Изобретение относится к устройствам для снятия металлических покрытий методом катодного распыления в вакууме с наружных и внутренних поверхностей изделий и может быть использовано в различных отраслях промышленности для снятия металлических покрытий с внутренних и внешних поверхностей. Также, изобретение может быть использовано для очистки (активации) поверхностей изделий перед нанесением на них покрытий. Устройство предназначено для обработки наружных и внутренних поверхностей, в частности изделий типа тел вращения, как открытых, так и закрытых с одной стороны. Например, полых цилиндров, открытых с одной стороны, конических, параболических, шарообразных тел вращения из любых металлов и сплавов с любыми покрытиями на основе металлов.
Известно устройство для обработки поверхности изделий дуговым разрядом в вакууме (п. РФ №2457282, МПК C23F 4/00, В23Н 9/00, С23С 14/02, опубл. 2012 г.), которое содержит источник питания дуги и обрабатываемое изделие-катод, размещенное в вакууме. Также содержит положительный электрод и регуляторы тока, подключенные к трем точкам поверхности обрабатываемого изделия.
Данное устройство относится к технологии обработки поверхности деталей в вакууме и предназначено для удаления с поверхности деталей окалины, окисных пленок, технологической смазки, различных загрязнений и отложений, образующихся в процессе эксплуатации, а также для упрочнения или отпуска приповерхностного слоя деталей, удаления заусенцев и микровыступов.
В этом устройстве (по п. 1 и п. 3 формулы, далее п.) для управления катодными пятнами дугового разряда на плоских обрабатываемых поверхностях применяются как минимум две точки приложения катодного потенциала с регуляторами тока. Но, не смотря на простоту устройства, для качественной обработки требуется согласованная работа этих регуляторов тока, что усложняет технологический процесс. Более того, для обработки деталей сложной геометрической формы (например, тел вращения с переменным диаметром, сферической формы или деталей с переменной толщиной, шириной, высотой) требуется большое количество токоподводов в различных частях деталей. Это значительно усложняет конструкцию устройства и ведет к увеличению количества регуляторов тока, а, следовательно, согласование их работы, что делает управление технологическим процессом затруднительным. Кроме того, при взаимном перемещении детали - катода и анода относительно друг друга необходима синхронизация перемещения с работой регуляторов тока, так как ее отсутствие (синхронизации) может привести к некачественной обработке или некоторые поверхности вовсе не будут обработаны. Это так же усложняет технологический процесс и делает его более трудоемким.
Устройство для реализации способа по п. 2 предназначено для обработки только гладких цилиндрических внутренних поверхностей. Если поверхность будет иметь пазы, ступени или различные, в том числе и сглаженные переходы, потребуется увеличение количества токоподводов, усложняющих конструкцию, а обработка поверхностей, перпендикулярных цилиндрической, вообще будет невозможна. Устройство по п. 2 так же как и устройства по п. 1 и п. 3 требует синхронизации вращения анода и работы регуляторов тока, что при обработке поверхностей сложной формы значительно затруднит технологический процесс. Кроме того, обработка наружных поверхностей тел вращения данной конструкцией не предусмотрена.
Использование переменных сопротивлений вместо регуляторов тока (по п. 4) существенных улучшений в конструкцию устройства не вносит и, так же, как и в п. 1, 2, 3, для деталей сложной геометрической формы потребует увеличения количества токоподводов, а, соответственно, и количества переменных сопротивлений, работа которых должна быть согласована и синхронизирована с взаимным перемещением анода и катода.
Введение дополнительных регулируемых источников питания тока дуги в устройство (по пункту 5 формулы) ведет к значительному увеличению стоимости устройства, но недостатков перечисленных для устройств по пунктам 1, 2, 3, 4 не исключает.
Из вышеперечисленного очевидно, что применение устройства обработки поверхностей изделий дуговым разрядом в вакууме (п. РФ РФ №2457282, МПК C23F 4/00, В23Н 9/00, С23С 14/02, опубл. 2012 г.) для деталей сложной геометрической формы затруднительно и ведет к серьезному усложнению конструкции и увеличению трудоемкости технологического процесса, а обработку некоторых поверхностей делает вовсе невозможной.
Наиболее близким аналогом заявляемого изобретения, выбранным в качестве прототипа, является установка для очистки (п. РФ №2298855, МПК H01J 37/36, опубл. 2007 г.), которая содержит установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел. Дополнительный анодный узел выполнен в виде цилиндра и установлен внутри катода.
Установка снабжена магнитной системой управления перемещением катодных пятен, состоящей из внутренней и внешней цилиндрических многосекционных катушек. Анод выполнен в виде цилиндрической обечайки, система управления установкой содержит источник постоянного тока, программируемое устройство, блок обратной связи, коммутатор и многоканальный регулируемый источник тока.
Указанное устройство позволяет выполнять очистку в вакууме наружных и внутренних поверхностей изделий типа тел вращения, как открытых, так и закрытых с одной стороны, из металлов и сплавов, не являющихся ферромагнетиками.
Однако это устройство не позволяет производить очистку, а, следовательно, и снятие металлических покрытий, с поверхностей деталей, являющихся ферромагнетиками. Кроме того, для перехода на другой типоразмер обрабатываемого изделия требуется изготовление новой, весьма дорогой в изготовлении, магнитной системы и отработка режимов работы этой системы.
Задача, на решение которой направлено изобретение, - снятие металлических покрытий (а также очистка от окисных пленок, окалины и т.п. перед покрытием) с наружных и внутренних поверхностей изделий - тел вращения, как открытых, так и закрытых с одной стороны, независимо от магнитных свойств металла или сплава обрабатываемого изделия и металлического покрытия.
Технический результат, полученный при использовании предлагаемого технического решения, - контролируемое перемещение катодных пятен дугового разряда (сверху вниз и снизу вверх) по всей поверхности обрабатываемого изделия.
Сущность первого варианта заключается в том, что установка для снятия металлических покрытий, содержащая установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел, и источник тока, согласно изобретению снабжена источником питания и установленными в вакуумной камере: внутренним катодным узлом, дополнительным внутренним и внешними экранами для сбора распыляемых продуктов, внешним катодным узлом и экранами дополнительного анодного узла, внутренний катодный узел расположен между дополнительным внутренним экраном и внутренним анодным узлом и выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему, в верхней части цилиндра с возможностью вращения установлен фланец с осями, соединенными с изделием-катодом, внутренний анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода, дополнительный внутренний экран для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла, внешний катодный узел выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, соединенная с фланцем, на котором установлено обрабатываемое изделие-катод, дополнительный анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности обрабатываемого изделия-катода с его внешней стороны, внешние экраны для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных перпендикулярно дополнительному анодному узлу с обеих его сторон, внутренний экран внутреннего анодного узла расположен вдоль всей длины анода между анодом и катодом с внутренней стороны и повторяет форму рабочей части анода, экраны дополнительного анодного узла расположены в верхней и нижней части его пластин и закрывают их верхние и нижние торцевые части, дополнительный анодный узел расположен между внешними экранами для сбора распыляемых продуктов и изделием-катодом, которое установлено с возможностью вращения, источник питания соединен с катодными и анодными узлами, а источник тока соединен с экранами для сбора распыляемых продуктов.
Создание установки указанным выше образом позволяет осуществлять целенаправленное и контролируемое перемещение дугового разряда (сверху - вниз и снизу вверх) по всей поверхности обрабатываемого изделия за счет применения принципа автостабилизации дугового разряда. Этого достигли следующим образом. Внутренние и внешние катодные узлы способны передавать катодный потенциал на вращающееся изделие, внешний и внутренний анодные узлы выполнены в виде пакета пластин и имеют электроизолированные экраны для ограничения зоны существования катодных пятен дугового разряда, при этом, экраны для сбора продуктов распыления располагаются в непосредственной близости от зоны распыления. Катодные и анодные узлы подключены к источнику питания (инвертору электропитания планарных дуговых испарителей), экраны для сбора распыляемых продуктов к независимому источнику электропитания (источнику тока).
Таким образом, обеспечение вращения изделия относительно своей оси, введение в конструкцию внутреннего и внешнего катодных узлов привело к стабильному управлению движением катодных пятен, основанного на применении принципа автостабилизации, на всех поверхностях обрабатываемого изделия как снаружи, так и внутри. Выполнение анодных узлов в виде пакета пластин позволяет увеличить полезную площадь анодных узлов при сохранении их малых габаритов, что, в свою очередь, увеличивает стабильность работы установки. Электроизолированные экраны анодных узлов ограничивают зону существования катодных пятен, что увеличивает эффективность работы установки. Введение в конструкцию независимых систем охлаждения катодных и анодных узлов повышает эффективность работы установки за счет сокращения пауз на остывание обрабатываемого изделия-катода. Введение в конструкцию экранов для сбора распыляемых продуктов позволяет увеличить период регламентного обслуживания установки.
Совокупность вышеперечисленных факторов дает возможность производить качественную обработку (снятие металлических покрытий) как внешней, так и внутренней поверхности изделия.
При этом, возможность качественного снятия металлических покрытий (или очистки поверхностей от окисных пленок, окалины и т.п.) как с наружной, так и с внутренней поверхностей обрабатываемых изделий не зависит от магнитных свойств металла изделия и металла покрытия и значительно расширяет область применения установки для снятия металлических покрытий в различных областях промышленности.
Для увеличения полезной площади анодных узлов расстояние между их пластинами выполнено не менее толщины пластин. Это позволяет значительно увеличивать площадь анодных узлов при незначительных изменениях их габаритных размеров.
Кроме того, для качественной обработки изделий, геометрической формой отличающейся от полого цилиндра, пластины анодных узлов повторяют форму изделия-катода.
Для адаптации установки к различным типоразмерам обрабатываемого изделия-катода внешний анодный узел выполнен с возможностью перемещения, а также установка снабжена опорным фланцем для установки обрабатываемого изделия-катода, при этом на фланце выполнено несколько рядов отверстий для крепления изделия-катода на разном расстоянии от оси вращения изделия-катода.
Сущность второго варианта изобретения заключается в том, что установка для снятия металлических покрытий, содержащая установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел, и источник тока, согласно изобретению снабжена источником питания и установленными в вакуумной камере: внутренним катодным узлом, дополнительным внутренним и внешними экранами для сбора распыляемых продуктов, внешним катодным узлом и экранами дополнительного анодного узла, внутренний катодный узел расположен между дополнительным внутренним экраном и внутренним анодным узлом и выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему, в верхней части цилиндра с возможностью вращения установлена втулка, соединенными с изделием-катодом, внутренний анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода, дополнительный внутренний экран для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла, внешний катодный узел выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, соединенная с фланцем, на котором установлено обрабатываемое изделие-катод, дополнительный анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности обрабатываемого изделия-катода с его внешней стороны, внешние экраны для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных перпендикулярно дополнительному анодному узлу с обеих его сторон, внутренний экран внутреннего анодного узла расположен вдоль всей длины анода между анодом и катодом с внутренней стороны и повторяет форму рабочей части анода, экраны дополнительного анодного узла расположены в верхней и нижней части его пластин и закрывают их верхние и нижние торцевые части, дополнительный анодный узел расположен между внешними экранами для сбора распыляемых продуктов и изделием-катодом, которое установлено с возможностью вращения, источник питания соединен с катодными и анодными узлами, а источник тока соединен с экранами для сбора распыляемых продуктов.
Принцип действия установки по второму варианту аналогичен работе установки по первому варианту. А достигаемый при этом технический результат такой же, как и при осуществлении устройства по первому варианту. Отличие заключается в том, что осуществление устройства по второму варианту позволяет более качественно проводить обработку изделий - тел вращения, закрытых с одной стороны.
При анализе уровня техники не обнаружено аналогов, характеризующихся признаками, тождественными всем существенным признакам данного изобретения. А также не выявлено факта известности влияния признаков, включенных в формулу, на технический результат заявляемого технического решения. Следовательно, заявленное изобретение соответствует условиям «новизна» и « изобретательский уровень».
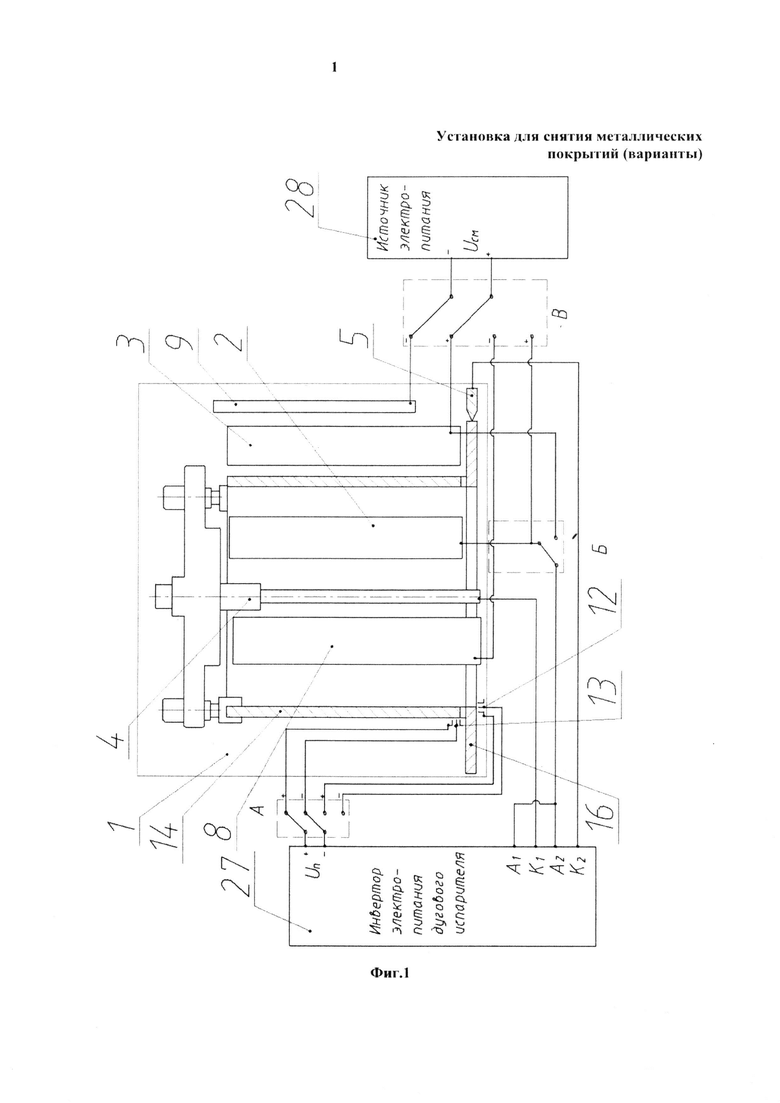
На фиг. 1 изображена общая схема установки по первому варианту.
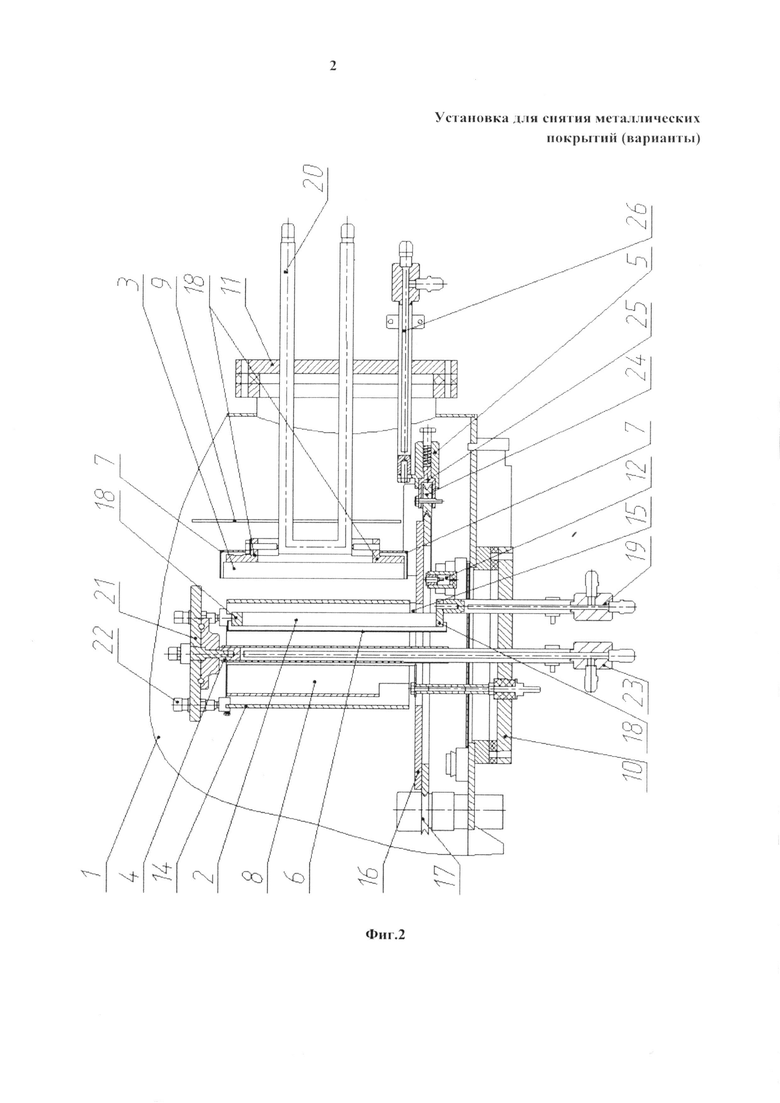
На фиг. 2 изображено вакуумное технологическое устройство (ВТУ) по первому варианту.
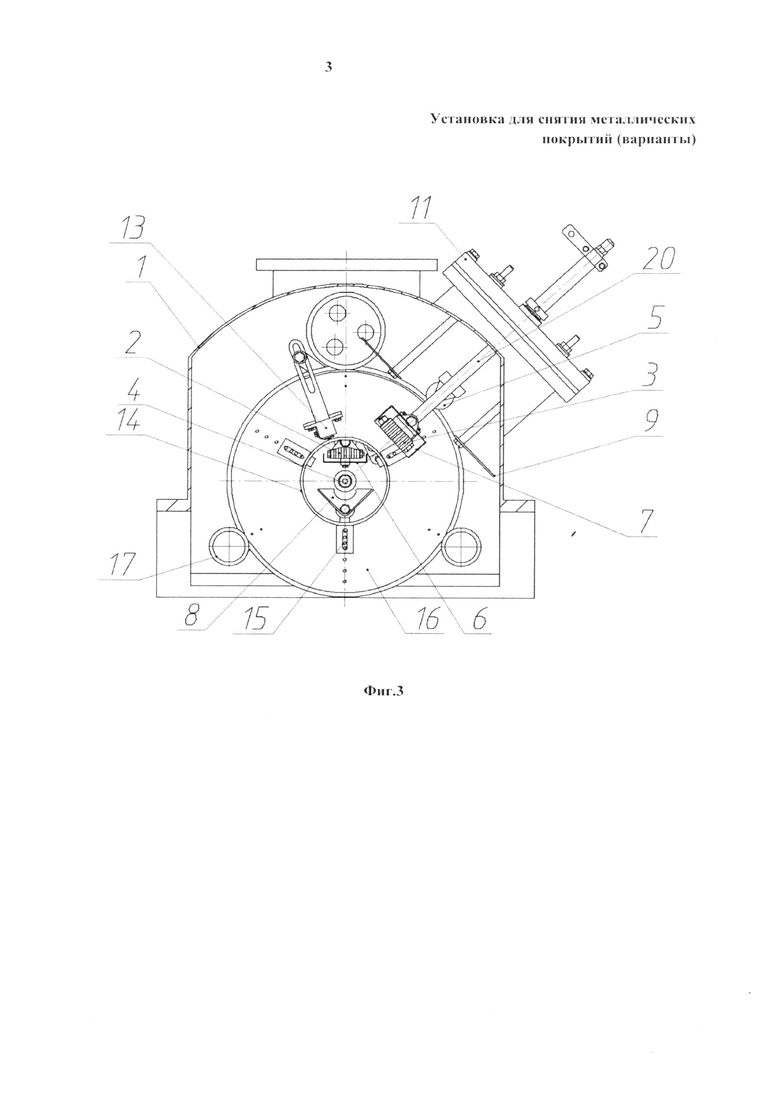
На фиг. 3 представлен вид сверху ВТУ по первому варианту.
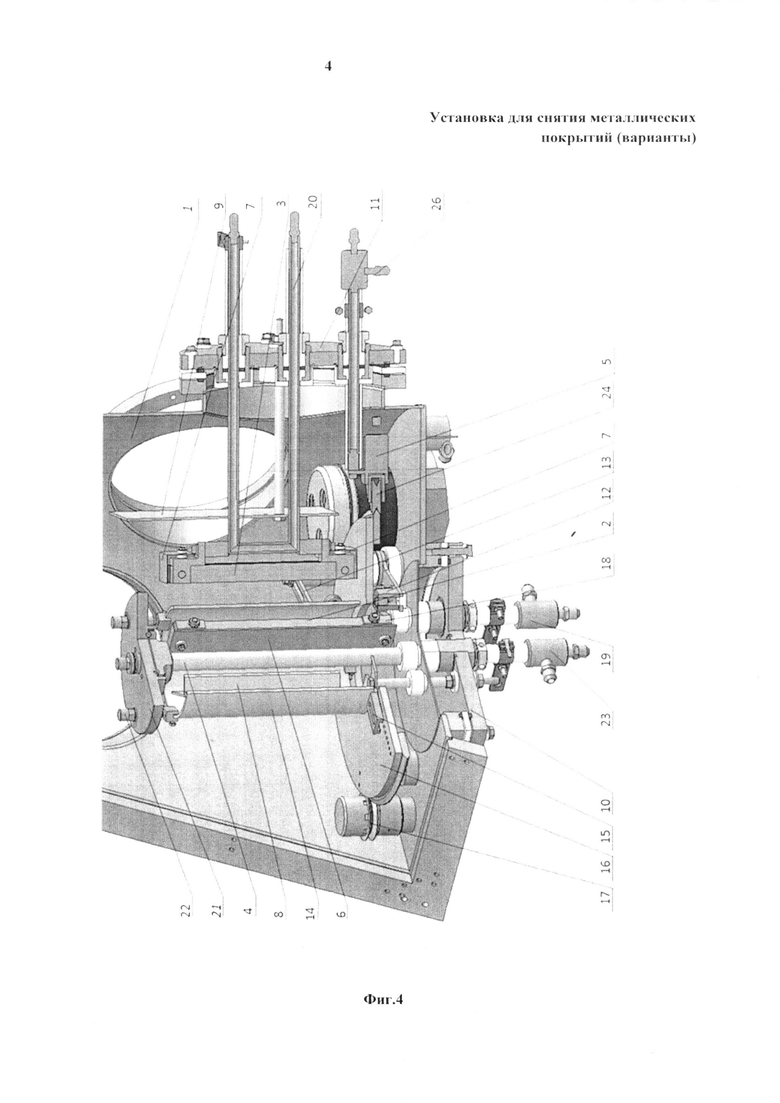
На фиг. 4 представлено ВТУ по первому варианту, установленное в вакуумную камеру.
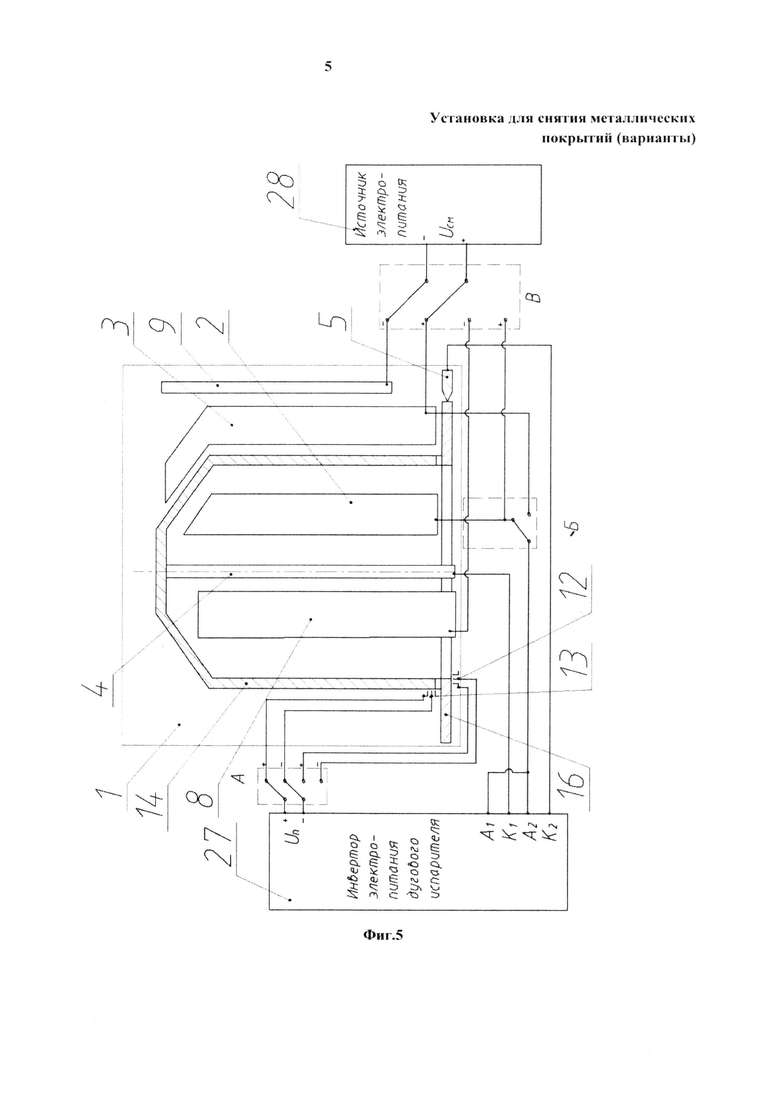
На фиг. 5 изображена общая схема установки по второму варианту.
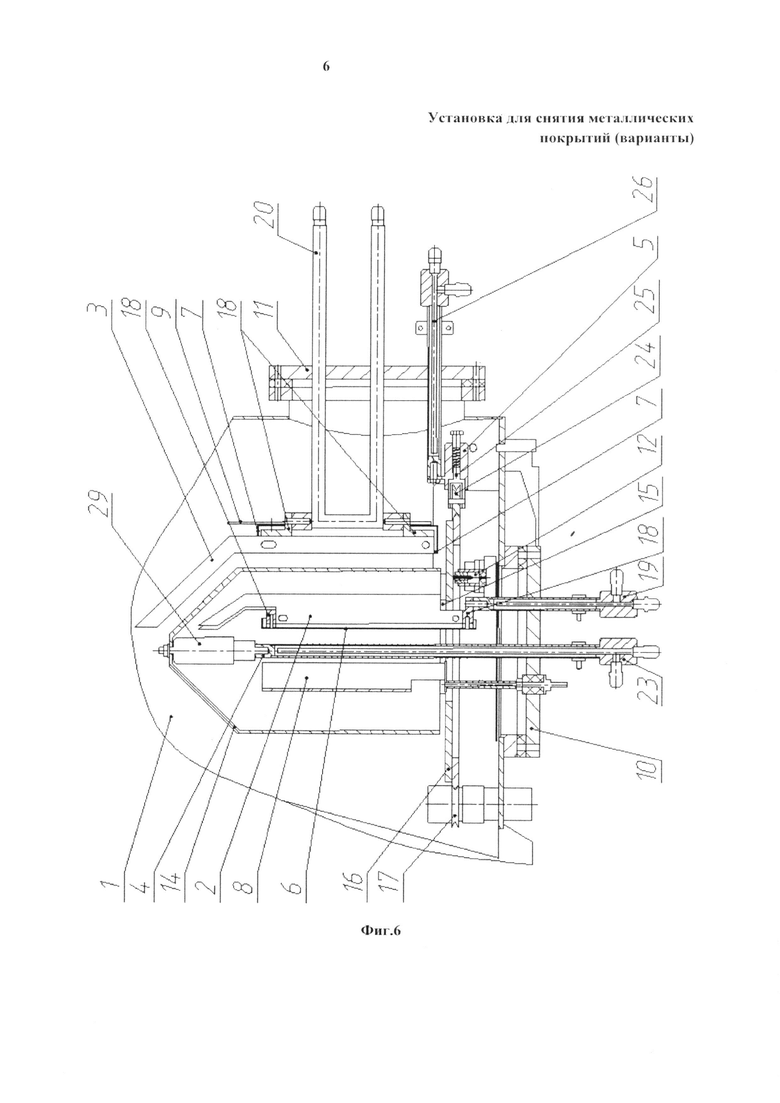
На фиг. 6 изображено ВТУ по второму варианту.
Установка для снятия металлических покрытий по первому варианту содержит вакуумную камеру 1, в которую устанавливается вакуумное технологическое устройство (ВТУ) для электродуговой обработки (фиг. 1). ВТУ включает в себя следующие элементы (фиг 2-4): внутренний и внешний (дополнительный) анодные узлы 2, 3, внутренний и внешний катодные узлы 4, 5, внутренний и внешний экраны 6, 7, а также дополнительный внутренний и внешние экраны 8, 9 для сбора распыляемых продуктов.
Внутренние анодный, катодный узлы 2, 4 и экран 8 электроизолированно смонтированы на нижнем фланце 10 ВТУ. Внешние анодный, катодный узлы 3, 5 и экраны 9 электроизолированно смонтированы на боковом фланце 11 ВТУ. Внутренние и внешние катодные и анодные узлы 2-5 имеют независимую друг от друга систему жидкостного охлаждения (фиг, 2). ВТУ снабжена двумя системами поджига для инициирования дугового разряда на внутренней 12 или на внешней 13 поверхности.
Обрабатываемое изделие-катод 14 устанавливается через стопоры 15 на опорный фланец 16, который, в свою очередь, установлен на поворотном устройстве 17 вакуумной камеры.
Внутренний и внешний (дополнительный) анодные узлы 2, 3 выполнены в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода 14, шириной не более половины внутреннего диаметра изделия-катода. Сверху и снизу пластины фиксируются гребенками 18.
Внутренний 2 и внешний 3 анодные узлы имеют независимые системы охлаждения 19 и 20, соответственно, установленные через изоляторы и уплотнения на фланцы 10 и 11. Система охлаждения 19 внутреннего анодного узла 2 расположена в полом цилиндре, установленном на фланце 10 и соединенным с пластинами. Система охлаждения 20 внешнего анодного узла 3 представляет собой трубу, установленную во фланец 11 и соединенную с пластинами.
Дополнительный анодный узел 3 имеет электроизолированные (внешние) экраны 7, расположенные в верхней и нижней части его пластин и закрывающие верхние и нижние торцевые части анодного узла.
Внутренний электроизолированный экран 6 анодного узла 2 расположен вдоль всей длины анодного узла с его внутренней стороны между ним и катодным узлом 4 и повторяет форму рабочей части анодного узла 2 (всю ширину вертикальных пластин).
Расстояние между внешним анодным узлом и изделием-катодом может регулироваться за счет перемещения всего анодного узла относительно фланца 11.
Внутренний катодный узел 4 выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему. В верхней части цилиндра с возможностью вращения установлен фланец 21 с осями 22, соединенными с изделием-катодом. Оси 22 служат для передачи катодного потенциала непосредственно на изделие-катод. Система охлаждения 23 катодного узла 4 размещена в полом цилиндре, установленном на фланце 10.
Дополнительный внутренний экран 8 для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла. При этом, внутренний катодный узел 4 расположен между дополнительным внутренним экраном 8 и внутренним анодным узлом 2. Внутренний экран 8 для сбора распыляемых продуктов устанавливается через изоляторы и уплотнение на фланец 10.
Внешний катодный узел 5 выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, например, в виде токопередаточного ролика 24, соединенного с опорным фланцем 16 для установки обрабатываемого изделия-катода 14. Подвижная часть катодного узла 5 установлена в его неподвижной части - поджимном устройстве 25. Система охлаждения 26 катодного узла 5 размещена в полом цилиндре, установленном на фланце 11. Токопередаточный ролик 24 служит для подачи катодного потенциала на поворотное устройство 17, опорный фланец 16 и через стопоры 15 на изделие-катод 14.
Опорный фланец 16 имеет несколько рядов отверстий для крепления стопоров 15 на разном расстоянии от оси вращения изделия-катода, что позволяет обрабатывать изделия с различными диаметрами основания.
Внешние экраны 9 для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных с внешней стороны изделия-катода 14 перпендикулярно пластинам дополнительного анодного узла 3 с обеих его сторон. Внешние экраны 9 для сбора распыляемых продуктов устанавливаются через изоляторы и уплотнения на фланец 11. При этом, дополнительный анодный узел 3 расположен между изделием-катодом 14 и экранами 9.
В состав установки также входят источник питания 27 (инвертор электропитания планарных дуговых испарителей) и источник тока 28 (независимый источник электропитания). Источник питания 27 соединен с катодными и анодными узлами, а источник тока 28 - с экранами для сбора распыляемых продуктов. Инвертор электропитания 27 предназначен для создания катодных, анодных потенциалов, имеет встроенный коммутатор переключения катодного потенциала на канал К1 (внутренний катодный узел) или на канал К2 (внешний катодный узел) по задатчику времени. Инвертор имеет автоматический узел импульсного поджига. Независимый источник электропитания 28 предназначен для создания потенциала смещения между анодами и экранами 8, 9 для сбора распыляемых продуктов. Установка содержит коммутаторы А, Б, В. Коммутатор А предназначен для переключения поджигающего потенциала с внутренней системы поджига 12 на наружную 13 и наоборот. Коммутатор Б предназначен для переключения анодного потенциала с внутреннего анодного узла 2 на наружный 3 и наоборот. Коммутатор В предназначен для переключения потенциала смещения с внутреннего экрана для сбора распыляемых продуктов 8 на наружные 9 и наоборот.
Пластины анодных узлов могут повторять форму обрабатываемого изделия, при этом количество пластин может изменяться. Расстояние между пластинами выполняется не менее толщины пластин, а длина пластин приблизительно равна высоте обрабатываемого изделия.
Установка для снятия металлических покрытий по второму варианту содержит вакуумную камеру 1, в которую устанавливается вакуумное технологическое устройство (ВТУ) для электродуговой обработки (фиг. 5-6). ВТУ включает в себя следующие элементы: внутренний и внешний (дополнительный) анодные узлы 2, 3, внутренний и внешний катодные узлы 4, 5, внутренний и внешний экраны 6, 7, дополнительный внутренний и внешние экраны 8, 9 для сбора распыляемых продуктов.
Внутренние анодный, катодный узлы 2, 4 и экран 8 электроизолированно смонтированы на нижнем фланце 10 ВТУ. Внешние анодный, катодный узлы 3, 5 и экраны 9 электроизолированно смонтированы на боковом фланце 11 ВТУ. Внутренние и внешние катодные и анодные узлы 2-5 имеют независимую друг от друга систему жидкостного охлаждения (фиг. 6). ВТУ снабжена двумя системами поджига для инициирования дугового разряда на внутренней 12 или на внешней 13 поверхности.
Обрабатываемое изделие-катод 14 устанавливается через стопоры 15 на опорный фланец 16, который, в свою очередь, установлен на поворотном устройстве 17 вакуумной камеры.
Внутренний и внешний (дополнительный) анодные узлы 2, 3 выполнены в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода 14, шириной не более половины внутреннего диаметра изделия-катода. Сверху и снизу пластины фиксируются гребенками 18.
Внутренний 2 и внешний 3 анодные узлы имеют независимые системы охлаждения 19 и 20, соответственно, установленные через изоляторы и уплотнения на фланцы 10 и 11. Система охлаждения 19 внутреннего анодного узла 2 расположена в полом цилиндре, установленном на фланце 10 и соединенным с пластинами. Система охлаждения 20 внешнего анодного узла 3 представляет собой трубу, установленную во фланец 11 и соединенную с пластинами.
Дополнительный анодный узел 3 имеет электроизолированные (внешние) экраны 7, расположенные в верхней и нижней части его пластин и закрывающие верхние и нижние торцевые части анодного узла.
Внутренний электроизолированный экран 6 анодного узла 2 расположен вдоль всей длины анодного узла с его внутренней стороны между ним и катодным узлом 4 и повторяет форму рабочей части анодного узла 2 (всю ширину вертикальных пластин).
Расстояние между внешним анодным узлом и изделием-катодом может регулироваться за счет перемещения всего анодного узла относительно фланца 11.
Внутренний катодный узел 4 выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему. В верхней части цилиндра с возможностью вращения установлена втулка 29, соединенная с изделием-катодом. Втулка 29 служат для передачи катодного потенциала непосредственно на изделие-катод. Система охлаждения 23 катодного узла 4 размещена в полом цилиндре, установленном на фланце 10.
Дополнительный внутренний экран 8 для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла. При этом, внутренний катодный узел 4 расположен между дополнительным внутренним экраном 8 и внутренним анодным узлом 2. Внутренний экран 8 для сбора распыляемых продуктов устанавливается через изоляторы и уплотнение на фланец 10.
Внешний катодный узел 5 выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, например, в виде токопередаточного ролика 24, соединенного с опорным фланцем 16 для установки обрабатываемого изделия-катода 14. Подвижная часть катодного узла 5 установлена в его неподвижной части - поджимном устройстве 25. Система охлаждения 26 катодного узла 5 размещена в полом цилиндре, установленном на фланце 11. Токопередаточный ролик 24 служит для подачи катодного потенциала на поворотное устройство 17, опорный фланец 16 и через стопоры 15 на изделие-катод 14.
Опорный фланец 16 имеет несколько рядов отверстий для крепления стопоров 15 на разном расстоянии от оси вращения изделия-катода, что позволяет обрабатывать изделия с различными диаметрами основания.
Внешние экраны 9 для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных с внешней стороны изделия-катода 14 перпендикулярно пластинам дополнительного анодного узла 3 с обеих его сторон. Внешние экраны 9 для сбора распыляемых продуктов устанавливаются через изоляторы и уплотнения на фланец 11. При этом, дополнительный анодный узел 3 расположен между изделием-катодом 14 и экранами 9.
В состав установки также входят источник питания 27 (инвертор электропитания планарных дуговых испарителей) и источник тока 28 (независимый источник электропитания). Источник питания 27 соединен с катодными и анодными узлами, а источник тока 28 - с экранами для сбора распыляемых продуктов. Инвертор электропитания 27 предназначен для создания катодных, анодных потенциалов, имеет встроенный коммутатор переключения катодного потенциала на канал К1 (внутренний катодный узел) или на канал К2 (внешний катодный узел) по задатчику времени. Инвертор имеет автоматический узел импульсного поджига. Независимый источник электропитания 28 предназначен для создания потенциала смещения между анодами и экранами 8, 9 для сбора распыляемых продуктов. Установка содержит коммутаторы А, Б, В. Коммутатор А предназначен для переключения поджигающего потенциала с внутренней системы поджига 12 на наружную 13 и наоборот. Коммутатор Б предназначен для переключения анодного потенциала с внутреннего анодного узла 2 на наружный 3 и наоборот. Коммутатор В предназначен для переключения потенциала смещения с внутреннего экрана для сбора распыляемых продуктов 8 на наружные 9 и наоборот.
Пластины анодных узлов могут повторять форму обрабатываемого изделия, при этом количество пластин может изменяться. Расстояние между пластинами выполняется не менее толщины пластин, а длина пластин приблизительно равна высоте обрабатываемого изделия.
Устройство по первому варианту работает следующим образом.
В вакуумную камеру 1 устанавливается обрабатываемое изделие 14 на стопоры 15. Верхняя часть детали крепится к осям 22. Вакуумная камера откачивается до давления не выше 0,1 Па.
Обработка внутренней поверхности. Коммутатор А переключается в положение работы внутреннего поджига 12. Коммутатор Б переключается в положение работы внутреннего анодного узла 2. Коммутатор В переключается в положение создания потенциала смещения между внутренним анодным узлом 2 и внутренним экраном 8, причем положительный потенциал подводится к аноду, а отрицательный к экрану. Инвертором 27 между анодом и катодом создается электрическое поле, после чего в узле поджига инициируется вакуумный дуговой разряд, при этом катодный потенциал с инвертора по каналу К1 передается на внутренний катодный узел (катодный потенциал передается на верхнюю часть обрабатываемого изделия) и катодные пятна вакуумной электрической дуги стремятся вверх (согласно принципу автостабилизации к месту подключения потенциала). По достижении катодными пятнами верхней части обрабатываемого изделия инвертор переключает катодный потенциал на канал К2 подключенный к внешнему катодному узлу (катодный потенциал передается на нижнюю часть обрабатываемого изделия) и катодные пятна вакуумной электрической дуги стремятся вниз. При достижении катодными пятнами нижней части обрабатываемого изделия катодный потенциал переключается на канал К1 и цикл повторяется. Время перемещения катодных пятен снизу-вверх и сверху-вниз задается задатчиком времени инвертора 27 и зависит от высоты и геометрической формы детали. Таким образом, перемещаясь вверх вниз, по ограниченной анодным узлом траектории, на вращающемся изделии происходит снятие металлического покрытия на всех поверхностях методом катодного распыления. Продукты распыления, посредством созданного независимым источником электропитания 28 потенциала смещения, преимущественно стремятся к экрану 8.
Обработка наружной поверхности производится аналогичным образом. Коммутаторы А, Б и В переключаются в положение работы внешнего поджига 13, внешнего анода 3 и внешних экранов 9.
Устройство по второму варианту работает аналогично устройству по первому варианту, отличие заключается в том, что устройство по второму варианту позволяет обрабатывать изделия типа тел вращения, закрытых с одной стороны.
Таким образом, представленные данные свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в машиностроительной промышленности для снятия металлических покрытий методом катодного распыления в вакууме с наружных и внутренних поверхностей изделий, в частности изделий типа тел вращения сложной геометрии, как открытых, так и закрытых с одной стороны;
- для заявляемого устройства в том виде, в котором оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления.
Следовательно, заявляемое изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| ИСТОЧНИК МЕТАЛЛИЧЕСКОЙ ПЛАЗМЫ (ВАРИАНТЫ) | 2015 |
|
RU2601725C1 |
| КАТОДОЛЮМИНЕСЦЕНТНЫЙ ЭКРАН | 2006 |
|
RU2322728C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПОВЕРХНОСТНЫХ СЛОЕВ НА ИЗДЕЛИЯХ МЕТОДОМ ОБРАБОТКИ В ПЛАЗМЕ ГАЗОВОГО РАЗРЯДА | 1996 |
|
RU2110606C1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 2022 |
|
RU2792844C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2006 |
|
RU2318078C1 |
Изобретение относится к устройствам для снятия металлических покрытий методом катодного распыления в вакууме с наружных и внутренних поверхностей изделий. Установка для снятия металлических покрытий содержит установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел, источник тока, источник питания. В вакуумной камере установлены: внутренний катодный узел, дополнительный внутренний и внешний экраны для сбора распыляемых продуктов, внешний катодный узел и экраны дополнительного анодного узла. Техническим результатом является возможность снятия металлических покрытий, а также очистка от окисных пленок, окалины и т.п. перед покрытием, с наружных и внутренних поверхностей изделий - тел вращения, как открытых, так и закрытых с одной стороны, независимо от магнитных свойств металла или сплава обрабатываемого изделия и металлического покрытия. 2 н. и 8 з.п. ф-лы, 6 ил.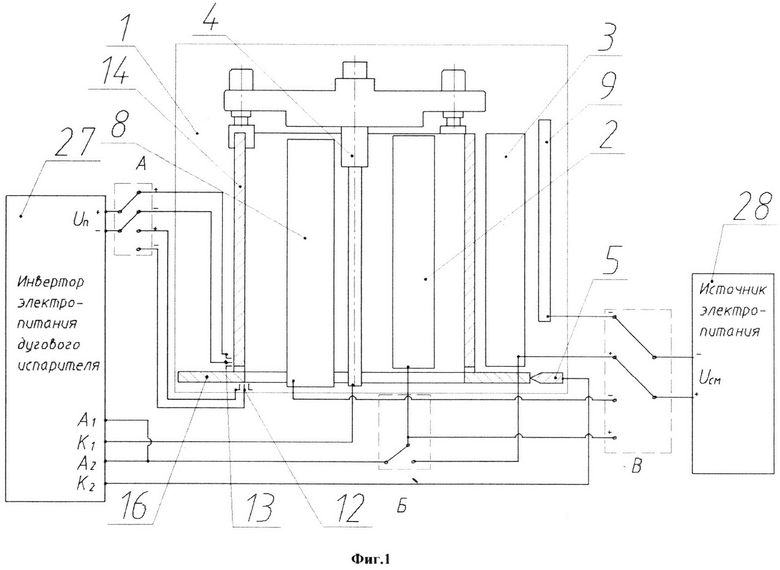
1. Установка для снятия металлических покрытий, содержащая установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел, и источник тока, отличающаяся тем, что снабжена источником питания и установленными в вакуумной камере: внутренним катодным узлом, дополнительным внутренним и внешними экранами для сбора распыляемых продуктов, внешним катодным узлом и экранами дополнительного анодного узла, внутренний катодный узел расположен между дополнительным внутренним экраном и внутренним анодным узлом и выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему, в верхней части цилиндра с возможностью вращения установлен фланец с осями, соединенными с изделием-катодом, внутренний анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода, дополнительный внутренний экран для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла, внешний катодный узел выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, соединенная с фланцем, на котором установлено обрабатываемое изделие-катод, дополнительный анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности обрабатываемого изделия-катода с его внешней стороны, внешние экраны для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных перпендикулярно дополнительному анодному узлу с обеих его сторон, внутренний экран внутреннего анодного узла расположен вдоль всей длины анода между анодом и катодом с внутренней стороны и повторяет форму рабочей части анода, экраны дополнительного анодного узла расположены в верхней и нижней частях его пластин и закрывают их верхние и нижние торцевые части, дополнительный анодный узел расположен между внешними экранами для сбора распыляемых продуктов и изделием-катодом, которое установлено с возможностью вращения, источник питания соединен с катодными и анодными узлами, а источник тока соединен с экранами для сбора распыляемых продуктов.
2. Установка для снятия металлических покрытий по п. 1, отличающаяся тем, что расстояние между пластинами анодных узлов выполнено не менее толщины пластин.
3. Установка для снятия металлических покрытий по п. 1, отличающаяся тем, что пластины анодных узлов повторяют форму изделия-катода.
4. Установка для снятия металлических покрытий по п. 1, отличающаяся тем, что внешний анодный узел выполнен с возможностью перемещения.
5. Установка для снятия металлических покрытий по п. 1, отличающаяся тем, что снабжена опорным фланцем для установки обрабатываемого изделия-катода, при этом на фланце выполнено несколько рядов отверстий для крепления изделия-катода на разном расстоянии от оси вращения изделия-катода.
6. Установка для снятия металлических покрытий, содержащая установленные в вакуумной камере обрабатываемое изделие-катод, в котором размещены внутренний анодный узел и внутренний экран, и дополнительный анодный узел, и источник тока, отличающаяся тем, что снабжена источником питания и установленными в вакуумной камере: внутренним катодным узлом, дополнительным внутренним и внешними экранами для сбора распыляемых продуктов, внешним катодным узлом и экранами дополнительного анодного узла, внутренний катодный узел расположен между дополнительным внутренним экраном и внутренним анодным узлом и выполнен в виде неподвижного охлаждаемого цилиндра, установленного в изделии-катоде соосно ему, в верхней части цилиндра с возможностью вращения установлена втулка, соединенная с изделием-катодом, внутренний анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности изделия-катода, дополнительный внутренний экран для сбора распыляемых продуктов выполнен в виде двух вертикальных пластин, расположенных перпендикулярно друг другу вдоль неподвижного цилиндра внутреннего катодного узла напротив внутреннего анодного узла, внешний катодный узел выполнен в виде неподвижного охлаждаемого цилиндра, на котором закреплена подвижная часть, соединенная с фланцем, на котором установлено обрабатываемое изделие-катод, дополнительный анодный узел выполнен в виде охлаждаемых вертикальных пластин, установленных вдоль всей поверхности обрабатываемого изделия-катода с его внешней стороны, внешние экраны для сбора распыляемых продуктов выполнены в виде вертикальных параллельных пластин, расположенных перпендикулярно дополнительному анодному узлу с обеих его сторон, внутренний экран внутреннего анодного узла расположен вдоль всей длины анода между анодом и катодом с внутренней стороны и повторяет форму рабочей части анода, экраны дополнительного анодного узла расположены в верхней и нижней частях его пластин и закрывают их верхние и нижние торцевые части, дополнительный анодный узел расположен между внешними экранами для сбора распыляемых продуктов и изделием-катодом, которое установлено с возможностью вращения, источник питания соединен с катодными и анодными узлами, а источник тока соединен с экранами для сбора распыляемых продуктов.
7. Установка для снятия металлических покрытий по п. 6, отличающаяся тем, что расстояние между пластинами анодных узлов выполнено не менее толщины пластин.
8. Установка для снятия металлических покрытий по п. 6, отличающаяся тем, что пластины анодных узлов повторяют форму изделия-катода.
9. Установка для снятия металлических покрытий по п. 6, отличающаяся тем, что внешний анодный узел выполнен с возможностью перемещения.
10. Установка для снятия металлических покрытий по п. 6, отличающаяся тем, что снабжена опорным фланцем для установки обрабатываемого изделия-катода, при этом на фланце выполнено несколько рядов отверстий для крепления изделия-катода на разном расстоянии от оси вращения изделия-катода.
| УСТАНОВКА ДЛЯ ОЧИСТКИ | 2005 |
|
RU2298855C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457282C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2145645C1 |
| JP 2008144247 A, 26.06.2008. | |||

