осуществления изобретения приблизительно от 700 мкм до приблизительно 1100 мкм, и опорный вал имеет либо легкое рельефное изображение, либо не имеет рельефного изображения, как описано в патенте США № 6896768 (авторы Dwiggins и др.), озаглавленном "Soft Bulky Multi-Ply Product and Method of Making Same", поданном 24 мая 2005 г. Многослойный продукт с волокнистой структурой может быть в форме рулона. В случае формы в виде рулона многослойный продукт с волокнистой структурой можно наматывать вокруг центральной гильзы или можно осуществлять наматывание без центральной гильзы.
Особое преимущество от применения эвкалиптовой APMP заключается в высокой яркости, достигаемой с ее применением. В еще одном предпочтительном варианте осуществления настоящего изобретения эвкалиптовые волокна будут иметь как содержание лигнина, по меньшей мере, приблизительно 23%, так и яркость по стандарту ISO, по меньшей мере, приблизительно 82. В еще одном предпочтительном варианте осуществления настоящего изобретения эвкалиптовые волокна будут иметь как содержание лигнина, по меньшей мере, приблизительно 21%, так и яркость по стандарту ISO, по меньшей мере, приблизительно 80. Это делает возможным получение первоклассной яркости бумажного продукта санитарно-гигиенического назначения, как такового, что, конечно, заметит потребитель. Когда применяют регенерированную волокнистую массу, которая должным образом облагорожена, рулон бумаги санитарно-гигиенического назначения, как таковой, может иметь яркость по стандарту ISO:
0,82 (% целлюлозы из первичного сырья) + 0,795 × (% волокно, переработанное для вторичного использования).98 + 0,84 × (% эвкалиптовой APMP).
Еще один аспект настоящего изобретения относится к усовершенствованному способу производства туалетной бумаги или бумаги для косметических салфеток путем укладки бумажной массы, содержащей целлюлозные волокна, на поступательно движущуюся перфорированную основу для формирования образующегося полотна, которое затем обезвоживается и сушится, и целлюлозная бумажная масса которого содержит от 50% до 90% целлюлозных бумагообразующих волокон, выбранных из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки; приблизительно от 3 до приблизительно 30 масс.% регенерированного целлюлозного микроволокна и приблизительно от 10% до приблизительно 50% эвкалиптовых волокон с высоким содержанием лигнина, при этом эвкалиптовые волокна с высоким содержанием лигнина имеют содержание лигнина, по меньшей мере, приблизительно 20%, яркость по стандарту ISO, по меньшей мере, приблизительно 84, степень помола по канадскому стандарту (CSF), по меньшей мере, приблизительно 400 мл, плотность от 2,2 до 4,2 см3/г, и разрывную длину приблизительно от 1,2 до 4,7 км. В более предпочтительном варианте осуществления изобретения туалетную бумагу среднего сорта с особенно хорошими эксплуатационными качествами можно получать из бумажной массы, содержащей от 50% до 90% целлюлозных бумагообразующих волокон, выбранных из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки, и приблизительно от 5% до приблизительно 50% эвкалиптовых волокон с высоким содержанием лигнина, при этом эвкалиптовые волокна с высоким содержанием лигнина имеют содержание лигнина, по меньшей мере, приблизительно 23%, яркость по стандарту ISO, по меньшей мере, приблизительно 83, CSF, по меньшей мере, приблизительно 400 мл, плотность от 2,2 до 4,2 см3/г и разрывную длину приблизительно от 1,2 до 4,7 км.
Предпочтительная влагопрочная туалетная бумага содержит от 50% до 90% целлюлозных бумагообразующих волокон, выбранных из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки, приблизительно от 3 до приблизительно 30 масс.% регенерированного целлюлозного микроволокна и приблизительно от 10% до приблизительно 50% эвкалиптовых волокон с высоким содержанием лигнина, имеющих число Каппа, по меньшей мере, приблизительно 150. Предпочтительная влагопрочная бумага санитарно-гигиенического назначения согласно настоящему изобретению, в состав которой входит значительное количество регенерированной бумаги санитарно-гигиенического назначения, имеющая основную массу приблизительно от 16 до приблизительно 28 г/м2, удельный геометрически усредненный предел прочности при растяжении приблизительно от 2,8 до 3,7 г/см на грамм основной массы и удельную толщину по кронциркулю для восьми листов приблизительно от 1,8 до приблизительно 2,2 миллидюймов на слой на 8 листов на грамм основной массы, будет содержать приблизительно от 40 до 55% волокна, переработанного для вторичного использования, приблизительно от 25 до приблизительно 40% эвкалиптового крафт-волокна, приблизительно от 3 до приблизительно 30 масс.% регенерированного целлюлозного микроволокна и приблизительно от 15 до приблизительно 30% эвкалиптовых волокон с высоким содержанием лигнина, при этом эвкалиптовые волокна с высоким содержанием лигнина имеют содержание лигнина, по меньшей мере, приблизительно 20%.
Еще более предпочтительная влагопрочная туалетная бумага, имеющая основную массу приблизительно от 17 до приблизительно 28 г/м2, удельный геометрически усредненный предел прочности при растяжении приблизительно от 2,8 до 3,7 г/см на грамм основной массы и удельную толщина по кронциркулю для восьми листов приблизительно от 1,8 до приблизительно 2,2 миллидюймов на 8 листов на грамм основной массы, содержит приблизительно от 25 до приблизительно 40% мягкодревесного крафт-волокна, приблизительно от 40 до приблизительно 60% твердодревесного крафт-волокна, приблизительно от 3 до приблизительно 10 масс.% регенерированного целлюлозного микроволокна и приблизительно от 15 до приблизительно 30% эвкалиптового волокна с высоким содержанием лигнина, при этом содержание лигнина составляет, по меньшей мере, приблизительно 20%. В большинстве случаев такая влагопрочная туалетная бумага будет иметь MD-удлинение при растяжении приблизительно от 20 до 30%.
Средние или дешевые сорта туалетной бумаги согласно настоящему изобретению будут содержать, по меньшей мере, приблизительно от 10 до приблизительно 90 масс.% регенерированных волокон, превращенных в волокнистую массу, и приблизительно от 10 до приблизительно 40 масс.% необезвоженных беленых эвкалиптовых волокон, полученных перекисно-щелочной обработкой, имеющих зернистость, по меньшей мере, приблизительно 9,0 мг/100 м, значение числа Каппа, по меньшей мере, приблизительно 80 и яркость по стандарту ISO, по меньшей мере, приблизительно 82, при этом целлюлозная бумага санитарно-гигиенического назначения имеет геометрически усредненное разрушающее напряжение при разрыве не более приблизительно 75 г/%, основную массу, по меньшей мере, приблизительно 36 г/м2 и MD-удлинение при растяжении, по меньшей мере, приблизительно 11%. Даже в бумаге с более высокими эксплуатационными качествами вместо крафт-волокна либо полностью, либо частично будет использоваться волокно, переработанное для вторичного использования. Предпочтительно, эвкалиптовое волокно готовят из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы (APMP), еще более предпочтительно, эвкалиптовое волокно будет готовиться из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы предварительно химически рафинерной и более предпочтительно будет иметь содержание лигнина, по меньшей мере, приблизительно 20%, яркость по стандарту ISO, по меньшей мере, приблизительно 84, степень помола CSF, по меньшей мере, приблизительно 400 мл, плотность от 2,2 до 4,2 см3/г и разрывную длину приблизительно от 1,2 до 4,7 км.
Пример для сравнения 1
В целях сравнения основные листы, имеющие составы и свойства, которые указаны в таблице 4, производили на низкоскоростной пилотной установке с применением традиционной технологии прессования во влажном состоянии, затем превращали, как указано в таблице 5, в многослойные продукты с физическими свойствами, которые указаны в таблице 6.
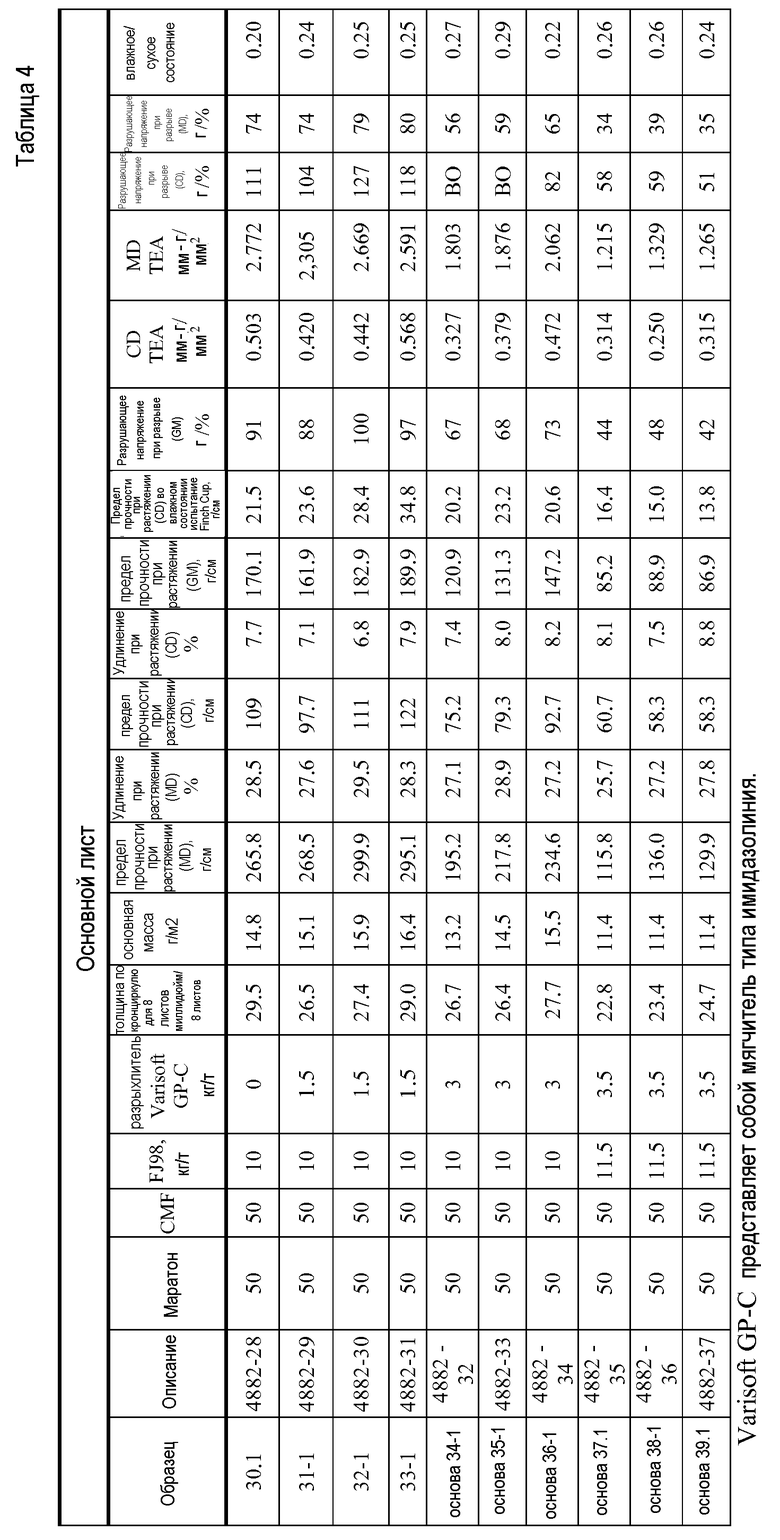
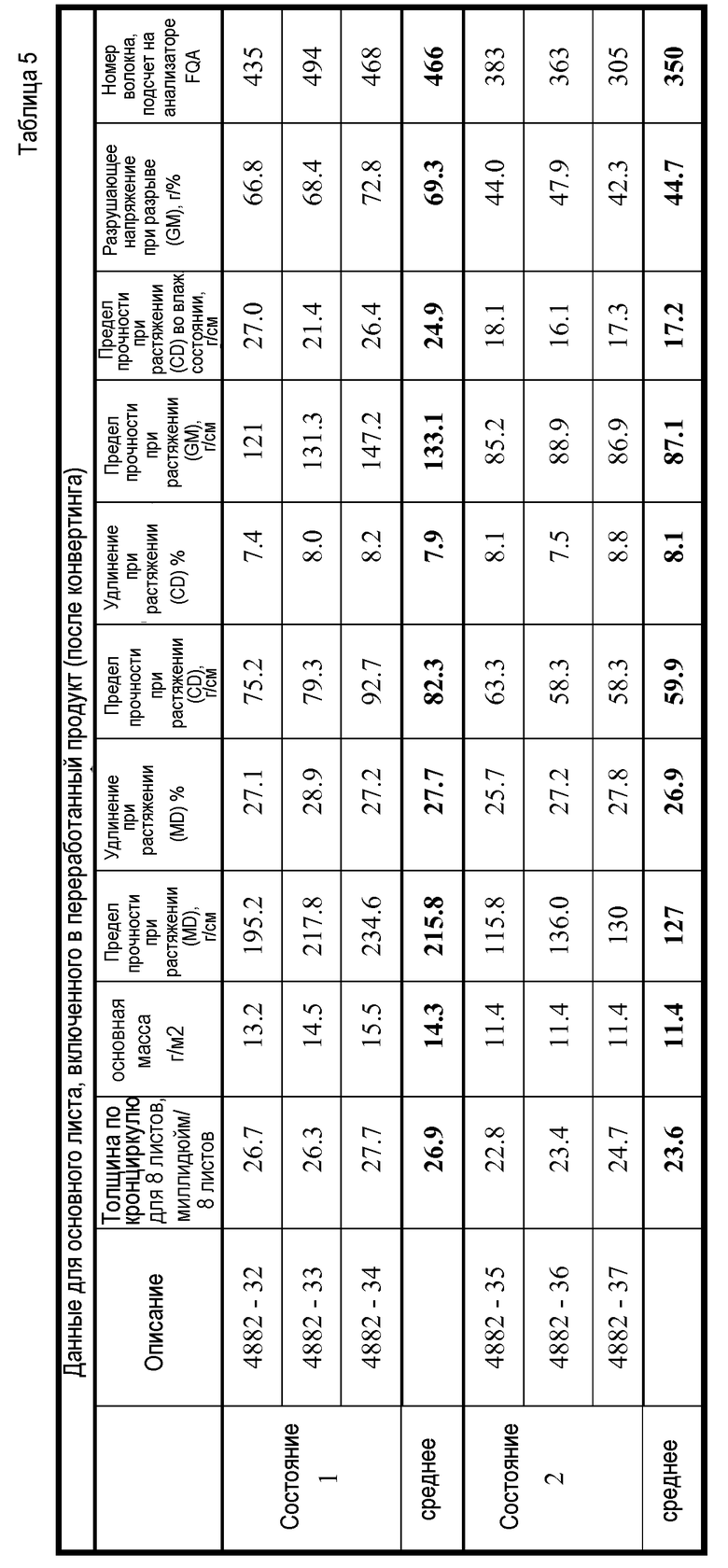
При испытаниях физических свойств, стойкости к истиранию в сухом и влажном состояниях, как указано выше, получали результаты, указанные в таблице 6.
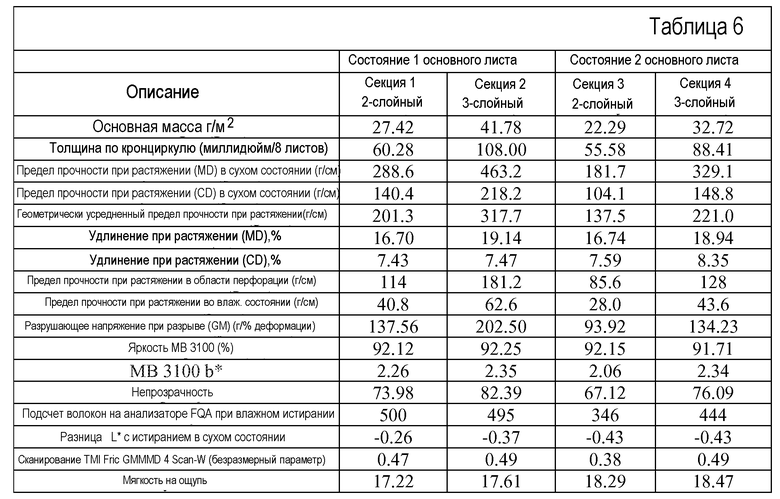
Сухое истирание: в таблице 4 нет данных для сухого истирания основных листов в качестве конечного продукта. Все измерения сухого истирания, как показано в таблице 6, являются отрицательными, указывая на то, что количество волокна на черном сукне находится ниже предела обнаружения сканера. Если принять, что для конечного продукта не наблюдается сухого истирания, то весьма вероятно, что количество истираемого волокна из основных листов также может находиться ниже предела обнаружения.
Пример для сравнения 2
На основании результатов, полученных в примере 1, была проведена оценка, удовлетворяют ли промышленные образцы продукта критериям низкой истираемости, высокой мягкости, и могут ли они обеспечить диспергируемость в случае применения от 20 до 50% CMF, от 1,5 до 3,5 кг/т FJ98 и от 11,2 до 13,6 г/м2.
Дополнительно определили, что трехслойное клеевое ламинирование неожиданно представляло собой хорошо перерабатываемую конфигурацию для листов с CMF, а также из листов с низкой основной массой неожиданно получали высокую толщину по кронциркулю. Соответственно с применением CWP-технологии были изготовлены основные листы со свойствами, указанными в таблице 7. При переработке в конечные рулоны с трехслойным клеевым ламинированием, как указано в таблице 8, продукты имели физические свойства, указанные в таблице 9. Несмотря на то, что такие продукты обеспечивают значительно улучшенные уровни мягкости, прочности и стойкости к истиранию либо во влажном, либо в сухом состоянии, можно понять, что ни один из представленных продуктов на сегодняшний день не обеспечивает конечную цель получения бумаги санитарно-гигиенического назначения, которая является мягкой, как наиболее мягкая из имеющихся в продаже бумаг санитарно-гигиенического назначения, однако имеет достаточную стойкость к истиранию во влажном состоянии, чтобы быть пригодной для применения в предварительно увлажненном состоянии.
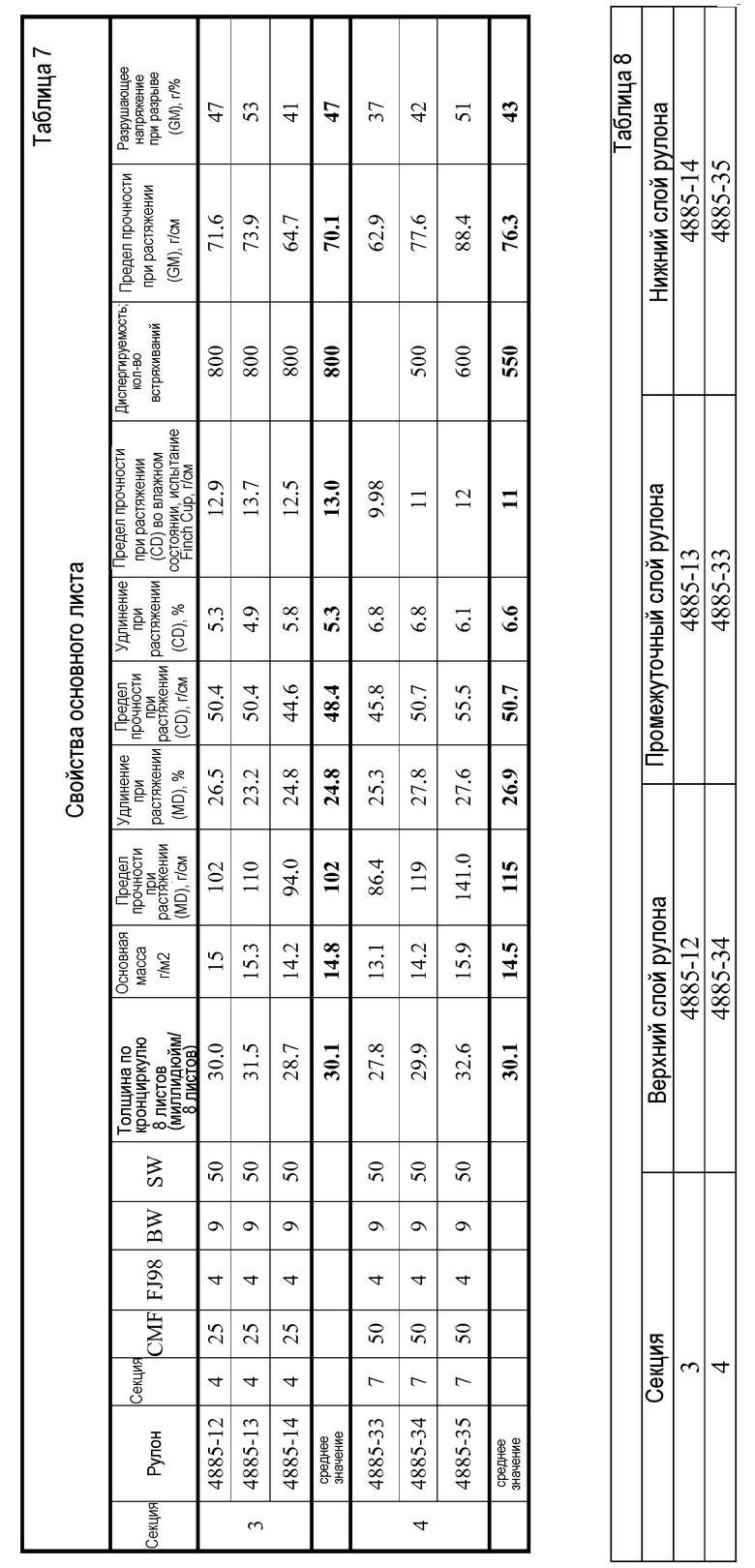
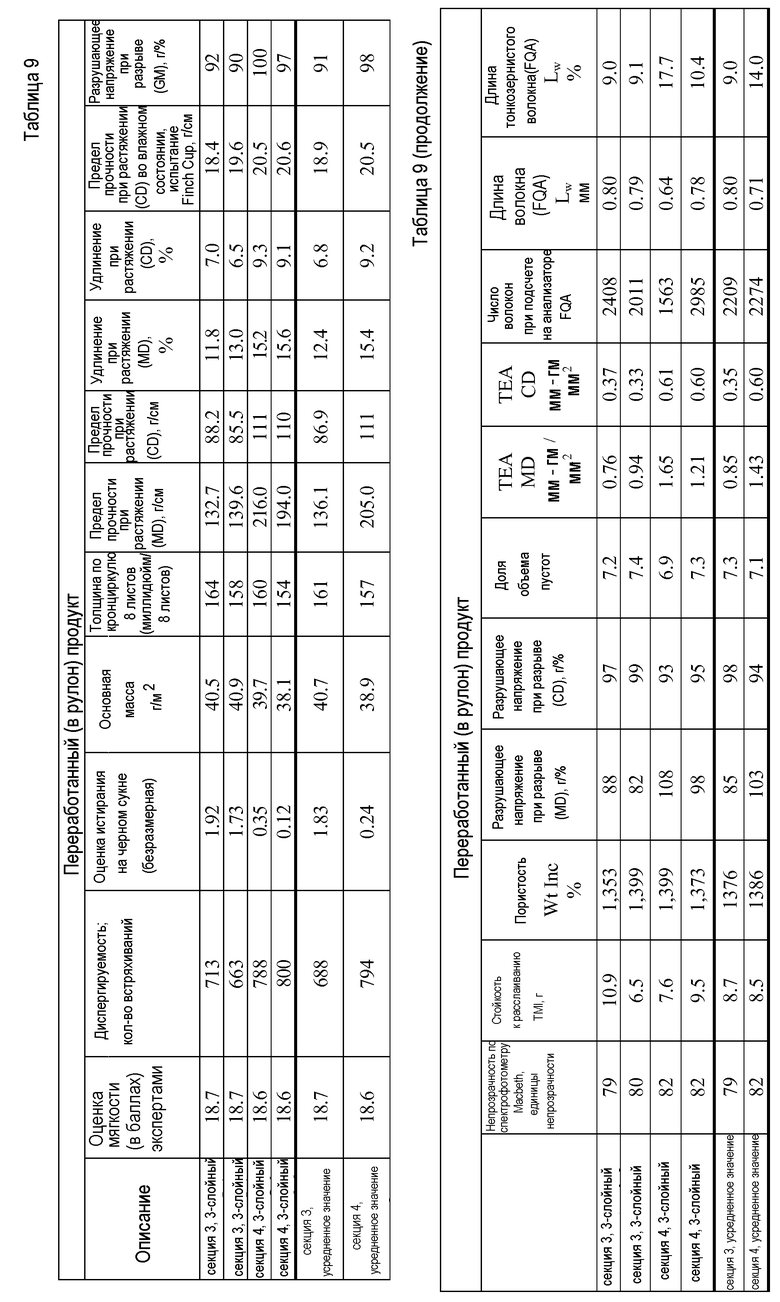
В таблице 10 приводится сравнение переработанных CWP-продуктов низкой истираемости (с нескатывающейся поверхностью), содержащих волокна CMF, с очень высококачественной, продаваемой в розницу бумагой санитарно-гигиенического назначения Quilted Northern Ultra Plush® правопреемника и продуктом для сравнения Charmin® Ultra Strong. Трехслойные CWP-продукты с CMF были способны, по меньшей мере, немного превосходить эксплуатационные характеристики Charmin® Ultra Strong по нескольким направлениям: более высокая плотность, более высокая влагопрочность, более высокая непрозрачность и значительно более низкое истирание (нескатывающаяся поверхность), обеспечивая такие преимущества при равной массе и мягкости. Однако различие в мягкости недостаточно большое, чтобы оно вполне определенно свидетельствовало, что различие можно будет воспроизвести при последующей оценке тех же самых продуктов экспертами. Однако ясно, что мягкость прототипов, содержащих CMF, была значительно меньше мягкости бумаги Quilted Northern Ultra Plush®, даже, несмотря на то, что их плотность, прочность во влажном и сухом состоянии, непрозрачность и истираемость (нескатывающаяся поверхность) были лучше.
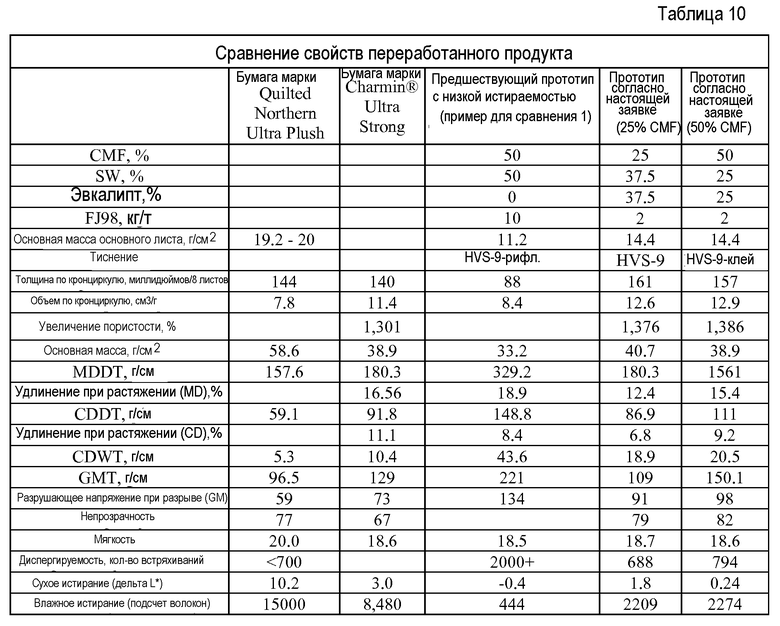
Пример 1
Авторы изобретения обнаружили, что даже в CWP-продуктах можно достичь неожиданно хорошей мягкости, плотности и хороших свойств во влажном состоянии с применением эвкалиптовой APMP, либо без применения CMF, либо в сочетании с относительно низким содержанием CMF. Соответственно, совершенно ясно, что эвкалиптовая APMP может выступать заместителем в рецептурах, описанных в других местах настоящей заявки, чтобы обеспечить значительное преимущество.
Волокнистые массы распределялись из резервуаров согласно таблице 11. Стратегия в отношении наружных слоев заключалась в изготовлении слоя на американском сушильном барабане с крафт-целлюлозой и придании хорошей прочности с помощью слоя высокообъемной APMP или другой объединенной бумажной массы. Средний слой представлял собой гомогенный слой, формуемый с высоким (65%) процентным содержанием APMP для образования максимальной плотности или со 100% крафт-волокна древесины южных сортов. Для наружных слоев применяли P6 - высокообъемную APMP, и для среднего слоя применяли P3 APMP. Беленая крафт-целлюлоза NBSK Marathon была неочищенной. Источником эвкалипта служила бразильская целлюлоза Votorantin Celulose e Papel (VCP) aka Fibria, Sao Paolo, Brazil.
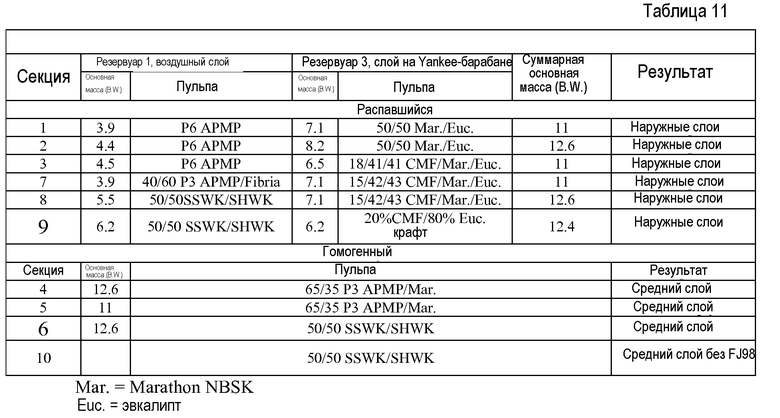
В качестве "средства против анионных примесей" добавляли препарат "Nalkat® 2020 в количестве 2,5 кг/т APMP. Это делается для предотвращения попадания примесей из слабо промытой пилотной APMP, мешающих сохранению кратковременной прочности во влажном состоянии. Разрыхлитель GP-C добавляли в статический смеситель в количестве 1,5 кг/т APMP. pH в каждом из резервуаров T1 и T3 доводили до 5,0-5,5 с помощью серной кислоты для оптимального сохранения кратковременной прочности во влажном состоянии. FJ98 (для кратковременной прочности во влажном состоянии) добавляли во всасывающее отверстие насоса в количестве 3 кг/т крафт-целлюлозы. Разрыхлитель GP-C добавляли в количестве 1,5 кг/т эвкалиптовой APMP в слой на американском сушильном барабане непосредственно перед смесительным насосом.
Все листы для наружных слоев подвергались каландрированию и имели целевой предел прочности при растяжении (GM) 46 г/см и предел прочности при растяжении во влажном состоянии поперек машинного направления (CDWT) ориентировочно 5,25 г/см. Листы средних слоев были некаландрированными и крепировались с помощью заостренного шабера (угол крепирования 10 градусов). Регулирование предела прочности при растяжении обеспечивали путем повышения количества FJ98 или повышения количества разрыхлителя при необходимости. Для всех основных листов применяли 25% крепирование путем рифления. Для наружных слоев применяли крепирующий шабер с углом крепирования 15°. В некоторых случаях не было необходимости применять клей для крепирования, поскольку на всем протяжении американского сушильного барабана можно было распылять только одну воду, поскольку достаточная адгезия для удовлетворительного крепирования обеспечивалась с помощью FJ98 и гемицеллюлозы, остающейся в эвкалиптовой APMP. В других случаях, когда разрыхлитель в листе препятствовал адгезии, на американский сушильный барабан желательно было наносить приблизительно от 0,125 до 0,25 кг/т PAE-покрытия. Температура листа (полотна) ориентировочно составляла 230°F (110°С). Для сушки был необходим только пар американского сушильного барабана (без сушильного колпака).
Способ анализа
Результаты, представленные в таблице 12, получали после переработки (конвертинга) в конечный продукт и оценки основной массы, толщины по кронциркулю, пределов прочности при растяжении в сухом/влажном состоянии, мягкости, истираемости в сухом и влажном состоянии и диспергируемости. На фигуре 4 представлено подходящее строение продукта трехслойной туалетной бумаги 4-10, полученного с использованием эвкалиптовой APMP, в котором верхний слой 4-12 содержит два слоя 4-14 и 4-16; где верхний слой 4-14, содержащий 50 масс.% беленого крафт-волокна мягкой древесины северных сортов и 50 масс.% эвкалиптового крафт-волокна, имеет основную массу приблизительно 11,6 г/м2; нижний слой 4-16, содержащий 100% эвкалиптовой APMP (P6), имеет основную массу 6,35 г/м2, в то время как внутренний слой 4-18, содержащий 65% APMP (P3) и 35 масс.% беленого крафт-волокна мягкой древесины северных сортов, имеет основную массу 17,6 г/м2; в то время как нижний слой 4-20, содержащий два слоя 4-22 и 4-24, из которых нижний слой 4-24, содержащий 50% крафт-волокна беленой мягкой древесины северных сортов и 50 масс.% эвкалиптового крафт-волокна, имеет основную массу приблизительно 11,6 г/м2, и верхний слой 4-22, содержащий 100% эвкалиптовой APMP (P6), имеет основную массу 6,4 г/м2. Во многих случаях будет предпочтительно использовать бумажные масса, содержащие приблизительно 20% CMF, 40% эвкалиптового крафт-волокна и 40% крафт-волокна беленой мягкой древесины северных сортов, вместо 50% крафт-волокна беленой мягкой древесины северных сортов и 50 масс.% эвкалиптового крафт-волокна, упомянутого выше. Можно видеть, что верхний слой 4-12 и внутренний слой 4-18 были вместе подвергнуты тиснению, в то время как нижний слой 4-20 является относительно плоским и предпочтительно нетисненым.
В таблице 12 обобщены свойства прототипов, изготовленных по CWP-технологии, со структурой, подобной структуре, проиллюстрированной на фигуре 4. Когда в колонке "конвертинг" указано "рифление", внутренний слой 4-18 присоединялся к нижнему слою 4-20 путем рифления по извилистой схеме. Когда в колонке "конвертинг" указано "клей", слои соединяются друг с другом путем клеевого ламинирования. Заметим, что последние два ряда обеспечивают сравнение туалетной бумаги Quilted Northern Ultra Plush® и прототипов, изготовленных с применением новой технологии, при которой образующееся полотно крепируют без переносящего цилиндра при концентрации от 30 до 60%. В таблице 13 приведены подробности, касающиеся структуры каждого продукта с клеевым ламинированием, в то время как в таблицах 13A-13G указаны дополнительные подробности о физических свойствах конечных продуктов и основных листов, композиции конечного продукта, параметрах конвертинга (переработки в готовую продукцию), применяемых для каждого из конечных продуктов с клеевым ламинированием. В таблицах 14A-14D сделано то же самое для продуктов, полученных с помощью рифления. В таблицах 15-17 описаны свойства и структура CWP-листов, изготовленных с применением высокообъемной березовой волокнистой массы, которая в какой-то степени подобна эвкалиптовой APMP.
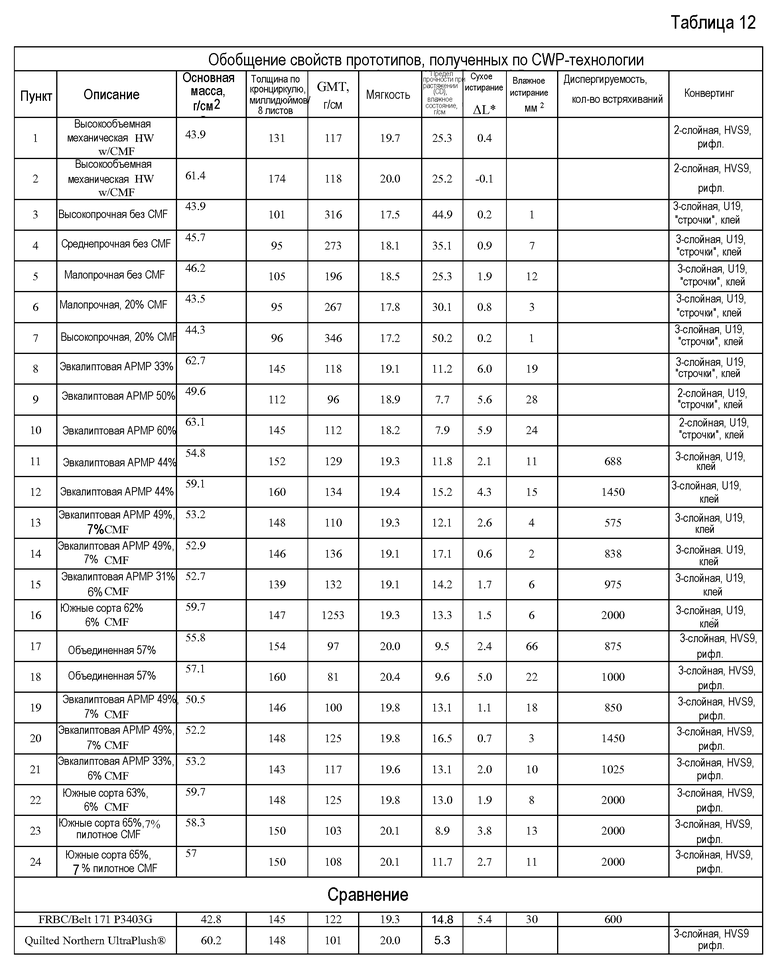
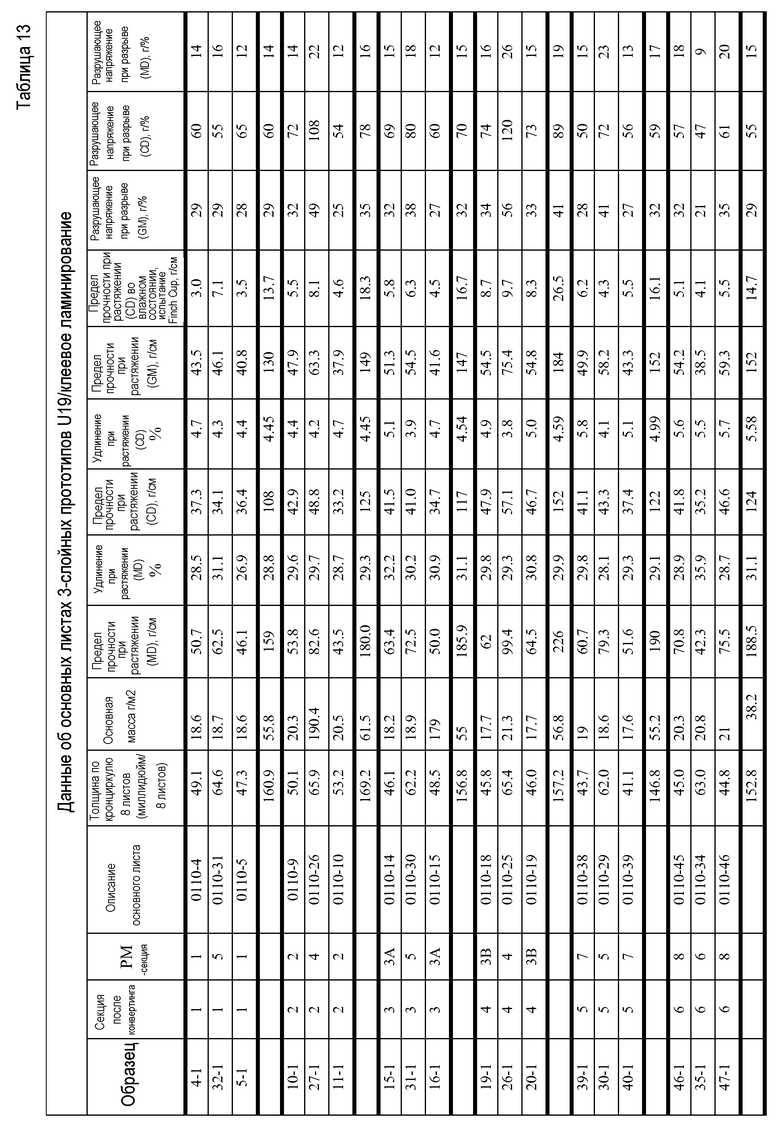
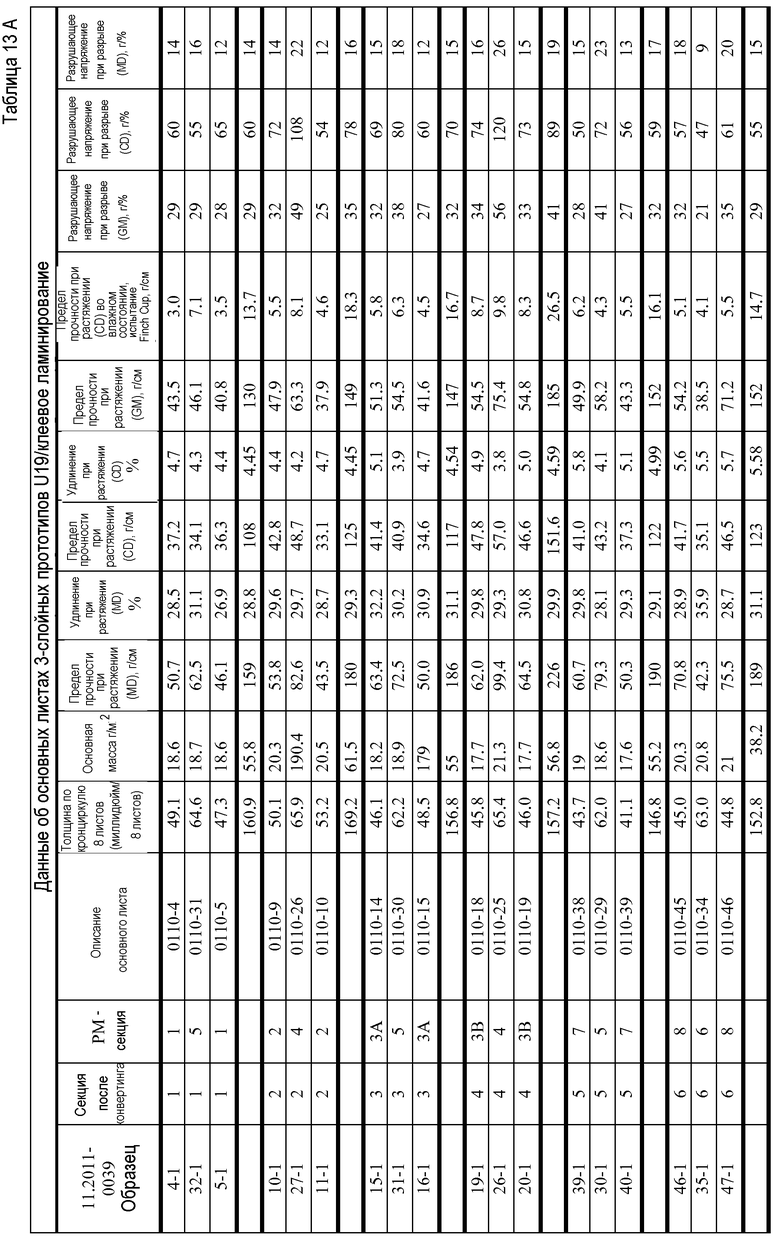
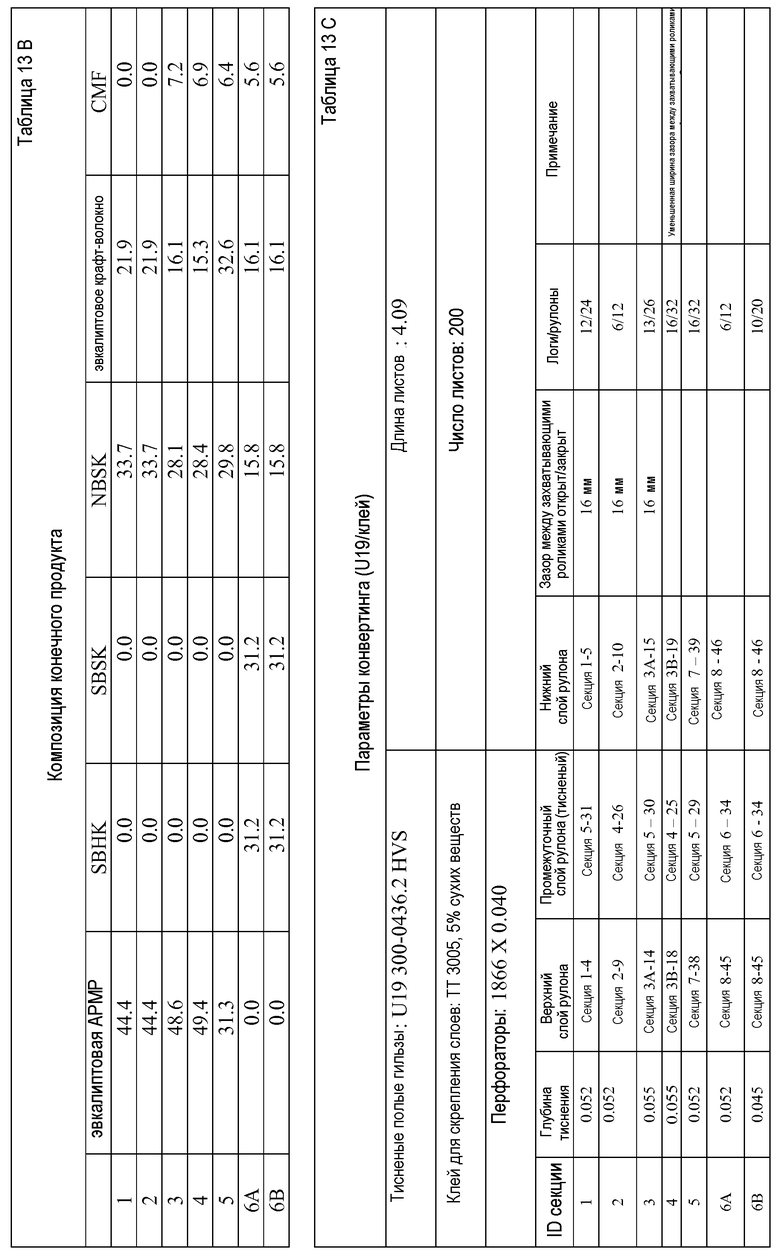
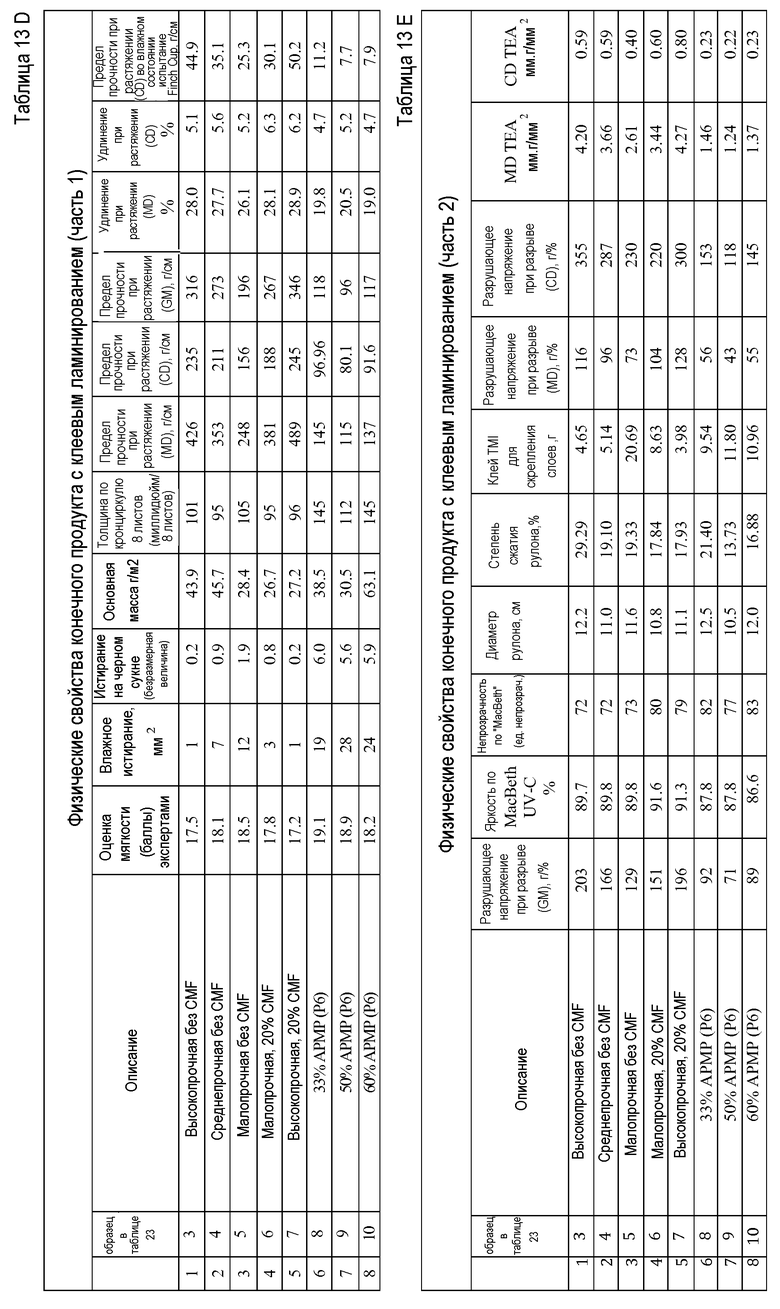
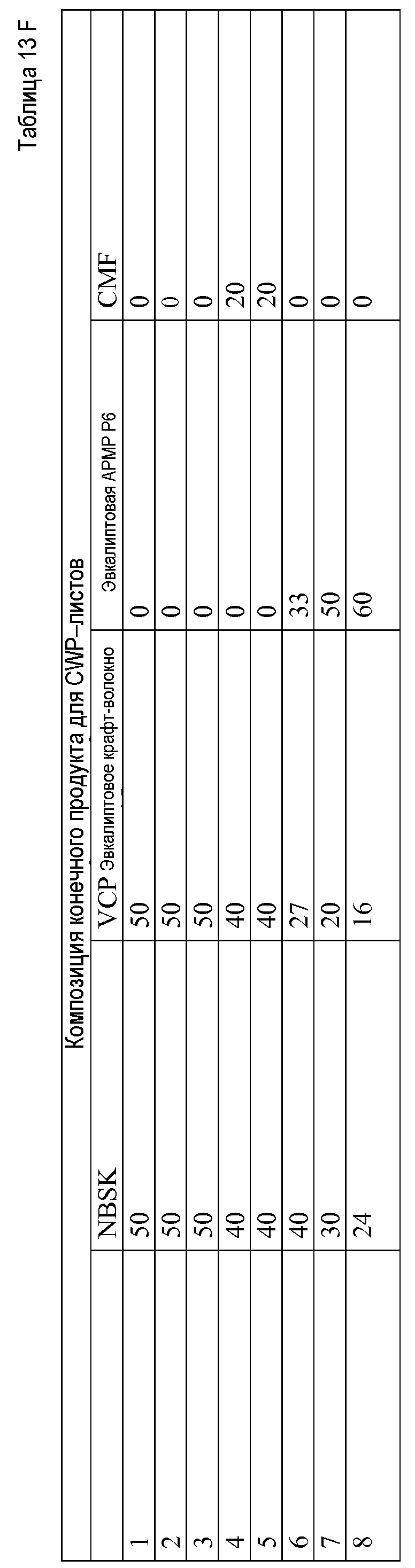
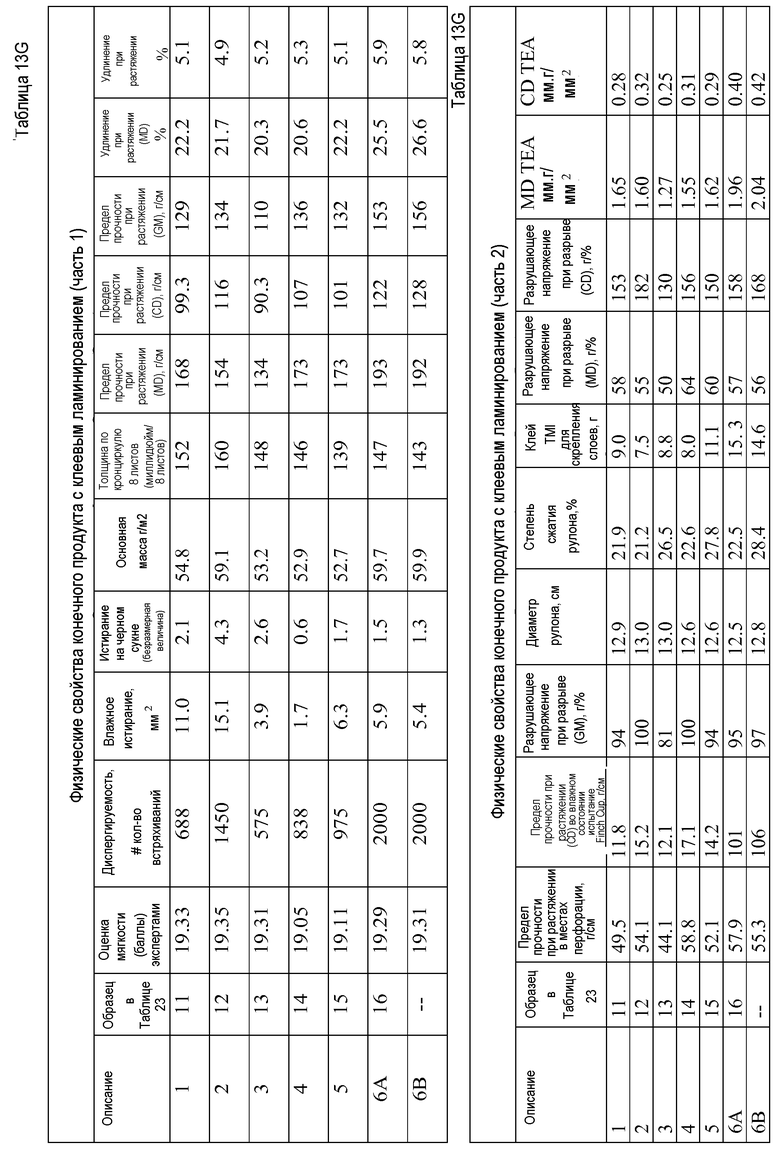
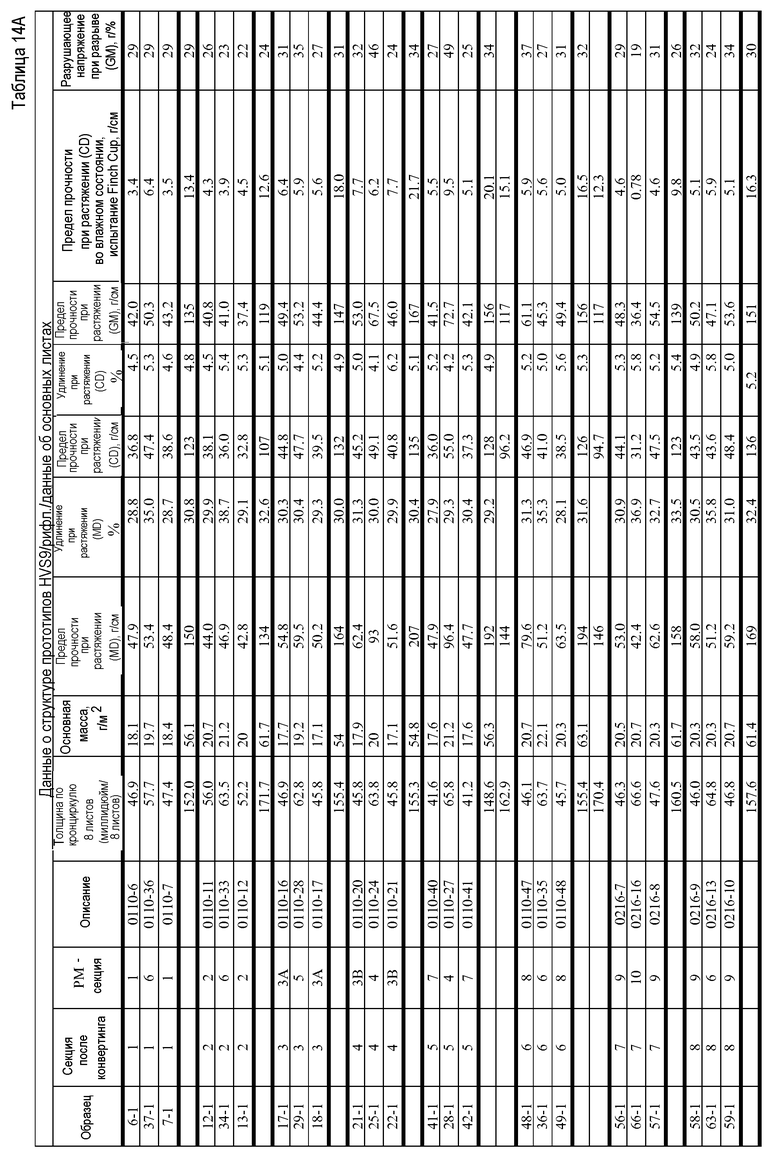
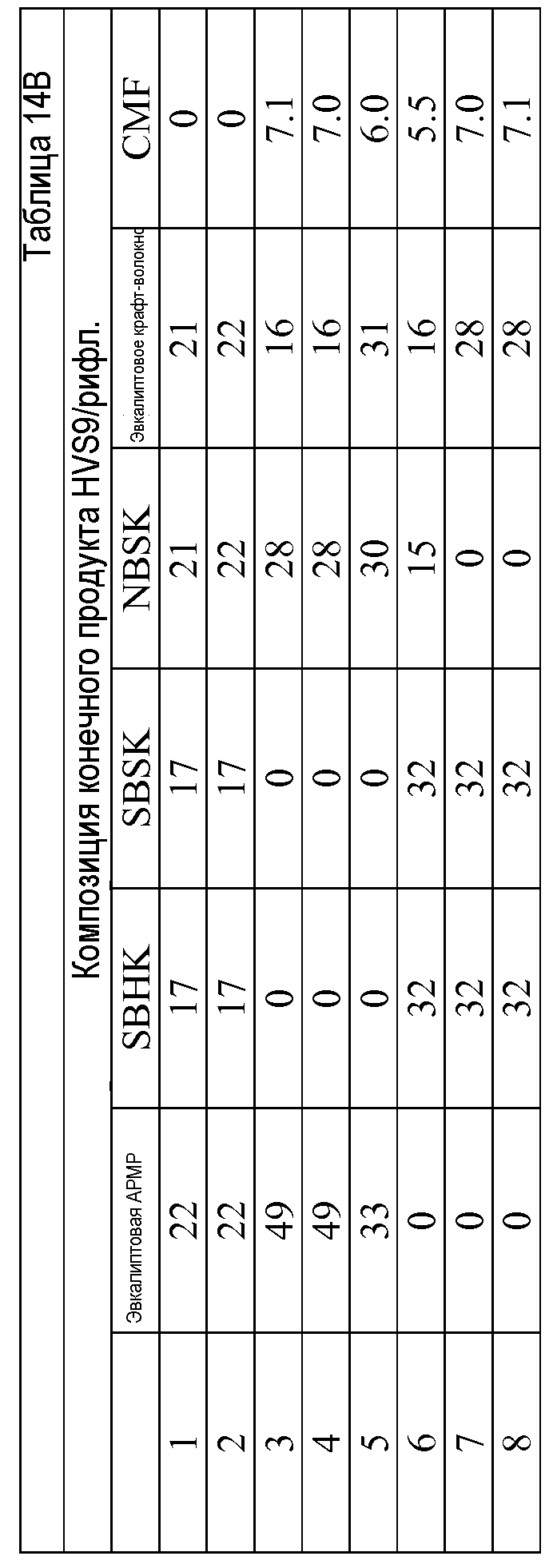
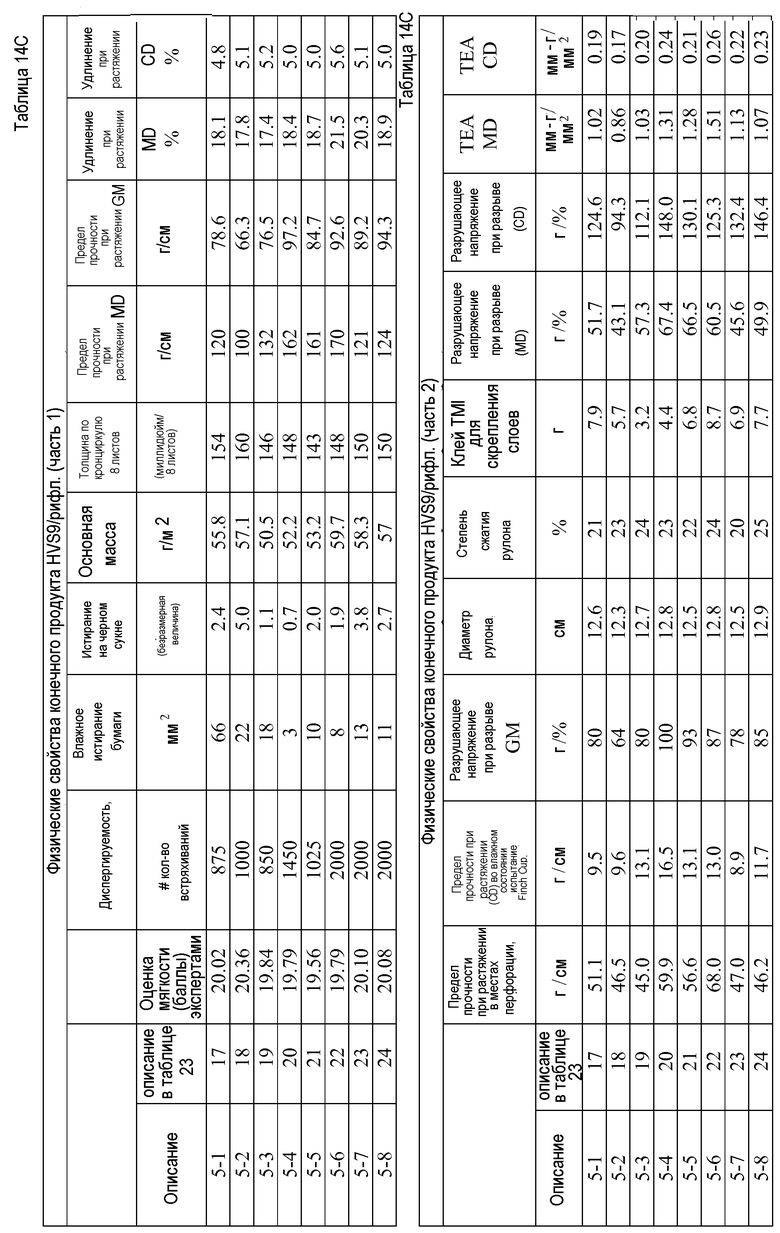
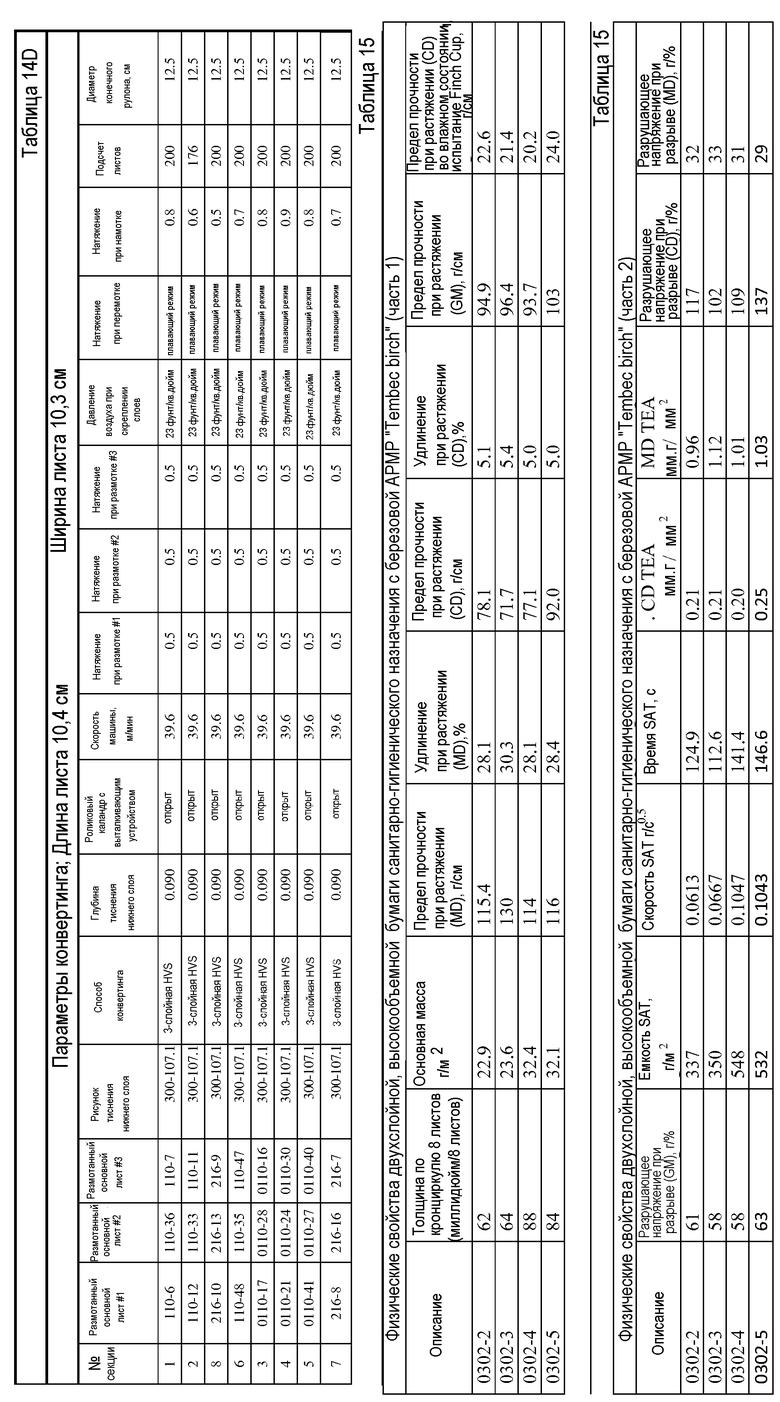
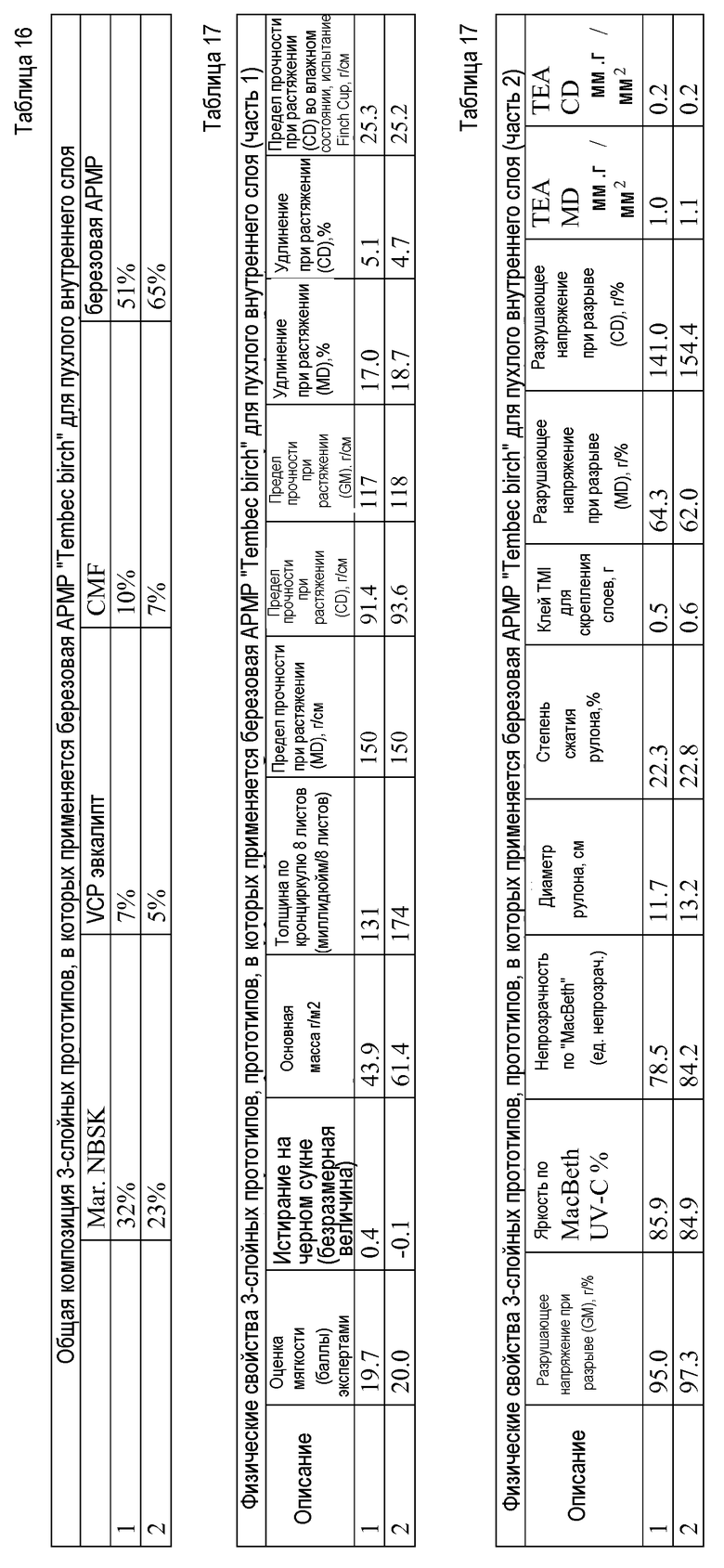
Обобщение результатов
В таблице 12 проиллюстрировано нескольким достаточно неожиданных результатов, в которых трехслойные туалетные бумаги, в состав которых входит эвкалиптовая APMP, превосходят толщину по кронциркулю туалетной бумаги Quilted Northern Ultra Plush® без чрезмерного ухудшения мягкости. Это считается достаточно неожиданным для туалетной бумаги, содержащей такие большие количества древесной массы высокого выхода.
Даже для продуктов с превосходной стойкостью к пиллингу, истираемости (размочаливанию) и разрыхлению, можно обеспечивать оценки мягкости группой экспертов, превышающие 19, и в то же время пониженную степень истираемости (размочаливания) во влажном состоянии до 96% по сравнению с туалетной бумагой Charmin® Ultra Strong. Также можно наблюдать, что для таких продуктов, содержащих достаточно небольшие количества CMF, получены даже дополнительные уменьшения значений истираемости (размочаливания) во влажном состоянии. Это было особенно справедливо для листов, содержащих CMF в количестве от 6 до 7% бумажной массы, в которых CMF концентрировалась в поверхностном слое наружных слоев благодаря образованию слоев без CMF во внутреннем слое. Это считается особенно существенным, поскольку в настоящее время, CMF по существу является более дорогим, чем большинство бумагообразующих волокон, вот почему это особенно важно как для уменьшения требуемого количества, так и для получения легко ощутимого преимущества CMF. Однако продукты без CMF, особенно продукты, изготовленные с использованием клеевого ламинирования, проявляют пониженную истираемость во влажном состоянии по сравнению с продуктами, в которых слои соединялись путем рифления, тем самым, делая возможным обеспечение превосходных результатов без применения CMF.
Очевидно, что авторы изобретения добились цели в производстве туалетной бумаги, которая пригодна для применения в предварительно смоченном состоянии, при этом в полной мере достигает мягкости, которая не только сопоставима с высококачественной и супервысококачественной туалетной бумагой, но и полностью аналогична ей и, вполне возможно, даже мягче, несмотря на то, что улучшение, скорее всего, является довольно незначительным, чтобы быть достоверно обнаруженным большинством пользователей. Это является неожиданным изменением отношения к прежним влагопрочным туалетным бумагам, в которых, хочется надеяться, дефицит мягкости был недостаточно большим, чтобы быть достоверно обнаруженным большинством пользователей. Считается, что оценка 20,1 мягкости, данная группой экспертов и обеспеченная с помощью бумажной массы, содержащей 7% вспомогательной CMF, 65% крафт-волокна мягкой древесины южных сортов и 28% эвкалиптового крафт-волокна, является значительным улучшением влагопрочной туалетной бумаги.
CWP-прототипы с высокой основной массой, содержащие менее 30% южной сосны с большими количествами эвкалиптовой APMP, диспергировались полностью в испытании, описанном выше, при 1500 встряхиваниях. Неожиданно CWP-продукт с высокой основной массой, содержащий более 30% южной сосны, не прошел испытания на диспергируемость после 2000 встряхиваний, поскольку, несмотря на наблюдаемую дезинтеграцию, суспензия не вытекала (из бутылки) с необходимой скоростью. По-видимому, диспергируемость можно улучшать путем включения более коротких волокон эвкалиптовой APMP по сравнению с более длинными крафт-волокнами южной сосны.
Среди сравниваемых между собой прототипов продукты, содержащие слои, соединенные с помощью рифления, имели небольшое преимущество в мягкости по сравнению с прототипами с клеевым ламинированием.
Однако, как ожидалось, CWP-продукты находились в невыгодном положении по отношению к тем продуктам, которые произведены путем крепирования образующегося полотна при концентрации от 30 до 60% вдали от переносящего цилиндра.
Двухслойная туалетная бумага, изготовленная из бумажной массы, включающей в себя березовую APMP "Tembec birch", обеспечивала оценку 20 по шкале мягкости при толщине по кронциркулю 176 миллидюйм/8 листов, показывая значительное вытирание при скреплении слоев рифлением, которое было недостаточным, указывая на то, что механическая твердодревесная APMP, отличающаяся от эвкалиптовой APMP, в отношении плотности может обеспечивать результат, подобный эвкалипту, если применяется для изготовления внутреннего слоя трехслойного продукта, однако, по всей вероятности, является недостаточно эффективной для применения в наружных слоях.
Однако такие результаты также свидетельствуют о том, что принятая в настоящее время наилучшая практика изготовления мягкой бумаги санитарно-гигиенического назначения не оптимизирует свойства бумаг санитарно-гигиенического назначения, которые следует применять во влажном состоянии. В частности, в принятой в настоящее время наилучшей практике изготовления бумаги санитарно-гигиенического назначения, применяемой в сухом состоянии, используется приблизительно 1/3 бумажной массы из крафт-волокна древесины мягких пород и 2/3 эвкалиптового крафт-волокна, причем мягкая древесина обеспечивает целостность сетки, в то время как эвкалипт обеспечивает гладкость и непрозрачность. Для конкретизации такого подхода в том случае, когда в распоряжении имеется многоуровневый напорный ящик бумагоделательной машины, эвкалипт наслаивают со стороны листа (полотна) на американский сушильный барабан и наносят мягчители в виде аэрозоля приблизительно до предельного значения, при котором мягчители начинают мешать крепированию. Более прочный воздушный слой с мягкой древесиной обеспечивает прочность, в то время как слой эвкалипта становится очень гладким и бархатистым, однако, как уже упоминалось, мягчители в виде аэрозолей могут действовать не только в качестве разделительных смазок, мешающих эффективному крепированию листа, и тем самым мешающих реализации полного потенциала мягкости листа, но и поверхности, содержащие 100% эвкалиптового крафт-волокна, часто обладают повышенной склонностью к истиранию волокон верхнего слоя. Таким образом, нетрудно понять, что высококачественная туалетная бумага с мягкостью во влажном или сухом состоянии необязательно является только следствием добавления добавок для придания кратковременной прочности во влажном состоянии к традиционным высококачественным продуктам туалетной бумаги, предназначенным для применения в сухом состоянии.
Для влагостойкой бумаги необходима другая стратегия, чтобы уменьшить склонность к истиранию (размочаливанию) как при сухом, так и влажном применении. Чтобы обеспечить прочность, в состав слоя на американском сушильном барабане включают CMF и мягкую древесину северных сортов, в то же время в слое на американском сушильном барабане концентрируют добавку для придания кратковременной прочности во влажном состоянии. Таким образом, слою с американского сушильного барабана обеспечивают предел прочности при растяжении во влажном состоянии и поверхностную прочность для уменьшения пиллинга. Воздушный слой содержит объединенную бумажную массу, которая разрыхляется, насколько допустимо, с непродолжительной или некратковременной прочностью во влажном состоянии, как показано на фигуре 4 для типичной структуры бумаги санитарно-гигиенического назначения. При таком подходе к получению высококачественной туалетной бумаги с мягкостью во влажном или сухом состоянии наружные слои чередуются по мягкости и прочности, обеспечивая высококачественные волокна в слое на американском сушильном барабане и более низкую стоимость бумажной массы в воздушном слое, обеспечивая при этом плотность и общую прочность. Средний слой гомогенно формуют из APMP и крафт-волокна мягкой древесины. Альтернативно, средний слой можно изготавливать из объединенной бумажной массы, такой как крафт-волокна древесины южных сортов. Средний слой крепируют с относительно близко распложенными складками, чтобы создать плотность посредством более грубого крепирования, и не подвергают каландрированию, чтобы сохранить плотность, добавляемую с помощью грубого крепирования. При таком подходе чтобы обеспечить чередование слоев, прочно сцепленный слой с американского сушильного барабана с низкой массой объединяют с рыхлым воздушным слоем для получения тонко крепированной, но прочной на поверхности тонкой бумаги санитарно-гигиенического назначения (для косметических салфеток).
В таблице 12 обобщены свойства CWP-прототипа, изготовленного с применением общей стратегии, показанной на фигуре 4 за исключением прототипов 3-7.
Продукт 18 является примером применения объединенной бумажной массы для снижения стоимости благодаря более дешевому и более объемному волокну при сохранении мягкости. Рулон (при числе листов 176) имеет диаметр 12,3 см и степень сжатия рулона 23%. Альтернативно, основную массу можно выводить из продукта с толщиной по кронциркулю 160 на 200 листов, как, например, основную массу 60 г/м2 в продукте 19.
Продукт 24 представляет собой прототип, содержащий CMF, в котором высокая стоимость CMF в слое с американского сушильного барабана компенсируется с помощью низкой стоимости объединенной бумажной массы, применяемой вдали от поверхности, для получения бумаги, обеспечивающей весьма высокую оценку 20 (в баллах) мягкости во время испытания мягкости экспертами. Продукт 24 изготавливают с наружным слоем, содержащим слой (10,7 г/м2) с американского сушильного барабана с 20% вспомогательного CMF и 80% эвкалиптового крафт-волокна, с пребывающем на прежнем месте воздушным слоем (9,6 г/м2), изготовленным с 50% крафт-волокна мягкой древесины южных сортов и 50% крафт-волокна твердой древесины южных сортов. Средний слой представляет собой некаландрированный лист с 50% крафт-волокна мягкой древесины южных сортов и 50% крафт-волокна твердой древесины южных сортов; содержимое конечного продукта (только 7% CMF, 28% эвкалиптового крафт-волокна и 65% крафт-волокна древесины южных сортов) определяет плюсы и минусы продукта, который потенциально экономически оправдан с точки зрения преимуществ, обусловленных применением CMF.
На фигурах 5 и 5A показаны графики мягкости по отношению к истиранию во влажном состоянии (размочаливанию), где размер кружка представляет предел прочности при растяжении (CD) во влажном состоянии. Мягкость, превышающая оценку 19, обеспечивалась большинством CWP-прототипов, независимо от того имели ли они клеевое ламинирование или рифление. Степень влажного истирания (размочаливания) была очень низкой, и предел прочности при растяжении во влажном состоянии обычно был меньше предела прочности при растяжении продукта P3403G, но превышал предел прочности при растяжении туалетной бумаги Charmin® Ultra Strong (9,1 г/см CDWT). Многие прототипы показывали весьма подходящую комбинацию мягкости, низкой истираемости и прочности. Также можно понять, что прототипы с CMF обладали меньшей истираемостью во влажном состоянии, которая сопоставима с прототипами, содержащими только древесную массу, превращенную в волокнистую массу. Однако прототипы, содержащие только древесную массу, превращенную в волокнистую массу, имели существенно более низкую истираемость относительно других розничных продуктов, поскольку они могут обеспечивать наиболее экономичный способ обеспечения низкой истираемости.
Еще одно сравнение, привлекающее внимание, состоит в более низкой истираемости во влажном состоянии, обеспечиваемой с помощью клеевого ламинирования, по сравнению с рифлением, особенно в продуктах без CMF. Один из рифленых продуктов имел более высокую истираемость, которую можно отнести к недостаткам поверхностного слоя, в то время как другие рифленые продукты были как мягкими, так и прочными. Различие между такими двумя продуктами заключалось в более высокой основной массе и прочности продукта, который не разрушался. Несмотря на то, что все продукты с клеевым ламинированием имели низкую истираемость, большинство рифленых прототипов показали себя почти также хорошо.
На фигуре 6 приведено сравнение диспергируемости для предшествующих FRBC-прототипов и CWP-прототипов согласно изобретению. Многие CWP-продукты обладают как хорошей диспергируемостью, так и низкой истираемостью, в то время как другие теряют способностью диспергироваться, несмотря на меньшую износостойкость, чем у FRFC-прототипов. Такую разницу между FRBC и CWP-продуктами можно объяснить в основном основной массой, хотя данные также позволяют говорить о вкладе композиции волокон. Испытания CWP-прототипов со значением 2000 встряхиваний прерывали, минуя прохождение через отверстие бутылки. Наблюдали, что образцы по большей части подвергались измельчению, хотя были слишком набухшими, чтобы проходить через небольшое отверстие бутылки в течение 8 секунд за процедуру. Более высокие содержания мягкой древесины будут увеличивать набухание измельченной бумаги санитарно-гигиенического назначения, и такой эффект часто наблюдалось, когда продукт был изготовлен со средним слоем, содержащим 50% южной сосны. С другой стороны, листы с большим количеством эвкалиптовой APMP показывали удовлетворительную диспергируемость. Минимизируя содержание мягкой древесины, особенно южной сосны, можно улучшить диспергируемость, особенно диспергируемость бумаги санитарно-гигиенического назначения с высокой основной массой и более высокой прочностью. Желательно, чтобы содержание мягкой древесины поддерживалось на уровне приблизительно менее 40%, более предпочтительно, приблизительно менее 35%, еще более предпочтительно, приблизительно от 20% до приблизительно 35% и наиболее предпочтительно, приблизительно от 25% до приблизительно 35%.
На фигуре 7 показано, что тиснение с рисунком HVS 9 (фиг. 30A-30H, 30J, 30-1 и 30-2) с последующим скреплением слоев рифлением приводило к более мягкому продукту на аналогичных листах, чем тиснение с рисунком U19 (фиг. 29A-29F, 29T и 29H) и клеевым ламинированием. Микротиснение HVS 9 уменьшало предел прочности при растяжении основного листа где-то приблизительно на 25%, в то время как практически не наблюдалось ухудшения предела прочности при растяжении при глубине вдавливания при тиснении, применяемой в рисунке U19.
На фигурах 8 и 9 приведено сравнение качества туалетной бумаги, изготовленной с применением FRBC-технологии, с бумагой санитарно-гигиенического назначения, изготовленной с применением CWP-технологии. В частности, несмотря на то, что как FRFC-технология, так и FRBC-технология несомненно имеют явные преимущества с точки зрения генерации плотности (фигура 8), разница в мягкости гораздо менее значительна (фигура 9).
Возвращаясь к таблице 12, продукты 1 и 2 являются близкими прототипами, в которых применяется березовая APMP для придания плотности внутреннему слою. По-видимому, эвкалиптовую APMP можно заменять другими твердодревесными APMP во внутренних слоях трехслойных продуктов, чтобы обеспечить преимущество эвкалиптовой APMP в достижении плотности. Однако листы являются непрочными и подвергаются существенному вытиранию, указывая на то, что они не все подходят для наружных слоев.
В отличие от этого предыдущие примеры показывают, что бумажную массу с эвкалиптовой APMP низкой стоимости можно включать в состав высококачественной трехслойной туалетной бумаги без ухудшения мягкости или атрибутов качества, в то же время добавляя плотности. Трехслойный CWP-продукт может иметь формат, подходящий для высококачественной (класс "премиум") туалетной бумаги для влажного или сухого применения. Как показано ниже, в таблице 18 приведен общий обзор данных для CWP-продуктов, наряду с данными об их основных листах. Секции (туалетной бумаги) 1-3 обеспечивают высокопрочные, среднепрочные и малопрочные CWP-продукты, соответственно, без добавления CMF. Секции (туалетной бумаги) 4 и 5 обеспечивают малопрочные и высокопрочные CWP-продукты, соответственно, с добавлением 20% CMF. Наконец, секции (туалетной бумаги) 6-8 обеспечивают высокообъемные CWP-продукты с включенными в них 33%, 50% и 60% APMP.
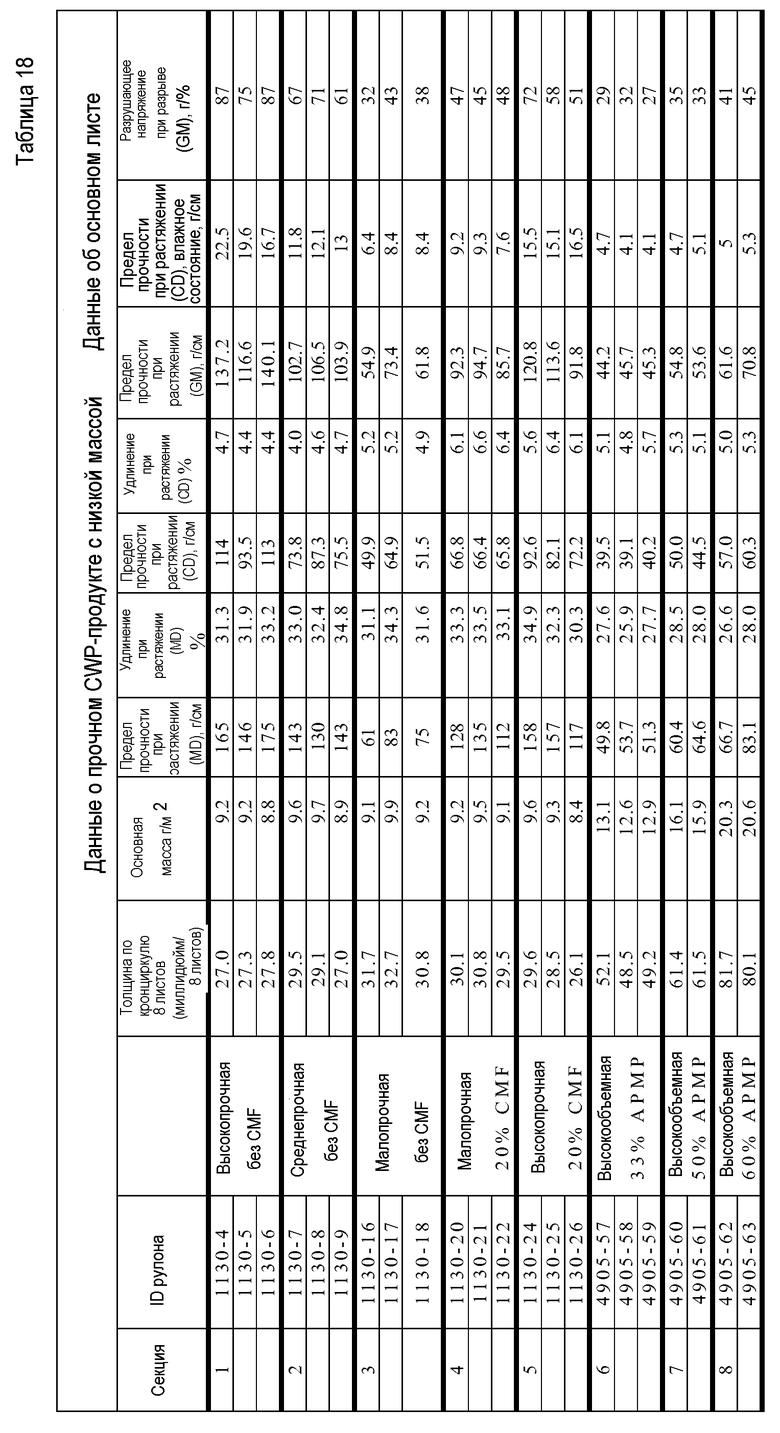
Пример 2
Четыре разных варианта волокна из эвкалиптового волокна путем перекисно-щелочного получения механической волокнистой массы предварительно химически рафинерной (P-RC APMP) ("APMP"), имеющие яркость от 85 до 88 по стандарту ISO, плотность от 2,0 до 3,9 см3/г и разрывную длину от 1,4 и 4,0 км, приведены в таблице 19.
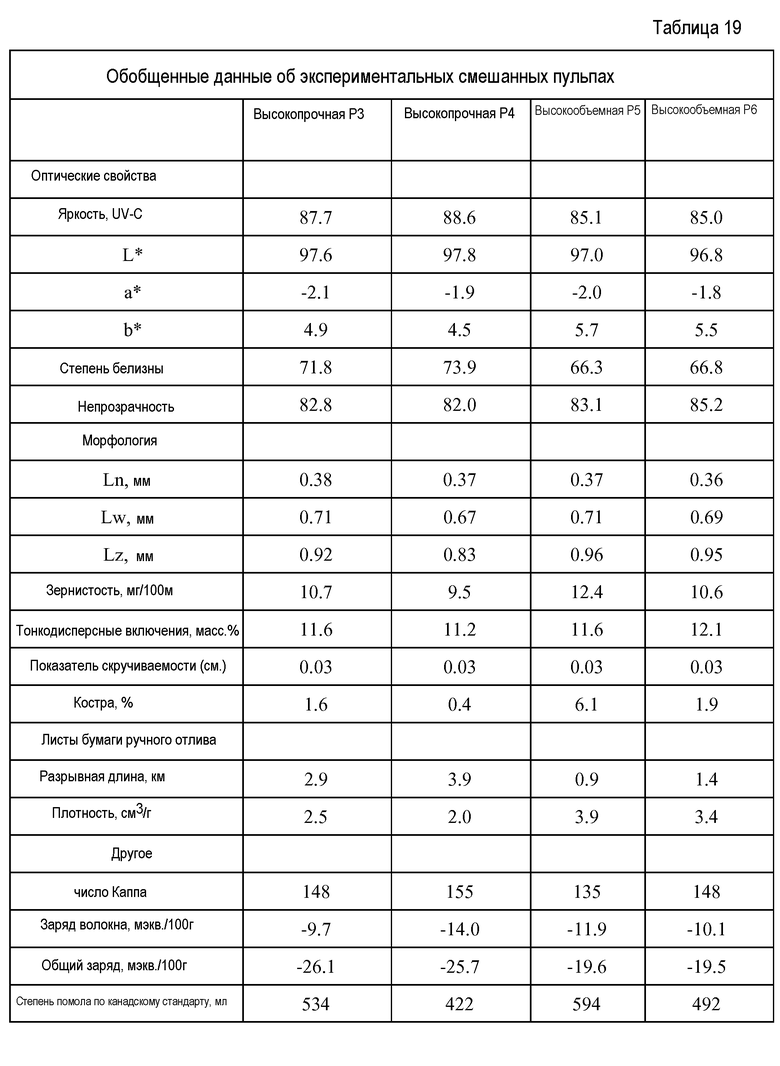
Предварительно получали листы разнообразной бумаги ручного отлива с применением вариантов волокна наряду с более традиционными бумагообразующими волокнами, как указано ниже в таблице 20.
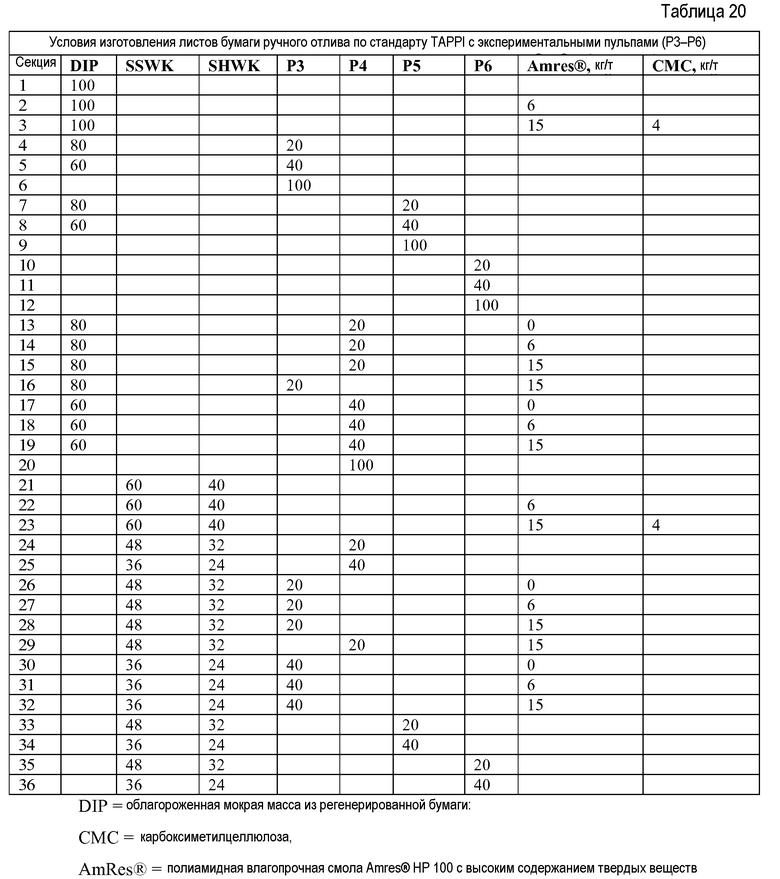
На основе результатов, полученных для листов бумаги ручного отлива, производили бумагу санитарно-гигиенического назначения в лабораторном масштабе на бумагоделательной машине (по CWP-технологии) с применением четырех разных вариантов (P3, P4, P5, P6) пульпы вместе традиционными бумагообразующими волокнами. Неожиданно основной лист для туалетной бумаги, полученный с эвкалиптовой APMP, обеспечивал свойства, сравнимые с основным листом, коммерчески производимым для туалетной бумаги с применением бумажной массы из 60% облагороженной регенерированной макулатуры ("DIP") и 40% древесноволокнистой массы первичного помола, превращенной в волокнистую массу.
Ряд прототипов получали, как указано в таблице 21, которая следует ниже.
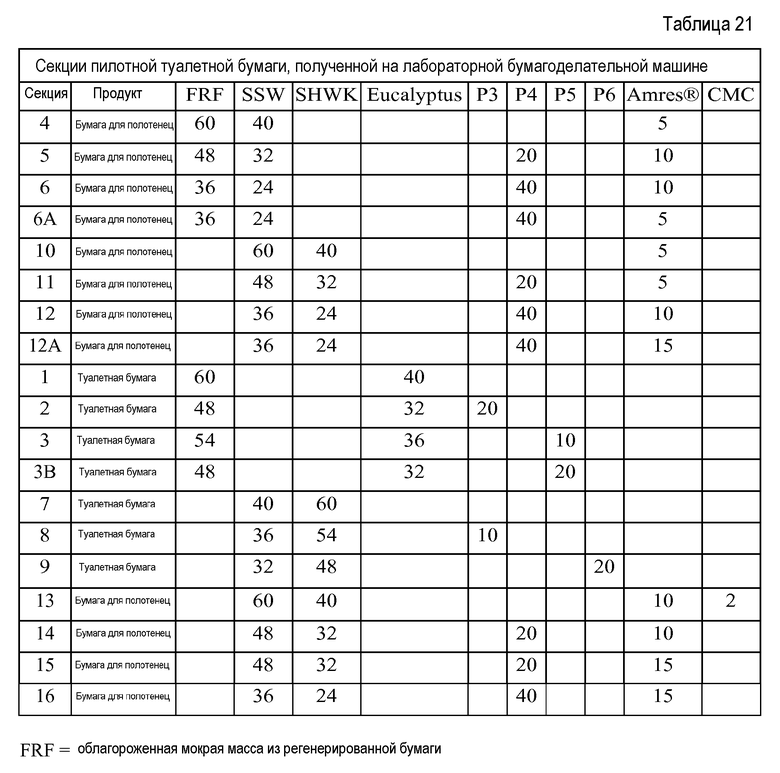
Обсуждение результатов
Одна из уникальных характеристик получения APMP-пульпы заключается в возможности управлять свойствами волокна путем регулирования использования химикатов и энергии, затрачиваемой на обработку в рафинере целлюлозы, как указано выше. Это отличается от сульфатной варки целлюлозы, при которой свойства конечного волокна в основном определяются источником древесины и технологией получения пульпы и технологией отбелки. Возможность управлять свойствами волокна представляет собой как сложную и интересную задачу, так потенциальную перспективу. Потенциальная перспектива налаживания производства относится к возможности значительной корректировки свойств волокна и баланса стоимости энергии и химикатов.
На фигуре 10, представлен график зависимости между энергией и степенью помола по канадскому стандарту для пяти уровней щелочности, применяемых в испытании. Ожидаемая зависимость в пределах каждого уровня щелочности наблюдается, когда степень помола по канадскому стандарту уменьшается с увеличением энергии, затраченной на обработку целлюлозы в рафинере. Степень помола по канадскому стандарту также уменьшается с увеличением уровня щелочности. Диапазон щелочности и уровни энергии можно выбирать, чтобы обеспечить заданный уровень помола по канадскому стандарту.
На фигуре 11, представлен график зависимостей между плотностью и степенью помола по канадскому стандарту. Не наблюдается единой зависимости между плотностью и степенью помола по канадскому стандарту, хотя скорее плотность является функцией уровня щелочности. Высокая щелочность приводит к более низкой плотности.
На фигуре 12 показана зависимость между степенью помола по канадскому стандарту и пределом прочности при растяжении. Опять щелочность оказывает значительное влияние на прочность при заданном уровне помола по канадскому стандарту.
Степень помола по канадскому стандарту и плотность являются функцией, как общей щелочности, так и энергии, затраченной на обработку целлюлозы в рафинере. Увеличение щелочности будет вести к более высокому пределу прочности при растяжении, более низкой плотности и более низкой степени помола по канадскому стандарту при заданном уровне энергии. Однако ни щелочность, ни энергия, затраченная на обработку целлюлозы в рафинере, не влияют на фундаментальную зависимость между плотностью и прочностью. На фигуре 13 представлен график зависимости между плотностью и разрывной длиной для APMP-массы и эвкалиптовой крафт-массы. Кривые щелочности для каждой массы наносили на график и рассчитывали плотность и разрывную длину при степенях помола по канадскому стандарту 300, 400 и 500 мл. Подобный расчет проведен для пяти имеющихся в продаже эвкалиптовых крафт-масс. Кривая для APMP-массы имеет намного более крутой наклон, чем кривая для крафт-масс, и APMP-масса имеет значительно более высокую плотность, чем крафт-масса, при низкой разрывной длине. Отметим относительно плоский наклон для крафт-масс. Кривые пересекаются при разрывной длине приблизительно 6,5 км и плотности 1,5 см3/г, указывая на то, что существует небольшая разница между массами при очень высоком уровне прочности.
Улучшение яркости
Яркость после рафинера изменяется от 83 до 87 по стандарту ISO. Хорошее улучшение яркости наблюдали для всех партий. Для партии с высокой щелочностью (12) наблюдали значительное разложение пероксида. Высокий расход пероксида обычно обусловлен высоким содержанием в древесине металлов, поэтому увеличивали добавление хелатообразующего агента в последующие партии, что ликвидировало проблему. На фигуре 14A в графической форме представлено сопоставление расхода химикатов для пропитки (пероксид и общая щелочность - TA) с максимальной яркостью для серии экспериментов. В испытании не наблюдалось зависимости между концентрацией химикатов для пропитки и яркостью в диапазоне применяемых концентраций химикатов. На фигуре 14B показано добавление химикатов после рафинера и максимальная яркость. Данный график показывает, что улучшение максимальной яркости происходит при добавлении в массу около 7% химикатов (в расчете на массу), и нет большой корреляции со щелочностью.
На фигуре 15 показано общее чистое потребление химикатов как при пропитке, так и после рафинера, наряду с улучшением яркости. Данный график показывает, что существует очень незначительная корреляция между потребляемыми химикатами и улучшением яркости. В сочетании с приведенными выше фигурами 14A и 14B установленная потребность в пероксиде для промышленной установки будет составлять от 3,5 до 4,5% в расчете на массу. Неожиданно установлено, что общая щелочность не оказывает значительного влияния на яркость и, следовательно, можно ее регулировать, чтобы обеспечить свойства массы и баланс энергии, затрачиваемой на обработку целлюлозы в рафинере (см. обсуждение ниже).
Исходя из наблюдаемой яркости после рафинера, достигающей максимально 87, образцы массы P3 отбеливали в лаборатории, чтобы установить абсолютную предельную яркость. Все отбелки выполняли при средней концентрации. Условия отбелок в лаборатории:
1% NaOH в расчете на массу;
1, 2 и 3% H2O2 в расчете на массу;
0,25% DTPA в расчете на массу;
85°С
2 часа выдержки;
12% концентрация (массы).
Результаты лабораторных испытаний представлены в таблице 22. Все лабораторные отбелки приводили к яркости 91-92 по спектрофотометру типа MacBeth и свидетельствовали об относительно низком расходе пероксида, показывая, что яркость 92 является предельной для такой поставки древесины.
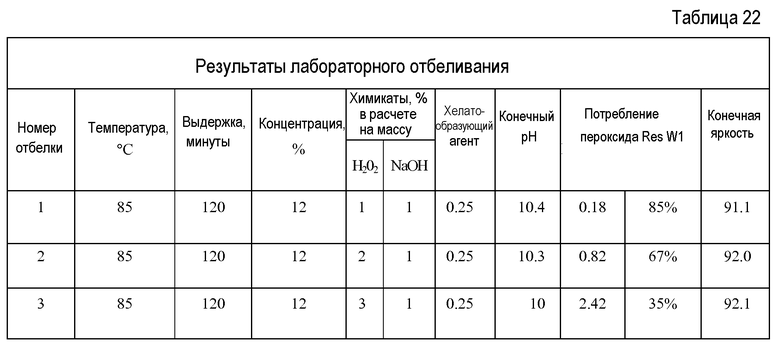
Листы бумаги ручного отлива
На фигурах 16, 17 и 18 показано влияние эвкалиптовой APMP на оптические свойства листов бумаги ручного отлива. И в облагороженной макулатурной массе, и в бумажной массе из первичного сырья южных сортов APMP повышает яркость и непрозрачность, в то же время оставаясь нейтральной по отношению к b* (желтизна) вплоть до 40% APMP.
На фигуре 19 показано, как APMP увеличивает значения на кривой зависимости плотность/прочность при нормах добавления 20 и 40%.
На фигуре 20 показано, что APMP значительно увеличивает впитывающую способность листа бумаги ручного отлива из облагороженной макулатуры (FRF), несмотря на то, что оказывает меньшее влияние на бумажную массу из первичного сырья. На фигуре 21 показано, как эвкалиптовая APMP влияет на предел прочности при растяжении во влажном состоянии листов бумаги ручного отлива.
На фигуре 22 показано влияние 20% эвкалиптовой APMP на плотность/толщину по кронциркулю бумаги санитарно-гигиенического назначения. Продукты измеряли при постоянной глубине тиснения. APMP повышает плотность приблизительно на 6% относительно контрольных образцов.
На фигуре 23 показано, что неожиданно даже 20% APMP не наносит ущерба мягкости. Существует сильная корреляция между мягкостью и прочностью, и предполагается, что доведение пределов прочности при растяжении прототипа с APMP до пределов контрольных образцов могло бы привести к практически одинаковым значениям мягкости. Значения мягкости всех испытуемых продуктов были выше уровня 17, что свойственно бумажному продукту санитарно-гигиенического назначения среднего сорта, значительно более мягкого, чем дешевые и коммерческие сорта, но не такого мягкого, как высококачественные сорта, которые при оценке мягкости экспертами обычно могут иметь оценку (в баллах) около 19 или выше.
На фигуре 24 показаны основные морфологические параметры конечных бумажных продуктов санитарно-гигиенического назначения. 20% APMP практически почти не влияет на морфологию листа относительно контрольного образца. Ниже в таблице 23 суммированы данные о морфологии отдельных волокнистых масс, применяемых для изготовления продуктов, представленных на фигуре 24.
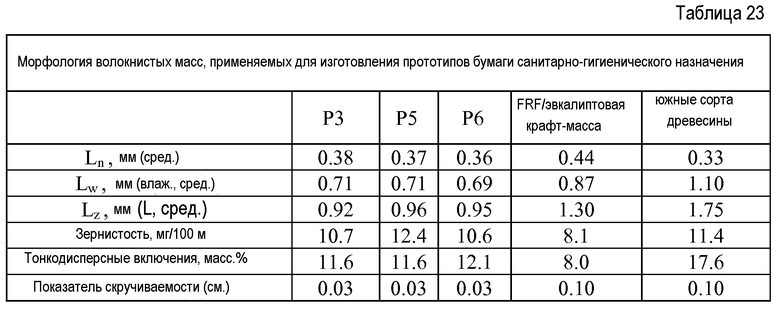
На фигуре 25 показано, что APMP существенно не повышает истирание, когда корректируется прочность.
Несмотря на то, что изобретение описано в связи с многочисленными примерами и вариантами осуществления изобретения, специалистам в данной области техники будут совершенно очевидны модификации таких примеров и вариантов осуществления изобретения в пределах сущности и объема изобретения. С точки зрения вышеизложенного обсуждения, дополнительное описание соответствующих сведений в данной области техники и ссылок, включая одновременно рассматриваемые заявки, обсуждаемые выше, не считается необходимым.
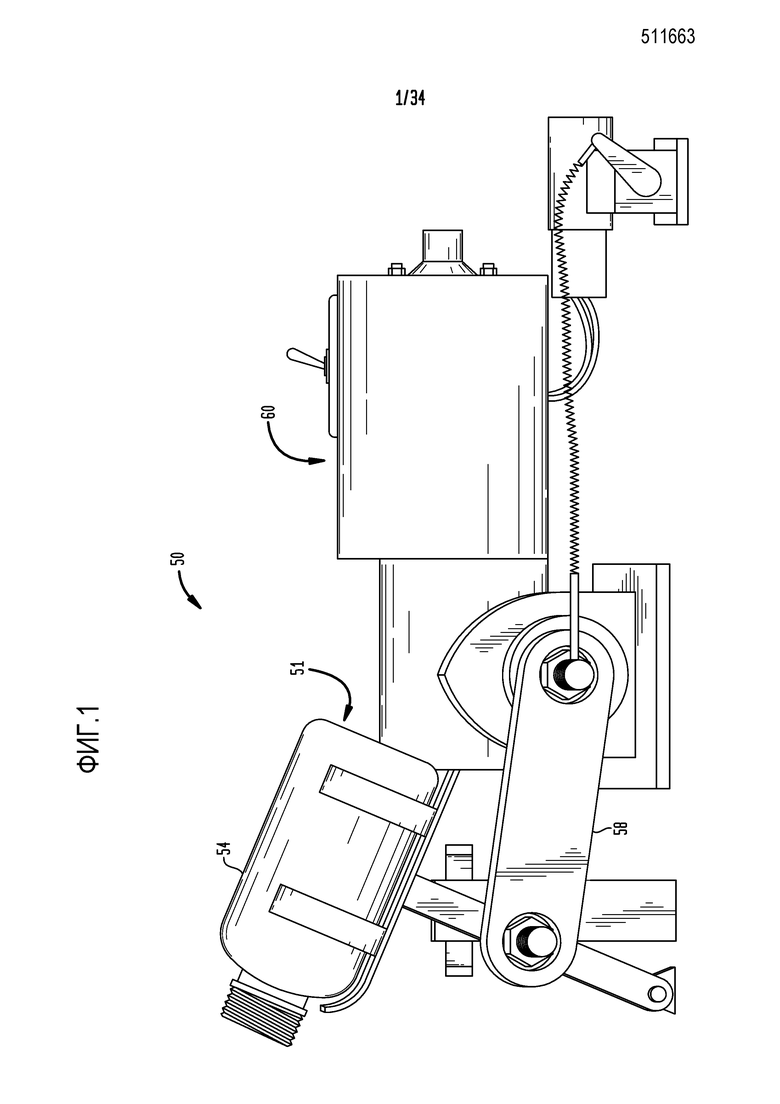
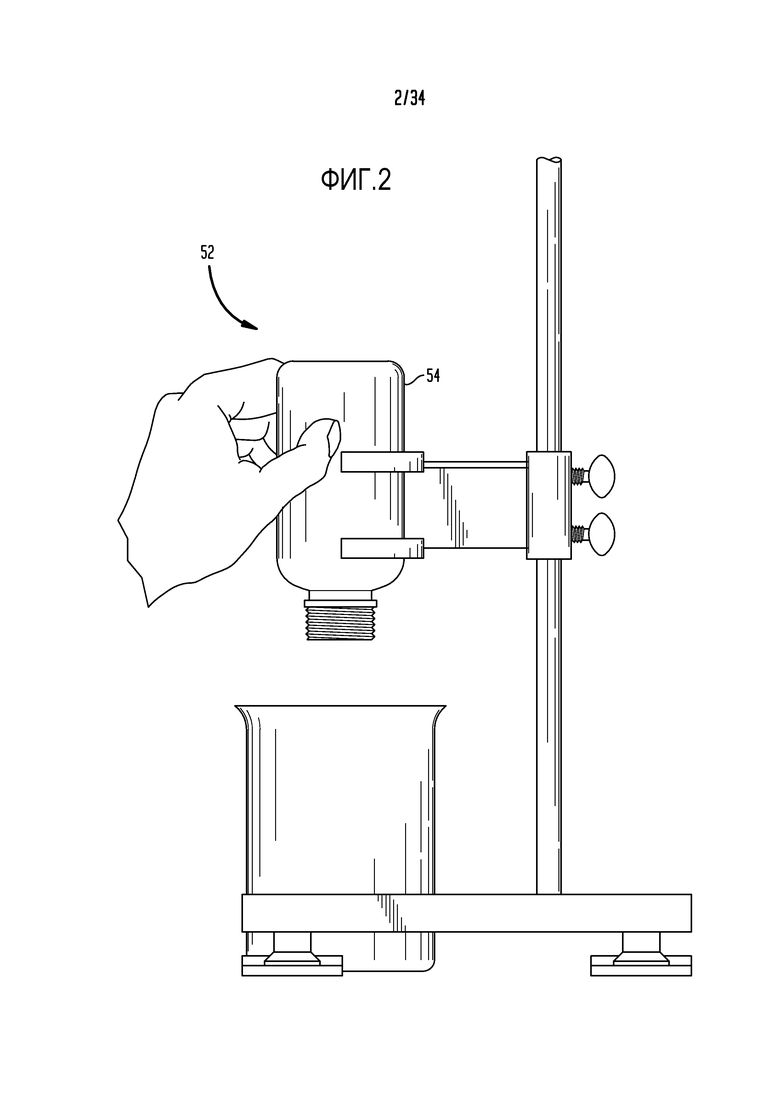
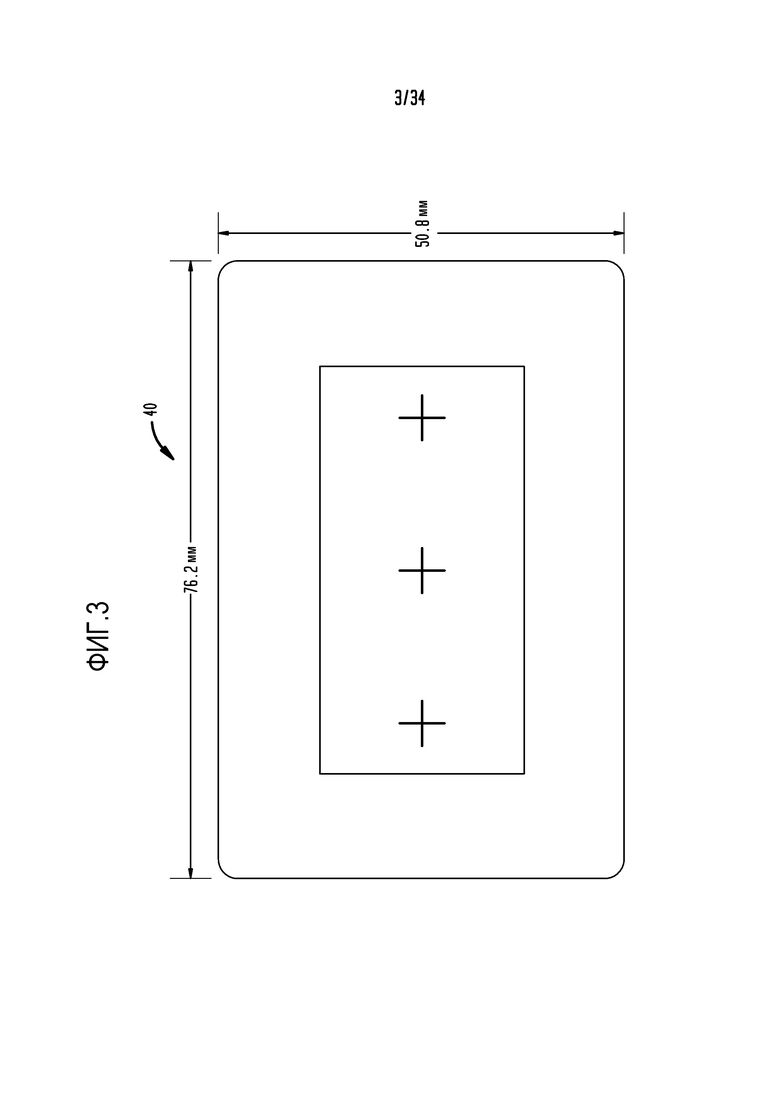
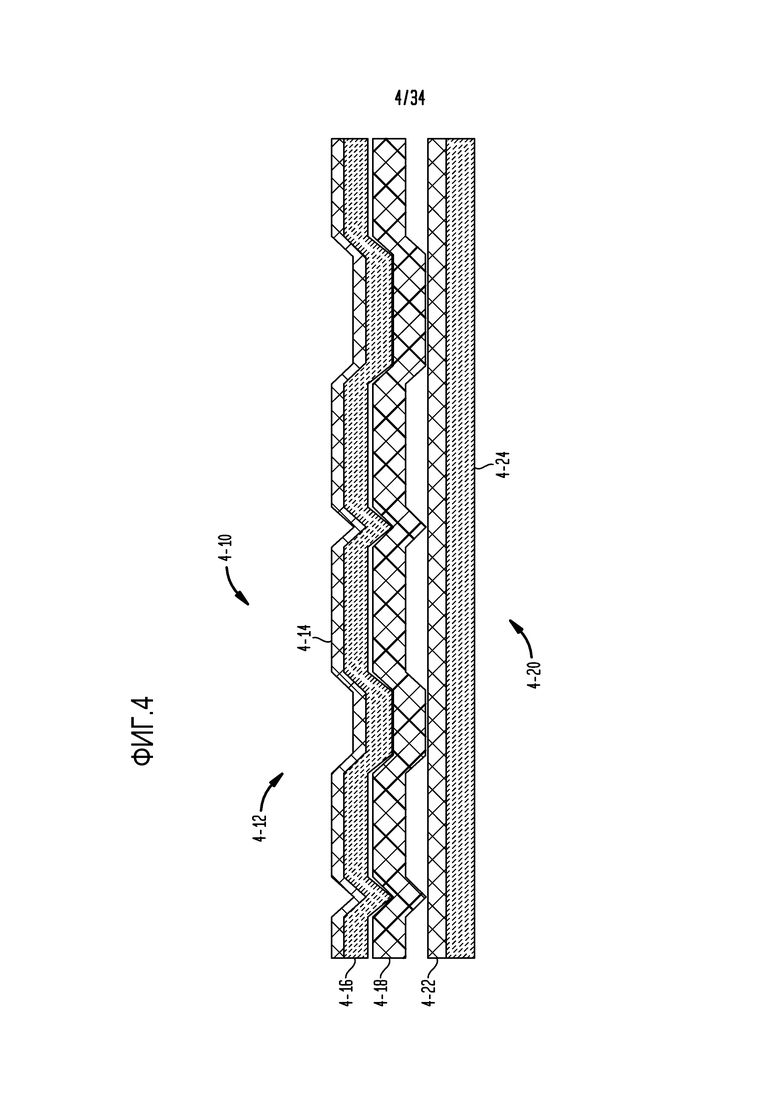
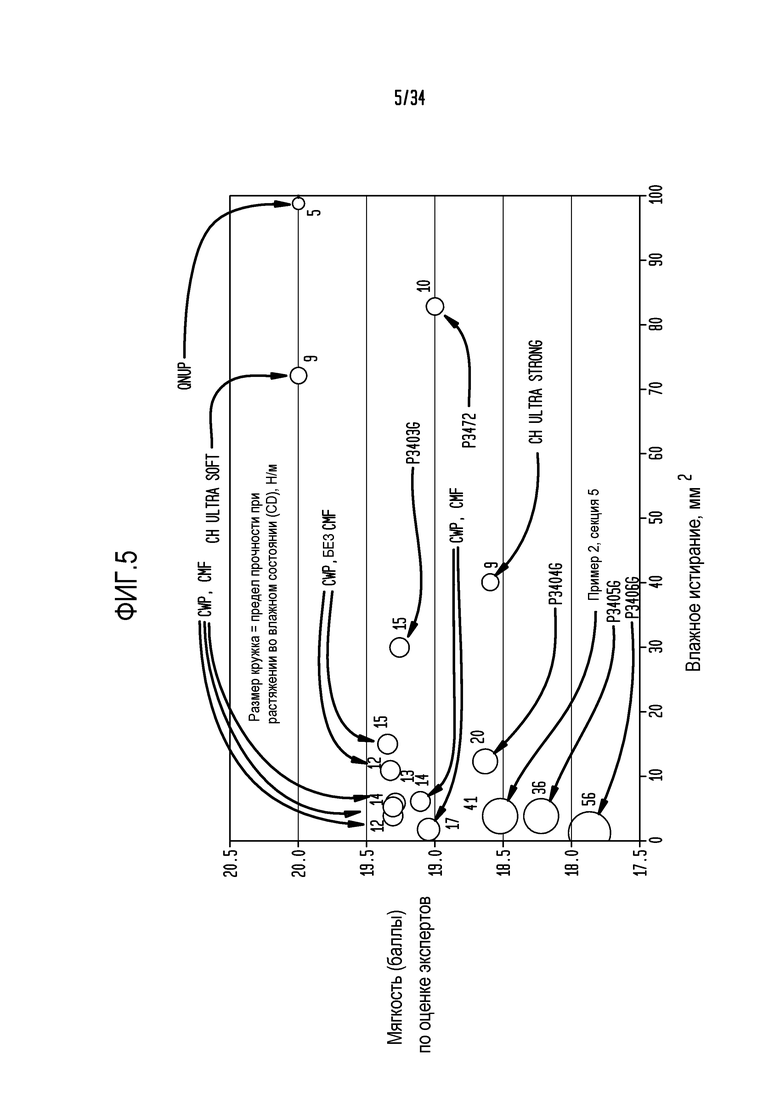
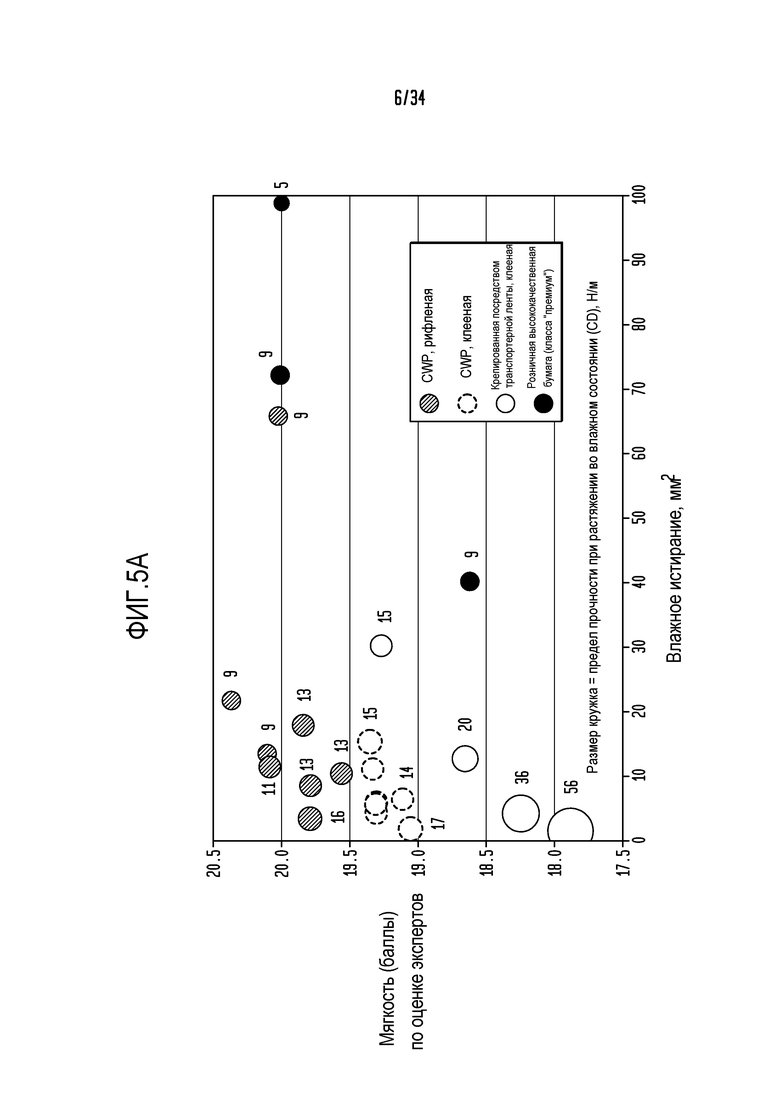
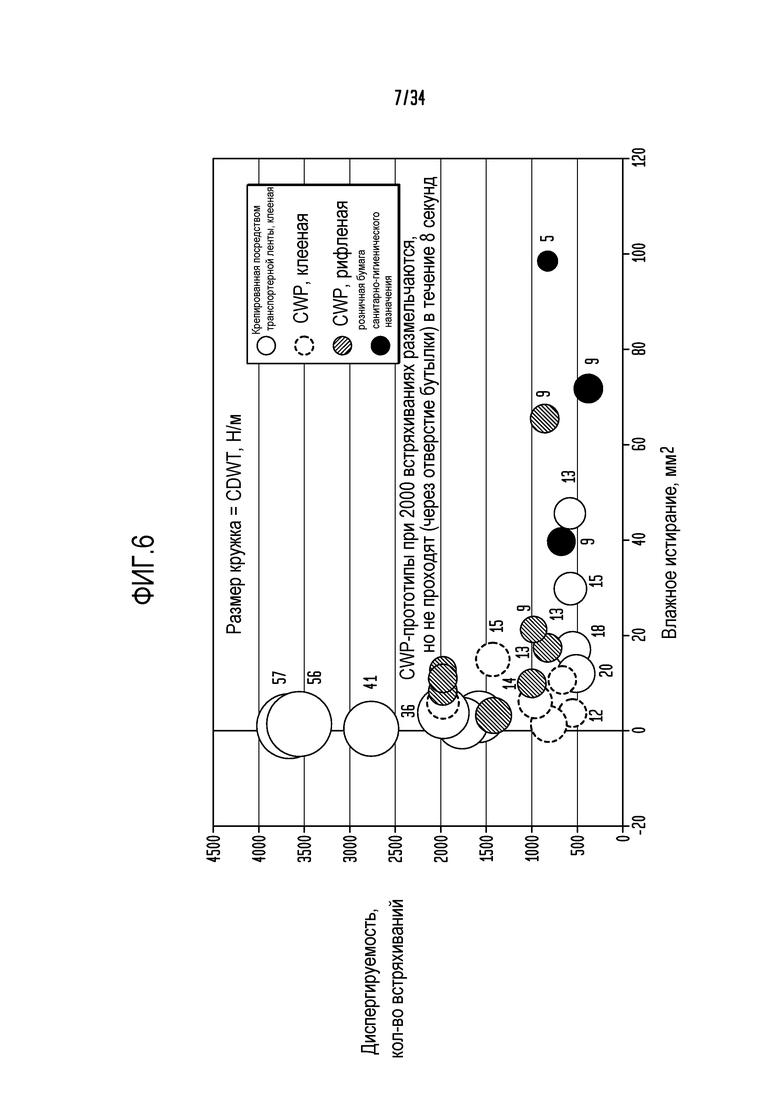
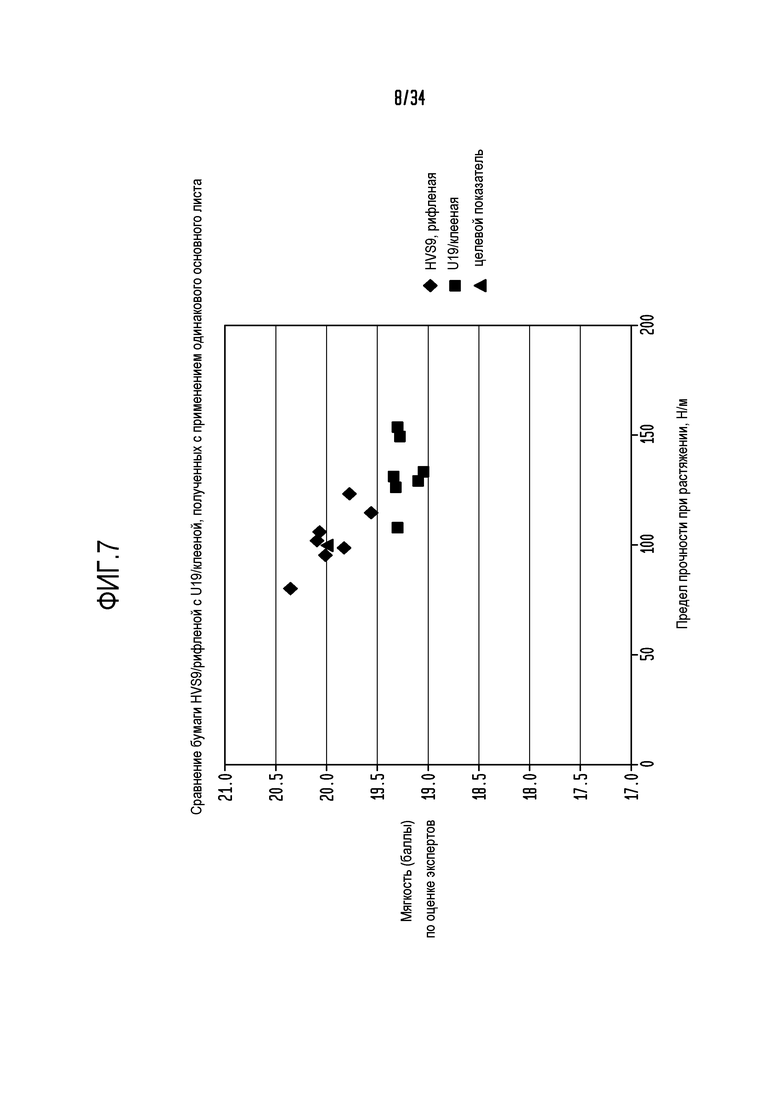
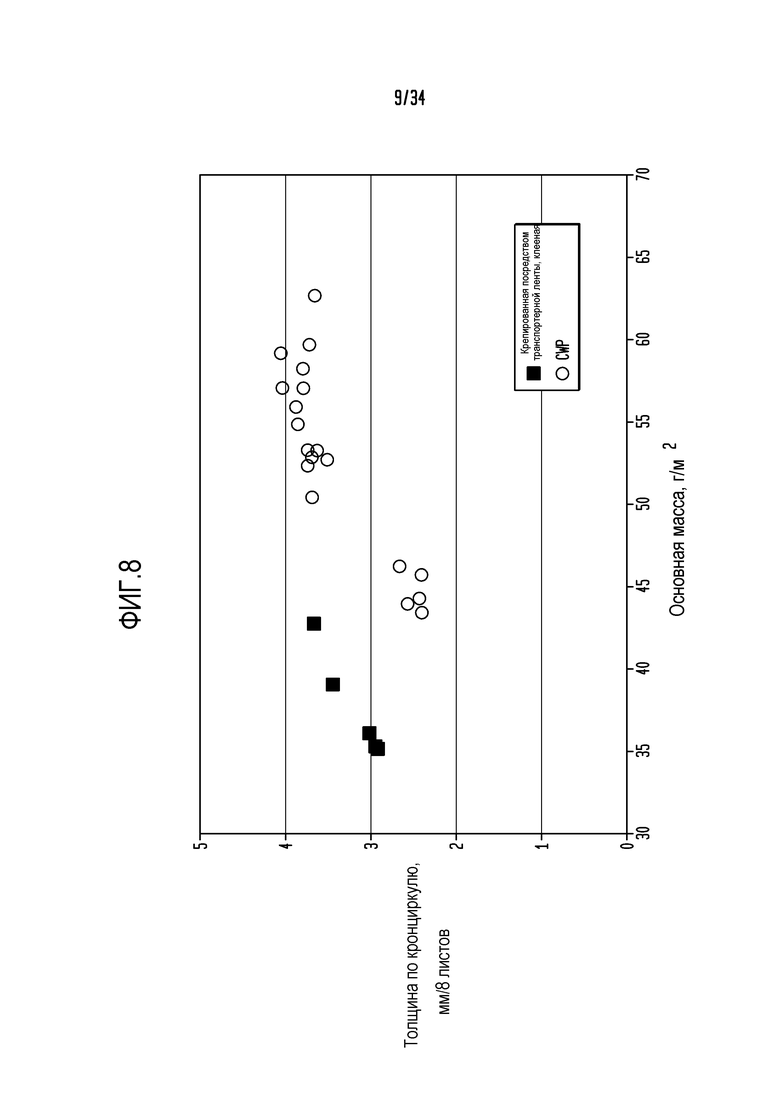
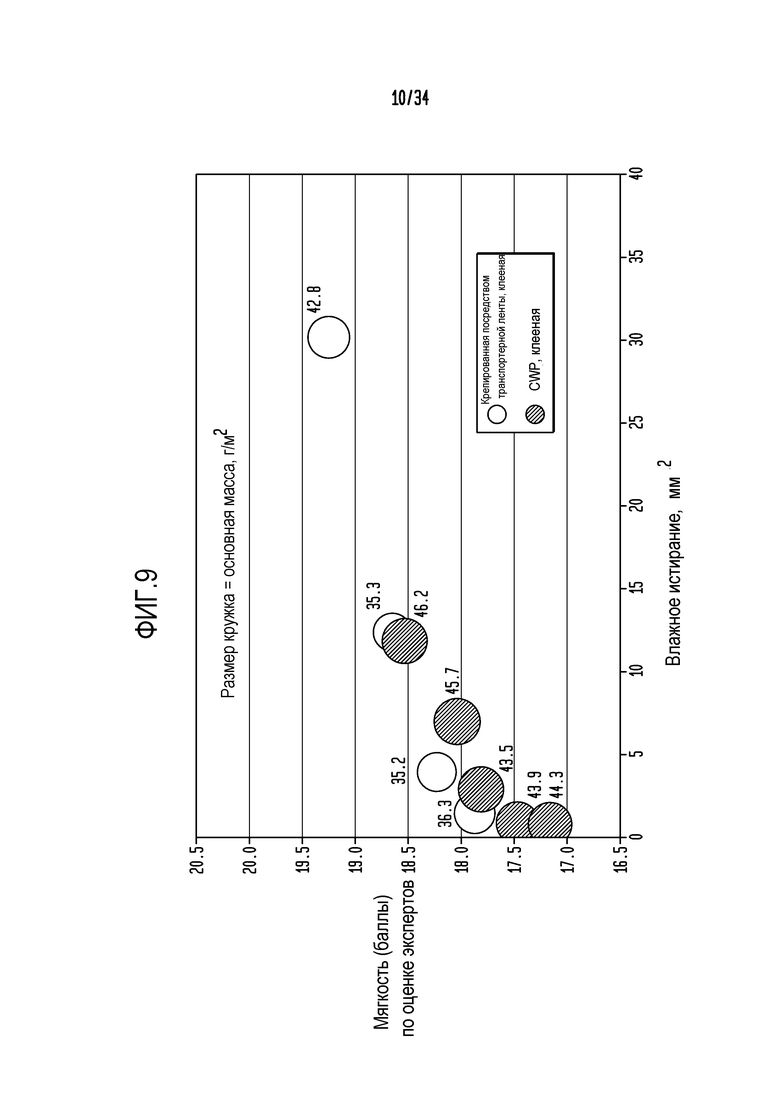
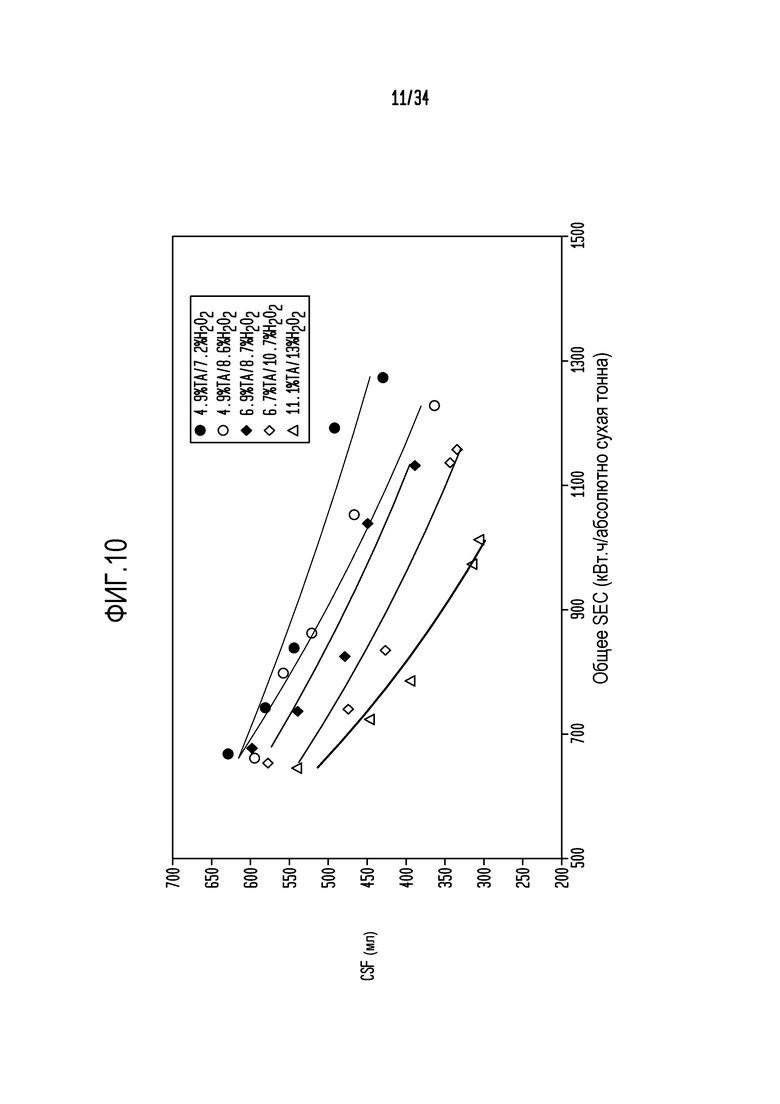
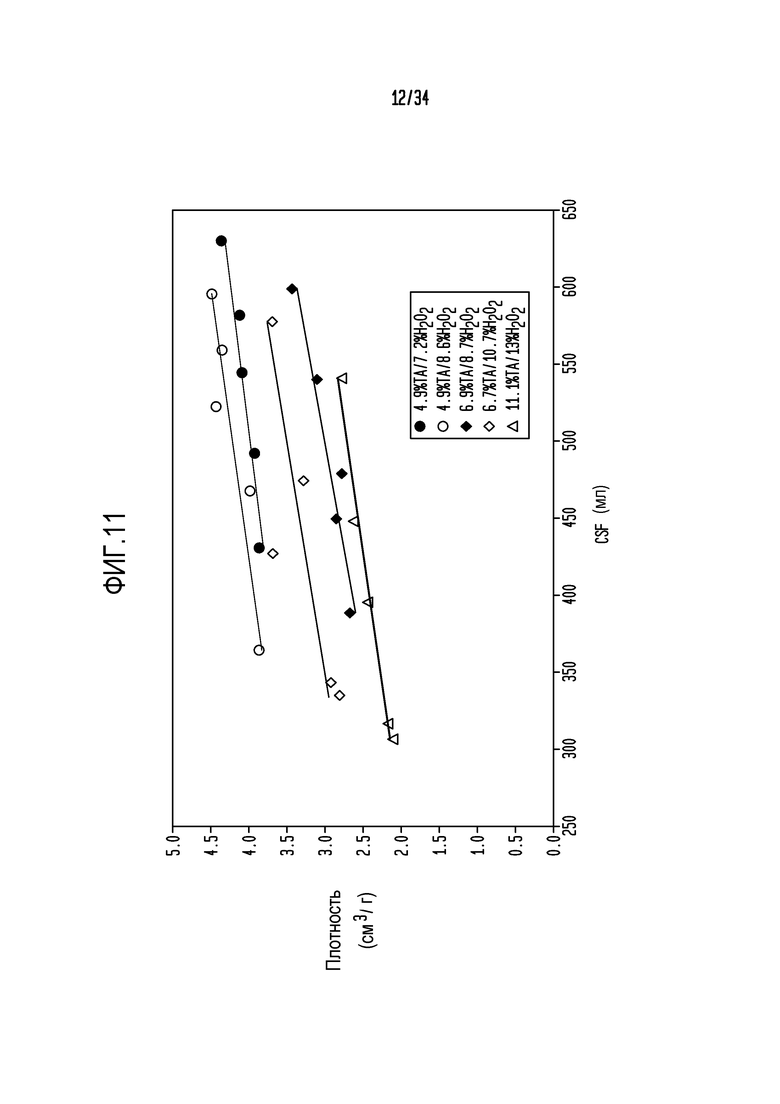
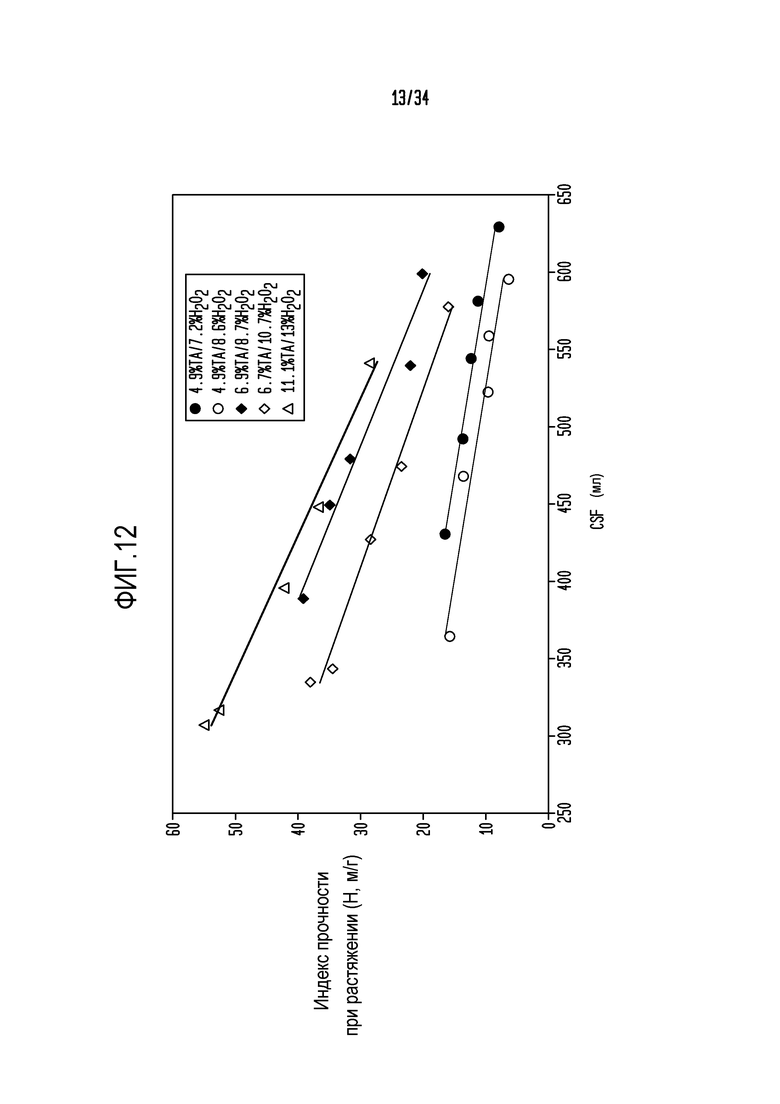
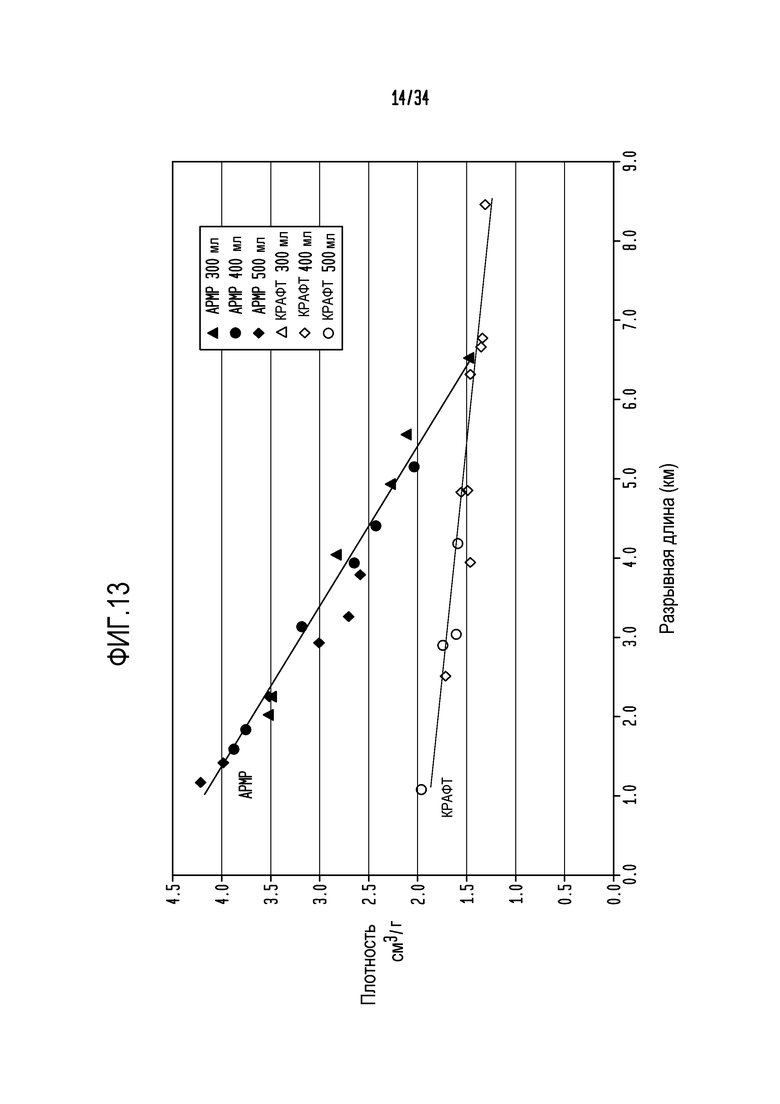
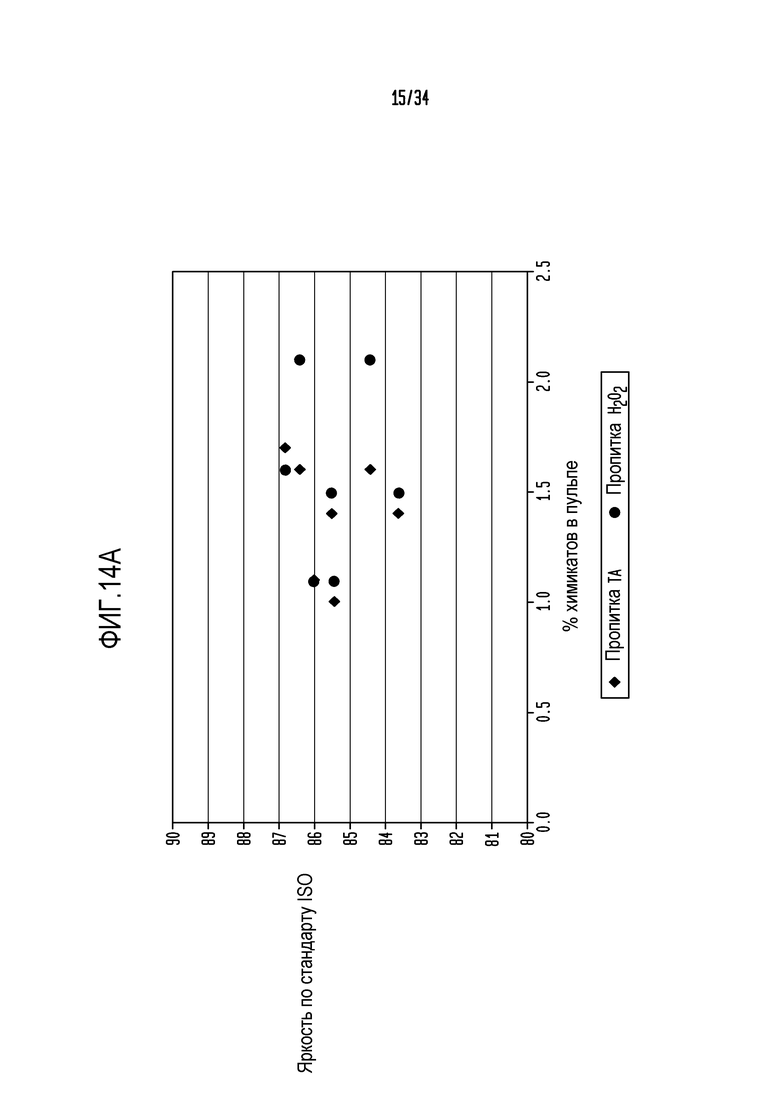
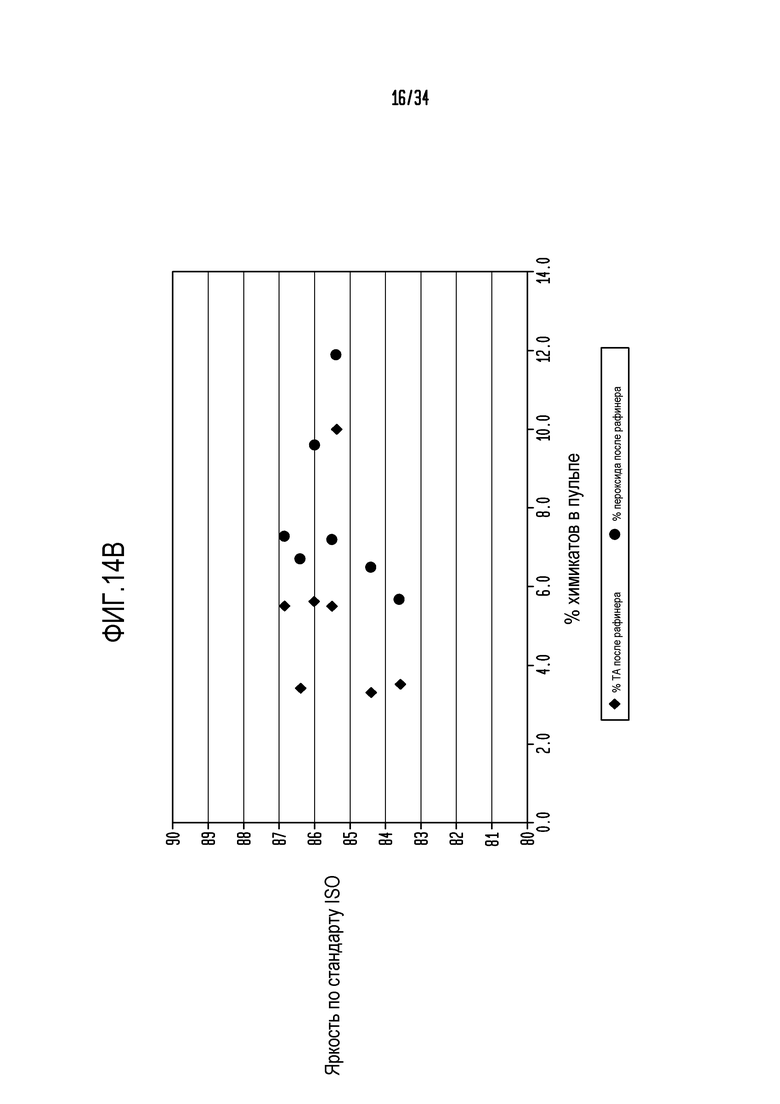
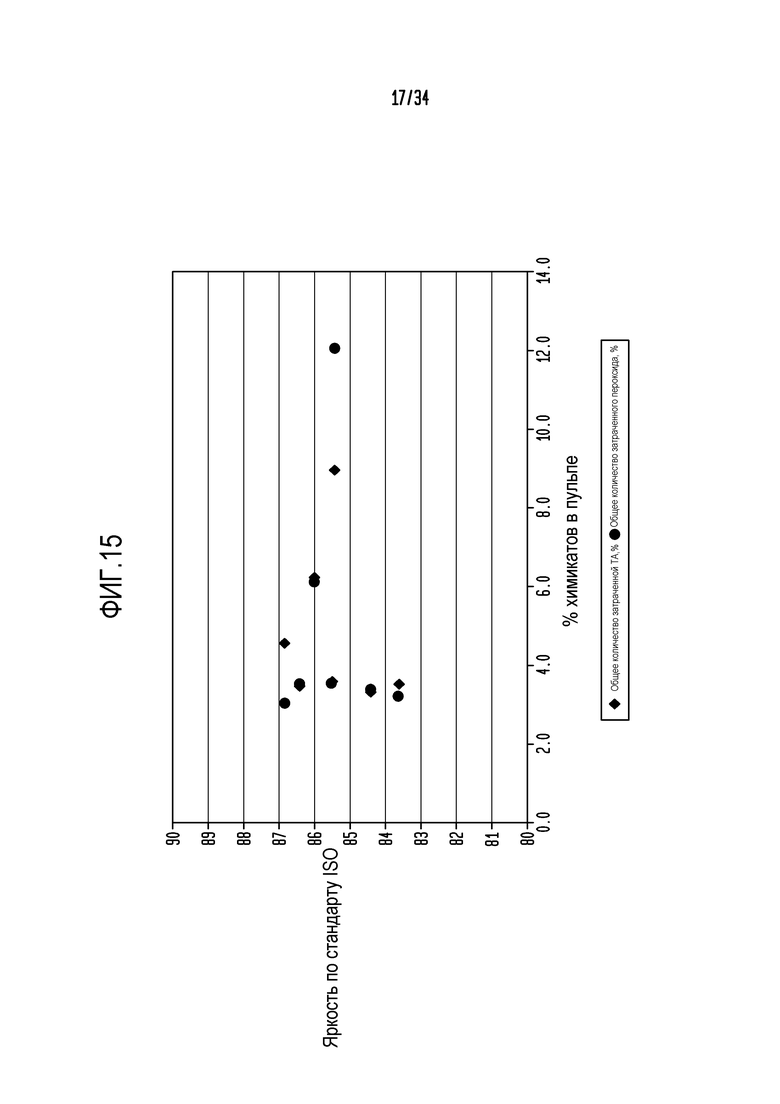
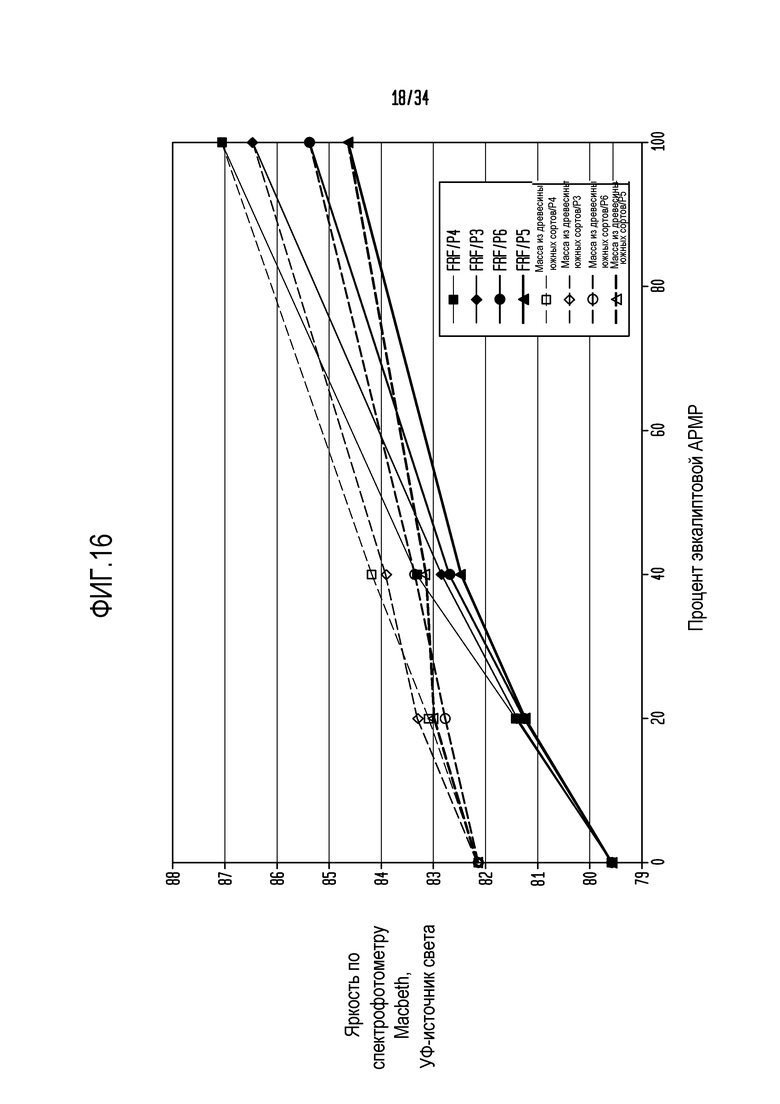
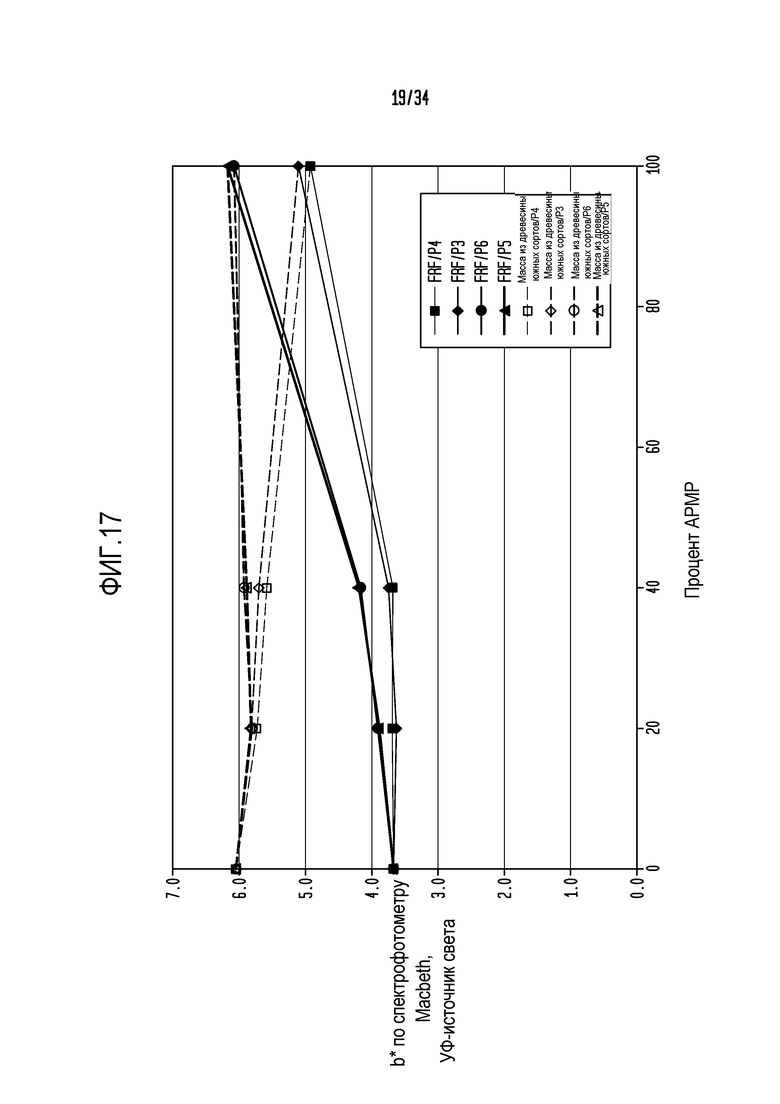
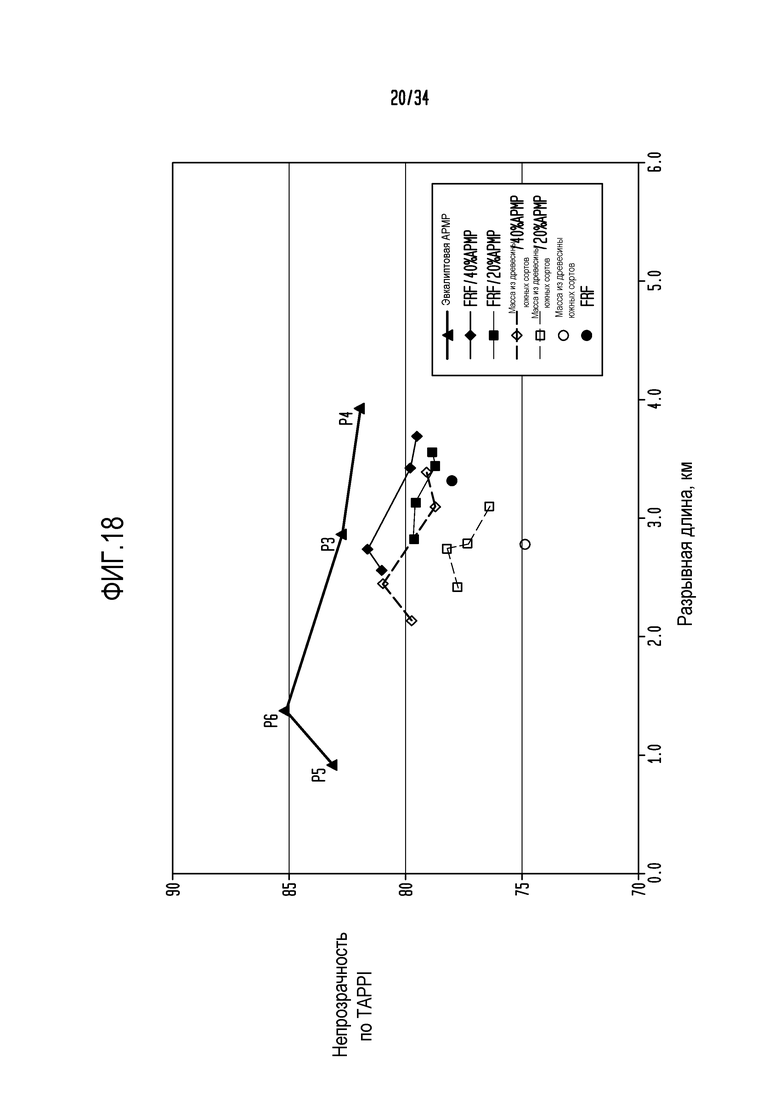
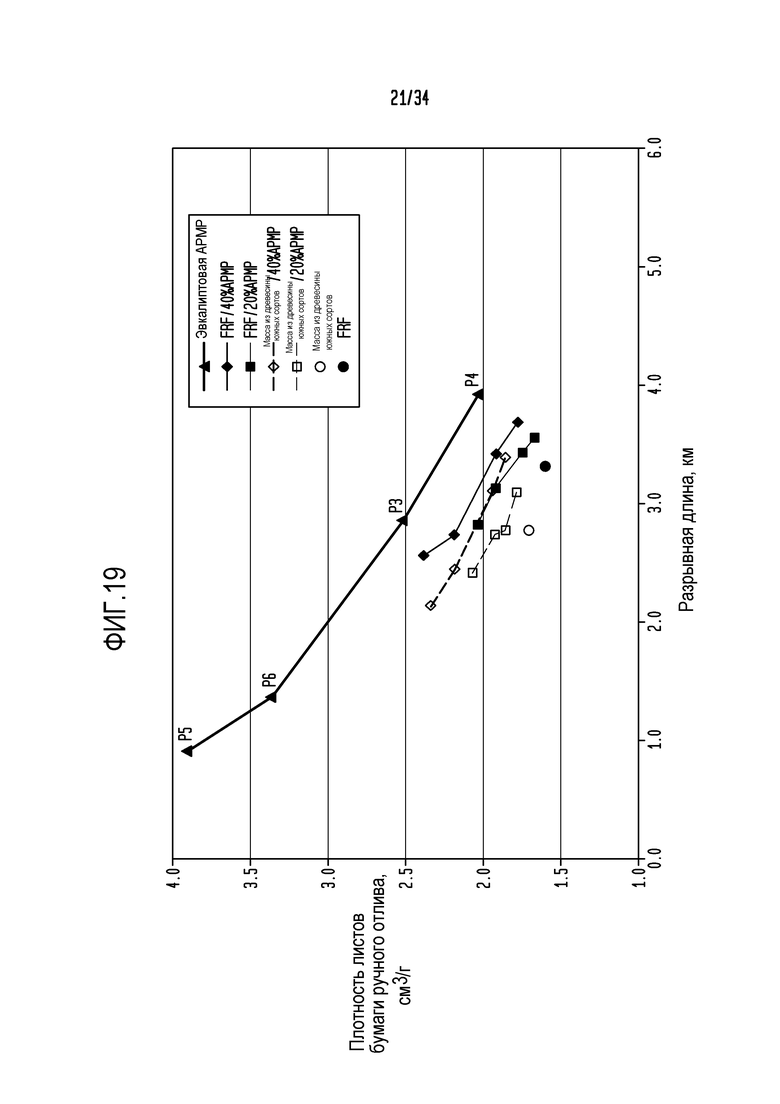
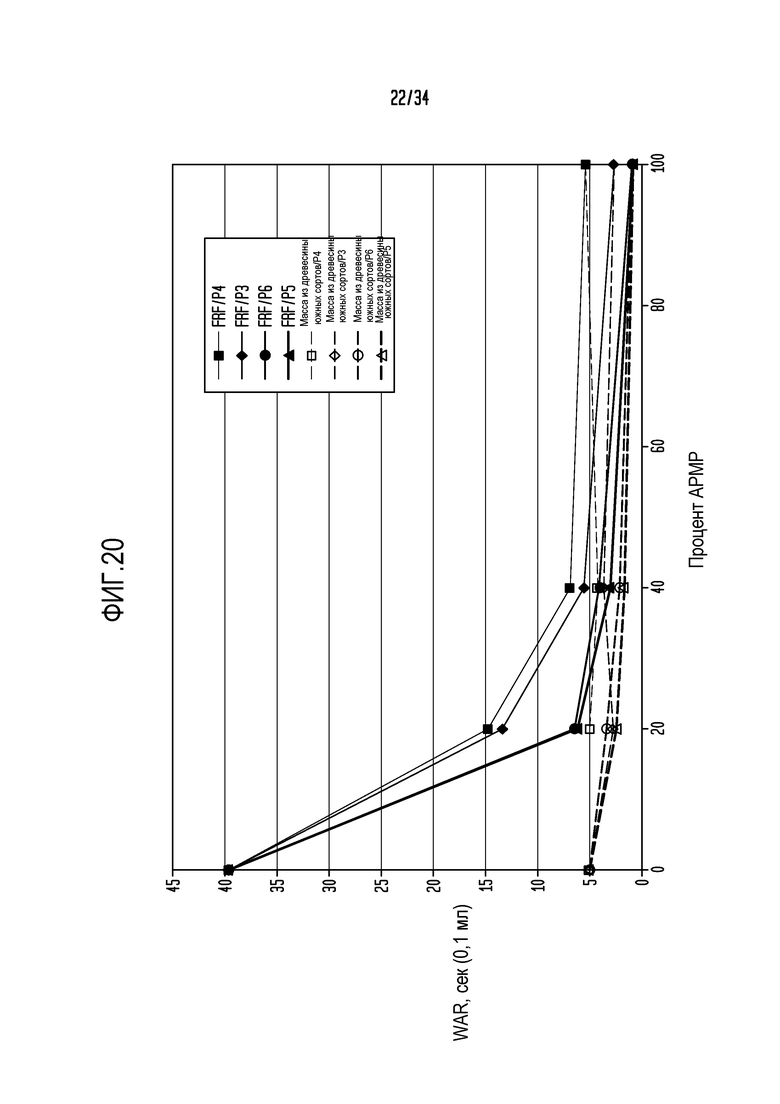
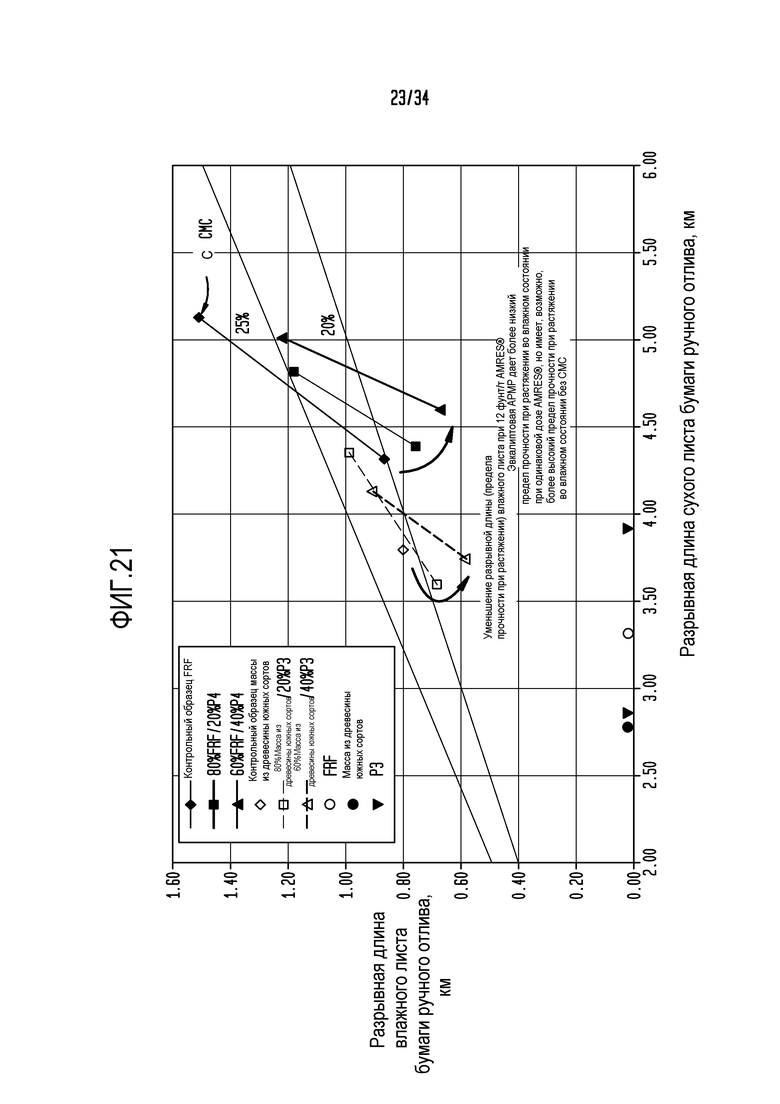
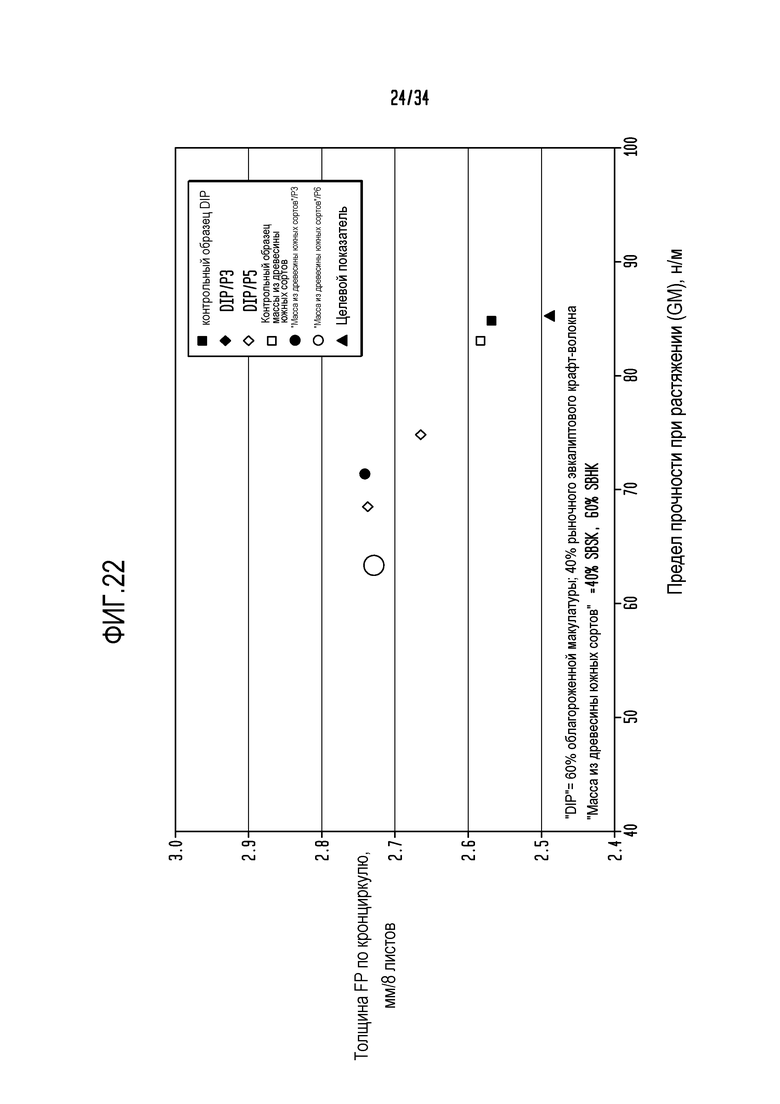
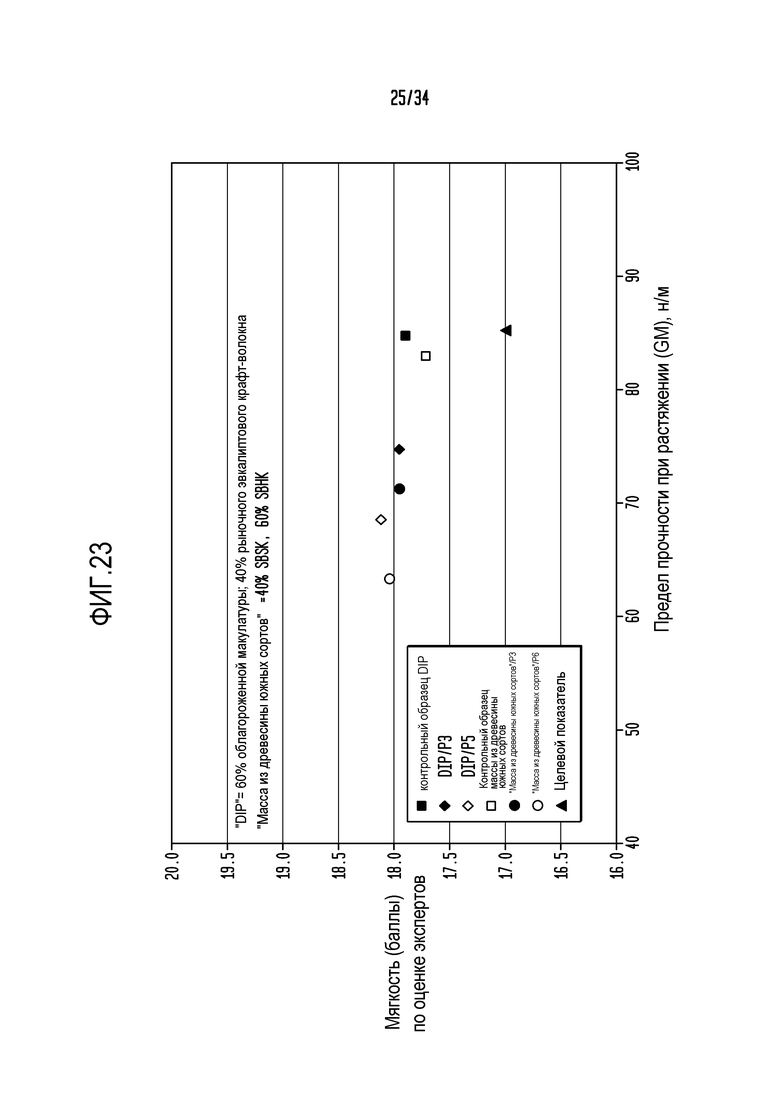
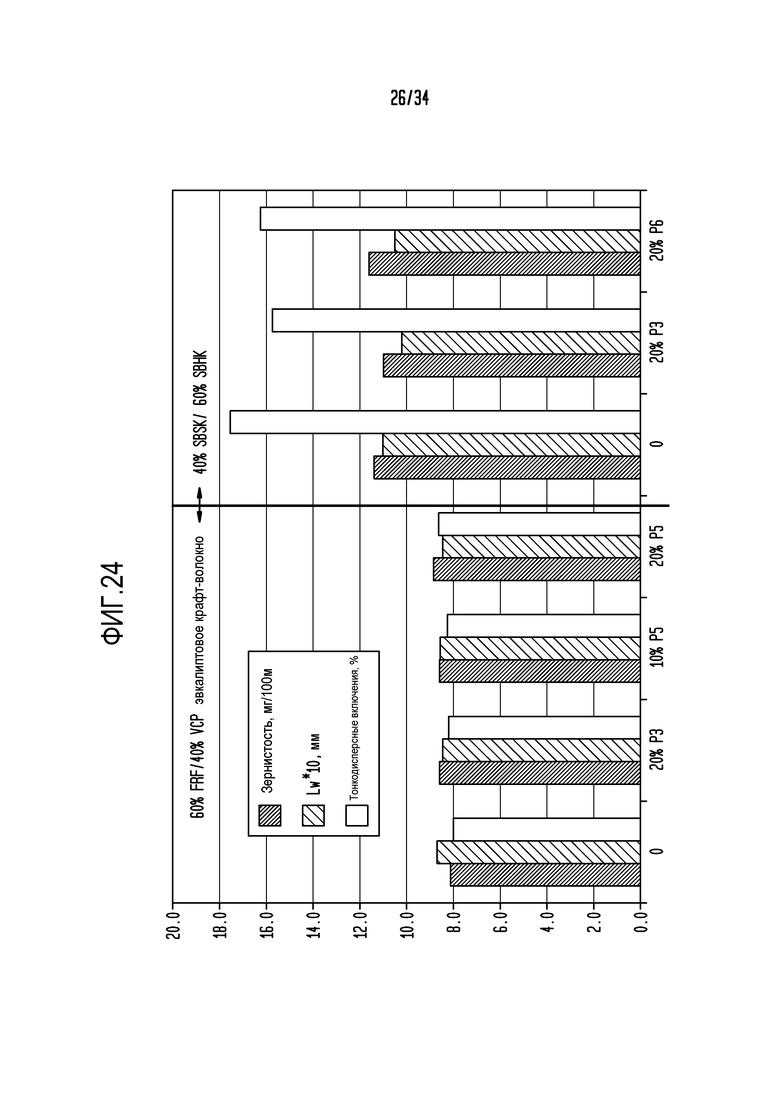
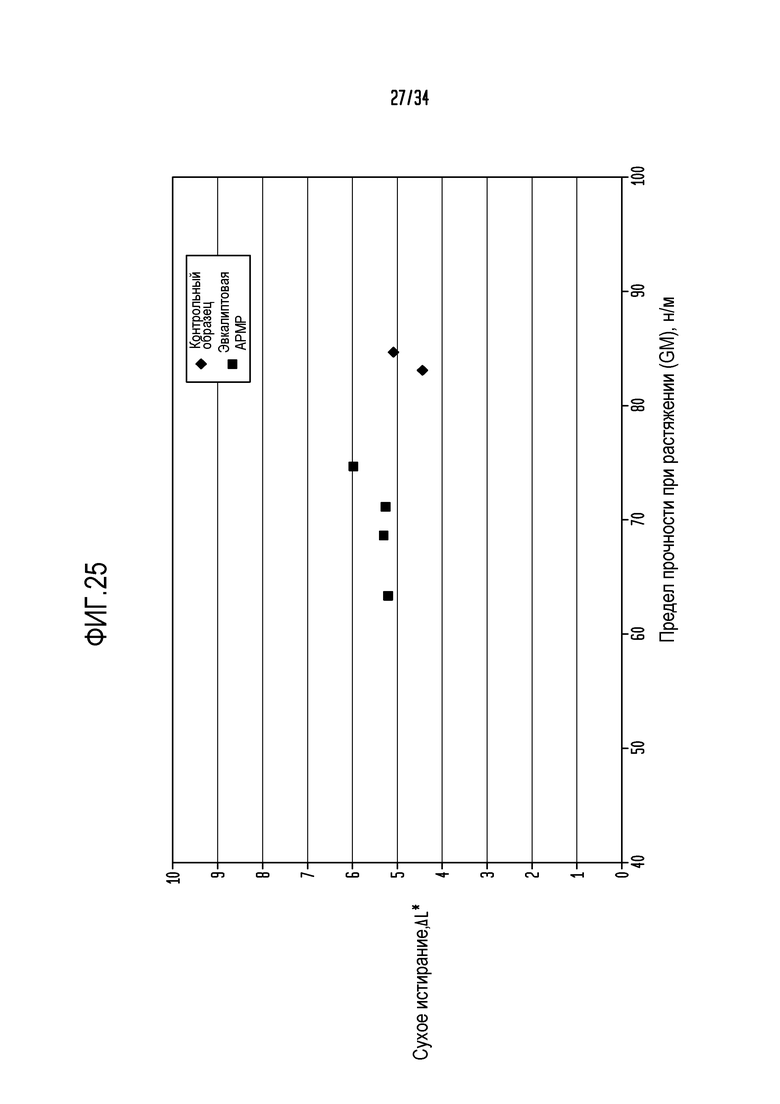
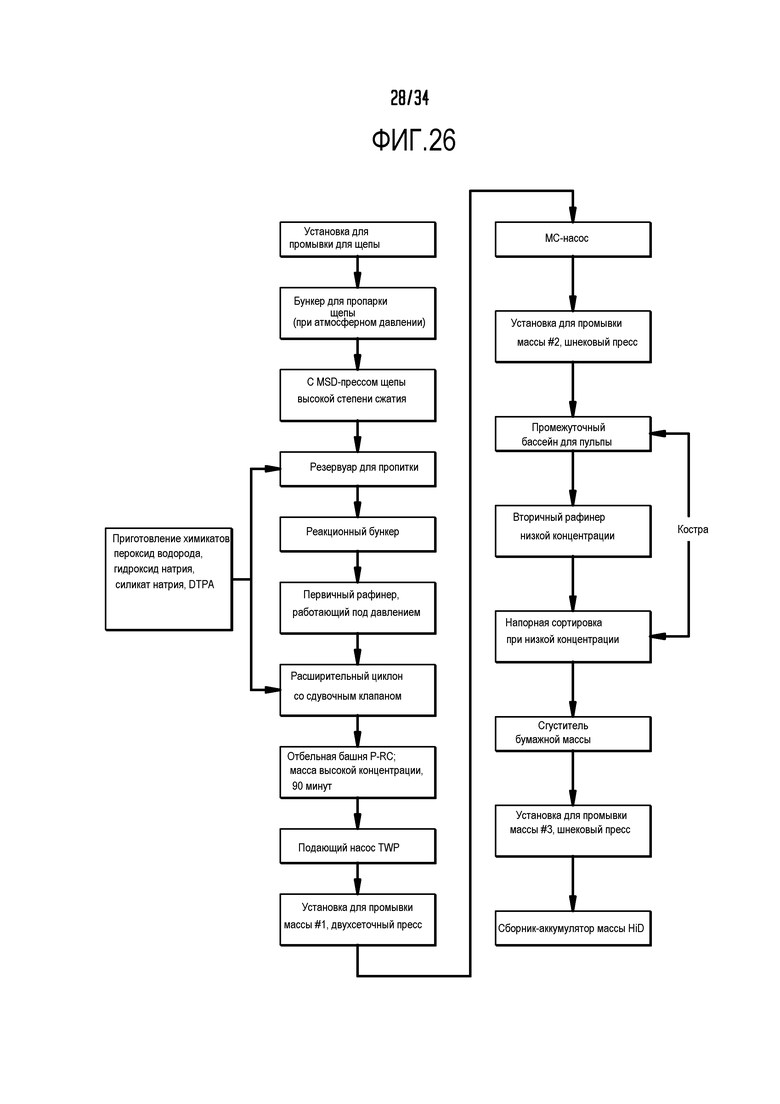
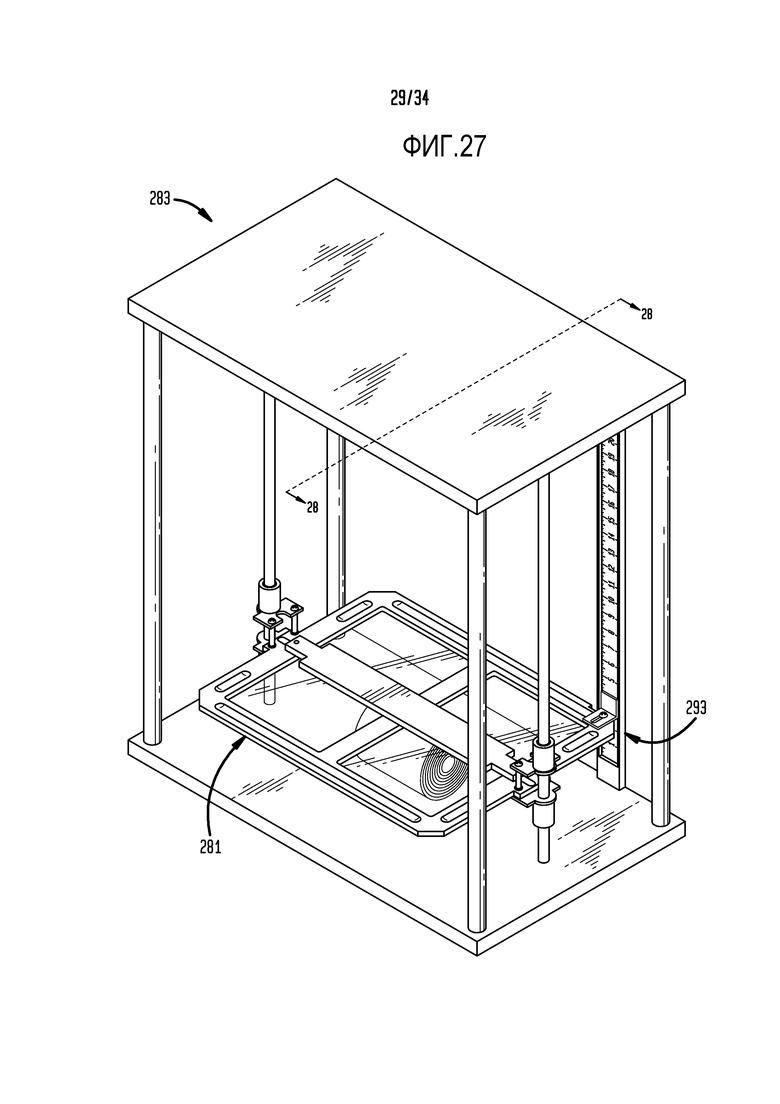
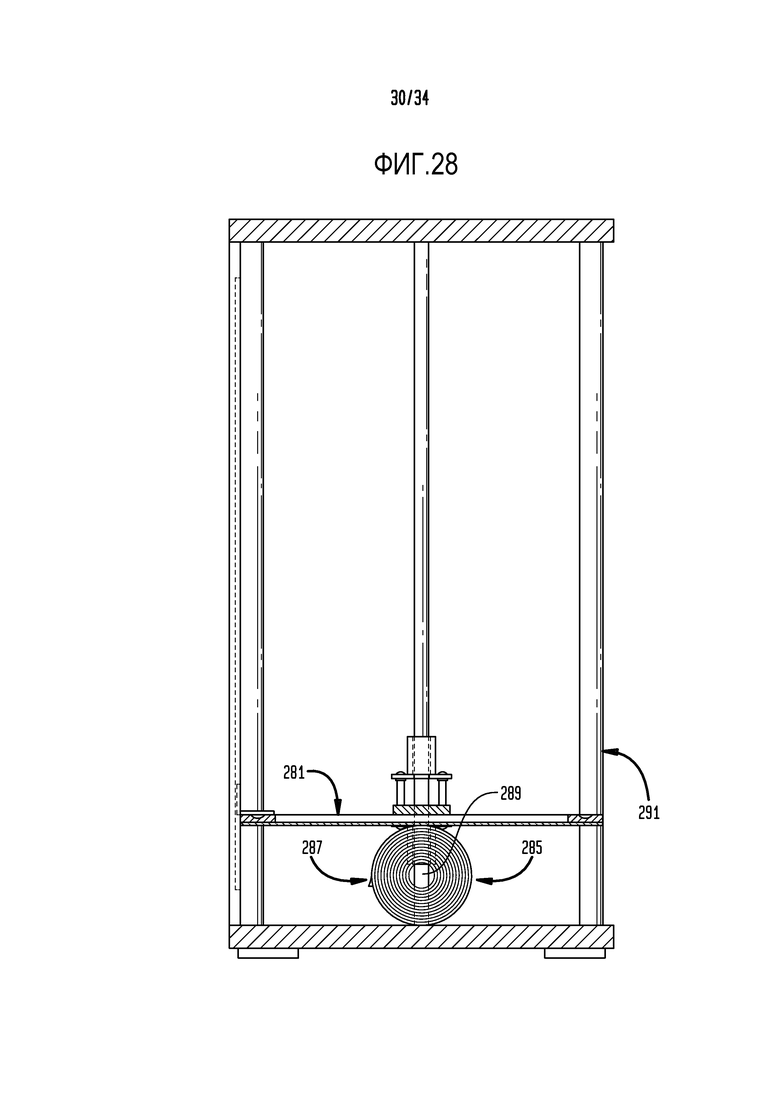
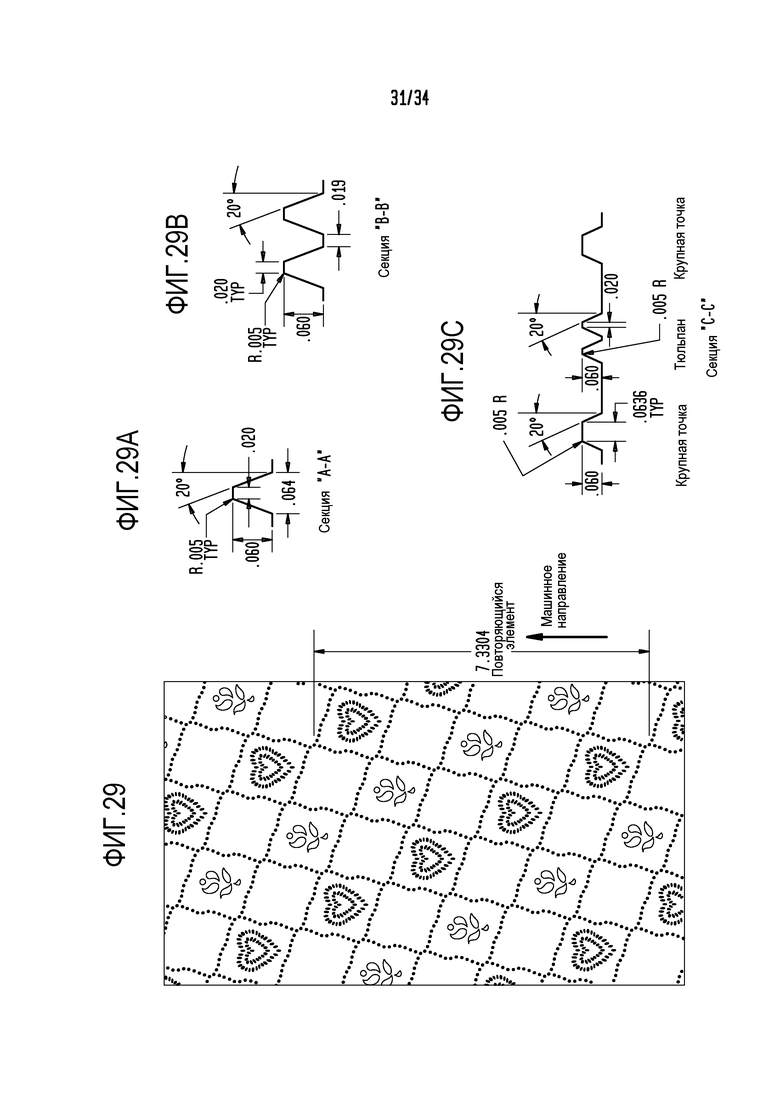
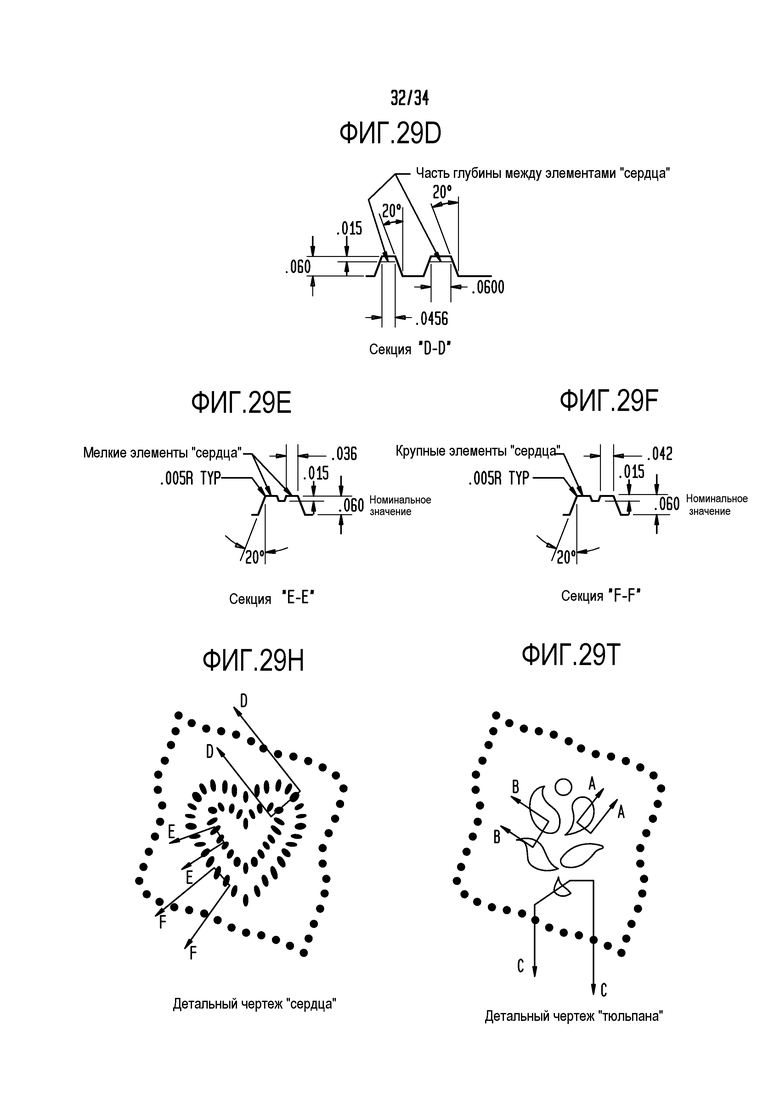
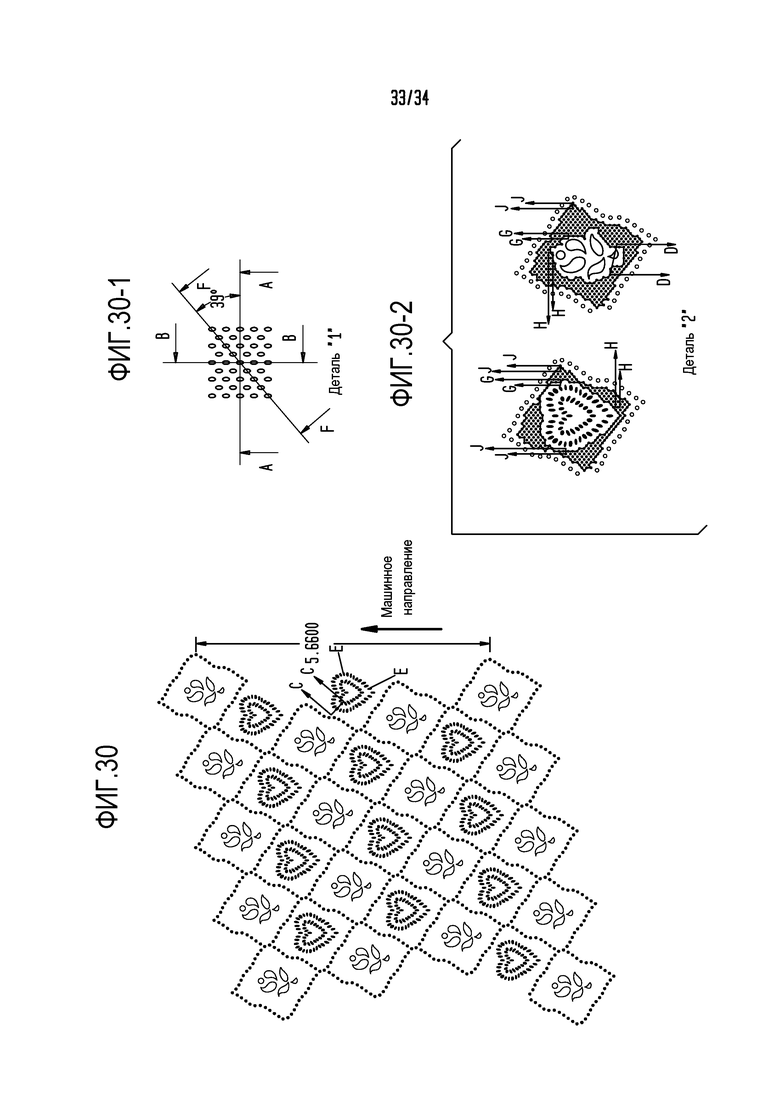
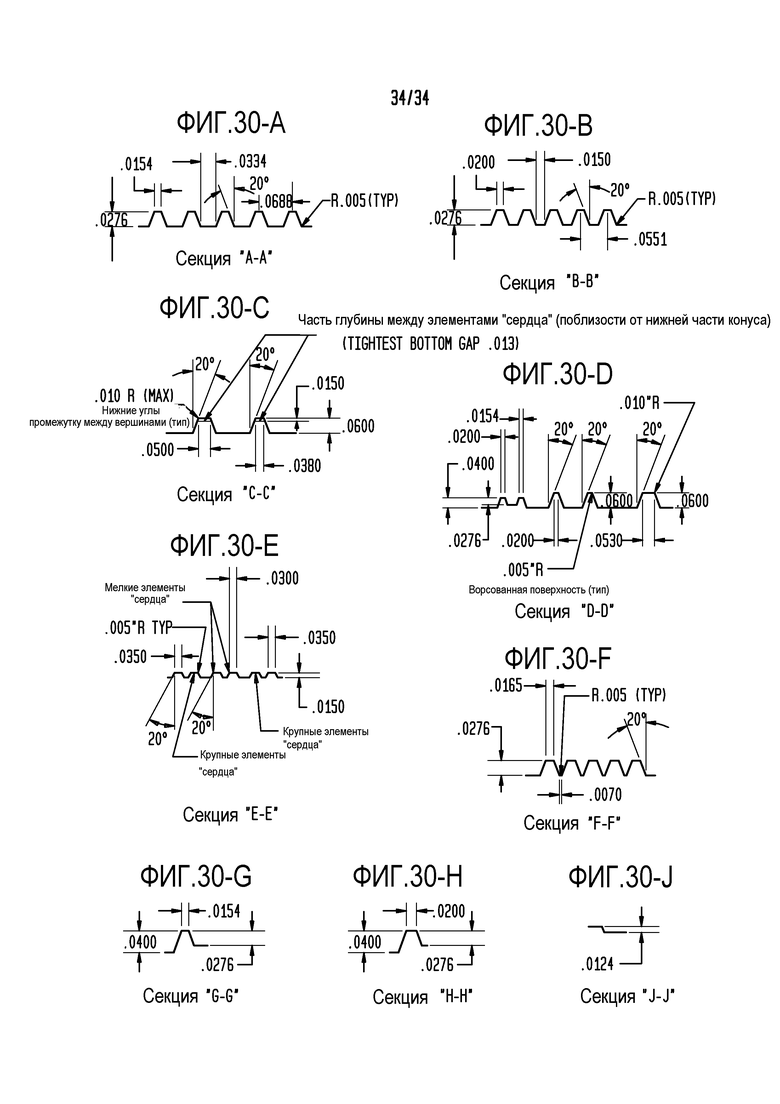
Изобретение относится к бумаге санитарно-гигиенического назначения. Целлюлозная бумага санитарно-гигиенического назначения включает в себя целлюлозные волокна, выбранные из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки. Целлюлозные волокна содержат приблизительно от 10 мас.% до приблизительно 50 мас.% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас.%, и приблизительно от 3 мас.% до приблизительно 10 мас.% регенерированных целлюлозных микроволокон. Также заявлены способ получения бумажного продукта и бумажный продукт. Изобретение позволяет заменить эвкалиптовое крафт-волокно в туалетной бумаге. 8 н. и 71 з.п. ф-лы, 51 ил., 23 табл.
1. Целлюлозная бумага санитарно-гигиенического назначения, содержащая:
целлюлозные волокна, выбранные из группы, состоящей из (а) волокон, превращенных в волокнистую массу в результате химической обработки, и (b) волокон, превращенных в волокнистую массу в результате механической обработки,
в которой целлюлозные волокна включают в себя
(i) приблизительно от 10 до приблизительно 50 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %; и
(ii) приблизительно от 3 до приблизительно 10 мас. % регенерированного целлюлозного микроволокна.
2. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, в которой эвкалиптовые волокна имеют содержание лигнина, по меньшей мере, приблизительно 23 мас. % и яркость по стандарту Международной организации по стандартизации (ISO), по меньшей мере, приблизительно 82.
3. Целлюлозная бумага санитарно-гигиенического назначения по п. 2, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в которой процентное содержание по массе целлюлозного мягкодревесного волокна, превращенного в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
4. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
5. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
6. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, дополнительно содержащая волокна из первичного сырья, превращенные в волокнистую массу в результате химической обработки (VCP), и волокна, переработанные для вторичного использования (RF), в количестве до 50 мас. %; в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, показывающей яркость по стандарту ISO, по меньшей мере,
0,82×(% VCP)+0,795×(%RF)·98+0,84×(%АРМР),
где % VCP представляет собой процентное содержание в листе волокнистой массы из первичного сырья, полученного химической обработкой; % RF представляет собой процентное содержание волокна, переработанного для вторичного использования, и % АРМР представляет собой процентное содержание эвкалиптовых волокн, полученных перекисно-щелочным получением механической волокнистой массы.
7. Целлюлозная бумага санитарно-гигиенического назначения по п. 6, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно рафинерной.
8. Целлюлозная бумага санитарно-гигиенического назначения по п. 7, в которой процентное содержание по массе волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
9. Целлюлозная бумага санитарно-гигиенического назначения по п. 8, в которой процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
10. Целлюлозная бумага санитарно-гигиенического назначения по п. 9, в которой бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
11. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в которой процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
12. Способ получения бумажного продукта санитарно-гигиенического назначения, выбранного из группы, состоящей из туалетной бумаги и косметических салфеток, включающий:
(а) получение целлюлозной бумажной массы, содержащей от приблизительно 50% до приблизительно 90% целлюлозных бумагообразующих волокон, выбранных из группы, состоящей из (i) волокон, превращенных в волокнистую массу в результате химической обработки, и (ii) волокон, превращенных в волокнистую массу в результате механической обработки;
где целлюлозные волокна включают в себя
(i) приблизительно от 3 до приблизительно 30 мас. % регенерированных целлюлозных микроволокон; и
(ii) приблизительно от 10% до приблизительно 50 мас. % эвкалиптовых волокон с высоким содержанием лигнина, имеющих содержание лигнина, по меньшей мере, приблизительно 20 мас. %,
(b) отлив полученной целлюлозно бумажной массы на поступательно движущуюся перфорированную опору бумагоделательной машины для получения полотна,
(c) перенос волокна с поступательно движущейся перфорированной опоры на сукно для получения бумаги,
(d) обезвоживание полотна на сукне для получения бумаги, и
(e) сушку обезвоженного полотна с получением бумажного продукта санитарно-гигиенического назначения.
13. Способ по п. 12, в котором бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
14. Способ по п. 12, в котором волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в котором процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
15. Способ по п. 12, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
16. Способ по п. 12, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
17. Целлюлозная бумага санитарно-гигиенического назначения по п. 1,
в которой целлюлозные волокна имеют яркость по стандарту ISO, по меньшей мере, приблизительно 83, степень помола по канадскому стандарту (CSF), по меньшей мере, приблизительно 400 мл, плотность от 2,2 до 4,2 см3/г и разрывную длину приблизительно от 1,2 до приблизительно 4,7 км.
18. Целлюлозная бумага санитарно-гигиенического назначения по п. 17, где бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
19. Целлюлозная бумага санитарно-гигиенического назначения по п. 17, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и где процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
20. Целлюлозная бумага санитарно-гигиенического назначения по п. 17, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
21. Целлюлозная бумага санитарно-гигиенического назначения по п. 17, в которой эвкалиптовые волокна получены из эвкалиптовой щепы перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
22. Целлюлозная бумага санитарно-гигиенического назначения, содержащая:
от 50% до 90% целлюлозных бумагообразующих волокон, выбранных из группы, состоящей из волокон, превращенных в волокнистую массу в результате химической обработки, и волокон, превращенных в волокнистую массу в результате механической обработки;
в которой целлюлозные волокна содержат (i) приблизительно от 3 до приблизительно 30 мас. % регенерированных целлюлозных микроволокон и (ii) приблизительно от 10% до приблизительно 50 мас. % эвкалиптовых волокон с высоким содержанием лигнина, имеющих содержание лигнина, по меньшей мере, приблизительно 20 мас. % и значение числа Каппа, по меньшей мере, приблизительно 150.
23. Целлюлозная бумага санитарно-гигиенического назначения по п. 22, в которой бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
24. Целлюлозная бумага санитарно-гигиенического назначения по п. 22, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон; и в которой процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
25. Целлюлозная бумага санитарно-гигиенического назначения, содержащая:
(a) приблизительно от 40% до приблизительно 70 мас. % волокон, переработанных для вторичного использования;
(b) приблизительно до 40 мас. % эвкалиптовых крафт-волокон;
(c) приблизительно от 3 до приблизительно 30 мас. % регенерированных целлюлозных микроволокон; и
(d) приблизительно от 15% до приблизительно 30 мас. % эвкалиптовых волокон с высоким содержанием лигнина, имеющих содержание лигнина, по меньшей мере, приблизительно 20%;
где бумага санитарно-гигиенического назначения имеет основную массу приблизительно от 16 до приблизительно 27 г/м2, удельный геометрически усредненный предел прочности при растяжении приблизительно от 2,8 до 3,69 г/см на грамм основной массы и удельную толщину по кронциркулю восьми листов от приблизительно 46 µm до приблизительно 56 µm (приблизительно от 1,8 до приблизительно 2,2 миллидюймов) на слой на восемь листов на грамм основной массы.
26. Целлюлозная бумага санитарно-гигиенического назначения по п. 25, в котором бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
27. Целлюлозная бумага санитарно-гигиенического назначения по п. 25, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в которой процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
28. Целлюлозная бумага санитарно-гигиенического назначения по п. 25, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
29. Целлюлозная бумага санитарно-гигиенического назначения по п. 25, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
30. Целлюлозная бумага санитарно-гигиенического назначения, содержащая:
(a) приблизительно от 25% до приблизительно 40 мас. % мягкодревесных крафт-волокон;
(b) приблизительно от 40 до приблизительно 60 мас. % твердодревесных крафт-волокон;
(c) приблизительно от 3 до приблизительно 10 мас. % регенерированного целлюлозного микроволокна; и
(d) приблизительно от 15% до приблизительно 30 мас. % эвкалиптовых волокон с высоким содержанием лигнина, имеющих содержание лигнина, по меньшей мере, приблизительно 20%;
в которой бумага имеет основную массу приблизительно от 17 до приблизительно 28 г/м2, удельный геометрически усредненный предел прочности при растяжении приблизительно от 2,8 до 3,69 г/см на грамм основной массы и удельную толщину по кронциркулю восьми листов от приблизительно 46 µm до приблизительно 56 µm (приблизительно от 1,8 до приблизительно 2,2 миллидюймов) на восемь листов на грамм основной массы.
31. Целлюлозная бумага санитарно-гигиенического назначения по п. 30, в которой бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
32. Целлюлозная бумага санитарно-гигиенического назначения по п. 31, в которой процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
33. Целлюлозная бумага санитарно-гигиенического назначения по п. 31, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
34. Целлюлозная бумага санитарно-гигиенического назначения по п. 31, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
35. Целлюлозная бумага санитарно-гигиенического назначения по п. 1, дополнительно содержащая:
(a) по меньшей мере, приблизительно от 10 до приблизительно 90 мас. % волокон, переработанных для вторичного использования, превращенных в волокнистую массу; и
(b) приблизительно от 10 до приблизительно 40 мас. % необезвоженных беленых эвкалиптовых волокон, полученных перекисно-щелочной обработкой, имеющих зернистость, по меньшей мере, приблизительно 9,0 мг/100 м, значение числа Каппа, по меньшей мере, приблизительно 80 и яркость по стандарту ISO, по меньшей мере, приблизительно 82;
где целлюлозная бумага санитарно-гигиенического назначения имеет геометрически усредненное разрушающее напряжение при разрыве не более приблизительно 75 г/%, основную массу, по меньшей мере, приблизительно 35 г и MD-удлинение при растяжении, по меньшей мере, приблизительно 11%.
36. Целлюлозная бумага санитарно-гигиенического назначения по п. 35, где бумага санитарно-гигиенического назначения показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
37. Целлюлозная бумага санитарно-гигиенического назначения по п. 36, в которой волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и где процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в бумаге санитарно-гигиенического назначения составляет не более 30%.
38. Целлюлозная бумага санитарно-гигиенического назначения по п. 37, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
39. Целлюлозная бумага санитарно-гигиенического назначения по п. 35, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
40. Рулон туалетной бумаги, содержащей:
целлюлозные волокна, выбранные из группы, состоящей из (а) волокон, превращенных в волокнистую массу в результате химической обработки, и (b) волокон, превращенных в волокнистую массу в результате механической обработки,
в котором
(i) не более 30 мас. % туалетной бумаги представляет собой мягкодревесные волокна, превращенные в волокнистую массу в результате химической обработки,
(ii) целлюлозные волокна содержат приблизительно от 10 до приблизительно 50 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %,
(iii) целлюлозные волокна содержат приблизительно от 3 до приблизительно 10 мас. % регенерированных целлюлозных микроволокон, и
(iv) туалетная бумага показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
41. Рулон туалетной бумаги по п. 40, в которой эвкалиптовые волокна имеют содержание лигнина, по меньшей мере, 21 мас. %.
42. Рулон туалетной бумаги по п. 40, в которой эвкалиптовые волокна имеют содержание лигнина, по меньшей мере, 23 мас. %.
43. Рулон туалетной бумаги по п. 42, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
44. Рулон туалетной бумаги по п. 43, в которой эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
45. Продукт в виде трехслойной туалетной бумаги, содержащий:
(a) слоистый верхний слой, содержащий два слоя: наружный слой и внутренний слой, где
(i) упомянутый наружный слой содержит смесь, содержащую, по меньшей мере, приблизительно от 30% до приблизительно 70 мас. % крафт-волокон, по меньшей мере, приблизительно от 30 до приблизительно 70 мас. % эвкалиптового крафт-волокон и, по меньшей мере, приблизительно от 3 до приблизительно 10 мас. % регенирированных целлюлозных микроволокон, и наружный слой имеет основную массу, по меньшей мере, приблизительно от 8 до приблизительно 20 г; и
(ii) упомянутый внутренний слой содержит, по меньшей мере, приблизительно 50 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %, и имеет основную массу, по меньшей мере, приблизительно 3 г;
(b) внутренний слой имеет основную массу, по меньшей мере, приблизительно от 9 до приблизительно 25 г, при этом внутренний слой содержит:
(i) по меньшей мере, приблизительно от 30% до приблизительно 70 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %; и
(ii) по меньшей мере, приблизительно от 30 до приблизительно 70 мас. % беленых мягкодревесных крафт-волокон; и
(с) слоистый нижний слой содержит два слоя: первый слой и второй слой, при этом
(i) упомянутый первый слой содержит, по меньшей мере, приблизительно от 30 до приблизительно 70 мас. % крафт-волокон и приблизительно от 30 до приблизительно 70 мас. % эвкалиптовых крафт-волокон, и первый слой имеет основную массу приблизительно от 8 до приблизительно 20 г;
(ii) упомянутый второй слой содержит, по меньшей мере, приблизительно 50% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %, и имеет основную массу, по меньшей мере, приблизительно 3 г.
46. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором туалетная бумага показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
47. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в туалетной бумаге составляет не более 30%.
48. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем
перекисно-щелочного получения механической волокнистой массы.
49. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
50. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором внутренний слой и верхний слоистый слой соединены вместе с помощью тиснения.
51. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором волокнистая композиция слоистого верхнего слоя является по существу такой же, как волокнистая композиция слоистого нижнего слоя.
52. Продукт в виде трехслойной туалетной бумаги по п. 50, в котором глубина тиснения внутреннего слоя составляет менее 80% от глубины тиснения слоистого верхнего слоя.
53. Продукт в виде трехслойной туалетной бумаги по п. 50, в котором глубина тиснения внутреннего слоя составляет менее 50% от глубины тиснения слоистого верхнего слоя.
54. Продукт в виде трехслойной туалетной бумаги по п. 50, в котором слоистый нижний слой обычно не имеет тиснения.
55. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой верхнего слоистого слоя содержит, по меньшей мере, приблизительно 5 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего диаметр не более приблизительно 5 микрон и проходящего через сито с номером около 14 меш.
56. Продукт в виде трехслойной туалетной бумаги по п. 45, в
котором наружный слой верхнего слоя дополнительно содержит, по меньшей мере, приблизительно 5 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего среднечисловой диаметр не более приблизительно 4 микрон и среднечисловую длину приблизительно от 50 микрон до приблизительно 2000 микрон.
57. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой верхнего слоистого слоя содержит, по меньшей мере, приблизительно 8 мас. % точно определенных регенерированных целлюлозных микроволокон.
58. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой верхнего слоистого слоя содержит, по меньшей мере, приблизительно 8 мас. % точно определенных регенерированных целлюлозных микроволокон, имеющих среднечисловой диаметр не более приблизительно 2 микрон.
59. Продукт в виде трехслойной туалетной бумаги по п. 58, в котором наружный слой верхнего слоистого слоя дополнительно содержит, по меньшей мере, приблизительно 10 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего среднечисловой диаметр не более приблизительно 4 микрон и среднечисловую длину приблизительно от 50 микрон и до 2000 микрон.
60. Продукт в виде трехслойной туалетной бумаги по п. 59, в котором наружный слой верхнего слоистого слоя содержит, по меньшей мере, приблизительно 8 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего среднечисловой диаметр не более приблизительно 2 микрон.
61. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой верхнего слоистого слоя дополнительно содержит, по меньшей мере, приблизительно 10 мас. % точно определенных регенерированных целлюлозных микроволокон, имеющих среднечисловой диаметр не более приблизительно 2 микрон и среднечисловую длину приблизительно от 50 микрон до приблизительно 2000 микрон.
62. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой верхнего слоистого слоя содержит, по меньшей мере, приблизительно 5 мас. % точно определенных регенерированных целлюлозных микроволокон, имеющих среднечисловой диаметр не более приблизительно 1 микрон.
63. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором наружный слой каждого из верхнего слоистого слоя и нижнего слоистого слоя дополнительно содержит, по меньшей мере, приблизительно 5 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего среднечисловой диаметр не более приблизительно 4 микрон и среднечисловую длину приблизительно от 50 микрон до приблизительно 2000 микрон.
64. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором каждый из внутреннего слоя верхнего слоистого слоя и второго слоя нижнего слоистого слоя содержит, по меньшей мере, приблизительно 70% эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %.
65. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором каждый из внутреннего слоя верхнего слоистого слоя и второго слоя нижнего слоистого слоя содержит разрыхлитель.
66. Продукт в виде трехслойной туалетной бумаги по п. 45, в котором внутренний слой имеет плотность, по меньшей мере, на 3% больше, чем плотность наружных слоев.
67. Продукт в виде трехслойной туалетной бумаги по п. 66, в котором внутренний слой является некаландрированным.
68. Продукт в виде трехслойной туалетной бумаги по п. 66, в котором внутренний слой имеет процент крепирования, по меньшей мере, на 3% больше, чем процент крепирования наружных слоев.
69. Продукт в виде трехслойной туалетной бумаги по п. 66, в котором внутренний слой содержит количество эвкалиптовой механической волокнистой массы (АРМР), полученной перекисно-щелочной обработкой, которое, по меньшей мере, приблизительно на 10% больше (в расчете на массу слоя), чем количество эвкалиптовой механической волокнистой массы (АРМР), полученной перекисно-щелочной обработкой, в наружных слоях.
70. Продукт в виде трехслойной туалетной бумаги, содержащий:
(а) слоистый верхний слой, содержащий два слоя: наружный слой и внутренний слой; при этом
(i) упомянутый наружный слой содержит смесь, содержащую, по меньшей мере, приблизительно от 30 до приблизительно 70 мас. % крафт-волокна, по меньшей мере, от 30 до приблизительно 70 мас. % эвкалиптового крафт-волокна и, по меньшей мере, приблизительно 5 мас. % точно определенного регенерированного целлюлозного микроволокна, имеющего среднечисловой диаметр не более приблизительно 4 микрон и среднечисловую длину приблизительно от 50 микрон до приблизительно 2000 микрон;
упомянутый наружный слой имеет основную массу, по меньшей мере, приблизительно от 8 до приблизительно 20 г;
(ii) упомянутый внутренний слой содержит, по меньшей мере, приблизительно 70 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %, и имеет основную массу, по меньшей мере, приблизительно 3 г;
(b) внутренний слой, имеющий основную массу, по меньшей мере, приблизительно от 9 до приблизительно 25 г, при этом внутренний слой содержит:
(i) по меньшей мере, приблизительно от 40% до приблизительно 90 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. %; и
(ii) по меньшей мере, приблизительно от 10 до приблизительно 60 мас. % беленого крафт-волокна; и
(c) слоистый нижний слой, содержащий два слоя: первый слой и второй слой; при этом
(i) упомянутый первый слой содержит, по меньшей мере, приблизительно от 30 до приблизительно 70 мас. % крафт-волокна и приблизительно от 30 до приблизительно 70 мас. % эвкалиптового крафт-волокна и имеет основную массу приблизительно от 8 до приблизительно 20 г; и
(ii) упомянутый второй слой содержит, по меньшей мере, приблизительно 70 мас. % эвкалиптовых волокон с содержанием лигнина, по меньшей мере, приблизительно 20 мас. % и имеет основную массу, по меньшей мере, приблизительно 3 г.
71. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором внутренний слой по существу является гомогенным по составу.
72. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором слоистый верхний слой и слоистый нижний слой по существу содержат одинаковые волокнистые композиции.
73. Продукт в виде трехслойной туалетной бумаги по п. 70, дополнительно содержащий приблизительно до 50 мас. % волокон, переработанных для вторичного использования, в котором крафт-волокно представляет собой волокно из первичного сырья, эвкалиптовые волокна представляют собой эвкалиптовые волокна, полученные перекисно-щелочным получением механической волокнистой массы (АРМР), и наружный слой упомянутого продукта в виде трехслойной туалетной бумаги имеет яркость наружного слоя по стандарту ISO, по меньшей мере,
0,82×(% VCP)+0,795×(%RF)·98+0,84×(% АРМР),
где %VCP представляет собой процентное содержание в листе крафт-волокна из первичного сырья, % RF представляет собой процентное содержание волокна, переработанного для вторичного использования, и % АРМР представляет собой процентное содержание эвкалиптовой АРМР и регенерированных целлюлозных микроволокон в наружном слое.
74. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в котором процентное содержание по массе мягкодревесного волокна, превращенного в волокнистую массу в результате химической обработки, в туалетной бумаге составляет не более 30%.
75. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором эвкалиптовые волокна внутреннего слоя имеют содержание лигнина, по меньшей мере, приблизительно 23%, и имеют яркость по стандарту ISO, по меньшей мере, приблизительно 82.
76. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором туалетная бумага показывает удлинение при растяжении в машинном направлении (MD) приблизительно от 20% до приблизительно 30%.
77. Продукт в виде трехслойной туалетной бумаги по п. 76, в котором волокна, превращенные в волокнистую массу в результате химической обработки, выбраны из группы, состоящей из твердодревесных и мягкодревесных волокон, и в котором процентное содержание по массе мягкодревесных волокон, превращенных в волокнистую массу в результате химической обработки, в туалетной бумаге составляет не более 30%.
78. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы.
79. Продукт в виде трехслойной туалетной бумаги по п. 70, в котором эвкалиптовые волокна получены из эвкалиптовой щепы путем перекисно-щелочного получения механической волокнистой массы, предварительно химически рафинерной.
| WO 2009038735 A1, 26.03.2009 | |||
| WO 2009038730 A1, 26.03.2009 | |||
| US 20030099821 A1, 29.05.2003 | |||
| ПРЕССОВАННЫЙ В МОКРОМ СОСТОЯНИИ ПРОДУКТ В ВИДЕ ТУАЛЕТНОЙ БУМАГИ И ПОЛОТЕНЕЦ С ПОВЫШЕННЫМ ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ И НИЗКИМИ ЗНАЧЕНИЯМИ ОТНОШЕНИЯ ПРОЧНОСТИ, ИЗГОТАВЛИВАЕМЫЙ С ПРИМЕНЕНИЕМ ПРОЦЕССА КРЕПИРОВАНИЯ НА ТКАНИ ПРИ ВЫСОКОМ СОДЕРЖАНИИ ТВЕРДОГО ВЕЩЕСТВА | 2005 |
|
RU2365326C2 |
| АБСОРБИРУЮЩЕЕ ПОЛОТНО, ВКЛЮЧАЮЩЕЕ В СЕБЯ РЕГЕНЕРИРОВАННОЕ ЦЕЛЛЮЛОЗНОЕ МИКРОВОЛОКНО | 2008 |
|
RU2471910C2 |

