Область техники
Настоящая заявка направлена, частично, на создание способа, в котором волокнистый слой обезвоживают с уплотнением, крепируют в крепирующую ткань и сушат, при этом процесс регулируют таким образом, чтобы изготавливать продукцию с большим относительным удлинением в поперечном направлении и малыми значениями отношений прочности при растяжении в продольном и поперечном направлениях.
Предпосылки к созданию изобретения
Способы изготовления тонкой бумаги для получения туалетной бумаги, полотенец и т.п. хорошо известны, и они включают различные процессы, например, сушку с использованием сушильной машины «Янки», сушку посредством просасывания воздуха, крепирование на ткани, крепирование в сухом состоянии, крепирование в мокром состоянии и т.д. Обычные способы прессования в мокром состоянии обладают определенными преимуществами в сравнении с обычными способами сушки посредством просасывания воздуха, включающими: (1) меньшие затраты энергии, связанные с механическим удалением воды, в сравнении с испарением при сушке горячим воздухом; (2) более высокую производительность, которую легче достигают при использовании процессов, включающих прессование в мокром состоянии для формования волокнистого слоя. С другой стороны, сушка посредством просасывания воздуха была принята, и для ее развития были затрачены новые капиталовложения, особенно для изготовления мягкой, объемной, тонкой бумаги повышенного качества и ассортимента продукции в виде полотенец.
Крепирование на ткани использовали в бумагоделательных процессах, включавших механическое обезвоживание или обезвоживание с уплотнением волокнистого слоя как средство оказания влияния на свойства продукта (см. патенты США № 4689119 и № 4551199, зарегистрированные на имя Weldon; № 4849054 и № 4834838, зарегистрированные на имя Klowak; № 6287426, зарегистрированный на имя Edwards и др.). Внедрению процессов крепирования на ткани препятствовала сложность осуществления переноса волокнистого слоя с повышенной или средней сухостью в сушильную машину. Следует также обратить внимание на патент США № 6350349, зарегистрированный на имя Hermans и др., в котором раскрыт способ переноса в мокром состоянии волокнистого слоя с вращаемой передающей поверхности на ткань. Другие патенты, относящиеся в более общей форме к крепированию на ткани, включают патенты США №№: 4834838, 4482429, 4445638, а также № 4440597, зарегистрированный на имя Wells и др.
В бумагоделательных способах также использовали формование на ткани как средство для обеспечения текстуры и объемности. В этом отношении следует рассмотреть патент США № 6610173, зарегистрированный на имя Lindsey и др., в котором предложен способ впечатывания волокнистого слоя во время прессования в мокром состоянии, в результате чего образовывали асимметричные выступы, соответствовавшие отклоняющим трубкам отклоняющего элемента. В патенте США № 6610173 говорится, что перенос при различии в скоростях во время прессования служит улучшению формования и впечатыванию волокнистого слоя посредством отклоняющего элемента. Описано, что изготовленные тонкие волокнистые слои обладали комплексами физических и геометрических свойств, например, уплотненной рисунчатой сетчатой структурой и повторяющимся рисунком выступов, имеющих асимметричные структуры. По вопросу формования в мокром состоянии волокнистого слоя с использованием текстурированных тканей следует познакомиться также со следующими патентами США: № 6017417 и № 5672248, зарегистрированными на имя Wendt и др.; № 5508818 и № 5510002, зарегистрированными на имя Hermans и др., и № 4637859, зарегистрированным на имя Trokhan. По вопросу использования тканей для придания текстуры в основном сухому полотну следует познакомиться с патентом США № 6585855, зарегистрированным на имя Drew и др., а также с Публикацией США № US 2003/00064.
Крепированные продукты, получаемые с применением сушки посредством просасывания воздуха, описаны в следующих патентах: в патенте США № 3994771, зарегистрированном на имя Morgan, Jr. и др.; патенте США № 4102737, зарегистрированном на имя Morton; патенте США № 4529480, зарегистрированном на имя Trokhan. Способы, описанные в этих патентах, содержат, в очень общем виде, процессы формования волокнистого слоя на перфорированной опоре, предварительную сушку волокнистого слоя, укладку волокнистого слоя на рабочий орган сушильной машины «Янки» с определением зоны контакта, частично путем вдавливания ткани, и крепирование продукта на выпуске из сушильной машины «Янки». Обычно требуется относительно водопроницаемый волокнистый слой, что осложняет использование вторичной композиции на тех уровнях, которые были бы желательны. Перенос в сушильную машину «Янки» обычно производят при сухости волокнистого слоя от около 60% до около 70%; хотя в некоторых случаях перенос производят при гораздо более высоких значениях сухости, иногда даже приближаясь к значению, называемому воздушно-сухим.
Как сказано выше, продукты, полученные с применением сушки посредством просасывания воздуха, часто обладают повышенной объемностью и мягкостью; однако, при тепловом обезвоживании с использованием горячего воздуха имеет место тенденция к повышению энергоемкости. Операции прессования в мокром состоянии, при которых волокнистые слои механически обезвоживают, являются предпочтительными с точки зрения перспектив энергопотребления и более легко применимыми к композициям, содержащим вторичное волокно, при использовании которого имеет место тенденция к образованию волокнистого слоя меньшей проницаемости, чем при использовании первичного волокна. Много усовершенствований предложено для увеличения объемности и абсорбционной способности продуктов, обезвоживаемых с уплотнением, которые обычно обезвоживают, частично, с помощью бумагоделательного сукна.
Несмотря на достижения в данной области, при использовании известных способов прессования в мокром состоянии не получали волокнистых слоев с повышенной абсорбционной способностью и предпочтительными физическими свойствами, особенно с повышенным относительным удлинением в поперечном направлении при относительно малых значениях отношения прочности при растяжении в продольном и поперечном направлениях, что желательно при использовании высококачественной тонкой бумаги и полотенец.
Согласно настоящему изобретению абсорбционную способность, объемность и относительное удлинение волокнистого слоя, получаемого с применением прессования в мокром состоянии, можно улучшать в широких пределах путем крепирования на ткани в мокром состоянии волокнистого слоя и переформования волокон на крепирующей ткани, в то же время сохраняя повышенную скорость, эффективность тепловой обработки и возможность использования в композиции вторичного волокна, как это обычно практикуется в процессах прессования в мокром состоянии.
Краткое описание изобретения
Таким образом, в первом аспекте изобретения предложено абсорбирующее полотно из целлюлозных волокон, содержащее смесь волокон древесины твердых пород (ТД) и древесины мягких пород (МД), расположенных в виде сетчатой структуры, включающей: (i) множество столбчатых областей скопления волокон с относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей с меньшей местной плотностью. Ориентация волокон в соединительных областях наклонена вдоль направления между столбчатыми областями, взаимосвязанными таким образом. Относительную плотность, степень столбчатости, соотношение волокна древесины твердых пород и древесины мягких пород, распределение длины волокон, ориентацию волокон и геометрию сетчатой структуры регулируют таким образом, чтобы полотно обладало относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении полотна в сухом состоянии. В одном предпочтительном варианте исполнения полотно обладает пористостью, по меньшей мере составляющей около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 5%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 1,75. В другом предпочтительном варианте исполнения отношение прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении составляет меньше приблизительно 1,5. В другом предпочтительном варианте исполнения полотно обладает абсорбционной способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 10%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 2,5. В еще одном предпочтительном варианте исполнения полотно обладает абсорбционной способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 15%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 3,5. В еще более предпочтительном варианте полотно показывает относительное удлинение в поперечном направлении, составляющее по меньшей мере около 20%, и отношение прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющее меньше приблизительно 5, что, как представляется, достижимо согласно настоящему изобретению.
Как можно понять при анализе приведенных ниже данных, относительное удлинение в поперечном направлении, которое было бы по меньшей мере приблизительно в 3, 3,25 или 3,5 раза больше относительной прочности при растяжении в сухом состоянии, может быть легко достигнуто согласно настоящему изобретению.
В общем, относительное удлинение в поперечном направлении, составляющее по меньшей мере около 4%, и относительная прочность при растяжении в пределах от около 0,4 до около 4,0 являются типичными для продукции согласно изобретению. Предпочтительно продукция относительное удлинение в поперечном направлении, составляющее по меньшей мере около 5% или 6%. В некоторых случаях относительное удлинение в поперечном направлении, составляющее по меньшей мере около 8% или по меньшей мере около 10%, является предпочтительным.
Продукция согласно изобретению обычно обладает пористостью, составляющей по меньшей мере около 5-6 г/г. Пористость, составляющая по меньшей мере около 7 г/г, 8 г/г, 9 г/г или 10 г/г, также является типичной.
Полотно согласно изобретению может состоять преимущественно (более чем на 50%) из волокна древесины твердых пород или мягких пород. Обычно полотно содержит смесь этих двух типов волокон.
В другом аспекте изобретения предложен способ изготовления целлюлозного волокнистого слоя для получения туалетной бумаги, полотенец, включающий стадии: (a) приготовление водной целлюлозной композиции для изготовления бумаги; (b) подачу композиции для изготовления бумаги на формующую ткань в виде потока, выпускаемого из напорного ящика со скоростью потока; (c) обезвоживание с уплотнением композиции для изготовления бумаги для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна; (d) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещающуюся с первой скоростью; (e) крепирование на ленте волокнистого слоя с передающей поверхности при сухости от около 30% до около 60% с использованием рисунчатой крепирующей ленты; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ленты, ограниченной между передающей поверхностью крепирующей ленты, где ленту перемещают со второй скоростью, меньшей скорости передающей поверхности. Рисунок ленты, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы волокнистый слой крепировать при съеме с передающей поверхности и перераспределять на крепирующей ленте с образованием волокнистого слоя с сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей по меньшей мере (i) множество областей скопления волокон, обладающих относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью. Волокнистый слой затем сушат. Показано, что соотношение содержания волокна древесины твердых пород и мягких пород, распределение длины волокна, суммарную степень крепирования, скорость потока, стадию сушки и крепирования на ленте регулируют, а рисунок крепирующей ленты выбирают таким образом, чтобы волокнистый слой отличался тем, что он обладает относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении волокнистого слоя в сухом состоянии. Эти параметры также выбирают таким образом, чтобы свойства, указанные выше при описании продукции согласно изобретению, достигались в различных вариантах исполнения изобретения.
Способ согласно изобретению можно применять при преимущественном использовании волокна твердой древесины для изготовления базового полотна для производства тонкой бумаги или способ согласно изобретению можно применять при использовании композиции, состоящей преимущественно из волокна мягкой древесины, если это желательно, для изготовления полотенец. Специалисту в данной области должно быть понятно, что могут быть подобраны и другие добавки, если это желательно.
Установлено, согласно настоящему изобретению, что волокнистые слои, содержащие местные колебания плотности, предпочтительно подвергают каландрированию между стальными валами каландра, когда каландрирование желательно.
Волокнистый слой, крепированный на ленте, согласно изобретению обычно отличается тем, что волокна областей скопления волокон наклонены в поперечном направлении, в чем можно убедиться при рассмотрении прилагаемых фотографий.
В общем, процесс выполняют на крепирующей ткани, достигая степени крепирования от около 10% до около 100%. Предпочтительные варианты исполнения включают те, в которых процесс выполняли на крепирующей ткани, достигая степени крепирования по меньшей мере около 40%, 60%, 80% или 100%, или более. Способ согласно изобретению можно выполнять на крепирующей ткани, достигая степени крепирования 125% или более.
Способ согласно настоящему изобретению очень толерантен к составу композиции, и его можно осуществлять, используя большие количества вторичного волокна, если это желательно.
Дополнительные отличительные особенности и преимущества настоящего изобретения станут более очевидными при ознакомлении с последующими разделами описания.
Краткое описание чертежей
Изобретение описано подробно ниже со ссылками на чертежи, на которых изображено:
на Фиг.1 - фотография (120-кратное увеличение) сечения в продольном направлении области скопления волокон в полотне, крепированном на ткани;
на Фиг.2 - диаграмма зависимости отношения прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении в сухом состоянии от разности скоростей потока и сеточного транспортера, фут./мин;
на Фиг.3 - фотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны крепирующей ткани;
на Фиг.4 - технологическая схема бумагоделательной машины, которую можно использовать для изготовления продукции и осуществления способа согласно настоящему изобретению;
на Фиг.5 и 6 - диаграммы зависимости удлинения в поперечном направлении от отношения прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении полотна с плотностью 13 фунтов, изготовленного с использованием различных тканей и с различной степенью крепирования;
на Фиг.7-9 - диаграммы зависимости удлинения в поперечном направлении от отношения прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении полотен с плотностью 24 фунта согласно изобретению;
на Фиг.10 - диаграмма зависимости уменьшения толщины от давления при каландрировании при использовании различных сочетаний стальных и обрезиненных валов каландра.
Подробное описание
Ниже приведено подробное описание изобретения со ссылками на некоторые варианты исполнения и ряд примеров. Целью такого рассмотрения является только иллюстрация изобретения. Специалисту в данной области вполне очевидны возможные модификации конкретных примеров в пределах сущности и объема настоящего изобретения, представленных в прилагаемой формуле изобретения.
Терминология, использованная в настоящем описании, употребляется в ее обычном значении, и непосредственно ниже приведены примерные определения.
Абсорбционную способность (SAT)(АС) изделий согласно изобретению определяют, используя простой прибор для измерения абсорбционной способности. Простой прибор для измерения адсорбционной способности особенно пригоден для определения гидрофильности и абсорбционной способности образца тонкой бумаги, салфеток или полотенец. При этих испытаниях образец тонкой бумаги, салфеток или полотенца диаметром 2,0 дюйма располагают между верхней плоской пластиковой крышкой и нижней рифленой предметной пластиной. Кружок образца тонкой бумаги, салфетки или полотенца удерживают на месте за его края на ширине 1/8 дюйма. Образец не сжимают держателем. На образец в центральную область нижней предметной пластины наливают деионизированную воду при температуре 73°F (22,78°С) через трубку диаметром 1 мм. Эта вода находится под гидростатическим напором минус 5 мм. Поток инициируют импульсом, подаваемым при начале измерений с помощью механизма прибора. Вода, таким образом, поглощается образцом тонкой бумаги, салфетки или полотенца из этой центральной входной точки по радиальным направлениям от центра к периферии за счет капиллярности. Когда скорость поглощения воды становится меньше 0,005 г воды за 5 с, испытания прекращают. Количество воды, вылитое из емкости и поглощенное образцом, определяют взвешиванием и регистрируют в граммах воды на квадратный метр образца, если не указано иное. Практически использовали гравиметрический прибор для определения абсорбционной способности компании M/K Systems Inc. Это коммерчески доступный прибор компании M/K Systems Inc. (12 Garden Street, Danvers, Mass., 01923, США). Абсорбционную способность (по воде) (АС) (WAC), также сокращенно обозначаемую SAT, в действительности измеряют этим прибором. Абсорбционная способность (по воде) (АС) (WAC) определяется точкой, в которой линия на диаграмме изменения массы во времени имеет «нулевой» наклон, т.е. образец перестает поглощать воду. Критерий прекращения испытания выражается в максимальном изменении массы поглощенной воды в течение фиксированного периода времени. Это является базовой оценкой нулевого наклона линии на диаграмме изменения массы во времени. В программе используют интервал изменения, составляющий 0,005 г за 5 с, в качестве критерия прекращения испытания, если не указано условие “Slow SAT” (медленное поглощение), в соответствии с которым критерий прекращения испытания составляет 1 мг за 20 с.
Когда в данном описании и формуле изобретения говорится о том, что имеет место очевидное хаотическое распределение ориентации волокон в исходном волокнистом слое (или используют подобную терминологию), то они имеют в виду распределение ориентации волокон, которое получается при известных технологиях формования, используемых при напуске композиции на формующую ткань. Во время микроскопических исследований обнаруживается, что расположение волокон представляет картину хаотической ориентации, даже если (в зависимости от соотношения скоростей потока композиции и транспортерной ткани) может иметь место значительный уклон ориентации в сторону продольного направления, в результате чего прочность при растяжении волокнистого слоя в продольном направлении превышает прочность при растяжении в поперечном направлении.
Под термином «плотность» (BWT), (bwt) и т.д. (если не указано иное) понимают массу стопы полотен площадью 3000 кв. фут. (278,7 м2). Под термином «сухость» понимают процентное содержание твердых веществ в исходном волокнистом слое, например, вычисленное в расчете на содержание абсолютно сухого вещества. Под термином «воздушная сухость» понимают содержание остаточной влажности, обычно - приблизительно до 10% влажности для волокнистой массы и приблизительно до 6% для бумаги. Считается, что исходный волокнистый слой, содержащий 50% воды и 50% абсолютно сухой волокнистой массы, обладает сухостью 50%.
Под термином «целлюлозный», «целлюлозное полотно» и т.п. понимают любой продукт, включая волокно для изготовления бумаги, содержащее целлюлозу в качестве основного компонента. Под словами «волокно для изготовления бумаги» понимают первичные волокнистые массы или повторно используемые (вторичные) целлюлозные волокна или смеси волокон, содержащие целлюлозные волокна. Волокна, пригодные для изготовления полотен согласно настоящему изобретению, включают: недревесные волокна, например, хлопковое волокно или производные от хлопкового волокна, манильскую пеньку, кенаф, sabai траву, лен, траву эспарто, солому, джут, коноплю, багассу, пух молочая, волокно из листьев ананаса; древесные волокна, например, получаемые из твердых и мягких пород древесины, включающие волокна из древесины мягких пород, например, крафт-целлюлозные волокна северных и южных мягких пород древесины; волокна древесины твердых пород, например, эвкалипта, клена, березы, тополя (осины) и т.п. Волокно для изготовления бумаги может быть получено из источников этих волокон любым из способов, включая химические способы получения волокнистой массы, известные специалистам в данной области, включая: сульфатную, сульфитную, полисульфидную, натронную целлюлозную волокнистую массу и т.д. Волокнистая масса может быть отбеленной, если это желательно, химическими средствами, включающими использование хлора, двуокиси хлора, кислорода и т.д. Продукция согласно настоящему изобретению может содержать смесь обычных волокон (полученных из первичной целлюлозы или из повторно используемых источников) и очень грубых, богатых лигнином трубчатых волокон, например, отбеленную химическую термо-механическую волокнистую массу (ОХТМВМ)(BCTMP - латин. алф.). Под термином «композиция» и подобными терминами понимают водные композиции, содержащие волокно для изготовления бумаги, полимеры, придающие прочность в мокром состоянии, разрыхлители и т.п. для изготовления продукции.
Под словами «обезвоживание с уплотнением» волокнистого слоя или композиции в настоящем описании понимают механическое обезвоживание посредством прессования в мокром состоянии на обезвоживающем сукне, например, в некоторых вариантах исполнения посредством использования механического прессования, которым воздействуют непрерывно на поверхность волокнистого слоя, например, в зоне контакта между прессующим валом и башмаком пресса, где волокнистый слой находится в контакте с бумагоделательным сукном. Термин «обезвоживание с уплотнением» используют для различения процессов, в которых первоначальное обезвоживание волокнистого слоя производят в основном тепловыми средствами, как, например, сказано в патенте США № 4529480, зарегистрированном на имя Trokhan, и в патенте США № 5607551, зарегистрированном на имя Farrington и др., упомянутых выше. Обезвоживание с уплотнением волокнистого слоя, таким образом, относится, например, к удалению воды из исходного волокнистого слоя, обладающего сухостью меньше 30% или около этого значения, посредством его прессования, и/или к повышению сухости волокнистого слоя приблизительно на 15% или более посредством его прессования.
Под словами «со стороны ткани» и подобными терминами понимают сторону волокнистого слоя, находящуюся в контакте с крепирующей и сушильной тканью. Под словами «со стороны сушильной машины» и подобными терминами понимают сторону волокнистого слоя, противоположную стороне, обращенной к ткани.
Сокращение fpm означает фут./мин; тогда как под термином «сухость» понимают содержание (масс.%) волокна в волокнистом слое.
Под сокращением MD понимают продольное направление (ПрН) (машинное направление) под сокращением CD понимают поперечное направление (ПН) (машинному направлению).
К числу параметров зоны контакта относятся (без ограничения): давление в зоне контакта, длина зоны контакта, твердость опорного вала, угол в точке подхода ткани, угол в точке отдаления ткани, равномерность и разность скоростей поверхностей в зоне контакта.
Под длиной зоны контакта понимают расстояние, на котором находятся в контакте поверхности, входящие в эту зону.
Под термином «on line» (на линии) и подобными терминами понимают стадию процесса, выполняемую без удаления волокнистого слоя с бумагоделательной машины, на которой изготавливают этот волокнистый слой. Волокнистый слой вытягивают или каландрируют «on line» (на линии), если его вытягивают или каландрируют, не разделяя на части до намотки.
Под словами «транспортирующая передающая поверхность» понимают поверхность, с которой волокнистый слой передают с крепированием на крепирующую ткань. «Транспортирующей передающей поверхностью» может служить поверхность вращаемого барабана, как сказано ниже, или поверхность непрерывной гладкой перемещаемой ткани или другой перемещаемой ткани, которая может иметь текстурированную поверхность и т.д. Транспортирующая передающая поверхность требуется для поддержания волокнистого слоя, и с ее помощью осуществляют крепирование при большом содержании твердого вещества, о чем сказано ниже.
Толщина и/или объемность, о которых идет речь в данном описании, может представлять толщину 1, 4 или 8 полотен, полотна настилают друг на друга, и измерение толщины настила производят в области его центральной части. Предпочтительно, чтобы испытываемые образцы были подвергнуты кондиционированию в атмосфере, где температура составляет 23°С ± 1,0°C (73,4°F ± 1,8°F), а относительная влажность - 50%, в течение по меньшей мере около 2 час, после чего определяют их толщину, используя прибор модели 89-II-JR или электронный толщиномер Progage, компании Thwing-Albert, со щупами диаметром 2 дюйма (50,8 мм), при постоянной нагрузке 539±10 г и при скорости опускания <подвижного щупа> 0,231 дюйма/с. Для испытания готовой продукции каждое полотно, подвергаемое испытаниям, должно содержать такое же число слоев, как и продукция при продаже. Для испытаний вообще отбирают восемь полотен и настилают друг на друга. Для испытаний салфеток их складывают до настилания. Для испытаний базового полотна его сматывают с рулона, каждое полотно, подвергаемое испытаниям, должно содержать такое же число слоев, как и снимаемый с наката. Для испытаний базового полотна с наката бумагоделательной машины, следует использовать слои по одному. Полотна настилают друг на друга, совмещая их продольные направления. При испытаниях изготовленной по заказу тисненой или отпечатанной продукции следует попытаться исключить проведение измерений в этих областях, если это вообще возможно. Объемность может быть также выражена в единицах, соответствующих отношению объем/масса, полученных путем деления значения толщины на значение плотности.
Показатели: прочность при растяжении в сухом состоянии (в продольном направлении и в поперечном направлении), относительное удлинение, отношения этих показателей, модуль разрыва, кривая «нагрузка-удлинение», - определяют, используя стандартную разрывную машину компании «Инстрон» или другой пригодный прибор для определения относительного удлинения при растяжении, который может быть выполнен в различных конфигурациях, причем обычно в качестве образцов используют полоски тонкой бумаги или полотенца шириной 3 или 1 дюйм, кондиционированных при относительной влажности 50% и температуре 23°C (73,4°F); испытания на растяжение выполняют при скорости подвижного зажима 2 дюйма/мин.
Под относительной прочностью при растяжении понимают просто отношение значений, определенных выше описанными способами. Под относительной прочностью при растяжении понимают отношение значений прочности при растяжении полотна в сухом состоянии в продольном и поперечном направлениях, если не указано иное. Под прочностью при растяжении понимают свойства полотна в сухом состоянии, если не указано иное. Прочность при растяжении иногда называют просто растяжимостью. Значения предела прочности при разрыве, относительного удлинения и т.д. приведены ниже в настоящем описании, если не указано иное.
Под выражением «отношение крепирования на ткани» понимают разницу скоростей крепирующей ткани и формующего сеточного транспортера, и обычно ее вычисляют как отношение скорости волокнистого слоя непосредственно перед крепированием к скорости волокнистого слоя непосредственно после крепирования, так как формующий сеточный транспортер и передающую поверхность обычно, но не обязательно, перемещают с одинаковой скоростью.
Отношение крепирования на ткани равно скорости передающего цилиндра, деленной на скорость крепирующей ткани.
Степень крепирования на ткани может быть также выражена в процентах:
Степень крепирования на ткани (%) = (Отношение крепирования на ткани - 1) x 100
Крепирование на всей линии (иногда называют суммарным крепированием), крепирование на накате и т.д. вычисляют аналогичным образом, как это показано ниже.
Сокращениями PLI или pli обозначены фунт-сила/погонный дюйм (фунт/п. дюйм).
Под словом «преимущественно» понимают: более приблизительно 50%, обычно - масс.%; при ссылках на волокно вычисления ведут из расчета абсолютно сухого вещества.
Твердость по Pusey и Jones (P+J) (определяемую методом вдавливания), иногда обозначаемую (P+J), определяют по методике ASTM D 531 и выражают числом вдавливания (используют стандартные образцы и условия) (ASTM - Американское общество по испытанию материалов).
Под «разностью скоростей» понимают разность линейных скоростей.
Пористость и/или относительную пористость, как сказано ниже, определяют путем пропитки полотна неполярной жидкостью POROFIL ® и измерения количества поглощенной жидкости. Объем поглощенной жидкости эквивалентен объему пор в структуре полотна. Относительное увеличение массы (PWI) (%) выражают массой (г) жидкости, поглощенной 1 граммом волокна структуры полотна, умноженной на 100, как сказано ниже. Более конкретно, для каждого однослойного образца полотна, подвергаемого испытаниям, подбирают 8 полотен и вырезают квадрат размером 1х1 дюйм (1 дюйм в продольном направлении и 1 дюйм в поперечном направлении). Для образцов многослойной продукции каждый слой испытывают как отдельный объект. Множество образцов следует отделить в виде отдельных единичных слоев, и 8 полотен следует вырезать из каждой позиции (слоя), используемой для испытаний. Сухую массу каждого испытываемого пробного образца определяют взвешиванием с точностью до 0,0001 г (до ближайшего значения) и регистрируют. Укладывают пробный образец в чашку, содержащую жидкость POROFIL®, имеющую удельную массу 1,875 г/куб. см, поставляемую компанией Coulter Electronics Ltd. (Northwell Drive, Luton, Beds, Англия) (часть № 9902458.). Спустя 10 секунд захватывают пробный образец пинцетом за один угол, за самый край (1-2 мм), и вынимают из жидкости. Удерживают пробный образец этим углом вверх в течение 30 с и дают возможность стечь избыточному количеству жидкости. Слегка прикладывают пробный образец (меньше чем на полсекунды) нижним углом к фильтру № 4 (фильтр компании Whatman Lt., Maidstone, Англия) для удаления любого избыточного количества жидкости (до последней капли). Сразу же взвешивают пробный образец, в течение 10 с, и регистрируют массу с точностью до 0,0001 г (до ближайшего значения). Относительное увеличение массы (PWI) (%) каждого пробного образца, выраженное в форме массы (г) жидкости POROFIL®, поглощенной 1 граммом волокна, вычисляют следующим образом:
PWI = [(W2-W1)/W1] х 100%,
где
W1 = масса сухого пробного образца, г;
W2 = масса мокрого пробного образца, г.
Относительное увеличение массы (PWI) (%) всех восьми отдельных пробных образцов определяют так же, как описано выше, и среднее значение, вычисленное по восьми пробным образцам, принимают за относительное увеличение массы (PWI) данного образца.
Относительную пористость вычисляют путем деления относительного увеличения массы (PWI) на 1,9 (плотность жидкости) для выражения отношения в процентах, поскольку пористость (г/г) - это просто относительное увеличение массы; т.е. относительное увеличение массы (PWI), деленное на 100.
Согласно настоящему изобретению абсорбирующий волокнистый слой формируют путем диспергирования волокна для изготовления бумаги в водной композиции (суспензии) и напуска водной композиции на формующий сеточный транспортер бумагоделательной машины, обычно в виде потока, выпускаемого из напорного ящика. Можно использовать любую пригодную технологию формования. Например, обширный, но не исчерпывающий, перечень, помимо формующих машин Фурдринье, включает: серповидную формующую часть, формующую часть с двумя сеточными транспортерами с С-образным охватом; формующую часть с двумя сеточными транспортерами с S-образным охватом; формующую часть с отсасывающим грудным валом. В качестве формующей ткани может быть использована любая пригодная перфорированная структура, включающая однослойные ткани, двухслойные ткани, трехслойные ткани, фотополимерные ткани и т.п. Не исчерпывающий перечень аналогов формующих тканей включает решения, описанные в патентах США № №: 4157276, 4605585, 4161195, 3545705, 3549742, 3858623, 4041989, 4071050, 4112982, 4149571, 4182381, 4184519, 4314589, 4359069, 4376455, 4379735, 4453573, 4564052, 4592395, 4611639, 4640741, 4709732, 4759391, 4759976, 4942077, 4967085, 4998568, 5016678, 5054525, 5066532, 5098519, 5103874, 5114777, 5167261, 5199261, 5199467, 5211815, 5219004, 5245025, 5277761, 5328565 и 5379808, которые включены в настоящую заявку в полном объеме путем ссылки. Одна формующая ткань, особенно пригодная для осуществления настоящего изобретения, является формующей тканью модели 2164, изготавливаемой компанией Voith Fabrics Corp. (Shreveport, шт. Луизиана, США).
Формование волокнистого слоя из вспененной водной композиции на формующем сеточном транспортере или формующей ткани можно использовать для регулирования проницаемости или пористости полотна при крепировании его на ткани. Способы формования волокнистого слоя из вспененной композиции раскрыты в патенте США № 4543156 и Канадском патенте № 2053505, сущность которых включена в настоящую заявку путем ссылки. Вспененную волокнистую композицию готовят из водной суспензии волокна, смешанного с вспененным жидким носителем непосредственно перед ее введением в напорный ящик. Концентрация волокна в суспензии волокнистой массы, подаваемой в систему, составляет в пределах от около 0,5 масс.% до около 7,0 масс.%, предпочтительно - в пределах от около 2,5 масс.% до около 4,5 масс.%. Суспензию волокнистой массы добавляют во вспененную жидкость, включающую воду, воздух и поверхностно-активное вещество, содержащую 50-80 объем.% воздуха, благодаря чему образуется вспененная волокнистая композиция с концентрацией волокна в пределах от около 0,1 масс.% до около 3,0 масс.%, получаемая простым смешиванием в результате естественной турбулентности и смешивания, присущих элементам, используемым в процессе. Добавление волокнистой массы в форме суспензии малой концентрации приводит к избыточному количеству вспененной жидкости, отходящей с формующих сеточных транспортеров. Избыточное количество вспененной жидкости выводят из системы, и ее можно использовать где-то в другом месте или обрабатывать для извлечения из нее поверхностно-активных веществ.
Композиция может содержать химические добавки, вводимые для изменения физических свойств изготавливаемой бумаги. Эти химические вещества хорошо известны специалистам в данной области, и их можно использовать в любом известном сочетании. Такие добавки могут быть модификаторами поверхности, умягчителями, разрыхлителями, упрочнителями, латексами, средствами для повышения непрозрачности, осветляющими веществами, красителями, пигментами, клеящими веществами, изолирующими химическими веществами, удерживающими добавками, средствами для понижения растворимости, органическими или неорганическими сшивающими веществами или их сочетаниями; упомянутые химические вещества могут по выбору содержать высокомолекулярные спирты, крахмалы, полипропиленгликолевые (PPG) сложные эфиры, полиэтиленгликолевые (PEG) сложные эфиры, фосфолипиды, поверхностно-активные вещества, полиамины, HMCP и т.п.
Волокнистую массу можно смешивать с веществами для регулирования прочности, например, веществами, повышающими прочность в мокром состоянии; веществами, повышающими прочность в сухом состоянии; разрыхлителями/умягчителями и т.д. Соответствующие вещества, повышающие прочность в мокром состоянии, известны специалистам в данной области. Широкий, но не исчерпывающий, перечень пригодных добавок, способствующих повышению прочности, включает: карбамидоформальдегидные полимеры, меламинформальдегидные полимеры, глиоксилированные полиакриламидные полимеры, полиамид-эпихлоргидриновые полимеры и т.п. Термореактивные полиакриламиды изготавливают путем осуществления взаимодействия акриламида с диаллилдиметиловым хлористым аммонием (DADMAC) для получения катионного сополимера полиакриламида, который в конце вводят во взаимодействие с глиоксалем для получения катионного полимера, глиоксилированного полиакриламида, обеспечивающего сшивание и повышающего прочность в мокром состоянии. Эти вещества, в общем, описаны в патентах США № 3556932, зарегистрированном на имя Coscia и др., и № 3556933, зарегистрированном на имя Williams и др., включенных в настоящую заявку в полном объеме путем ссылки. Полимеры этого типа коммерчески доступны под торговым названием PAREZ 631NC и выпускаются компанией «Баер Корп.». Можно использовать различные молевые соотношения акриламид/-DADMAC/глиоксаля для изготовления сшивающих полимеров, пригодных в качестве веществ, придающих прочность в мокром состоянии. Кроме того, другими диальдегидами может быть заменен глиоксаль для сообщения термореактивных, придающих прочность в мокром состоянии характеристик. Особенно пригодными являются полиамид-эпихлоргидриновые полимеры, придающие прочность в мокром состоянии, примером которых могут служить вещества, продаваемые под торговыми названиями Kymene 557LX и Kymene 557H, выпускаемые компанией «Геркулес Инк.» (г. Вильмингтон, шт. Делавер, США), и Amres®, выпускаемый компанией Georgia-Pacific Resins, Inc. Эти полимеры и способ их изготовления описаны в патенте США № 3700623 и в патенте США № 3772076, каждый из которых включен в полном объеме в настоящую заявку путем ссылки. Обширное описание полиэпигалогидриновых полимеров, приведенное в Главе 2 Alkaline-Curing Polimeric Amine-Epichlorohydrin, написанной Espy, в книге «Wet Strength Resins and Theier Application» («Полимеры, придающие прочность в мокром состоянии, и их применение») (под редакцией L. Chan, 1994), включено в настоящую заявку в полном объеме путем ссылки. Достаточно всеобъемлющий перечень полимеров, придающих прочность в мокром состоянии, приведен Westfelt в издании Cellulose Chemistry and Technology Volume 13, p. 813, 1979, который включен в настоящую заявку путем ссылки.
Можно также использовать соответствующие вещества, временно придающие прочность в мокром состоянии. Обширный, но не исчерпывающий, перечень пригодных веществ, временно придающих прочность в мокром состоянии, включает: алифатические и ароматические альдегиды, включая глиоксаль, малоновый диальдегид, янтарный диальдегид, глютаральдегид и диальдегидные крахмалы, а также замещенные или прореагировавшие крахмалы, дисахариды, полисахариды, хитозан или другие прореагировавшие полимерные продукты реакции мономеров или полимеров, содержащих альдегидные группы и, возможно, азотные группы. К числу представительных азотосодержащих полимеров, которые можно соответствующим образом подвергнуть взаимодействию с альдегидсодержащими мономерами или полимерами, относятся виниламиды, акриламиды и соответствующие азотосодержащие полимеры. Эти полимеры сообщают положительный заряд альдегидсодержащим продуктам реакции. Кроме того, можно использовать и другие коммерчески доступные вещества, временно придающие прочность в мокром состоянии, например, PAREZ 745, выпускаемое компанией «Баер», вместе с веществами, описанными, например, в патенте США № 4605702.
Полимером, временно придающим прочность в мокром состоянии, может быть любой из широкого ряда водорастворимых органических полимеров, содержащих альдегидные звенья и катионные звенья, используемые для повышения прочности при растяжении продукции в сухом и в мокром состоянии. Такие полимеры описаны в патентах США № №: 4675394, 5240562, 5138002, 5085736, 4981557, 5008344, 4603176, 4983748, 4866151, 4804769 и 5217576. Можно использовать модифицированные крахмалы, продаваемые под торговыми марками CO-УЗЛ СКРЕПЛЕН® 1000 и CO-УЗЛ СКРЕПЛЕН® 1000 Plus, выпускаемые компанией National Starch and Chemical Co. (г. Бриджвотер, шт. Нью-Джерси, США). Перед использованием катионный альдегидный растворимый в воде полимер может быть приготовлен путем предварительного нагрева водной суспензии, содержащей приблизительно 5% твердого вещества, выдерживаемой при температуре приблизительно 240°F (115,56°С) и при pH около 2,7 в течение приблизительно 3,5 мин. В конце суспензию можно резко охладить и разбавить путем добавления воды для получения смеси, содержащей приблизительно 1,0% твердого вещества при температуре менее приблизительно 130°F (54,44°С).
Другие вещества, временно придающие прочность в мокром состоянии, также выпускаемые компанией National Starch and Chemical Co., продаются под торговыми марками CO-УЗЛ СКРЕПЛЕН® 1600 и CO-УЗЛ СКРЕПЛЕН® 2300. Эти крахмалы поставляют в форме водных коллоидных дисперсий, и они не требуют предварительного нагрева перед их использованием.
Можно использовать вещества, временно придающие прочность в мокром состоянии, например, глиоксилированный полиакриламид. Вещества, временно придающие прочность в мокром состоянии, например, глиоксилированные полиакриламидные полимеры, изготавливают путем осуществления взаимодействия акриламида с диаллилдиметиловым хлористым аммонием (DADMAC) для получения катионного полиакриламидного сополимера, который в конце вводят во взаимодействие с глиоксалем для получения катионного сшивающего полимера, глиоксилированного полиакриламида, временно или полупостоянно придающего прочность в мокром состоянии. Эти вещества, в общем, описаны в патенте США № 3556932, зарегистрированном на имя Coscia и др., и в патенте США № 3556933, зарегистрированном на имя Williams и др., которые включены в настоящую заявку путем ссылки. Полимеры этого типа коммерчески доступны под торговым названием PAREZ 631NC и выпускаются компанией «Баер Индастрис». Можно использовать различные молевые соотношения акриламид/-DADMAC/глиоксаля для изготовления сшивающих полимеров, пригодных в качестве веществ, придающих прочность в мокром состоянии. Кроме того, другими диальдегидами может быть заменен глиоксаль для сообщения термореактивных, придающих прочность в мокром состоянии характеристик.
Пригодные вещества, придающие прочность в сухом состоянии, включают: крахмал, гуаровую смолу, полиакриламиды, карбоксиметилцеллюлозу и т.п. Особенно пригодна карбоксиметилцеллюлоза, например, продаваемая под торговым названием Hercules CMC, выпускаемая компанией «Геркулес Инк.» (г. Вильмингтон, шт. Делавер, США). Согласно одному варианту исполнения волокнистая масса может содержать от около 0 до около 15 фунт/т вещества, придающего прочность в сухом состоянии. Согласно другому варианту исполнения волокнистая масса может содержать от около 1 до около 5 фунт/т вещества, придающего прочность в сухом состоянии.
Соответствующие разрыхлители также известны специалистам в данной области. Разрыхлители или умягчители можно также вводить в волокнистую массу или наносить распылением на волокнистый слой после его формования. Согласно настоящему изобретению можно также использовать умягчители, включающие, но не ограниченные этим, класс амидоаминовых солей, полученных из частично нейтрализованных кислотой аминов. Такие вещества описаны в патенте США № 4720383. В работах Evans, Chemistry и Industry, 5 July 1969, pp. 893-903; Egan, J.Am. Oil Chemist's Soc., Vol. 55 (1978), pp. 118-121; и Trivedi и др., J.Am.Oil Chemist's Soc., June 1981, pp. 754-756, включенных в полном объеме в настоящую заявку путем ссылки, сказано, что умягчители часто коммерчески доступны только в виде комплексных смесей скорее, чем в виде отдельных компаундов. Хотя ниже в описании внимание сфокусировано на преобладающих видах, следует понимать, что коммерчески доступные смеси можно, в общем, использовать на практике.
Quasoft 202-JR является пригодным умягчителем, который можно получать путем алкилирования продукта конденсации олеиновой кислоты и диэтилентриамина. В условиях синтеза, при которых создают дефицит алкилирующего вещества (например, диэтилсульфата) и используют только одну стадию алкилирования, выполняемую после регулирования значения pH, для протонирования неэтилированных веществ, получают в результате смесь, состоящую из катионных этилированых и катионных неэтилированных веществ. Малую часть (например, около 10%) полученного амидоамина циклизируют до имидазолиновых компаундов. Так как только имидазолиновые части этих веществ являются четвертичными аммониевыми компаундами, то композиции в целом являются pH-восприимчивыми. Таким образом, при практическом использовании согласно настоящему изобретению этого класса химических веществ, pH в напорном ящике должен приблизительно составлять 6-8, более предпочтительно - 6-7, а наиболее предпочтительно - 6,5-7,0.
Четвертичные аммониевые компаунды, например, диалкилдиметиловые четвертичные соли аммония также пригодны, особенно если алкильные группы содержат около 10-24 атомов углерода. Эти компаунды обладают преимуществом, заключающимся в относительной невосприимчивости к pH.
Можно использовать биологически разлагаемые умягчители. Представительные биологически разлагаемые катионные умягчители/разрыхлители раскрыты в патентах США № №: 5312522, 5415737, 5262007, 5264082 и 5223096, включенных в настоящую заявку в полном объеме путем ссылки. Компаунды являются биологически разлагаемыми двойными сложными эфирами (diesters) четвертичных аммиачных компаундов, кватернизованными амин-эфирами и биологически разлагаемыми сложными эфирами на основе растительных масел, взаимодействующими с четвертичным хлоридом аммония и двойным сложным эфиром диэруцилдиметилхлоридом аммония, и являются представительными биологически разлагаемыми умягчителями.
В некоторых вариантах исполнения особенно предпочтительная разрыхлительная композиция содержит четвертичный аминовый компонент, а также неионное поверхностно-активное вещество.
Исходный волокнистый слой обычно обезвоживают на бумагоделательном сукне. Можно использовать любое пригодное сукно. Например, сукна могут содержать двухслойную базовую тканую структуру, трехслойную базовую тканую структуру или ламинированную базовую тканую структуру. Предпочтительными сукнами являются сукна, обладающие ламинированной базовой тканой структурой. Сукном мокрого пресса, которое может быть особенно пригодно для осуществления настоящего изобретения, является сукно марки Vector 3, изготавливаемое компанией Voith Fabric. Аналоги прессовых сукон описаны в патентах США, включающих патенты № №: 5657797, 5368696, 4973512, 5023132, 5225269, 5182164, 5372876 и 5618612. Можно также использовать прессовое сукно отличающейся структуры, описанное в патенте США № 4533437, зарегистрированном на имя Curran и др.
Можно использовать любую пригодную крепирующую ленту или ткань. К числу пригодных крепирующих тканей относятся однослойные, многослойные или композиционные ткани, предпочтительно обладающие разреженной структурой. Ткани могут обладать, по меньшей мере, одной из следующих характеристик: (1) со стороны крепирующей ткани, находящейся в контакте с волокнистым слоем в мокром состоянии (с «верхней» стороны), число нитей на дюйм в продольном направлении (плотность ткани по основе) составляет от 10 до 200, число нитей на дюйм в поперечном направлении (плотность ткани по утку) также составляет от 10 до 200; (2) диаметр нити обычно составляет меньше 0,050 дюйма; (3) с верхней стороны расстояние между самой высокой точкой перегибов нитей основы и самой высокой точкой перегибов нитей утка составляет от около 0,001 дюйма до около 0,02 дюйма или 0,03 дюйма; (4) между этими двумя уровнями могут быть перегибы, образованные либо нитями основы, либо нитями утка, которые придают топографии ткани трехмерный внешний вид, содержащей возвышения и впадины, которая сообщается волокнистому слою во время стадии формования в мокром состоянии; (5) ткань может быть ориентирована любым пригодным способом так, чтобы достигался желаемый эффект при выполнении процесса и сообщались продукту требуемые свойства; перегибы продольных основных нитей могут быть на верхней стороне для увеличения выступов в продольном направлении в продукте, или продольные желобки могут быть расположены на верхней стороне, если желательно получить больше выступов в поперечном направлении для оказания влияния на характеристики крепирования при переносе волокнистого слоя с передающего цилиндра на крепирующую ткань; (6) ткань может быть изготовлена так, чтобы получались определенные геометрические рисунки, благоприятно воспринимаемые глазом, которые обычно повторяют между каждыми 2-50 основными нитями. В число пригодных коммерчески доступных грубых тканей входит ряд тканей, изготавливаемых компанией Voith Fabrics.
Крепирующая ткань может быть, таким образом, такого класса, который описан в патенте США № 5607551 (колонки 7-8), зарегистрированном на имя Farrington и др., а также в патенте США № 4239065, зарегистрированном на имя Trokhan, и в патенте США № 3974025, зарегистрированном на имя Ayers. Такие ткани могут содержать от около 20 до около 60 основных нитей на дюйм, и их изготавливают из полимерных мононитей, имеющих диаметры обычно в пределах от около 0,008 до около 0,025 дюйма. Основные и уточные мононити могут иметь (но это не является обязательным требованием) одинаковый диаметр.
В некоторых случаях мононити переплетают таким образом и придают им такую взаимнодополняющую изогнутую конфигурацию по меньшей мере в направлении оси Z (в направлении толщины ткани), чтобы создавать первую группу, или массив, расположенных в одной плоскости перекрестий обеих групп мононитей, расположенных в верхней плоскости, и предварительно определенную вторую группу, или массив, перекрестий, расположенных под верхней поверхностью. Массивы распределены таким образом, что части перекрестий, расположенных в верхней плоскости, определяют массив впадин, подобных тем, которые имеются в корзине из ивовых прутьев, в верхней поверхности ткани, причем эти впадины расположены в шахматном порядке как в продольном, так и в поперечном направлениях, и так, что каждая впадина перекрывает по меньшей мере одно перекрестие, расположенное под верхней поверхностью. Впадины дискретно по периметру окружены на виде в плане столбчатообразными скоплениями, содержащими части множества перекрестий, расположенных в плоскости верхней поверхности. Петля ткани может содержать термофиксированные мононити из термопластического вещества; верхние поверхности расположенных в одной плоскости перекрестий, расположенных в верхней плоскости, могут представлять одноплановую плоскую поверхность. Особые варианты исполнения изобретения включают атласные переплетения, а также гибридные переплетения из трех или большего числа систем основных нитей, и плотность по основе и утку может составлять от около 10 × 10 до около 120 × 120 мононитей на дюйм (от 4 × 4 до около 47 × 47 на сантиметр). Хотя предпочтительный диапазон плотности по основе и утку составляет от около 18 × 16 до около 55 × 48 мононитей на дюйм (от 9 х 8 до около 22 × 19 на сантиметр).
Вместо прессующей ткани в качестве крепирующей можно использовать ткань сушильной машины, если это желательно. Пригодные ткани описаны в патентах США № 5449026 (ткань) и № 5690149 (настланные в продольном направлении ленты из нитей), зарегистрированном на имя Lee, а также в патенте США № 4490925, зарегистрированном на имя Smith (спиральная структура).
Клеящее вещество, используемое при крепировании на цилиндре сушильной машины «Янки», предпочтительно должно быть совместимым с волокнистым слоем при среднем значении влажности для улучшения процесса переноса с крепирующей ткани на цилиндр сушильной машины «Янки» и для надежного сцепления волокнистого слоя с цилиндром сушильной машины «Янки», так как волокнистый слой сушат до сухости 95% или более на цилиндре предпочтительно в сушильной камере большого объема, свойства клеящего вещества очень существенны для обеспечения стабильной работы машины на высоких скоростях, и оно гигроскопично, его можно повторно смачивать, оно по существу не является сшиваемым клеящим веществом, к числу примеров предпочтительных клеящих веществ относятся вещества, содержащие поливиниловый спирт обычного класса, описанные в патенте сша № 4528316, зарегистрированном на имя soerens и др., другие пригодные клеящие вещества раскрыты в одновременно рассматриваемой предварительной заявке на патент США № 60/372255, зарегистрированной 12 апреля 2002 г., озаглавленной «улучшенный модификатор крепирующего клеящего вещества и способ изготовления продукции» (дело № 2394), сущности патента № 4528316 и заявки № 60/372255 включены в настоящую заявку путем ссылки, пригодные клеящие вещества по выбору снабжают модификаторами и т.д., предпочтительно использовать в небольших количествах сшивающее вещество или вовсе его не вводить в клеящее вещество во многих случаях; так, что полимер по существу не является сшиваемым при использовании.
Настоящее изобретение поясняется ссылками на чертежи, особенно - на фиг.1 и 2. на фиг.1 представлено поперечное сечение (120-кратное увеличение) (вдоль продольного направления крепирующей ткани) полотна 10, где видна столбчатая область 12 в виде скопления волокон, видно, что волокнистый слой содержит микроскладки, расположенные в поперечном направлении к его продольному направлению, т.е. выступы, или складки, проходящие в поперечном направлении (на фотографии), следует иметь в виду, что волокна в области 12 скопления волокон имеют ориентацию, наклоненную в поперечном направлении, особенно - с правой стороны области 12, где волокнистый слой контактирует с перегибом крепирующей ткани. Разность скоростей потока и формующего сеточного транспортера (скорость потока - (минус) скорость сеточного транспортера) оказывает существенное влияние на относительную прочность при растяжении, как это показано на фиг.2, причем этот эффект заметно отличается от того, который наблюдают в обычных изделиях, полученных путем прессования в мокром состоянии.
На Фиг.2 представлена диаграмма зависимости относительной прочности при растяжении (отношение пределов прочности на разрыв в продольном и поперечном направлениях) от разности скоростей (фут./мин) потока композиции, напускаемой из напорного ящика, и формующего сеточного транспортера. Верхняя U-образная кривая является типичной для обычного абсорбирующего полотна, обработанного на прессе в мокром состоянии (CWP). Расположенная ниже, более широкая, кривая является типичной для изделия, подвергнутого крепированию на ткани согласно изобретению. По Фиг.2 можно легко определить, что относительные прочности при растяжении, составляющие меньше 1,5 или около этого значения, достигаются согласно изобретению в широком диапазоне разностей скоростей потока и сеточного транспортера, т.е. в диапазоне, который более чем в два раза превышает диапазон показанной кривой CWP (обычное прессование в мокром состоянии). Таким образом, регулированием соотношения скоростей потока композиции, напускаемой из напорного ящика, и формующего сеточного транспортера можно обеспечивать достижение желаемых свойств полотна.
При рассмотрении Фиг.2 также видно, что отношения прочности при растяжении в продольном и поперечном направлениях меньше 1 сложно или невозможно получить при обычном прессовании волокнистого слоя в мокром состоянии (CWP). Кроме того, полотна с такими соотношениями, равными 1 или меньше 1, получают посредством применения настоящего изобретения без образования множества комплексов волокон, или «хлопьев», что не является характерным для обычных полотен, обработанных на прессе в мокром состоянии (CWP), с малыми значениями относительной прочности при растяжении. Это различие имеет место, частично, потому, что требуются относительно малые разности скоростей для достижения малых значений прочности при растяжениии при обычной обработке волокнистого слоя на прессе в мокром состоянии (CWP), и, возможно, частично из-за того, что волокно перераспределяется на крепирующей ткани при крепировании при переносе с передающей поверхности согласно изобретению.
Свойства многих полотен в поперечном направлении более важны, чем свойства в продольном направлении, особенно это относится к коммерчески реализуемым полотнам в виде полотенец, прочность которых в поперечном направлении в мокром состоянии очень существенна. Основной причиной повреждения изделий является «прорыв» или отрыв только кусочка полотенца, скорее чем повреждение всего полотна. Согласно изобретению относительную прочность полотна при растяжении в поперечном направлении можно выборочно повысить посредством регулирования разности скоростей потока из напорного ящика и формующего сеточного транспортера и крепирования посредством ткани.
На Фиг.3 представлена фотография (10-кратное увеличение) крепированного на ткани волокнистого слоя со стороны ткани. На Фиг. 2 видно, что полотно 10 содержит множество очень выраженных областей 12 скопления волокон с большой плотностью, содержащих волокна, ориентированные под наклоном к поперечному направлению (ПН), соединенных областями 14 с относительно малой плотностью, содержащих волокна, ориентированные под наклоном в направлении между столбчатыми областями или областями скопления волокон.
Наклон ориентации также виден на Фиг.1, особенно там, где наклоненные в поперечном направлении волокна столбчатых областей, или областей 12 скопления волокон, были разрезаны при приготовлении пробных образцов в центре области 12. Слева от области 12, в соединительной области, видно, что волокно больше наклонено вдоль продольного направления между областями скопления волокон. Эти отличительные особенности также легко заметить на Фиг.3 при меньшем увеличении, где наклон волокон в областях 14 направлен между столбчатыми областями.
На Фиг.4 представлена технологическая схема бумагоделательной машины 15, содержащей: обычную двухсеточную формующую часть 17; сукно 19; прессовую часть 16 с башмаком; крепирующую ткань 18 и сушильную машину «Янки» 20, пригодную для осуществления настоящего изобретения. Формующая часть 12 содержит: пару формующих тканей 22, 24, поддерживаемых множеством валов 26, 28, 30, 32, 34, 36 и формующим валом 38. С помощью напорного ящика 40 подают композицию массы в форме потока в зону контакта 42 между формующим валом 38 и валом 26 и тканями. Регулирование скорости потока относительно скорости движения формующих тканей является важным аспектом регулирования прочности при растяжении, как это должно быть понятно специалисту в данной области. Из композиции формируют исходный волокнистый слой 44, который обезвоживают на тканях посредством отсасывания жидкости, например, с помощью отсасывающего ящика 46.
Исходный волокнистый слой транспортируют к бумагоделательному сукну 48, поддерживаемому множеством валов 50, 52, 54, 55, причем сукно контактирует с валом 56 башмачного пресса. Волокнистый слой при переносе его на сукно обладает малой сухостью. Процессу переноса можно способствовать посредством отсоса; например, вал 50 может быть отсасывающим валом, если это желательно, или приемным, или башмачным вакуумным валом, известными в данной области техники. Когда волокнистый слой достигает вала башмачного пресса, он может обладать сухостью, составляющей 10-25%, предпочтительно - 20-25% или около этого значения, на входе в зону контакта 58 между валом 56 башмачного пресса и передаточным валом 60. Передаточный вал 60 может быть нагреваемым валом, если это желательно. Вместо вала 56 башмачного пресса, вал 56 может быть обычным отсасывающим прессовым валом. Если используют башмачный пресс, то желательно и предпочтительно, чтобы вал 54 был отсасывающим валом, посредством которого можно удалять воду из сукна до того, как сукно входит в зону контакта башмачного пресса, так как в зоне контакта башмачного пресса вода из композиции отжимается в сукно. В любом случае использование отсасывающего вала или отсасывающего поворотного вала (ОПВ) в зоне 54 обычно желательно для обеспечения условий, при которых волокнистый слой остается в контакте с сукном во время изменения направления движения, как это показано на чертеже, и должно быть понятно специалисту в данной области.
Волокнистый слой 44 подвергают прессованию в мокром состоянии на сукне в зоне контакта 58 с помощью прессового башмака 62. Волокнистый слой, таким образом, обезвоживают с уплотнением в зоне 58, обычно повышая сухость на 15% или более на этой стадии процесса. Конструкцию, показанную в зоне 58, в общем, называют «башмачным прессом»; согласно настоящему изобретению цилиндр 60 действует как передающий цилиндр, посредством которого транспортируют волокнистый слой 44 с высокой скоростью, обычно составляющей 1000-6000 фут./мин (304,8-1828,8 м/мин), к крепирующей ткани.
Цилиндр 60 имеет гладкую поверхность, которая может быть снабжена клеящими и/или антиадгезивными веществами, если это требуется. Волокнистый слой 44 прилипает к передающей поверхности 64 цилиндра 60, который вращают с высокой угловой скоростью, продолжая транспортировать волокнистый слой в продольном направлении машины, указанном стрелками 66. На цилиндре волокнистый слой 44 имеет, в общем, очевидное хаотическое распределение волокна.
Направление 66 здесь названо продольным направлением (ПрН) бумагоделательной машины 10, а также продольным направлением (ПрН) волокнистого слоя; при этом поперечное направление (ПН) машины в плоскости волокнистого слоя расположено перпендикулярно продольному направлению (ПрН).
Волокнистый слой 44 вводят в зону контакта 58 обычно при сухости 10-25% или около этого значения и обезвоживают и сушат до сухости, составляющей от около 25 до около 70 за время, в течение которого его переносят на крепирующую ткань 18, как показано на чертеже.
Ткань 18 поддерживают с помощью множества валов 68, 70, 72 и прессового вала или жесткого прессового вала 74 так, что образуют зону контакта 76 между крепирующей тканью и передающим цилиндром 60, как показано на чертеже.
Крепирующей тканью определяют крепирующую зону контакта на расстоянии, в пределах которого крепирующая ткань 18 может находиться в контакте с валом 60; т.е. прикладывают значительное давление к волокнистому слою, прилегающему к передающему цилиндру. С этой целью опорный (или крепирующий) вал 70 может быть снабжен мягкой деформируемой поверхностью, благодаря чему можно увеличить длину крепирующей зоны контакта и увеличить крепирующий угол охвата, образуемый между крепирующей тканью и полотном и точкой контакта или может быть использован вал башмачного пресса в качестве вала 70 для увеличения эффективного контакта с волокнистым слоем в зоне контакта 76 крепирующей ткани с высоким давлением, где волокнистый слой 44 переносят на ткань 18 и транспортируют в продольном направлении машины. Путем использования различного оборудования в крепирующей зоне контакта можно регулировать крепирующий угол охвата ткани или угол выхода из крепирующей зоны контакта. Таким образом, можно оказывать влияние на характер и степень перераспределения волокна, расслаивание/разрыхление, которые могут происходить в крепирующей зоне контакта 76 ткани, благодаря регулированию параметров этой зоны контакта. В некоторых вариантах исполнения может быть желательным реструктурирование межволоконных характеристик в направлении оси z, тогда как в других случаях может быть желательным оказание влияния на свойства только в плоскости волокнистого слоя. Посредством параметров крепирующей зоны контакта можно оказывать влияние на распределение волокна в волокнистом слое по ряду направлений, включая изменения в направлении оси z, а также в продольном и поперечном направлениях. В любом случае перенос с передающего цилиндра на крепирующую ткань является фактором мощного воздействия, заключающимся в том, что ткань транспортируют с меньшей скоростью, чем волокнистый слой, и происходит значительное изменение скорости. Обычно волокнистый слой крепируют в пределах около 10-60% и даже более во время переноса с передающего цилиндра на ткань.
Крепирующая зона контакта 76 обычно простирается на расстоянии, превышающем крепирующую зону контакта ткани где-то приблизительно на 1/8-2 дюйма, обычно - в диапазоне 1/2-2 дюйма. При использовании крепирующей ткани с плотностью по утку (ПН) 32 нити/дюйм, волокнистый слой 44, следовательно, сталкивается в зоне контакта где-то приблизительно с 4-64 уточными мононитями.
Давление в зоне контакта 76, т.е. давление между опорным валом 70 и передающим валом 60, составляет соответствующим образом 20-100 фунт/п. дюйм, а предпочтительно - 40-70 фунт/п. дюйм.
После переноса волокнистого слоя с крепирующей ткани, его продолжают транспортировать в продольном направлении 66, где его подвергают прессованию в мокром состоянии на цилиндре 80 сушильной машины «Янки» в зоне контакта 82 переноса. Перенос в зоне контакта 82 производят при сухости волокнистого слоя обычно в диапазоне от около 25% до около 70%. При такой сухости сложно осуществлять достаточно надежное сцепление волокнистого слоя с поверхностью 84 цилиндра 80 для полного съема волокнистого слоя с ткани. Обычно в зоне 86 наносят клеящий состав, содержащий поливиниловый спирт/полиамид, как сказано выше, если это требуется.
В зоне 67 можно использовать отсасывающий ящик для увеличения толщины обрабатываемого волокнистого слоя, если это желательно. Обычно используют разрежение, составляющее от около 5 дюймов до около 30 дюймов ртутного столба.
Волокнистый слой сушат на цилиндре 80 сушильной машины «Янки», являющемся нагреваемым цилиндром, и ударным воздействием высокоскоростными струями воздуха в камере 88 сушильной машины «Янки». При вращении цилиндра волокнистый слой 44 крепируют при съеме его с цилиндра с помощью крепирующего шабера 89 и наматывают на приемный вал 90. Крепирование волокнистого слоя на выпуске из сушильной машины «Янки» можно производить, используя волнообразный крепирующий шабер, например, раскрытый в патенте США № 5690788, сущность которого включена в настоящую заявку путем ссылки. Было показано, что использование волнообразного крепирующего шабера позволяет получать некоторые преимущества в процессе изготовления тонкой бумаги. Вообще, тонкая бумага, крепированная с использованием волнообразного шабера, имеет большую толщину, увеличенное удлинение в поперечном направлении и большую пористость, чем сравнимые виды тонкой бумаги, изготовленные с использованием обычных крепирующих шаберов. Все эти изменения, достигнутые посредством использования волнообразного шабера, имеют тенденцию корелирования с улучшенным восприятием мягкости изделий из тонкой бумаги.
По выбору устанавливают каландр 85 с валами 85(а), 85(b) для каландрирования полотна, если это желательно.
Если осуществляют процесс крепирования в мокром состоянии, то вместо сушильной машины «Янки» можно использовать сушильную машину с ударными струями воздуха, сушильную машину с просасыванием воздуха или множество барабанных сушильных машин. Сушильные машины с ударными струями воздуха раскрыты в следующих патентах и заявках, сущность которых включена в настоящую заявку путем ссылки: патенте США № 5865955, зарегистрированном на имя Ilvespaaet и др., патенте США № 5968590, зарегистрированном на имя Ahonen и др., патенте США № 6001421, зарегистрированном на имя Ahonen и др., патенте США № 6119362, зарегистрированном на имя Sundqvist и др., заявке на патент США № 09/733,172, озаглавленной «Процесс сушки при крепировании в мокром состоянии с использованием ударных струй воздуха для изготовления абсорбирующего полотна», в настоящее время патенте США № 6432267.
Сушильная машина с просасыванием воздуха хорошо известна в данной области и описана в патенте США № 3432936, зарегистрированном на имя Cole и др., сущность которого включена в настоящую заявку путем ссылки; в патенте США № 5851353 раскрыта барабанная сушильная система.
Представительные примеры
Используя оборудование обычного класса, показанное на Фиг.4, изготавливали абсорбирующее полотно с различной плотностью, степенью крепирования и т.д. У этого полотна наблюдали большое относительное удлинение в поперечном направлении при низких значениях относительной прочности при растяжении в сухом состоянии, как это четко показано на Фиг.5-9. Как следует из предыдущего описания и последующих примеров, относительную плотность областей скопления волокон и соединительных областей, степень столбчатости, ориентацию волокон и геометрию сетчатой структуры регулируют соответствующим подбором веществ и тканей, а также регулированием степени крепирирования на ткани, параметров зоны контакта и разностью скоростей потока и сеточного транспортера.
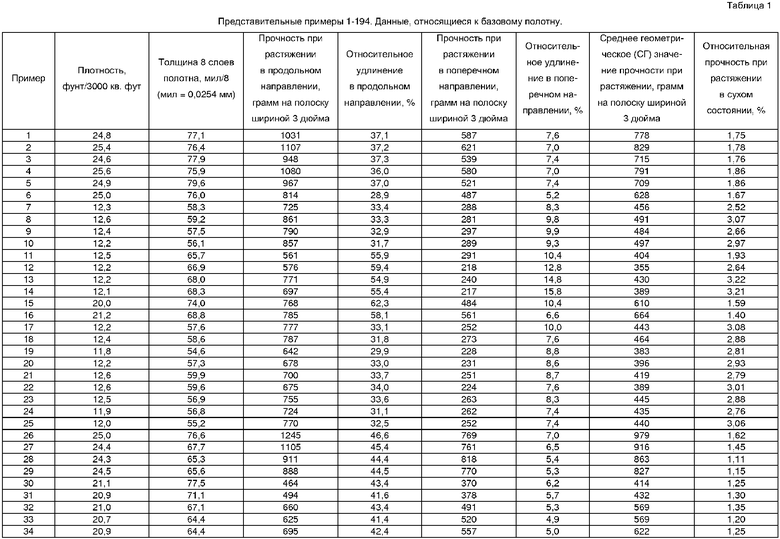
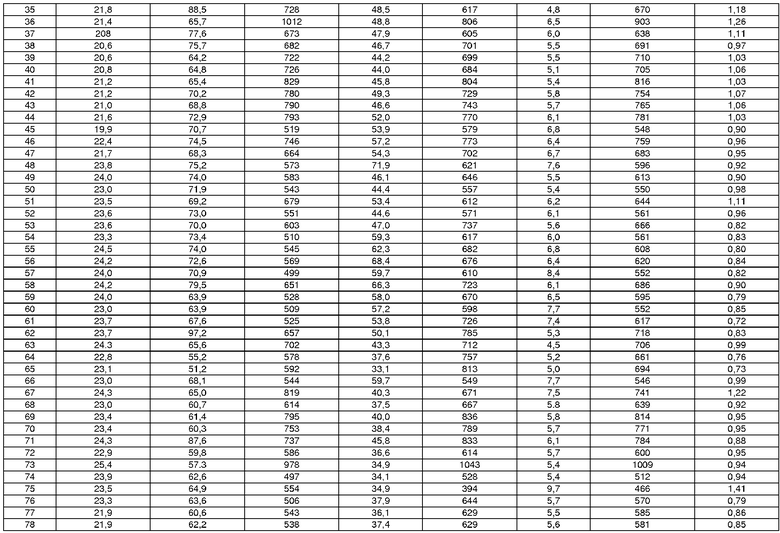
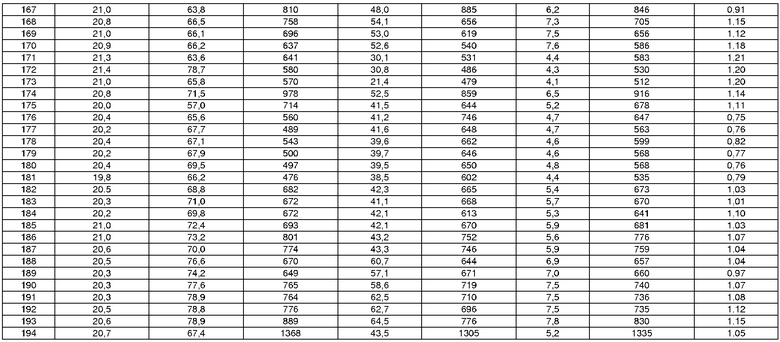
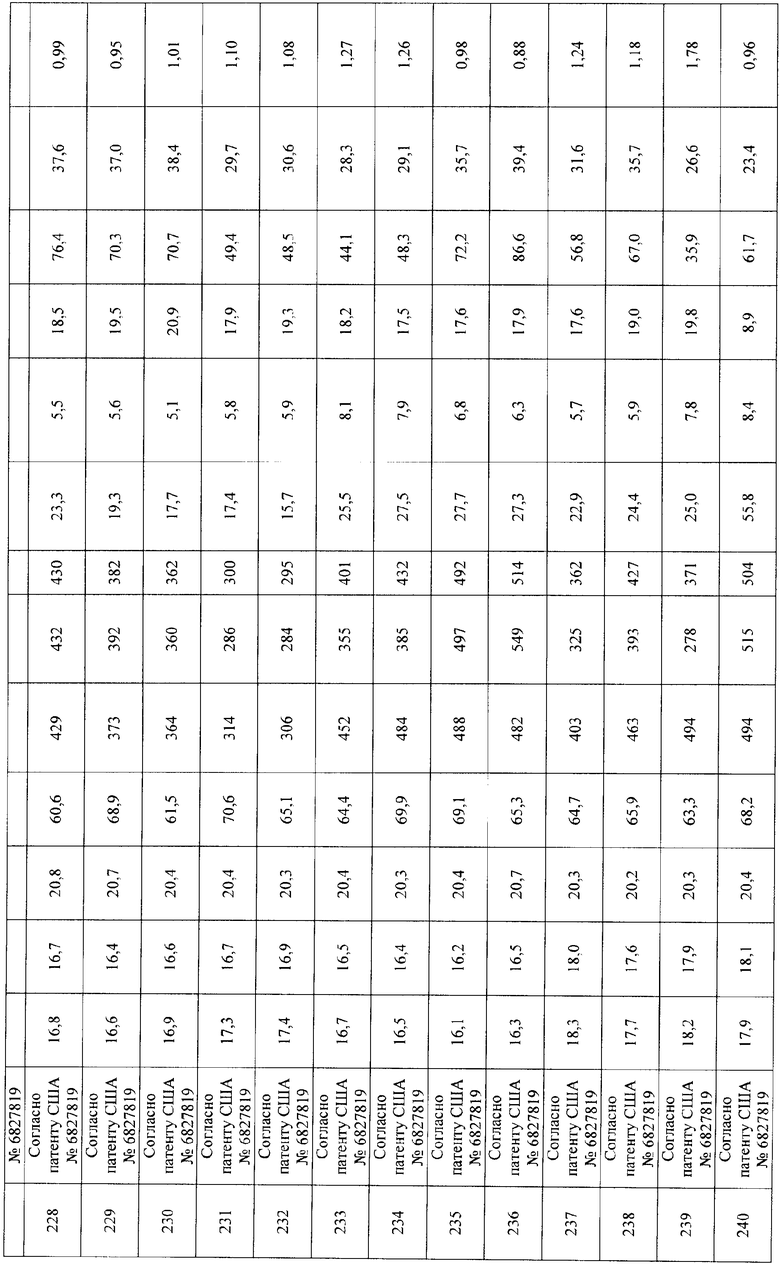
Данные представительной продукции сведены в Таблице 1 для базового полотна и в Таблице 2 для преобразованного полотна.
В следующих Таблицах и Примерах иногда встречаются следующие сокращения:






Продукция типа тонкой бумаги
Продукция типа тонкой бумаги (сорта с непостоянной прочностью в мокром состоянии, для которых мягкость является ведущим параметром), изготавливаемая при большом содержании твердого вещества при крепировании на ткани, как это описано в настоящей заявке; можно использовать множество тех же параметров, которые используют при изготовлении продукции в виде полотенец (сорта с постоянной прочностью в мокром состоянии, для которых абсорбционная способность является важным параметром, прочность при использовании является очень существенным параметром, а мягкость является менее существенным параметром, чем для сортов тонкой бумаги). В каждой категории могут быть изготовлены однослойноные и двухслойноные изделия.
Волокна
Продукцию типа мягкой тонкой бумаги по выбору изготавливают с использованием больших количеств волокна из твердых пород древесины. Это волокно не такое грубое, как более длинное и прочное волокно мягких пород древесины. Кроме того, этих более тонких, более коротких волокон на много больше в 1 грамме волокна. Отрицательной стороной этих волокон является то, что волокнистая масса из древесины твердых пород, в общем, содержит большее количество мелких обломков волокон, что является характерной особенностью структуры древесины, из которой готовят волокнистую массу. Удаление этих мелких обломков волокон может привести к увеличению количества реальных волокон, присутствующих в готовых полотнах. Кроме того, удаление этих мелких обломков волокон ведет к снижению скрепляющего потенциала во время сушки, облегчая рыхление полотна либо с помощью химических веществ, либо с помощью шабера, которым крепируют бумагу на выпуске бумагоделательной машины. Существенное преимущество того, что в 1 грамме волокнистой массы содержится большое количество волокон, заключается в непрозрачности или малой прозрачности бумаги. Так как большую часть свойств тонкой бумаги оценивают визуально даже до того, как до нее дотрагиваются, это оптическое свойство является важным воздействующим фактором для восприятия качества. Волокна древесины мягких пород обычно требуются для создания сеткообразной структуры, на которой волокна древесины твердых пород могут быть осаждены для получения оптимальной мягкости и оптимальных оптических свойств. Но даже в случае использования древесины мягких пород, грубость волокна и количество волокон в 1 грамме волокна являются важными характеристиками. Хотя древесина мягких пород, например древесина северных мягких пород, содержит длинные, тонкие, гибкие волокна, их количество в 1 грамме волокна много больше, чем длинных, грубых, толстых, жестких волокон древесины южных мягких пород. Чистая выгода от выбора волокон заключается в том, что при этой технологии, как и при всех других, при использовании древесины северных мягких пород и при малом количестве мелких обломков волокон, негрубых волокон древесины твердых пород, например, эвкалиптовых, получают более мягкую бумагу с заданной прочностью при растяжении, чем при использовании древесины северных твердых пород, и, тем более, при использовании древесины южных твердых пород.
Химические вещества
При изготовлении тонкой бумаги, в общем, используют широкий ряд химических веществ для удовлетворения требований потребителей к их функциональным свойствам и мягкости. В общем, гораздо предпочтительнее вводить химические вещества для повышения прочности в сухом состоянии в часть смеси волокнистой массы, содержащей длинное волокно, чем использовать рафинер для увеличения мягкости. При рафинировании образуются мелкие обломки волокон, и имеет место тенденция к образованию большего числа узлов скрепления более высокой прочности скрепления, так как при рафинировании волокна становятся более гибкими, что ведет к увеличению потенциальной возможности контактирования волокон между собой во время сушки. С другой стороны, добавки, увеличивающие прочность в сухом состоянии, увеличивают прочность возможных узлов скрепления без увеличения количества узлов скрепления. Такое полотно изначально обладает большей гибкостью даже до стадии крепирования на ткани в процессе крепирования на ткани. Введение рыхлящего химического вещества в часть древесины твердых пород является желательным, так как эти волокна древесины твердых пород обладают меньшей предрасположенностью к соединению друг с другом, но сохраняют способность к прикреплению к сетке волокон древесины мягких пород, т.е. за их счет главным образом обеспечивают рабочую прочность при растяжении бумаги. В некоторых случаях можно также добавлять вещества, временно придающие прочность в мокром состоянии, совместно с волокнами древесины мягких пород и древесины твердых пород для улучшения восприятия веществ, придающих прочность в мокром состоянии, без принесения в жертву вымываемости или безопасности резервуара с септиком.
Крепирование на ткани
Благодаря этой стадии процесса главным образом обеспечивают необычные и желательные свойства тонкого полотна. Увеличение степени крепирования на ткани ведет к увеличению толщины и уменьшению прочности при растяжении. Кроме того, крепирование на ткани ведет к изменению относительной прочности при растяжении базовых полотен и обеспечению возможности получения полотен с одинаковой прочностью при растяжении в продольном и поперечном направлениях или полотен с меньшей прочностью при растяжении в продольном направлении, чем в поперечном направлении. Однако желательно, чтобы тонкая бумага обладала одинаковой прочностью при растяжении в двух направлениях, так как наибольшее количество изделий используют независимо от направления полотна. Например, на «протыкание» тонкой бумаги оказывает влияние эта относительная прочность при растяжении совместно с тем фактом, что, благодаря крепированию на ткани, повышается относительное удлинение в поперечном направлении, особенно при меньших значениях отношения прочностей в продольном и поперечном направлениях, в сравнении с обычной технологией. При других технологиях сложно проводить процесс обработки волокнистого слоя, обладающего одинаковой прочностью при растяжении в обоих направлениях, на высокоскоростном технологическом оборудовании из-за предрасположенности к надрыву, начинающемуся с края и имеющему тенденцию к распространению в поперечном направлении полотна, вызывающему обрыв. В противоположность обычным продуктам, крепированные на ткани полотна с одинаковой относительной прочностью при растяжении, изготовленные согласно изобретению, сохраняют тенденцию к надрыву в продольном направлении, таким образом, выказывая тенденцию к самовосстановлению, если происходит краевой надрыв и начинает распространяться в полотне. Это неожиданное и необычное свойство совместно с сопротивлением растяжению, заложенными в полотне на этой стадии, которое предполагается вытягивать, позволяет проводить эффективные, высокоскоростные операции при относительной прочности при растяжении, равной или меньшей единицы. Кроме того, благодаря этим же свойствам достигают четкого отрыва вдоль перфораций в готовом изделии. Уровни степени крепирования на ткани тонкой бумаги находятся в пределах от около 30% до около 60%. Хотя возможны и более высокие уровни, в этих пределах возможно достижение широкого ряда уровней качества без изменения производительности бумагоделательной машины.
Ткани
Структура ткани является явно выраженным аспектом предложенного способа. Но прочие параметры ткани следуют по их важности позади размера и глубины впадин, образованных при ткачестве. Их форма и расположение также очень важны. Диаметры нитей, из которых изготовлена ткань, также важны. Например, размером перегиба этих нитей у ведущего края впадины, в которую надлежит крепировать полотно, определяют параметры степени крепирования на ткани и плотность, при которой появятся отверстия в полотне. Проблема, особенно касающаяся сортов тонкой бумаги, заключается в том, чтобы сделать эти впадины как можно более глубокими с использованием нитей по возможности самых малых диаметров, таким образом, обеспечивая возможность достижения больших степеней крепирования на ткани, в результате чего достигать больших толщин полотен при заданном соотношении. Очевидно, что структуру ткани требуется изменять в зависимости от плотности полотна, которое предполагают изготавливать. Например, двухслойную туалетную бумагу очень высокого качества, обладающую высокой прочностью, большой толщиной и мягкостью, можно изготавливать на ткани модели 44M. Ткань модели 44G также можно использовать для изготовления более тяжелого (до 2 раз) однослойного полотна с очень хорошими результатами. Другой отличительной особенностью структуры ткани является то, что посредством ее выполняют рисунок в полотне. Посредством некоторых структур тканей можно выполнять очень заметный рисунок, тогда как посредством других можно вырабатывать рисунок, который, кажется, исчезает на фоне полотна. Часто потребители желают, чтобы на полотне был виден тисненый рисунок при переработке, и в этих случаях может быть более желательным на полотне рисунок меньших размеров. Некоторые сорта бумаги можно изготавливать без тиснения, и поэтому более отчетливый рисунок, выполненный на стадии крепирования на ткани, способствует приданию «великолепного» внешнего вида полотну. Потребители склонны считать обыкновенные полотна продукцией более низкого качества и более низкой стоимости.
Крепирование
Так как в типичном процессе крепирования на ткани согласно изобретению полотно переносят в сушильную машину «Янки» для окончательной сушки, полотно можно (и обычно это выполняют) крепировать на выходе из этой сушильной машины для дополнительного повышения его мягкости. Достоинства тонкой бумаги во многом определяются стадией крепирования, посредством которой увеличивают толщину и мягкость полотна. Этому особенно способствует гладкая поверхность полотна со стороны, обращенной к рабочему органу сушильной машины «Янки». Кроме того, так как степень крепирования на накате и степень крепирования на ткани можно варьировать независимо от производительности (от скорости намотки на накате), имеет место значительная широта возможностей изменения свойств готового полотна. Увеличение отношения степени крепирования на накате к степени крепирования на ткани ведет к уменьшению разницы свойств с двух сторон бумаги (двусторонности), так как вносится меньшая степень крепирования на ткани для изменения уровня относительного удлинения в продольном направлении. В бумаге меньше образуется заметных «бровеобразных» структур, которые могут вызывать двусторонность. Кроме того, увеличение этого отношения также ведет к увеличению непрозрачности и восприятия полотна как более толстого при такой же толщине (определенной измерением). Часто желательно поддерживать приемлемое соотношение (скажем, 25-50% крепирования на накате к 50-75% крепирования на ткани) для улучшения восприятия потребителями этих «неосязаемых» свойств, связанных с визуально воспринимаемым внешним видом полотна.
Каландрирование
По всем расчетам, чем в большей степени производят каландрирование, тем лучше, до тех пределов, пока сохраняется приемлемый уровень толщины полотна для последующих преобразований. При слишком малых толщинах требуется слишком большая степень тиснения, что в дальнейшем ведет к общему нарушению качества. Таким образом, одна стратегия получения качественной туалетной бумаги заключается в использовании самой грубой ткани без формования отверстий в полотне со снижением уровня крепирования на ткани таким образом, чтобы большая часть относительного удлинения в продольном направлении обеспечивалась за счет доли крепирования на накате и чтобы все еще оставалась достаточная толщина до каландрирования, чтобы можно было, по меньшей мере, приблизительно на 20-40% уменьшить эту толщину во время стадии каландрирования. При таких уровнях каландрирования имеет место тенденция к уменьшению разницы свойств с двух сторон (разносторонности) полотен. В альтернативном варианте исполнения качественное полотно можно изготавливать, используя более тонкую ткань, но при меньшем отношении степени крепирирования на накате к степени крепирования на ткани. Так как при использовании более тонкой ткани образуются возвышения меньшего размера, и можно производить большее крепирование на ткани для получения желаемой толщины без чрезмерного увеличения разносторонности. В большинстве случаев достигают снижения разносторонности. При этом сценарии отношение степени крепирования на накате к степени крепирования на ткани может составлять не более приблизительно 5-10%. Степень каландрирования может быть повышена до максимума для достижения желаемой мягкости. Этот способ желателен, когда используют относительно прочные волокна, так как при крепировании на ткани сильно снижается прочность при растяжении, и когда благодаря структуре ткани достигается двусторонность полотна меньше среднего значения.
Продукция в виде полотенец
Продукция в виде полотенец ведет себя в процессе обработки сходным образом с тонкой бумагой при различных параметрах. Однако во многих случаях при обработке продукции в виде полотенец выполняются те же параметры, но в противоположном направлении, тогда как некоторые параметры - в том же самом направлении. Например, желательно, чтобы оба эти вида изделий имели достаточную толщину, так как толщина непосредственно связана с мягкостью тонкой бумаги и абсорбционной способностью полотенец. В последующем описании рассмотрены только те параметры, в которых наблюдаются отличия от соответствующих параметров тонкой бумаги.
Волокна
Полотенца при их использовании должны обладать функциональной прочностью, что обычно означает - прочностью при увлажнении. Для достижения этих требуемых значений прочности при растяжении используют длинные волокна древесины мягких пород в пропорциях, противоположных тем, которые используют в тонкой бумаге. Обычно используют 70-90% волокна древесины мягких пород. Можно применять рафинирование, но при этом наблюдается тенденция к такому сильному забиванию полотна, что при последующем крепировании на ткани невозможно «разрыхлить» структуру. Это приводит к более медленной абсорбции и меньшим объемам абсорбированной жидкости. В отличие от тонкой бумаги в полотне для полотенец можно использовать мелкие обломки волокон, благодаря чему не используется слишком много волокна древесины твердых пород, так как при этом опять-таки имеет место тенденция к забиванию структуры полотна, а также к снижению его прочности при растяжении.
Химические вещества
Неожиданно оказалось, что при изготовлении полотна для полотенец можно также использовать разрыхлители. Но их применение следует осуществлять благоразумно. Аналогично этому рафинирование волокна следует производить на более низких уровнях для сохранения рыхлой структуры полотна и его способности к быстрой абсорбции. Таким образом, химические вещества для повышения прочности добавляют в принятом порядке. Конечно, химические вещества, придающие прочность в мокром состоянии, следует добавлять для предотвращения разрывов при использовании. Но для достижения более высоких уровней прочности при растяжении в мокром состоянии, отношение прочности при растяжении в мокром состоянии к прочности при растяжении в сухом состоянии следует повысить до максимума. Если прочность при растяжении становится слишком большой, то полотно для полотенец становится слишком «бумагоподобным», потребители считают его изделием низкого качества. Таким образом, химические вещества, придающие прочность в мокром состоянии, и карбоксиметилцеллюлозу (CMC) добавляют для увеличения отношения прочности при растяжении в мокром состоянии к прочности при растяжении в сухом состоянии в количествах, начиная с типичных 25% вплоть до желательного диапазона 30-35%. Кроме того, для изготовления более мягкого полотна и, следовательно, воспринимаемого потребителями как более высококачественное, может быть добавлен разрыхлитель, с помощью которого предпочтительно снижают значение прочности при растяжении в сухом состоянии в поперечном направлении относительно прочности при растяжении в мокром состоянии. Разрыхлители и умягчители можно также наносить распылением на полотно после его сушки для дополнительного улучшения его свойств на ощупь.
Крепирование на ткани
Увеличение степени крепирования на ткани прямо ведет к повышению абсорбционной способности. Таким образом, желательно повышение до максимума степени крепирования на ткани. Однако при увеличении степени крепирования на ткани также снижается прочность при растяжении, следовательно, необходимо поддерживать равновесие между этими параметрами. Полотна для полотенец иногда не могут обладать высокими уровнями относительного удлинения в продольном направлении из-за типа используемого устройства для расхода полотенец. В этих случаях степень крепирования на ткани следует также ограничивать. Таким образом, для полотенец требуется, в общем, применение ткани более грубой структуры, чем при крепировании тонкой бумаги. Кроме того, так как эти полотна в мокром состоянии обычно обладают значительной прочностью в мокром состоянии, их может быть более сложно формовать при той же сухости, что и полотна тонкой бумаги.
Ткани
В общем, для изготовления полотенец желательно использовать грубые ткани. Двухслойные полотна для полотенец обычно изготавливают с достижением хороших результатов на тканях марок 44G или 36G или на грубых тканях, хотя хорошие результаты могут быть получены при применении более тонких тканей, особенно если степень крепирования на ткани увеличивают. Для изготовления однослойных полотен часто требуются даже еще более грубые ткани и другая технология для получения приемлемого полотна. Наличие более длинного волокна в полотнах и большая прочность полотна позволяют использовать эти ткани и осуществлять более высокую степень крепирования на ткани до появления отверстий в полотнах.
Крепирование
Полотна для полотенец подвергают очень малой степени крепирования. Крепированием надлежит увеличивать толщину, но это нужно выполнять так же, как в случае обычного прессования в мокром состоянии (ОПМС) полотен. Эта толщина исчезает при смачивании, и полотно расширяется. С толщиной, достигнутой в результате крепирования на ткани, происходит то же, что и с сухой губкой при намокании. Полотно расширяется в направлении оси Z и может усаживаться в продольном и поперечном направлениях. Такое поведение в существенной степени способствует восприимчивой абсорбционной способности полотенец и делает их схожими по внешнему виду с полотенцами, полученными с применением сушки с прососом воздуха (СПВ). Во многих случаях использование зубчатых шаберов согласно технологии Taurus совместно с процессом крепирования на ткани способствует улучшению абсорбционной способности, увеличению толщины и мягкости полотна для полотенец. Жесткость в поперечном направлении снижается, тогда как относительное удлинение в поперечном направлении увеличивается. Чем большую толщину достигают на шабере, тем большая степень каландрирования становится возможной и, следовательно, достижение большей гладкости полотна. В некоторых случаях желательно отводить полотно от рабочей поверхности сушильной машины «Янки» без крепирования. Это может быть в случае изготовления полотенец для вытирания рук в общественных туалетах, где мягкость менее важна, чем намотка большего количества полотна в рулончик. См. патент США № 6187137, зарегистрированный на имя Druecke и др., а также находящиеся одновременно на рассмотрении Заявки на патенты США, зарегистрированные одновременно с настоящей заявкой.
Каландрирование
Каландрированием полотен для полотенец достигают двух основных целей. Во-первых, при каландрировании разглаживают полотна и улучшают их восприятие на ощупь. Во-вторых, «разрушают» возвышения, образованные под воздействием ткани, сообщая полотну большую глубину на ощупь в направлении оси Z и часто улучшая абсорбционную способность при заданной толщине.
Перечень данных, полученных при испытаниях тонкой бумаги
Для изготовления однослойной туалетной бумаги для розничной продажи и коммерческой реализации использовали некоторое оборудование бумагоделательных машин и оборудование для тиснения рисунков. В число переменных параметров входили: степень крепирования на ткани (%), степень крепирования на накате (%), уровень добавления умягчителя, тип умягчителя, место внесения умягчителя, тип волокна, соотношение количества волокна древесины твердых пород (ТД) и волокна древесины мягких пород (МД), давление при каландрировании, каландрирование обрезиненными и стальными валами, вид крепирующей ткани, отношение прочности при растяжении в продольном и поперечном направлениях и химические вещества, наносимые на рабочую поверхность сушильной машины «Янки». Тисненые рисунки включали: «Два сердечка» согластно патенту США '819, «M3»; «Бабочки и вихри»; «Бабочки и вихри с микро» и «Мозаичный цветок ирис». Прототип самой лучшей коммерческой однослойой тонкой бумаги (ТБ), содержавшей 40% волокна северных пород твердой древесины (ВСПТД) и 60% вторичного волокна, при плотности 20 фунтов и СГПР 450, достиг оценки мягкости на ощупь 17,5 балла. При определении свойств прототипа самой лучшей однослойной туалетной бумаги (BRT) для розничной продажи, содержавшей 80% волокна южных пород твердой древесины (ТД) и 20% волокна южных пород мягкой древесины (МД), при плотности 20,5 фунтов и СГПР = 450, достигли оценки мягкости на ощупь 16,9 балла.
Цели исследований включали определение: требований к процессу при изготовлении однослойной туалетной бумаги для розничной продажи с мягкостью на ощупь 17,0 баллов, при использовании волокна южных пород ТД и МД; требований к процессу при изготовлении однослойной коммерческой тонкой бумаги с мягкостью на ощупь 17,0 баллов, при использовании волокна ТД и вторичного волокна; влияния волокна и других переменных параметров процесса на мягкость на ощупь и физические свойства полотен.
Коммерческая однослойная туалетная бумага с целевой мягкостью на ощупь 17,0 баллов была получена при плотности 20 фунтов. Испытания потребительских свойств показали влияние пониженной плотности на приятие потребителями этой продукции.
При использовании волокна южных пород ТД и МД для изготовления однослойной туалетной бумаги для розничной продажи, при плотности 21,4 фунт/3000 кв. фут, самая большая мягкость на ощупь, достигнутая при СГПР = 450, составляла 16,9 балла.
При использовании волокна южных пород ТД и МД для изготовления однослойной туалетной бумаги для розничной продажи, при плотности 20,5 фунт/3000 кв. фут, самая большая мягкость на ощупь, достигнутая при СГПР = 450, составляла 16,9 балла.
При использовании 40% волокна древесины ТП и 60% вторичного волока (ВтВ) для изготовления однослойной коммерчески реализуемой тонкой бумаги при плотности 20,2 фунт/3000 кв. фут, самая большая мягкость на ощупь, достигнутая при СГПР = 450, составляла 17,5 балла. Во всей работе, результаты которой здесь приведены, средняя мягкость на ощупь составляла 16,9 балла. При использовании 100% вторичного волокна (ВтВ) для изготовления однослойной коммерчески реализуемой тонкой бумаги PS при плотности 22,1 фунт/3000 кв. фут, самая большая мягкость на ощупь, достигнутая при СГПР = 450, составляла 16,4 балла.
При использовании волокна ТД Aracruz и МД Marathon для изготовления однослойной тонкой бумаги для розничной продажи при плотности 19,8 фунт/3000 кв. фут самая большая мягкость на ощупь, достигнутая при СГПР = 450, составляла 18,3 балла. Во всей работе, результаты которой здесь приведены, средняя мягкость на ощупь составляла 18,0 баллов.
В результате каландрирования стальными валами (сталь/сталь) были достигнуты более значительное уменьшение толщины при эквивалентном давлении и более высокая мягкость на ощупь, чем при каландрировании обрезиненным валом и стальным валом (резина/сталь).
Увеличение давления при каландрировании проявлялось в увеличении мягкости на ощупь, но каландрирование при давлениях более 65 фунт/п. дюйм может привести к уменьшению мягкости при использовании первичного волокна ТД и вторичного волокна. При использовании волокна ТД и МД давление в 80 фунт/п. дюйм может быть верхним пределом.
При постоянной степени крепирования на производственной линии увеличение степени крепирования на ткани приводит к увеличению относительного удлинения в поперечном направлении и к уменьшению модуля разрыва. Однако на мягкость на ощупь готовой продукции этот параметр не оказывает влияния при постоянном значении СГПР.
При постоянной степени крепирования на производственной линии варьирование степени крепирования на ткани по отношению к степени крепирования на накате не оказывает влияния на мягкость на ощупь.
Типы использовавшихся в данном исследовании крепирующих тканей оказывали влияние на толщину базового полотна, но не оказывали значительного влияния на мягкость на ощупь. При использовании ткани с крупной сетчатой структурой получали базовое полотно большей толщины, что позволяло производить каландрирование в большей степени.
Однослойная туалетная бумага с отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, равным 1,0 (прочность при растяжении в продольном направлении равна прочности при растяжении в поперечном направлении), была эквивалентна по мягкости на ощупь однослойной туалетной бумаге с обычным соотношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим 1,8 (с более высокой прочностью при растяжении в продольном направлении). В этом случае мягкость зависела от СГПР. Но не от прочности или модуля в поперечном направлении.
Влияние состава композиции
Волокнистые смеси, представленные в Таблицах 3 и 4, перерабатывали при одинаковых условиях процесса и изготавливали однослойную туалетную бумагу. Определяли мягкость на ощупь и регулировали процесс так, чтобы обеспечить значение СГПР, равное 450, используя значения прочность-мягкость из Приложения согласно формуле: (мягкость на ощупь) + ((450-СГПР) × (-0,0035)). При использовании композиции из эвкалиптового волокна и волокна из МД Marathon получали значительно более мягкую бумагу, чем в других случаях. Композицию из волокон южных пород ТД и МД в настоящее время используют для изготовления двухслойной тонкой бумаги для розничной продажи. Эту композицию в настоящее время используют в разработке прототипов однослойной туалетной бумаги PM № 2. Заменяя волокно южных пород МД волокном Marathon, несколько повышают мягкость (см. Табл. 1). В настоящее время оценка 16,9 балла является самым высоким показателем мягкости на ощупь, достигнутым при СГПР, равном 450 (см. Табл. 2). Среднее значение по всей работе, где использовали только волокно южных пород древесины, составляло 16,4 балла. Достижение оценки мягкости на ощупь в 17,0 баллов при СГПР, равном 450, представляет значительную техническую проблему. В результате осуществления процесса крепирования на ткани согласно изобретению получается полотно с очень малым значением модуля, приемлемое для туалетной бумаги для розничной продажи или реализуемой коммерчески. Однако, так как полотно прикрепляют к рабочему органу сушильной машины «Янки» посредством ткани, имеет место малая зона контакта на рабочем органе сушильной машины. Во время осуществления процесса крепирования в сушильной машине «Янки» происходит меньшее сглаживание поверхности полотна в сравнении с обычным прикреплением к рабочему органу сушильной машины «Янки» посредством ткани. В результате этого получается фланелеподобное туше в сравнении с шелковистым туше при обычном крепировании. Полотно со стороны, обращенной к окружающей атмосфере, как и при обычном прессовании в мокром состоянии, менее гладкое, чем со стороны, обращенной к рабочему органу сушильной машины. В однослойном продукте сторона, обращенная к окружающей атмосфере, вносит определенный вклад в общую мягкость, так как ее невозможно спрятать внутрь, как в двухслойном продукте. Результатом такого сочетания является более низкая оценка мягкости на ощупь. Современный подход к повышению мягкости заключается в наращивании толщины с помощью относительно грубой крепирующей ткани, добавлении умягчителя и каландрировании с «большим» давлением для глажения полотна и уменьшения двусторонности. Композиция для изготовления тонкой бумаги (коммерческой реализации), для однослойной туалетной бумаги, содержит 40% волкна северных пород ТД и 60% вторичного волокна. В таблице 3 в качестве вторичного волокна представлен лист влажной массы вторичного волокна предприятия Fox River. Вторичное волокно является восстановленным волокном высокой белизны. Только в небольшом числе точек мягкость на ощупь, равная 17,5 балла, является наилучшим результатом в настоящее время. Среднее значение до сих пор равно 16,9 балла. Здесь целевая оценка мягкости на ощупь в 17,0 баллов является менее проблематичной. Все данные в таблицах, приведенных ниже, относятся к базовому полотну из смеси волокон. Волокно из ТД и МД обычно готовят в отдельных разбивателях целлюлозы и подают из различных баков для пульпы. Волокно обычно смешивают насосами-вентиляторами, создавая гомогенную смесь волокон.
Каландрирование обрезиненным и стальным валами
Для уменьшения двусторонности однослойной туалетной бумаги были проведены сравнительные испытания по каландрированию с применением обрезиненного вала и обычного стального вала каландра из обычной пары стальных валов каландра. Обрезиненный вал был установлен со стороны полотна, обращенной к рабочему органу сушильной машины. В Таблицах 5-7, представленных ниже, показано влияние давления при каландрировании на толщину базового полотна с использованием обрезиненных валов с резиновым покрытием различной твердости. При использовании обоих обрезиненных валов были достигнуты одинаковые уровни уменьшения толщины при эквивалентных давлениях во время каландрирования. При использовании пары стальных валов были достигнуты значительно большие уровни уменьшения толщины при эквивалентных давлениях во время каландрирования, как это показано в таблице ниже. Вал с твердостью 56 по Pusey и Jones (P+J), который тверже вала с твердостью (номинальной) 80 по (P+J), должен был бы обеспечивать большее уменьшение толщины при эквивалентном давлении. Вал с твердостью (номинальной) 80 по (P+J) раньше использовали в работе, и его действительная твердость по замерам составляла 70 единиц по (P+J). Толщина его покрытия составляла 5/8 дюйма, в сравнении с толщиной в 1 дюйм вала с твердостью 56 по (P+J). Вычисленная ширина зоны контакта вала с твердостью 70 по (P+J) с толщиной покрытия 5/8 дюйма была несколько меньше, чем у вала с твердостью 56 по (P+J) с толщиной покрытия 1 дюйм. Этим объясняется большая степень уменьшения толщины, имевшая место при использовании вала «80 по (P+J)».
*Плотность базового полотна 21 фунт
*Плотность базового полотна 23 фунта.
*Плотность базового полотна 23 фунта.
С увеличением давления при каландрировании двусторонность значительно снижается при использовании всех типов валов каландра. Однако полотна, подвергнутые каландрированию обрезиненным и стальным валами, не были столь же мягкими на ощупь, как базовые полотна после каландрирования парой стальных валов. На Фиг.9 показано, что при заданном значении СГПР мягкость на ощупь базовых полотен получается приблизительно на 0,4 балла более высокой после каландрирования парой стальных валов.
Некоторые базовые полотна каландрировали при различных давлениях, используя пару стальных валов. Каландр расположен перед накатом бумагоделательной машины. Эти базовые полотна затем подвергали тиснению во время преобразования в однослойную туалетную бумагу. В таблице, представленной ниже, показано, что давление при каландрировании оказывало небольшое влияние на мягкость на ощупь полотен, содержавших высококачественное волокно, т.е. волокно эвкалиптовой ТД и волокно Marathon МД. Мягкость полотен, содержавших волокно северных пород ТД и вторичное волокно с предприятия Fox River, повышалась при давлении 65 фунт/п. дюйм при каландрировании, но уменьшалась, когда давление при каландрировании было увеличено до 80 фунт/п. дюйм. Мягкость полотен из волокна южных пород древесины несколько увеличивалась с повышением давления при каландрировании. Использование переменных условий обработки и различных рисунков тиснения осложняло количественную оценку влияния каландрирования на мягкость. Однако, очевидно, что некоторое каландрирование приводит к повышению мягкости, но слишком сильное каландрирование приводит к снижению мягкости.
Сравнительные испытания по нанесению распылением умягчителя
Были проведены сравнительные испытания спреев-умягчителей Hercules D1152, TQ456 и TQ236, которые наносили распылением на сторону полотна, обращенную к окружающей атмосфере. В таблице, расположенной ниже, представлены результаты испытаний. При подрегулировании к заданному значению СГПР не наблюдали различий в мягкости при использовании умягчителей. Испытывали также Hercules M-5118 в качестве спрея-умягчителя. Этот состав представлял собой полипропиленгликолевый простой эфир, как известно в данной области. Однако при его напылении на поверхность полотна, обращенную к окружающей атмосфере, с расходом 2 фунта/т, когда полотно находилось на сушильном цилиндре диаметром 4 фута (передающий цилиндр, Фиг.3), полотно не прилипало к крепирующей ткани. Когда распыление производили по поверхности полотна, обращенной к рабочему органу сушильной машины, или по поверхности сукна перед отсасывающим поворотным валом (ОПВ), или по поверхности крепирующей ткани перед отсасывающим валом (ОПВ) пресса, полотно не приклеивалось к цилиндру сушильной машины диаметром 4 фута или к рабочему органу сушильной машины «Янки», соответственно. При использовании других умягчителей не было проблем с прилипанием, и они не оказывали пагубного влияния на покрытие сушильной машины «Янки» при расходе 2 фунта/т. Однако при расходе 4 фунта/т и более все составы приводили к нестабильности покрытий сушильной машины «Янки». Результаты испытаний представлены в Таблице 8.
Сравнительные испытания по определению влияния внесения умягчителя на мокром конце процесса
Добавление умягчителей на мокром конце процесса в густую волокнистую массу (обычно в волокно ТД) при расходе на уровне до 16 фунт/т было возможно без проявления нестабильности покрытия сушильной машины «Янки». В таблице, расположенной ниже, представлены результаты сравнительных испытаний составов Hercules TQ236, TQ456, D1152 и Clearwater CS359. Все испытания проводили при одинаковых условиях. Давление между валами каландра сталь/сталь составляло 50 фунт/п. дюйм. Рисунок тиснения согласно патенту США № 6827819 использовали для преобразования. При эквивалентных расходах и значениях СГПР действие всех умягчителей было одинаковым. В случае, когда степень рафинирования повышали для компенсации увеличения количества умягчителя, который действовал как разрыхлитель, увеличения мягкости не наблюдали. В этом случае рафинировали только волокно южных пород МД и умягчитель добавляли только в волокно южных пород ТД. Это были испытания, направленные на проверку теории использования «малого количества, но прочных узлов скрепления». Благодаря рафинированию только МД для повышения прочности можно было теоретически добавлять большее количество умягчителя в волокно ТД для повышения мягкости. Рафинирование только МД (20% композиции полотна) не приводило в результате к получению более мягкого полотна. Хотя это не было подтверждено Sensory Panel, состав D1152 был выбран в качестве умягчителя главным образом на основании субъективных оценок мягкости. Результаты приведены в Таблице 9.
Влияние тисненого рисунка
Использовали различные тисненые рисунки для определения того, взаимодействует ли конкретный рисунок с базовым полотном, крепированным на ткани, вызывая повышение мягкости. Последние исследования показали, что большее число тисненых рисунков не улучшает мягкость базового полотна, а приводит к понижению прочности. В большем числе случаев условия проведения процесса были одинаковыми, но не постоянными, для выполнения последующих сравнений. Однако они были достаточно схожими для определения того, происходило ли значительное повышение мягкости. В таблицах, приведенных ниже, показано, что нельзя отнести на счет какого-либо из испытывавшихся рисунков значительное улучшение мягкости. Рисунки «Два сердечка» «819» (согласно патенту США № 6827819) и «Бабочки и вихри», очевидно, придавали одинаковую мягкость на ощупь. См. Таблицы 10-13, приведенные ниже. Можно оценочно сказать, что рисунок «Мозаичный цветок ирис” придавал большую мягкость на ощупь, чем рисунок «Бабочки и вихри с микро». На основании этих ограниченных данных не рекомендуется использовать рисунок «Бабочки и вихри с микро» для базового полотна, крепированного на ткани. Тисненые рисунки «M3» и «Мозаичный цветок ирис» придают одинаковую мягкость, и их следует рассматривать как эквивалентные представленным в Таблице 10 при постоянных составах композиции и значениях СГПР.
Волокно южных пород ТД/волокно южных пород МД
40% волокна северных пород ТД/60% вторичного волокна (ВтВ) предприятия Fox River
40% волокна эвкалиптовых пород ТД/60% вторичного волокна (ВтВ) предприятия Fox River
Волокно эвкалиптовых пород ТД/волокно Marathon МД
Зависимость между степенью крепирования на ткани и
степенью крепрования на накате
Базовое полотно изготавливали при постоянной степени крепирования на всей линии, но с широким диапазоном степени крепирования на ткани. Крепирование на всей линии, или суммарное крепирование, вычисляют путем деления скорости передающего цилиндра (являющейся также приблизительно скоростью формования) на скорость наката. Из этой величины вычитают 1. Полученную величину умножают на 100 и получают результат, выраженный в процентах. Для определения степени крепирования на ткани, скорость передающего цилиндра делят на скорость рабочего органа сушильной машины «Янки», так как эта скорость таже является скоростью крепирующей ткани, а затем вычитают 1 и полученную величину умножают на 100. Для определения степени крепирования на накате скорость рабочего органа сушильной машины «Янки» делят на скорость наката и затем вычитают 1 и полученную величину умножают на 100. В общем, скорость передающего цилиндра и скорость наката поддерживали постоянными, а скорость рабочего органа сушильной машины «Янки» варьировали для получения различных соотношений степеней крепрования на ткани и на накате. Данные испытаний базового полотна показывают, что самое высокое значение относительного удлинения в продольном направлении имело место при самой высокой степени крепрования на накате. Самое низкое значение геометрического среднего (ГС) значения модуля разрыва и самое высокое значение относительного удлинения в поперечном направлении имели место при самой высокой степени крепирования на ткани. Не наблюдали проблем с обработкой на линии ни с одним из полотен. Переменные параметры процесса, за исключением скорости сушильной машины «Янки» и добавления покрытия в сушильную машину «Янки», количество которого было увеличено в Примере 56, поддерживали постоянными. По физическим свойствам полотна были в значительной степени сходными в предельном диапазоне осуществленных соотношений степеней крепрования на ткани и на накате. Результаты сведены в Таблицу 14. В этих испытаниях передающим цилиндром был сушильный цилиндр диаметром 4 фута.
Все полотна были переработаны в рулончики готовой однослойной туалетной бумаги, в которой либо не было тисненого рисунка, либо рисунок был таким, который описан в патенте США № 6827819. Физические показатели, представленные в Таблицах 15 и 16 ниже, были очень схожими с показателями базового полотна, приведенными выше. Полотна, крепированные только на ткани и не крепрованные на накате (Пример 57), обладали значительно большим относительным удлинением в поперечном направлении и меньшим модулем разрыва в поперечном направлении. Среднее геометрическое значение модуля разрыва было направленно меньшее. Однако оценки мягкости на ощупь не указывали на улучшение мягкости какого-либо из полотен.
Влияние крепирующей ткани
Использовали крепирующие ткани различных структур для изготовления базовых полотен для преобразования в однослойную туалетную бумагу. В Таблице 17, представленной ниже, приведены показатели базовых полотен, полученных при одинаковых условиях процесса. В строке «Тип крепирующей ткани» указаны плотности мононитей по основе и утку, например 42х31. Сначала указана плотность по основе (плотность продольных нитей). Сокращениями MD (ПрН) и CD (ПН) указан наиболее длинный перегиб на стороне ткани, обращенной к полотну. Буквами M, G и B обозначены типы переплетений. Самая большая толщина, без каландрирования, была достигнута при использовании ткани с плотностью 56х25. Это позволяло производить более сильное каландрирование, при котором все же получались рулон желаемого диаметра и плотность переработанного продукта. Более высокие уровни каландрирования должны были уменьшить двусторонность и могли привести к увеличению мягкости.
При преобразовании с использованием рисунка согласно патенту США № 6827819, использовании ткани 56х25G и при давлении в каландрах 80 фунт/п. дюйм получали полотна с направленно более высокой мягкостью на ощупь.
Влияние отношения прочностей при растяжении в продольном и поперечном направлениях
С помощью процесса крепирования на ткани можно легко регулировать отношение прочностей при растяжении в продольном и поперечном направлениях в более широких пределах, чем при обычном мокром прессовании и при сушке с прососом воздуха (СПВ). Отношения 4,0-0,4 достигались без приближения параметров процесса к их предельным значениям. Обычно требуется, чтобы прочность при растяжении тонкой бумаги в продольном направлении была выше, чем в поперечном направлении для повышения до максимума процесса формования. Для обеспечения максимальной мягкости прочность при растяжении в поперечном направлении поддерживали на возможно более низком уровне. Это вело к увеличению риска повреждения при использовании у потребителей. Если бы можно было прочность при растяжении в поперечном направлении повысить, а прочность при растяжении в продольном направлении снизить, то СГПР бы оставалось постоянным. Таким образом, при эквивалентной суммарной прочности меньше возможность повреждения. В таблице, приведенной ниже, представлены показатели однослойной готовой туалетной бумаги, полученные в ходе двух отдельных испытаний, в которых варьировали отношение прочностей при растяжении в продольном и поперечном направлениях. Показатели сравнительных примеров 90, 89, 107 и 108 приведены в Таблице 18. При снижении отношения прочностей при растяжении в продольном и поперечном направлениях увеличивались модуль в поперечном направлении и среднее геометрическое значение модуля. Однако на мягкость на ощупь это не оказывало значительного влияния, когда в учет принимали СГПР. Прочность в поперечном направлении повысили приблизительно на 100 г на полоску шириной 3 дюйма. Это должно было привести к значительному снижению риска повреждения при использовании. Растяжимость базового полотна могла бы способствовать предотвращению разрывов из-за малой прочности. Для высокоскоростных коммерческих операций, возможно, требуется изменение перфорирующего лезвия для приспособления к малой прочности и большого относительного удлинения.
Влияние содержания волокна южных пород ТД
Влияние содержания волокна южных пород ТД на мягкость на ощупь показано в Таблице 19. Повышения мягкости при содержании волокна ТД около 75% не наблюдали. В обоих случаях мягкость была заметно ниже целевого значения 17,0 баллов. Производили каландрирование обрезиненным валом с твердостью 80 по (P+J) в паре со стальным валом.
Влияние распыления умягчителя на степень
крепирования на ткани
Переменные параметры процесса изменяли для определения факторов, если они существуют, которые способствовали бы получению готового продукта с мягкостью на ощупь 17,0 баллов, используя волокно южных пород ТД и МД. В одном таком сравнительном испытании использовали базовое полотно без распыленного умягчителя с высокой степенью крепирования на ткани для регулирования прочности и с низкой степенью крепирования на ткани с использованием распыления умягчителя для регулирования прочности. В Таблице 20 показано, что мягкость была одинаковой при подрегулировании к определенному значению СГПР. В обоих случаях мягкость была заметно ниже целевого значения 17,0 баллов. Производили каландрирование обрезиненным валом с твердостью 80 по (P+J) в паре со стальным валом.
Влияние разрежения в формующем ящике
Формующий ящик был расположен на крепирующей ткани между крепирующим валом и жестким валом пресса. Содержание твердого вещества в полотне составляло обычно в пределах 38-44% в этой точке. Влияние разрежения на толщину полотна показано в таблице. Наблюдали увеличение почти на 8 мил толщины 8-слойного полотна при разрежении в формующем ящике 21 дюйм ртутного столба. Это увеличение составляло около 14%. Оба рулона каландрировали парой стальных валов при давлении 50 фунт/п. дюйм. Увеличение толщины зависело от плотности переплетения полотна ткани и от степени создаваемого разрежения. На другие свойства полотна это не оказывало значительного влияния. Применение формующего ящика оказывало влияние на процесс сушки. При отсутствии значительного изменения температуры в камере сушильной машины «Янки» влажность полотна после сушильной машины «Янки» увеличивалась на 2,66-3,65%. Под действием разрежения полотно глубже внедрялось в крепирующую ткань и таким образом было меньше контакта с рабочим органом сушильной машины «Янки» и требовалась большая степень сушки для поддержания влажности полотна. См. Таблицу 21. В данном случае температуру в камере сушильной машины «Янки» не регулировали.
Влияние влажности полотна,находящегося на крепирующей ткани,
на свойства базового полотна
Изменением переменных параметров процесса можно изменять влажность полотна, поступающего в зону процесса, занимаемую крепирующей тканью. На используемой бумагоделательной машине, оборудованной 120-мм башмачным прессом, при плотности полотна 22 фунта, можно варьировать содержание твердого вещества в пределах около 33-46%. При низком содержании твердого вещества разрежение в отсасывающем поворотном валу (ОПВ) снижали, давление прессового башмака снижали и температуру пара в сушильном цилиндре диаметром 4 фута снижали. Для высушивания этого полотна до влажности около 2% на накате, температуру пара и температуру в камере сушильной машины «Янки» требовалось повысить. Базовое полотно с низким содержанием твердого вещества обладало значением СГПР, которое было приблизительно на 270 г/3 дюйм. меньше, чем значение СГПР базового полотна с высоким содержанием твердого вещества. См. таблицу, представленную ниже. Это было, главным образом, из-за меньшего уплотнения, имевшего место при меньшем давлении прессового башмака. При крепировании на ткани происходит перераспределение волокна в большой степени, но, очевидно, невозможно полностью перестроить уплотнение, достигнутое при прессовании. Другие физические свойства, включая абсорбционную способность (по воде) (SAT), существенно не отличались, если принять во внимание отличия по прочности. Этот эксперимент следовало бы повторить при постоянных условиях прессования путем использования только разрежения и пара для изменения содержания твердого вещества в полотне. Однако, основываясь на этом эксперименте, предполагается, что не следует ожидать существенного влияния содержания твердого вещества в полотне на свойства базового полотна в пределах условий, принятых в данной работе. Воздействие при сушке является значительным, и следует обратить внимание на то, что было бы целесообразным расширить пределы содержания твердого вещества для исследования. Результаты сведены в Таблице 22.
Хотя изобретение описано со ссылками на некоторые примеры, возможность модификации этих примеров в пределах сущности и объема изобретения совершенно очевидна для специалистов в данной области. Принимая во внимание сказанное выше, существенные знания, накопленные в данной области, ссылки, включая ссылки на заявки, находящиеся одновременно на рассмотрении, оговоренные выше в разделе, касающемся аналогов, и в разделе «Подробное описание изобретения», сущности которых включены в настоящую заявку путем ссылки, предполагается, что нет необходимости в более подробном описании.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
| СПОСОБ КРЕПИРОВАНИЯ ПОСРЕДСТВОМ ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕЙ БУМАГИ | 2003 |
|
RU2329345C2 |
| САНИТАРНО-ГИГИЕНИЧЕСКАЯ БУМАГА, СОДЕРЖАЩАЯ ВОЛОКНИСТЫЕ ПОЛУФАБРИКАТЫ, ПРОИСХОДЯЩИЕ ИЗ МИСКАНТУСА, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2670867C9 |
| СПОСОБЫ ПОЛУЧЕНИЯ САЛФЕТОЧНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2464369C2 |
| КРЕПИРОВАННЫЙ ТКАНЬЮ ВПИТЫВАЮЩИЙ ЛИСТ С ПЕРЕМЕННЫМ ЛОКАЛЬНЫМ БАЗОВЫМ ВЕСОМ | 2007 |
|
RU2419546C2 |
| СПОСОБЫ ОЦЕНКИ ХАРАКТЕРИСТИК КРЕПИРУЮЩЕЙ АДГЕЗИВНОЙ ПЛЕНКИ И СПОСОБЫ МОДИФИЦИРОВАНИЯ КРЕПИРУЮЩЕЙ АДГЕЗИВНОЙ ПЛЕНКИ | 2013 |
|
RU2615640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИГИЕНИЧЕСКИХ БУМАЖНЫХ ИЗДЕЛИЙ ИЗ ГАЗЕТНОЙ МАКУЛАТУРЫ (ВАРИАНТЫ), ГИГИЕНИЧЕСКОЕ БУМАЖНОЕ ИЗДЕЛИЕ И ЦЕЛЛЮЛОЗНОЕ ВОЛОКНО ДЛЯ ИЗГОТОВЛЕНИЯ ГИГИЕНИЧЕСКИХ БУМАЖНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2127343C1 |
| МНОГОСЛОЙНАЯ ЛЕНТА ДЛЯ КРЕПИРОВАНИЯ И СТРУКТУРИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ОСНОВАННОГО НА ЦЕЛЛЮЛОЗЕ ПРОДУКТА | 2015 |
|
RU2687640C2 |
| Многослойная лента для крепирования и структурирования в процессе изготовления основанного на целлюлозе продукта | 2015 |
|
RU2690889C2 |
| БУМАЖНЫЕ ПРОДУКТЫ С УПРАВЛЯЕМЫМИ СВОЙСТВАМИ ВОРСИСТОСТИ | 2007 |
|
RU2430709C2 |
Абсорбирующее полотно и способ его получения (варианты) предназначены для производства туалетной бумаги и полотенец и могут быть использованы в целлюлозно-бумажной промышленности. Абсорбирующее полотно из целлюлозного волокна содержит смесь волокон древесины твердых пород и древесины мягких пород, расположенных в виде сетчатой структуры, включающей: множество столбчатых областей скопления волокон с относительно большой местной плотностью, взаимосвязанных посредством множества соединительных областей с меньшей местной плотностью, в которых ориентация волокон наклонена вдоль продольного направления между столбчатыми областями, взаимосвязанными таким образом, в котором полотно обладает относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении полотна в сухом состоянии. Вышеуказанный материал получают следующим образом. Готовят водную целлюлозную композицию из волокон древесины твердых пород. Композицию подают на формующую ткань в виде потока, выпускаемого из напорного ящика со скоростью потока. Обезвоживают с уплотнением композиции для изготовления бумаги для формования волокнистого слоя, обладающего хаотическим распределением волокна для изготовления бумаги. Укладку обезвоженного волокнистого слоя, обладающего хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещающуюся с первой скоростью. Крепирование на ленте волокнистого слоя с передающей поверхности при сухости от около 30% до около 60% с использованием рисунчатой крепирующей ленты. Стадию крепирования выполняют под давлением в зоне контакта крепирующей ленты, ограниченной между передающей поверхностью и крепирующей лентой. При этом ленту перемещают с второй скоростью, меньшей скорости передающей поверхности. Рисунок ленты, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой при съеме с передающей поверхности и перераспределять на крепирующей ленте с образованием волокнистого слоя с сетчатой структурой. Затем осуществляют сушку волокнистого слоя. Процесс регулируют таким образом, чтобы относительное удлинение в поперечном направлении по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении волокнистого слоя в сухом состоянии. Таким способом получают целлюлозный волокнистый слой для производства продукции из тонкой бумаги, а также продукции в виде полотенец. Техническим результатом является улучшение качества готового продукта и снижение энергоемкости процесса. 4 н. и 29 з.п. ф-лы, 10 ил., 22 табл.
1. Абсорбирующее полотно из целлюлозных волокон, содержащее смесь волокон древесины твердых пород и древесины мягких пород, расположенных в виде сетчатой структуры, включающей (i) множество столбчатых областей скопления волокон с относительно большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей с меньшей местной плотностью, в которых ориентация волокон наклонена вдоль направления между столбчатыми областями, взаимосвязанными таким образом, в котором относительную плотность, степень столбчатости, соотношение волокна древесины твердых пород и древесины мягких пород, распределение длины волокон, ориентацию волокон и геометрию сетчатой структуры регулируют таким образом, чтобы полотно обладало относительным удлинением в поперечном направлении, которое, по меньшей мере, приблизительно в 2,75 раза больше относительной прочности при растяжении полотна в сухом состоянии.
2. Абсорбирующее целлюлозное полотно по п.1, обладающее пористостью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 5%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 1,75.
3. Абсорбирующее целлюлозное полотно по п.1, обладающее пористостью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 5%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 1,5.
4. Абсорбирующее целлюлозное полотно по п.1, обладающее пористостью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 10%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 2,5.
5. Абсорбирующее целлюлозное полотно по п.1, обладающее пористостью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 15%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 3,5.
6. Абсорбирующее целлюлозное полотно по п.1, обладающее абсорбционной способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 20%, и отношением прочности при растяжении в продольном направлении к прочности при растяжении в поперечном направлении, составляющим меньше приблизительно 5.
7. Абсорбирующее целлюлозное полотно по п.1, обладающее относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 3 раза больше относительной прочности при растяжении полотна в сухом состоянии.
8. Абсорбирующее целлюлозное полотно по п.1, обладающее относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 3,25 раза больше относительной прочности при растяжении полотна в сухом состоянии.
9. Абсорбирующее целлюлозное полотно по п.1, обладающее относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 3,5 раза больше относительной прочности при растяжении полотна в сухом состоянии.
10. Абсорбирующее целлюлозное полотно по п.1, обладающее относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и относительной прочностью при растяжении полотна в сухом состоянии, составляющей от около 0,4 до около 4,0.
11. Абсорбирующее целлюлозное полотно по п.10, обладающее относительным удлинением в поперечном направлении, составляющим по меньшей мере около 5%.
12. Абсорбирующее целлюлозное полотно по п.10, обладающее относительным удлинением в поперечном направлении составляющим по меньшей мере около 6%.
13. Абсорбирующее целлюлозное полотно по п.10, обладающее относительным удлинением в поперечном направлении, составляющим по меньшей мере около 8%.
14. Абсорбирующее целлюлозное полотно по п.10, обладающее относительным удлинением в поперечном направлении, составляющим по меньшей мере около 10%.
15. Абсорбирующее полотно по п.1, обладающее пористостью, составляющей по меньшей мере 6 г/г.
16. Абсорбирующее полотно по п.1, обладающее пористостью, составляющей по меньшей мере 7 г/г.
17. Абсорбирующее полотно по п.1, обладающее пористостью, составляющей по меньшей мере 8 г/г.
18. Абсорбирующее полотно по п.1, обладающее пористостью, составляющей по меньшей мере 9 г/г.
19. Абсорбирующее полотно по п.1, обладающее пористостью, составляющей по меньшей мере 10 г/г.
20. Абсорбирующее полотно по п.1, состоящее преимущественно из волокна древесины твердых пород.
21. Абсорбирующее полотно по п.1, состоящее преимущественно из волокна древесины мягких пород.
22. Способ изготовления целлюлозного волокнистого слоя для производства продукции из тонкой бумаги, включающий
(a) приготовление водной целлюлозной композиции для изготовления бумаги, состоящей преимущественно из волокна древесины твердых пород;
(b) подачу композиции для изготовления бумаги на формующую ткань в виде потока, выпускаемого из напорного ящика со скоростью потока;
(c) обезвоживание с уплотнением композиции для изготовления бумаги для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги;
(d) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещающуюся с первой скоростью;
(e) крепирование на ленте волокнистого слоя с передающей поверхности при сухости от около 30% до около 60% с использованием рисунчатой крепирующей ленты; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ленты, ограниченной между передающей поверхностью и крепирующей лентой, где ленту перемещают с второй скоростью, меньшей скорости передающей поверхности; причем рисунок ленты, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой при съеме с передающей поверхности и перераспределять на крепирующей ленте с образованием волокнистого слоя с сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей по меньшей мере (i) множество областей скопления волокон, обладающих большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью;
(f) сушку волокнистого слоя; и
(g) регулирование соотношения содержания волокна древесины твердых пород и мягких пород, распределения длин волокна, суммарной степени крепирования, скорости потока, стадий сушки и крепирования на ленте, а также выбор рисунка крепирующей ленты таким образом, чтобы волокнистый слой отличался тем, что он обладает относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении волокнистого слоя в сухом состоянии.
23. Способ по п.22, дополнительно содержащий стадию каландрирования волокнистого слоя между первым стальным валом каландра и вторым стальным валом каландра.
24. Способ изготовления целлюлозного волокнистого слоя для изготовления продукции в виде полотенец, включающий
(a) приготовление водной целлюлозной композиции для изготовления бумаги, состоящей преимущественно из волокна древесины мягких пород;
(b) подачу композиции для изготовления бумаги на формующую ткань в виде потока, выпускаемого из напорного ящика со скоростью потока;
(c) обезвоживание с уплотнением композиции для изготовления бумаги для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги;
(d) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещающуюся с первой скоростью;
(e) крепирование на ленте волокнистого слоя с передающей поверхности при сухости от около 30% до около 60% с использованием рисунчатой крепирующей ленты; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ленты, ограниченной между передающей поверхностью и крепирующей лентой, где ленту перемещают с второй скоростью, меньшей скорости передающей поверхности; причем рисунок ленты, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой при съеме с передающей поверхности и перераспределять на крепирующей ленте с образованием волокнистого слоя с сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей по меньшей мере (i) множество областей скопления волокон, обладающих большой местной плотностью, взаимосвязанных посредством (ii) множества соединительных областей, обладающих меньшей местной плотностью;
(f) сушку волокнистого слоя; и
(g) регулирование соотношения содержания волокна древесины твердых пород и мягких пород, распределения длины волокна, суммарной степени крепирования, скорости потока, стадий сушки и крепирования на ленте, а также выбор рисунка крепирующей ленты таким образом, чтобы волокнистый слой отличался тем, что он обладает относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении волокнистого слоя в сухом состоянии.
25. Способ изготовления крепированного на ленте абсорбирующего целлюлозного полотна, включающий
(a) приготовление целлюлозной композиции, содержащей смесь волокон древесины твердых пород и мягких пород;
(b) подачу композиции для изготовления бумаги на формующую ткань в виде потока, выпускаемого из напорного ящика со скоростью потока;
(c) обезвоживание с уплотнением композиции для изготовления бумаги для формования исходного волокнистого слоя, обладающего очевидным хаотическим распределением волокна для изготовления бумаги;
(d) укладку обезвоженного волокнистого слоя, обладающего очевидным хаотическим распределением волокна, на транспортирующую передающую поверхность, перемещающуюся с первой скоростью;
(e) крепирование на ленте волокнистого слоя с передающей поверхности при сухости от около 30% до около 60% с использованием рисунчатой крепирующей ленты; причем стадию крепирования выполняют под давлением в зоне контакта крепирующей ленты, ограниченной между передающей поверхностью и крепирующей лентой, где ленту перемещают с второй скоростью, меньшей скорости передающей поверхности; причем рисунок ленты, параметры зоны контакта, разность скоростей и сухость волокнистого слоя выбирают таким образом, чтобы крепировать волокнистый слой при съеме с передающей поверхности и перераспределять на крепирующей ленте с образованием волокнистого слоя с сетчатой структурой, содержащей множество взаимосвязанных областей с различной местной плотностью, включающей по меньшей мере (i) множество областей скопления волокон, обладающих большой местной плотностью, взаимосвязанных посредством (и) множества соединительных областей, обладающих меньшей местной плотностью;
(f) сушку волокнистого слоя; и
(g) регулирование соотношения содержания волокна древесины твердых пород и мягких пород, распределения длин волокна, суммарной степени крепирования, скорости потока, стадий сушки и крепирования на ленте, а также выбор рисунка крепирующей ленты таким образом, чтобы волокнистый слой отличался тем, что он обладает относительным удлинением в поперечном направлении, которое по меньшей мере приблизительно в 2,75 раза больше относительной прочности при растяжении волокнистого слоя в сухом состоянии.
26. Способ по п.25, в котором ориентация волокон в областях скопления волокон наклонена в поперечном направлении.
27. Способ по п.25, выполняемый при степени крепирования на ткани в диапазоне от около 10% до около 100%.
28. Способ по п.25, выполняемый при степени крепирования на ткани, составляющей по меньшей мере около 40%.
29. Способ по п.25, выполняемый при степени крепирования на ткани, составляющей по меньшей мере около 60%.
30. Способ по п.25, выполняемый при степени крепирования на ткани, составляющей по меньшей мере около 80%.
31. Способ по п.25, выполняемый при степени крепирования на ткани, составляющей 100% или более.
32. Способ по п.25, выполняемый при степени крепирования на ткани, составляющей около 125% или более.
33. Способ по п.25, в котором волокнистый слой содержит вторичное волокно.
| US 5503715 А, 02.04.1996 | |||
| US 4529480 А, 16.07.1985 | |||
| US 4102737 А, 25.07.1978 | |||
| US 6017417 А, 25.01.2000 | |||
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| Бумага для изделий санитарно-бытового и гигиенического назначения | 1988 |
|
SU1601274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОЙ МАССЫ, СПОСОБ ПРОИЗВОДСТВА АБСОРБЕНТНОГО МАТЕРИАЛА И ЦЕЛЛЮЛОЗНАЯ МАССА ДЛЯ ПРИМЕНЕНИЯ В АБСОРБЕНТНЫХ ПРОДУКТАХ | 1997 |
|
RU2182198C2 |
| АБСОРБИРУЮЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2141546C1 |

