(54) ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации резинокордных оболочек | 1975 |
|
SU554167A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ПРОТЕКТОРА НА КАРКАСЕ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2001 |
|
RU2247657C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| ДИАФРАГМА ДЛЯ ИЗГОТОВЛЕНИЯ ШИНТЕХП1Г:f;n^- .. | 1965 |
|
SU168410A1 |
| СПОСОБ ФОРМИРОВАНИЯ БЕГОВОЙ ДОРОЖКИ ПРОТЕКТОРА НА КАРКАСЕ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2000 |
|
RU2257296C2 |
| Способ вулканизации пневматических шин | 1990 |
|
SU1781058A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| ПОДПРЕССОВОЧНОЕ УСТРОЙСТВО К ВУЛКАНИЗАЦИОННОМУ ПРЕССУ | 2005 |
|
RU2293017C1 |
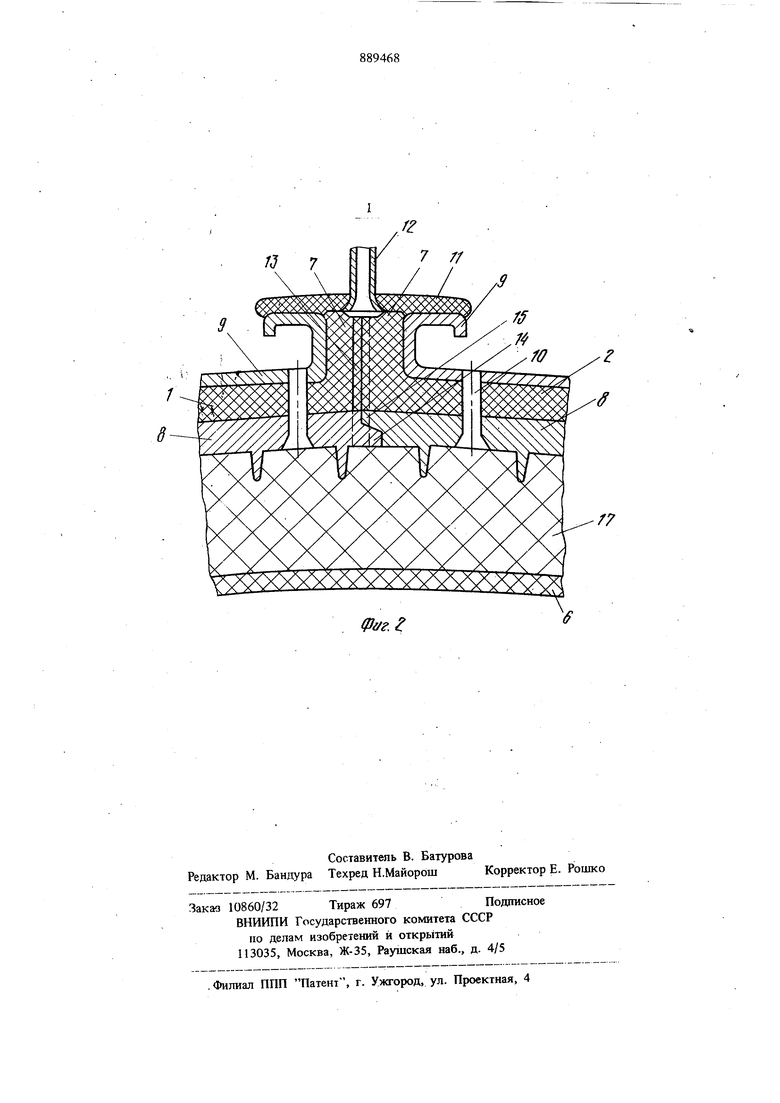
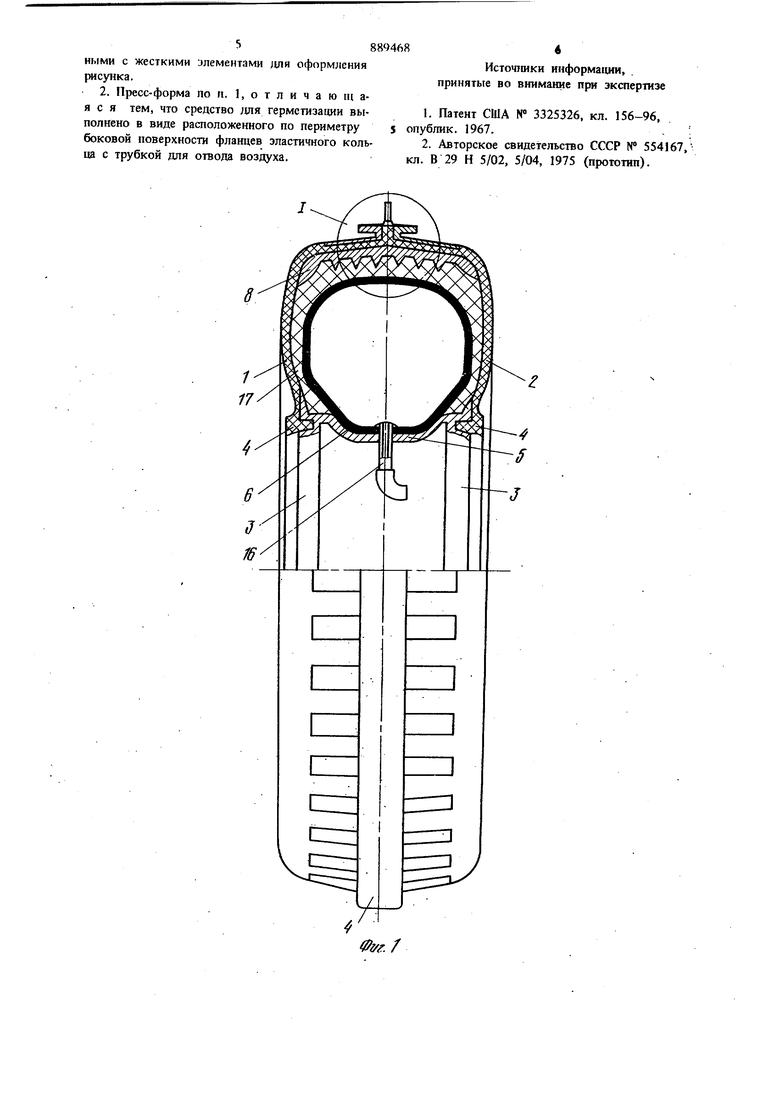
Изобретение относится к оборудованию для вулканизации восстанавливаемых докрышек пневматических шин и может быть использовано в шиноремонтной промышленности. Известна пресс-форма для вулка1шзации резинокордных оболочек, представляющая собой сплошную гибкую хоровую оболочку 11. в силу такого выполнения затруднено спредирование формы и надевание ее на ремонтируемую покрышку. Кроме того, в такой форме восстанавливаются покрышки только с относительно крупным расчленением рисунка протектора. Наиболее близкой по технической сушности к предлагаемому изобретению является прессформа для вулканизации резинокордных оболочек, содержащая две эластичные полуформы, каждая из которых имеет фланец по плоскости pasv ема и жесткие элементы для оформления рисун ка, расположенные на внутренней поверхности полуформы, средство для герметизации и кольца для крепления буртов центральных горловин полуформ. В известной пресс-форме полуформы закреплены фланцами в жестких корпусах паровых рубашек, а средство для герметизации полости полуформ вьшолнено в виде установленных по окружности эластичных полуформ стержней, взаимодействующих с вьшолненными на фланцах полуформ гнездами. Вторыми кольцалш стержни шарнирно закреплены на металлических корпусах паровых рубашек, установленных вокруг эластичных полуформ 2. Такое конструктивное выполнение пресс-формы ограничивает ее применение только с паровыми рубашками. Цель изобретения - расширение зксплуатационных возможностей пресс-формы. Поставленная цель достигается тем, что в прессформе для вулканизации резинокордных оболочек, содержащей две зластичные полуформы, каждая из которых имеет фланец по плоскости разъема и жесткие элементы для оформления рисунка, расположенные на внутренней поверхности полуформы, средство для герметизации и кольца для крепления буртов центральных горловин полуформ, снабжена установленными на наружной поверхности эластичных попуформ С-образными скобами, примыкающими К фланцам и связанными с жесткими элементами Ш1Я оформления рисунка. Средство для герметизации выполнено в вим.с расположенного по периметру боковой поверхности фланцев )ластичного кольца с трубкой для отвода воздуха. На фиг. 1 изображена предлагаемая прессформа, с частичным вырезом; на фиг. 2 - узел I на фиг. 1. Пресс-форма содержит две эластичные полуформы 1 и 2, кольца 3 для крепления буртов 4 центральных горловин полуформ, смонтированные на ободе 5, и варочную камеру 6. Каждая эластичная полуформа 1 и 2 имеет фланец 7 по плоскости разъема и жесткие элементы 8 для оформления рисунка, расположенные на внутренней поверхности нолуформы. Для облегчения раскрытия пресс-формы она снабжена установленными на наружной поверхности эластичных полуформ 1 и2 С-образными скобами 9, примыкающими к фланцам 7 и связан ными посредством связей 10 с жесткими элементами 8. Пресс-форма имеет также средство для герметизации, которое выполнено в виде расположенного по периметру боковой поверхности фланцев 7 эластичного кольца 11 с трубкой 12 для отвода воздуха. -На поверхности фланцев 7 по плоскости смыкания полуформ выполнены воздухоотводящие канавки 13. Для центрирования полуформ относительно друг друга на обращенных друг к другу торцах жестких элементов 8 выполнены выступы 14 и 15 и соответствующие им впадины. Подвод рабочей среды в варочную камеру 6 произ водится по трубке 16. Пресс-форма работает следующим образом. Описание работы дается применительно к ис пользованию ripecc-формы для вулканизации . восстанавливаемых покрыщек пневматических тин. Восстанавливаемая покрышка 17 с наложенным протектором и вставленной варочной камерой 6, устанавливается на обод 5, на спреди рующем станке (не показан). За скобы 9 полу формы 1 и 2 разводятся и в них закладывается покрышка 17 с варочной камерой 6, затем полуформы соединяются и сжимаются. В варо ную камеру подается среда под давлением, под действием которой покрышка расширяется больше, чем при вулканизации. При этом выст пы жестких элементов 8 вдавливаются в протектор, формуя рисунок. Затем давление сбрасьшается, а покрьшпса сжимается, вызьшая перемещение навстречу друг другу элементов 8. При этом также перемещаются под воздействи ем связей 10 эластичные полуформы для сбли жения их фланцев 7, После закрытия прессформа снимается со предирующего станка, на 84 боковую поверхность фланцев 7 для большей надежности накладывается уплотнительное эластичное кольцо 11, а буры 4 полуформ заправляются в пазы кольца 3 обода 5. Затем прессформа помещается в вулканизационную камеру (котел) (не показан), при этом трубка 12 соединяется с атмосферой, а трубка 16 - с магистралью, подающей энергоноситель (воздух, пар, перегретая вода). Вулканизационная камера закрьтается и в нее подается энергоноситель. При подаче энергоносителя соблюдается обязательное условие: давление в варочной камере 6 должно быть больше, чем давление энергоносителя с вненшей стороны пресс-формы, т.е. в вулканизационной камере. При воздействии энергоносителя эластичные полуформы 1 и 2 прилегают с заданным давлением к покрыщке вследствие чего наложенный протектор окончательно формуется и под действием тепла вулканизуется, при этом разница давлений позволяет профилю покрышки принять форму равновесной конфигурации, что обеспечивает высшее качество восстановления. Воздух из пространства между покрышкой и полуформами отводится через трубку 2. После вулканизации (и охлаждения) давление в вулканизационной и варочной камере сбрасывается с соблюдением условия, при котором давление внутри варочной камеры остается несколько выше давления с внешней стороны пресс-формы. После извлечения из котла пресс-форма с оболочкой устанавливается на .спредирующий станок. Снимается эластичное кольцо 11, полуформы разводятся, освобождая покрышку 17, последняя снимается с обода 5 и из нее извлекается варочная камера 6. Предложенная пресс-форма обеспечивает возможность использования ее не только для вулканизации с паровыми рубашками, но и в автоклавах, а также может применяться как в индивидуальных вулканизаторах, так и в групповых и поточных линиях. Формула изобретения 1. Пресс-форма для вулканизации резинокордных оболочек, содержащая две эластичные полуформы, каждая из которых имеет фланец по плоскости разъема и жесткие элементы для оформления рисунка, расположенные на внутренней поверхности полуформы, средство для герметизации и кольца для крепления буртов центральных горловин полуформ, отличающаяся тем, что, с целью расширения эксплуатационных возможностей пресс-формы, она снабжена установленными на наружной поверхности эластичных полуформ С-образными скобами, примыкающими к фланцам и связан58894ными с жесткими элементами для оформления рисунка. 2. Пресс-форма по п. 1, о т л и ч а ю щ ая с я тем, что средство для герметизации выполнено в виде расположенного по периметру боковой поверхности фланцев эластичного кольца с трубкой для отвода воздуха. 68 Источники информашт, принятые во внимание при экспертизе 1.Патент США N 3325326, кл. 156-96, опублик. 1967.; 2.Авторское свидетельство СССР r 554167, кл. В 29 Н 5/02, 5/04, 1975 (прототип).
/J 7
77
Фаг.
