ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области лопастей винтов летательных аппаратов, например, применяющихся в турбовинтовых летательных аппаратах.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Лопасти винтов турбовинтовых летательных аппаратов по существу изготавливают из металлического материала. Хотя лопасти винтов, изготовленные из металлического материала, обладают хорошей прочностью, они, тем не менее, имеют недостаток, заключающийся в относительно большом весе.
Для получения более легких лопастей, известно использование лопастей винтов, изготовленных из композитного материала, т.е., путем изготовления деталей конструкции из волоконной арматуры и смоляной матрицы.
В документах US 2013/0017093 и WO 2012/001279 описано изготовление лопастей винта из обтекаемой волоконной структуры, в которую вставлена часть лонжерона для придания формы профилированной части лопасти так, чтобы создать преформу винта, которая затем уплотняется матрицей. Волоконная структура, изготовленная как единая деталь трехмерным переплетением, содержит непереплетенную зону, предназначенную для образования корпуса внутри волоконной структуры, куда вставляется формообразующая часть лонжерона.
Лопасть винта, полученная таким способом, имеет как боле низкий общий вес, так и существенную механическую прочность благодаря обшивке из структуры композитного материала (т.е., волоконной арматуры, уплотненной матрицей).
Для того чтобы придать хорошую прочность наиболее нагруженным частям лопасти, например, передней кромке, волоконная структура не содержит какого либо отверстия или непереплетенной зоны в тех частях волоконной структуры, которые должны образовать переднюю кромку лопасти. Непереплетенная зона, расположенная внутри волоконной структуры, открыта и в нижнюю кромку и в заднюю кромку структуры, чтобы образовать отверстие, которое позволяет вставить формообразующую часть лонжерона внутрь волоконной структуры.
Тем не менее, в некоторых обстоятельствах, например, когда на лопасть действуют высокие механические нагрузки, удары или толчки, удержание формообразующей части в ее начальном положении внутри уплотненной волоконной структуры может быть затруднительно, в частности у задней кромки волоконной структуры, которая имеет пониженную прочность из-за наличия непереплетенной зоны в этом положении волоконной структуры.
ЗАДАЧА И РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей изобретения является разработка лопасти винта летательного аппарата вышеописанного типа, имеющей повышенную механическую прочность, в частности в терминах удержания формообразующей части лонжерона в положении внутри волоконной структуры лопасти.
Для решения задачи предлагается лопасть винта летательного аппарата, содержащая обтекаемую структуру, образованную по меньшей мере одной деталью из волоконной арматуры, полученной трехмерным плетением пряжи и уплотненную матрицей, вместе с лонжероном, включая увеличенный участок, выступающий из волоконной арматуры и образующий хвост лопасти, и формообразующий участок, расположенный в корпусе, расположенном внутри волоконной арматуры, непереплетенную зону, открытую в нижнюю часть и в заднюю кромку волоконной арматуры чтобы образовать отверстие для введения формообразующего участка лонжерона в корпус из волоконной арматуры, отличающуюся тем, что отверстие, имеющееся в задней кромке волоконной арматуры, проходит по высоте меньшей, чем высота корпуса так, чтобы оставить в этой задней кромке удерживающий участок, который по меньшей мере частично контактирует с формообразующим участком лонжерона.
За счет создания такого удерживающего участка на задней кромке, формообразующий участок лонжерона лучше удерживается на месте внутри волоконной арматуры, несмотря на наличие непереплетенной зоны в арматуре. Даже в случае механических напряжений (ударов, толчков) в обтекаемой структуре лопасти, отсутствует риск движения формообразующего участки внутрь арматуры, поскольку он удерживается за передней кромкой и за задней кромкой лопасти непрерывно переплетенными участками арматуры.
Согласно первому аспекту настоящего изобретения отверстие, имеющееся в задней кромке волоконной арматуры, проходит на высоту, составляющую от 20% до 50% высоты корпуса.
Согласно второму аспекту настоящего изобретения удерживающий участок имеет ширину, которая уменьшается между концом корпуса и стыком между этим удерживающим участком и отверстием, имеющимся в задней кромке волоконной арматуры. В таких обстоятельствах зона контакта между формообразующим участком и удерживающим участком предпочтительно проходит на высоту от 20% до 50% высоты корпуса.
Согласно третьему аспекту изобретения лонжерон содержит конструкционную деталь из композитного материала и деталь, изготовленную из жесткого ячеистого материала, приклеенную к части контура конструкционной детали.
Согласно настоящему изобретению также предлагается авиационный двигатель, содержащий множество лопастей по настоящему изобретению.
Согласно настоящему изобретению также предлагается летательный аппарат, содержащий по меньшей мере один авиационный двигатель по настоящему изобретению.
Наконец, согласно настоящему изобретению предлагается способ изготовления лопасти винта летательного аппарата содержащий, по меньшей мере, этапы, на которых:
- изготавливают волоконную заготовку как единую деталь, путем трехмерного переплетения пряжи, при этом заготовка имеет непереплетенную зону, образующую корпус внутри заготовки, при этом непереплетенная зона открыта в нижнюю часть и к задней кромке волоконной заготовки так, чтобы образовать отверстие;
- изготавливают лонжерон, содержащий увеличенный участок, выступающий наружу из волоконной заготовки и образующий хвост лопасти, и формообразующий участок, расположенный в корпусе, сформированном внутри волоконной арматуры;
- придают форму волоконной заготовке, вставляя формообразующий участок лонжерона в корпус в волоконной заготовке для получения преформы обтекаемой структуры; и
- уплотняют преформу матрицей для получения обтекаемой структуры с волоконной арматурой, образованной этой преформой и уплотненной матрицей,
отличающийся тем, что отверстие, имеющееся в задней кромке проходит на высоту, меньше чем высота корпуса так, чтобы оставить в задней кромке удерживающий участок, который по меньшей мере частично контактирует с формообразующим участком лонжерона.
Согласно второму аспекту способа по настоящему изобретению, удерживающий участок имеет ширину, которая уменьшается между концом корпуса и стыком между удерживающим участком и отверстием, имеющимся в задней кромке волоконной заготовки. В таких обстоятельствах зона контакта между формообразующим участком и удерживающим участком предпочтительно проходит на высоту, составляющую от 20% до 50% высоты корпуса.
Согласно третьему аспекту способа по настоящему изобретению, лонжерон изготавливают путем создания конструкционной детали из композитного материала и приклеивают деталь, изготовленную из жесткого ячеистого материала к части контура конструкционной детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие отличительные признаки и преимущества нестоящего изобретения приведены в нижеследующем описании конкретных вариантов изобретения, приведенных в качестве не ограничивающих примеров со ссылками на приложенные чертежи, на которых:
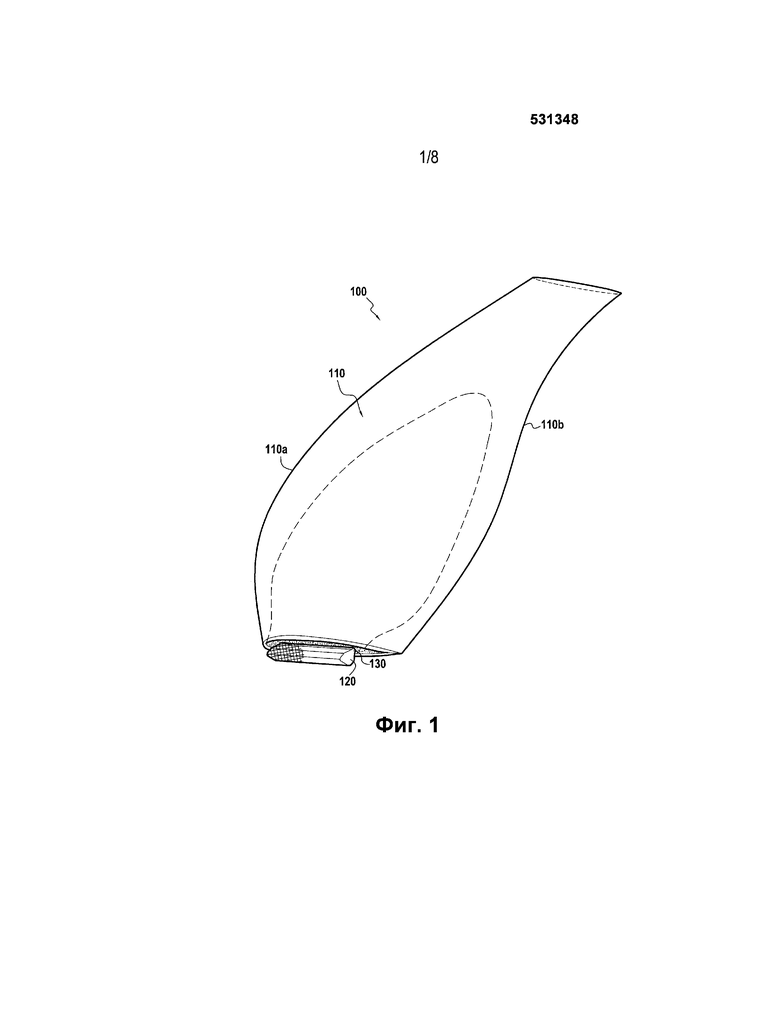
Фиг. 1 изображает вид в изометрии лопасти винта летательного аппарата по варианту настоящего изобретения.
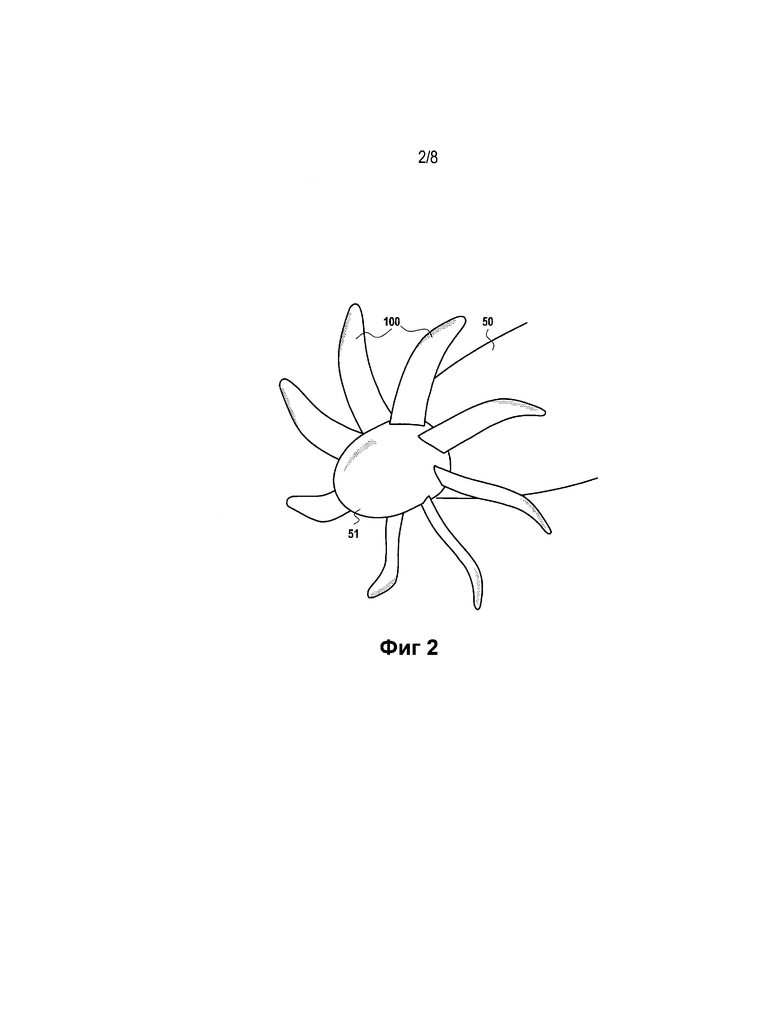
Фиг. 2 - вид в изометрии турбовинтового двигателя, оснащенного множеством лопастей винта по настоящему изобретению.
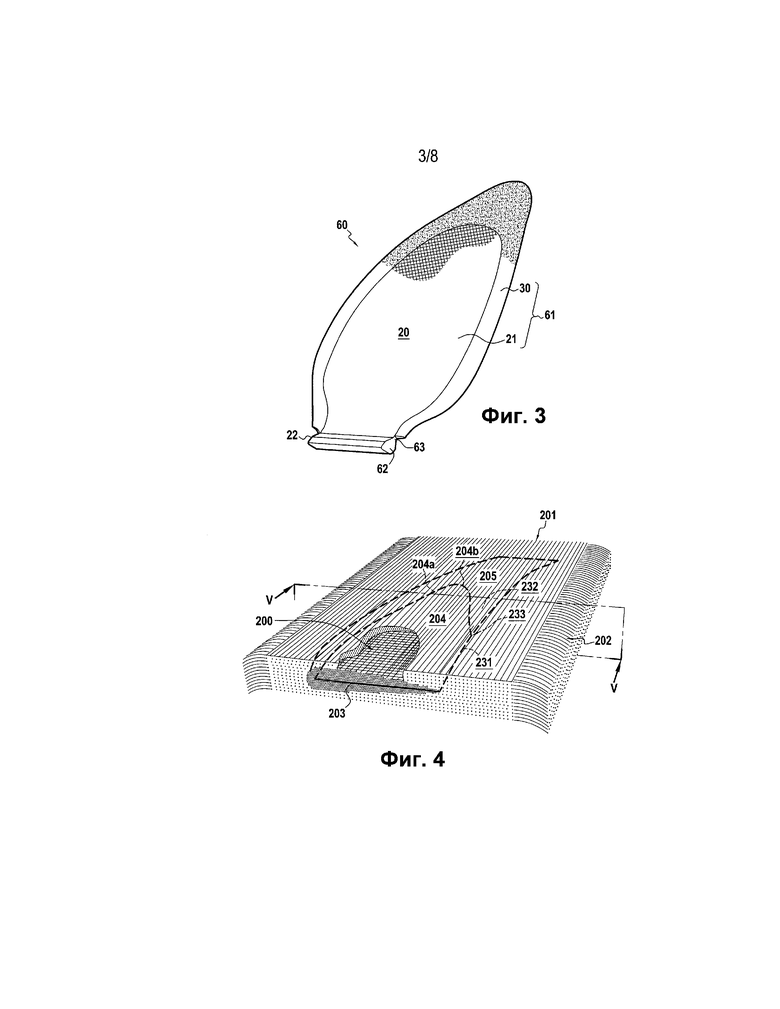
Фиг. 3 - вид в изометрии лонжерона, применяемого для изготовления лопасти винта по фиг. 1.
Фиг. 4 - схематический вид, иллюстрирующий трехмерное переплетение волоконной заготовки для изготовления лопасти винта по фиг. 1.
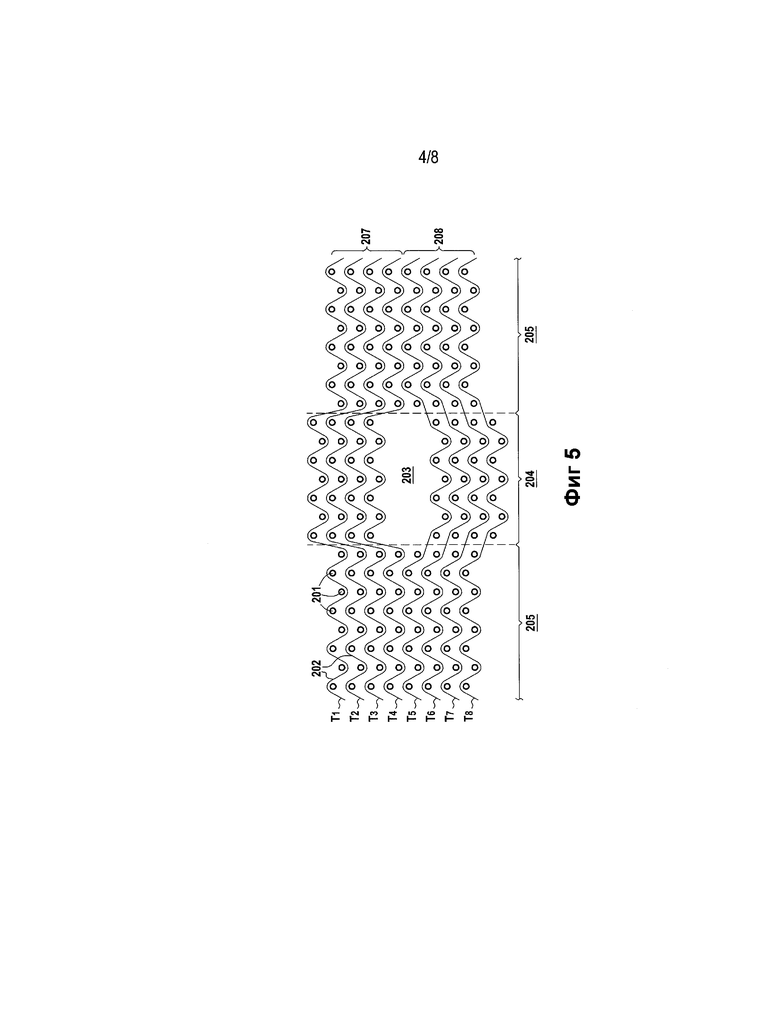
Фиг. 5 - фрагмент в сечении и в увеличенном масштабе набора слоев пряжи, иллюстрирующий, как сформирована непереплетенная зона в заготовке по фиг. 4.
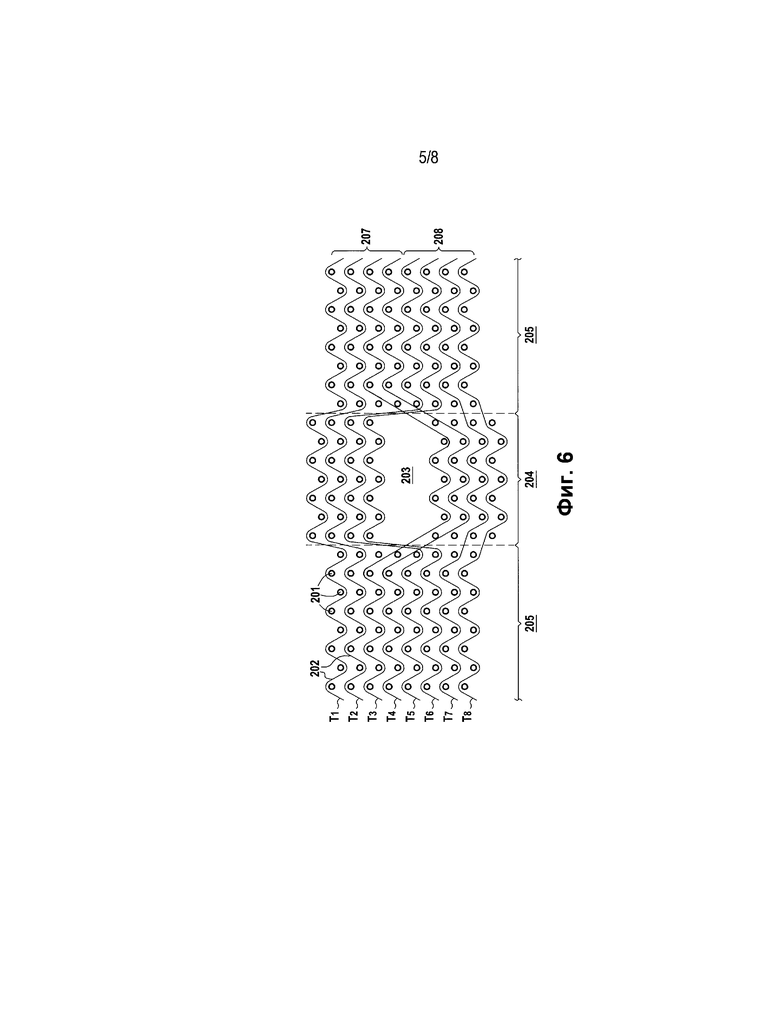
Фиг. 6 - фрагмент в сечении и в увеличенном масштабе набора слоев пряжи, иллюстрирующий другой вариант формирования непереплетенной зоны в заготовке по фиг. 4.
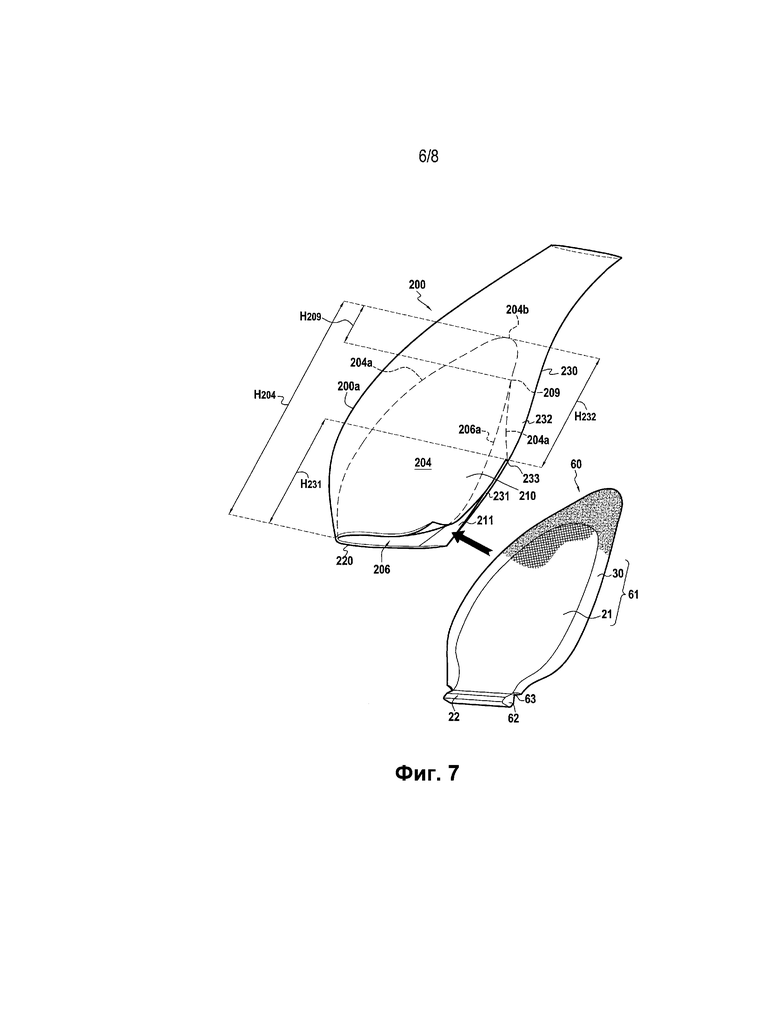
Фиг. 7 - вид в изометрии, иллюстрирующий установку формообразующего участка лонжерона по фиг. 3 в волоконную заготовку по фиг. 4.
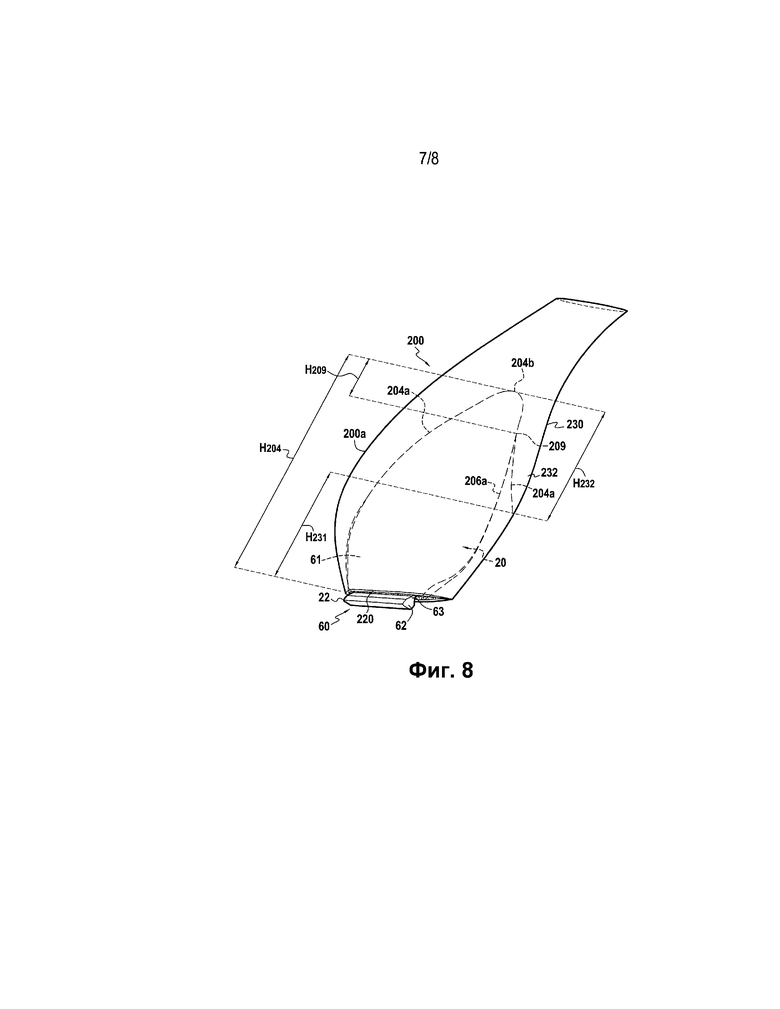
Фиг. 8 - вид в изометрии иллюстрирующий преформу лопасти перед уплотнением, выполняемым для получения лопасти винта по фиг. 1, и
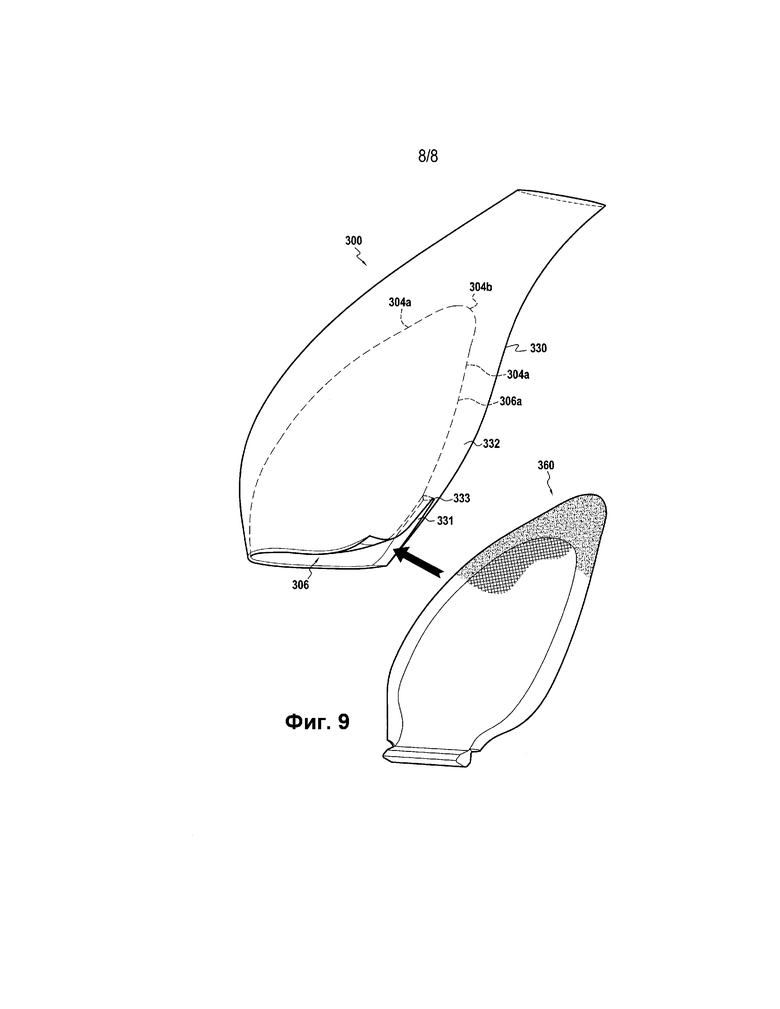
Фиг. 9 - вид в изометрии, иллюстрирующий вариант способа изготовления волоконной заготовки по другому варианту изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ.
Настоящее изобретение относится по существу к разным типам винтов для двигателей летательных аппаратов, таких как самолеты и вертолеты. Преимущественным, но не исключительным применением настоящего изобретения лежит в области винтов с большими габаритами, которые из-за своего размера обладают существенным весом, оказывающим значительное влияние на общий вес авиационного двигателя.
На фиг. 1 показана лопасть 100 винта, предназначенная для установки на турбовинтовой двигатель самолета и содержащая обтекаемую структуру 110, которая должна образовывать аэродинамическую поверхность лопасти, хвост 120, образованный участком большей толщины, например, имеющим расширенное основание, продолжающееся хвостовиком 130. В сечении обтекаемая структура 110 имеет криволинейный профиль, толщина которого изменяется между передней кромкой 110a и задней кромкой 110b.
Как показано на фиг. 2 винт 100 установлен на роторе 51 турбовинтового двигателя 50 путем зацепления хвостов 120 лопастей с соответствующими корпусами, сформированными на периферии ротора 51 (не показаны на фиг. 2).
Способ изготовления винта по настоящему изобретению включает изготовление лонжерона 60, показанного на фиг. 3, который должен вставляться частично в волоконную заготовку, которая должна образовать преформу обтекаемой структуры лопасти винта. Лонжерон 60 в этом примере образован конструкционной деталью 20 и деталью, изготовленной из жесткого ячеистого материала 30, которая приклеена к части контура конструкционной детали.
Лонжерон 60 имеет формообразующий участок 61, в этом примере соответствующий первому участку 21 конструкционной детали и детали, изготовленной и жесткого ячеистого материала, которая приклеена к этому участку 21. Формообразующий участок 61 должен вставляться в корпус волоконной заготовки для того, чтобы образовать преформу аэродинамической структуры, как подробно описано ниже. Лонжерон 60 также имеет увеличенный участок 62, соответствующий второму участку 22 конструкционной детали 20 и предназначенный для образования хвоста 120 лопасти 10 винта (фиг. 1), участок 63, который лежит между участками 61 и 62 и образует хвостовик 130 винта (фиг. 1).
Конструкционная деталь 20 изготовлена из композитного материала, т.е. из волоконной преформы, которая уплотнена матрицей. Для этого изготавливают волоконную преформу, например, трехмерным или многослойным переплетением пряжи из углеродных волокон с использованием интерлочного тканья. Во время тканья волоконной заготовки для конструкционной детали 20, торой участок 22 может быть получен с использованием уточной пряжи большей толщины и дополнительных слоев уточной пряжи, или путем введения вставки.
После изготовления преформы для конструкционной детали, ее пропитывают смолой, например, бисмалеимидной смолой которую затем полимеризуют. Эти две операции можно выполнять с помощью технологии литьевого прессования полимера (RTM), как описано ниже. После полимеризации смолы, лонжерон подвергают механической обработке для придания ему окончательных размеров.
Деталь 30, которая должна взаимодействовать с первым участком 21 конструкционной детали 20, выполнена из гибкого ячеистого материала, т.е., материала, который имеет низкую плотность, чтобы не допустить повышения веса готовой лопасти. Деталь 30 может быть изготовлена формованием или механической обработкой блока материала, например, плиты вспененного материала, выпускаемого под названием Rohacell® 110 XTHT.
Участок 21 конструкционной детали 20 и деталь 30 имеют комплементарные формы, что позволяет после из сборки друг с другом определять формообразующий участок 61, форма которого соответствует форме обтекаемой структуры изготавливаемой лопасти винта. Конструкционная деталь 20 и деталь 30, изготовленная из жесткого ячеистого материала склеивают друг с другом перед введением в волоконную заготовку лопасти.
В альтернативном варианте лонжерон может полностью состоять их конструкционной детали из композитного материала (т.е., без детали, изготовленной из жесткого ячеистого материала).
На фиг. 4 приведен схематический вид волоконной преформы 200 для образования волоконной преформы обтекаемой структуры изготавливаемой лопасти винта.
Как схематически показано на фиг. 4, волоконную заготовку 200 получают трехмерным плетением, выполненным обычным способом с помощью жаккардового ткацкого станка, на котором расположено множество слоев пучок пряжи или крученых нитей 201 основы, при этом в каждом слое имеется несколько сотен нитей, при этом пряжа основы переплетена с пряжей 202 утка.
В показанном примере трехмерное плетение получено интерлочным тканьем. Термин "интерлочное" тканье используется в настоящем описании для обозначения плетения, в котором каждый слой нитей утка переплетается со множеством слоев нитей основы и все нити данной колонки утка совершают одинаковое движение в плоскости плетения.
Можно использовать и другие известные виды трехмерного плетения, например, описанные в документе WO 2006/136755, содержание которого включено в настоящее описание путем отсылки. В этом документе описано, в частности, как изготавливать состоящие из одной детали структуры, армированные волокном для таких деталей, как лопасти и лопатки, имеющие первый тип плетения в сердцевине и второй тип плетения в облицовке, что позволяет одновременно придавать и требуемые механические свойства, и требуемые аэродинамические свойства деталям такого типа.
Волоконная заготовка по настоящему изобретению может быть сплетенной, в частности, из углеродных волокон или керамических волокон, таких как волокна карбида кремния.
По мере прогрессирования плетения волоконной заготовки, с изменением ширины и толщины заготовки, некоторое количество нитей основы оставляют не переплетенными, тем самым позволяя определить требуемый постоянно изменяющийся контур и толщину для заготовки 200. Пример изменяющегося трехмерного плетения, которое позволяет, в частности, изменять толщину заготовки между первой кромкой, которая должна образовать переднюю кромку, и второй кромкой меньшей толщины, которая должна образовать заднюю кромку, описан в документе EP 1 526 285, содержание которого включено в настоящее описание путем отсылки.
Во время плетения два последовательных слоя пряжи основы не переплетаются в положении 203 (фиг. 4) внутри волоконной заготовки в непереплетенной зоне 204, которая определена контуром 204а между этой непереплетенной зоной 204 и переплетенной зоной 205 в волоконной заготовке. Непереплетенная зона 204 позволяет формировать корпус 206 (фиг. 7), размеры которого согласованы с размерами формообразующего участка 61 лонжерона 60 внутри волоконной заготовки 200 для образования преформы лопасти (фиг. 8).
Один способ трехмерного плетения с интерлочным тканьем для заготовки 200 схематически показан на фиг. 5. На фиг. 5 в увеличенном масштабе представлен фрагмент сечения основы части заготовки 200, которая содержит непереплетенную зону 204 (сечение по линии V-V на фиг. 4). В этом примере заготовка 200 имеет восемь слоев нитей 201 основы, проходящих в направлении Х. На фиг. 5 эти восемь слоев нитей основы переплетены нитями T1-T8 утка в переплетенных зонах 205 волоконной заготовки 200. В непереплетенной зоне 204 четыре слоя нитей 201 основы, образующих набор 207 слоев нитей, переплетены четырьмя нитями Т1-Т4 утка, а четыре слоя нитей основы, образующие набор 208 слоев нитей, переплетены четырьмя нитями Т5-Т8 утка. Другими словами, тот факт, что нити Т1-Т4 утка не проходят в набор 208 слоев основы, а нити Т5-Т8 утка не проходят в набор 207 слоев основы, создает непереплетенную область 203, которое разделяет два набора 207, 208 слоев нитей основы друг от друга.
В непереплетенной зоне 204 в примере плетения, показанном на фиг. 5, нити Т1-Т4 утка и нити Т5-Т8 утка расположены на соответствующих сторонах от непереплетенной области 203, при этом нити Т1-Т4 утка переплетают первые четыре слоя нитей основы, образуя набор 207 слоев нитей, а нити Т5-Т8 утка переплетают последние четыре слоя нитей основы образуя набор 208 слоев нитей. В альтернативном варианте, показанном на фиг. 6, одна или более из нитей утка, переплетающих слои нитей основы, образующих набор 207 слоев нитей в переплетенных зонах 205, используется для переплетения слоев нитей основы, образующих набор 208 слоев нитей, и наоборот. Более конкретно, и как показано на фиг. 6, нити T3 и Т4 утка, переплетающие слои нитей основы наборе 208, отклоняются при входе в непереплетенную зону 204 для переплетения со слоями нитей основы набора 208. Аналогично, нити Т5 и Т6 утка, переплетающие слои нитей основы в наборе 208 в первой переплетенной зоне 205 отклонятся при входе в непереплетенную зону 204 для переплетения слоев нитей основы в наборе 207. После непереплетенной зоны 204 нити Т3 и Т4 утка вновь отклоняются при входе во вторую переплетенную зону 205 для переплетения слоев нитей основы набора 208, а нити Т5 и Т6 утка вновь отклоняются для переплетения слоев нитей основы набора 207. Перекрещивание нитей Т3 и Т4 утка и нитей Т5 и Т6 утка в начале и в конце непереплетенной зоны 204 повышает прочность волоконной заготовки в непереплетенной зоне.
В конце тканья (фиг. 4) нити основы и нити утка на поверхности сотканной массы прорезаются, например, струей воды под давлением для извлечения заготовки 200, как показано на фиг. 7, полученной в результате трехмерного переплетения и перед приданием ей какой-либо формы. Непереплетенная зона 204, которая была получена во время тканья, служит для образования двух участков 210 и 211, сотканных независимо и между которыми внутри заготовки 200 расположен корпус 206. Корпус 106 открыт в нижнюю кромку 220 и в заднюю комку 230 заготовки 200. Задняя кромка 230 заготовки 200 соответствует участку, который образует заднюю кромку 110b лопасти 100 винта (фиг. 1).
Согласно настоящему изобретению задняя кромка 230 имеет частичное отверстие 231, которое проходит от нижней кромки 229 на высоту Н231, которая меньше высоты Н204, на которую проходит непереплетенная зона 204 внутри волоконной заготовки 200 (фиг. 7), при этом высота Н204 непереплетенной зоны проходит между нижней кромкой 220 и концом 204b непереплетенной зоны заготовки 200, и этот конец 204b также соответствует вершине корпуса 206. Высота Н204 также соответствует высоте корпуса 206, в который помещен формообразующий участок 61 лонжерона 60 (фиг. 8). Это частичное отверстие 231 в задней кромке 230 позволяет создать закрытый участок 232, который именуется "удерживающим" участком 232, в задней кромке 230 заготовки, и этот участок проходит на высоту Н232 между концом частичного отверстия 231 и концом 204b непереплетенной зоны 204 в заготовке 200.
Удерживающий участок 232 получен путем образования непереплетенной зоны 204 на переменной длине нитей основы рядом с задней кромкой 230. Более конкретно, как показано на фиг. 4, нити 201 основы присутствуют в удерживающем участке 232, т.е., те нити, которые проходят между концом 204 непереплетенной зоны 204 и задней кромкой 230 заготовки, переплетены нитями 202 утка, начиная от участка заготовки 200, который расположен на стыке 233 между частичным отверстием 231 и удерживающим участком 232. Между стыком 233 и концом 204b количество крученых нитей основы в направлении ширины заготовки постепенно увеличивается так, чтобы получить удерживающий участок 232, ширина которого увеличивается между стыком 233 и концом 204b.
Высота Н231 частичного отверстия 231 предпочтительно составляет от 20% до 50% от полной высоты Н204 корпуса 206, позволяя, тем самым, получить отверстие в волоконной заготовке, которое достаточно для введения формообразующего участка лонжерона, в то же время образуя удерживающий участок, достаточный для повышения прочности лонжерона в заготовке и, следовательно, для повышения механической прочности полученной лопасти винта.
В примере, показанном на фиг. 7 и 8, контур 202a непереплетенной зоны 204 отходит постепенно от контура 206а корпуса 206, начиная от точки 209, и идет к стыку 233. Это создает удерживающий участок 232, который имеет ширину, постепенно уменьшающуюся между концом 204а и стыком 233. Это позволяет сформировать удерживающий участок 232 и облегчить введение формообразующий участок 61 лонжерона 60 в корпус 206 в волоконной заготовке 200. Вставленный в корпус 204 волоконной заготовки 200, формообразующий участок 61 лонжерона 60 контактирует с удерживающим участком 323 только в зоне, проходящей между концом 204b и точкой 209. Для обеспечения достаточного удержания формообразующего участка в волоконной заготовке, высота Н209 зоны контакта между формообразующим участком 61 и удерживающим участком 323 предпочтительно составляет от 20% до 50% общей высоты Н204 корпуса 204.
Когда требуется отдать приоритет механической прочности винта и, в частности, удержанию формообразующего участка в преформе лопасти, над легкостью введения формообразующего элемента, удерживающий участок должен быть сделан так, чтобы он примыкал к контуру корпуса на задней кромке волоконной заготовки. Такой альтернативный вариант показан на фиг. 9, где показана волоконная заготовка 300, имеющая удерживающий участок 332 и частичное отверстие 331 в задней кромке 330 заготовки 300. Удерживающий участок 332 в этом примере примыкает к контуру 306а корпуса 306 для приема формообразующего участка 361 лонжерона 360, который идентичен вышеописанному лонжерону 60. При таких обстоятельствах непереплетенной зоне 304 во время тканья заготовки 300 придают такую форму, чтобы контур 304а совпадал с контуром 306а корпуса 306 между концом 304b непереплетенной зоны и стыком 333, расположенным между частичным отверстием 331 и удерживающим участком 332. Высота частичного отверстия 331 предпочтительно находится в диапазоне от 20% до 50% от общей высоты корпуса 304, тем самым позволяя получить отверстие в волоконной заготовке, которое достаточно, чтобы вставить формообразующий участок лонжерона и, в то же время, создать удерживающий участок, достаточный для повышения прочности полученной лопасти винта.
На фиг. 7 волоконной заготовке придают форму преформы лопасти, вставляя формообразующий участок 61 лонжерона 60 в корпус 206.
После того, как формообразующий участок 61 будет вставлен в корпус 206, как показано на фиг. 8, волоконную преформу лопасти уплотняют. Заднюю кромку 230 и нижнюю кромку 220 заготовки предпочтительно перед уплотнением повторно закрывают сшиванием.
Уплотнение волоконной преформы заключается в заполнении пор преформы во всем ее объеме или только в его части, материалом, который образует матрицу.
Матрица композитного материала, образующего обтекаемую структуру, может быть получена известным способом с использованием жидкостной технологии.
Жидкостная технология состоит в пропитывании преформы жидкой композицией, которая содержит органический предшественник материала матрицы. Этот органический предшественник обычно имеет форму полимера, например, смолы, возможно, растворенного в растворителе. Преформу помещают в форму, которую можно герметично закрыть, чтобы получить полость, имеющую форму конечного сформованного изделия и способную, в частности, передать закрученную форму, соответствующую окончательной форме лопасти. Затем форму закрывают и жидкий предшественник матрицы (т.е., смолу) впрыскивают во всю полость, чтобы пропитать все участки волокна преформы.
Предшественник преобразуется в органическую матрицу, т.е., полимеризуется, при термообработке по существу нагреванием формы после устранения растворителя и после твердения полимера, при этом преформу продолжают держать в форме, где она приобретает форму, соответствующую лопасти винта. Органическая матрица, в частности, может быть получена с помощью эпоксидных смол, таких как высокоэффективная эпоксидная смола, выпускаемая под наименованием PR 520 поставщиком Cytec, или из жидких предшественников для углеродных или керамических матриц.
При формировании углеродной или керамической матрицы, термообработка состоит в пиролизе органического предшественника для преобразования органической матрицы в углеродную или керамическую матрицу в зависимости от использованного предшественника и условий пиролиза. Например, жидкими предшественниками для углерода могут быть смолу с высоки содержанием кокса, например, фенольные смолы, тогда как жидкими предшественниками для керамики, в частности SiC, могут быть смолы поликарбосиланового типа (PCS), или полититанокарбосиланового типа (PTSC), или полисилазанового типа (PSZ). Для достижения требуемой степени уплотнения может понадобится провести несколько последовательных циклов от пропитки до термообработки.
Согласно одному аспекту настоящего изобретения, волоконная преформа может быть уплотнена хорошо известным способом RTM (литьевое прессование полимера). В способе RTM волоконную преформу помещают в форму, имеющую внешнюю форму лопасти. Поскольку формообразующий участок 61 изготовлен из жестких деталей и поскольку они имеют форму лопасти, которую требуется изготовить, он преимущественно работает как контрформа. Термореактивную смолу впрыскивают во внутренне пространство, определенное между деталью, изготовленной из жесткого материала и, формой, и в этом пространстве находится преформа. В этом внутреннем пространстве по существу создают перепад давления между положением, в котором впрыскивают смолу и выпускными отверстиями для смолы так, чтобы управлять пропиткой преформы смолой и оптимизировать ее.
Например, применяемой смолой может быть эпоксидная смола. Смолы подходящие для способа RTM, хорошо известны. Они предпочтительно имеют низкую вязкость, что облегчает из впрыскивание в волокна Температурный класс и/или химическую природу смолы выбирают как функцию термодинамических напряжений, которым будет подвергаться деталь. Когда смола впрыснута сквозь арматуру, она полимеризуется термообработкой в соответствии со способом RTM.
После впрыска и полимеризации деталь извлекают из формы. В конце деталь обрезают, чтобы убрать излишки смолы и на ней закругляют кромки. Другой механической обработки не требуется, поскольку сформованная деталь имеет требуемые размеры.
Жесткий ячеистый материал, применяемый для изготовления детали 30, предпочтительно является материалом с закрытыми ячейками, чтобы предотвратить попадание в них смолы и сохранить его низкую плотность после уплотнения преформы.
После уплотнения волоконной преформы получается лопасть 100 винта, показанная на фиг. 1.
Лопасть винта летательного аппарата содержит обтекаемую структуру, образованную деталью из волоконной арматуры (200), полученной трехмерным переплетением пряжи и уплотнением матрицей, вместе с лонжероном (60), содержащим увеличенный участок (62), отходящий наружу из волоконной арматуры и образующий комель лопасти, и формообразующий участок (61), расположенный в корпусе (206), расположенном в волоконной арматуре (200). Волоконная арматура (200) содержит непереплетенную зону (204), образующую этот корпус (206) внутри волоконной арматуры (200). Непереплетенная зона (204) открыта в нижнюю часть (220) и в заднюю кромку (230) волоконной арматуры (200) так, чтобы сформировать отверстие (231) для введения формообразующего участка (61) лонжерона (60) в корпус (206) волоконной арматуры. Отверстие (231), имеющееся в задней кромке (230) волоконной арматуры (200), проходит на высоту (Н231), которая меньше высоты (Н204) корпуса, так, чтобы оставить в задней кромке (230) удерживающий участок (232), который частично контактирует с формообразующим участком (61) лонжерона (60). Авиационный двигатель содержит множество лопастей. Летательный аппарат содержит авиационный двигатель. Группа изобретений направлена на повышение механической прочности. 4 н. и 9 з.п. ф-лы, 9 ил.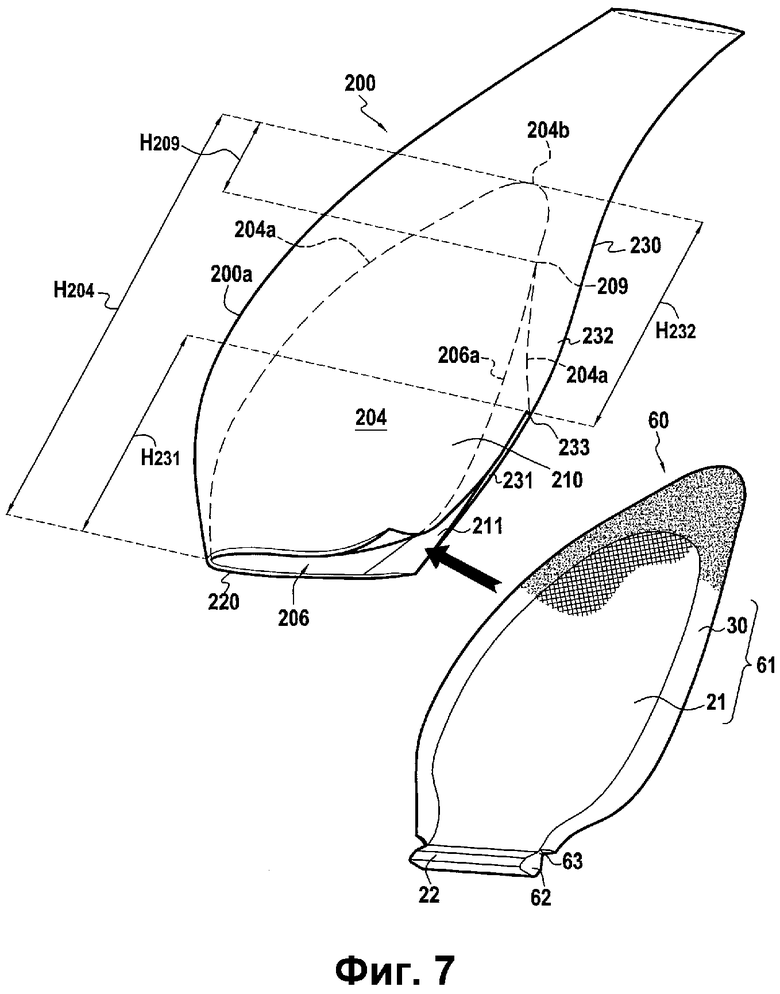
1. Лопасть (100) винта летательного аппарата, содержащая обтекаемую структуру (110), образованную по меньшей мере одной деталью (200) из волоконной арматуры, полученной трехмерным переплетением пряжи и уплотнением матрицей, вместе с лонжероном (60), содержащим увеличенный участок (62), отходящий наружу из волоконной арматуры и образующий хвост (120) лопасти, и формообразующий участок (61), расположенный в корпусе (206), расположенном в волоконной арматуре (200),
при этом волоконная арматура (200) содержит непереплетенную зону (204), образующую этот корпус (206) внутри волоконной арматуры (200), причем непереплетенная зона (204) открыта в нижнюю часть (220) и в заднюю кромку (230) волоконной арматуры (200) так, чтобы сформировать отверстие (231) для введения формообразующего участка (61) лонжерона (60) в корпус (206) волоконной арматуры,
отличающаяся тем, что отверстие (231), имеющееся в задней кромке (230) волоконной арматуры (200), проходит на высоту (Н231), которая меньше высоты (Н204) корпуса, так, чтобы оставить в задней кромке (230) удерживающий участок (232), который по меньшей мере частично контактирует с формообразующим участком (61) лонжерона (60).
2. Лопасть по п. 1, отличающаяся тем, что отверстие (231) в задней кромке (230) волоконной арматуры (200) проходит на высоту (Н231), лежащую в диапазоне от 20% до 50% от высоты (Н204) корпуса (206).
3. Лопасть по п. 1 или 2, отличающаяся тем, что удерживающий участок (232) имеет ширину, уменьшающуюся между концом (204b) корпуса (206) и стыком (233) между удерживающим участком (232) и отверстием (231) в задней кромке (230) волоконной арматуры (200).
4. Лопасть по п. 3, отличающаяся тем, что зона контакта между формообразующим участком (61) лонжерона (60) и удерживающим участком (232) проходит на высоту (Н232), лежащую в диапазоне от 20% до 50% от высоты (Н204) корпуса 206.
5. Лопасть по любому из пп.1, 2, 4, отличающаяся тем, что лонжерон (60) содержит конструктивную деталь (20) из композитного материала и деталь, изготовленную из жесткого ячеистого материала (30), приклеенную к части контура конструктивной детали.
6. Лопасть по п.3, отличающаяся тем, что лонжерон (60) содержит конструктивную деталь (20) из композитного материала и деталь, изготовленную из жесткого ячеистого материала (30), приклеенную к части контура конструктивной детали.
7. Авиационный двигатель, содержащий множество лопастей по любому из пп.1-6.
8. Летательный аппарат, содержащий по меньшей мере один авиационный двигатель по п.7.
9. Способ изготовления лопасти (100) винта летательного аппарата, содержащий по меньшей мере этапы, на которых:
- изготавливают волоконную заготовку (200) как единую деталь способом трехмерного переплетения пряжи (201, 202), при этом заготовка содержит непереплетенную зону (204), образующую корпус (206) внутри заготовки (200), при этом непереплетенная зона (204) открыта в нижнюю часть (220) и в заднюю кромку (230) волоконной заготовки так, чтобы образовать отверстие (231);
- изготавливают лонжерон (60), содержащий увеличенный участок (62), выступающий наружу из волоконной арматуры (200), и формируют хвост (120) лопасти (10), и формообразующий участок (61), расположенный в корпусе (206), сформированном внутри волоконной арматуры (200);
- придают форму волоконной заготовке (300), вставляя формообразующий участок (61) лонжерона (60) в корпус (206) в волоконной заготовке (200) для получения преформы для обтекаемой структуры; и
уплотняют преформу матрицей для получения обтекаемой структуры (110), имеющей волоконную арматуру, образованной преформой и уплотненной матрицей,
отличающийся тем, что отверстие (231), имеющееся в задней кромке (230) волоконной заготовки (200), проходит на высоту (Н231), меньшую, чем высота (Н204) корпуса (206), так, чтобы оставить в задней кромке удерживающий участок (232), который по меньшей мере частично контактирует с формообразующим участком (61) лонжерона (60).
10. Способ по п.9, отличающийся тем, что отверстие (231), имеющееся в задней кромке волоконной арматуры, проходит на высоту (Н231), лежащую в диапазоне от 20% до 50% от высоты (Н204) корпуса (206).
11. Способ по п.9, отличающийся тем, что удерживающий участок (232) имеет ширину, уменьшающуюся между концом (204b) корпуса (206) и стыком (233) между удерживающим участком (232) и отверстием (231) в задней кромке (230) волоконной заготовки (200).
12. Способ по п.11, отличающийся тем, что зона контакта между формообразующим участком (61) лонжерона (60) и удерживающим участком (232) проходит на высоту (Н232), лежащую в диапазоне от 20% до 50% от высоты (Н204) корпуса (206).
13. Способ по любому из пп.9-12, отличающийся тем, что лонжерон (60) изготавливают путем изготовления конструкционной детали (20) из композитного материала и приклеивают часть (60), изготовленную из жесткого ячеистого материала, к части контура этой конструкционной детали.
| US 2013017093 A1, 17.01.2013 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТНЫХ СТОЧНЫХ ВОД | 2013 |
|
RU2540620C1 |
| US 5129787 A, 14.07.1992 | |||
| US 4971641 A, 20.11.1990 | |||
| ЛОПАСТЬ ВИНТА И ЕЕ КОМЕЛЬ | 1996 |
|
RU2142895C1 |

